Область техники, к которой относится изобретение
Изобретение относится к самонарезающему винту (саморезу) согласно ограничительной части пункта 1 формулы изобретения.
Уровень техники
Как известно, например, из ЕР 0948719 В1, винт, в частности, предназначенный для завинчивания в полимерный материал, содержит приводной элемент (элемент для передачи крутящего момента) и резьбонесущий стержень. Винт содержит также основную резьбу, при этом основная резьба имеет максимальный наружный диаметр основной резьбы. Основная резьба содержит несущую и нарезающую часть, при этом нарезающая часть заканчивается в том месте нитки резьбы, в котором полностью внутренняя резьба уже полностью нарезана.
На конце стержня, противоположном приводному элементу, расположен конец винта, диаметр которого составляет по меньшей мере 20% максимального наружного диаметра основной резьбы.
Раскрытие сущности изобретения
Задача изобретения заключается в том, чтобы обеспечить винт с улучшенными характеристиками завинчивания.
Эта задача решена при помощи винта с отличительными признаками пункта 1 формулы изобретения в сочетании с его ограничительными признаками.
В зависимых пунктах формулы изобретения раскрыты предпочтительные усовершенствования изобретения.
Согласно изобретению предусмотрено, что стержень в области конца винта имеет заходную резьбу, при этом указанная заходная резьба содержит по меньшей мере две нитки заходной резьбы. Нитки заходной резьбы имеют наружный диаметр, не превышающий 90% максимального наружного диаметра основной резьбы. Таким образом, на винте образована заходная часть, в которой нитки заходной резьбы имеют постоянный профиль диаметра, и, кроме того, в заходной части диаметр основной резьбы меньше или равен диаметру ниток заходной резьбы.
Преимуществом этого является то, что нитки заходной резьбы могут быстро и прямолинейно входить в пилотное (предварительное) отверстие, выполненное в детали, в частности в детали из полимерного материала, таким образом, чтобы несущая часть, следующая за нарезающей частью, была ориентирована с максимально возможной точностью и проходила по внутренней резьбе, предварительно нарезанной нарезающей частью и, благодаря этому, создавала незначительное трение в процессе завинчивания.
Согласно предпочтительному варианту осуществления изобретения основная резьба в заходной части имеет такой же диаметр, как и заходная резьба. Поэтому основная резьба может выполнять в этой части функцию ниток заходной резьбы и обеспечивать равномерное прилегание к стенке пилотного отверстия, в которое ввинчивается указанный винт. Поэтому выполненная, в частности, таким образом основная резьба с двумя нитками заходной резьбы может обеспечивать идеальное центрирование и ориентирование винта.
В качестве альтернативы могут быть предусмотрены три нитки заходной резьбы, при этом диаметр основной резьбы в заходной части должен быть меньше, чем диаметр заходной резьбы. В этом варианте осуществления функцию центрирования выполняют только нитки заходной резьбы, при этом основная резьба только после этого нарезает внутреннюю резьбу.
Предпочтительно, чтобы нитки заходной резьбы в области конца винта начинались в центральной части и непрерывно увеличивались в диаметре от начала центральной части. Это обеспечивает равномерное и быстрое центрирование винта при вводе.
При этом нитки резьбы с одинаковым наружным диаметром в заходной части равномерно распределены по окружности. Это также поддерживает центрирование винта.
Может быть также предусмотрено, чтобы диаметр конца винта составлял по меньшей мере 30%, по меньшей мере 40%, по меньшей мере 50% или по меньшей мере 60% наружного диаметра основной резьбы. Таким образом создается притупленный конец винта, поэтому после короткого вводного отрезка направление задается уже пилотным отверстием.
Особенно предпочтительно, чтобы все нитки резьбы в заходной части имели начало в одной плоскости поперечного сечения. Таким образом, на протяжении всей заходной части может быть обеспечено равномерное прилегание ниток резьбы в заходной части.
Согласно другому предпочтительному варианту осуществления все нитки резьбы в заходной части могут иметь одинаковое исполнение резьбы, в частности одинаковый профиль резьбы.
Предпочтительно, чтобы заходная резьба примыкала непосредственно к концу винта. Благодаря этому, можно быстро осуществлять функцию центрирования.
В качестве альтернативы заходная резьба может начинаться на некотором расстоянии от конца винта. При этом область, расположенная вблизи конца винта, может выполнять функцию поиска.
