Изобретение относится преимущественно к электрическим методам обработки и может быть использовано для упрочнения поверхностей различных металлических деталей машин и инструментов.
Известен способ электроискрового нанесения покрытий, при котором покрытие на поверхность детали производят компактным электродом стержневого типа методом безвибрационного легирования через поддержание следящей системой заданной величины эрозионного промежутка с питанием от независимого генератора электрических импульсов. Далее, для уменьшения величины шероховатости покрытия, придания ему большей сплошности, величины относительной опорной длины профиля, микротвердости и увеличения усталостной прочности его подвергают выглаживанию (Упрочнение поверхностей деталей комбинированными способами А.Г. Бойцов, В.Н. Машков, В.А. Смоленцев, Л.А. Хворостунин - М.: Машиностроение, 1991, - с. 127-134).
Сглаживающе-деформирующее воздействие по этому способу приводит к частичному разрушению и удалению части нанесенного покрытия, ввиду значительного трения скольжения между индентором и материалом покрытия. Это обстоятельство сдерживает производительность процесса, т.к. чем выше скорость выглаживания, тем больше разрушения слоя, а ввиду того что электроискровое легирование (ЭИЛ) поверхности и ее последующее выглаживание производятся за два различных перехода, которые не совмещены между собой в пространстве и времени, трудоемкость процесса еще более вырастает и нет возможности подвергать поверхностно-пластическому деформированию (ППД) слой в горячем состоянии сразу после ЭИЛ, что приводит к его разрушению индентором и формированию в поверохностном слое детали растягивающих остаточных напряжений.
Известен также способ электроискрового легирования, при котором нанесение покрытия на поверхность детали производят компактным электродом стержневого типа. Затем обрабоатанный участок подвергается поверхностно-пластическому деформированию путем обкатывания шариком. В этом случае потери на трение меньше, и меньше степень разрушения слоя нанесенного покрытия, и больше возможность формирования заданного микрорельефа упрочняемой поверхности с большей степенью наклепа. Сглаживание рельефа ППД ведет к увеличению относительной опорной длины профиля, что способствует улучшению прирабатываемости, износостойкости, задиростойкости (Михайлюк А.И., Рапопорт Л.С., Гитлевич А. Е. , Иванов А.Н., Фомичева Е.И. Влияние поверхностно-пластической деформации на характеристики электроискровых покрытий на основе железа. Сообщение 2. Формирование рельефа - Электронная обработка материалов, 1991, N 2, с. 17 - 20).
Сглаживающе-деформирующее воздействие шарика в данном случае наряду с пластической деформацией выступов поверхностного слоя будет производить и их разрушение, что будет приводить к удалению части слоя покрытия и повышению затрат бесполезной работы и энергии, затрачиваемых на разрушение слоя. Ввиду того, что легирование и последующее выглаживание поверхности производится в 2 перехода, не совмещенных в пространстве и времени, трудоемкость процесса также велика и нет возможности подвергать ППД слой в горячем состоянии сразу после ЭИЛ, что приводит к снижению эффективности процесса.
Известен также способ электроискрового легирования металлических поверхностей, при котором нанесение покрытия методом ЭИЛ компактными упруго-подвешенными электродами совмещено с последующим пластическим деформированием торцевой поверхностью вращающегося диска. Легирующий электроды при этом имеют общую ось вращения с диском и расположены в его радиальнгых пазах, на который накладывают ультразвуковые колебания (УЗК), а временное отставание пластического деформирования не превышает времени затвердевания переносимых частиц материала электрода. Это позволяет увеличивать твердость, сплошность, уменьшать шероховатость полученного покрытия, повышать производительность обработки, что позволяет повысить эффективность процесса легирования. Электроискровое легирование по данному способу осуществляют устройством, содержащим упруго-подвешенные электроды и дисковый деформирующий элемент с торцевой рабочей поверхностью, закрепленный на введенной в устройство ультразвуковой колебательный системе со стержневым концентратором, в осевой ступенчатой плоскости которого размещен с возможностью осевых перемещений электрододержатель, при этом дегирующие электроды расположены в радиальных пазах, выполненных в диске, а колебательная система подпружинена в направлении обрабатываемого изделия (RU, авт. св. N 2101145, кл. B 23 H 9/100, 1998).
