Изобретение относится к способам неразрушающего контроля выборки или партии изделий.
Известен способ контроля партии изделий (Воронцов Л.Н., Кондорф С.Ф., Трутень В.А., Федотов А.В. Теория и проектирование контрольных автоматов. - М.: Высшая школа, 1980, с. 296), заключающийся в том, что при цикле работы контрольной автоматической системы, большем цикла работы автоматической линии, но кратной ему, одновременно контролируют несколько изделий путем увеличения числа ручьев. Такой способ направления изделий в ручьи на параллельный контроль позволяет сократить время контроля партии изделий.
Недостатком этого способа является больше время контроля партии, поскольку изделия в каждом ручье контролируются поштучно. Кроме того, необходимо использовать несколько средств контроля в количестве, равном количеству ручьев.
Известен способ статистического контроля партии изделий (ГОСТ Р 50779.52-95. Статистические методы. Приемочный контроль качества по альтернативному признаку), заключающийся в том, что при заданных объеме партии и критерии несоответствия изделий задают нормативный уровень несоответствий, объем выборки, выбирают изделия из партии. Проводят сплошной контроль выбранных изделий, подсчитывают количество несоответствующих изделий в выборке, определяют фактический уровень несоответствия, сравнивают его с нормативным уровнем. Если фактический уровень несоответствий в партии не превышает установленный нормативный уровень, то признают партию годной, в противном случае партию бракуют.
Недостатком этого способа является большое время контроля выборки изделий, поскольку, необходимо контролировать поштучно все изделия, чтобы найти несоответствующие изделия, и время контроля выборки изделий равно сумме времен контроля каждого изделия этой выборки. Контроль изделий всей выборки имеет также большую трудоемкость.
Решаемой технической задачей является сокращение времени определения количества несоответствующих изделий выборки одним средством контроля.
Решение задачи достигается тем, задают критерий несоответствия продукции, согласно которому для при достижении одного из двух различных значений контролируемого параметра P1, Р2, Р1>Р2, изделие признается соответствующим, а при достижении другого-нет, объем выборки N, проводят контроль параметров выбранных изделий, определяют количество m несоответствующих изделий в выборке, кроме того, к каждому изделию выборки параллельно выходам, по которым контролируют параметр, подключают образец с заданным значением Р0 контролируемого параметра, причем Р0>NP2, P1>NP0, образцы соединяют последовательно, контролируют одновременно все изделия выборки с образцами, определяют для них суммарное значение Рс контролируемого параметра, а количество m несоответствующих изделий в выборке определяют по формуле

где [...]-ближайшее целое число,


если достижение значения параметра Р2 свидетельствует о несоответствии изделия требованию, в противном случае