Заходная резьба и основная резьба могут представлять собой накатанную резьбу, что позволяет осуществлять их экономичное изготовление.
Заходная резьба и основная резьба могут иметь в заходной части угол при вершине профиля, более тупой, чем угол при вершине профиля основной резьбы за пределами заходной части. Это позволяет специально учитывать функцию центрирования заходной части и функцию нарезания основной резьбы.
После того как заходная резьба достигнет максимального наружного диаметра, она может резко закончиться. Это уменьшает трение, в частности, при завинчивании в узкое пилотное отверстие.
Может быть также предусмотрено, чтобы заходная резьба проходила не более, чем на два витка. Это создает достаточное задание направления и в то же время может обеспечивать получение эффективного винтового соединения.
Согласно изобретению могут быть также предусмотрены перерывы ниток резьбы, при этом интерполированный профиль наружного диаметра резьбы остается неизменным.
Согласно изобретению момент завинчивания может быть дополнительно уменьшен за счет того, что максимальный наружный диаметр основной резьбы расположен в нарезающей части, в то время как наружный диаметр в несущей части имеет меньшую величину. Это приводит к тому, что витки несущей части, следующие за нарезающей частью, завинчиваются в нарезанную внутреннюю резьбу немного большего размера, в результате чего трение ниток резьбы уменьшается. Это оказывает положительное влияние, в частности, при завинчивании в полимерный материал.
Предпочтительно, чтобы профиль поперечного сечения резьбы в области максимального наружного диаметра основной резьбы по меньшей мере в ее радиально наружной области профиля поперечного сечения резьбы был больше, чем профиль поперечного сечения резьбы несущей части в этой области. Радиально наружная область составляет примерно 85% максимального диаметра основной резьбы.
