Предлагаемое изобретение относится к обработке металлов давлением, к резьбоформирующему инструменту и может быть использовано для накатывания резьб плашками на стержневых изделиях типа винтов самонарезающих, преимущественно с высокой резьбой, с углом профиля, например, 30o, на резьбонакатных автоматах.
В последнее время в промышленности строительных материалов для крепления, например, плит гипсоволокнистых, гипсокартонных и им подобных изделий из мягких материалов нашли широкое применение винты самонарезающие различные с высокой резьбой, с углом профиля резьбовой нитки в 30o. Однако изготовление подобного профиля резьбы представляет определенную трудность: снижается качество резьбы и увеличивается нагрузка на резьбообразующий инструмент.
Известен инструмент для накатки резьбы на железнодорожных болтах, описанный в а.с. России 1759511, кл. В 21 Н 3/06, 1990 г., содержащий подвижную и неподвижную плашки с зонно изменяющейся по длине плашек шириною и глубиною резьбоформирующих канавок. Сопряжение соседних зон в плоскости продольного сечения плашек выполнены в виде кривых, производные которых совпадают в точке пересечения, глубина канавок в соседних зонах отличается в 1.1 - 1.8 раза, а средняя ширина - в 1.05 - 1.35 раза.
Способ накатки резьбы на болтах по данному техническому решению заключается в частичном формообразовании предварительной резьбы за счет выдавливания металла при неполном врезании в заготовку инструмента на первом калибрующем участке и последующем снижении напряжения пластического формообразования резьбы на втором калибрующем участке, воздействуя на боковые образующие получаемого профиля, разгоняя металл между вершиной и канавкой резьбы. Окончательное формирование резьбы осуществляют калибровкой предварительной резьбы на третьем калибрующем участке плашки.
Недостатком известного технического решения является невозможность получения с помощью данного инструмента полного и чистого резьбового профиля в 30o на резьбовой нитке из-за большой ее высоты. Недостатком является и излишняя трудоемкость изготовления второго калибрующего участка плашки, где изменение ширины и глубины резьбообразующих канавок соседних зон достигается подшлифовкой вершин этих канавок, уменьшением высоты вершин. Необходимо и точное сопряжение соседних зон по кривым.
Наиболее близкими по технологическим приемам и по конструктивным признакам к заявляемому объекту являются способ накатки двухзаходной разновысокой резьбы, включающей высокий виток с профилем в 30o и низкий виток с профилем в 60o, на винтах самонарезающих, описанный в патенте Великобритании 1080482, кл. В3М, 1964 г. , а также инструмент для его осуществления, описанный в патенте Великобритании 1080481, кл. В3М, 1964 г.
В способе при формировании высокого резьбового витка с профилем 30o вначале выдавливают материал в заготовке путем внедрения в заготовку резьбообразующего инструмента острой симметричной формы, формируют из деформированного материала предварительную резьбу с углом профиля боковых сторон ножки резьбовой нитки 60o, превышающим профиль резьбы готового изделия 30o, получаемого в процессе калибровки предварительной резьбы. При вращении заготовки по смежным канавкам плашки каждый последующий участок предварительной резьбы формируют меньшим каждого предыдущего ее участка. Профиль ножки нитки в 60o постепенно уменьшают, преобразуя в профиль резьбы готового изделия в процессе калибровки.
Малый виток резьбы формируют с одним углом боковых его образующих в 60o с начала и до конца процесса резьбообразования.
Резьбообразующий инструмент - резьбонакатывающие плашки: подвижная и неподвижная, имеющие заборный и калибрующий участки с множеством последовательно чередующихся параллельно расположенных ниток и канавок с острым симметричным профилем разной высоты и глубины по длине заборного участка плашки. Резьбоформирующие канавки для образования высокой резьбовой нитки на заборном участке плашки выполнены с убывающим по длине канавки резьбоформирующим профилем. На длине калибрующего участка в профиль резьбоформирующей канавки в 60o вписывают профиль канавки с углом в 30o - профиль резьбы готового изделия. Угол боковых образующих сторон резьбоформирующего профиля канавки, начинающегося на заборном участке плашки, превышает угол профиля резьбы готового изделия на калибрующем участке. Каждый последующий участок канавки заборного участка выполнен меньшим каждого предыдущего. Канавка поступательно уменьшается по направлению к калибрующему участку, боковые ее стенки сужаются, глубина уменьшается, переходя на калибрующем участке в угол 30o, в профиль резьбы готового изделия. Убывающий резьбоформирующий профиль занимает часть длины калибрующего участка плашки.
