Область техники
Изобретение относится к области машиностроения и может быть использовано, в частности, при нанесении износостойких и задиростойких покрытий на рабочие поверхности деталей узлов трения для повышения их надежности.
Уровень техники
Из уровня техники известен принятый в качестве прототипа заявляемого изобретения способ нанесения защитного покрытия на поверхность детали, в процессе которого с помощью электроискрового легирования материал анода переносят на обрабатываемую рабочую поверхность детали при следующих электрических режимах источников импульсов: напряжении холостого хода Uxx для RC-генераторов или напряжении на рабочих электродах для разобщенных источников импульсов Up=10-200 В; токе короткого замыкания для RC-генераторов Iк.з.=0,5-10 А, рабочем токе Ip=0,5-10 А, для RC-генераторов Iк.з.=0,5×Iк.з.; емкости рабочих конденсаторов Сp=(10-600)×10-6 Ф; энергии импульсного разряда Wu=10-2-10 Дж, токе в импульсе Iu=0,05-1,5 кА; длительности импульса τu=10-6-10-3 с (стр. 42-43, Электроискровое легирование металлических поверхностей, авторы: А.Е. Гитлевич, В.В. Михайлов, Н.Я. Парканский, В.М. Ревуцкий, под редакцией Ю.Н. Петрова, Кишинев: Штиинца, 1985 г. - 198 с. (далее - [1])).
Покрытие на поверхности детали, полученное путем применения известного из [1] способа, имеет антифрикционные свойства, однако противоизносные свойства такого покрытия недостаточно высоки.
Раскрытие изобретения
Задачей, на решение которой направлено патентуемое изобретение, и техническим результатом является повышение антифрикционных и противоизносных свойств покрытий на рабочих поверхностях деталей узла трения.
Решение указанной задачи путем достижения указанного технического результата обеспечивается тем, что способ обработки поверхности детали узла трения, включающий перенос материала анода с помощью электроискрового легирования на обрабатываемую рабочую поверхность детали при следующих электрических режимах источников импульсов: напряжении холостого хода или напряжении на рабочих электродах U=10-200 В; токе короткого замыкания Iк.з.=0,5-10 А; рабочем токе Ip=0,5-10 А; энергии импульсного разряда W=0,3-0,7 Дж; токе в импульсе Iu=0,05-1,5 кА; длительности импульса ε=10-6-10-3 с, отличается тем, что:
- в качестве материала анода при проведении электроискрового легирования используется материал БрАЖМц10-3-1.5, а деталь выполнена из углеродистой стали; причем электроискровое легирование проводят при частоте вращения электрода ω=(4-6)×103 об/мин в течение удельного времени τ=1,0-3,5 мин/см2;
- после электроискрового легирования полученное покрытие обрабатывают медным стержнем в среде из смеси глицерина с хлоридом меди, взятых в соотношении глицерин/хлорид меди от 97:3 до 99:1, при следующих рабочих параметрах: давлении на стержень р=50-120 МПа; скорости скольжения v=0,01-0,1 м/с; подаче стержня х=50-80 мкм/об; числе проходов стержня по обрабатываемой поверхности покрытия у=4-6; со съемом слоя нанесенного покрытия z=10-30%;
- после чего обработанное покрытие пассивируют, сушат и затем на него наносят композицию, содержащую в мас.%:
медь 4-12;
политетрафторэтилен 2-8;
борат гликоля 2-8;
смазка ЦИАТИМ-201 - остальное до 100.
Причинно-следственная связь между совокупностью существенных признаков патентуемого изобретения и достигаемым техническим результатом заключается в следующем.
