Изобретение относится к области управления производственными процессами контроля и может быть использовано при построении систем многопараметрического контроля изделий.
Известен способ управления процессом контроля, реализованный в участке автоматического контроля (Я.Б.Камхин, Е.М.Голоульников, И.Н.Хаскин. Контрольные автоматы для автоматических линий. - М.: Машиностроение, 1980, стр.118-120), заключающийся в том, что при заданных контролируемых параметрах и заданной производительности контроля по каждому параметру перемещают входной поток различных типов изделий на контроль по соответствующему параметру, контролируют каждый тип изделия по своему параметру, исключают отбракованные изделия из последующего контроля, а изделия, признанные годными, перемещают в выходной поток изделий параллельными ручьями, количество которых равно количеству типов изделий.
Недостатком этого способа является то, что он не позволяет контролировать однотипные изделия по различным параметрам с высокой производительностью, так как контроль однотипных изделий может производиться на участке по различным параметрам только последовательно.
Известен также способ управления производственным процессом (Кузнецов М.М., Волчкевич Л.И., Замчалов Ю.Г. Автоматизация производственных процессов / Под ред. Г.А.Шаумяна, изд. 2-е. - М.: Высшая школа, 1978, стр.103, 109), заключающийся в том, что при заданных различных контролируемых параметрах изделий и заданной производительности контроля по каждому параметру формируют межоперационные заделы, задают допустимую верхнюю границу объемов межоперационных заделов по каждому из этих параметров, контролируют изделия в одной и той же последовательности по параметрам, исключают отбракованные изделия из последующего контроля, а контроль изделия продолжают до прохождения контроля по всем заданным параметрам.
Известный способ наиболее близок по технической сущности к заявленному и принимается за прототип.
Недостатком этого способа является низкая производительность контроля, обусловленная тем, что при заданной производительности контроля по каждому параметру и при исключении отбракованных изделий из последующего контроля оборудование, осуществляющее последующий контроль, будет простаивать в ожидании изделий, признанных годными, причем, и чем более высокий уровень дефектности изделий, тем больше простоев, так как изделия перемещают на контроль последовательно.
Решаемой задачей является повышение производительности контроля однотипных изделий по различным параметрам.
Решение указанной задачи достигается тем, что в способе управления процессом многопараметрического контроля, заключающемся в том, что, при заданных контролируемых параметрах изделий и заданной производительности контроля по каждому параметру задают допустимые верхние и нижние границы межоперационных заделов изделий, перемещают изделия на контроль по заданным параметрам, контролируют изделия по этим параметрам, отбраковывают изделия по результатам контроля, исключают отбракованные изделия из последующего контроля, из оставшихся изделий по каждому параметру создают межоперационный задел для контроля по последующему параметру, при превышении допустимой границы объема межоперационного задела, контроль по этому параметру прекращают, а при объеме этого межоперационного задела, не большем соответствующей допустимой нижней границы, продолжают контроль изделий по этому параметру, согласно изобретению изделия на контроль по заданным параметрам перемещают параллельно, из изделий, признанных годными по всем различным сочетаниям проконтролированных параметров, создают дополнительные межоперационные заделы, задают допустимые верхние и нижние границы дополнительных межоперационных заделов, присваивают каждому изделию приоритет, пропорциональный количеству проконтролированных его параметров, изделия перемещают на контроль по всем последующим параметрам в соответствии с этим приоритетом, причем при превышении всех допустимых границ объемов этих межоперационных заделов, которые непосредственно питаются проконтролированными по данному параметру изделиями, контроль по этому параметру прекращают, а при объеме хотя бы одного из этих межоперационных заделов, не большем соответствующей допустимой нижней границы, продолжают контроль изделий по этому параметру до прохождения изделиями, признанными годными по проконтролированным параметрам, контроля по всем заданным параметрам.
При наличии априорной информации об уровне дефектности изделий по каждому параметру, присваивают каждому параметру приоритет, пропорциональный отбраковываемому по нему потоку изделий, и при количестве изделий меньшем количества параметров последующего контроля, на которые изделия должны направляться параллельно, изделия перемещают параллельно на контроль по заданным параметрам в соответствии с этим приоритетом.
При отсутствии априорной информации об уровне дефектности изделий задают доверительный интервал и доверительную вероятность определения уровня дефектности изделий, на их основе определяют объем М требуемой выборки, первоначально задают приоритет каждому параметру, пропорциональный производительности контроля по этому параметру, и при количестве изделий, меньшем количества параметров последующего контроля, на которые изделия должны направляться параллельно, перемещают изделия параллельно на контроль по последующим параметрам в соответствии с этим приоритетом, по результатам контроля определяют уровень дефектности по каждому параметру для каждых М прошедших контроль изделий, затем присваивают параметру приоритет, пропорциональный отбраковываемому по нему потоку изделий, а изделия из входного потока и межоперационных заделов перемещают на контроль параллельно в соответствии с новым приоритетом.
Проведенный поиск по патентной и научно-технической документации не выявил технических решений, сходных с заявляемым, поэтому можно считать его соответствующим критериям "новизна" и "существенные отличия".
Предложенный способ реализуется системой контроля.
Сформулируем общие требования к процессу контроля, на основе которых осуществляется предлагаемый способ и строится реализующая его система контроля:
1. Количество контролируемых параметров - более одного и все они различны.
2. Операции контроля коммутативны.
3. Операции контроля ассоциативны.
(П.п.2 и 3 соблюдаются в большинстве случаев неразрушающего контроля.)
4. Среди контролируемых имеется некоторая доля дефектных изделий.
5. Количество контролируемых изделий достаточно велико (больше количества контролируемых параметров).
6. Каждый параметр контролируется своим устройством, производительности устройств по каждому параметру заданы, постоянны и, в общем случае, различны. При этом возможна независимая и одновременная работа всех устройств.
7. Имеется путевая сортировка, т.е. забракованное по какому-либо параметру изделие исключается из последующего контроля.
8. Передача контролируемых изделий между устройствами контроля происходит за время, намного меньшее времени контроля (что достигается при их групповой передаче), или за время, что и в прототипе, (или за одинаковое время, соразмерное прототипу).
9. Из проконтролированных и признанных годными изделий формируются ограниченные по объему межоперационные заделы.
Вместо отдельных параметров могут быть группы параметров, если каждая группа контролируется одним устройством контроля. Тогда вышеизложенное относится к группам параметров.
Сначала для простоты рассмотрим систему контроля изделий по двум параметрам. (Система контроля может быть реализована и в виде одного устройства с несколькими различными позициями контроля.)
Реализующая предложенный способ система контроля поясняется чертежами.