Однако, ввиду относительно больших скоростей скольжения электродов относительно легируемой поверхности и наличия трения скольжения между ними и поверхностью детали, в случае, если твердость материала электрода меньше твердости детали, материал последнего будет намазыаться на поверхность детали, а не переносится искровыми разрядами. В случае применения электродов с твердостью большей твердости материала детали на больших частотах вращения возможно разрушение их рабочих поверхностей под действием динамических нагрузок и автоколебаний, возникающих в процессе работы. Торцевая поверхность диска в процессе поверхностно-пластического деформирования нанесенного покрытия (материала) вследствие трения-скольжения будет быстро изнашиваться, кроме того, ее шероховатость будет быстро возрастать, а относительно малая толщина диска будет способствовать быстрому его разогреву под действием электрических разрядов, теплоты, выделяющейся от трения диска о поверхность детали, теплоты, выделяющейся от подводимой в зону механической энергии в виде ультразвуковых колебаний, а с учетом того, что деформирование покрытия происходит в его разогретом состоянии, резко повышается вероятность приваривания (схватывания) поверхности диска к наносимому покрытию. Это приведет к разрушению как наносимого покрытия, так и поверхности материала диска и к резкому возростанию шероховатости поверхности. Кроме того, при больших размерах диска (≈ 50 мм) и малых толщинах наносимых покрытий, соизмеримых с величиной погрешностей формы упрочняемой поверхности (отклонение от плоскостности, формы заданного профиля и формы заданной поверхности) и с величиной высоты волнистости поверхности, деформирующий элемент (диск) будет не в состоянии копировать последние и, таким образом, часть нанесенного покрытия останется необработанной.
Во время пластического деформирования нанесенного слоя материала торцевой поверхностью диска при определенных режимах работы возможны значительные сдвиги материала покрытия и отчасти поверхностных слоев детали в плоскости относительного взаимного скольжения диска и упрочняемой поверхности, что может првести к формированию в полученном слое покрытия неблагоприятных (растягивающих) остаточных напряжений.
Технической задачей, решаемой изобретением, является повышение эффективности процесса легирования и качества получаемого покрытия за счет замены процесса трения-скольжения на трение-качения как между легирующими электродами, так и деформирующими элементами, с одной стороны, и упрочняемой поверхностью детали, с другой, вследствие чего повышается стойкость инструмента, стабильность ведения процесса упрочнения и стабильность получаемых характеристик поверхностного слоя - шероховатости, волнистости, сплошности, микротвердости, толщины, относительной опорной длины профиля, и будут гарантировано обеспечены благоприятные сжимающие напряжения в нанесенном слое покрытия и материале детали, лежащем близко к поверхности.
Средство достижения поставленной задачи состоит в том, что в известном способе электроискрового легирования, включающем электроэрозионное нанесение покрытия компактными электродами и последующее пластическое упрочнение нанесенного слоя деформирующими элементами, нанесение покрытия осуществляют электродами и деформирующими элементами, выполненными в виде роликов, установленных с возможностью свободного поворота вокруг продольных осей и с возможностью обеспечения в процессе легирования трения качения между цилиндрическимыи поверхностями электродов и деформирующих элементов и поверхностью обрабатыаемой детали. При определенных режимах ведения процесса упрочнения временное отставание пластического деформирования от электроэрозионного покрытия не превышает времени затвердевания переносимых частиц материала электрода, а в поверхностных слоях детали и слоев покрытия гарантировано будет обеспечены сжимающие остаточные напряжения при одновременном отсутствии разрушения слоя покрытия (вырывы и шажирование металла).
Применение вращающихся вокруг своих продольных осей цилиндрических электродов-роликов и деформирующих элементов-роликов позволяет наряду с вышеперечисленными достоинствами повысить и стойкость инструмента, особенно деформирующих элементов-роликов.
Электроискровое легирование по предложенному способу осуществляют устройством, содержащим компактные электроды и деформирующие элементы, выполненные в виде роликов, закрепленные с возможностью свободного поворота вокруг своих осей в дисковом вращающемся корпусе с системой автоматического отключения подачи на него рабочих импульсов, включающей систему металлических зеркал, выполненных с возможностью вращения совместно с дисковым корпусом, фотодатчик, источник тока фотодатчика, усилитель постоянногоы тока, генератор управляющих импульсов и электроннный ключ, расположенный в анодной цепи генератора рабочих импульсов, при этом фотодатчик выполнен в виде светодиода и фотодиода.