Заявляемые пределы рабочих параметров переноса материала анода, в качестве которого используется материал БрАЖМц10-3-1.5, с помощью электроискрового легирования на обрабатываемую рабочую поверхность детали, выполненной из углеродистой стали, при следующих электрических режимах источников импульсов: напряжении холостого хода или напряжении на рабочих электродах U=10-200 В; токе короткого замыкания Iк.з.=0,5-10 А; рабочем токе Ip=0,5-10 А; энергии импульсного разряда W=0,3-0,7 Дж; токе в импульсе Iu=0,05-1,5 кА; длительности импульса ε=10-6-10-3 с, частоте вращения электрода ω=(4-6)⋅103 об/мин в течение удельного времени τ=1,0-3,5 мин/см2 обусловлены следующим. В процессе проведения экспериментов было установлено, что при проведении электроискрового легирования в пределах вышеуказанных рабочих параметров толщина формируемых слоев находится в пределах 0,01-0,12 мм, что является оптимальным для достижения технического результата изобретения, поскольку слишком толстые слои более 0,12 мм обладают низкой адгезией с подложкой, а их сплошность, равномерность и плотность резко снижаются, при этом слишком тонкие слои менее 0,01 мм быстро изнашиваются.
При проведении экспериментов также было установлено, что за счет обработки полученного после электроискрового легирования покрытия стержнем из меди в среде из смеси глицерина с хлоридом меди, взятых в соотношении глицерин/хлорид меди от 97:3 до 99:1, при следующих рабочих параметрах: давлении на стержень р=50-120 МПа; скорости скольжения v=0,01-0,1 м/с; подаче стержня х=50-80 мкм/об; числе проходов стержня по обрабатываемой поверхности покрытия у=4-6; обеспечивается снятие z=10-30% толщины нанесенного слоя материала БрАЖМц10-3-1.5 с обрабатываемой рабочей поверхности детали, что является оптимальным для достижения технического результата заявляемого изобретения, поскольку эта операция необходима для создания оптимального соотношения между площадью срезанных при обработке вершин микронеровностей покрытия после электроискрового легирования и остальной площадью, заполненной материалом стержня после обработки рабочей поверхности указанным стержнем. При съеме менее 10% толщины электроискрового покрытия в трении будет участвовать слишком малая часть материала электроискрового покрытия, поэтому несущая способность и износостойкость детали будут невелики. При съеме более 30% толщины электроискрового покрытия, наоборот, в трении будет участвовать слишком большая часть материала электроискрового покрытия, что увеличит абразивность покрытия и, соответственно, снизит износостойкость узла трения деталей. При проведении экспериментов также было установлено, что при обработке стержнем с давлением на него менее р=50 МПа, скорости скольжения менее v=0,01 м/с, подаче менее x<50 мкм/об с числом проходов y<4 в среде, содержащей хлорид меди менее 1%, полученное покрытие из материала стержня не полностью заполняет впадины между вершинами неровностей электроискрового покрытия, что снижает износостойкость и антифрикционность узла трения деталей. При этом увеличение давления на стержень p>120 МПа, скорости скольжения v>0,1 м/с, подачи x>80 мкм/об и числа проходов у>6 в среде, содержащей более 3% хлорида меди, не приводит к повышению износостойкости и антифрикционности узла трения деталей, т.к. после заполнения впадин между вершинами неровностей электроискрового покрытия толщина покрытия, наносимого обработкой стержнем, не может превысить 3-5 мкм. Это является характерным свойством, присущим всем фрикционным методам нанесения покрытий.
Пассивация с последующей сушкой обработанного покрытия обеспечивает повышение коррозионной стойкости полученного покрытия. При этом нанесение на полученное покрытие композиции, содержащей в мас.%: медь 4-12; политетрафторэтилен 2-8; борат гликоля 2-8; и смазки ЦИАТИМ-201 - остальное до 100, необходимо для осуществления взаимодействия между покрытием, нанесенным путем обработки стержнем, и указанной композицией, которое происходит при работе узла трения и заключается в способности композиции указанного состава регенерировать покрытие стержнем в наиболее нагруженных зонах фрикционного контакта деталей узла трения.
Причинно-следственная связь между совокупностью существенных признаков патентуемого изобретения и достигаемым техническим результатом также подтверждается представленными ниже экспериментальными данными.
Осуществление изобретения
Ниже приведены частные примеры осуществления способа обработки поверхности детали узла трения.
В вышеуказанных частных примерах была проведена обработка внутренних рабочих поверхностей восьми партий выполненных из Стали 45 втулок подшипников скольжения, при этом в каждой партии было по восемь втулок.