На фиг.1 представлена блок-схема системы многопараметрического контроля изделий по двум параметрам с грузопотоками, стрелками указаны направления грузопотока.
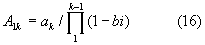
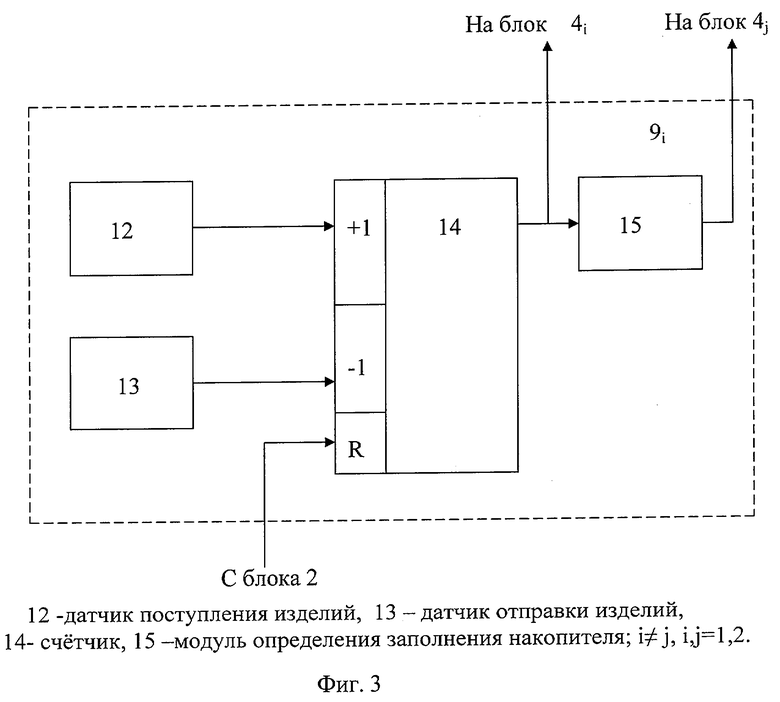
На фиг.2 представлена блок-схема системы многопараметрического контроля изделий по двум параметрам с информационными связями.
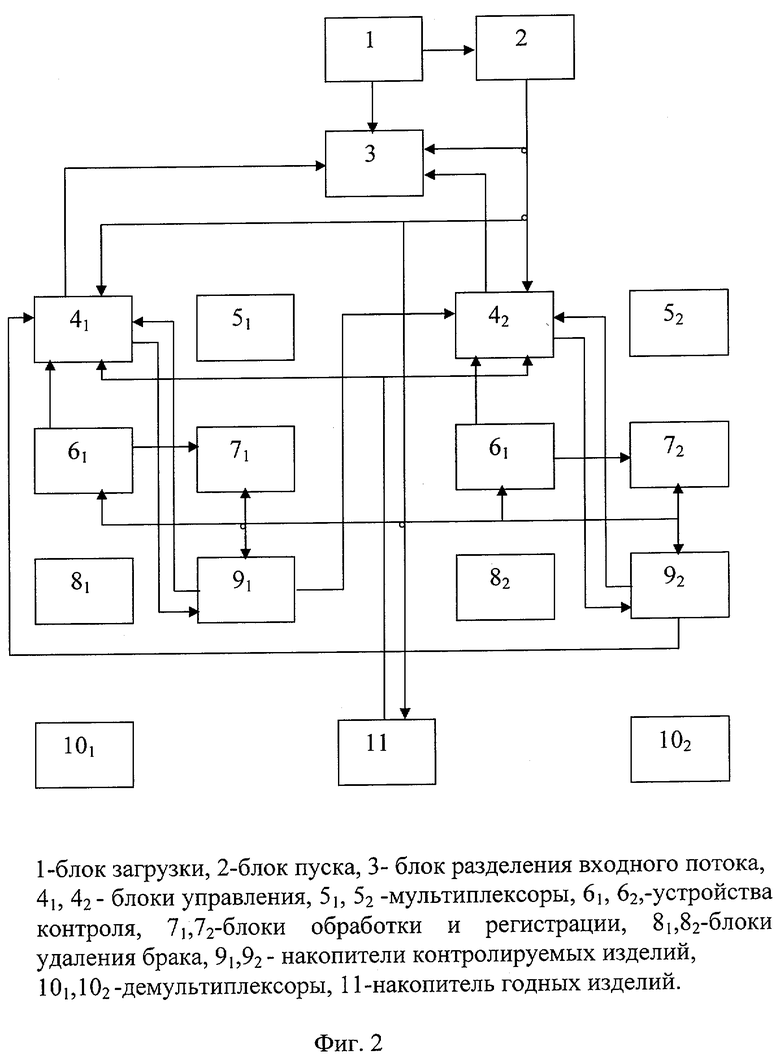
На фиг.3 представлена блок-схема накопителя 9i контролируемых изделий (накопители 91, 92 идентичны и в данном случае обозначены одной цифрой 9i).
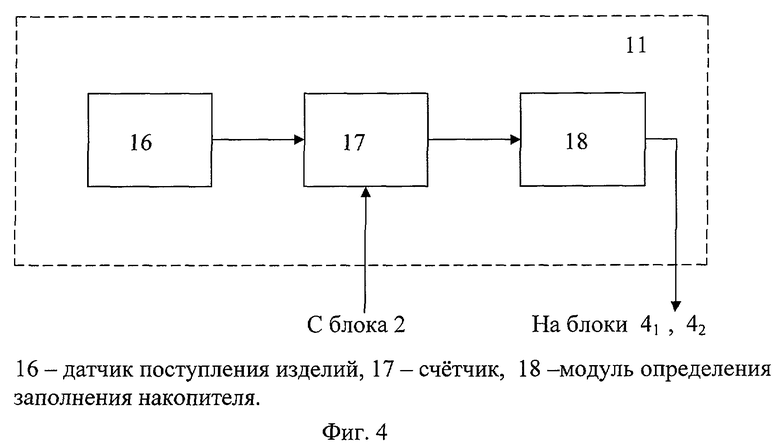
На фиг.4 представлена блок-схема накопителя 11 годных изделий.
