Область техники, к которой относится изобретение
[0001]
Настоящее изобретение относится к впитывающему изделию.
Предшествующий уровень техники
[0002]
Известны технические решения для обеспечения изменения формы впитывающего элемента в состоянии при ношении впитывающего изделия, такого как одноразовый подгузник, гигиеническая прокладка и т.д., с целью улучшения прилегаемости и повышения способности к предотвращению утечки в промежностной части. Например, в патентном литературном источнике 1 раскрыт одноразовый подгузник, в котором впитывающий элемент подгузника образован центральным впитывающим элементом и двумя боковыми впитывающими элементами, при этом эластичные элементы, предназначенные для обеспечения подъема боковых впитывающих элементов, размещены с обеих боковых сторон впитывающего элемента. В данном подгузнике боковые впитывающие элементы поднимаются под действием стягивающего усилия, создаваемого эластичными элементами в состоянии при ношении подгузника, и поэтому прилегаемость улучшается вследствие уменьшения ширины в промежностной части, а также посредством поднимающихся боковых впитывающих элементов подавляется боковая утечка.
[0003]
Также были предложены технические решения для улучшения прилегаемости подгузника за счет уменьшения толщины впитывающего элемента. Например, в патентном литературном источнике 2 раскрыт одноразовый подгузник, включающий в себя впитывающий элемент, имеющий два слоя, то есть верхний впитывающий элемент и нижний впитывающий элемент, при этом верхний впитывающий элемент образован из целлюлозы и впитывающего полимера, в то время как нижний впитывающий элемент включает в себя впитывающий полимер, размещенный между двумя листами.
Перечень ссылок
Патентная литература
[0004]
Патентный литературный источник 1: JP 2006-341061A
Патентный литературный источник 2: JP 2018-50987A
Сущность изобретения
[0005]
Впитывающее изделие по настоящему изобретению включает в себя верхний лист, задний лист и впитывающий элемент, расположенный между верхним листом и задним листом.
Верхний лист покрывает поверхность впитывающего элемента, обращенную к коже, и включает в себя две удлиненные части, проходящие наружу в боковом направлении от соответствующих боковых краев впитывающего элемента. Каждая из удлиненных частей загнута в зоне соответствующего бокового края впитывающего элемента и покрывает соответствующую боковую сторону поверхности впитывающего элемента, не обращенной к коже.
Каждая из удлиненных частей присоединена к элементу, расположенному со стороны, не обращенной к коже, и соседнему с впитывающим элементом со стороны поверхности впитывающего элемента, не обращенной к коже.
Впитывающий элемент включает в себя впитывающий лист, включающий в себя первый волокнистый лист и второй волокнистый лист, которые являются одинаковыми или отличаются друг от друга, и частицы впитывающего полимера, размещенные между первым волокнистым листом и вторым волокнистым листом.
Эластичный элемент размещен между впитывающим элементом и верхним листом вдоль каждого из соответствующих боковых краев впитывающего элемента.
Впитывающий элемент выполнен с такой конфигурацией, что при стягивании каждого из эластичных элементов каждая из соответствующих боковых сторон впитывающего элемента может подниматься, при этом место соединения между впитывающим элементом и элементом, расположенным со стороны, не обращенной к коже, служит в качестве базового места.
По меньшей мере впитывающий лист имеется в поднимающихся частях впитывающего элемента, которые могут подниматься при стягивании каждого из эластичных элементов.
Краткое описание чертежей
[0006]
[Фиг. 1] Фиг. 1 представляет собой схематический вид в перспективе натягиваемого подгузника в качестве первого варианта осуществления настоящего изобретения.
[Фиг. 2] Фиг. 2 представляет собой выполненный с частичным вырывом, схематический вид в плане, иллюстрирующий состояние, в котором подгузник, проиллюстрированный на Фиг. 1, раскрыт и расправлен до плоского состояния посредством разделения боковых швов и растягивания эластичных элементов в разных частях.
[Фиг. 3] Фиг. 3 представляет собой схематический вид в разрезе, выполненном в направлении ширины, который иллюстрирует схематическую конфигурацию впитывающего элемента в подгузнике, проиллюстрированном на Фиг. 1
[Фиг. 4] Фиг. 4 представляет собой вид сбоку в разрезе, схематически иллюстрирующий сечение, выполненное по линии IV-IV на Фиг. 2.
[Фиг. 5] Фиг. 5 представляет собой вид сбоку в разрезе, схематически иллюстрирующий сечение, выполненное по линии V-V на Фиг. 2.
[Фиг. 6] Фиг. 6(а) представляет собой увеличенное схематическое изображение, схематически иллюстрирующее состояние впитывающего элемента перед впитыванием жидкости, и Фиг. 6(b) представляет собой увеличенное схематическое изображение, схематически иллюстрирующее состояние впитывающего элемента после впитывания жидкости.
[Фиг. 7] Фиг. 7 представляет собой вид в перспективе, схематически иллюстрирующий состояние в положении сидя при ношении согласно варианту осуществления настоящего изобретения.
[Фиг. 8] Фиг. 8 представляет собой схематическое изображение, иллюстрирующее схематическую конфигурацию модифицированного примера впитывающего элемента.
Описание вариантов осуществления
[0007]
Как описано выше, известны различные технические решения для улучшения прилегаемости в состоянии при ношении подгузника. Однако еще не предложен подгузник, способный сохранять прилегаемость даже после впитывания жидкости, а также способный обеспечивать подавление возникновения ощущения неестественности в состоянии при ношении.
Таким образом, настоящее изобретение относится к впитывающему изделию, которое включает в себя впитывающий элемент, который является мягким даже после впитывания жидкости, и которое может обеспечить подавление возникновения ощущения неестественности в состоянии при ношении.
[0008]
Впитывающее изделие по настоящему изобретению описано ниже в соответствии с предпочтительными вариантами его осуществления со ссылкой на чертежи. Данный вариант осуществления относится к одноразовому подгузнику (также упоминаемому в дальнейшем как «подгузник») как примеру впитывающего изделия. Как проиллюстрировано на Фиг. 1-5, подгузник 1 представляет собой подгузник так называемого натягиваемого типа и включает в себя впитывающий комплект 5, включающий в себя верхний лист 2, задний лист 3 и удерживающий жидкости, впитывающий элемент 4, расположенный между верхним листом и задним листом. Верхний лист 2 является проницаемым для жидкостей. Задний лист 3 является не проницаемыми для жидкостей или минимально проницаемым для жидкостей. Подгузник 1 дополнительно включает в себя наружный покрывающий элемент 10, расположенный со стороны поверхности впитывающего комплекта 5, не обращенной к коже.
Как проиллюстрировано на Фиг. 1 и 2, впитывающий комплект 5 в целом имеет прямоугольную форму на виде в плане, которая является по существу продолговатой в продольном направлении Х подгузника 1. Весь впитывающий комплект закрыт водопроницаемым покрывающим листом (непроиллюстрированным), образованным из тонкой бумаги или водопроницаемого нетканого материала.
Как проиллюстрировано на Фиг. 2, подгузник 1 разделен на переднюю часть А, подлежащую размещению с передней стороны носителя при ношении, заднюю часть В, подлежащую размещению с задней стороны носителя, и промежностную часть С, расположенную между ними.
[0009]
В настоящем Описании «сторона поверхности, не обращенной к коже», означает сторону (поверхность) из передней и задней сторон (поверхностей) каждого элемента, такого как впитывающий комплект и т.д., которая расположена со стороны, противоположной по отношению к стороне кожи носителя, при ношении подгузника. В Описании также используется термин «сторона поверхности, обращенной к коже», который относится к стороне (поверхности) из передней и задней сторон (поверхностей) каждого элемента, которая расположена со стороны кожи носителя при ношении подгузника. «Продольное направление Х» означает направление, параллельное длинной стороне каждого элемента. В описании также используется термин «направление Y ширины», который относится к направлению, ортогональному к продольному направлению Х.
[0010]
Как проиллюстрировано на Фиг. 2, впитывающий комплект 5 имеет прямоугольную форму, продолговатую в продольном направлении, и впитывающий комплект присоединен к части наружного покрывающего элемента 10, центральной в направлении ширины, с помощью известного средства соединения, такого как термоплавкий адгезив, так, что он перекрывает переднюю часть А и заднюю часть В и его продольное направление Х соответствует продольному направлению Х подгузника. Как проиллюстрировано на Фиг. 1, два боковых шва образованы посредством соединения обеих боковых сторон наружного покрывающего элемента 10 в части, расположенной в передней части А, с соответствующими боковыми сторонами в части, расположенной в задней части В, при использовании известного средства соединения, такого как термосварка, высокочастотная сварка, ультразвуковая сварка и т.д. Посредством данного соединения отверстие 7 для талии и два отверстия 8 для ног также образуются в подгузнике 1.
[0011]
Наружный покрывающий элемент 10 образует контур подгузника. На виде в плане оба боковых края наружного покрывающего элемента в зоне, центральной в продольном направлении Х, изогнуты по направлению к центру в направлении Y ширины. Данная зона представляет собой промежностную часть С. Передняя часть А и задняя часть В представляют собой зоны, соответственно проходящие от промежностной части С к передней стороне и задней стороне в продольном направлении Х.
Как проиллюстрировано на Фиг. 2, 4 и 5, наружный покрывающий элемент 10 образован посредством двух листов, образующих наружный покрывающий элемент, и эластичных элементов, закрепленных между данными двумя листами в разных частях. Фиг. 5 представляет собой схематическое изображение, иллюстрирующее естественное состояние, в котором эластичные элементы стянуты. Поясные эластичные элементы 71, которые образуют поясные сборки в периферийной части, образующей край отверстия 7 для талии, эластичные элементы 81 для ног, образующие сборки для ног в соответствующих периферийных частях, образующих края отверстий 8 для ног, и эластичные элементы 91 для бедер, которые образуют сборки для бедер в состоянии, в котором они разделены и расположены с левой и правой сторон бедренной части D (то есть зоны, проходящей от места, находящегося ниже периферийного края отверстия 7 для талии и на расстоянии от него, до верхнего конца отверстий 8 для ног), присоединены и закреплены в растянутом состоянии между наружным листом 11 и внутренним листом 12, которые образуют два листа, образующих наружный покрывающий элемент, с помощью средства соединения, такого как термоплавкий адгезив.
[0012]
Каждый из наружного листа 11 и внутреннего листа 12 предпочтительно образован из воздухопроницаемого нетканого материала. Наружный лист 11 из данных двух листов, который расположен со стороны поверхности, не обращенной к коже, имеет удлиненные части, которые выступают в продольном направлении Х соответственно от переднего и заднего краев внутреннего листа 12, который расположен со стороны поверхности, обращенной к коже. После размещения впитывающего комплекта 5 на внутреннем листе 12 данные удлиненные части загибают по направлению к впитывающему комплекту 5 и прикрепляют к стороне впитывающего комплекта 5 так, чтобы закрыть соответствующие переднюю и заднюю концевые части впитывающего комплекта 5 (соответствующие концы в продольном направлении Х).
[0013]
Как проиллюстрировано на Фиг. 4, верхний лист 2 покрывает поверхность впитывающего элемента 4, обращенную к коже. Кроме того, верхний лист 2 включает в себя две удлиненные части 2а, 2b, удлиненные вбок в направлении Y ширины от соответствующих боковых краев 4с, 4d впитывающего элемента 4, определяемых в направлении Y ширины. Каждая из удлиненных частей 2а, 2b верхнего листа 2 загнута в зоне соответствующего бокового края 4с, 4d впитывающего элемента 4 и покрывает соответствующую боковую сторону 4е, 4f поверхности впитывающего элемента 4, не обращенной к коже. Каждая из удлиненных частей 2а, 2b верхнего листа 2 присоединена к заднему листу 3, который служит в качестве элемента, расположенного со стороны, не обращенной к коже, и соседнего с впитывающим элементом 4 со стороны поверхности впитывающего элемента 4, не обращенной к коже.
Верхний лист 2 присоединен и прикреплен к заднему листу 3 и к соответствующим листам 60, образующим манжеты, защищающие от утечки, в зоне соответствующих боковых краевых частей 21, 21 верхнего листа, посредством чего образуются соединенные/фиксирующие части 67, 67 комплекта, служащие в качестве мест соединения. Каждая соединенная/фиксирующая часть 67 комплекта образована посредством соединения вместе листа 60, образующего манжету, защищающую от утечки, боковой краевой части 21 верхнего листа 2 и заднего листа 3 при использовании известного средства соединения, такого как термосварка, высокочастотная сварка, ультразвуковая сварка, термоплавкий адгезив и т.д.
[0014]
Листы 60, которые образуют манжеты, защищающие от утечки, и впитывающий комплект 5 соединены последовательно со стороны поверхности наружного покрывающего элемента 10, обращенной к коже. Наружный покрывающий элемент 10 соединен с листами 60, образующими манжеты, защищающие от утечки, посредством соединенной/фиксирующей части 13 наружного покрывающего элемента. Соединенная/фиксирующая часть 13 наружного покрывающего элемента расположена дальше снаружи в направлении ширины подгузника, чем соединенные/фиксирующие части 67 комплекта. Для соединения данных элементов может быть использовано средство соединения, такое как термоплавкий адгезив и т.д.
[0015]
Две манжеты 6, 6, защищающие от утечки, образованы с соответствующих сторон впитывающего комплекта 5, определяемых в направлении Y ширины. Каждая манжета 6, защищающая от утечки, образована так, что она проходит вдоль продольного направления Х подгузника и включает в себя лист 60, образующий манжету, защищающую от утечки, множество эластичных элементов 61, образующих манжету, защищающую от утечки, и один эластичный элемент 62, предназначенный для оттягивания манжеты, защищающей от утечки. Лист 60, образующий манжету, защищающую от утечки, присоединен к впитывающему комплекту 5. Эластичные элементы 61, образующие манжету, защищающую от утечки, закреплены в растянутом состоянии вблизи свободного конца каждого листа 60, образующего манжету, защищающую от утечки. Эластичный элемент 62, предназначенный для оттягивания манжеты, защищающей от утечки, закреплен в растянутом состоянии между свободным концом и соединенной/фиксирующей частью 67 комплекта, образующей закрепленный конец манжеты 6, защищающей от утечки. Эластичный элемент 62, предназначенный для оттягивания манжеты, защищающей от утечки, размещен непрерывно на всей протяженности листа 60, образующего манжету, защищающую от утечки, (на всей протяженности манжеты 6, защищающей от утечки) в продольном направлении между эластичными элементами 61, образующими манжету, защищающую от утечки, и предусмотренными в манжете 6, защищающей от утечки, и соединенной/фиксирующей частью 67 комплекта.
[0016]
В представленном варианте осуществления в качестве листа 60, образующего манжету, защищающую от утечки, используется лист с двухслойной структурой, при этом один непрерывный водоотталкивающий лист, имеющий заданную ширину, сложен вдвое вдоль оси складывания, проходящей вдоль продольного направления Х, и два противолежащих слоя соединены, например, посредством термоплавкого адгезива или частичной термосварки, ультразвуковой сварки и т.д. Эластичные элементы 61, образующие манжету, защищающую от утечки, и данный один эластичный элемент 62, предназначенный для оттягивания манжеты, защищающей от утечки, закреплены в растянутом состоянии между слоями данного листа с двухслойной структурой.
[0017]
Как проиллюстрировано на Фиг. 2, как в передней части А, так и в задней части В, - более конкретно, в зоне обеих частей впитывающего комплекта 5, концевых в продольном направлении Х, - каждый лист 60, образующий манжету, защищающую от утечки, контактирует с поверхностью впитывающего комплекта 5, обращенной к коже, в состоянии, в котором он покрывает сторону поверхности впитывающего комплекта 5, обращенной к коже. В частях, отличных от частей, соединенных с впитывающим комплектом 5, каждый лист 60, образующий манжету, защищающую от утечки, находится в состоянии, в котором он не соединен с впитывающим комплектом 5. В результате, как проиллюстрировано на Фиг. 5, манжеты 6, защищающие от утечки, могут подниматься по меньшей мере в промежностной части С. Как описано выше, вблизи свободного конца (то есть того конца листа 60, образующего манжету, защищающую от утечки, который образован складыванием) каждой манжеты 6, защищающей от утечки, множество эластичных элементов 61, образующих манжету, защищающую от утечки, закреплены так, что они проходят на всей протяженности листа 60, образующего манжету, защищающую от утечки, (на всей протяженности манжеты 6, защищающей от утечки) в продольном направлении в состоянии, в котором они размещены рядом друг с другом в направлении Y ширины впитывающего комплекта 5. Данная конфигурация позволяет верхней концевой части каждой поднимающейся манжеты 6, защищающей от утечки, обеспечивать контакт с кожей носителя по плоскости. В результате повышается способность подгузника 1 к плотному прилеганию к телу, посредством чего повышается способность к предотвращению утечки, и при этом обеспечивается возможность мягкого контакта манжет 6, защищающих от утечки, с кожей.