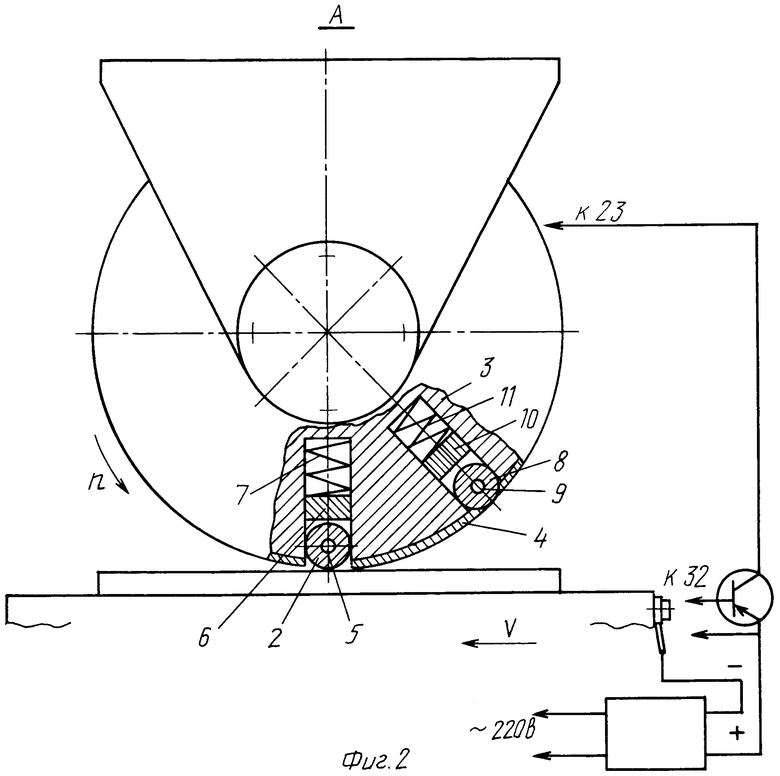
Сущность устройства для реализации предлагаемого способа упрочнения поясняется чертежами: на фиг. 1 показан общий вид устройства; на фиг.2 - вид А; на фиг. 3 - функциональная схема автоматической системы коммутации рабочих импульсов.
Электроразрядный промежуток образован обрабатываемой деталью 1, закрепленной на столе станка и легирующими электродами-роликами 2 цилиндрической формы, размещенных в продольных пазах дискового корпуса 3 и удерживаемых от выпадения наружу обоймой 4 с прорезями. Цилиндрические электроды-ролики удерживаются в рабочем положении с помощью осей 5, которые расположенных в скользящих вилках 6, поджатых пружинами 7. Цилиндрические деформирующие элементы-ролики 8 также расположены в прямоугольных продольных пазах дискового корпуса и удерживаются от выпадения наружу обоймой 4 с прорезями. Деформирующие элементы-ролики удерживаются в рабочем положении с помощью осей 9, которые расположены в скользящих вилках 10, поджатых пружинами 11. Корпус закрыт с обеих сторон металлическими крышками 12 и 13, привернутых винтами. К одной из крышек винтами 14 привернуто подвижное кольцо 15 с прорезями и размещенными на нем металлическими зеркалами 16. Фотодатчик 17 размещен на кронштейне 18, прикрепленном к корпусу 19 устройства. Дисковый корпус 3 установлен с помощью шлицевого соединения на валу 20 и закреплен от осевого перемещения гайкой 21. На вал насажено контактное кольцо 22, к которому пружиной поджата медно-графитовая щетка 23. Вращение на инструмент передается через муфту-изолятор 24 от электродвигателя 25. Концы вала закреплены в подшипниковых опорах 26, 27. Фотодатчик 17 включает в себя светодиод 28 и фотодиод 29. Светодиод питается от источника тока 30. Сигнал, генерируемыйы фотодиодом, поступает в усилитель постоянного тока 31, а от него в генератор управляющих импульсов 32, который контролирует работу электронного ключа 33 (транзистор), расположенного в анодной цепи генератора рабочих импульсов 34, подаваемых на дисковый инструмент с электродами 2.