Способ можно применять при следующих условиях. Контроль неразрушающий. Имеется одно средство контроля по данному параметру. Время цикла контроля любой части выборки изделий равно (близко) времени цикла контроля одного изделия.
Несоответствием требованию считается нахождение параметра изделия в одном из двух возможных состояний P1 и Р2, P1 > Р2 (бинарное состояние изделия, характеризующееся двумя различными значениями контролируемого параметра).
Например, контроль электромагнитного реле контактного типа: годным считается изделие, если при подаче питания на контакты обмотки электромагнита при протекании через них заданного тока будет срабатывание (например, замыкание) контактов управляемой цепи. В противном случае реле бракуется. Другой пример-контроль предохранителей, в этом случае изделия контролируют без дополнительного воздействия.
Способ реализуется следующим образом. Требуется дать заключение о годности партии электромагнитных контактных реле клапанного типа с замыкающими контактами по выборке объема N при заданном браковочном числе К. Годными (соответствующими) по срабатыванию считаются изделия, если происходит срабатывание контактов реле при протекании через обмотки управляющих катушек тока не более заданного It. Для определенности положим, что при срабатывании происходит замыкание контактов.
При разомкнутых контактах реле сопротивление между ними равно R, а при замкнутых- r, R > r (в данном случае P1=R, Р2=r).
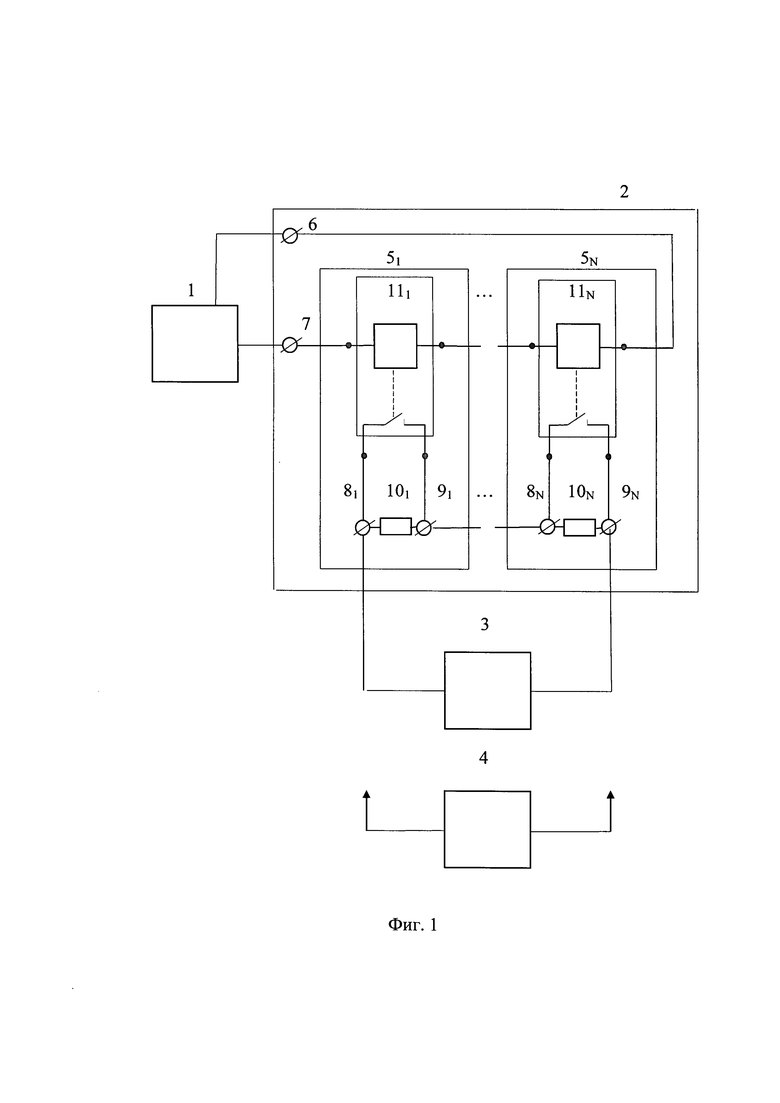
Способ реализуется с использованием устройства, блок-схема которого представлена на фиг.1.
Устройство содержит первый регулируемый источник 1 питания постоянного тока, панель 2, второй регулируемый источник 3 питания постоянного тока, измеритель 4 напряжения.
Панель содержит N секций 51…5N с разъемами для установки изделий (не показаны) и клеммы 6,7. Каждая секция 5j (j = 1, 2…N) содержат первую 8j клемму, вторую 9j клемму и подключенный к ним резистор 10j с заданным значением сопротивления Rj. К клеммам 8j, 9j подключены соответственно контакты разъема, в которые устанавливаются выводы контактов реле. В разъемы секций устанавливают контролируемые реле 111…11N.
Клемма 7 подключена к контакту разъема первой секции 51, в которую устанавливается первый вывод управляющей катушки реле 111. Клемма 6 подключена к контакту разъема последней секции 5n, в которую устанавливается второй вывод управляющей катушки реле 1 11N. Первый выход первого источника 1 питания подключен к клемме 6, а второй-к клемме 7.
Выводы разъемов, в которые устанавливаются контакты управляющих катушек реле соседних секций, соединены последовательно.
Первый выход второго источника 3 питания подключен к первой клемме 81 первой секции 51, а второй-ко второй клемме 9N последней секции 5N.
Резисторы 10j секций 51,…5N имеют заданное одинаковое сопротивление и соединены последовательно



Устройство работает следующим образом. В исходном состоянии питание на клеммы 6,7 и 81, 9N не подается. Согласно заданному объему производят выборку N реле, устанавливают их в гнезда панели 2 (фиг.1). При этом управляющие катушки всех реле будут соединены последовательно.
Ток I1, при котором должно происходить срабатывание реле, ток I2, при котором должно происходить отпускание реле и ток Ik, при котором производится измерение сопротивления контактов реле, задается в нормативной документации на реле.
На клеммы 6 и 7 от первого источника 1 постоянного тока подается питание цепи управляющих катушек. Поскольку управляющие катушки соединены последовательно, величина тока в них одинакова. Регулируя первый источник 1 питания, устанавливают ток I1 через катушки реле. После установки тока I1, регулируя второй источник 3 питания, устанавливают ток Ik в цепи между клеммами 81 секции 51 и 9N секции 5N. Затем измерителем 4 напряжения измеряют падение напряжения между этими клеммами. По результату измерения напряжения и току Ik определяют сопротивление цепи между клеммами 81 секции 51 и 9N секции 5N.
 После окончания цикла контроля устройство приводят в исходное состояние.
После окончания цикла контроля устройство приводят в исходное состояние.
Если из N реле m не сработали, то сопротивление цепи будет

(в данном случае Рс=Rc).
Отсюда определяют количество несоответствующих изделий по формуле

где […] - ближайшее целое число.