[0018]
В подгузнике 1 эластичный элемент 9 размещен между впитывающим элементом 4 и верхним листом 2 вдоль каждого из боковых краев 4с, 4d впитывающего элемента 4. Эластичный элемент 9 закреплен в растянутом состоянии вдоль одного направления и посредством этого размещен с возможностью удлинения (растягивания/стягивания) в данном направлении. Эластичный элемент 9 представляет собой эластичный элемент, предназначенный для обеспечения подъема впитывающего элемента, и, когда подгузник 1 находится в расправленном и раскрытом состоянии, каждый эластичный элемент 9 расположен дальше внутри в направлении ширины подгузника, чем соответствующий эластичный элемент 62 каждой манжеты 6, защищающей от утечки. Таким образом, впитывающий элемент 4 выполнен с такой конфигурацией, что оба боковых края 4е, 4f, определяемых в направлении Y ширины, могут подниматься в промежностной части С. Другими словами, как проиллюстрировано на Фиг. 5, впитывающий элемент 4 выполнен с такой конфигурацией, что боковые стороны 4е, 4f впитывающего элемента 4 могут подниматься при стягивании двух эластичных элементов 9, при этом соответствующие соединенные/фиксирующие части 67, 67 комплекта, то есть места соединения между впитывающим элементом 4 и задним листом 3, служат в качестве базового места.
[0019]
Впитывающий элемент 4 включает в себя впитывающий лист 42 и вспомогательный слой 41, имеющий структуру, отличающуюся от впитывающего листа 42. Как проиллюстрировано на Фиг. 6(а) и 6(b), дополнительно описанных ниже, впитывающий лист 42 включает в себя два листа, то есть первый волокнистый лист 421 и второй волокнистый лист 422, образующие его самые наружные поверхности. Вспомогательный слой 41 наложен на верхнюю поверхность впитывающего листа 42 и размещен на части впитывающего листа 42, центральной в направлении Y ширины. В подгузнике 1 по меньшей мере впитывающий лист 42 имеется в поднимающихся частях впитывающего элемента 4, которые могут подниматься при стягивании каждого эластичного элемента 9. В представленном варианте осуществления каждая «поднимающаяся часть» впитывающего элемента 4 означает часть в зоне, проходящей от соответствующей соединенной/фиксирующей части 67, 67 комплекта до части 2с, 2d верхнего листа 2, расположенной со стороны, наружной в направлении Y ширины, когда впитывающий элемент 4 выступает дальше всего наружу в направлении Y ширины впитывающего элемента 4, как проиллюстрировано на Фиг. 3. Применительно к впитывающему листу 42 каждая «поднимающаяся часть» означает часть, расположенную в пределах прямолинейного интервала L; интервал L определяется от места соединения соединенной/фиксирующей части 67, 67 комплекта до каждой части 2с, 2d верхнего листа 2, которая расположена снаружи от соответствующего бокового края 42а, 42b впитывающего листа 42, при этом соответствующий боковой край 42а, 42b, в свою очередь, расположен снаружи от соответствующей соединенной/фиксирующей части 67, 67 комплекта. В представленном варианте осуществления соответствующие боковые края 4е, 4f впитывающего элемента 4 образуют «поднимающиеся части», расположенные в пределах прямолинейного интервала L.
[0020]
В известных одноразовых подгузниках промежностная часть С обычно становится отвисшей и неплотно прилегающей в состоянии при ношении, что затрудняет движения ног и ухудшает комфорт при ношении. Существуют известные технические решения для уменьшения толщины самого впитывающего элемента 4, но отсутствует техническое решение, которое направлено как на уменьшение толщины впитывающего элемента 4, так и на повышение способности боковых сторон 4е, 4f впитывающего элемента 4 к подъему. Кроме того, существуют технические решения для обеспечения подъема боковых сторон 4е, 4f впитывающего элемента 4, но отсутствует техническое решение, которое направлено на устранение ощущения неестественности при ношении после впитывания жидкости посредством использования технических решений, предназначенных для обеспечения малой толщины впитывающего элемента 4.
[0021]
Напротив, в подгузнике 1 по представленному варианту осуществления впитывающий лист 42 имеется на боковых сторонах 4е, 4f, служащих в качестве поднимающихся частей впитывающего элемента 4, которые могут подниматься при стягивании каждого эластичного элемента 9, при этом соответствующие соединенные/фиксирующие части 67, 67 комплекта служат в качестве базового места. Это позволяет подавить изменения толщины обеих боковых сторон 4е, 4f впитывающего элемента 4, определяемых в направлении Y ширины, после впитывания жидкости. Следовательно, поверхность 4а впитывающего элемента 4, расположенная со стороны поверхности, обращенной к коже, и поверхность 4b, расположенная со стороны поверхности, не обращенной к коже, остаются мягкими даже после впитывания жидкости, что позволяет получить подгузник 1, при использовании которого уменьшается вероятность возникновения ощущения неестественности в состоянии при ношении.
[0022]
Кроме того, как проиллюстрировано на Фиг. 7, для каждой манжеты 6, защищающей от утечки, предусмотрен эластичный элемент 62, предназначенный для оттягивания манжеты, защищающей от утечки. Таким образом, зона между свободным концом каждой манжеты 6, защищающей от утечки, на котором имеются эластичные элементы 61, образующие манжету, защищающую от утечки, и соединенной/фиксирующей частью 13 наружного покрывающего элемента, которая образует закрепленный конец, оттягивается по направлению к зоне, окружающей ногу носителя, под действием стягивающего усилия, создаваемого эластичным элементом 62. Следовательно, боковые стороны 4е, 4f впитывающего листа 42, которые образуют боковые стороны впитывающего элемента 4, определяемые в направлении Y ширины, оттягиваются по направлению к соответствующим зонам, окружающим ноги носителя, посредством верхнего листа 2, соединенного с листами 60, образующими манжеты, защищающие от утечки, и могут легко прилегать к ногам носителя. Кроме того, поскольку боковые стороны 4е, 4f впитывающего листа 42 поднимаются и оттягиваются по направлению к зонам, окружающим ноги, вспомогательный слой 41, который расположен в части, центральной в направлении ширины, также оттягивается наружу в направлении ширины, и посредством этого форма вспомогательного слоя 41 становится стабильной (это приводит к улучшению способности к сохранению формы). В результате улучшается ощущение аккуратного прилегания в промежностной части С, а также повышается способность к предотвращению утечки.
[0023]
Кроме того, поскольку соединенная/фиксирующая часть 13 наружного покрывающего элемента расположена дальше снаружи в направлении ширины подгузника, чем соединенная/фиксирующая часть 67 комплекта, при оттягивании наружного покрывающего элемента 10 наружу в направлении ширины под действием стягивающего усилия, создаваемого эластичными элементами 81 для ног, расположенными в зоне отверстий 8 для ног, впитывающий элемент 4 (впитывающий лист 42 и вспомогательный слой 41) также эффективно оттягивается наружу в направлении ширины посредством соединенной/фиксирующей части 13 наружного покрывающего элемента, листов 60, образующих манжеты, защищающие от утечки, и соединенных/фиксирующих частей 67 комплекта. В результате могут быть дополнительно улучшены ощущение аккуратного прилегания и способность к предотвращению утечки в промежностной части С.
[0024]
Поскольку в представленном варианте осуществления вспомогательный слой 41 впитывающего элемента 4, имеющий структуру, отличающуюся от впитывающего листа 42, расположен в зоне Ya между поднимающимися частями (см. Фиг. 3), вспомогательный слой 41 не препятствует подъему боковых сторон 4е, 4f, посредством чего в еще большей степени уменьшается вероятность возникновения ощущения неестественности в состоянии при ношении. Кроме того, поскольку вспомогательный слой 41 впитывает жидкость, количество жидкости, впитанной впитывающим листом 42, мало. Это является предпочтительным, поскольку могут подавляться изменения толщины впитывающего листа 42 после впитывания жидкости, посредством чего достигается очень хорошая способность к сохранению формы и дополнительно подавляется возникновение ощущения неестественности в состоянии при ношении при одновременном гарантировании способности к впитыванию жидкости. Кроме того, как поверхность 4а впитывающего элемента 4, расположенная со стороны поверхности, обращенной к коже, так и поверхность 4b, расположенная со стороны поверхности, не обращенной к коже, остаются мягкими даже после впитывания жидкости, что является предпочтительным, поскольку может быть ослаблено ощущение натирания/трения во время ношения подгузника.
[0025]
Предпочтительно, чтобы жесткость впитывающего элемента 4 в центральной зоне подгузника 1 была задана по меньшей мере в два раза превышающей жесткость впитывающего листа 42 самого по себе. Таким образом, даже когда поднимающиеся части, то есть боковые стороны 4е, 4f, поднимаются вверх в промежностной части С в состоянии при ношении подгузника 1, имеются преимущества, заключающиеся в том, что может быть обеспечена жесткость и может быть обеспечена очень хорошая способность к сохранению формы. Способность к сохранению формы может быть дополнительно повышена посредством задания такой жесткости в центральной зоне подгузника 1, которая предпочтительно в 2,0 раза или более, более предпочтительно в 3,0 раза или более, еще более предпочтительно в 4,0 раза или более превышает жесткость впитывающего листа 42 самого по себе.
[0026]
По соображениям, связанным с улучшением способности к впитыванию жидкости, предпочтительно, чтобы толщина впитывающего листа 42 предпочтительно составляла 0,3 мм или более, более предпочтительно 0,6 мм или более. По соображениям, связанным с улучшением ощущения пользователя при использовании впитывающего изделия, включающего в себя впитывающий лист 42, предпочтительно, чтобы толщина впитывающего листа 42 предпочтительно составляла 4 мм или менее, более предпочтительно 3 мм или менее, еще более предпочтительно 2 мм или менее. Вышеупомянутая толщина впитывающего листа 42 представляет собой толщину всего впитывающего листа, измеренную при приложении давления, составляющего 1,7 кПа.
[0027]
Вспомогательный слой 41 образован, например, посредством стопы волокон, состоящей из синтетического волокна и/или водопоглощающего натурального волокна, или стопы волокон, состоящей из частиц впитывающего полимера и синтетического волокна и/или водопоглощающего натурального волокна. В частности, по соображениям, связанным с повышением впитывающей способности впитывающего полимера 4, предпочтительно, чтобы вспомогательный слой 41 был образован посредством стопы смешанных волокон, включающей в себя вспушенную целлюлозу и частицы впитывающего полимера. В случаях, когда вспомогательный слой 41 образован, например, посредством стопы смешанных волокон, включающей в себя вспушенную целлюлозу и частицы впитывающего полимера, поверхностная плотность впитывающего полимера предпочтительно составляет от 65 до 800 г/м2, более предпочтительно от 70 до 600 г/м2, и поверхностная плотность вспушенной целлюлозы предпочтительно составляет от 80 до 600 г/м2, более предпочтительно от 100 до 400 г/м2.
[0028]
В представленном варианте осуществления предпочтительно, чтобы впитывающий элемент 4 имел большее значение FSR в поднимающихся частях, то есть на боковых сторонах 4е, 4f, чем в части 4g, расположенной между поднимающимися частями. Таким образом, способность центральной части впитывающего элемента 4 к впитыванию жидкости становится большей, чем соответствующая способность боковых сторон 4е, 4f, определяемых в направлении ширины, и, следовательно, очень хорошая способность к сохранению формы может легко сохраняться даже после впитывания жидкости. FSR представляет собой отношение массы впитывающего полимера к массе общего количества материала (-ов), впитывающего (-их) жидкость, во впитывающем листе 42, образующем впитывающий элемент 4, за исключением волокнистых листов 421, 422, и материала (-ов), впитывающего (-их) жидкость, во вспомогательном слое 41, образующем впитывающий элемент 4.
[0029]
По соображениям, связанным с дополнительным усилением данных преимуществ, предпочтительно, чтобы отношение FSR части 4g к FSR боковых сторон 4е, 4f предпочтительно составляло 1,1 или более, более предпочтительно 1,3 или более. Также предпочтительно, чтобы данное отношение предпочтительно составляло 5,0 или менее, более предпочтительно 3,5 или менее. Также предпочтительно, чтобы данное отношение предпочтительно составляло от 1,1 до 5,0, более предпочтительно от 1,3 до 3,5. В данном документе «материал, впитывающий жидкости, во впитывающем листе 42 за исключением волокнистых листов 421, 422» означает впитывающий полимер и волокнистый (-е) материал (-ы) во впитывающем листе 421, 422 за исключением волокнистых листов 421, 422. «Материал, впитывающий жидкости, во вспомогательном слое» означает впитывающий полимер и волокнистый (-е) материал (-ы)), включенный (-е) во вспомогательный слой 41.
[0030]
Когда отношение массы впитывающего полимера, содержащегося во вспомогательном слое 41, к общей массе составляющих материалов вспомогательного слоя 41 задано как PR1 и отношение массы впитывающего полимера, содержащегося во впитывающем листе 42, к общей массе составляющих материалов впитывающего листа 42 задано как PR2, предпочтительно, чтобы отношение (PR2/PR1) значения PR2 к значению PR1 предпочтительно составляло 1,1 или более, более предпочтительно 1,3 или более. Также предпочтительно, чтобы данное отношение предпочтительно составляло 5,0 или менее, более предпочтительно 3,5 или менее. Также предпочтительно, чтобы данное отношение предпочтительно составляло от 1,1 до 5,0, более предпочтительно от 1,3 до 3,5.
[0031]
Предпочтительно, чтобы во впитывающем элементе 4 величина изменения толщины вспомогательного слоя 41 до и после впитывания жидкости была больше, чем величина изменения толщины впитывающего листа 42 до и после впитывания жидкости. Как проиллюстрировано на Фиг. 6(b), при данной конфигурации изменение толщины впитывающего листа 42 после впитывания жидкости может подавляться по сравнению с изменением толщины вспомогательного слоя 41 после впитывания жидкости. В результате поверхность 4а впитывающего элемента 4, расположенная со стороны поверхности, обращенной к коже, и поверхность 4b, расположенная со стороны поверхности, не обращенной к коже, остаются мягкими даже после впитывания жидкости, и это предпочтительно вследствие того, что может быть ослаблено ощущение трения/натирания во время ношения подгузника. Это также предпочтительно, поскольку может быть улучшена способность к сохранению формы в центральной части впитывающего элемента 4.
По соображениям, связанным с дополнительным усилением данных эффектов, предпочтительно, чтобы разность при вычитании величины изменения толщины впитывающего листа 42 из величины изменения толщины вспомогательного слоя 41 предпочтительно составляла 1 мм или более, более предпочтительно 2 мм или более. Также предпочтительно, чтобы разность величины изменения толщины вспомогательного слоя 41 и величины изменения толщины впитывающего листа 42 предпочтительно составляла 20 мм или менее, более предпочтительно 15 мм или менее. Также предпочтительно, чтобы разность величины изменения толщины вспомогательного слоя 41 и величины изменения толщины впитывающего листа 42 предпочтительно составляла от 1 до 20 мм, более предпочтительно от 2 до 15 мм.
[0032]
Величина T0c изменения толщины вспомогательного слоя 41 или впитывающего листа 42 может быть найдена из следующего выражения.
T0c=T0w-T0d
T0w: Толщина вспомогательного слоя 41 или впитывающего листа 42 под нагрузкой 4,9 мН/см2 после впитывания жидкости.
T0d: Толщина вспомогательного слоя 41 или впитывающего листа 42 под нагрузкой 4,9 мН/см2 до впитывания жидкости.
[0033]
Величина T0c изменения толщины впитывающего листа 42 предпочтительно составляет 0,5 мм или более, более предпочтительно 1 мм или более и предпочтительно 25 мм или менее, более предпочтительно 15 мм или менее. Величина T0c изменения толщины предпочтительно составляет от 0,5 до 25 мм, более предпочтительно от 1 до 15 мм.