Недостатком известных способа для накатки резьбы и инструмента для его осуществления является недостаточное сопряжение между элементами предварительной резьбы заготовки и смежными нитками плашки. Причиной этому может быть, например, незначительное смещение или отклонение резьбонакатывающих плашек относительно друг друга при их установке на резьбонакатывающем станке. В начале заборного участка, при вращении заготовки по смежным канавкам, нитка предварительной резьбы, сформированная в предыдущей канавке, с большей шириной ножки, попадает в последующий участок следующей канавки плашки с меньшей ее шириной и вдавливается боковыми образующими в боковые стенки канавки. В случае отклонения одной из плашек края ножки нитки, сформованной в предыдущей канавке плашки, ударяются в края последующей канавки плашки и обдираются, образуя стружку, которая, попадая в резьбоформирующие канавки плашки, обдирает резьбу, снижая ее качество и чистоту, влияя и на стойкость резьбонакатывающего инструмента, выкрашивая нитки плашки.
За прототип способа формирования накаткой резьбы на стержневых изделиях принят способ, описанный в патенте Великобритании 1080482, кл. В3М, 1964 г.
За прототип устройства для осуществления этого способа принято устройство, описанное в патенте Великобритании 1080481, кл. В3М, 1964 г.
Технической задачей предлагаемого изобретения является создание стабильного технологического процесса и инструмента для формирования накаткой резьбы на стержневых изделиях, в частности, на винтах самонарезающих с профилем резьбы, например, 30o.
Другой задачей является получение винта самонарезающего с профилем резьбы 30o для крепления плит гипсоволокнистых, гипсокартонных и им подобных деталей, надежного в эксплуатации, с высоким качеством и чистотой рабочей поверхности.
Одной из задач является повышение стойкости резьбоформирующего инструмента за счет достижения стабильного сопряжения нитки предварительной резьбы с чередующимися канавками плашки, за счет распределения напряжения деформирования и снижения удельных давлений на инструмент.
Указанные задачи достигаются за счет введения новых технологических приемов и конструкторских решений, приводящих к получению винта с полным профилем резьбы, высокого качества и чистотой рабочей поверхности.
Указанные задачи решаются за счет введения дополнительного резьбоформирующего профиля при вершине, с углом наклона его боковых образующих сторон, равным углу профиля резьбы готового изделия.
Технический результат достигается тем, что в способе формирования накаткой резьбы на стержневых изделиях, включающем внедрение в заготовку резьбонакатывающего инструмента, выдавливание материала заготовки и формирование профиля предварительной резьбы с углом профиля боковых образующих сторон при ножке нитки, превышающим угол профиля резьбы готового изделия, постепенное уменьшение профиля при ножке нитки до профиля резьбы готового изделия и калибровку профиля резьбы готового изделия при формировании профиля предварительной резьбы выполняют дополнительный профиль с углом наклона его боковых сторон при вершине нитки, равным углу профиля резьбы готового изделия, из условия сопряжения его боковых сторон с боковыми сторонами профиля предварительной резьбы при ножке нитки, в процессе формообразования дополнительный профиль предварительной резьбы вытягивают до высоты нитки и формы профиля резьбы готового изделия.
Технический результат достигается тем, что в инструменте для осуществления указанного способа, выполненном в виде резьбонакатывающей плашки, имеющей заборный и калибрующий участки, с множеством параллельно расположенных и чередующихся ниток и канавок, каждая канавка заборного участка образована сторонами смежных с ним ниток, имеет резьбоформирующий профиль при ножке нитки с углом, превышающим угол профиля резьбы готового изделия, убывающий по длине заборного участка до формы профиля резьбы готового изделия, на каждой резьбоформирующей канавке заходного участка плашки выполнен дополнительный резьбоформирующий профиль с углом наклона его боковых сторон, равным углу профиля резьбы готового изделия, сопряженный с резьбоформирующим профилем при ножке нитки и плавно увеличивающийся до высоты нитки и формы профиля резьбы готового изделия на калибрующем участке.
Оба резьбоформирующих профиля выполнены от начала заборного участка плашки и направлены наклонно вверх по длине нитки в сторону калибрующего ее участка параллельно или под углом друг к другу.
Дополнительный, резьбоформирующий профиль при вершине каждой канавки заборного участка плашки соединен с калибрующим участком плашки, а большой резьбообразующий профиль соединен с резьбообразующей плоскостью плашки до ее калибрующего участка.