Другие достоинства, признаки и возможности применения настоящего изобретения следуют из приведенного далее описания, связанного с вариантами осуществления, которые представлены на прилагаемых чертежах.
Краткое описание чертежей На чертежах показаны:
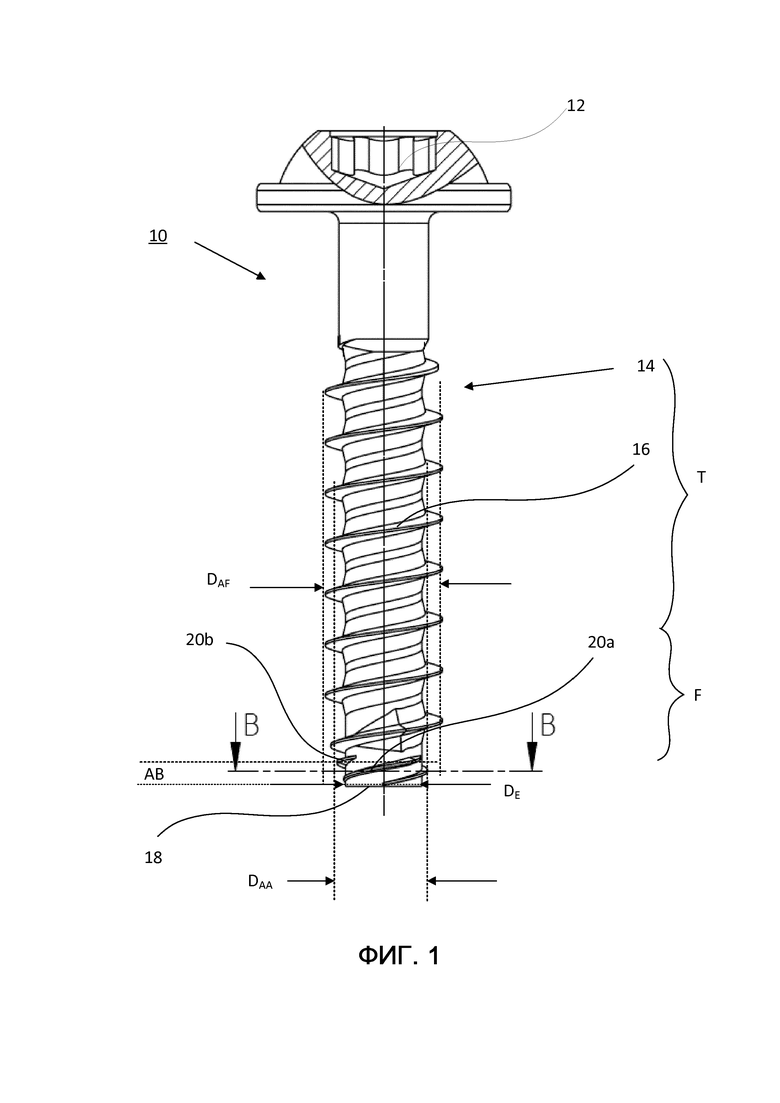
ФИГ. 1 - вид сбоку винта согласно изобретению;
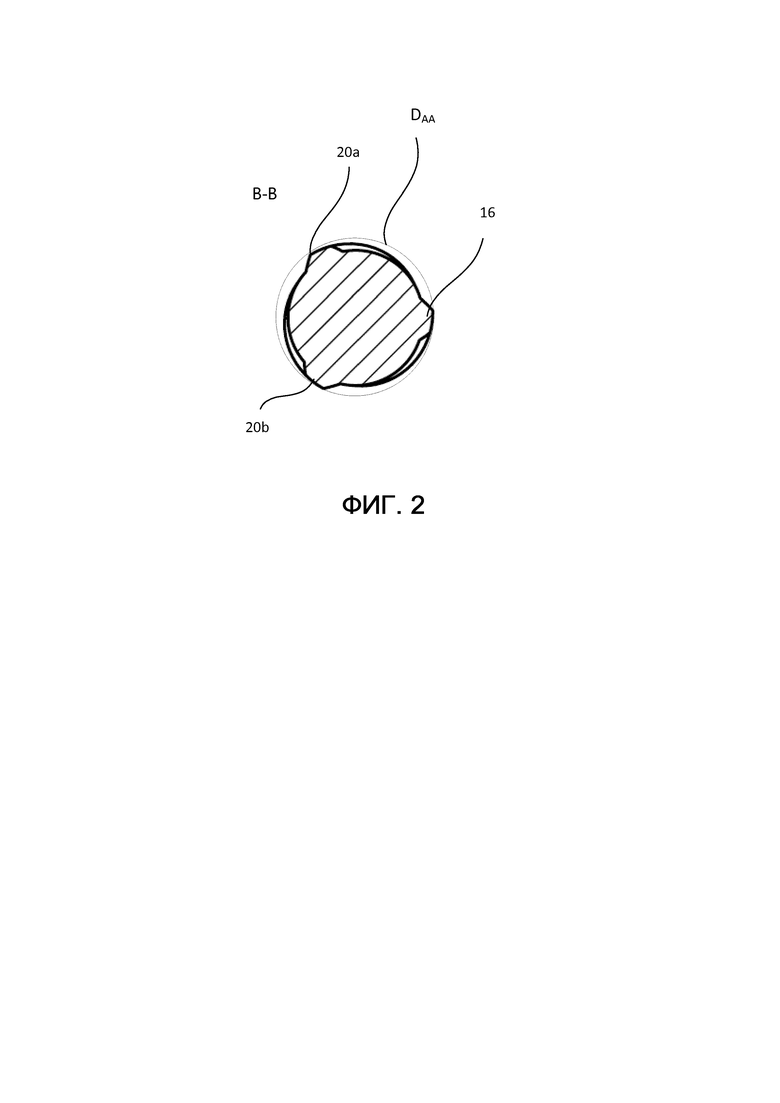
ФИГ. 2 - поперечный разрез по линии В-В стержня винта в заходной части согласно ФИГ. 1;
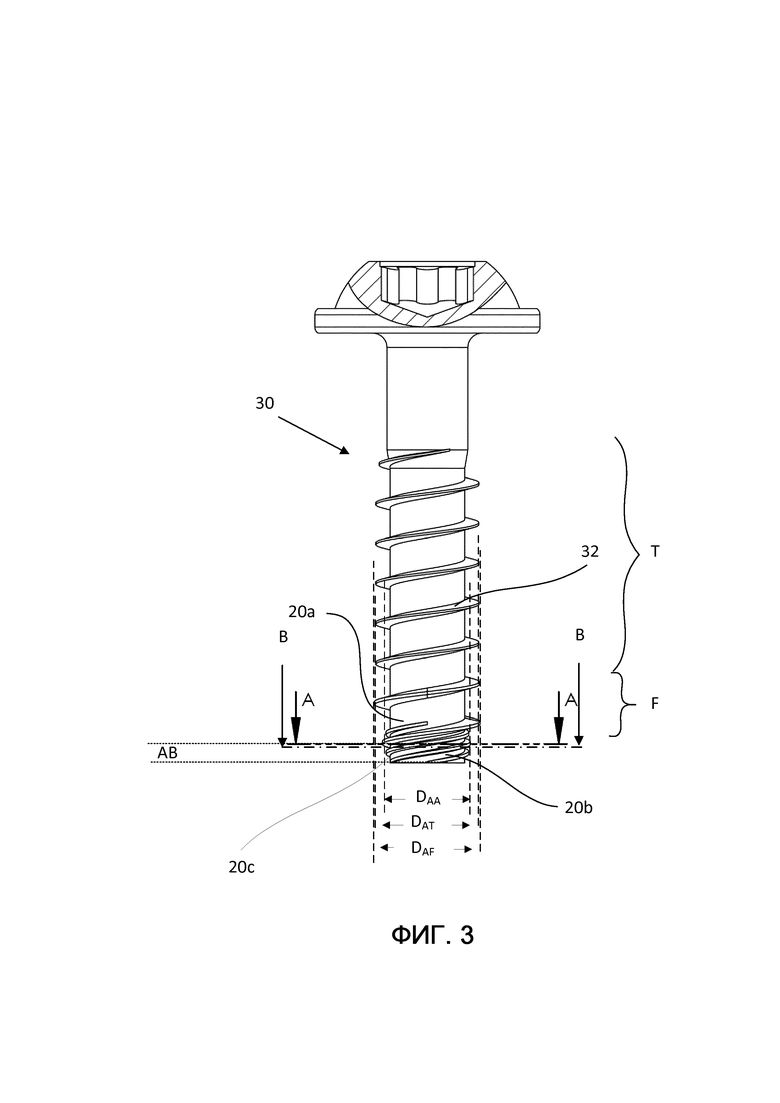
ФИГ. 3 - вид сбоку винта согласно изобретению с тремя нитками заходной резьбы;
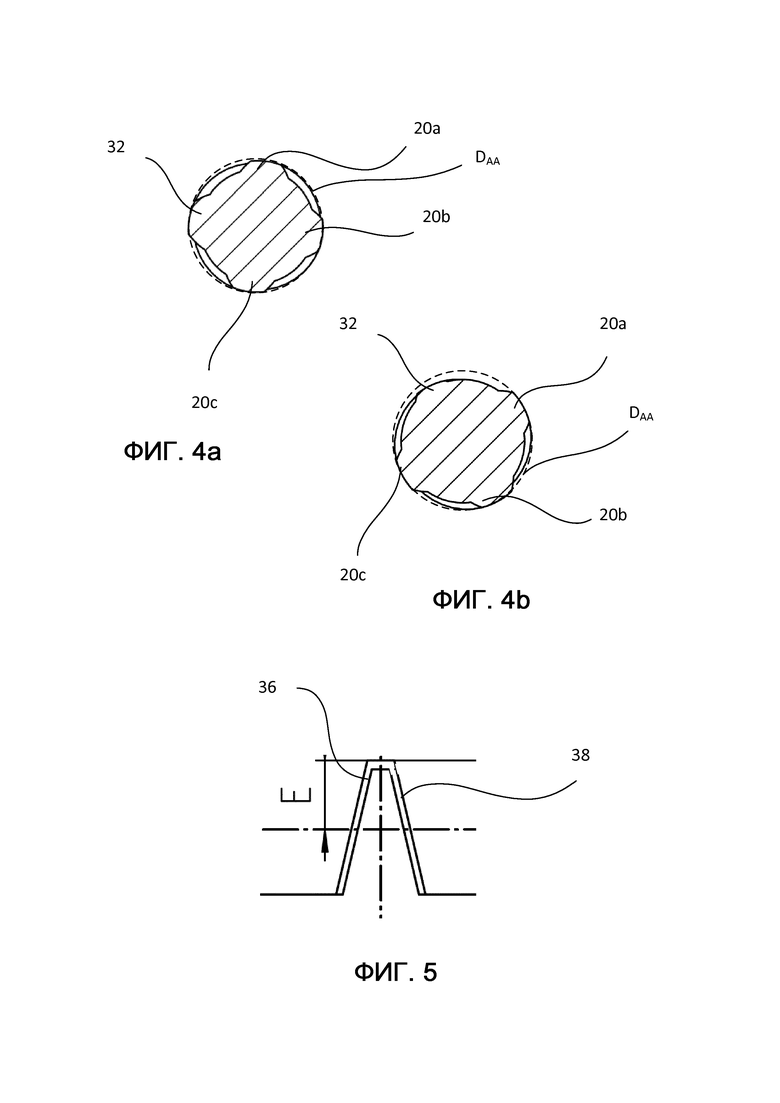
ФИГ. 4а - поперечный разрез по линии А-А стержня винта в заходной части согласно ФИГ. 3;
ФИГ. 4b - поперечный разрез по линии В-В стержня винта в заходной части согласно ФИГ. 3;
ФИГ. 5 - сравнение контура профиля резьбы в формующей части и контура профиля резьбы в несущей части основной резьбы.