Толщина T0d впитывающего листа 42 до впитывания жидкости предпочтительно составляет 0,1 мм или более, более предпочтительно 0,3 мм или более и предпочтительно 5 мм или менее, более предпочтительно 3 мм или менее. Толщина T0d до впитывания жидкости предпочтительно составляет от 0,1 до 5 мм, более предпочтительно от 0,3 до 3 мм.
Толщина T0w впитывающего листа 42 после впитывания жидкости предпочтительно составляет 1 мм или более, более предпочтительно 2 мм или более и предпочтительно 30 мм или менее, более предпочтительно 15 мм или менее. Толщина T0w после впитывания жидкости предпочтительно составляет от 1 до 30 мм, более предпочтительно от 2 до 15 мм.
[0034]
Величина T0c изменения толщины вспомогательного слоя 41 предпочтительно составляет 2 мм или более, более предпочтительно 4 мм или более и предпочтительно 45 мм или менее, более предпочтительно 35 мм или менее, и предпочтительно от 2 до 45 мм, более предпочтительно от 4 до 35 мм.
Толщина T0d вспомогательного слоя 41 до впитывания жидкости предпочтительно составляет 1 мм или более, более предпочтительно 3 мм или более и предпочтительно 15 мм или менее, более предпочтительно 12 мм или менее, и предпочтительно от 1 до 15 мм, более предпочтительно от 3 до 12 мм.
Толщина T0w вспомогательного слоя 41 после впитывания жидкости предпочтительно составляет 5 мм или более, более предпочтительно 10 мм или более и предпочтительно 50 мм или менее, более предпочтительно 30 мм или менее, и предпочтительно от 5 до 50 мм, более предпочтительно от 10 до 30 мм.
[0035]
Далее будет описан метод определения величины Т0с изменения толщины до и после впитывания жидкости.
В качестве измерительного устройства используют переносной прибор KES-G5 для испытаний на сжатие от компании Kato Tech Co., Ltd. Образец закрепляют на испытательном столе измерительного устройства. Образец сжимают между кусками фанеры, имеющими круглую плоскую поверхность с площадью 2 см2, для приложения нагрузки 4,9 мН/см2 (= 0,5 гс/см2) к образцу, и в этом состоянии измеряют толщину образца. Скорость сжатия составляет 0,5 мм/с, и максимальная сжимающая нагрузка составляет 490 мН/см2 (= 50 гс/см2).
Для измерения толщины T0d (мм) под нагрузкой 4,9 мН/см2 до впитывания жидкости образец в сухом состоянии используют как он есть в качестве образца для измерений.
Для измерения толщины T0w (мм) под нагрузкой 4,9 мН/см2 после впитывания жидкости образец, находящийся в сухом состоянии, сначала погружают в физиологический солевой раствор на 30 минут и влагу вытирают с образца посредством водопоглощающего листа, такого как KimTowel, до такой степени, чтобы никакая влага не вытекала из образца, и данный образец (то есть образец после впитывания жидкости) используют в качестве образца для измерений.
Величину T0c (мм) изменения толщины до и после впитывания жидкости рассчитывают посредством вычитания (T0w - T0d) толщины T0d (мм) до впитывания жидкости из толщины T0w (мм) после впитывания жидкости.
[0036]
Как проиллюстрировано на Фиг. 3, обеспечивается большая длина L1 вспомогательного слоя 41 вдоль направления Y ширины, чем расстояние L2 между соединенными/фиксирующими частями 67, 67 комплекта. Более конкретно, оба боковых края 41a, 41b вспомогательного слоя 41 выступают в направлении Y ширины от соответствующих соединенных/фиксирующих частей 67, 67 комплекта. Следовательно, вспомогательный слой 41 образован так, что расстояние L3 в направлении Y ширины от бокового края 41a, 41b вспомогательного слоя 41 до части 2c, 2d верхнего листа 2 меньше длины L каждой поднимающейся части.
Предпочтительно, чтобы на боковых сторонах 4e, 4f, определяемых в направлении ширины, которые служат в качестве поднимающихся частей впитывающего элемента 4, впитывающий лист 42 занимал зону, охватывающую по меньшей мере 75% длины поднимающейся части и проходящую внутрь от определяемого в направлении ширины, соответствующего бокового края 4c, 4d впитывающего элемента 4. Другими словами, предпочтительно, чтобы соответствующая боковая сторона 4e, 4f впитывающего элемента, определяемая в направлении ширины, включала в себя зону, в которой имеется впитывающий лист 42, но отсутствует вспомогательный слой 41. Таким образом, может быть гарантирована способность к впитыванию жидкости без воспрепятствования проявлению способности к подъему. По соображениям, связанным с дополнительным усилением данного преимущества, предпочтительно, чтобы выраженная в процентах доля длины, охватываемой впитывающим листом 42, предпочтительно составляла 78% или более, более предпочтительно 82% или более, еще более предпочтительно 85% или более.
[0037]
Как проиллюстрировано на Фиг. 8, вспомогательный слой 41 может иметь углубления 45, служащие в качестве частей с низкой жесткостью, проходящих в продольном направлении Х подгузника 1. В этом случае углубления 45 могут быть образованы во вспомогательном слое 41 так, чтобы они были расположены в зоне Ya между поднимающимися частями впитывающего элемента 4. Во вспомогательном слое 41 места, в которых образованы углубления 45, имеют меньшее количество волокна и впитывающего полимера на единицу площади, чем места, в которых углубление 45 не образовано, и поэтому образуют части с низкой жесткостью, имеющие низкую жесткость. Таким образом, вспомогательный слой 41 может легко деформироваться в направлении Y ширины в промежностной части С при ношении подгузника, и это является предпочтительным, поскольку может быть ослаблено ощущение жесткости при одновременном сохранении способности к сохранению формы.
[0038]
В вышеприведенном варианте осуществления эластичные элементы 9, 9 размещены между верхним листом 2 и впитывающим листом 42, но возможны варианты расположения, отличные от данного варианта осуществления.
[0039]
Далее будет описана конфигурация впитывающего листа 42.
Во впитывающем листе 42 два волокнистых листа 421, 422, которые являются одинаковыми, соединены посредством адгезива 425. В варианте осуществления, проиллюстрированном на Фиг. 6(а) и 6(b), адгезив 425 размещен на той поверхности волокнистого листа 421 и той поверхности волокнистого листа 422, которые обращены к частицам впитывающего полимера 423. Фиг. 6(а) схематически иллюстрирует состояние впитывающего элемента 4 до впитывания жидкости, и Фиг. 6(b) схематически иллюстрирует состояние впитывающего элемента 4 после впитывания жидкости. На данных фигурах стрелка Z обозначает направление толщины впитывающего элемента 4.
[0040]
На виде в плане впитывающего листа 42 в зоне, в которой размещен впитывающий полимер 423, впитывающий полимер 423 размещен в соответствии с конфигурацией, при которой невозможно заметить какой-либо зазор, видимый макроскопически. В данном документе выражение «невозможно заметить какой-либо зазор, видимый макроскопически» означает, что при осмотре невооруженным глазом зоны, в которой распределен впитывающий полимер 423, видно, что впитывающий полимер 423 размещен так, что он равномерно покрывает одну поверхность волокнистого листа, но при осмотре той же зоны с помощью микроскопа допускается непреднамеренное образование промежутков/зазоров между частицами 423 впитывающего полимера. Зазор, как правило, составляет приблизительно 10-1000 мкм. В нижеприведенном описании зазоры между частицами 423 впитывающего полимера, видимые с помощью микроскопа в зоне, в которой распределены частицы 423 впитывающего полимера, упоминаются как «микроскопические зазоры».
[0041]
Зона, в которой распределен впитывающий полимер 423, включает в себя части 427, в которых волокнистые листы 421, 422 соединены непосредственно с помощью адгезива 425 без размещения впитывающего полимера 423 между ними (данные части упоминаются в дальнейшем как «части 427, образующие непосредственное соединение»). Части 427, образующие непосредственное соединение, образованы соответственно в вышеупомянутых микроскопических зазорах. На виде в разрезе вдоль направления Z толщины листа видно, что каждая из частей 427, образующих непосредственное соединение, непосредственно соединяет листы 421, 422 вместе, при этом адгезив 425 образует колоннообразную конфигурацию. Если смотреть на впитывающий лист 42 вдоль направления в плоскости листа, видно, что множество частей 427, образующих непосредственное соединение, образованы регулярно или случайным образом и рассредоточенно. Посредством образования частей 427, образующих непосредственное соединение, впитывающий полимер 423 может удерживаться в заданных местах впитывающего листа 42, и при этом создается возможность проявления способности впитывающего полимера 423 впитывать жидкость в достаточной степени. Части 427, образующие непосредственное соединение, могут быть образованы, например, посредством соответствующего регулирования поверхностной плотности и/или размера частиц впитывающего полимера 423 или количества наносимого адгезива 425 и/или площади, на которой нанесен адгезив 425, как будет дополнительно описано ниже.
[0042]
Предпочтительно, чтобы помимо частей 427, образующих непосредственное соединение, впитывающий лист 42 дополнительно включал в себя части 428, в которых волокнистые листы 421, 422 соединены с помощью адгезива 425 таким образом, что впитывающий полимер 423 находится между волокнистыми листами 421, 422 (данные части упоминаются в дальнейшем как «части 428 с непрямым соединением»). На виде в разрезе впитывающего листа 42 видно, что каждая часть 428 с непрямым соединением имеет такую конфигурацию, что часть первого волокнистого листа 421, на которую нанесен адгезив 425, часть, в которой имеется впитывающий полимер 423, и часть второго волокнистого листа 422, на которую нанесен адгезив 425, перекрывают друг друга в направлении Z толщины листа. При данной конфигурации впитывающий полимер 423 может удерживаться в заданных местах впитывающего листа 42, и посредством этого может быть уменьшено непреднамеренное перемещение или неравномерное распределение впитывающего полимера 423 при одновременном дополнительном повышении способности впитывающего листа 42 к впитыванию жидкости.
[0043]
В качестве адгезива 425 предпочтительно использовать адгезив, обладающий гибкостью, который обеспечивает возможность растягивания в соответствии с изменениями степени набухания, связанными с впитыванием жидкости впитывающим полимером 423. Примеры таких материалов могут включать: адгезивы на акриловой основе, включающие в себя по меньшей мере один тип (со)полимера (например, сополимера этилена и винилацетата) винилового мономера, такого как 2-этилгексилакрилат, бутилакрилат, этилакрилат, цианоакрилат, винилацетат, метилметакрилат и т.д.; адгезивы на силиконовой основе, включающие в себя полимер на основе полидиметилсилоксана и т.д., и адгезивы на основе каучука, такие как адгезивы на основе натурального каучука, включающие в себя натуральный каучук и т.д., адгезивы на основе изопрена, включающие по меньшей мере один тип, выбранный из полиизопрена, хлоропрена и т.д., и адгезивы на стирольной основе, включающие по меньшей мере один тип, выбранный из сополимера стирола и бутадиена (SBR), блок-сополимера стирола и изопрена с чередованием блоков (SIS), блок-сополимера стирола и бутадиена с чередованием блоков (SBS), блок-сополимера стирола и этилена-бутадиена с чередованием блоков (SEBS), блок-сополимера стирола и этилена-пропилена с чередованием блоков (SEPS) и т.д.. Вышеуказанные материалы могут быть использованы сами по себе, или два или более типов могут быть использованы в комбинации. Как проиллюстрировано на Фиг. 6(а) и 6(b), в случаях, когда адгезив 425 нанесен на соответствующие поверхности волокнистых листов 421, 422, обращенные к впитывающему полимеру 423, адгезив, нанесенный на волокнистый лист 421, и адгезив, нанесенный на волокнистый лист 422, могут представлять собой адгезивы одного и того же типа или могут представлять собой адгезивы разных типов.
[0044]
Из вышеуказанных адгезивов предпочтительно использовать адгезив на основе каучука в качестве адгезива 425 и более предпочтительно адгезив на стирольной основе из адгезивов на основе каучука по соображениям, связанным с тем, что такой адгезив имеет очень хорошую гибкость и растяжимость и может сохранять состояние, в котором волокнистые листы 421, 422 непосредственно соединены друг с другом, даже после набухания впитывающего полимера 423, и может также обеспечить воздействие стягивающего усилия для удерживания впитывающего полимера 423 между волокнистыми листами 421, 422.
[0045]
По соображениям, связанным с обеспечением как гибкости адгезива, так и его способности к адгезионному сцеплению с листами, предпочтительно, чтобы адгезив 425 представлял собой термоплавкий адгезив. Термоплавкий адгезив может представлять собой, например, адгезив такого типа, в котором вещество, придающее липкость, такое как кумароноинденовая смола, политерпеновая смола и т.д., пластификатор, такой как парафиновое масло и т.д., и при необходимости антиоксидант, такой как антиоксидант на фенольной основе, антиоксидант на основе амина, антиоксидант на основе фосфора, антиоксидант на основе бензимидазола и т.д., добавлены к адгезивам различных типов, описанным выше.
[0046]
Волокнистый лист, используемый в настоящем изобретении, представляет собой скопление волокон, и его толщина, измеренная при приложении давления, составляющего 1,7 кПа, составляет 5 мм или менее. Толщина волокнистого листа может быть измерена, например, посредством использования лазерного датчика перемещений. Примеры составляющих волокон для волокнистых листов 421, 422 могут включать волокна различных типов, такие как волокна из натуральной целлюлозы, такой как древесная целлюлоза, хлопковая целлюлоза, целлюлозная масса из пеньки и т.д., волокна из модифицированной целлюлозы, такой как мерсеризованная целлюлоза, целлюлоза, подвергнутая химическому сшиванию, и т.д., и синтетические волокна, включающие в себя смолу, такую как полиэтиленовая, полипропиленовая и т.д. Волокнистые листы 421, 422 могут иметь вид бумаги, тканого материала или нетканого материала.
[0047]
Время релаксации адгезива 425, полученное посредством определения вязкоупругости при 50°С, предпочтительно составляет 1 секунду или более, более предпочтительно 2 секунды или более, еще более предпочтительно 3 секунды или более. При использовании адгезива 425, имеющего такой показатель, адгезив может проявлять умеренные гибкость и растяжимость и может обеспечить удерживание в впитывающего полимера в состоянии, в котором волокнистые листы 421, 422 соединены непосредственно друг с другом, даже после набухания впитывающего полимера.
В общем случае «время релаксации» относится к показателю физического свойства, характеризующему степень текучести материала. Чем меньше время релаксации, тем больше вероятность текучести адгезива; это означает, что при растягивании адгезива поверхностное натяжение, действующее на него, обеспечивает утонение растянутой части, в результате чего растянутая часть, скорее всего, будет разрываться. Это может привести к невозможности сохранения соединенного состояния волокнистых листов 421, 422. Авторы изобретения должным образом изучили данную проблему и обнаружили, что существует сильная корреляция между временем релаксации при 50°С и растяжимостью адгезива и что чем более длительным является время релаксации при 50°С, тем меньше вероятность разрыва растянутой части, созданной при растягивании адгезива, что делает такой адгезив соответственно пригодным для настоящего изобретения.
[0048]
Время релаксации адгезива 425 при 50°C, получаемое посредством определения вязкоупругости, рассчитывают как величину, обратную значению tan □, полученному при определении динамической вязкоупругости адгезива 425 в соответствии с нижеуказанными условиями. Более конкретно, используя ротационный реометр (Physica MCR301 от компании Anton Paar), адгезив 425, для которого должны быть выполнены измерения, размещают между приемной пластиной, имеющей круглую форму на виде в плане, которая обеспечивает опору снизу для образца для измерений, и прижимной пластиной, имеющей круглую форму на виде в плане, которая расположена над приемной пластиной напротив нее. В этом состоянии адгезив 425 имеет форму круга на виде в плане и имеет толщину 1,5 мм и диаметр 12 мм. Частоту для измерений задают равной 1 Гц, амплитуду деформации задают равной 0,05%, и скорость охлаждения задают равной 2°C/мин, и измерение выполняют в диапазоне температур от 120°C до -10°C. tan □ представляет собой величину, получаемую делением модуля G'' потерь на динамический модуль G' упругости/модуль G накопления.