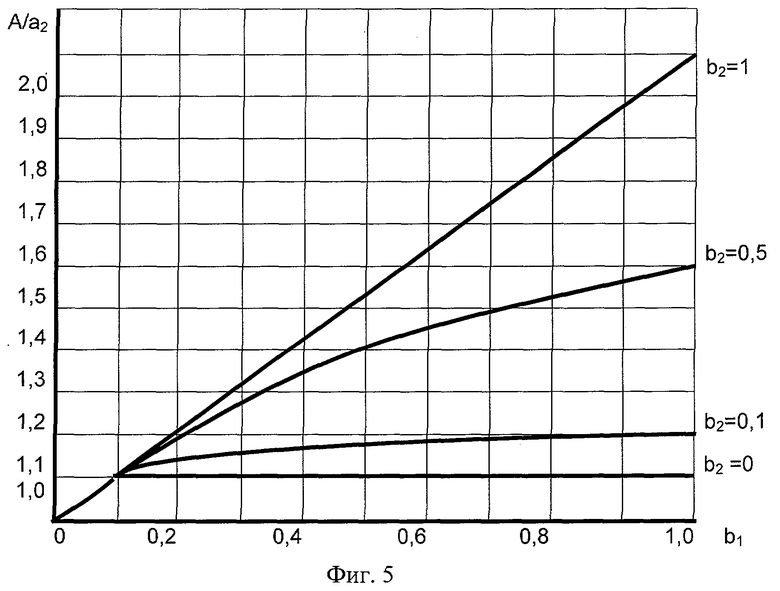
На фиг.5 представлен график зависимости относительной производительности А/а2 контроля от доли бракованных изделий для двух параметров (отношение производительности системы к производительности устройства контроля, входящего в систему и имеющего наименьшую производительность контроля).
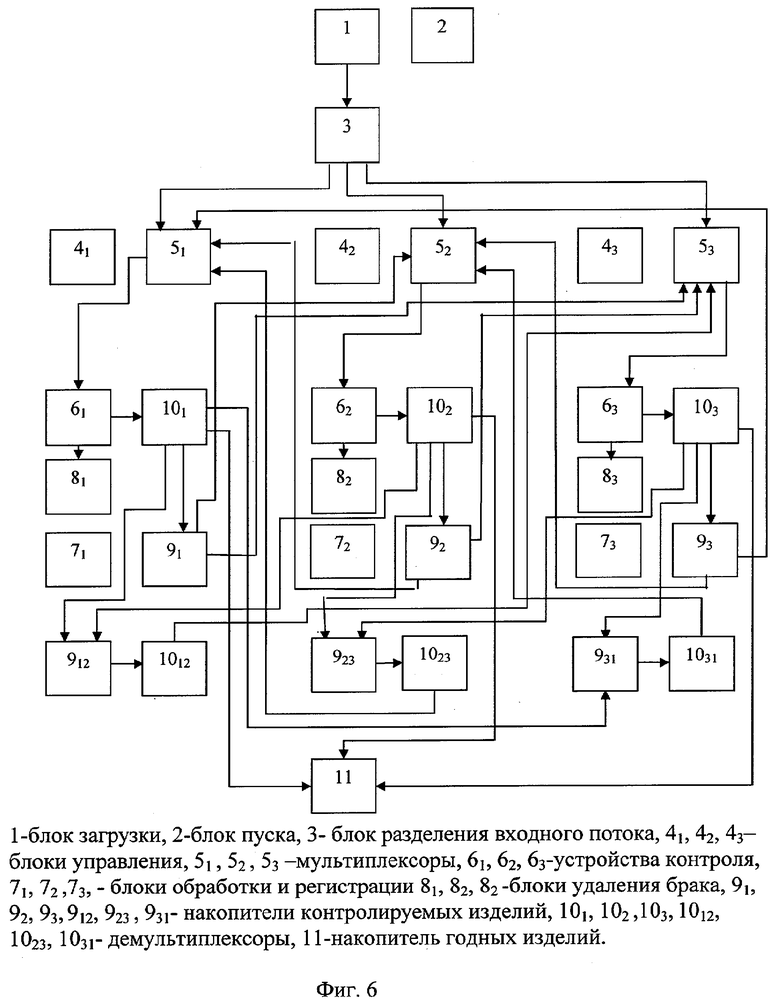
На фиг.6 представлена блок-схема системы контроля по трем различным параметрам с грузопотоками. Стрелками указано направление грузопотоков.
Система контроля изделий по двум параметрам (фиг.1) содержит блок 1 загрузки, блок 2 пуска, блок 3 разделения входного потока, блоки 41, 42 управления, мультиплексоры 51, 52, устройства 61, 62 контроля, блоки 71, 72 обработки и регистрации, блоки 81, 82 удаления брака, накопители 91, 92 контролируемых изделий, демультиплексоры 101, 102, накопитель годных изделий 11, грузоносители и сопровождающие носители информации (на фиг.1 не показаны).
Блок 1 загрузки и устройства 61, 62 контроля содержат датчики наличия изделий. Блок 1 загрузки содержит также счетчик (не показаны).
Блок 3 разделения входного потока содержит модуль приоритетов и модуль датчиков выдачи изделий (не показаны).
Все мультиплексоры 51, 52, и демультиплексоры 101, 102 имеют считыватели информации, установленные с возможностью считывания информации с сопровождающих носителей информации (не показаны).
Сопровождающие носители информации - носители информации любого типа (в частности это может быть само изделие), в которых отмечается факт успешного прохождения любого устройства 61, 62 контроля.
Каждый накопитель 91, 92 (фиг.3) содержит датчик 12 поступления изделий, датчик 13 отправки изделий, (реверсивный) счетчик 14 и модуль 15 определения заполнения накопителя.
Накопитель 11 годных изделий (фиг.4) также содержит датчик 16 поступления изделия, счетчик 17 и модуль 18 определения заполнения накопителя.
Каждый модуль 15 (18) определения заполнения накопителей содержат узел задания верхней и нижней границы объема и схему сравнения (не показаны), на первый вход которого подключен выход узла задания верхней и нижней границы объема, а на второй - выход счетчика 14 (17).
Устройства 61, 62 контроля содержат маркеры (не показаны), установленные с возможностью взаимодействия с сопровождающими носителями информации при успешном прохождении изделием устройства контроля, т.е. если изделие признано годным по данному параметру.
Блок 1 загрузки соединен грузоносителем с блоком 3 разделения входного потока (фиг.1, стрелками показано направление грузопотока) первый и второй материальный выход которого соединены грузоносителями соответственно с мультиплексорами 51, 52. Мультиплексоры 51, 52 соединены грузоносителями с соответствующими устройствами 61, 62 контроля, первый материальный выход которых соединен грузоносителями с соответствующими демультиплексорами 101, 102, а второй - с входом соответствующего блока 81, 82 удаления брака. Первые материальные выходы демультиплексоров 101, 102 соединены грузоносителями с соответствующими накопителями 91, 92 контролируемых изделий, а вторые - с накопителем 11 годных изделий.
Накопитель 91 соединен грузоносителем с мультиплексором 52, накопитель 92 соединен грузоносителем с мультиплексором 51.