Осуществление изобретения
На ФИГ. 1 показан самонарезающий винт 10 согласно изобретению со стержнем 14 и приводным элементом 12 (элементом для передачи крутящего момента). Резьбонесущий стержень 14 имеет основную резьбу 16, которая содержит нарезающую часть F и несущую часть Т. Нарезающая часть F заканчивается в том месте основной резьбы 16, в котором оказывается полностью нарезана внутренняя резьба, после чего следует несущая часть Т. Это имеет место примерно после двух витков основной резьбы 16, начиная от свободного конца 18 винта.
В этом примере нарезающая часть F и несущая часть Т являются частями одной нитки резьбы, поэтому, фактически, не образуется ни одного перехода между несущей частью Т и нарезающей частью F. На конце винта, противоположном приводному элементу, т.е. на "вершине", согласно изобретению предусмотрена заходная часть АВ. В данном примере заходная часть АВ образована за счет того, что две нитки 20а, 20b заходной резьбы поднимаются непосредственно на конце 18 винта от центральной части винта и в направлении приводного элемента 12 непрерывно увеличиваются в диаметре DAA до конца заходной части АВ. Нитки 20а, 20b заходной резьбы имеют максимальный наружный диаметр DAA на конце заходной части АВ. Он составляет менее 90% диаметра DAF основной резьбы 18. Таким образом, можно избежать ухудшения удерживающих свойств заходной резьбой 20 и, тем не менее, способствовать центрированной и прямолинейной установке винта 10. Основная резьба 16 проходит в заходной части АВ таким же образом, как и нитки 20а, 20b заходной резьбы.
На ФИГ. 2 показан поперечный разрез В-В, проходящий примерно посредине заходной части АВ. На этом поперечном разрезе показаны нитки 20а, 20b заходной резьбы и нитка 16 основной резьбы. Все нитки резьбы в этом месте имеют одинаковый диаметр DAA. Диаметр DAA непрерывно увеличивается, начиная от конца винта в направлении приводного элемента, но при этом диаметр в любой плоскости поперечного сечения в заходной части АВ является одинаковым.
На ФИГ. 3 показан вид сбоку другого варианта осуществления винта согласно изобретению, при этом предусмотрены три нитки 20а, 20b, 20с заходной резьбы, и при этом основная резьба 32 в заходной части АВ имеет меньший диаметр, чем нитки 20а, 20b, 20с заходной резьбы.
Таким образом, основная резьба 32 начинается в заходной части АВ между нитками 20а, 20b, 20с заходной резьбы, при этом ее диаметр увеличивается таким образом, чтобы на конце заходной части АВ он достигал диаметра ниток 20а, 20b, 20с заходной резьбы. На конце заходной части АВ заходная резьба 20 заканчивается, а основная резьба 32 проходит дальше вдоль стержня. На ФИГ. 4а показаны диаметры ниток резьбы в поперечном разрезе А-А для конца заходной части АВ, а на ФИГ. 4b - в поперечном разрезе В-В для стержня.
При этом основная резьба 32 сразу же после заходной части АВ содержит проходящие в направлении головки формующую часть F и несущую часть Т.
Максимальный наружный диаметр DAF основной резьбы расположен в формующей части F, в связи с чем после формующей части F оказывается нарезана внутренняя резьба. Несущая часть Т, которая следует за формующей частью в направлении приводного элемента, имеет наружный диаметр DAT, меньший, чем максимальный наружный диаметр DAF основной резьбы. Вследствие этого в процессе завинчивания уменьшается трение для несущей части Т, следующей за нарезающей частью F. При этом получается малый момент завинчивания.