[0049]
В случаях, когда адгезив 425, для которого должны быть выполнены измерения, представляет собой составляющий элемент впитывающего листа 42, вышеупомянутое определение вязкоупругости выполняют посредством отбора образца адгезива из впитывающего листа 42 способом экстракции растворителем, описанным ниже, и адгезив, отобранный в качестве образца, используют в качестве образца для измерений. В случаях, когда адгезив 425, для которого должны быть выполнены измерения, не является составляющим элементом впитывающего листа 42 и является неиспользованным, неиспользованный адгезив используют в состоянии как он есть в качестве образца для измерений. Независимо от того, является ли адгезив составляющим элементом впитывающего листа 42 или нет, будет достаточным, если время релаксации адгезива будет находиться в вышеуказанном диапазоне для по меньшей мере одного из данных двух случаев.
[0050]
Способ экстракции растворителем для отбора образца адгезива может быть реализован, например, следующим образом. Сначала впитывающий лист 42, включающий в себя адгезив 425, и растворитель, способный растворять адгезив 425, смешивают в контейнере, таком как лабораторный стакан, и адгезив 425 растворяется в растворителе. После этого твердое содержимое, такое как волокнистый лист и т.д., и раствор адгезива разделяют для отбора раствора адгезива, и раствор адгезива подвергают сушке при пониженном давлении, используя, например, ротационный испаритель, для получения адгезива в твердом состоянии. Адгезив, полученный таким образом, используют в качестве образца для измерений при измерении времени релаксации. Растворитель, используемый для растворения адгезива, может быть выбран соответствующим образом в зависимости от таких факторов, как тип адгезива и т.д. В случаях, когда адгезив, для которого должны быть выполнены измерения, представляет собой термоплавкий адгезив, примеры растворителей, которые могут быть использованы для растворения адгезива, могут включать органический растворитель по меньшей мере одного типа, такой как толуол, метилэтилкетон, гептан и т.д.
[0051]
Во впитывающем листе 42, имеющем вышеуказанную конфигурацию, адгезив 425, который имеется в частях, образующих непосредственное соединение, обеспечивает воздействие умеренной силы соединения между волокнистыми листами 421, 422, которая может удерживать впитывающий полимер 423 от перемещения или выпадения, и посредством этого может обеспечивать удерживание впитывающего полимера 423 в надлежащем месте между волокнистыми листами. Кроме того, поскольку адгезив обеспечивает воздействие умеренной силы соединения, которая обеспечивает возможность набухания впитывающего полимера 423 в достаточной степени, может в достаточной степени проявляться способность впитывающего полимера 423 к впитыванию жидкости.
Поскольку в соответствии с предпочтительным вариантом осуществления настоящего изобретения адгезив 425 является растяжимым, облегчается достижение равновесия между силой, вызывающей растягивание адгезива в частях, образующих непосредственное соединение, и создаваемой за счет набухания впитывающего полимера 423, и силой, вызывающей стягивание адгезива и сопутствующей растягиванию, и, следовательно, существует возможность эффективного воздействия силы соединения, которая может как обеспечить удерживание впитывающего полимера 423 в надлежащем месте, так и гарантировать наличие пространства для набухания впитывающего полимера 423. В результате способность впитывающего листа 42 к впитыванию жидкости может быть дополнительно повышена.
[0052]
По соображениям, связанным с дополнительным усилением вышеупомянутых эффектов, предпочтительно, чтобы динамический модуль G’ упругости адгезива 425/модуль G' накопления при 25°C предпочтительно составлял 10000 Па или более, более предпочтительно 50000 Па или более. Также предпочтительно, чтобы модуль G'' потерь при 25°C предпочтительно составлял 10000 Па или более, более предпочтительно 50000 Па или более. При использовании адгезива 425, имеющего такие показатели, можно обеспечить еще более эффективное воздействие удерживающей силы, которая может обеспечить как удерживание впитывающего полимера в надлежащем месте, так и гарантированное наличие пространства для набухания впитывающего полимера. Модуль G' накопления и модуль G'' потерь могут быть определены, например, таким же методом, как вышеуказанный метод определения вязкоупругости. Модуль G' накопления и модуль G'' потерь могут быть отрегулированы посредством соответствующего изменения, например, состава и/или молекулярной массы базового полимера, содержащегося в адгезиве 425, содержания пластификаторов или тому подобного.
[0053]
Предпочтительно, чтобы адгезив 425 имелся на тех соответствующих поверхностях волокнистых листов 421, 422, которые обращены к впитывающему полимеру 423, а также в промежутках между волокнами, образующими волокнистые листы 421, 422. При данной конфигурации уменьшается вероятность возникновения расслаивания на поверхности контакта между каждым волокнистым листом 421, 422 и адгезивом 425, и в результате этого впитывающий полимер 423 может быть зажат и может удерживаться в течение длительного времени под действием растягивающей/стягивающей силы, создаваемой адгезивом 425, имеющимся в частях 427, образующих непосредственное соединение. Для проверки того, имеется ли адгезив 425 в промежутках между волокнами, образующими волокнистые листы 421, 422, волокнистый лист, для которого должны быть выполнены измерения, может быть разрезан с заданным размером, и его поперечное сечение может быть осмотрено с помощью растрового электронного микроскопа (например, растрового электронного микроскопа JCM-6000 от компании JEOL Ltd.) при увеличении в 50-500 раз.
[0054]
Предпочтительно, чтобы адгезив 425 был нанесен как на поверхность волокнистого листа 421, обращенную к впитывающему полимеру 423, так и на поверхность волокнистого листа 422, обращенную к впитывающему полимеру 423. При данной конфигурации адгезивы, нанесенные на оба волокнистых листа 421, 422, могут соединяться вместе для эффективного образования частей 427, образующих непосредственное соединение, во впитывающем листе 42, а также существует возможность как удерживания впитывающего полимера 423 в надлежащем месте, так и гарантированного наличия пространства для набухания впитывающего полимера 423. Кроме того, адгезив 425 может быть легко предусмотрен в промежутках между волокнами, образующими волокнистые листы 421, 422, что является предпочтительным вследствие того, что может подавляться расслаивание на поверхности контакта между каждым волокнистым листом 421, 422 и адгезивом 425.
[0055]
Как проиллюстрировано на Фиг. 6(а) и 6(b), предпочтительно, чтобы площадь, на которой адгезив 425 нанесен на волокнистом листе 422, была больше площади, на которой адгезив 425 нанесен на волокнистом листе 421. При данной конфигурации впитывающий полимер 423 может равномерно удерживаться на волокнистом листе 422, на котором площадь, на которой нанесен адгезив 425, больше площади, на которой нанесен адгезив 425 на волокнистом листе 421, посредством чего подавляется непреднамеренное перемещение или выпадение впитывающего полимера 423. Кроме того, существует возможность гарантирования проницаемости для жидкостей со стороны волокнистого листа 421, на котором площадь, на которой нанесен адгезив 425, меньше площади, на которой нанесен адгезив 425 на волокнистом листе 422, посредством чего увеличивается скорость впитывания жидкости. Площади, на которых нанесен адгезив на соответствующих волокнистых листах 421, 422, сравнивают посредством наложения волокнистых листов 421, 422, имеющих одинаковые форму и площадь, друг на друга так, чтобы отсутствовала неперекрывающаяся часть данных листов. Площадь, на которой нанесен адгезив 425, может быть определена, например, посредством нанесения окрашивающего тонера и т.д. на поверхность каждого волокнистого листа 421, 422, имеющую прилипший к ней адгезив 425, для того, чтобы сделать части с адгезивом 425 видимыми, и вычисления площади вышеупомянутых частей посредством использования программного обеспечения для обработки изображений и т.д. В случаях, когда трудно провести различие, измерение может быть выполнено после разделения листов посредством использования охлаждающего спрея и т.д.
[0056]
По соображениям, связанным с подавлением непреднамеренного перемещения или выпадения впитывающего полимера 423 и с дополнительным увеличением скорости впитывания жидкости, предпочтительно, чтобы в зоне соединения волокнистого листа 421 с волокнистым листом 422 адгезив 425 был нанесен прерывисто так, чтобы имелись части без нанесения, и чтобы во всей зоне соединения волокнистого листа 422 с волокнистым листом 421 адгезив 425 был нанесен непрерывно без каких-либо зазоров. Также предпочтительно, чтобы поверхность волокнистого листа 421, на которой отсутствует адгезив 425, - то есть наружная поверхность впитывающего листа 42 со стороны волокнистого листа 421, -использовалась в качестве поверхности, принимающей жидкости и служащей в качестве поверхности, на которой впитывающий лист 42 сначала контактирует с жидкостью. «Зона соединения» означает зону, в которой впитывающий полимер 423 размещен в соответствии с конфигурацией, при которой невозможно увидеть какой-либо зазор, видимый макроскопически.
[0057]
Примеры конфигураций с прерывистым нанесением адгезива 425 так, чтобы волокнистый лист 421 имел части без нанесения, могут включать конфигурации со спиральной формой, формой вершины, омегообразной формой, формой завесы и формой полосок.
[0058]
Будет описано взаимное расположение впитывающего полимера 423 и адгезива 425 в направлении Z толщины впитывающего листа 42. Зона, в которой имеется впитывающий полимер 423, соответствует зоне, в которой имеется адгезив 425. Более конкретно, конфигурация может представлять собой по меньшей мере одну из: (а) конфигурации, в которой зона, в которой имеется впитывающий полимер 423, совпадает с зоной, в которой имеется адгезив 425, нанесенный на волокнистый лист 421, но не совпадает с зоной, в которой имеется адгезив 425, нанесенный на волокнистый лист 422, (b) конфигурации, в которой зона, в которой имеется впитывающий полимер 423, совпадает с зоной, в которой имеется адгезив 425, нанесенный на волокнистый лист 422, но не совпадает с зоной, в которой имеется адгезив 425, нанесенный на волокнистый лист 421, и (с) конфигурации, в которой зона, в которой имеется впитывающий полимер 423, совпадает с зоной, в которой имеется адгезив 425, нанесенный на один из волокнистых листов, и данная зона перекрывает зону, в которой имеется адгезив, нанесенный на другой волокнистый лист. В представленном варианте осуществления зона, в которой имеется впитывающий полимер 423, совпадает с зоной волокнистого листа 422, на которой имеется адгезив 425. Кроме того, поскольку адгезив 425 нанесен прерывисто на волокнистый лист 421 так, чтобы имелись части без нанесения, имеется часть, в которой данная зона перекрывает зону, в которой адгезив 425 нанесен на волокнистый лист 421.
[0059]
При рассмотрении тех частей соответствующих волокнистых листов 421, 422, на которых был нанесен адгезив 425, следует указать, что предпочтительно, чтобы первая поверхностная плотность адгезива 425, нанесенного на волокнистый лист 421, была выше второй поверхностной плотности адгезива 425, нанесенного на волокнистый лист 422. При данной конфигурации легко образовать части 427, образующие непосредственное соединение с волокнистым листом 422, посредством адгезива 425, нанесенного на волокнистый лист 421, и впитывающий полимер 423 может удерживаться в надлежащем месте посредством адгезива 425, нанесенного на волокнистый лист 422, и, таким образом, характеристики впитывания жидкости могут быть дополнительно улучшены.
[0060]
Кроме того, предпочтительно, чтобы сумма первой поверхностной плотности и второй поверхностной плотности предпочтительно составляла 500 г/м2 или менее, более предпочтительно 300 г/м2 или менее, еще более предпочтительно 200 г/м2 или менее. Кроме того, сумма первой поверхностной плотности и второй поверхностной плотности предпочтительно составляет 10 г/м2 или более, более предпочтительно 50 г/м2 или более, еще более предпочтительно 80 г/м2 или более. При данной конфигурации уменьшается вероятность воспрепятствования набуханию впитывающего полимера 423 при одновременном повышении способности к удерживанию впитывающего полимера 423 между волокнистыми листами, и поэтому характеристики впитывания жидкости могут быть дополнительно улучшены.
[0061]
По тем же соображениям предпочтительно, чтобы первая поверхностная плотность предпочтительно составляла 400 г/м2 или менее, более предпочтительно 250 г/м2 или менее, еще более предпочтительно 100 г/м2 или менее и в реальности 20 г/м2 или более. Вторая поверхностная плотность предпочтительно составляет 30 г/м2 или менее, более предпочтительно 15 г/м2 или менее, еще более предпочтительно 10 г/м2 или менее и в реальности 2 г/м2 или более.
[0062]
Вышеупомянутые первую поверхностную плотность и вторую поверхностную плотность определяют и рассчитывают только для соответствующих частей, в которых адгезив 425 нанесен на соответствующие волокнистые листы 421, 422. Более конкретно, после отделения волокнистых листов 421, 422 впитывающего листа 42 друг от друга измеряют массу А1 (г) волокнистого листа 421, на который нанесен адгезив 425. Кроме того, часть, на которой имеется адгезив 425, делают видимой посредством нанесения окрашивающего тонера и т.д. на поверхность волокнистого листа 421, имеющую адгезив 425, прилипший к ней, и в этом состоянии суммарную площадь S (м2) вышеупомянутой части, на которой имеется адгезив 425, измеряют, используя программное обеспечение для обработки изображений. После этого волокнистый лист 421 погружают в органический растворитель, и измеряют массу А2 (г) волокнистого листа после растворения прилипшего адгезива 425. Первая поверхностная плотность (г/м2) может быть рассчитана как (A1-A2)/S. Аналогичным образом вторая поверхностная плотность (г/м2) может быть рассчитана так же посредством использования вышеуказанного метода для волокнистого листа 422.
[0063]
Также предпочтительно, чтобы толщина адгезива 425, имеющегося на поверхности волокнистого листа 421, была больше толщины адгезива 425, имеющегося на поверхности волокнистого листа 422. При данной конфигурации легко образовать части 427, образующие непосредственное соединение с волокнистым листом 422, посредством адгезива 425, нанесенного на волокнистый лист 421, и впитывающий полимер 423 может удерживаться в надлежащем месте посредством адгезива 425, нанесенного на волокнистый лист 422, и, таким образом, характеристики впитывания жидкости могут быть дополнительно улучшены.
[0064]
По тем же соображениям предпочтительно, чтобы толщина адгезива 425, имеющегося на поверхности волокнистого листа 421, предпочтительно составляла 20 мкм или более, более предпочтительно 40 мкм или более и предпочтительно 500 мкм или менее, более предпочтительно 300 мкм или менее при условии, что данная толщина больше толщины адгезива 425, имеющегося на поверхности волокнистого листа 422. Кроме того, предпочтительно, чтобы толщина адгезива 425, имеющегося на поверхности волокнистого листа 422, предпочтительно составляла 1 мкм или более, более предпочтительно 3 мкм или более и предпочтительно 20 мкм или менее, более предпочтительно 10 мкм или менее. Толщину адгезива 425, имеющегося на поверхности каждого волокнистого листа 421, 422, можно получить следующим образом. Волокнистый лист, для которого должны быть выполнены измерения, разрезают с заданным размером, и его поперечное сечение осматривают с помощью растрового электронного микроскопа (например, растрового электронного микроскопа JCM-6000 от компании JEOL Ltd.) при увеличении в 50-500 раз. В данном состоянии толщину адгезива 425, выступающего от поверхности контакта волокнистого листа, для которого должны быть выполнены измерения, измеряют в 5 местах, и среднее арифметическое значение толщины получают как толщину (мм) адгезива 425.
[0065]
Во впитывающем листе 42 сопротивление отслаиванию соединения между волокнистыми листами 421, 422 в сухом состоянии предпочтительно составляет 0,1 Н/см или более, более предпочтительно 0,2 Н/см или более, еще более предпочтительно 0,3 Н/см или более и предпочтительно 3 Н/см или менее, более предпочтительно 2 Н/см или менее, еще более предпочтительно 1,5 Н/см или менее. При таком сопротивлении отслаиванию может проявляться достаточная прочность во время использования впитывающего листа 42, а также прочность может сохраняться даже после впитывания жидкости впитывающим листом. «Сухое состояние» означает состояние, при котором содержание воды во впитывающем листе 42, рассчитанное посредством нижеприведенного выражения исходя из изменения массы до и после нагрева листа ночью в среде с температурой 105°C, составляет 20% масс или менее.