При проведении электроискрового легирования использовалась установка марки ЭФИ-46. Перенос материала анода, в качестве которого использовался материал БрАЖМц10-3-1.5, с помощью электроискрового легирования на обрабатываемые внутренние рабочие поверхности втулок осуществлялся при различных электрических режимах источников импульсов, входящих в нижеперечисленные диапазоны и, для сравнения, выходящих за их пределы: напряжении холостого хода или напряжении на рабочих электродах U=10-200 В; токе короткого замыкания Iк.з.=0,5-10 А; рабочем токе Iк.з.=0,5-10 А; энергии импульсного разряда W=0,3-0,7 Дж; токе в импульсе Iu=0,05-1,5 кА; длительности импульса ε=10-6-10-3 с; частоте вращения электрода ω=(4-6)×103 об/мин; в течение удельного времени τ=1,0-3,5 мин/см2.
После электроискрового легирования полученные покрытия на рабочих поверхностях втулок обрабатывали стержнем из меди марки М0 в среде из смеси глицерина с хлоридом меди, взятых в процентном соотношении глицерин/хлорид меди от 97:3 до 99:1, при следующих рабочих параметрах, входящих в нижеперечисленные диапазоны и, для сравнения, выходящих за их пределы: давлении на стержень р=50-120 МПа; скорости скольжения v=0,01-0,1 м/с; подаче стержня х=50-80 мкм/об; числе проходов стержня по обрабатываемой поверхности покрытия у=4-6; со съемом слоя нанесенного покрытия z=10-30%. Обработку полученных покрытий стержнем осуществляли с помощью устройства, содержащего корпус, внутри которого был закреплен подпружиненный фиксатор стержня. При этом указанное устройство было смонтировано в резцедержателе токарного станка, а обрабатываемые втулки были закреплены в патроне станка. Эта операция была необходима для создания оптимального соотношения между площадью срезанных при обработке вершин микронеровностей покрытий после электроискрового легирования и остальной площадью, заполненной материалом стержня после обработки рабочих поверхностей указанным стержнем.
Затем обработанные покрытия рабочих поверхностей втулок пассивировали и сушили путем их выдержки на воздухе. После чего на полученные покрытия наносили композицию, содержащую в мас.%:
медь 4-12;
политетрафторэтилен 2-8;
борат гликоля 2-8;
смазка ЦИАТИМ-201 - остальное до 100.
В первом примере для сравнения была проведена обработка внутренних рабочих поверхностей восьми выполненных из Стали 45 втулок подшипников скольжения из первой партии. При этом электроискровое легирование проводилось с помощью известного из прототипа [1] способа с последующей пассивацией и сушкой полученного покрытия. Причем в качестве материала анода использовался материал БрАЖМц10-3-1.5, обработка полученного покрытия медным стержнем отсутствовала, а на полученное после проведения электроискрового легирования покрытие была нанесена только смазка ЦИАТИМ-201 (пример №1 таблица 1).
Во втором примере для сравнения была проведена обработка внутренних рабочих поверхностей восьми выполненных из Стали 45 втулок подшипников скольжения из второй партии. При этом согласно заявленному способу проводилось электроискровое легирование, обработка полученного покрытия медным стержнем, пассивация и сушка, а также нанесение композиции заявленного состава на полученное покрытие. Однако рабочие параметры и процентное содержание компонентов композиции имели значения ниже заявленных (пример №2 таблица 1).
В третьем, четвертом и пятом примерах была проведена обработка внутренних рабочих поверхностей восьми выполненных из Стали 45 втулок подшипников скольжения из третьей, четвертой и пятой партий соответственно. При этом согласно заявленному способу проводилось электроискровое легирование, обработка полученного покрытия медным стержнем, пассивация и сушка, а также нанесение композиции на полученное покрытие заявленного состава. Причем рабочие параметры и процентное содержание компонентов композиции имели минимальные, средние и максимальные значения в соответствии с заявленным способом в третьем, четвертом и пятом примерах соответственно (пример №3, 4, 5 таблица 1).