получаем

Для случая контроля реле на отпускание, когда годными считаются реле, если отпускание контактов происходит при токе не менее I2, уменьшают ток через управляющие катушки реле до величины I2 и измеряют сопротивление цепи согласно вышеизложенному.
В этом случае аналогично получаем

При выполнении условий (6), (7) получаем

Рассмотрим конкретный пример. Контроль партии реле по выборке объемом N=20. Браковочное число равно К=2. Соответствующими требованию считаются реле, если при протекании через управляющую катушку тока не более I1 происходит замыкание контактов. Сопротивление реле R при разомкнутых контактах можно считать бесконечным, номинальное значение сопротивления замкнутых контактов r=0,1 Ом. Зададим сопротивление образца R0=100 Ом, при этом разбросом параметра г можно пренебречь.
Все N реле устанавливают в гнезда панели и выполняют вышеописанные операции.
Пусть сопротивление цепи Rc=201,8 Ом. Тогда, поскольку выполнены условия (6), (7), согласно (8) получаем количество несоответствующих изделий в выборке

Поскольку m=К, то партию следует забраковать.
Способ позволяет одновременно контролировать все изделия выборки или партии, используя только одно средство измерения. Для определения количества несоответствующих изделий в выборке достаточно одного цикла контроля, что значительно меньше, чем в случае аналогов.
Способ позволяет значительно сократить время контроля выборки или партии и снизить трудоемкость контроля.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ определения несоответствующих изделий в выборке | 2023 |
|
RU2819552C1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ МНОГОПАРАМЕТРИЧЕСКОГО КОНТРОЛЯ | 2004 |
|
RU2265875C1 |
| СПОСОБ ИЗМЕРЕНИЯ НЕСООСНОСТИ ОТВЕРСТИЙ | 1992 |
|
RU2073826C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРИЧЕСКОГО СОЕДИНЕНИЯ И ЭЛЕКТРИЧЕСКИЙ СОЕДИНИТЕЛЬ | 2001 |
|
RU2204874C2 |
| Способ дискретного контроля линейного размера изделия | 1988 |
|
SU1573344A1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ РЕЗЬБ | 1993 |
|
RU2032141C1 |
| СПОСОБ ИЗМЕРЕНИЯ ПАРАМЕТРОВ РЕЗЬБЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2065132C1 |
| СПОСОБ КОНТРОЛЯ ГЕРМЕТИЧНОСТИ ИЗДЕЛИЙ | 2019 |
|
RU2728323C1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ КАЧЕСТВА ПОВЕРХНОСТИ | 1993 |
|
RU2044270C1 |
| КОМПЛЕКС КОНТРОЛЯ БОРТОВЫХ КАБЕЛЬНЫХ СЕТЕЙ | 2009 |
|
RU2436108C2 |