На заборном участке плашки боковые образующие стороны дополнительного резьбоформирующего профиля каждой канавки плавно переходят в боковые образующих стороны резьбоформирующего профиля при ножке нитки.
Все параметры и размеры по техпроцессу приняты оптимальными для получения высококачественного изделия при равномерной нагрузке на инструмент.
Предлагаемый технологический процесс и резьбонакатывающий инструмент были смоделированы на компьютере с максимальной точностью.
Существенные отличия предлагаемого способа от прототипа заключаются в начальном формировании нитки предварительной резьбы переменного профиля по боковым ее образующим сторонам с дополнительным профилем при вершине, угол которого равен углу профиля резьбы готового изделия.
Существенные отличия предлагаемого инструмента от прототипа заключаются в выполнении на боковых сторонах смежных ниток, образующих канавку, на всей длине заборного участка плашки, дополнительного резьбоформирующего профиля, с углом наклона его боковых сторон, равным углу формы профиля резьбы готового изделия, получаемого на калибрующем участке плашки, сопряженного с резьбоформирующим профилем при ножке нитки, превышающем угол профиля резьбы готового изделия, плавно увеличиваясь до высоты нитки и переходя в форму профиля резьбы готового изделия, получаемого на калибрующем участке плашки.
Положительный эффект предлагаемого изобретения заключается в стабильности техпроцесса накатывания на заготовке самонарезающей резьбы с профилем 30o, равномерном и более полном заполнении резьбоформирующей канавки плашки выдавливаемым нитками металлом, и, как следствие, качественном и полном оформлении вершины нитки резьбы с высокой чистотой рабочей поверхности, при равномерном распределении напряжений деформирования заготовки между резьбообразующими плашками. Отсутствует и стружка при резьбообразовании.