В шестом примере для сравнения была проведена обработка внутренних рабочих поверхностей восьми выполненных из Стали 45 втулок подшипников скольжения из шестой партии. При этом согласно заявленному способу проводилось электроискровое легирование, обработка полученного покрытия медным стержнем, пассивация и сушка, а также нанесение композиции на полученное покрытие заявленного состава. Однако рабочие параметры и процентное содержание компонентов композиции имели значения выше заявленных (пример №6 таблица 1).
В седьмом примере для сравнения была проведена обработка внутренних рабочих поверхностей восьми выполненных из Стали 45 втулок подшипников скольжения из седьмой партии. При этом согласно заявленному способу при средних значениях рабочих параметров проводилось электроискровое легирование, обработка полученного покрытия медным стержнем, пассивация и сушка, однако на полученное покрытие наносилась не композиция заявленного состава, а только смазка ЦИАТИМ-201 (пример №7 таблица 1).
В восьмом примере для сравнения была проведена обработка внутренних рабочих поверхностей восьми выполненных из Стали 45 втулок подшипников скольжения из восьмой партии. При этом согласно заявленному способу при средних значениях рабочих параметров проводилось электроискровое легирование, пассивация и сушка, и нанесение на полученное покрытие композиции заявленного состава со средними значениями процентного содержания ее компонентов. Однако этап обработки полученного покрытия медным стержнем в данном примере отсутствовал (пример №8 таблица 1).
Сравнительную эффективность обработки внутренних поверхностей втулок каждой из восьми партий в соответствии с примерами 1 - 8, представленными в таблице 1, определяли по интенсивности их изнашивания IG, изменению коэффициента трения f в процессе испытаний и пути трения Lтр до достижения коэффициента трения равного 0,22 на стенде для испытаний, содержащем приваренное к стойке кольцо, внутри которого неподвижно закреплялась испытываемая втулка, внутренняя поверхность которой находилась в контакте с валом, соединенным с помощью муфты с валом электродвигателя таким образом, чтобы ось вала была смещена относительно оси вала электродвигателя и при вращении вала электродвигателя обеспечивалось вращательно-поступательное движение вала по внутренней поверхности втулки. При этом к втулке были присоединены тензометрические датчики, соединенные с потенциометром КСП-4, а также динамометр для измерения давления в зоне контакта вала с внутренней поверхностью втулки Рк.
При проведении экспериментов по определению сравнительной эффективности обработки внутренних поверхностей втулок использовались следующие рабочие параметры: частота возвратно-поступательного движения вала по внутренней поверхности втулки составляла 1,9 Гц; давление в зоне контакта вала с внутренней поверхностью втулки Рк=16,4 МПа; угол качания вала внутри втулки составлял 39°; скорость скольжения вала по внутренней поверхности втулки составляла 2,6 см/с.
В процессе проведения экспериментов по сигналу от тензометрических датчиков измерялся момент трения Мтр в зависимости от пройденного пути Lтр и выводился в виде диаграммы на ленту прибора КСП-4. После чего с помощью ЭВМ производился расчет силы трения Fтр в зависимости от Lтр с использованием формулы: Мтр=Fтр⋅R, где R - радиус вала, а затем определялся коэффициент трения Kтр в зависимости от Lтр с использованием формулы: Kтр=Fтр/Pк. Эксперимент по определению сравнительной эффективности обработки внутренних поверхностей проводился для каждой из восьми втулок восьми партий до того момента времени, когда определяемый коэффициент трения становился равным 0,22. Интенсивность изнашивания IG для каждой из втулок определялась путем деления разности масс каждой из втулок после нанесения покрытия до эксперимента по определению сравнительной эффективности обработки внутренних поверхностей и после него на пройденный путь вала по внутренней поверхности втулки.