Содержание воды в процентах (%)=[(«Масса до сушки» - «Масса после сушки»)/«Масса до сушки»]×100
[0066]
Сопротивление отслаиванию может быть определено, например, в соответствии с нижеприведенным методом. Образец для испытаний получают посредством вырезания из впитывающего листа, находящегося в сухом состоянии. Форма образца для испытаний является прямоугольной с длиной в продольном направлении Х впитывающего листа, превышающей 80 мм, и длиной в направлении Y ширины, составляющей 25 мм. Волокнистый лист 421 и волокнистый лист 422 отделяют друг от друга на одном конце образца для испытаний, определяемом в продольном направлении Х, и части, которые были отделены друг от друга, размещают в соответствующих зажимах прибора для испытаний на растяжения для формирования Т-образной конфигурации. В качестве прибора для испытаний на растяжение можно использовать, например, Autograph AG-X от компании Shimadzu Corporation. Расстояние между зажимами составляет 20 мм. Отслаивание выполняют при скорости растягивания, составляющей 300 мм/мин, и измеряют среднее сопротивление усилию при испытании. Измерение выполняют 3 раза, и среднее арифметическое значение среднего сопротивления усилию при испытании получают как сопротивление отслаиванию (единица измерения: Н/25 мм).
[0067]
Предпочтительно, чтобы изменение толщины впитывающего листа 42 при его погружении в физиологический солевой раствор на 30 минут предпочтительно составляло 2 мм или более, более предпочтительно 3 мм или более, еще более предпочтительно 4 мм или более и в реальности 20 мм или менее. Предпочтительно, чтобы изменение толщины впитывающего листа 42 при его погружении в физиологический солевой раствор на 30 минут увеличивалось в пределах вышеуказанного диапазона.
Также предпочтительно, чтобы при отделении волокнистых листов 421, 422 друг от друга после погружения в физиологический солевой раствор на 30 минут число частей, в которых волокнистые листы 421, 422 соединены непосредственно друг с другом с помощью адгезива 425, предпочтительно составляло 1 или более на 1 см2, более предпочтительно 2 или более на 1 см2, еще более предпочтительно 3 или более на 1 см2. При данной конфигурации могут быть повышены как способность впитывающего полимера к набуханию, так способность к фиксации впитывающего полимера, и посредством этого дополнительно улучшается способность к впитыванию жидкости.
[0068]
Предпочтительно, чтобы степень деформации сжатия впитывающего листа 42 в мокром состоянии предпочтительно составляла 25% или более, более предпочтительно 30% или более, еще более предпочтительно 35% или более и в реальности 70% или менее. При данной конфигурации мягкость впитывающего листа 42 может сохраняться даже после впитывания жидкости впитывающим полимером и набухания впитывающего полимера, и поэтому впитывающий лист 42 имеет очень хорошую текстуру на ощупь даже после впитывания жидкости. «Мокрое состояние» означает состояние после погружения впитывающего листа 42, находящегося в сухом состоянии, на 30 минут в физиологический солевой раствор, масса которого в 200 раз превышает массу впитывающего листа 42, и последующего размещения впитывающего листа 42 на сетке и оставления его для выстаивания, и последующего вытирания излишней влаги с волокнистого листа бумагой.
[0069]
Степень деформации сжатия может быть определена, например, с помощью переносного прибора KES-G5 для испытаний на сжатие от компании Kato Tech Co., Ltd. Более конкретно, впитывающий лист с размером 5×5 см погружают на 30 минут в физиологический солевой раствор, масса которого в 200 раз превышает массу впитывающего листа 42, и затем прикрепляют к испытательному столу. Затем впитывающий лист после погружения сжимают между стальными пластинами, каждая из которых имеет круглую плоскую поверхность с площадью 2 см2. Скорость сжатия составляет 20 мкм/с, и максимальная сжимающая нагрузка составляет 490 мН/см2 (= 50 гс/см2). Когда толщина под нагрузкой 4,9 мН/см2 (0,5 гс/см2) определена как толщина T0 (мм) и толщина под нагрузкой 490 мН/см2 (50 гс/см2) определена как толщина Tm (мм), степень (%) деформации сжатия может быть рассчитана как 100×(T0-Tm)/T0.
[0070]
Предпочтительно, чтобы во впитывающем листе 42 поверхность по меньшей мере одного из волокнистых листов 421, 422, на которой адгезив 425 отсутствует, имела структуру с выступами и углублениями. В частности, предпочтительно, чтобы поверхность волокнистого листа 421, на которой адгезив 425 отсутствует, имела структуру с выступами и углублениями, и, кроме того, предпочтительно, чтобы поверхность волокнистого листа 422, на которой адгезив 425 отсутствует, не имела структуры с выступами и углублениями. При данной конфигурации площадь поверхности волокнистого листа может быть увеличена, посредством чего увеличивается площадь контакта с жидкостью. Кроме того, когда впитывающий лист 42 используется вместе с другим элементом, может легко создаваться трение и посредством этого может быть уменьшено смещение из заданного положения.
[0071]
Примеры структуры с выступами и углублениями могут включать структуры, в которых выступы и углубления образованы регулярно или случайным образом и рассредоточенно, и структуры, в которых гребнеобразные выступы и канавки образованы попеременно. В отношении определения того, имеется ли структура с выступами и углублениями или нет, следует указать, что, например, может быть определено, что «имеется структура с выступами и углублениями», в случаях, когда среднее отклонение SMD высоты микронеровностей профиля поверхности, определенное в соответствии с нижеприведенным методом, составляет 5 мкм или более, и может быть определено, что «отсутствует структура с выступами и углублениями», в случаях, когда SMD составляет менее 5 мкм.
[0072]
Метод определения среднего отклонения SMD высоты
микронеровностей профиля поверхности
Среднее отклонение SMD высоты микронеровностей профиля поверхности определяют, используя прибор KES-FB4-AUTO-A (наименование изделия) от компании Kato Tech Co., Ltd. в соответствии с методом, раскрытым в нижеуказанной книге:
Sueo Kawabata, “Standardization and Analysis of Texture Evaluation", 2nd edition, Texture Measurement and Standardization Committee, The Textile Machinery Society of Japan (Jul. 10, 1980).
[0073]
Более конкретно, впитывающий лист 42 используют в состоянии как он есть, или лист 42 разрезают и получают образец для испытаний с размерами 10×10 см. Образец для испытаний размещают на испытательном столе, имеющем плоскую гладкую металлическую поверхность. После этого при использовании контактного элемента, образованного из рояльной проволоки с диаметром 0,5 мм, согнутой с U-образной формой так, чтобы контактный элемент имел ширину 5 мм, контактную поверхность контактного элемента прижимают к образцу для испытаний с усилием 9,8 сН (погрешность: в пределах ±0,49 сН). В этом состоянии образец для испытаний перемещают в горизонтальном направлении на расстояние, составляющее 2 см, с постоянной скоростью 0,1 см/с. Таким образом, образец для испытаний подвергают одноосному нагружению/растяжению с усилием 19,6 сН/см. Контактный элемент находится в состоянии поджима посредством пружины, при этом жесткость пружины составляет 24,5 сН/мм (погрешность: в пределах ±0,98 сН/мм). Резонансная частота составляет 30 Гц или более в состоянии на удалении от контактной поверхности.
[0074]
Полученное путем измерений значение среднего отклонения высоты микронеровностей профиля поверхности выражено как показатель SMD. Вышеуказанное измерение выполняют вдоль направления MD (машинного направления) вдоль одной стороны образца для испытаний и вдоль направления CD (поперечного направления), ортогонального к направлению MD, для получения значения SMD (SMDMD) в направлении MD и значения SMD (SMDCD) в направлении CD. Исходя из полученных значений SMDMD и SMDCD, среднее отклонение SMD (мкм) высоты микронеровностей профиля поверхности рассчитывают посредством нижеприведенного выражения (1). В случаях, когда невозможно получить образец для испытаний с размерами 10×10 см, вычисление выполняют, используя одно значение SMD в направлении MD или в направлении CD.
Выражение (1): Среднее отклонение SMD (мкм) высоты микронеровностей профиля поверхности = {(SMDMD2+SMDCD2)/2}1/2
[0075]
Будет описан впитывающий полимер 423, содержащийся во впитывающем листе 42. Предпочтительно, чтобы поверхностная плотность впитывающего полимера 423 предпочтительно составляла 60 г/м2 или более, более предпочтительно 80 г/м2 или более, еще более предпочтительно 100 г/м2 или более и предпочтительно 700 г/м2 или менее, более предпочтительно 500 г/м2 или менее, еще более предпочтительно 400 г/м2 или менее. При задании поверхностной плотности впитывающего полимера 423 в данном диапазоне можно эффективно изготовить впитывающий лист 42, обеспечивающий как способность к впитыванию жидкостей посредством впитывающего полимера 423, так и способность к удерживанию впитывающего полимера 423 посредством частей 427, образующих непосредственное соединение.
[0076]
По тем же соображениям предпочтительно, чтобы медианный размер частиц впитывающего полимера 423 предпочтительно составлял 800 мкм или менее, более предпочтительно 650 мкм или менее, еще более предпочтительно 500 мкм или менее. По соображениям, связанным с повышением удобства обработки во время изготовления впитывающего листа, предпочтительно, чтобы медианный размер частиц предпочтительно составлял 10 мкм или более, более предпочтительно 100 мкм или более, еще более предпочтительно 150 мкм или более. Медианный размер частиц впитывающего полимера 423 может быть получен с помощью построения интегральной кривой распределения размеров частиц посредством использования измерительного устройства типа лазерного анализатора гранулометрического состава частиц (LA-920 от компании Horiba, Ltd.) и получения медианного размера частиц как диаметра частиц при суммарной доле, составляющей 50%. Условия измерений таковы. Впитывающий полимер 423 добавляют в дисперсионную среду, полученную смешиванием этанола в количестве 90% масс. и дистиллированной воды в количестве 10% масс., так, чтобы концентрация составила 0,1% масс., и жидкую дисперсию подвергают дисперсионной обработке в течение 3 минут посредством перемешивания и внутренних ультразвуковых волн. Жидкую дисперсию с диспергированным полимером затем подвергают измерениям с помощью вышеупомянутого измерительного устройства в соответствии с методом потока для получения медианного размера частиц.
[0077]
Предпочтительно, чтобы степень набухания впитывающего полимера 423, включенного во впитывающий лист 42, предпочтительно составляла 80% или более, более предпочтительно 85% или более, еще более предпочтительно 90% или более. Кроме того, предпочтительно, чтобы сопротивление отслаиванию соединения между волокнистыми листами 421, 422 в мокром состоянии предпочтительно составляло 0,1 Н/25 мм или более, более предпочтительно 0,2 Н/25 мм или более, еще более предпочтительно 0,3 Н/25 мм или более и предпочтительно 2,0 Н/25 мм или менее, более предпочтительно 1,5 Н/25 мм или менее, еще более предпочтительно 1,0 Н/25 мм или менее. При наличии таких степени набухания и сопротивлении отслаиванию могут быть дополнительно повышены способность впитывающего полимера 423 к впитыванию жидкости и прочность листа после впитывания жидкости.
В представленном варианте осуществления впитывающий полимер составляет по меньшей мере 80% от материалов, образующих впитывающий лист 42. В данном документе «материалы, образующие впитывающий лист 42», означают впитывающие материалы за исключением двух волокнистых листов 421, 422. То есть впитывающий полимер образует по меньшей мере 80% масс. от массы материалов, образующих впитывающий лист 42, за исключением волокнистых листов 421, 422.
Другими словами, доля массы впитывающего полимера во впитывающем листе 42 составляет по меньшей мере 80% масс., предпочтительно 85% масс. или более, более предпочтительно 90% масс. или более.
[0078]
Степень набухания впитывающего полимера определяют следующим образом. Из нейлонового тканого материала (продаваемого компанией Sanriki Seisakusho; наименование изделия: нейлоновая сетка; техническая характеристика: 250 меш) вырезают прямоугольник с шириной 15 см и длиной 40 см. Данный прямоугольник складывают пополам в центре, определяемом в продольном направлении, и оба конца подвергают термосварке для получения нейлонового мешка с шириной 15 см (внутренний размер: 14 см) и длиной 20 см. После этого подготавливают два впитывающих листа 42, находящихся в сухом состоянии, и из одной и той же части каждого впитывающего листа вырезают образец для испытаний с размером 10×10 см. Один образец для испытаний размещают в подготовленном нейлоновом мешке так, чтобы он не был согнут, и погружают на 60 минут в физиологический солевой раствор, имеющий массу, которая в 200 раз превышает массу образца для испытаний. После этого образец для испытаний подвергают обезвоживанию посредством центрифугирования при 143×g в течение 10 минут. Измеряют массу X1 (г) образца для испытаний в состоянии, когда он размещен в нейлоновом мешке. После этого, используя охлаждающий спрей и т.д., другой образец для испытаний (в сухом состоянии) разделяют на два волокнистых листа и впитывающий полимер, затем все это размещают в нейлоновом мешке и погружают на 30 минут в физиологический солевой раствор, имеющий массу, которая в 200 раз превышает массу образца для испытаний. После этого образец для испытаний подвергают обезвоживанию посредством центрифугирования при 143×g в течение 10 минут. Измеряют массу X2 (г) образца для испытаний в состоянии, когда он размещен в нейлоновом мешке. Степень (%) набухания рассчитывают как {(X1 - Y1)/(X2 - Y2)} × 100. В данной формуле Y1 и Y2 соответственно выражают массу (г) нейлонового мешка, используемого во время измерения соответствующей массы Х1, Х2, после обезвоживания посредством центрифугирования. Сопротивление отслаиванию соединения между волокнистыми листами 421, 422 в мокром состоянии может быть определено посредством погружения впитывающего листа, для которого должны быть выполнены измерения, в физиологический солевой раствор в соответствии с вышеуказанными условиями для перевода впитывающего листа в мокрое состоянии и посредством последующего определения сопротивления отслаиванию так же, как в случае сухого состояния.
[0079]
Что касается распределения впитывающего полимера 423, имеющегося во впитывающем листе 42, то по соображениям, связанным с подавлением образования непредусмотренных выступов и углублений на всем впитывающем листе 42 после набухания впитывающего полимера 423, предпочтительно, чтобы впитывающий полимер 423 был предусмотрен равномерно в направлении в плоскости листа. «Равномерное размещение» означает, что изменение поверхностной плотности впитывающего полимера 423, определенной в произвольно выбранных частях впитывающего листа, составляет 0,5 или менее, если оно выражено как коэффициент вариации, который определен как отношение среднеквадратического отклонения к среднему арифметическому значению.
[0080]
По соображениям, связанным с дополнительным улучшением характеристики впитывания жидкости в центральной зоне листа и предотвращением выпадения впитывающего полимера из концов листа при одновременном сохранении способности впитывающего полимера к впитыванию жидкости и способности к удерживанию впитывающего полимера, предпочтительно, чтобы количество впитывающего полимера, имеющегося в центральной зоне впитывающего листа 42, было больше количества впитывающего полимера 423, имеющегося в обеих частях впитывающего листа 42, концевых в одном направлении, и, кроме того, предпочтительно, чтобы количество впитывающего полимера, имеющегося в центральной зоне впитывающего листа 42, превышало количество впитывающего полимера 423, имеющегося в периферийной краевой зоне впитывающего листа 42.
[0081]
В случаях, когда количество впитывающего полимера, имеющегося в центральной зоне впитывающего листа 42, превышает количество впитывающего полимера 423, имеющегося в обеих частях впитывающего листа 42, концевых в одном направлении, или в периферийной краевой зоне впитывающего листа 42, предпочтительно, чтобы число частей 427, образующих непосредственное соединение и имеющихся в обеих частях впитывающего листа 42, концевых в одном направлении, или в периферийной краевой зоне впитывающего листа 42, превышало число частей 427, образующих непосредственное соединение, в центральной зоне впитывающего листа 42. В этом случае предпочтительно, чтобы рисунок нанесения адгезива в центральной зоне впитывающего листа 42 был таким же, как рисунок нанесения адгезива в обеих частях впитывающего листа 42, концевых в одном направлении, или в периферийной краевой зоне впитывающего листа 42. При данной конфигурации могут быть достигнуты различные эффекты, такие как возможность легкого выполнения технологической операции при нанесении адгезива в соответствии с одинаковым рисунком на всем впитывающем листе 42, а также увеличение силы адгезионного сцепления в периферийных частях, посредством чего предотвращается высыпание впитывающего полимера из концевых частей.
