Изобретение относится к контрольно-измерительной технике и может быть использовано при контроле геометрических размеров изделий.
Цель изобретения - уменьшение времени контроля при отбраковке изделий в процессе производства за счет проведения измерений в ограниченном числе позиций измерений.
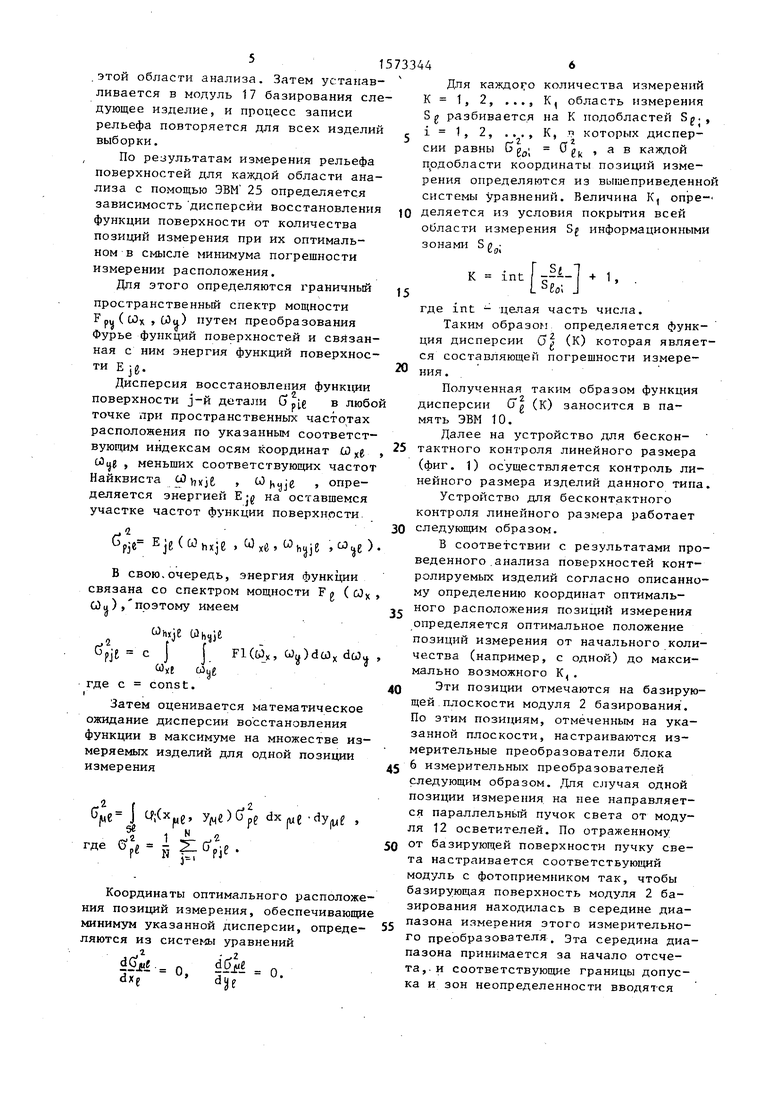
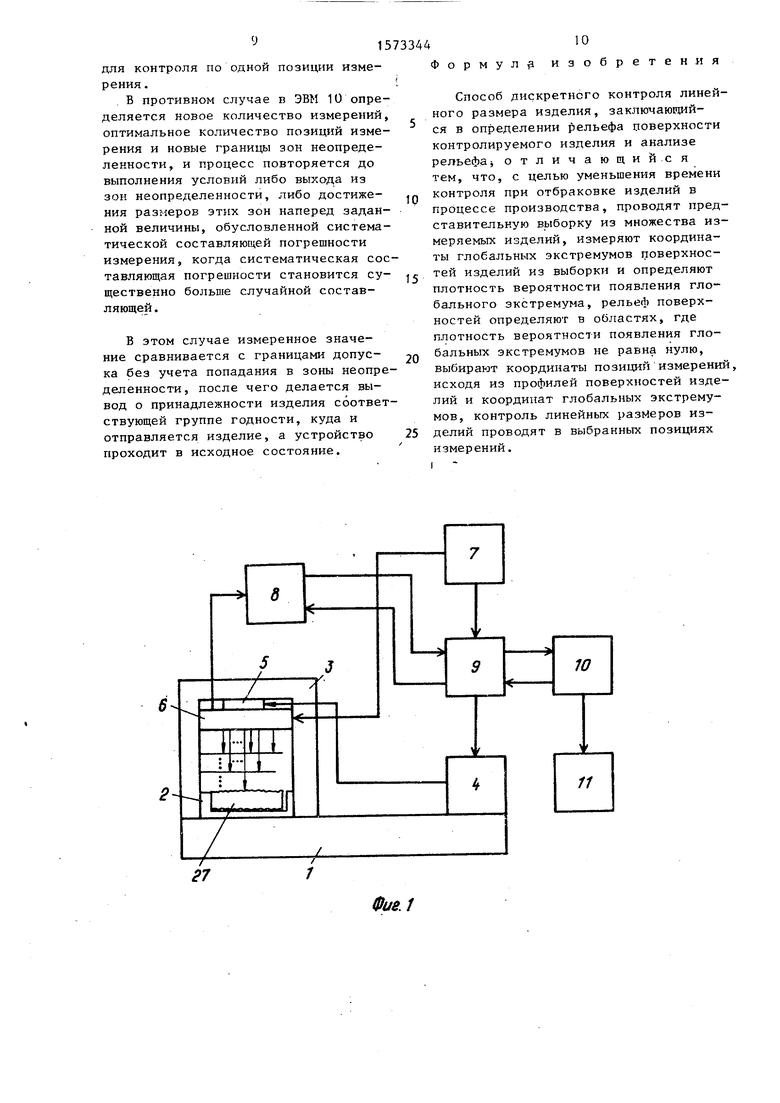
На фиг. 1 представлена блок-схема устройства для контроля линейного размера; на фиг. 2 - схема блока измерительных преобразователей; на фиг. 3 - блок-схема устройства для определения положения глобальных экстремумов.
Устройство для контроля линейного размера (фиг. 1) состоит из основания 1, установленных на основании 1 модуля 2 базирования, стойки 3 и шагового привода 4, блока 5 подачи, установленного в стойке 3 с возможностью относительного перемещения и кинематически