Устройство работает следующим образом. Корпус 19 устройства закрепляется на суппорте станка с помощью адаптера-изолятора, включается электродвигатель 25 и передает вращение через муфту-изолятор 24 на вал 20, а от него через шлицевое соединение на дисковый корпус 3 инструмента. Вращающийся дисковый корпус подводится до сопрокосновения легирующих и деформирующих роликов с деталью 1 на заданную величину h деформации пружин 7 и 11, именуемой натягом. Величина натяга выбирается из 2-х соображений: 1) необходим некоторый запас на обгорание роликов-электродов без подстройки суппорта в направлении, перпендикулярном поверхности детали; 2) необходимо заданное усилие давления деформирующих роликов на получение покрытие. Под действием центробежных сил и пружин роликовые электроды 2 выдавливаются наружу, в момент касания ролика с поверхностью детали приосходят электрические разряды и часть материала ролика переносится на поверхность детали, следующий за легирующим роликом ролик деформирующий 8 сглаживает и уплотняет полученное покрытие. Рабочие электрические импульсы подаются на роликовые электроды 2 от независимого генератора электрических импульсов 34 по проводам, медно-графитовую щетку 21, латунное контактное кольцо 20, вал 20, дисковый корпус 3, крышки 12 и 13, скользящие вилки 6. В момент деформирования покрытия роликами 8 происходит отключение генератора 34 от инструмента посредством электронного (транзисторного) ключа 33. Управляющие импульсы для ключа формируются с помощью механо-оптоэлекронного устройства следующим образом. Светодиод 28 посылает световое излучение, которое в момент прохождения рядом с ним зеркала 16 отражается от него и падает на фотодиод 29, фототок которого усиливается в усилителе постоянного тока 31 и формирует управляющие импульсы в генераторе 32, которые в свою очередь управляют ключом 33. Пока зеркало находится в зоне действия фотодатчика ключ поддерживает замкнутое состояние цепи питания электродов. После прохождения зеркала фототок уменьшается в фотодиоде и ключ запирается. Для регулировки угла опережения отпирания ключа 33 зеркала 16 могут поворачиваться вместе с кольцом 15, имеющего продольные прорези и стопорные винты 14 как против, так и по ходу вращения инструмента. Время, в течение которого ключ открыт, определяется диаметром зеркала 16, который должен быть не менее диаметра легируемого ролика. Количество зеркал должно соответствовать количеству легирующих роликов. Управление процессом легирования предполагает установление такой частоты вращения инструмента, при которой деформирующие ролики будут успевать уплотнить (обкатать) еще не остывшее нанесенное покрытие.
Частота вращения инструмента, исходя из условия обкатывания незастывшего покрытия, определяется из выражения
где к - коэффициент запаса (1,1 - 1,15), учитывающий необходимое опережение деформации при обработке;
zд - число деформирующих элементов, шт;
tз - время затвердевания нанесенного покрытия, мин.
Время затвердевания tз тем меньше, чем меньше энергии в импульсе, частота следования импульсов, количество материала электрода, перенесенного за один импульс на поверхность детали и чем больше теплопроводность материала последней.
Предлагаемый способ был реализован на базе независимого генератора электрических импульсов, а в качестве несущей системы был использован горизонтально-фрезерный станок, на который с помощью адаптера было установлено реализующее данный способ устройство.
Были проведены сравнительные испытания 3-х устройств, содержащих вращающийся дисковый инструмент с легирующими электродами и деформирующими элементами. Первое устройство моделировало работу прототипа. Второе устройство было базовым, относительно его достигнутых технологических характеристик ведения процесса упрочнения было подвергнуто сравнению устройство, реализующее предлагаемый способ упрочнения. Базовое устройство аналогично по конструкции предлагаемому, но легирующие и деформирующие элементы в нем не могут обкатывать поверхность обрабатываемой детали, а лишь скользят по ней. Упрочнению подвергались стальные образцы из стали марки 65Г с размерами 200х100х10 мм, отшлифованные до Ra = 2.0-2.5 мкм.