[0082]
Форма частиц впитывающего полимера 423, используемого в представленном варианте осуществления, не имеет особых ограничений и может представлять собой, например, сферическую форму, форму скопления, форму блока, бочкообразную форму, форму волокон, неупорядоченную форму или комбинацию вышеуказанных форм. По соображениям, связанным с повышением равномерности распределения впитывающего полимера 423 во время изготовления впитывающего листа 42 и обеспечением возможности легкого образования впитывающего листа 42, включающего в себя части 427, образующие непосредственное соединение, предпочтительно использовать частицы впитывающего полимера 423, имеющие одинаковую форму, и, кроме того, предпочтительно, чтобы коэффициент вариации размера частиц впитывающего полимера 423 в гранулометрическом составе составлял 0,5 или менее.
[0083]
Коэффициент вариации размера частиц в гранулометрическом составе может быть определен, например, в соответствии с нижеприведенным методом. Используют измерительное устройство в виде лазерного анализатора гранулометрического состава (LA-920 от компании Horiba, Ltd.). Впитывающий полимер 423 добавляют в дисперсионную среду, полученную смешиванием этанола в количестве 90% масс. и дистиллированной воды в количестве 10% масс., так, чтобы концентрация составила 0,1% масс., и жидкую дисперсию подвергают дисперсионной обработке в течение 3 минут посредством перемешивания и внутренних ультразвуковых волн. После этого для жидкой дисперсии с диспергированным полимером выполняют измерения посредством вышеупомянутого измерительного устройства в соответствии с методом потока для получения среднего арифметического значения размера частиц и среднеквадратического отклонения размера частиц. Показатель, рассчитанный как отношение полученного среднеквадратического отклонения к среднему арифметическому значению, получают в качестве коэффициента вариации.
[0084]
В качестве впитывающего полимера 423, как правило, можно использовать полимер или сополимер акриловой кислоты или соли щелочного металла и акриловой кислоты. Примеры могут включать полиакрилаты и их соли и полиметакрилаты и их соли, при этом конкретные примеры включают неполные натриевые соли поли(акриловой кислоты), такие как Aqualic CA и Aqualic CAW (обе от компании Nippon Shokubai Co., Ltd.).
[0085]
Показатель BR в двух направлениях, которые выбраны произвольно из трех направлений, - включающих два направления, которые ортогональны друг к другу, и еще одно направление, пересекающееся с данными двумя направлениями, но не ортогональное к ним, - предпочтительно составляет 5 мм-1 или менее, более предпочтительно 4,8 мм-1 или менее, еще более предпочтительно 4,5 мм-1 или менее. Отсутствует конкретный нижний предел показателя BR, но по соображениям, связанным со способностью впитывающего элемента 4 к сохранению формы, BR предпочтительно составляет 0,1 мм-1 или более, более предпочтительно 0,3 мм-1 или более. Показатель BR представляет собой степень изменения изгибной жесткости впитывающего листа 42 на единицу изменения толщины до и после впитывания жидкости и рассчитывается посредством нижеприведенного выражения.
BR=(Bw/Bd)/T0c
где Bw: изгибная жесткость впитывающего листа 42 после впитывания жидкости,
Bd: изгибная жесткость впитывающего листа 42 до впитывания жидкости, и
T0c: величина изменения толщины впитывающего листа 42 до и после впитывания жидкости.
[0086]
Метод определения изгибной жесткости:
Для измерения используют машину для испытаний Handle-O-Meter от компании Daiei Kagaku Seiki Mfg. Co., Ltd., соответствующую методу измерений жесткости, предусмотренному в JIS L1096 (Метод испытаний для тканых материалов) (JIS - Японский промышленный стандарт). Из объекта измерений (впитывающего листа 42) вырезают два куска, каждый из которых имеет квадратную форму на виде в плане с шириной 100 мм в направлении, в котором должны выполняться измерения, и длиной 100 мм в направлении, ортогональном к направлению, в котором должны выполняться измерения, и данные два вырезанных куска размещают друг на друге для подготовки образца для испытаний. Ширину паза на испытательном столе машины для испытаний доводят до 10 мм. Образец для испытаний размещают так, чтобы он перекрывал данный паз, и четыре угла образца для испытаний закрепляют на верхней поверхности испытательного стола посредством липкой ленты. При этом образец для испытаний размещают так, чтобы направление образца для испытаний, в котором должны выполняться измерения, соответствовало направлению ширины паза, при этом центр образца для испытаний, определяемый в направлении, в котором должны выполняться измерения, размещают в центре паза, и образец для испытаний будет размещен горизонтально. Пластину, которая отрегулирована так, чтобы она опускалась до места (самого нижнего места), которое находится ниже верхней поверхности испытательного стола на расстоянии от нее, составляющем 7 мм, опускают из места, находящегося над образцом для испытаний, с постоянной скоростью, составляющей 200 мм/мин, и считывают максимальное значение (сН), показанное индикатором (динамометрическим преобразователем), когда пластина прижимает образец для испытаний. Измерение выполняют 5 раз, и рассчитывают среднее значение из измеренных значений для получения изгибной жесткости образца для испытаний. Измерение выполняют при температуре внутри помещения (23±2°C) при относительной влажности 50±5% RH.
[0087]
Как описано выше, изгибная жесткость Bw представляет собой изгибную жесткость впитывающего листа 42 в одном направлении после впитывания жидкости, и, следовательно, образец для испытаний, используемый в вышеприведенном методе измерения, представляет собой образец для испытаний после впитывания жидкости. Такой образец для испытаний после впитывания жидкости может быть подготовлен в соответствии с нижеуказанной процедурой. Образец для испытаний, находящийся в сухом состоянии, сначала погружают в физиологический солевой раствор на 30 минут, и влагу вытирают водопоглощающим листом, таким как KimTowel, с образца для испытаний в такой степени, чтобы никакая влага не вытекала из него, и данный образец (то есть образец для испытаний после впитывания жидкости) используют в качестве образца для испытаний.
[0088]
Следует отметить, что в случаях, когда элемент, для которого должны выполняться измерения, такой как впитывающий лист 42 впитывающего элемента 4, присоединен к другому элементу посредством адгезива, силу адгезионного сцепления в соединенной части устраняют, например, посредством обдува холодным воздухом с помощью охлаждающего спрея в такой степени, чтобы это не влияло на угол контакта волокна, до извлечения элемента, для которого должны выполняться измерения. Эта процедура является одинаковой для всех измерений в представленном Описании.
[0089]
Степень BR изменения изгибной жесткости на единицу изменения толщины до и после впитывания жидкости служит в качестве показателя состояния распределения впитывающего полимера 423 во впитывающем листе 42. То есть BR представляет собой характеристику, связанную с распределением впитывающего полимера 423. Степень BR изменения изгибной жесткости, составляющая 5 мм-1 или менее, означает, что изменение изгибной жесткости впитывающего листа 42 в одном заданном направлении до и после впитывания жидкости - в частности, изменение изгибной жесткости впитывающего листа 42, что является определяющим фактором для значений Bd и Bw изгибной жесткости, - является малым, и это является показателем того, что впитывающий полимер 423 распределен равномерно во впитывающем листе 42. При задании степени BR изменения изгибной жесткости в вышеуказанном определенном диапазоне, - то есть при равномерном распределении впитывающего полимера 423 во впитывающем листе 42, - характеристика впитывания жидкости впитывающим листом 42 может быть улучшена при одновременном подавлении увеличения толщины впитывающего листа 42, которое связано с впитыванием жидкости, и как очень хорошая гибкость, так и способность к впитыванию жидкости могут обеспечиваться даже после впитывания жидкости. Предпочтительно, чтобы показатель BR в двух направлениях, которые выбраны произвольно из трех направлений, представляющих собой два направления, которые ортогональны друг к другу, и еще одно направление, пересекающееся с данными двумя направлениями, но не ортогональное к ним, предпочтительно составлял 0,1 мм-1 или более, более предпочтительно 0,3 мм-1 или более и предпочтительно 4,8 мм-1 или менее, более предпочтительно 4,5 мм-1 или менее.
[0090]
По соображениям, связанным с более надежным обеспечением эффектов, достигаемых за счет равномерного распределения впитывающего полимера 423 во впитывающем листе 42, предпочтительно, чтобы в заданной зоне впитывающего листа 42, - например, в зоне, расположенной в промежностной части С, - не только степень BR изменения изгибной жесткости в одном направлении, но и также каждая из соответствующих степеней BR изменения изгибной жесткости в множестве направлений находилась в вышеуказанном определенном диапазоне. Более конкретно, предпочтительно, чтобы степень BR изменения изгибной жесткости в каждом из двух направлений, произвольно выбранных из трех произвольно выбранных направлений во впитывающем листе 42, - например, продольного направления Х, бокового направления (направления Y ширины) и наклонного направления D, - находилась в вышеуказанном определенном диапазоне. Кроме того, предпочтительно, чтобы степень BR изменения изгибной жесткости в каждом из данных трех произвольно выбранных направлений в произвольно выбранной зоне впитывающего листа 42 находилась в вышеуказанном определенном диапазоне. «Наклонное направление D» означает произвольно выбранное направление, отличное от продольного направления Х и бокового направления (направления Y ширины), и, как правило, представляет собой направление, проходящее под углом 45 градусов относительно продольного направления Х (и, следовательно, под углом 45 градусов относительно бокового направления Y).
[0091]
Предпочтительно, чтобы изгибная жесткость впитывающего листа 42 в одном направлении до впитывания жидкости, более конкретно, например, в продольном направлении Х, боковом направлении (направлении Y ширины) или наклонном направлении D, предпочтительно составляла 0,1 мН∙см2/см или более, более предпочтительно 0,2 мН∙см2/см или более и предпочтительно 19,6 мН∙см2/см или менее, более предпочтительно 15,0 мН∙см2/см или менее.
[0092]
Настоящее изобретение было описано выше в соответствии с предпочтительными вариантами его осуществления. Однако настоящее изобретение не ограничено конкретными вариантами осуществления, описанными выше, и может быть изменено и/или модифицировано различными способами в пределах объема идеи настоящего изобретения, представленного в формуле изобретения, если в вышеприведенном описании конкретно не указано иное.
[0093]
В связи с вышеприведенными вариантами осуществления в настоящем изобретении дополнительно раскрыты нижеуказанные впитывающие изделия.
{1} Впитывающее изделие, содержащее:
верхний лист;
задний лист; и
впитывающий элемент, расположенный между верхним листом и задним листом,
при этом:
верхний лист покрывает поверхность впитывающего элемента, обращенную к коже, и включает в себя две удлиненные части, проходящие наружу в боковом направлении от соответствующих боковых краев впитывающего элемента;
каждая из удлиненных частей загнута в зоне соответствующего бокового края впитывающего элемента и покрывает соответствующую боковую сторону поверхности впитывающего элемента, не обращенной к коже;
каждая из удлиненных частей присоединена к элементу, расположенному со стороны, не обращенной к коже, и соседнему с впитывающим элементом со стороны поверхности впитывающего элемента, не обращенной к коже;
впитывающий элемент включает в себя впитывающий лист, включающий в себя
- первый волокнистый лист и второй волокнистый лист, которые являются одинаковыми или отличаются друг от друга, и
- частицы впитывающего полимера, размещенные между первым волокнистым листом и вторым волокнистым листом;
эластичный элемент размещен между впитывающим элементом и верхним листом вдоль каждого из соответствующих боковых краев впитывающего элемента;
впитывающий элемент выполнен с такой конфигурацией, что при стягивании каждого из эластичных элементов каждая из соответствующих боковых сторон впитывающего элемента может подниматься, при этом место соединения между впитывающим элементом и элементом, расположенным со стороны, не обращенной к коже, служит в качестве базового места; и
по меньшей мере впитывающий лист имеется в поднимающихся частях впитывающего элемента, которые могут подниматься при стягивании каждого из эластичных элементов.
[0094]
{2} Впитывающее изделие по пункту {1}, в котором впитывающий полимер образует 80% масс. или более от массы материалов, образующих впитывающий лист, за исключением первого волокнистого листа и второго волокнистого листа.
{3} Впитывающее изделие по пункту {1} или {2}, в котором впитывающий элемент дополнительно включает в себя вспомогательный слой, имеющий структуру, отличающуюся от впитывающего листа.
{4} Впитывающее изделие по пункту {3}, в котором во впитывающем элементе вспомогательный слой расположен между поднимающимися частями.
{5} Впитывающее изделие по пункту {4}, в котором жесткость впитывающего элемента в зоне впитывающего изделия, центральной в направлении его ширины, более чем в два раза превышает жесткость впитывающего листа самого по себе.
[0095]
{6} Впитывающее изделие по любому из пунктов {3}-{5}, в котором вспомогательный слой образован стопой смешанных волокон, включающей в себя вспушенную целлюлозу и частицы впитывающего полимера.
{7} Впитывающее изделие по пункту {6}, в котором поверхностная плотность впитывающего полимера во вспомогательном слое предпочтительно составляет от 65 до 800 г/м2, более предпочтительно от 70 до 600 г/м2.
{8} Впитывающее изделие по пункту {6} или {7}, в котором поверхностная плотность вспушенной целлюлозы во вспомогательном слое предпочтительно составляет от 80 до 600 г/м2, более предпочтительно от 100 до 400 г/м2.
{9} Впитывающее изделие по любому из пунктов {6}-{8}, в котором в случае, когда отношение массы впитывающего полимера, содержащегося во вспомогательном слое, к общей массе составляющих материалов вспомогательного слоя задано как PR1 и отношение массы впитывающего полимера, содержащегося во впитывающем листе, к общей массе составляющих материалов впитывающего листа задано как PR2, отношение PR2 к PR1, PR2/PR1, предпочтительно составляет 1,1 или более, более предпочтительно 1,3 или более и предпочтительно 5,0 или менее, более предпочтительно 3,5 или менее, и предпочтительно от 1,1 до 5,0, более предпочтительно от 1,3 до 5,0.
{10} Впитывающее изделие по любому из пунктов {6} - {9}, в котором
впитывающий элемент имеет большее значение FSR в поднимающихся частях, чем в части, расположенной между поднимающимися частями, при этом
FSR представляет собой отношение массы впитывающего полимера к массе материалов, образующих впитывающий элемент (за исключением адгезива (-ов) и волокнистого (-ых) материала (-ов), отличных от волокнистого (-ых) материала (-ов), образующего (образующих) вспомогательный слой).
[0096]
{11} Впитывающее изделие по любому из пунктов {3}-{10}, в котором:
вспомогательный слой включает в себя часть с низкой жесткостью, проходящую в продольном направлении впитывающего изделия; и
во впитывающем элементе часть с низкой жесткостью расположена между поднимающимися частями.
{12} Впитывающее изделие по любому из пунктов {3}-{11}, в котором величина изменения толщины вспомогательного слоя до и после впитывания жидкости больше, чем величина изменения толщины впитывающего листа до и после впитывания жидкости.
{13} Впитывающее изделие по пункту {12}, в котором величина изменения толщины впитывающего листа до и после впитывания жидкости предпочтительно составляет 0,5 мм или более, более предпочтительно 1 мм или более и предпочтительно 25 мм или менее, более предпочтительно 15 мм или менее, и предпочтительно от 0,5 до 25 мм, более предпочтительно от 1 до 15 мм.
{14} Впитывающее изделие по пункту {12} или {13}, в котором величина изменения толщины вспомогательного слоя до и после впитывания жидкости предпочтительно составляет 2 мм или более, более предпочтительно 4 мм или более и предпочтительно 45 мм или менее, более предпочтительно 35 мм или менее, и предпочтительно от 5 до 45 мм, более предпочтительно от 4 до 35 мм.
[0097]
{15} Впитывающее изделие по любому из пунктов {12}-{14}, в котором разность при вычитании величины изменения толщины впитывающего листа из величины изменения толщины вспомогательного слоя предпочтительно составляет 1 мм или более, более предпочтительно 2 мм или более и предпочтительно 20 мм или менее, более предпочтительно 15 мм или менее, и предпочтительно от 1 до 20 мм, более предпочтительно от 2 до 15 мм.