Сущность предлагаемого изобретения и его отличия от известных прототипов поясняются чертежами:
на фиг. 1 изображен винт с резьбой рассматриваемого профиля;
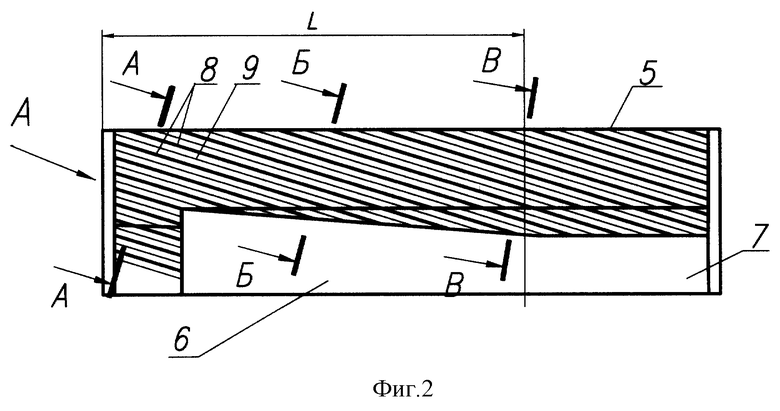
на фиг. 2 - плашка для накатки резьбы на винте на фиг. 1;
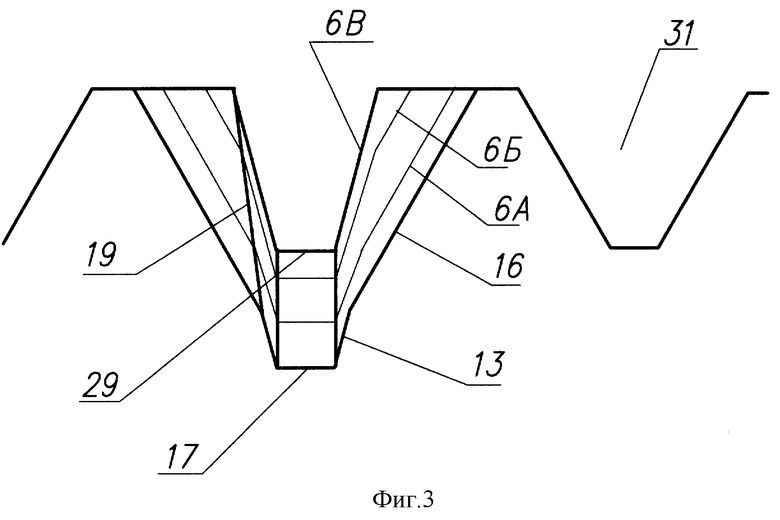
на фиг. 3 - резьбоформирующая канавка с сечениями по длине нитки с убывающей глубиной и шириной профиля, схематичный вид с увеличением;
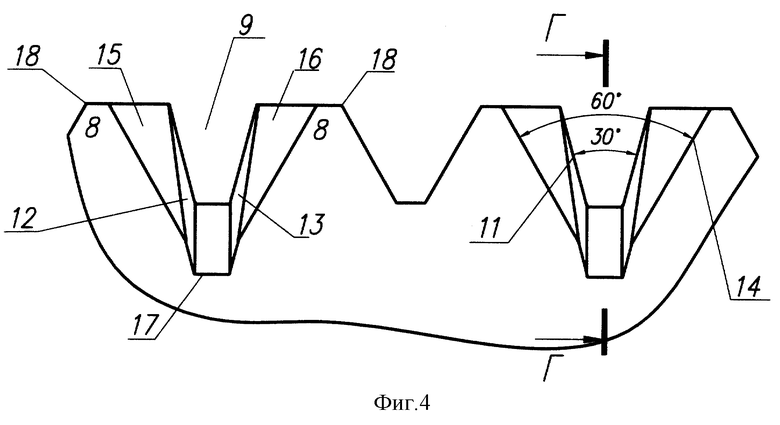
на фиг. 4 - вид на плашку по стрелке А на фиг. 2;
на фиг. 5 - продольное сечение канавки по линии Г-Г на фиг. 4;
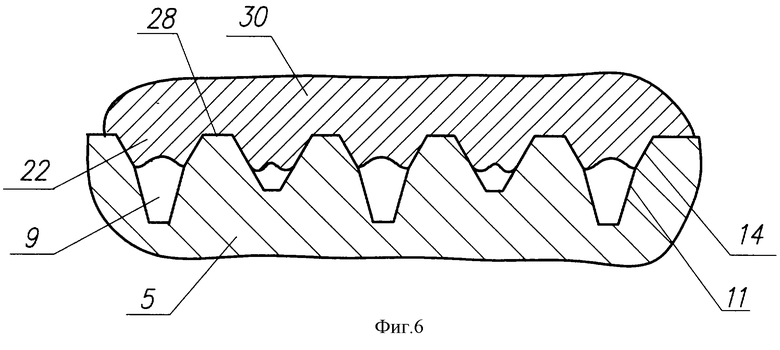
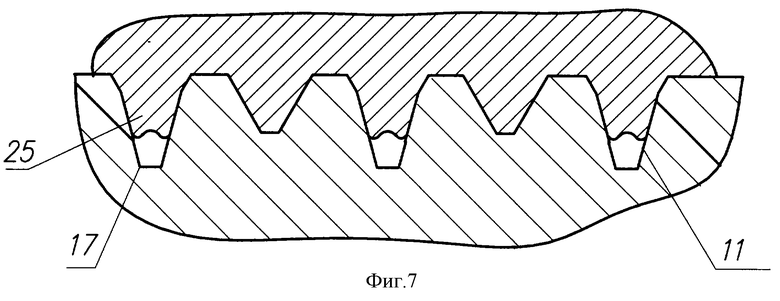
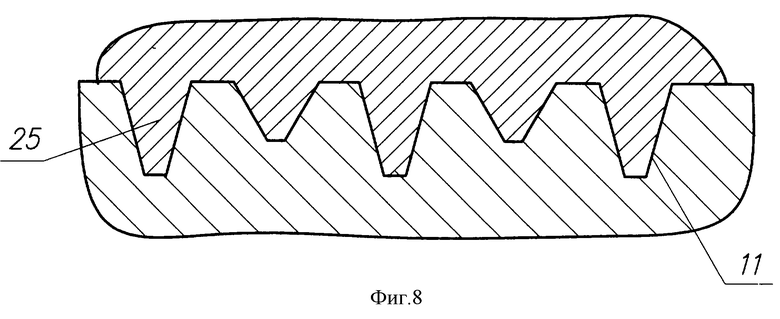
на фиг. 6 - 8 поперечные сечения по линиям А-А, Б-Б, В-В на фиг. 2, изменения в формообразовании резьбы в канавках плашки по мере вращения стержня заготовки по резьбоформирующим ниткам;
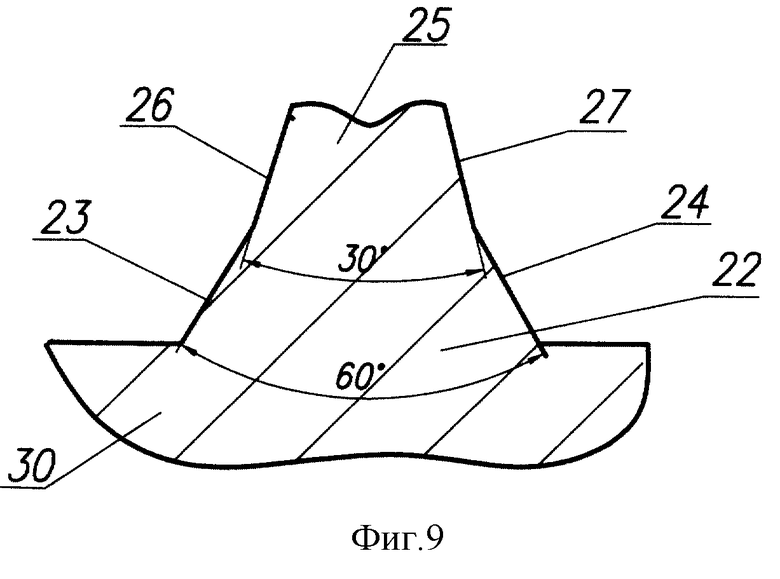
на фиг. 9 - высокая нитка предварительной резьбы заготовки, резьба переменного профиля, поперечное сечение на фиг. 7, схематичный вид.
Пояснения на чертежах
Винт самостопорящийся двухзаходный разновысокий - 1, нитка винта высокая с профилем 30o - 2, нитка винта низкая с профилем 60o - 3, канавка винта - 4, плашка резьбонакатывающая - 5, заборный участок плашки - 6, калибрующий участок плашки - 7, смежные нитки заборного участка плашки - 8, резьбоформирующая канавка, образованная смежными нитками - 9, заходная часть - 10 заборного участка 6 плашки, дополнительный меньший резьбоформирующий профиль - 11, его боковые образующие стороны - 12 и 13, большой резьбоформирующий профиль - 14, его боковые образующие стороны - 15 и 16, вершина канавки заборного участка плашки, основание дополнительного профиля - 17, острые вершины ниток заходной части плашки - 18, линия сопряжения дополнительного и большого резьбоформирующих профилей, траектория