Очевидно, что изобретение относится к винту, который содержит формующую часть F, образованную согласно ФИГ. 1, основную резьбу 32, имеющую согласно ФИГ. 3 максимальный наружный диаметр DAF основной резьбы, расположенный в формующей части F, и меньший наружный диаметр DAT, расположенный в несущей части.
На ФИГ. 4а показан поперечный разрез А-А стержня винта на конце заходной части АВ. Все резьбы имеют в этом месте одинаковый наружный диаметр DAA.
На ФИГ. 4b показан поперечный разрез В-В, проходящий примерно посередине заходной части АВ. При этом наглядно показано, что нитка 32 основной резьбы расположена внутри наружного диаметра DAA, образованного нитками 20а, 20b, 20с заходной резьбы.
На ФИГ. 5 показано сравнение контура профиля резьбы в формующей части с контуром профиля резьбы в несущей части основной резьбы. Кроме того, на ФИГ. 5 показано, что профиль 38 поперечного сечения резьбы в области максимального наружного диаметра DAF основной резьбы по меньшей мере в радиально наружной области Е профиля поперечного сечения резьбы больше, чем профиль 36 поперечного сечения резьбы в несущей части Т в этой же области Е.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВИНТ ДЛЯ ЗАВИНЧИВАНИЯ В ПЛАСТМАССУ | 2019 |
|
RU2790070C2 |
| СПОСОБ ФОРМИРОВАНИЯ НАКАТКОЙ РЕЗЬБЫ НА СТЕРЖНЕВЫХ ИЗДЕЛИЯХ И ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2179490C2 |
| ЧЕЛНОЧНАЯ БАЛКА ДЛЯ ТРАНСПОРТИРОВКИ ВАГОННЫХ НАДСТАВОК, УСТРОЙСТВО ДЛЯ ПЕРЕВАЛКИ ГРУЗОВ С ТАКОЙ ЧЕЛНОЧНОЙ БАЛКОЙ И СПОСОБ ПЕРЕВАЛКИ ГРУЗОВ | 2016 |
|
RU2705461C2 |
| ИМПЛАНТАТ | 1999 |
|
RU2231992C2 |
| ИМПЛАНТАТ ДЛЯ МЕЖТЕЛОВОЙ ФИКСАЦИИ ПОЗВОНКОВ | 2007 |
|
RU2339343C1 |
| ТРУБНОЕ СОЕДИНЕНИЕ С КОНИЧЕСКОЙ УДЛИНЕННОЙ РЕЗЬБОЙ ТРЕУГОЛЬНОГО ПРОФИЛЯ | 2008 |
|
RU2386072C1 |
| ЗАКУПОРИВАЮЩЕЕ УСТРОЙСТВО ДЛЯ УСТРАНЕНИЯ ТЕЧИ В СТЕНКЕ ТРУБОПРОВОДА ИЛИ РЕЗЕРВУАРА, СОДЕРЖАЩЕЕ ЧАСТЬ ДЛЯ СВЕРЛЕНИЯ И ЧАСТЬ ДЛЯ НАРЕЗКИ РЕЗЬБЫ, И СПОСОБ ЗАКУПОРИВАНИЯ | 2021 |
|
RU2834771C1 |
| Самонарезающий винт | 1976 |
|
SU651721A3 |
| ПОРОГ С ЗАКРЫТОЙ НАПРАВЛЯЮЩЕЙ | 2008 |
|
RU2395445C2 |
| УСТРОЙСТВО ДЛЯ УДАРНОГО ИЗМЕЛЬЧЕНИЯ И ПОЛУЧЕНИЯ МАТЕРИАЛОВ, В ЧАСТНОСТИ ДРЕВЕСИНЫ, В НЕСКОЛЬКИХ ФРАКЦИЯХ | 2012 |
|
RU2588188C2 |