Первый выход блока 1 загрузки (фиг.2) подключен к входу блока 2 пуска, выход которого подключен к первым входам блока 3 разделения входного потока, блоков 41, 42 управления, блоков 71, 72 обработки и регистрации, накопителей 91, 92 контролируемых изделий, входам устройств 61, 62 контроля и накопителя 11 годных изделий. Второй выход блока 1 загрузки подключен ко второму входу блока 3 разделения входного потока, выход которого подключен к входу блока 1 загрузки.
Первые выходы блоков 41, 42 управления подключены соответственно к третьему и четвертому входам блока 3 разделения входного потока, вторые выходы блоков 41, 42 управления подключены ко вторым входам соответственно накопителей 92, 91 контролируемых изделий. Первые выходы устройств 61, 62 контроля подключены ко вторым входам соответствующих блоков 41, 42 управления, вторые выходы устройств 61, 62 контроля подключены ко вторым входам соответствующих блоков 71, 72 обработки и регистрации. Выход накопителя 11 годных изделий подключен к третьим входам блоков 41, 42 управления.
Первые выходы накопителей 91, 92 подключены соответственно к четвертым входам блоков 41, 42 управления. Второй выход накопителя 91 подключен к пятому входу блока 42 управления. Второй выход накопителя 92 подключен к пятому входу блока 41 управления. (Блок 4 управления и блок 7 обработки и регистрации могут быть реализованы в виде одной ЭВМ.)
Счетный вход счетчика блока 1 загрузки является входом блока 1 загрузки, а выход является вторым выходом блока 1 загрузки (не показаны).
Выход соответствующего датчика наличия изделий является первым выходом блока 1 загрузки и первым выходом устройств 61, 62 контроля.
Выход модуля приоритетов блока 3 разделения входного потока является выходом блока 3 разделения входного потока.
Первый вход модуля приоритетов является первым входом блока 3 разделения входного потока, второй, третий и четвертый - соответственно вторым третьим и четвертым входами блока 3 (не показан).
В накопителе 9i (i=1, 2) контролируемых изделий (фиг.3) выход датчика 12 поступления изделия подключен к суммирующему входу (реверсивного) счетчика 14, выход которого подключен к входу модуля 15 определения заполнения накопителя. Выход датчика 13 отправки изделий подключен к входу вычитания (реверсивного) счетчика 14. Выход (реверсивного) счетчика 14 является первым выходом накопителя, а выход модуля 15 определения уровня заполнения накопителя является вторым выходом накопителя. Установочный вход (реверсивного) счетчика 14 является входом накопителя 9i.
Установочный вход счетчика 17 (фиг.4) является входом накопителя 11 годных изделий, а выход модуля 18 определения заполнения накопителя является выходом накопителя 11 годных изделий.
Система работает следующим образом.
Для каждого накопителя 91, 92, 11 в модуле 14 определения заполнения накопителя в узле задания границ задаются верхние, а в накопителях 91, 92 - и нижние границы объемов заделов (нижние границы могут быть равны нулю).
В модуле приоритетов блока 3 разделения входного потока задаются приоритеты обслуживания одновременных запросов изделий. При известном уровне дефектности по контролируемым параметрам приоритет задается априори пропорциональным отбраковываемому потоку, при неизвестном - (первоначально, до оценки уровня дефектности) пропорционально производительности устройств контроля. После оценки уровня дефектности в результате контроля приоритет задается апостериори пропорционально отбраковываемому потоку.
В исходном состоянии изделия в системе отсутствуют. Информация об этом поступает с датчика наличия изделий блока 1 загрузки на вход блока 2 пуска. При этом соответственно на входы с третьего по пятый на соответствующий блок 41, 42 управления с устройств контроля и всех накопителей поступает сигнал, несущий информацию об отсутствии изделий. Устройства 61, 62 контроля, блоки 71, 72 обработки и регистрации находятся в исходном состоянии готовности к контролю. Счетчики 14 в накопителях 91, 92 стоят в исходном состоянии, счетчик блока 1 загрузки и счетчик 17 в накопителе 11 годных изделий обнулены. Мультиплексоры 51, 52 коммутируют первый материальный вход с выходом, демультиплексоры 101, 102 коммутируют материальный вход с первым материальным выходом.
При поступлении потока изделий в блок 1 загрузки в счетчик блока 1 загрузки заносится количество поступивших в блок 1 изделий. С датчика наличия изделий блока 1 загрузки поступает сигнал на блок 2 пуска. Блок 2 пуска выдает команду на запуск системы, которая поступает на блок 3 разделения входного потока, все блоки управления, блоки обработки и регистрации, устройства контроля и накопители. По этой команде устройства 61, 62 контроля выдают сигнал запроса изделий на второй вход соответствующего блока 41, 42 управления.
Счетчик блока 1 загрузки выдает информацию о количестве изделий в блоке 1 загрузки в модуль приоритетов блока 3 разделения входного потока. В блоке 4 управления происходит периодический (до снятия сигнала запроса изделий с устройства 6 контроля) опрос состояний последовательно входов третьего, на который поступает сигнал запрета с накопителя 11 годных изделий, четвертого, на который поступает сигнал запрета с соответствующего накопителя 9 контролируемых изделий и затем входа пятого, на который поступает сигнал наличия изделия с другого накопителя 9 контролируемых изделий.
Так как изделий в накопителях 91, 92, 11 нет, то на выходе всех соответствующих блоков задания границ стоит сигнал разрешения приема изделий, а на четвертом входе блока 41 управления - сигнал, свидетельствующий об отсутствии изделий, поступающий с соответствующего датчика наличия изделий. Поэтому с первого выхода блоков 41, 42 управления на третий и четвертый входы блока 3 разделения входного потока, являющиеся соответственно вторым и третьим входами модуля приоритетов, поступает сигнал запроса изделий.
Если сигналы запроса изделий поступают на блок 3 разделения входного потока не одновременно, то блок 3 разделения входного потока выдает грузоносителям изделия в порядке поступления этих сигналов.
При одновременном поступлении сигналов запроса в модуле приоритетов происходит подсчет количества этих поступивших сигналов и сравнение этого количества с имеющимся в блоке 1 загрузки количеством изделий. Если количество изделий больше количества запросов, то изделия выдаются блоком 3 разделения входного потока одновременно всем соответствующим грузоносителям.
Если количество изделий в блоке 1 загрузки меньше количества запросов, то изделия выдаются в соответствии с заданными приоритетами.
При выдаче изделий блоком 3 разделения входного потока в сопровождающих носителях информации никакая информация не заносится.
Грузоносители передают изделия на соответствующие мультиплексоры 51, 52, считыватели информации считывают информацию с сопровождающего носителя информации о том, что оно не проходило устройства контроля, поэтому состояние мультиплексоров 51, 52 не изменяется, и изделия поступают на соответствующие устройства 61, 62 контроля.