подъема большого профиля - 19, канавка калибрующего участка - 20, рабочая плоскость плашки - 21, большой профиль ножки нитки предварительной резьбы - 22, его образующие стороны - 23 и 24, дополнительный профиль предварительной резьбы при вершине нитки - 25, его образующие стороны - 26 и 27, плоская вершина нитки плашки, равная форме канавки готового изделия - 28, вершина калибрующей канавки - 29, заготовка - 30, канавка плашки для формообразования низкого витка резьбы - 31, поперечные сечения плашки по длине канавки 6А, 6Б и 6В, высота нитки (канавки) на заходе заборного участка плашки Н, высота канавки (отпечатка готовой резьбы) на калибрующем участке плашки h, длина заборного участка плашки L.
Способ осуществляют следующим образом.
Предварительно высаженную заготовку подают в резьбонакатное устройство между двумя резьбонакатными плашками. Острые вершины 18 ниток 8 заборного участка 6 плашки внедряют в заготовку 30 и выдавливают деформируемый материал, направляя его для формирования на заготовке предварительной резьбы (фиг. 9). Последнюю формируют переменного профиля, большого 22 (60o) - у ножки, с углом боковых образующих ее сторон 23, 24, превышающим угол профиля резьбы 2 готового изделия, меньшего, малого - дополнительного 25 (30o) - при вершине, с углом боковых образующих ее сторон 26, 27, равным углу профиля резьбы 2 готового изделия. Большой профиль 22 может быть до 90o. Угол в 60o - оптимальный для формирования резьбы с профилем 30o. В процессе резьбообразования, воздействуя на боковые стороны нитки, дополнительный профиль 25 вершины предварительной резьбы вытягивают до высоты нитки и преобразуют в процессе калибровки в резьбу готового изделия (фиг. 8). Предварительная резьба с ниткой переменного профиля 60o - у ножки 22 и 30o - при вершине 25 преобразуется в резьбу 2 готового изделия 1 с углом профиля резьбовой нитки 30o.