связанного с шаговым приводом 4, блока 6 измерительных преобразователей, установленного на стойке 3 с возможностью перемещения и кинематически связанного с блоком 5 по- ,дачи.
Выход коммуматора 7 подключен к первому входу интерфейса 8, первый выход которого подключен к управляюСП
W
со
4ь Јь
щему входу коммутатора 7, к второму входу интерфейса 8 подключен первый выход блока 9 управления, а к третьему - первый выход блока вычислений (ЭВМ 10). Второй выход интерфейса подключен к входу блока 9 управления, третий - к входу шагового привода 4, четвертый - к входу ЭВМ 10, второй выход которой подключен к входу блока 11 регистрации.
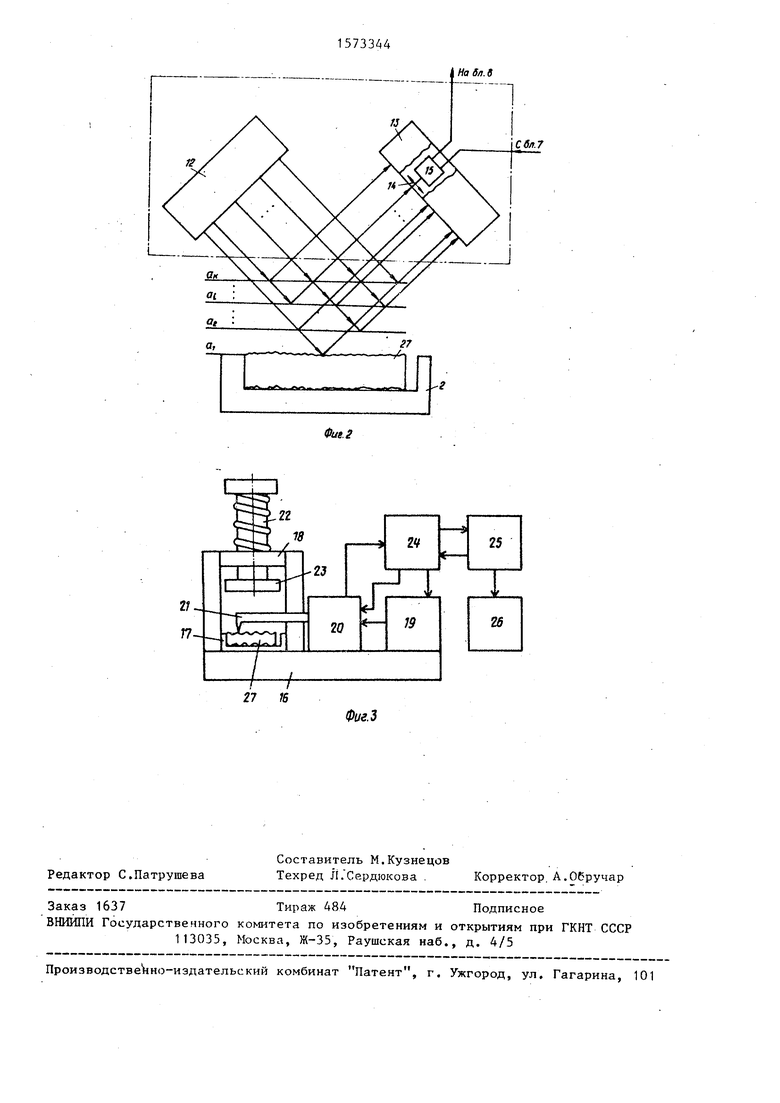
Блок 6 измерительных преобразователей (фиг. 2), содержит оптически сопряженные и жестко связанные между собой модуль 12 осветителей и модуль 13 сЬотоприемников.