При этом информация о выдаче изделий поступает с модуля датчиков выдачи изделий блока 3 разделения входного потока на вход счетчика блока 1 загрузки, где происходит вычитание количества выданных изделий и в результате в счетчике будет записано число оставшихся изделий.
Устройства контроля 61, 62 независимо друг от друга (возможно одновременно) контролируют поступившие изделия по соответствующему параметру.
При поступлении изделий на контроль устройства 61, 62 контроля снимают запрос изделий с соответствующих блоков 41, 42 управления. Сигнал запроса при этом снимается соответствующим блоком 41, 42 управления с соответствующего входа блока 3 разделения входного потока (фиг.2).
Если по результатам контроля изделия признаны браком, они перемещаются грузоносителями в соответствующие блоки 81, 82 удаления брака и исключаются из последующего контроля.
По окончании процесса контроля устройства 61, 62 выдают запрос на соответствующий блок 41, 42 управления. Блоки 41,42 управления опять опрашивают входы три, четыре и пять и, если сигналов на них нет, выдают запрос на изделия на блок 3 разделения входного потока, после чего процесс передачи изделий из блока 1 загрузки на устройства 61, 62 контроля и контроль на них изделий повторяется. В общем случае производительность а1, а2 устройств 61, 62 контроля различна (для определенности положим а1>а2), соответственно различным будет и время поступления запросов на блок 3 разделения входного потока, который производит выдачу изделий по каждому запросу независимо, если имеется достаточно изделий в блоке 1 загрузки.
При поступлении изделия на любой демультиплексор 101, 102 считыватели информации считывают информацию с сопровождающих носителей информации о количестве пройденных устройств контроля, исходя из которой демультиплексор обеспечивают связь входного грузоносителя от соответствующих устройств 61, 62 контроля с выходным грузоносителем согласно следующему алгоритму (фиг.1). Если изделие прошло одно устройство 61 (62) контроля, то демультиплексор 101 (102) осуществляет связь входного грузоносителя с грузоносителем, передающим изделия в накопитель 91 (92) контролируемых изделий соответствующего устройства 61 (62) контроля.
Если изделие прошло все устройства 61, 62 контроля, то демультиплексор 101, (102) осуществляет связь входного грузоносителя с грузоносителем, передающим изделия в накопитель 11 годных изделий.
Если изделие признано годным по данному параметру, то на сопровождающем носителе информации маркером устройства 61 (62) контроля заносится информация о прохождении данного устройства 61 (62) контроля.
Информация о результатах контроля с устройств 61, 62 контроля поступает на второй вход соответствующего блока 71, 72 обработки и регистрации, где она регистрируется и обрабатывается согласно заданному алгоритму: подсчитывается общее количество проконтролированных по данному параметру изделий, количество отбракованных изделий по этому параметру и оценивается уровень дефектности по соответствующему параметру как отношение количества забракованных изделий к общему количеству проконтролированных изделий по данному параметру. Блоки 71, 72 выдают информацию о количестве проконтролированных по данному параметру изделий, количеству отбракованных изделий и уровне дефектности на определенный носитель (например, цифровое табло, бумагу и др.).
Рассмотрим работу системы для различных вариантов результатов контроля. Если оба изделия, поступившие из блока 3 разделения входного потока, отбракованы, то процесс получения изделия устройствами 61, 62 из блока 1 загрузки повторяется, как выше изложено, и система имеет структуру параллельного контроля. Производительность ее равна сумме производительностей устройств 61, 62 контроля.
Если оба изделия признаны годными, то на них или на сопровождающем носителе информации делается отметка о прохождении данного устройства 61 (62) контроля и они поступают в соответствующие демультиплексоры 101, (102) и далее согласно вышеизложенному алгоритму в соответствующий накопитель 91 (92).
При поступлении изделия в накопитель 91 срабатывает датчик 12 поступления изделия, информация с которого поступает на суммирующий вход (реверсивного) счетчика 14. Счетчик 14 подсчитывает количество поступивших деталей и выдает эту информацию на модуль 15 определения уровня заполнения накопителя. Если не достигнута заданная верхняя граница объема задела, то состояние выхода модуля 15 не изменяется и на нем стоит сигнал разрешения. Если же граница будет достигнута, то модуль 15 выдает сигнал об этом на пятый вход блока 42 управления.
Аналогично при поступлении изделия в накопитель 92 с него поступает сигнал наличия изделия на пятый вход блока 41 управления. Если соответствующая верхняя граница объема задела не достигнута (т.е. количество изделий в накопителе 91, 92 не достигло заданной величины), то на четвертом входе соответствующего блока 41, 42 управления стоит сигнал разрешения.
При поступлении сигнала запроса с блока 61, (62) контроля на соответствующий блок 41, (42) управления в блоке 41, (42) управления производится последовательный опрос состояний входов четыре (сигнал переполнения с соответствующего накопителя 91, (92) контролируемых изделий) и пять (сигнал наличия изделия в накопителе 92 (91), контролируемых изделий). Таким образом обеспечивается приоритет обслуживания накопителей, пропорциональный количеству параметров, по которым проконтролированы изделия в этих накопителях.
Если нет сигнала запрета по входам три и четыре, а на пятом входе есть сигнал наличия изделия, то блок управления выдает команду на соответствующий этому входу накопитель контролируемых изделий, который по этой команде выдает изделие, и грузоносители доставляют изделие через мультиплексор на соответствующее устройство контроля.
Если изделие, поступившее из накопителя контролируемых изделий, признано годным, то на нем (или сопроводителе) после прохождения устройства контроля делается отметка о прохождении им контроля по данному параметру, и оно поступает на соответствующий демультиплексор. Датчик считывания демультиплексора определяет, что изделие прошло только одно устройство контроля, и коммутирует вход с первым выходом, поэтому изделие далее поступает в соответствующий накопитель 91, 92 контролируемых изделий. Поскольку производительность контроля первого устройства а1 контроля выше, чем второго а2, то (согласно п.8 вышеизложенных требований) изделие попадет в накопитель 91 раньше, чем изделие с устройства 62 контроля попадет в накопитель 92. Соответственно информация о наличии изделия в накопителе 91 поступит на пятый вход блока 42 управления раньше, чем на блок 41 поступит информация о наличии изделия в накопителе 92. Поэтому, когда устройство 62 контроля сделает запрос детали на блок 42 управления, на пятом входе блока 42 управления уже будет сигнал наличия изделия в накопителе 91.
После поступления сигнала запроса с устройства 61 контроля блок 41 управления опрашивает состояние входов три, четыре, пять и, при отсутствии информации о наличии изделия в накопителе 92, выдает запрос на блок 3 разделения входного потока.