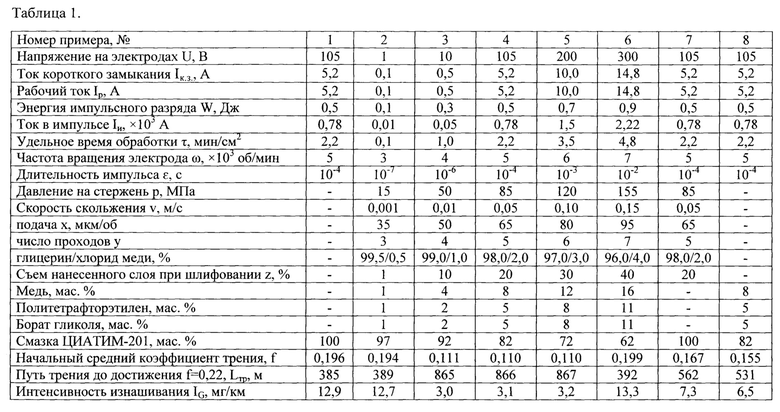
Усредненные для восьми втулок каждой из восьми партий начальные коэффициенты трения f, пути трения Lтр до достижения коэффициентов трения fL=0,22 и интенсивности изнашивания IG представлены в таблице 1 для всех примеров №1-8.
Как показали представленные в таблице 1 экспериментальные данные по начальным коэффициентам трения f, путям трения Lтр до достижения коэффициентов трения fL=0,22 и интенсивностям изнашивания IG, заявляемый способ обработки поверхности детали узла трения в соответствии с примерами 3, 4, 5 обеспечивает наименьшие и примерно одинаковые средние значения величин интенсивности изнашивания IG, начальных коэффициентов трения f и наибольшие примерно одинаковые средние значения путей трения Lтр до достижения коэффициентов трения fL=0,22.
Промышленная применимость
Заявляемый способ обработки поверхности детали узла трения отвечает условию «промышленная применимость». Сущность технического решения раскрыта в формуле, описании и таблице достаточно ясно для понимания и промышленной реализации соответствующими специалистами, а используемые средства просты и доступны для промышленной реализации в области машиностроения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ РАБОЧЕЙ ПОВЕРХНОСТИ ДЕТАЛИ УЗЛА ТРЕНИЯ ДЛЯ ПРИДАНИЯ ЕЙ ИЗНОСОСТОЙКИХ И АНТИФРИКЦИОННЫХ СВОЙСТВ | 2006 |
|
RU2319790C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗНОСОСТОЙКОГО И АНТИФРИКЦИОННОГО ПОКРЫТИЯ РАБОЧЕЙ ПОВЕРХНОСТИ ДЕТАЛИ | 2014 |
|
RU2549810C1 |
| СПОСОБ ОБРАБОТКИ РАБОЧЕЙ ПОВЕРХНОСТИ ДЕТАЛИ УЗЛА ТРЕНИЯ | 2010 |
|
RU2443801C1 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТИ ДЕТАЛИ УЗЛА ТРЕНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2119552C1 |
| СПОСОБ ЭЛЕКТРОИСКРОВОГО НАНЕСЕНИЯ ПОКРЫТИЙ ИЗ БРОНЗЫ НА ПОВЕРХНОСТЬ СТАЛЬНЫХ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ | 2005 |
|
RU2323070C2 |
| СПОСОБ ЭЛЕКТРОИСКРОВОГО ЛЕГИРОВАНИЯ | 2001 |
|
RU2196665C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛИ С ИЗНОСОСТОЙКИМ И АНТИФРИКЦИОННЫМ ПОКРЫТИЕМ | 2014 |
|
RU2549812C1 |
| СПОСОБ ЭЛЕКТРОИСКРОВОГО ЛЕГИРОВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2175594C1 |
| Способ электроискрового нанесения покрытий и устройство для его осуществления | 2017 |
|
RU2679160C1 |
| СПОСОБ ОБРАБОТКИ СОПРЯГАЕМЫХ ПОВЕРХНОСТЕЙ СТАЛЬНЫХ И/ИЛИ ЧУГУННЫХ ДЕТАЛЕЙ | 2009 |
|
RU2410212C2 |
Изобретение относится к области машиностроения и может быть использовано при нанесении износостойких и задиростойких покрытий на рабочие поверхности деталей узлов трения для повышения их надежности. Способ включает перенос материала анода с помощью электроискрового легирования на обрабатываемую рабочую поверхность детали при следующих электрических режимах источников импульсов: напряжении холостого хода или напряжении на рабочих электродах U=10-200 В; токе короткого замыкания Iк.з.