Изобретение относится к самонарезающему винту. Самонарезающий винт (10, 30) содержит приводной элемент (12) и резьбонесущий стержень (14) с основной резьбой (16, 32). Основная резьба (16, 32) имеет максимальный наружный диаметр (DAF) основной резьбы, а также содержит нарезающую часть (F) и следующую за ней в направлении приводного элемента (12) несущую часть (Т). Стержень (14) на конце, противоположном приводному элементу (12), содержит конец (18) винта, диаметр (DE) которого составляет по меньшей мере 20% максимального наружного диаметра основной резьбы (DAF). Стержень в области конца (18) винта содержит также заходную резьбу (20), при этом заходная резьба (20) содержит по меньшей мере две нитки (20а, 20b, 20с) заходной резьбы, наружный диаметр (DAA) которых не превышает 90% максимального наружного диаметра (DAF) основной резьбы, и которые образуют заходную часть, в которой нитки (20а, 20b, 20с) заходной резьбы имеют постоянный профиль диаметра, и, кроме того, в заходной части (АВ) диаметр основной резьбы (16, 32) меньше или равен диаметру (DAA) ниток (20а, 20b, 20с) заходной резьбы. Технический результат: улучшение характеристик завинчивания. 16 з.п. ф-лы, 6 ил.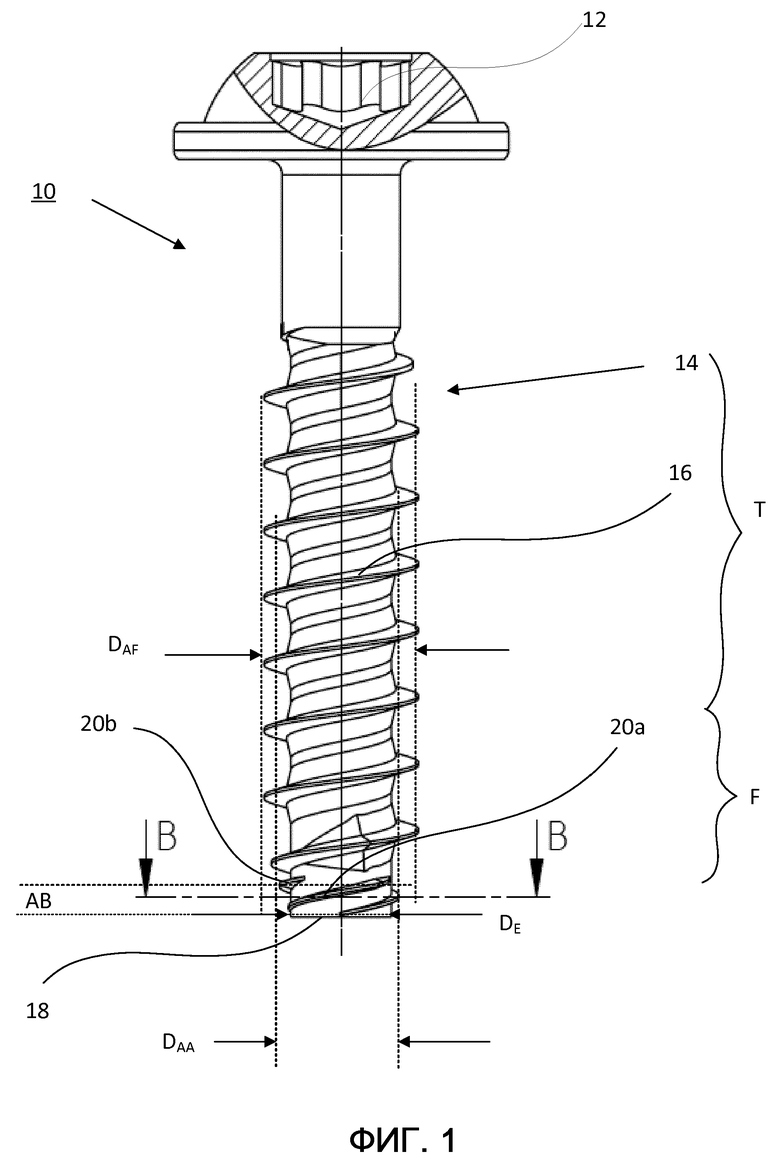
1. Самонарезающий винт (10, 30), содержащий приводной элемент (12) и резьбонесущий стержень (14) с основной резьбой (16, 32), при этом основная резьба (16, 32) имеет максимальный наружный диаметр (DAF) основной резьбы, а также содержит нарезающую часть (F) и несущую часть (Т), следующую за ней в направлении приводного элемента (12), при этом стержень (14) на конце, противоположном приводному элементу (12), имеет конец (18) винта, диаметр (DE) которого составляет по меньшей мере 20% максимального наружного диаметра (DAF) основной резьбы,
отличающийся тем, что
стержень в области конца (18) винта содержит заходную резьбу (20), при этом заходная резьба (20) содержит по меньшей мере две нитки (20а, 20b, 20с) заходной резьбы, наружный диаметр (DAA) которых не превышает 90% максимального наружного диаметра основной резьбы (DAF), и которые образуют заходную часть, в которой нитки (20а, 20b, 20с) заходной резьбы имеют постоянный профиль диаметра, и, кроме того, в заходной части (АВ) диаметр основной резьбы (16, 32) меньше или равен диаметру (DAA) ниток (20а, 20b, 20с) заходной резьбы.