{16} Впитывающее изделие по любому из пунктов {12}-{15}, в котором:
вспомогательный слой имеет углубление, служащее в качестве части с низкой жесткостью, проходящей в продольном направлении впитывающего изделия; и
углубление образовано во вспомогательном слое так, что оно находится между поднимающимися частями впитывающего элемента.
{17} Впитывающее изделие по любому из пунктов {1}-{16}, в котором:
первый волокнистый лист и второй волокнистый лист находятся в несоединенном состоянии в зоне обоих боковых краев впитывающего листа и в ближайших к данным краям зонах впитывающего листа; и
эластичный элемент размещен в части, которая находится в несоединенном состоянии.
{18} Впитывающее изделие по любому из пунктов {1}-{17}, в котором в поднимающейся части впитывающего элемента впитывающий лист занимает зону, охватывающую по меньшей мере 75% длины данной части и проходящую внутрь от бокового края впитывающего элемента.
[0098]
{19} Впитывающее изделие по пункту {18}, в котором процентная доля длины поднимающейся части, охватываемой впитывающим листом, предпочтительно составляет 78% или более, более предпочтительно 82% или более, еще более предпочтительно 85% или более.
{20} Впитывающее изделие по любому из пунктов {1}-{19}, в котором:
во впитывающем листе первый волокнистый лист и второй волокнистый лист соединены вместе посредством адгезива; и
в зоне, в которой размещен впитывающий полимер, впитывающий полимер размещен в соответствии с конфигурацией, при которой невозможно увидеть какой-либо зазор, видимый макроскопически, при этом данная зона включает в себя части, в которых первый волокнистый лист и второй волокнистый лист соединены непосредственно с помощью адгезива без впитывающего полимера, размещенного между ними.
{21} Впитывающее изделие по пункту {20}, в котором
впитывающий лист включает в себя:
- части, в которых первый волокнистый лист и второй волокнистый лист соединены непосредственно с помощью адгезива без впитывающего полимера, размещенного между ними; и
- части, в которых первый волокнистый лист и второй волокнистый лист соединены с помощью адгезива при впитывающем полимере, размещенном между ними.
[0099]
{22} Впитывающее изделие по пункту {20} или {21}, в котором время релаксации адгезива, полученное посредством определения вязкоупругости, составляет 1 секунду или более при 50°С.
{23} Впитывающее изделие по любому из пунктов {20}-{22}, в котором:
площадь, на которой адгезив нанесен на первом волокнистом листе, больше площади, на которой адгезив нанесен на втором волокнистом листе; и
в частях, в которых нанесен адгезив, поверхностная плотность адгезива на втором волокнистом листе выше поверхностной плотности адгезива на первом волокнистом листе.
{24} Впитывающее изделие по любому из пунктов {20}-{23}, в котором адгезив имеет модуль накопления при 25°С, предпочтительно составляющий 10000 Па или более, более предпочтительно 50000 Па или более.
{25} Впитывающее изделие по любому из пунктов {20}-{24}, в котором адгезив имеет модуль потерь при 25°С, предпочтительно составляющий 10000 Па или более, более предпочтительно 50000 Па или более.
{26} Впитывающее изделие по любому из пунктов {20}-{25}, в котором:
в зоне соединения первого волокнистого листа со вторым волокнистым листом адгезив нанесен прерывисто так, что имеются части без нанесения; и
на всей протяженности зоны соединения второго волокнистого листа с первым волокнистым листом адгезив нанесен непрерывно без каких-либо зазоров.
[0100]
{27} Впитывающее изделие по любому из пунктов {20}-{26}, в котором:
сумма первой поверхностной плотности адгезива, нанесенного на первый волокнистый лист, и второй поверхностной плотности адгезива, нанесенного на второй волокнистый лист, предпочтительно составляет 500 г/м2 или менее, более предпочтительно 300 г/м2 или менее, еще более предпочтительно 200 г/м2 или менее; и
сумма данной первой поверхностной плотности и данной второй поверхностной плотности предпочтительно составляет 10 г/м2 или более, более предпочтительно 50 г/м2 или более, еще более предпочтительно 80 г/м2 или более.
{28} Впитывающее изделие по пункту {27}, в котором первая поверхностная плотность предпочтительно составляет 400 г/м2 или менее, более предпочтительно 250 г/м2 или менее, еще более предпочтительно 100 г/м2 или менее и в реальности 20 г/м2 или более.
{29} Впитывающее изделие по пункту {27} или {28}, в котором вторая поверхностная плотность предпочтительно составляет 30 г/м2 или менее, более предпочтительно 15 г/м2 или менее, еще более предпочтительно 10 г/м2 или менее и в реальности 2 г/м2 или более.
{30} Впитывающее изделие по любому из пунктов {20}-{29}, в котором толщина адгезива, имеющегося на поверхности первого волокнистого листа, больше толщины адгезива, имеющегося на поверхности второго волокнистого листа.
{31} Впитывающее изделие по пункту {30}, в котором толщина адгезива, имеющегося на поверхности первого волокнистого листа, предпочтительно составляет 20 мкм или более, более предпочтительно 40 мкм или более и предпочтительно 500 мкм или менее, более предпочтительно 300 мкм или менее.
[0101]
{32} Впитывающее изделие по пункту {30} или {31}, в котором толщина адгезива, имеющегося на поверхности второго волокнистого листа, предпочтительно составляет 1 мкм или более, более предпочтительно 3 мкм или более и предпочтительно 20 мкм или менее, более предпочтительно 10 мкм или менее.
{33} Впитывающее изделие по любому из пунктов {20}-{32}, в котором показатель BR в двух направлениях, выбранных произвольно из трех направлений, которые представляют собой два направления, ортогональные друг к другу, и еще одно направление, пересекающееся с данными двумя направлениями, но не ортогональное к ним, составляет 5,0 мм-1 или менее, при этом
BR представляет собой степень изменения изгибной жесткости впитывающего листа на единицу изменения толщины до и после впитывания жидкости, рассчитанную посредством нижеприведенного выражения (1):
Выражение (1): BR=(Bw/Bd)/T0c,
где Bw: изгибная жесткость впитывающего листа после впитывания жидкости,
Bd: изгибная жесткость впитывающего листа до впитывания жидкости, и
T0c: величина изменения толщины впитывающего листа до и после впитывания жидкости, рассчитанная посредством нижеприведенного выражения (2):
Выражение (2): T0c=T0w - T0d,
где T0w: толщина впитывающего листа под нагрузкой 4,9 мН/см2 после впитывания жидкости, и
T0d: толщина впитывающего листа под нагрузкой 4,9 мН/см2 до впитывания жидкости.
{34} Впитывающее изделие по пункту {33}, в котором степень BR изменения изгибной жесткости предпочтительно составляет 4,8 мм-1 или менее, более предпочтительно 4,5 мм-1 или менее.
{35} Впитывающее изделие по пункту {33} или {34}, в котором степень BR изменения изгибной жесткости предпочтительно составляет 0,1 мм-1 или более, более предпочтительно 0,3 мм-1 или более.
[0102]
{36} Впитывающее изделие по любому из пунктов {33}-{35}, в котором изгибная жесткость впитывающего листа до впитывания жидкости, определяемая в одном направлении, более конкретно, например, в продольном направлении Х, боковом направлении (направлении Y ширины) или наклонном направлении D, предпочтительно составляет 0,1 мН∙см2/см или более, более предпочтительно 0,2 мН∙см2/см или более и предпочтительно 19,6 мН∙см2/см или менее, более предпочтительно 15,0 мН∙см2/см или менее.
{37} Впитывающее изделие по любому из пунктов {1}-{36}, в котором:
манжеты, защищающие от утечки, образованы на соответствующих боковых сторонах впитывающего элемента, проходящих вдоль продольного направления; и
эластичный элемент, предназначенный для оттягивания манжеты, защищающей от утечки, предусмотрен для каждой манжеты, защищающей от утечки.
{38} Впитывающее изделие по пункту {37}, в котором:
манжета, защищающая от утечки, включает в себя лист, образующий манжету, защищающую от утечки;
верхний лист присоединен и прикреплен к заднему листу и соответствующим листам, образующим манжеты, защищающие от утечки, в зоне соответствующих боковых краев, посредством чего образуются соединенные/фиксирующие части комплекта, служащие в качестве мест соединения;
впитывающее изделие включает в себя наружный покрывающий элемент, расположенный со стороны поверхности впитывающего элемента, не обращенной к коже;
наружный покрывающий элемент соединен с листами, образующими манжеты, защищающие от утечки, посредством соединенной/фиксирующей части наружного покрывающего элемента; и
соединенная/фиксирующая часть наружного покрывающего элемента расположена дальше снаружи в направлении ширины впитывающего изделия, чем соединенные/фиксирующие части комплекта.
[0103]
{39} Впитывающее изделие по любому из пунктов {1}-{38}, в котором жесткость в центральной зоне впитывающего изделия предпочтительно по меньшей мере в 2,0 раза, более предпочтительно по меньшей мере в 3,0 раза, еще более предпочтительно по меньшей мере в 4,0 раза превышает жесткость впитывающего листа самого по себе.
{40} Впитывающее изделие по любому из пунктов {1}-{39}, в котором:
первый волокнистый лист и второй волокнистый лист находятся в несоединенном состоянии в зоне обоих боковых краев впитывающего листа и вблизи данных краев; и
эластичный элемент размещен в каждой части, которая находится в несоединенном состоянии.
{41} Впитывающее изделие по любому из пунктов {1}-{40}, в котором во впитывающем листе сопротивление отслаиванию соединения между первым волокнистым листом и вторым волокнистым листом в сухом состоянии предпочтительно составляет 0,1 Н/см или более, более предпочтительно 0,2 Н/см или более, еще более предпочтительно 0,3 Н/см или более и предпочтительно 3 Н/см или менее, более предпочтительно 2 Н/см или менее, еще более предпочтительно 1,5 Н/см или менее.
{42} Впитывающее изделие по любому из пунктов {1}-{41}, в котором степень набухания впитывающего полимера, включенного во впитывающий лист, предпочтительно составляет 80% или более, более предпочтительно 85% или более, еще более предпочтительно 90% или более.
[0104]
{43} Впитывающее изделие по любому из пунктов {1}-{42}, в котором сопротивление отслаиванию соединения между первым волокнистым листом и вторым волокнистым листом в мокром состоянии предпочтительно составляет 0,1 Н/25 мм или более, более предпочтительно 0,2 Н/25 мм или более, еще более предпочтительно 0,3 Н/25 мм или более и предпочтительно 2,0 Н/25 мм или менее, более предпочтительно 1,5 Н/25 мм или менее, еще более предпочтительно 1,0 Н/25 мм или менее.
{44} Впитывающее изделие по любому из пунктов {1}-{43}, в котором толщина впитывающего листа, измеренная при приложении давления, составляющего 1,7 кПа, предпочтительно составляет 0,3 мм или более, более предпочтительно 0,6 мм или более и предпочтительно 4 мм или менее, более предпочтительно 3 мм или менее, еще более предпочтительно 2 мм или менее.
Промышленная применимость
[0105]
В соответствии с настоящим изобретением предложено впитывающее изделие, в котором обе боковые стороны впитывающего элемента являются мягкими даже после впитывания жидкости и при котором ощущение трения, вызываемое движением носителя при ношении изделия, может быть ослаблено.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ | 2021 |