Модуль 13 фотоприемников содержит К групп модулей, каждый из которых состоит из объектива 14 и оптически сопряженного с ним соответствующего фотоприемника 15. Управляющие входы каждого фотоприемника 15 подключены к соответствующему управляющему выходу блока 9 управления, а информационный выход каждого фотоприемника 15 подключен к соответствующему информационному входу коммутатора 7.
Устройство для определения положения глобальных экстремумов (фиг. 3) состоит из основания 16, установленных на основании 16 модуля 17 базирования, стойки 18, шагового привода 19 и профилометрз 20 с щупом 21, профилометр 20 кинематически связан с приводом 19, штока 22, с плоской пластиной 23, установленного в стойке 18 с возможностью вертикального перемещения, электрически связанных интерфейса 24, к входу которого подключен выход профилометра 20 и блок вычисления (ЭВМ 25), и блока 26 регистрации, вход которого подключен к выходу ЭВМ 25 , управляющие выходы интерфейса 24 подключены к управляющим входам привода 19 и профилометра 20. На поверхность пластины 23 нанесено легкодеформкруемое покрытие. Способ реализуется следующим образом.
Из множества изделий, подлежащих измерению, производится представительная выборка объемом N.
Изделия 27 (см. фиг. 3) из этой выборки поочередно устанавливаются в модуль 17 базирования определенной стороной к штоку 22. При этом щуп 21 выведен из зоны установки изделия 27 в модуле 17 базирования. Подпружиненный шток 22 перемещают до контакта
5
0
5
0
5
0
5
0
5
поверхности плоской пластины 23 с поверхностью изделия 27, после чего возвращают шток 22 в исходное состояние.
На поверхности пластины 23 останутся следы от контакта с глобальными максимумами поверхности изделия 27. По данным следам определяют координаты положения глобального максимума поверхности и след его на поверхности плоской пластины уничтожается, чтобы не спутать со следом от контактов с поверхностями последующих изделий. ,
Затем устанавливается следующее изделие в модуль 17 базирования, и процесс определения координат глобального максимума повторяется для всех N изделий из выборки.
В ЭВМ 25 вводятся координаты глобальных максимумов всех N изделий.
По этим координатам ( , y,g , где j 1, 2, ..., N, 1 1,2; s 1 - сторона изделия, по которой определяется размер)в ЭВМ 25 строится функция U(xvg, У/ug) плотности вероятности распределения глобальных максимумов и определяются границы областей S1 поверхностей изделий, в которых она не равна нулю, подлежащих дальнейшему анализу.
После этого щуп 21 профилометра 20 устанавливается на границу области анализа на поверхности изделия, координаты этой TO-IKH контакта с поверхностью вводятся в ЭВМ 25, которая через интерфейс 24 подает команду на вход профиломера 20 на проведение измерений. Щуп 21 перемещается по поверхности изделия 27 вдоль одной из координатных осей от одной границы области Sg анализа до другой. Эта информация о профиле поверхности каждого сечения изделия 27 поступает с выхода профилометра 20 через интерфейс 24 в ЭВМ 25.