=0,5-10 А; рабочем токе Ip=0,5-10 А; энергии импульсного разряда W=0,3-0,7 Дж; токе в импульсе Iu=0,05-1,5 кА; длительности импульса ε=10-6-10-3 с. В качестве материала анода при проведении электроискрового легирования используют материал БрАЖМц 10-3-1.5, а деталь выполнена из углеродистой стали. Причем электроискровое легирование проводят при частоте вращения электрода ω=(4-6)×103 об/мин в течение удельного времени τ=1,0-3,5 мин/см2. После электроискрового легирования полученное покрытие обрабатывают стержнем из меди в среде из смеси глицерина с хлоридом меди, взятых в процентном соотношении глицерин/хлорид меди от 97:3 до 99:1, при следующих рабочих параметрах: давлении на стержень р=50-120 МПа; скорости скольжения v=0,01-0,1 м/с; подаче стержня х=50-80 мкм/об; числе проходов стержня по обрабатываемой поверхности покрытия у=4-6; со съемом слоя нанесенного покрытия z=10-30%. После чего обработанное покрытие пассивируют, сушат и затем на него наносят композицию, содержащую в мас.%: медь 4-12; политетрафторэтилен 2-8; борат гликоля 2-8; смазка ЦИАТИМ-201 - остальное до 100. Технический результат - повышение антифрикционных и противоизносных свойств покрытий на рабочих поверхностях деталей узла трения. 1 табл.
Способ обработки поверхности детали узла трения, включающий перенос материала анода с помощью электроискрового легирования на обрабатываемую рабочую поверхность детали при следующих электрических режимах источников импульсов: напряжении холостого хода или напряжении на рабочих электродах U=10-200 В; токе короткого замыкания Iк.з.=0,5-10 А; рабочем токе Ip=0,5-10 А; энергии импульсного разряда W=0,3-0,7 Дж; токе в импульсе Iu=0,05-1,5 кА; длительности импульса ε=10-6-10-3 с, отличающийся тем, что:
- в качестве материала анода при проведении электроискрового легирования используют материал БрАЖМц 10-3-1.5, а деталь выполнена из углеродистой стали; причем электроискровое легирование проводят при частоте вращения электрода ω=(4-6)×103 об/мин в течение удельного времени τ=1,0-3,5 мин/см2;
- после электроискрового легирования полученное покрытие обрабатывают стержнем из меди в среде из смеси глицерина с хлоридом меди, взятых в процентном соотношении глицерин/хлорид меди от 97:3 до 99:1, при следующих рабочих параметрах: давлении на стержень р=50-120 МПа; скорости скольжения v=0,01-0,1 м/с; подаче стержня х=50-80 мкм/об; числе проходов стержня по обрабатываемой поверхности покрытия у=4-6; со съемом слоя нанесенного покрытия z=10-30%;
- после чего обработанное покрытие пассивируют, сушат и затем на него наносят композицию, содержащую в мас.%:
медь 4-12;
политетрафторэтилен 2-8;
борат гликоля 2-8;
смазка ЦИАТИМ-201 - остальное до 100.
| СПОСОБ ОБРАБОТКИ РАБОЧЕЙ ПОВЕРХНОСТИ ДЕТАЛИ УЗЛА ТРЕНИЯ ДЛЯ ПРИДАНИЯ ЕЙ ИЗНОСОСТОЙКИХ И АНТИФРИКЦИОННЫХ СВОЙСТВ | 2006 |
|
RU2319790C1 |
| ГИТЛЕВИЧ А.Е | |||
| и др | |||
| Электроискровое легирование металлических поверхностей | |||
| Под редакцией Петрова Ю.Н., Кишинев: Штиинца, 1985, с | |||
| Устройство для усиления микрофонного тока с применением самоиндукции | 1920 |
|
SU42A1 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТИ ДЕТАЛИ УЗЛА ТРЕНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2119552C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗНОСОСТОЙКОГО И АНТИФРИКЦИОННОГО ПОКРЫТИЯ РАБОЧЕЙ ПОВЕРХНОСТИ ДЕТАЛИ | 2014 |
|
RU2549810C1 |
| Способ изготовления деталей с антифрикционным покрытием и состав антифрикционного покрытия | 1986 |
|
SU1456283A1 |
| WO 2017202233 A1, 30.11.2017. | |||