|
RU2782916C1 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ ТИПА ТРУСОВ | 2020 |
|
RU2787497C1 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ ТИПА ТРУСОВ | 2020 |
|
RU2787496C1 |
| ВПИТЫВАЮЩИЙ ЭЛЕМЕНТ И ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ | 2019 |
|
RU2790644C1 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ | 2017 |
|
RU2737448C1 |
| ВПИТЫВАЮЩИЙ ЭЛЕМЕНТ И ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ | 2020 |
|
RU2789888C1 |
| ЛИСТ И СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТА | 2016 |
|
RU2676785C1 |
| Одноразовый подгузник типа трусов | 2015 |
|
RU2632379C1 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ | 2021 |
|
RU2802178C1 |
| ЛИСТООБРАЗНОЕ ИЗДЕЛИЕ И СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТООБРАЗНОГО ИЗДЕЛИЯ | 2016 |
|
RU2675444C1 |

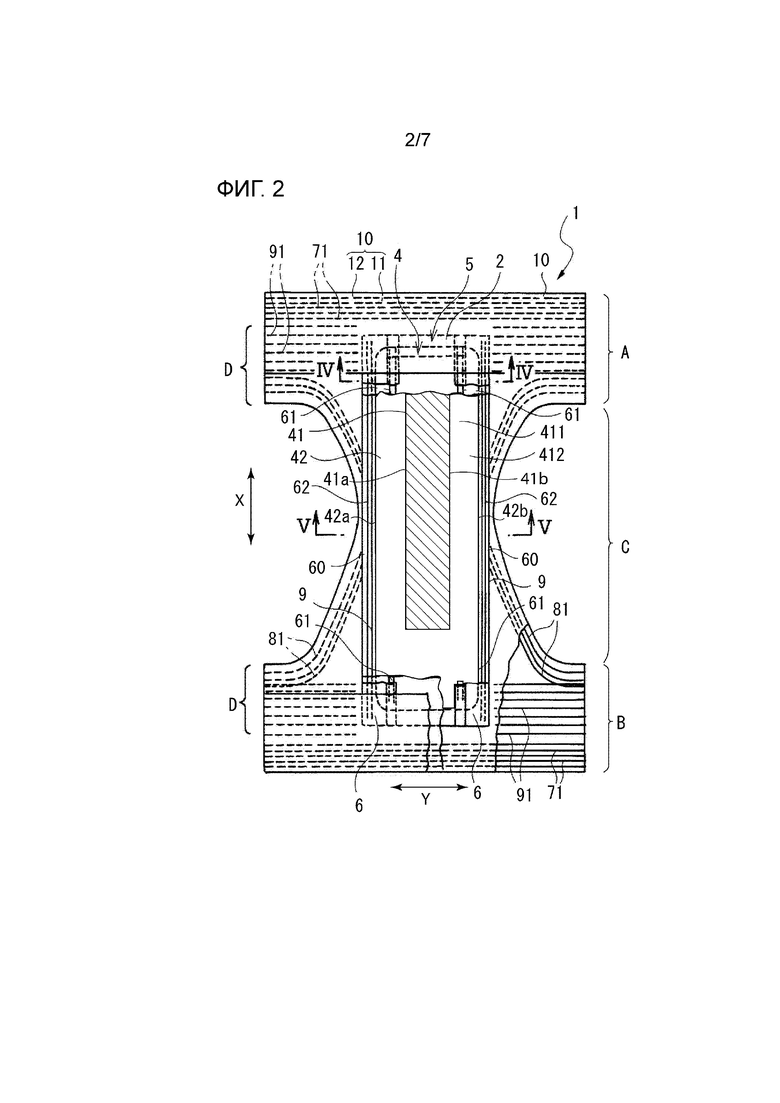


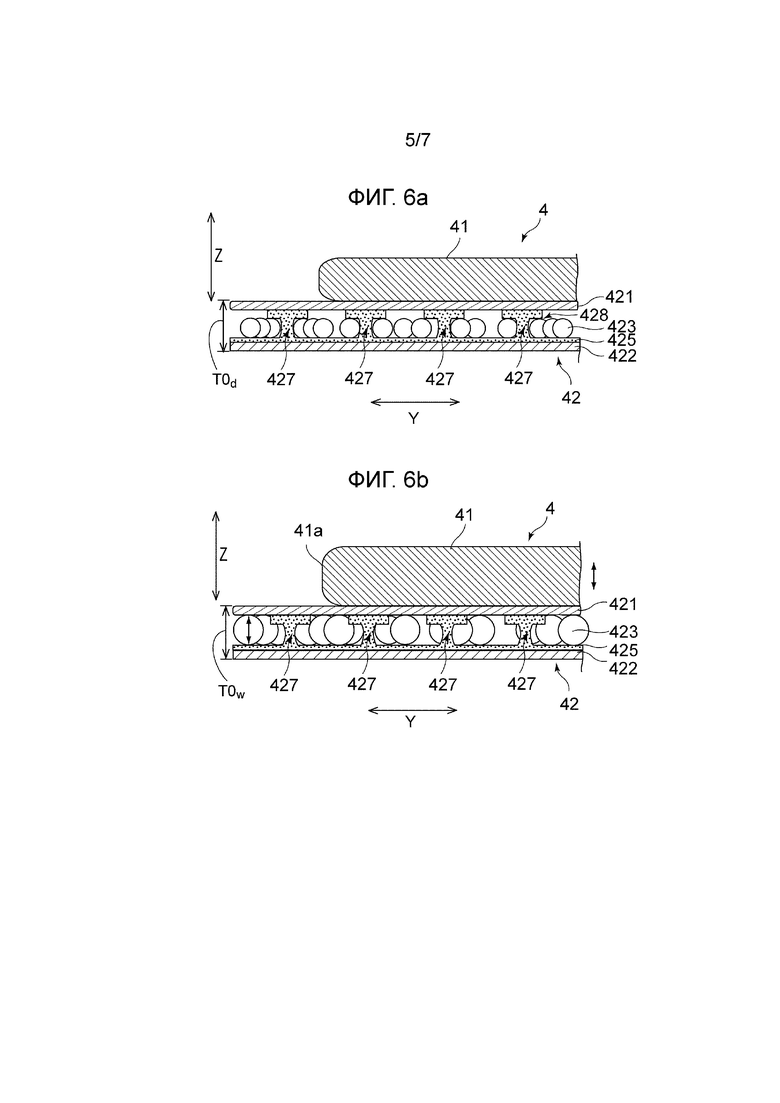

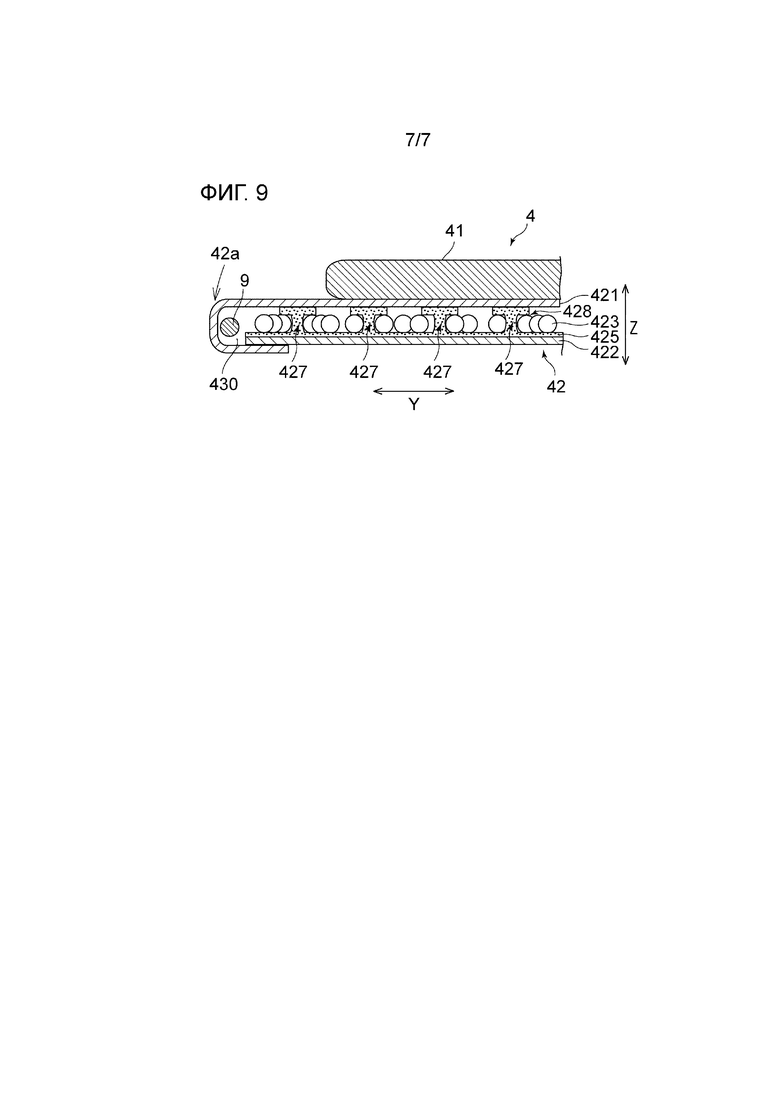
Впитывающий элемент (4) впитывающего изделия (1) включает в себя впитывающий лист (42), включающий в себя два волокнистых листа (421, 422) и частицы впитывающего полимера (423), размещенные между волокнистыми листами. Эластичный элемент (9, 9) размещен между впитывающим элементом (4) и верхним листом (2) вдоль каждого из соответствующих боковых краев впитывающего элемента (4). Впитывающий элемент (4) выполнен с такой конфигурацией, что при стягивании каждого из эластичных элементов (9) каждая из соответствующих боковых сторон впитывающего элемента (4) может подниматься, при этом место (67) соединения между впитывающим элементом (4) и элементом, расположенным со стороны, не обращенной к коже, служит в качестве базового места. Впитывающий лист (42) имеется в поднимающихся частях впитывающего элемента (4), которые могут подниматься при стягивании эластичных элементов (9). 2 н. и 16 з.п. ф-лы, 10 ил.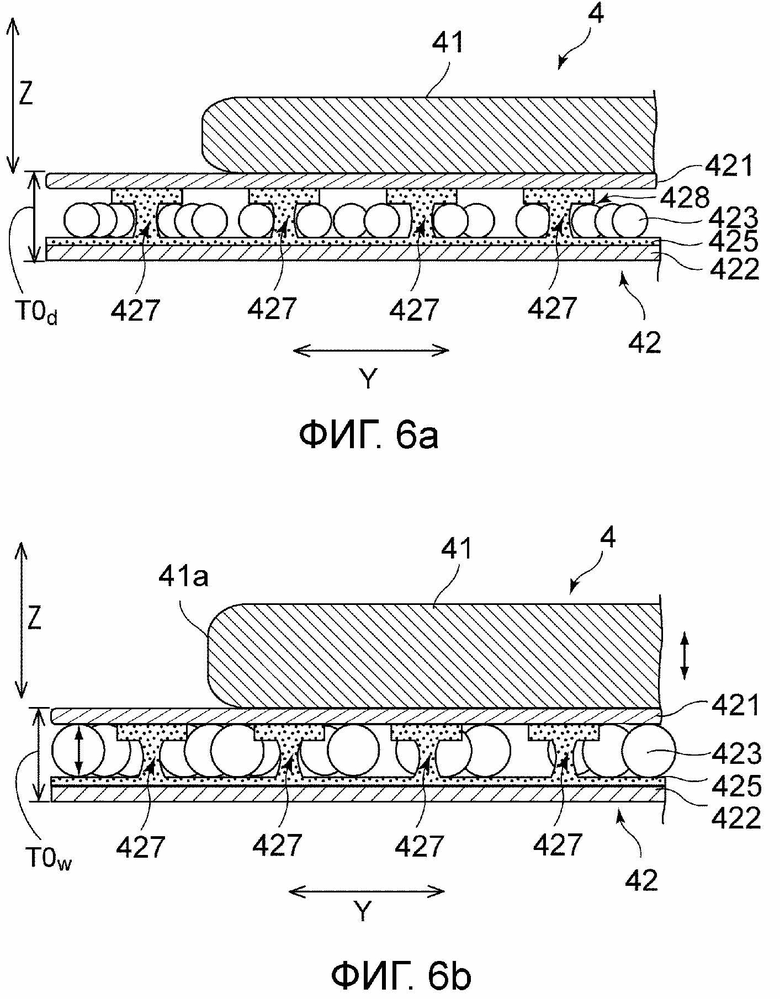
1. Впитывающее изделие, содержащее:
верхний лист, задний лист и впитывающий элемент, расположенный между верхним листом и задним листом,
при этом:
верхний лист покрывает поверхность впитывающего элемента, обращенную к коже, и включает в себя пару удлиненных частей, проходящих наружу в боковом направлении от соответствующих боковых краев впитывающего элемента;
каждая из удлиненных частей загнута в зоне соответствующего бокового края впитывающего элемента и покрывает соответствующую боковую сторону поверхности впитывающего элемента, не обращенной к коже;
каждая из удлиненных частей присоединена к элементу со стороны, не обращенной к коже, и соседнему с впитывающим элементом со стороны поверхности впитывающего элемента, не обращенной к коже;
впитывающий элемент включает в себя впитывающий лист, включающий в себя
- первый волокнистый лист и второй волокнистый лист, которые являются одинаковыми или отличаются друг от друга, и
- частицы впитывающего полимера, размещенные между первым волокнистым листом и вторым волокнистым листом;
толщина впитывающего листа, измеренная при приложении давления, составляющего 1,7 кПа, составляет от 0,3 до 4 мм;
эластичный элемент размещен между впитывающим элементом и верхним листом вдоль каждого из соответствующих боковых краев впитывающего элемента;
впитывающий элемент выполнен так, что при стягивании каждого из эластичных элементов каждая из соответствующих боковых сторон впитывающего элемента может подниматься, при этом место соединения между впитывающим элементом и элементом со стороны, не обращенной к коже, служит в качестве базового места; и
по меньшей мере впитывающий лист имеется в поднимающихся частях впитывающего элемента, которые могут подниматься при стягивании каждого из эластичных элементов.
2. Впитывающее изделие, содержащее:
верхний лист, задний лист и впитывающий элемент, расположенный между верхним листом и задним листом,
при этом:
верхний лист покрывает поверхность впитывающего элемента, обращенную к коже, и включает в себя пару удлиненных частей, проходящих наружу в боковом направлении от соответствующих боковых краев впитывающего элемента;
каждая из удлиненных частей загнута в зоне соответствующего бокового края впитывающего элемента и покрывает соответствующую боковую сторону поверхности впитывающего элемента, не обращенной к коже;
каждая из удлиненных частей присоединена к элементу со стороны, не обращенной к коже, и соседнему с впитывающим элементом со стороны поверхности впитывающего элемента, не обращенной к коже;
впитывающий элемент включает в себя впитывающий лист, включающий в себя
- первый волокнистый лист и второй волокнистый лист, которые являются одинаковыми или отличаются друг от друга, и
- частицы впитывающего полимера, размещенные между первым волокнистым листом и вторым волокнистым листом;
во впитывающем листе первый волокнистый лист и второй волокнистый лист соединены вместе посредством адгезива; и
в зоне, в которой размещен впитывающий полимер, впитывающий полимер размещен в соответствии с конфигурацией, при которой не наблюдается видимого макроскопически зазора, и, при этом данная зона включает в себя части, в которых первый волокнистый лист и второй волокнистый лист соединены непосредственно с помощью адгезива без размещения между ними впитывающего полимера,
эластичный элемент размещен между впитывающим элементом и верхним листом вдоль каждого из соответствующих боковых краев впитывающего элемента;
впитывающий элемент выполнен так, что при стягивании каждого из эластичных элементов каждая из соответствующих боковых сторон впитывающего элемента может подниматься, при этом место соединения между впитывающим элементом и элементом со стороны, не обращенной к коже, служит в качестве базового места; и
по меньшей мере впитывающий лист имеется в поднимающихся частях впитывающего элемента, которые могут подниматься при стягивании каждого из эластичных элементов.
3. Впитывающее изделие по п.1 или 2, в котором впитывающий полимер образует 80% масс. или более от массы материалов, образующих впитывающий лист, за исключением первого волокнистого листа и второго волокнистого листа.
4. Впитывающее изделие по п.1 или 2, в котором впитывающий элемент дополнительно включает в себя вспомогательный слой, имеющий структуру, отличающуюся от впитывающего листа.
5. Впитывающее изделие по п.4, в котором во впитывающем элементе вспомогательный слой расположен между поднимающимися частями.
6. Впитывающее изделие по п.5, в котором жесткость впитывающего элемента в зоне впитывающего изделия, центральной в направлении его ширины, превышает в два раза или более жесткость впитывающего листа самого по себе.
7. Впитывающее изделие по п.4, в котором вспомогательный слой образован стопой смешанных волокон, включающей в себя по меньшей мере водопоглощающее натуральное волокно и впитывающий полимер.
8. Впитывающее изделие по п.7, в котором
впитывающий элемент имеет большее значение FSR в поднимающихся частях, чем в части, расположенной между поднимающимися частями, при этом FSR представляет собой отношение массы впитывающего полимера к массе общего количества материала, впитывающего жидкости, во впитывающем листе - за исключением первого волокнистого листа и второго волокнистого листа - и материала, впитывающего жидкости, во вспомогательном слое.
9. Впитывающее изделие по п.4, в котором:
вспомогательный слой включает в себя часть с низкой жесткостью, проходящую в продольном направлении впитывающего изделия; и
во впитывающем элементе часть с низкой жесткостью расположена между поднимающимися частями.
10. Впитывающее изделие по п.4, в котором величина изменения толщины вспомогательного слоя до и после впитывания жидкости больше, чем величина изменения толщины впитывающего листа до и после впитывания жидкости
11. Впитывающее изделие по п.1 или 2, в котором:
первый волокнистый лист и второй волокнистый лист находятся в несоединенном состоянии в зоне обоих боковых краев впитывающего листа и в областях впитывающего листа; и
эластичный элемент размещен в части, которая находится в несоединенном состоянии.
12. Впитывающее изделие по п.1 или 2, в котором в поднимающейся части впитывающего элемента впитывающий лист занимает зону, охватывающую по меньшей мере 75% длины данной части и проходящую внутрь от бокового края впитывающего элемента.
13. Впитывающее изделие по п.1 или 2, в котором:
во впитывающем листе первый волокнистый лист и второй волокнистый лист соединены вместе посредством адгезива; и
в зоне, в которой размещен впитывающий полимер, впитывающий полимер размещен в соответствии с конфигурацией, не наблюдается видимого макроскопически зазора, при этом данная зона включает в себя части, в которых первый волокнистый лист и второй волокнистый лист соединены непосредственно с помощью адгезива без расположения между ними впитывающего полимера.
14. Впитывающее изделие по п.13, в котором
впитывающий лист включает в себя:
- части, в которых первый волокнистый лист и второй волокнистый лист соединены непосредственно с помощью адгезива без размещения между ними впитывающего полимера; и
- части, в которых первый волокнистый лист и второй волокнистый лист соединены с помощью адгезива при впитывающем полимере, размещенном между ними.
15. Впитывающее изделие по п.13, в котором время релаксации адгезива, полученное посредством определения вязкоупругости, составляет 1 секунду или более при 50°С.
16. Впитывающее изделие по п.13, в котором:
площадь, на которой адгезив нанесен на первом волокнистом листе, больше площади, на которой адгезив нанесен на втором волокнистом листе; и
в частях, в которых нанесен адгезив, поверхностная плотность адгезива на втором волокнистом листе выше поверхностной плотности адгезива на первом волокнистом листе.
17. Впитывающее изделие по п.13, в котором показатель BR в двух направлениях, выбранных произвольно из трех направлений, включающих два направления, ортогональные друг к другу, и еще одно направление, пересекающееся с двумя направлениями, но не ортогональное к данным двум направлениям, составляет 5,0 мм-1 или менее, при этом
BR представляет собой степень изменения изгибной жесткости впитывающего листа на единицу изменения толщины до и после впитывания жидкости, рассчитанную посредством нижеприведенного выражения (1):
выражение (1): BR=(Bw/Bd)/T0c,
где Bw: изгибная жесткость впитывающего листа после впитывания жидкости,
Bd: изгибная жесткость впитывающего листа до впитывания жидкости, и
T0c: величина изменения толщины впитывающего листа до и после впитывания жидкости, рассчитанная посредством нижеприведенного выражения (2):
выражение (2): T0c=T0w - T0d,
где T0w: толщина впитывающего листа под нагрузкой 4,9 мН/см2 после впитывания жидкости, и
T0d: толщина впитывающего листа под нагрузкой 4,9 мН/см2 до впитывания жидкости.
18. Впитывающее изделие по п.2, в котором толщина впитывающего листа, измеренная при приложении давления, составляющего 1,7 кПа, составляет от 0,3 до 4 мм.
| JP 2000238161 A, 05.09.2000 | |||
| JP 2011078476 A, 21.04.2011 | |||
| ВЫСОКОЧАСТОТНЫЙ НАГРЕВАТЕЛЬ | 1943 |
|
SU64902A1 |
| ДЕТСКИЙ МНОГОРАЗОВЫЙ ПОДГУЗНИК | 2009 |
|
RU2400200C1 |