Изделие из блока 1 загрузки через блок 3 разделения входного потока и соответствующий мультиплексор 51 поступает на устройство 61 контроля, и процесс продолжается, пока в накопителе 92 не появится изделие, либо не поступит сигнал переполнения с накопителя 91 на четвертый вход блока 41 управления.
Если на блок 41 с накопителя 92 поступила информация о наличии изделия, при очередном запросе изделия блоком 61 контроля изделие для контроля будет взято из накопителя 92.
Поскольку производительность первого устройства 61 контроля больше, чем второго 62 (а изделия, по предположению, все признаны годными), то накопитель 91 будет постепенно наполняться ими после контроля изделий, поступающих из блока 3 разделения входного потока. Поскольку изделия в накопителе 91 практически всегда будут, то изделия на устройства контроля 62 будут поступать только из накопителя 91.
При достижении верхней заданной границы межоперационного задела накопитель 91 выдает сигнал запрета на четвертый вход блока 41 управления.
По этому сигналу блок 41 управления прекращает выдачу запроса изделий на блок 3 разделения входного потока и прекращает опрос состояния пятого входа, на который поступает информация о наличии изделия в накопителе 92, который в силу вышеизложенного остается пустым.
Устройство 62 контроля при этом продолжает работать, контролируя изделия только из накопителя 91.
После того как количество изделий в накопителе 91 уменьшается до заданной нижней границы, накопитель 91 снимает сигнал запрета с четвертого входа блока 41 управления, блок 4 управления возвращается в прежний режим опроса и изделия опять поступают на контроль с блока 3 разделения входного потока. Наличие заданной нижней границы заполнения объема накопителей позволяет не дожидаться его полного освобождения, что также повышает производительность системы, хотя установление ее равной нулю не меняет алгоритм работы системы.
Таким образом, система перестраивает свою структуру в последовательную систему контроля.
При достижении количества изделий заданной границы заполнения накопителя 11 годных изделий на третий вход блоков 41, 42 управления поступает сигнал запрета, и система прекращает работу до тех пор, пока из накопителя 11 годных изделий не будут удалены проконтролированные изделия.
Если часть изделий, поступающих на контроль, признаются браком и исключаются из последующего контроля, то система гибко перестраивает свою структуру в соответствии с уровнем дефектности изделий по каждому параметру. При этом приоритет обслуживания накопителей пропорционален количеству пройденных устройств контроля изделиями, содержащимися в них. Это обеспечивает первоочередное прохождение контроля изделиями, признанными годными.
Рассмотрим случай, когда в блоке 1 загрузки остается одно изделие.
Изделие из блока 3 разделения входного потока поступает на соответствующее устройство контроля в порядке поступления запросов. Если же запросы пришли одновременно, то, при наличии информации об уровне дефектности изделий по каждому параметру, модуль приоритетов, установленный в блоке 3 разделения входного потока, направляет изделие на устройство контроля по параметру, по которой больше отбраковываемый поток изделий, что обеспечивается соответствующим заданием приоритетов в модуле приоритетов.
Если уровень дефектности априори неизвестен, то приоритет устройствам 61, 62 контроля присваивается первоначально пропорциональным их производительности.
Затем его определяют известными способами - задавая доверительный интервал и доверительную вероятность определения уровня дефектности, определяют требуемый объем выборки (количество изделий). После проведения контроля этого количества изделий по каждому параметру определяют уровень дефектности (см., например, Бусленко Н.П., Щрайдер Ю.А. Метод статистических испытаний. - М.: Физматгиз. 1961.)
После определения уровня дефектности приоритет параметру (и, соответственно устройству контроля) присваивается пропорционально отбраковываемому по параметру потоку.
Для неустойчивого процесса изготовления изделий определение уровня дефектности и соответствующее присвоение приоритетов производится периодически после контроля требуемого количества изделий.
Системы контроля по трем различным параметрам (фиг.6) и более строятся аналогично. Система контроля по трем параметрам содержит блок 1 загрузки, блок 2 пуска, блок 3 разделения входного потока, блоки 41, 42, 43 управления, мультиплексоры 51, 52, 53, устройства 61, 62, 63 контроля, блоки 71, 72, 73 обработки и регистрации, блоки 81, 82, 83 удаления брака, накопители 91, 92, 93, 912, 923, 931 контролируемых изделий, демультиплексоры 101, 102, 103, 1012, 1023, 1031 накопитель 11 годных изделий. В накопители 91, 92, 93 направляются изделия, прошедшие контроль только по одному соответствующему параметру и признанные годными. Это накопители первого уровня. В накопители 912, 923, 931 направляются изделия, прошедшие контроль по различному сочетанию двух параметров - соответственно первого и второго, второго и третьего, третьего и первого в любой независимо от порядка прохождения контрольных устройств. Это накопители второго уровня. Приоритет изделий в накопителях второго уровня задается более высоким, чем в накопителях первого уровня. Это достигается тем, что при запросе изделий устройствами контроля опрос накопителей блоками управления производится, начиная с более высокого, второго уровня, и только при отсутствии в них изделий происходит опрос накопителей первого уровня. Соответственно опросу производится и выдача изделий из накопителей на контроль. Система контроля работает аналогично вышеизложенному для двух параметров. Только в этой системе проблема дефицита изделий при одновременном запросе может возникнуть и в накопителях первого уровня. Она решается аналогично путем задания приоритетов устройствам контроля пропорционально отбраковываемому потоку (при известном уровне дефектности по параметрам) или пропорционально производительности (при неизвестном уровне дефектности до его практического определения) и снабжением накопителей контролируемых изделий до высшего уровня модулями, функционально тождественными блоку 3 разделения входного потока. Таким образом, накопители контролируемых изделий до высшего уровня аналогичны блоку 1 загрузки, объединенному с блоком 3 разделения входного потока.
В случае контроля по n параметрам система строится аналогично. При этом количество разделений по грузоносителям при выдаче изделий для накопителей контролируемых изделий каждого уровня равно n-К, где К-уровень накопителя. (При общем количестве накопителей в системе 2n-1 количество дополнительных накопителей равно 2n-n-1.)
Определим сначала производительность системы контроля по двум параметрам в установившемся режиме работы.
Пусть a1, а2 - производительности контроля, a b1 и b2 - доля отбраковываемых изделий соответственно по первому и второму параметрам. (Очевидно, что значения b1 и b2 лежат на отрезке [0,1]). Для определенности положим, что a1>а2. Будем считать согласно условию п.8, что время передачи изделий между устройствами контроля много меньше времени контроля.