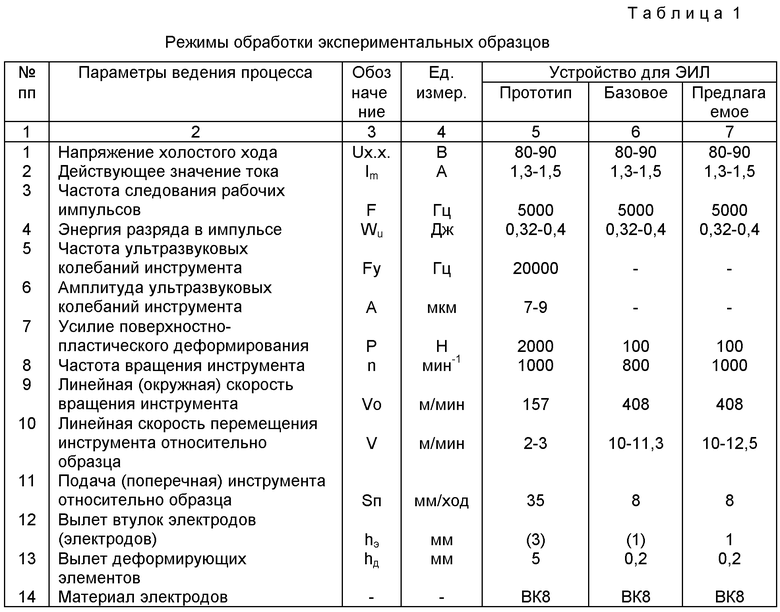
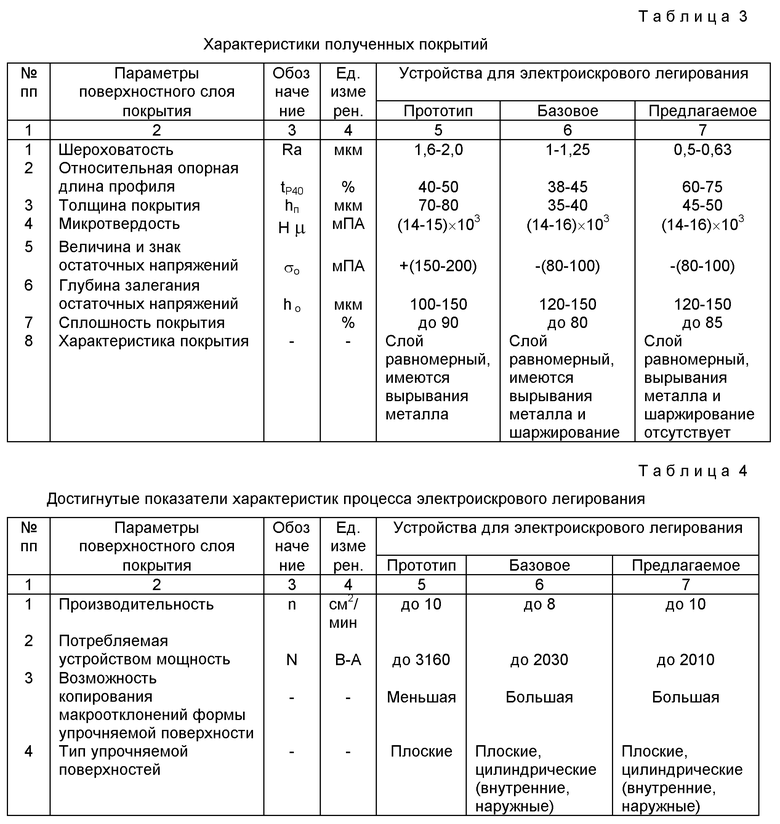
Режим обработки экспериментальных образцов при испытании всех трех устройств для ЭИЛ приведен в табл. 1, технические характеристики этих устройств приведены в табл. 2. Характеристики полученных с помощью этих устройств покрытий приведены в табл. 3, а достигнутые показатели характеристик процесса электроискрового легирования в табл. 4.
Из таблиц 3 и 4 видно, что предлагаемый способ электроискрового легирования поверхностей по многим параметрам не уступает существующим способам упрочнения, а по показателям шероховатости, относительной опорной длине профиля, характеристике покрытия (визуальная оценка качества), знаку остаточных напряжений, потребляемой мощности превосходит их.
Применение устройства позволяет получать качественные покрытия без дефектов поверхностного слоя в виде вырывов и шаржирования металла с низкой шероховатостью поверхности, с гарантированными напряжениями сжатия, что благотворно сказывается на повышении износостойкости деталей машин.