После завершения записи профиля поверхности изделия. 27 в данном сечении области So анализа (по достижению другой границы области анализа) по команде от ЭВМ 25 через интерфейс 24 шаговый привод 19 перемещает профилометр 20 со щупом 21 на заданный шаг. Щуп 21 снова устанавливается на границу области Sg анализа, и процесс записи в ЭВМ 25 рельефа поверхности изделия .э зоне анализа повторяется до завершения записи рельефа всей
515733446
этой области анализа. Затем устанав- ч Для каждого количества измерений
К, область измерения
ливается в модуль 17 базирования следующее изделие, и процесс записи рельефа повторяется для всех изделий выборки.
По результатам измерения рельефа поверхностей для каждой области анализа с помощью ЭВМ 25 определяется
К 1, 2, . . Sg разбивается на К подобластей Sp., i 1, 2, ..., К, п которых дисперсии равны CJgk , а в каждой подобласти координаты позиций измерения определяются из вышеприведенно системы уравнений. Величина К, опреК, область измерения
К 1, 2, . . Sg разбивается на К подобластей Sp., i 1, 2, ..., К, п которых дисперсии равны CJgk , а в каждой подобласти координаты позиций измерения определяются из вышеприведенной системы уравнений. Величина К, опре


| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ДИФФЕРЕНЦИАЛЬНО-ФАЗОВОЙ ПРОФИЛОМЕТРИИ И/ИЛИ ПРОФИЛОГРАФИИ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2001 |
|
RU2179328C1 |
| Способ контроля качества винтовой поверхности и устройство для его осуществления | 1985 |
|
SU1310639A1 |
| СПОСОБ ДИАГНОСТИКИ МАГИСТРАЛЬНЫХ ТРУБОПРОВОДОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2445594C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ПАРАМЕТРОВ ОБЪЕКТА И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ (ВАРИАНТЫ) | 2015 |
|
RU2659720C1 |
| СПОСОБ И СИСТЕМА ДАЛЬНЕГО ОПТИЧЕСКОГО ОБНАРУЖЕНИЯ И ОПРЕДЕЛЕНИЯ МЕСТОПОЛОЖЕНИЯ ЛЕТЯЩЕГО В СТРАТОСФЕРЕ ИЛИ НА БОЛЬШОЙ ВЫСОТЕ СО СВЕРХЗВУКОВОЙ СКОРОСТЬЮ ОБЪЕКТА ПО КРИТЕРИЯМ КОНДЕНСАЦИОННОГО СЛЕДА ЕГО СИЛОВОЙ УСТАНОВКИ В АТМОСФЕРЕ | 2012 |
|
RU2536769C2 |
| ЛАЗЕРНЫЙ ПРОФИЛОМЕТР ДЛЯ ОПРЕДЕЛЕНИЯ ГЕОМЕТРИЧЕСКИХ ПАРАМЕТРОВ ПРОФИЛЯ ПОВЕРХНОСТИ | 2016 |
|
RU2650840C1 |
| Способ получения виртуальных моделей сложнопрофильных криволинейных поверхностей | 2023 |
|
RU2813465C1 |
| Триангуляционный метод измерения площади участков поверхности внутренних полостей объектов известной формы | 2017 |
|
RU2655479C1 |
| СИСТЕМА УПРАВЛЕНИЯ ГРУППОЙ БЕСПИЛОТНЫХ ЛЕТАТЕЛЬНЫХ АППАРАТОВ | 2024 |
|
RU2834270C1 |
| АКУСТИЧЕСКИЙ ПРОФИЛОМЕР | 2014 |
|
RU2554307C1 |
Изобретение относится к контрольно-измерительной технике. Цель изобретения - уменьшение времени контроля при отбраковке изделий в процессе производства за счет проведения измерений в ограниченном числе позиций измерений. Проводят представленную выборку из множества измеряемых изделий. Определяют координаты глобальных максимумов поверхности каждого изделия из выборки. Измеряют рельеф поверхности в областях, где функция распределения вероятности глобального максимума не равна нулю. Определяют количество и положение позиций измерений по спектрам мощности измеренных функций рельефа поверхности. При измерении увеличивают количество позиций измерений до тех пор, пока значение измеряемой высоты поверхности не выйдет за пределы зоны неопределенности, определяемой спектром мощности функции рельефа поверхности. 3 ил.
зависимость дисперсии восстановления JQ деляется из условия покрытия всей
функции поверхности от количества позиций измерения при их оптимальном в смысле минимума погрешности измерении расположения.
Для этого определяются граничный
пространственный спектр мощности Fpu(Wx ОЭц) путем преобразования Фурье функций поверхностей и связанная с ним энергия функций поверхности Ejg.