2. Самонарезающий винт по п. 1, отличающийся тем, что диаметр основной резьбы (16, 32) в заходной части (АВ) соответствует диаметру (DAA) заходной резьбы.
3. Самонарезающий винт по п. 1, отличающийся тем, что предусмотрены по меньшей мере три нитки (20а, 20b, 20с) заходной резьбы, при этом диаметр основной резьбы (D) в заходной части меньше, чем диаметр (DAA) заходной резьбы (20).
4. Самонарезающий винт по одному из предшествующих пунктов, отличающийся тем, что нитки (20а, 20b, 20с) заходной резьбы в области конца (18) винта начинаются из центральной части, и их диаметр непрерывно увеличивается.
5. Самонарезающий винт по одному из предшествующих пунктов, отличающийся тем, что нитки (20а, 20b, 20с, 16) резьбы с одинаковым наружным диаметром (DAA, D) в заходной части (АВ) равномерно распределены по окружности.
6. Самонарезающий винт по одному из предшествующих пунктов, отличающийся тем, что диаметр (DE) конца (18) винта составляет по меньшей мере 20%, по меньшей мере 30%, по меньшей мере 40%, по меньшей мере 50% или по меньшей мере 60% наружного диаметра (DAF) основной резьбы.
7. Самонарезающий винт по одному из предшествующих пунктов, отличающийся тем, что все нитки резьбы в заходной части (АВ) имеют начало в одной плоскости поперечного сечения.
8. Самонарезающий винт по п. 7, отличающийся тем, что все нитки (20а, 20b, 16) резьбы в заходной части (АВ) имеют одинаковое исполнение резьбы.
9. Самонарезающий винт по одному из предшествующих пунктов, отличающийся тем, что заходная резьба (20) примыкает непосредственно к концу (18) винта.
10. Самонарезающий винт по одному из пп. 1-9, отличающийся тем, что заходная резьба (20) начинается на некотором расстоянии от конца (18) винта.
11. Самонарезающий винт по одному из предшествующих пунктов, отличающийся тем, что заходная резьба (20) и основная резьба (16) представляют собой накатанную резьбу.
12. Самонарезающий винт по одному из предшествующих пунктов, отличающийся тем, что заходная резьба (20) и основная резьба (16) в заходной части (АВ) имеют более тупой угол при вершине профиля, чем основная резьба (16) за пределами заходной части.
13. Самонарезающий винт по одному из предшествующих пунктов, отличающийся тем, что заходная резьба (20) заканчивается резко.
14. Самонарезающий винт по одному из предшествующих пунктов, отличающийся тем, что заходная резьба (20) проходит не более чем на два витка.
15. Самонарезающий винт по одному из предшествующих пунктов, отличающийся тем, что предусмотрены прерывания ниток резьбы, при этом интерполированный профиль наружного диаметра резьбы остается неизменным.
16. Самонарезающий винт по одному из предшествующих пунктов, отличающийся тем, что максимальный наружный диаметр (DAF) основной резьбы расположен в формующей части (F), при этом наружный диаметр (DAT) в несущей части (Т) имеет меньшую величину.
17. Самонарезающий винт по п. 16, отличающийся тем, что профиль (38) поперечного сечения резьбы в области максимального наружного диаметра (DAF) основной резьбы по меньшей мере в ее радиально наружной области (Е) профиля поперечного сечения резьбы больше, чем профиль (36) поперечного сечения резьбы в несущей части (Т) в этой области (Е).
| US 3861269 A1, 21.01.1975 | |||
| Цифровой тахометр | 1980 |
|
SU1004883A2 |
| САМОНАРЕЗАЮЩИЙ И РЕЗЬБОФОРМИРУЮЩИЙ ВИНТ | 2006 |
|
RU2382915C1 |
| RU 94033305 A1, 27.07.1996. | |||