Применение данного способа для получения изностойких и задиростойких покрытий на больших площадях рабочих поверхностей различных деталей машин, например направляющих скольжения, позволяет поднять их срок службы в 1,5-2 раза.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОИСКРОВОГО ЛЕГИРОВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2101145C1 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЙ | 1994 |
|
RU2072282C1 |
| Способ обработки поверхности детали | 2018 |
|
RU2686422C1 |
| СПОСОБ НАНЕСЕНИЯ ТВЕРДЫХ ПОКРЫТИЙ | 2000 |
|
RU2197556C2 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОИСКРОВОГО НАНЕСЕНИЯ ПОКРЫТИЙ | 1995 |
|
RU2093324C1 |
| СПОСОБ УПРОЧНЕНИЯ ИНСТРУМЕНТА | 2003 |
|
RU2239001C1 |
| Способ электроискрового легирования электрических скользящих контактов | 2015 |
|
RU2615420C2 |
| СПОСОБ ФОРМИРОВАНИЯ ПОКРЫТИЯ НА ПОВЕРХНОСТИ ДЕТАЛИ | 2016 |
|
RU2629139C1 |
| СПОСОБ НАНЕСЕНИЯ УПРОЧНЯЮЩЕГО ПОКРЫТИЯ | 2013 |
|
RU2545858C1 |
| СПОСОБ ЭЛЕКТРОИСКРОВОГО НАНЕСЕНИЯ ПОКРЫТИЙ ПРЕИМУЩЕСТВЕННО НА КОНТАКТНЫЕ ПОВЕРХНОСТИ РАЗМЕРНОГО ИНСТРУМЕНТА ДЛЯ ОБРАБОТКИ РЕЗЬБ | 1998 |
|
RU2129480C1 |


Изобретение относится преимущественно к электрическим методам обработки и может быть использовано для упрочнения поверхностей различных металлических деталей машин и инструментов. Повышение эффективности процесса легирования и качества получаемого покрытия достигается за счет обеспечения трения качения как между легирующими электродами, так и деформирующими элементами, с одной стороны, и упрочняемой поверхностью детали, с другой. Для этого в дисковом вращающемся корпусе устройства имеется система автоматического отключения подачи на него рабочих импульсов. На дисковом корпусе закреплены с возможностью свободного поворота вокруг своих осей выполненные в виде роликов компактные электроды и деформирующие элементы. 2 с. и 2 з.п. ф-лы, 3 ил. , 4 табл.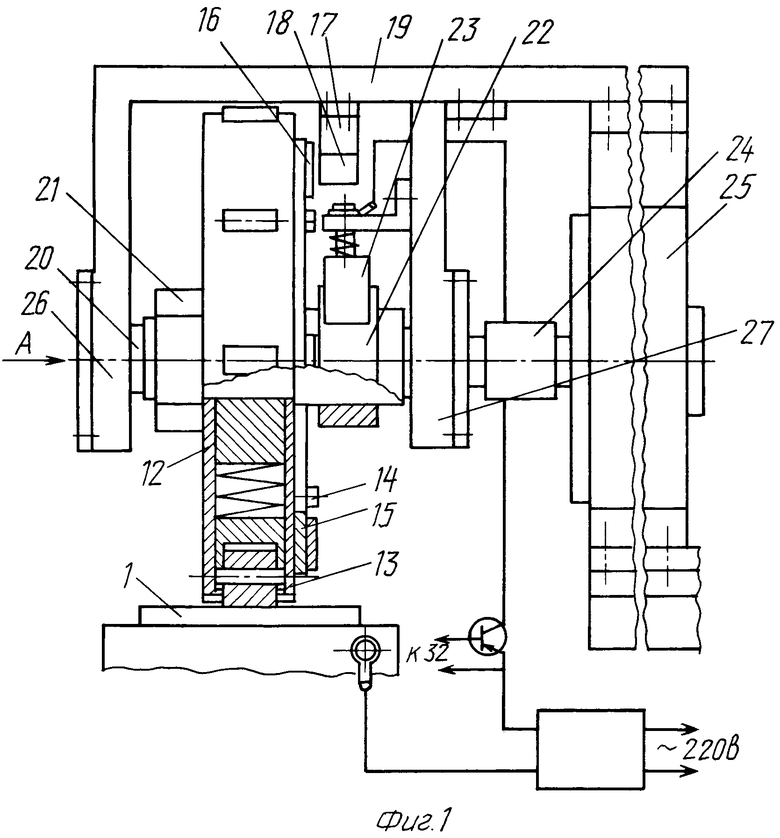
| СПОСОБ ЭЛЕКТРОИСКРОВОГО ЛЕГИРОВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2101145C1 |
| Устройство для электроэрозионного нанесения покрытий из порошков ферромагнитных материалов | 1979 |
|
SU770720A1 |
| Способ получения износостойкогопОКРыТия | 1979 |
|
SU795845A1 |
| Способ электроискрового нанесенияпОКРыТий | 1979 |
|
SU837717A1 |
| Многоэлектродный вращающийся инструмент | 1989 |
|
SU1620231A1 |
| Способ контактного электроэрозионного легирования | 1991 |
|
SU1780952A1 |
| DE 3530249 A1, 26.02.1987. | |||