В зависимости от доли отбраковываемых изделий по второму параметру возможны два случая. В первом случае, когда

система перестраивается в последовательную, причем изделия поступают сначала на устройство контроля с большей производительностью. При этом первое устройство контроля, с меньшей производительностью, будет загружено полностью, а второе устройство контроля, с большей производительностью, будет полностью загружено только до заполнения второго накопителя, что произойдет на начальном этапе работы системы, а в установившемся режиме его производительность сравняется с производительностью системы при полностью заполненном втором накопителе (имеется в виду средняя производительность системы).
При этом производительность системы будет

Во втором случае, когда

система перестраивается в последовательно-параллельную, и производительность контроля такой системы будет:

При b1=b2=1 система перестраивается в параллельную, и ее производительность будет:

Во всех случаях независимо от уровня технологического процесса изготовления изделий (их уровня дефектности) способ обеспечивает максимум производительности контроля.
Ниже дано обоснование производительности контроля по предлагаемому способу.
Сначала, для простоты, рассмотрим случай контроля по двум различным параметрам (есть два устройства контроля или две контрольные позиции в этом устройстве).
Пусть a1 (i=1, 2) - производительность контроля i-го параметра (производительность i-го устройства контроля).
Пусть bi - уровень дефектности изделий по i-му параметру.
Обозначим m1 - количество изделий, поступающих на первичный контроль по i-му параметру в единицу времени, т.е. количество изделий, поступающих в единицу времени из блока разделения входного потока на i-е устройство контроля при установившемся режиме работы системы. Тогда производительность системы контроля, т.е. количество изделий, проконтролированных в единицу времени равно A=m1+m2. (Считаем, что транспортировка изделий грузоносителями или происходит во время работы устройств контроля, чего всегда можно добиться, направляя изделия на контроль группами (например, в кассетах) в количестве, достаточном для каждой загрузки устройства контроля на время транспортировки, или занимает то же время, что и у прототипа, тогда речь будет идти об эквивалентной производительности контрольного оборудования с учетом времени транспортировки к нему изделий). Тогда количество изделий, исключаемых в единицу времени из последующего контроля i-м устройством контроля равно biаi.
При этом на первое устройство контроля со второго поступает в единицу времени (1-b2)m2 изделий, а на второе устройство с первого (1-b1)mi изделий.
Из условия полной загрузки при установившемся режиме работы имеем систему уравнений:
решая которую относительно m1 и m2 и определяя производительность системы A=m1+m2 после простых алгебраических преобразований получаем:

На фиг.5 представлен график зависимости относительной производительности контроля системы А/а2 при a1=1,1·a2 от доли бракованных изделий по двум параметрам (или по двум группам параметров).
Из графика видно, что производительность системы, реализующей предложенный способ, выше производительности устройства контроля с минимальной производительностью, ограничивающей производительность контроля прототипа, даже при b2=0.
Изложенное легко обобщается на случай нескольких контролируемых параметров.
При этом ситуация нехватки изделий при одновременном запросе нескольких блоков контроля могут возникать и для накопителей контролируемых изделий, которые снабжаются такими же блоками приоритетов.
Определим производительность системы в общем случае для n контролируемых параметров.
Для определенности пронумеруем устройства контроля в порядке убывания их производительности, т.е. полагаем aj+1≤aj, j=1,2...n-1, (что можно сделать в силу условия коммутативности).
В первом случае, когда для всех j

и система перестраивается в последовательную, производительность ее будет определяться устройством с минимальной производительностью an. Действительно, пусть из блока загрузки в единицу времени поступает на контроль А деталей (что и является производительностью контроля системы). После прохождения первого устройства отбраковывается Ab1, следовательно, на второе устройство контроля в единицу времени поступит А(1-b1) изделий, и т.д. Из условия того, что последнее устройство загружено полностью, получаем уравнение:
из которого определяем искомую производительность:
Полагаем, что при n=1,  тогда A1=a1.
тогда A1=a1.
Во втором случае получаем:

Действительно, производительность системы складывается из количества q1 деталей, проверенных по всем параметрам и поступивших в накопитель годных деталей в единицу времени, и количества q2 отбракованных по всем параметрам деталей в единицу времени (скорости потока отбраковываемых изделий):

Количество проверенных по всем параметрам и поступивших в накопитель годных деталей в единицу времени будет:
Количество q2 отбракованных по всем параметрам деталей в единицу времени в стационарном состоянии при полной загрузке устройств контроля будет:
Подставляя (13) и (14) в (12) и решая уравнение относительно А2, получаем (11).
При наличии n параметров контроля после каждого устройства контроля перемещение изделий по последующим устройствам производится также параллельно, аналогично тому, как это происходит из блока разделения входного потока.
При n>2 возможен и третий случай, когда для части групп параметров выполнено условие (8), а для части - нет. В этом случае часть устройств оказывается загруженными полностью, а часть - не полностью, тогда производительность системы лежит в пределах:

Действительно, рассмотрим, например, случай, когда условие (8) не выполнено для первых k параметров и, соответственно первые k устройств работают последовательно, тогда эту группу устройств можно рассматривать как одно устройство с производительностью
Тогда величина отбраковываемого потока этим обобщенным устройством будет равна разности производительности этого обобщенного устройства и количеством годных деталей, прошедших все устройства контроля этой группы:

Для остальных устройств условие (8) выполнено. Тогда производительность системы будет:

Числитель определяет величину отбраковываемого потока.
При k=1 имеем выражение (11) для производительности А2 второго случая, а при k=n, полагая, что

получаем выражение (10) для производительности A1 системы в первом случае, причем A1≤А3≤А2.
При этом при работе системы может иметь место ситуация (при пуске системы и при окончании ее работы после израсходования деталей из блока загрузки, которая возникает всегда), когда изделий m0 в накопителе оказывается меньше, чем устройств контроля n, на которые изделие должно поступать параллельно по их одновременному запросу. Обратим внимание, что производительность системы контроля пропорциональна скорости потока q2 отбраковываемых деталей.
Отсутствие изделия на i-м устройстве контроля при этом эквивалентно его простою, т.е. формально аi=0.
Из (11) ясно, что при количестве изделий m0<n максимальный отбраковываемый поток будет, если в (14) оставить наибольшие слагаемые. Поэтому при наличии априорной информации об уровне дефектности изделий по каждому параметру для получения максимальной производительности системы в этом случае следует присвоить приоритет каждому параметру, пропорциональный отбраковываемому по нему потоку аibi и изделия распределять из межоперационных заделов в соответствии с этим приоритетом по первым параметрам.