Изобретение относится к способам неразрушающего контроля выборки или партии изделий. Согласно способу задают критерий несоответствия продукции, согласно которому для при достижении одного из двух различных значений контролируемого параметра P1, Р2, Р1>Р2, изделие признается соответствующим, а при достижении другого - нет, задают также объем выборки N. При этом к каждому изделию выборки параллельно выходам, по которым контролируют параметр, подключают образец с заданным значением Р0 контролируемого параметра, причем Р0>NP2, P1>NP0, образцы соединяют последовательно. Контролируют одновременно все изделия выборки с образцами, определяют для них суммарное значение Рс контролируемого параметра, а количество m несоответствующих изделий в выборке определяют по формуле. Технический результат: сокращается время контроля выборки, снижается трудоемкость ее контроля. 1 ил.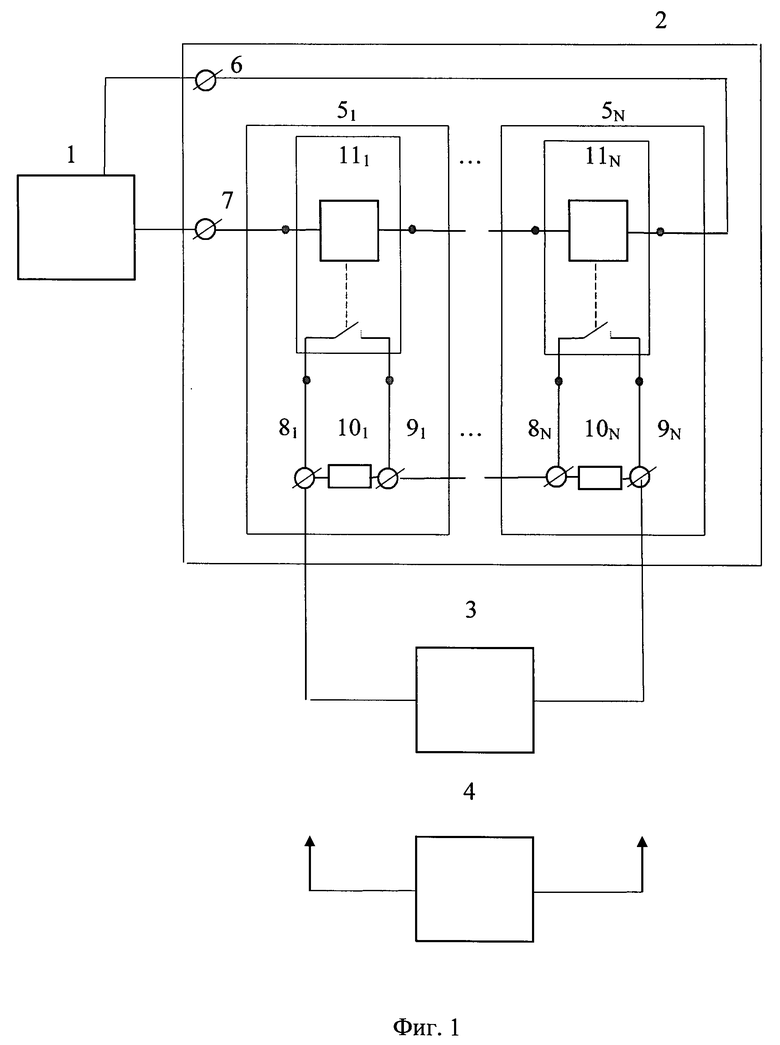
Способ определения количества несоответствующих изделий в выборке, заключающийся в том, что задают критерий несоответствия продукции, согласно которому при достижении одного из двух различных значений контролируемого параметра P1, Р2, Р1>Р2, изделие признается соответствующим, а при достижении другого - нет, задают объем выборки N, проводят контроль параметров выбранных изделий, определяют количество m несоответствующих изделий в выборке, отличающийся тем, что к каждому изделию выборки параллельно выходам, по которым контролируют параметр, подключают образец с заданным значением Р0 контролируемого параметра, причем Р0>NP2, P1>NP0, образцы соединяют последовательно, контролируют одновременно все изделия выборки с образцами, определяют для них суммарное значение Рс контролируемого параметра, а количество m несоответствующих изделий в выборке определяют по формуле
m = [(Pc/P0-NP2/(P2+P0))/(P1/(P1+P0)-Р2/(Р2+Р0))],
где […] - ближайшее целое число,
при P1>>P0 и Р0>>Р2
m = [(Pc-NP2)/P0],
если достижение значения параметра Р2 свидетельствует о несоответствии изделия требованию, в противном случае
m = [(NP1/(P1+P0)-Pc/P0))/(P1/(P1+P0)-Р2/(Р2+Р0))],
при P1>>Р0 и Р0>>Р2
m = [N-Pc/P0].
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ МНОГОПАРАМЕТРИЧЕСКОГО КОНТРОЛЯ | 2004 |
|
RU2265875C1 |
| СПОСОБ И СИСТЕМА ОЦЕНКИ ДАННЫХ ВЕСА, ПОЛУЧЕННЫХ ИЗ УСТАНОВКИ ДЛЯ РЕМОНТА СКВАЖИН | 2006 |
|
RU2408784C2 |
| Устройство для контроля объектов | 1990 |
|
SU1725233A1 |
| Устройство для определения параметров контроля | 1985 |
|
SU1259291A1 |
| Приспособление к соломкорубильному станку для отсортировки излишков (крупки) шпона | 1929 |
|
SU19772A1 |
| US 20030000871 A1, 02.01.2003. | |||