Дисперсия восстановления функции поверхности j-й детали G pie в любой точке при пространственных частотах расположения по указанным соответствующим индексам осям координат Q xg , ( , меньших соответствующих частот Найквиста tdbxjE. , C0byje , определяется энергией Ejg на оставшемся участке частот функции поверхности 2
6pje Eje (hxje hijje
области измерения Sg информационны зонами Sgo;
К int
15
Lse,; J
+ i,
20
30
где int - целая часть числа.
Таким образом определяется фун ция дисперсии G (К) которая явля ся составляющей погрешности измере ния.
Полученная таким образом функци дисперсии (К) заносится в память ЭВМ 10.
Далее на устройство для бескон- 25 тактного контроля линейного размер (фиг. 1) осуществляется контроль л нейного размера изделий данного ти
Устройство для бесконтактного контроля линейного размера работае следующим образом.
В соответствии с результатами п веденного анализа поверхностей кон ролируемых изделий согласно описан му определению координат оптимального расположения позиций измерени определяется оптимальное положение позиций измерения от начального кол чества (например, с одной) до макси мально возможного К.
x
В свою.очередь, энергия функции связана со спектром мощности F g (CJ СО ) поэтому имеем
Uh«jje PJK с I I- F1(j w) tofl
CJyg
где с const, i
Затем оценивается математическое ожидание дисперсии восстановления функции в максимуме на множестве измеряемых изделий для одной позиции измерения
6|we J ц(хре, ywe)Jpg dX(Ue ,
J i 4-
ГДе F« N
J
4Q Эти позиции отмечаются на базирую щей плоскости модуля 2 базирования. По этим позициям, отмеченным на указанной плоскости, настраиваются измерительные преобразователи блока д5 6 измерительных преобразователей следующим образом. Для случая одной позиции измерения на нее направляется параллельный пучок света от модуля 12 осветителей. По отраженному 5Q от базирующей поверхности пучку света настраивается соответствующий модуль с фотоприемником так, чтобы базирующая поверхность модуля 2 базирования находилась в середине диаКоординаты оптимального расположения позиций измерения, обеспечивающие
ес пазона измерения этого измерительно- минимум указанной дисперсии, опреде- 55
ляются из системы уравнений
п - - Г) -1- Ц °т
dxj
го преобразователя. Эта середина диа пазона принимается за начало отсчета, и соответствующие границы допуска и зон неопределенности вводятся
области измерения Sg информационными зонами Sgo;
К int
Lse,; J
+ i,
,
20
30
где int - целая часть числа.
Таким образом определяется функция дисперсии G (К) которая является составляющей погрешности измерения.
Полученная таким образом функция дисперсии (К) заносится в память ЭВМ 10.
Далее на устройство для бескон- 25 тактного контроля линейного размера (фиг. 1) осуществляется контроль линейного размера изделий данного типа.
Устройство для бесконтактного контроля линейного размера работает следующим образом.
В соответствии с результатами проведенного анализа поверхностей контролируемых изделий согласно описанному определению координат оптимального расположения позиций измерения определяется оптимальное положение позиций измерения от начального количества (например, с одной) до максимально возможного К.
4Q Эти позиции отмечаются на базирующей плоскости модуля 2 базирования. По этим позициям, отмеченным на указанной плоскости, настраиваются измерительные преобразователи блока д5 6 измерительных преобразователей следующим образом. Для случая одной позиции измерения на нее направляется параллельный пучок света от модуля 12 осветителей. По отраженному 5Q от базирующей поверхности пучку света настраивается соответствующий модуль с фотоприемником так, чтобы базирующая поверхность модуля 2 базирования находилась в середине диа35
пазона измерения этого измерительно-
го преобразователя. Эта середина диапазона принимается за начало отсчета, и соответствующие границы допуска и зон неопределенности вводятся
в ЭВМ 10. Величина зоны неопределенности при этом определяется в соответствии с дисперсией, определенной для одной позиции измерения (К 1).
Затем блок 6 измерительных преобразователей смещается по оси на заданный шаг.
В этом положении параллельные пучки света направляются на те места базирующей плоскости, которые соответствуют оптимальному расположению двух, позиций измерения.
Настройка производится аналогично предыдущей на каждую позицию из- мерения.
При этом в ЭВМ 10 вводятся соответствующие значения шага, положения точек отсчета двух измерительных преобразователей относительно отсчета первого, настроенного для одной позиции .измерения измерительных преобразователей, смещаются еще на шаг, и процесс настройки измерительных преобразователей по позициям измере- ния продолжается до настройки по всем К,, позициям.