Если же уровень дефектности априори неизвестен, то предполагаем равенство уровней дефектности по всем контролируемым параметрами. Тогда отбраковываемый поток, как следует из (18), будет определяться производительностью контроля, поэтому в этом случае приоритет параметрам (и, соответственно, устройствам контроля) следует присваивать пропорциональным их производительности до определения уровня дефектности по всем параметрам.
Предлагаемый способ адаптивен по отношению к уровню дефектности контролируемых изделий и позволяет обеспечивать полную загрузку контрольного оборудования.
В системе имеется два типа приоритетов: первый связан с качеством конкретного изделия, обобщенно пропорционален ему (чем выше качество изделия, тем выше приоритет) и работает всегда, а второй связан с качеством контролируемого множества изделий (и совсем в другом отношении - чем ниже качество множества изделий по некоторому параметру при равной производительности контроля, тем выше приоритет этого параметра) и работает только в конфликтной ситуации одновременных запросов при дефиците изделий.
Таким образом, предлагаемый способ управления процессом контроля позволяет производить контроль однотипных изделий с большей производительностью, чем аналоги, причем производительность контроля может превышать производительность системы, построенной из тех же устройств контроля, что и в прототипе, в несколько раз.
Такой способ управления позволяет полностью загрузить мощности контрольного оборудования и за счет этого достичь максимально возможной производительности контроля системы для данных входящих в нее устройств контроля.
Предложенный способ обеспечивает максимальную производительность работы не только для систем контроля, но и для любых систем, удовлетворяющих вышеуказанным условиям 1-9.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для моделирования гибких автоматизированных производственных систем | 1987 |
|
SU1439615A2 |
| УСТРОЙСТВО ДЛЯ ОБНАРУЖЕНИЯ ПОВЕРХНОСТНЫХ ДЕФЕКТОВ В ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЯХ | 2009 |
|
RU2400704C1 |
| Способ контроля веса изделий и устройство для его осуществления | 1987 |
|
SU1566223A1 |
| СПОСОБ ВЫБОРОЧНОГО КОНТРОЛЯ ШТУЧНОЙ ПРОДУКЦИИ | 2002 |
|
RU2230017C2 |
| Способ определения несоответствующих изделий в выборке | 2023 |
|
RU2819552C1 |
| Устройство для входного контроля изделий | 1989 |
|
SU1619313A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ КОЛИЧЕСТВА НЕСООТВЕТСТВУЮЩИХ ИЗДЕЛИЙ В ВЫБОРКЕ | 2022 |
|
RU2788300C1 |
| Автоматическая контрольно-сортировочная линия производства проката | 1975 |
|
SU547240A1 |
| УСТРОЙСТВО ПРОКСИ-СЕРВЕРА, СПОСОБ ОБРАБОТКИ ИНФОРМАЦИИ, ПРОГРАММА, ОКОНЕЧНОЕ УСТРОЙСТВО И СИСТЕМА ПРЕДОСТАВЛЕНИЯ КОНТЕНТА | 2014 |
|
RU2658860C2 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ИЗДЕЛИЙ | 1992 |
|
RU2067298C1 |
Изобретение относится к области управления производственными процессами контроля и может быть использовано при построении систем контроля по различным параметрам однотипных изделий с путевой сортировкой. Технический результат заключается в повышении производительности контроля. Способ заключается в том, что изделия на контроль по заданным параметрам перемещают параллельно, из изделий, признанных годными, создают дополнительные межоперационные заделы с заданными допустимыми верхними и нижними границами объемов, изделия перемещают на контроль по всем последующим параметрам в соответствии с присвоенным приоритетом, при превышении допустимых границ объемов межоперационных заделов, питающихся проконтролированными по заданному параметру изделиями, контроль по этому параметру прекращают. 2 з.п. ф-лы, 6 ил.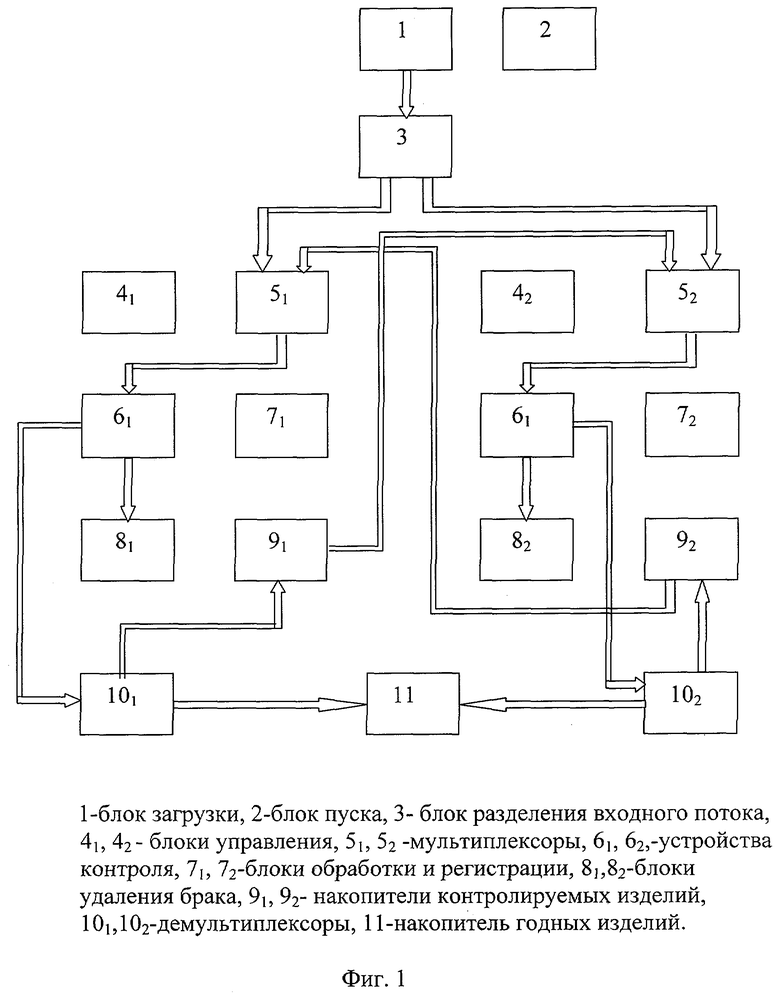
| КУЗНЕЦЕОВ М.М | |||
| и др | |||
| Автоматизация производственных процессов | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| - М.: Высшая школа, 1978, с.103, 109. | |||
| АВТОМАТИЧЕСКАЯ ЛИНИЯ КОНТРОЛЯ ИЗДЕЛИЙ | 1997 |
|
RU2128111C1 |
| Автомат для контроля и сортировки деталей | 1986 |
|
SU1377160A1 |
| Способ и приспособление для нагревания хлебопекарных камер | 1923 |
|
SU2003A1 |