В ЭВМ 10 вводится определенная функция дисперсии Gg (К)5 в соответствии с которой рассчитываются зоны неопределенности.
После настройки блока 6 измерительных преобразователей он устанавливается в положение, при котором середина зоны измерения первого из- мерительного преобразователя для одной позиции измерения совпадает с номинальным значением контролируемого размера изделия, установленног в модуле 2 базирования.
После настройки устройства осуществляется контроль линейного размера изделий.
Для этого в модуль 2 базирования устанавливается контролируемое изде- лие 27. Блок 9 управления осуществляет управление работой фотоприемника 15 модуля 13 фотоприемников, соответствующего одной позиции измерения. Выход этого фотоприемника 15 через коммутатор 7 подключен через интерфейс 8 к ЭВМ 10. Поэтому информация о размере изделия, полученная с одно позиции измерения, поступает в ЭВМ 10, в которой определяется отклонение искомого размера от номинала и сравнивается полученное значение с границами допусков и зон неопределенности. Остальные фотоприемники
5
0 5
0
, 0
5 g
5
модуля 13 фотоприемников при этом не работают Если измеренное значение отклонения размера изделия не попадает в зону неопределенности для одной позиции изменения, то ЭВМ 10 выдает на блок 11 регистрации информацию о принадлежности изделия соответствующей группе годности, куда и отправляется проконтролированное изделие „
Если же результат измерения попадает в зону неопределенности для одной позиции измерения, то в ЭВМ 10 определяется необходимое количество измерений L, затем количество К позиций измерения и количество измерений в каждой позиции, распределяя их равномерно по позициям, а также новые границы зон неопределенности.
По команде от ЭВМ 10 через интерфейс 9 на шаговый привод 4 поступает команда, по которой он через блок 5 подачи перемещает блок 6 измерительных преобразователей до положения, при котором измерение произво1- дится в К0 позициях. Одновременно по команде от ЭВМ 10 блок 9 управления отключает фотоприемники модуля 13 фотоприемников, на которые не поступает информация с этих К 0 позиций измерения, и подключает фотоприемники, которые получают измерительную информацию с соответствующих позиций измерения. Одновременно по команде от ЭВМ 10 коммутатор 7 осуществляет последовательное подключение выходов этих фотоприемников к интерфейсу, который вводит измерительную информацию в ЭВМ 10. В каждой позиции производится соответствующее количество измерений блоком б измеритель- 1ных преобразователей, i
Результат измерения, определяемый как максимальное значение результатов измерения по всем позициям измерения, сравнивается с соответствующими границами новой зоны неопределенности, рассчитанной в ЭВМ 10 по (з2 (К, L) для далного КО1 и L. Если результат не попадает в зону неопределенности, то принимается решение о его принадлежности соответствующей группе годности, куда и направляется проконтролированное изделие, а по команде с ЭВМ 10 шаговый привод 4 через блок 5 подачи приводит блок 6 измерительных преобразователей в исходное состояние
для контроля по одной позиции измерения.
В противном случае в ЭВМ 10 определяется новое количество измерений, оптимальное количество позиций измерения и новые границы зон неопределенности, и процесс повторяется до выполнения условий либо выхода из зон неопределенности, либо достижения размеров этих зон наперед заданной величины, обусловленной систематической составляющей погрешности измерения, когда систематическая составляющая погрешности становится существенно больше случайной составляющей .
В этом случае измеренное значение сравнивается с границами допуска без учета попадания в зоны неопределенности, после чего делается вывод о принадлежности изделия соответствующей группе годности, куда и отправляется изделие, а устройство проходит в исходное состояние.
1573344Ю
Формула изобретения
0
5
0
5
Способ дискретного контроля линейного размера изделия, заключающийся в определении рельефа поверхности контролируемого изделия и анализе рельефа отличающийся тем, что, с целью уменьшения времени контроля при отбраковке изделий в процессе производства, проводят представительную выборку из множества измеряемых изделий, измеряют координаты глобальных экстремумов поверхностей изделий из выборки и определяют плотность вероятности появления глобального экстремума, рельеф поверхностей определяют в областях, где плотность вероятности появления глобальных экстремумов не равна нулю, выбирают координаты позиций измерений, исходя из профилей поверхностей изделий и координат глобальных экстремумов, контроль линейных размеров изделий проводят в выбранных позициях измерений.
Фие.1
HaS/iS
| Способ контроля микрошероховатости поверхности | 1986 |
|
SU1312386A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