Для реализации способа формирования накаткой резьбы с профилем 30o на винтах самонарезающих потребовалось создать инструмент с особым резьбоформирующим профилем резьбоформирующих канавок, образуемых боковыми сторонами каждой пары смежных ниток.
Инструмент для осуществления этого способа выполнен в виде резьбонакатывающих плашек 5, подвижной и неподвижной, имеющих заборный 6 и калибрующий 7 участки с множеством параллельно расположенных попеременно чередующихся резьбоформирующих смежных ниток 8 и канавок 9, расположенных по длине заборного участка 6 плашки и насечек (не показаны). Нитки 8 на заходной части 10 заборного участка 6 плашки выполнены острой 18 симметричной формы, переходящей постепенно в плоскую форму 28, в форму оттиска канавки 4 резьбы готового изделия 1. На длине L заборного участка 6 плашки каждая канавка 9, образуемая боковыми сторонами каждой пары смежных ниток 8, выполнена с убывающим по длине канавки резьбоформирующим профилем переменного сечения боковых сторон - 6А, 6Б и 6В (фиг. 3), постепенно переходящим в форму профиля резьбы готового изделия (фиг. 8). Каждая резьбоформирующая канавка 9 (фиг. 4) образована боковыми наклонными сторонами переменного профиля 12, 15 и 13, 16 смежных ниток 8. Дополнительный, меньший резьбоформирующий профиль 11 проходит между основаниями боковых сторон 12, 13 ножек смежных ниток 8 по вершине 17, образуемой ими канавки 9. Профиль 11 выполнен с углом наклона этих боковых образующих сторон 12 и 13, равным 30o, т.е. равным углу формы профиля резьбы 2 готового изделия, получаемого на калибрующем участке. Большой профиль 14 является продолжением дополнительного профиля 11. Профили 11 и 14 сопряжены между собой по линии 19. Боковые стороны 15, 16 большого резьбоформирующего профиля 14 являются продолжением боковых сторон 12, 13 меньшего профиля 11. Большой профиль 14 направлен наклонно вверх по боковым сторонам 15, 16 вершин смежных ниток 8, по длине последних. Выполнен он с углом наклона этих боковых образующих сторон 15, 16, равным 60o, превышающим угол профиля резьбы готового изделия, получаемого на калибрующем участке. Дополнительный резьбоформирующий профиль 11 по мере приближения к калибрующему участку 7 вытягивается до высоты нитки и переходит в форму профиля резьбы 2 готового изделия, получаемого на калибрующем участке. Оба резьбоформирующих профиля 11 и 14 выполнены от заходной части 10 заборного участка 6 плашки, их траектории 17 и 19 (фиг. 5) направлены наклонно вверх к калибрующему участку. Относительно друг друга они могут быть параллельны или под углом. Дополнительный профиль 11 по вершине 17 канавки 9 заборного участка 6 соединяется под углом с профилем канавки 20 калибрующего участка, при этом вершина 17 канавки 9 заборного участка 6 переходит в вершину 29 канавки 20 калибрующего участка 7. Большой резьбоформирующий профиль 14, поднимаясь наклонно вверх по длине смежных ниток по траектории 19, постепенно уменьшается по высоте и ширине и пропадает, выходя на резьбообразующую плоскость 21 плашки до ее калибрующего участка. Линия 19 разделяет большой резьбоформирующий профиль 14 от меньшего профиля 11. Расстояние между основаниями 17 и 19 резьбоформирующих профилей на заходе 10 заборного участка плашки выбирается в пределах от 0 до 2/3 высоты Н канавки, т.е. оба профиля 11 и 14 могут исходить из одной точки на заходе 10 под углом друг к другу или же они могут отстоять друг от друга на каком-то расстоянии (фиг. 5). Высота Н резьбообразующей канавки 9 (ниток 8) на заходе 10 заборного участка 6 плашки превышает высоту h канавки 20 калибрующего участка 7.
Предварительно высаженную заготовку подают в резьбонакатное устройство между двумя резьбонакатными плашками. Заготовка захватывается заборной частью инструмента и втягивается между плашками. Острые вершины 18 ниток 8 захода 10 заборного участка 6 плашки внедряются в заготовку 30 и выдавливают в ней деформируемый материал, направляя его вверх по своим боковым образующим сторонам 15, 16 и 12, 13 в образуемые ими резьбоформирующие канавки 9 для формирования в них предварительной резьбы. При перемещении подвижной плашки заготовка начинает вращаться, перемещаясь по смежным ниткам 8 по длине заборного участка 6 плашки. Начинается формирование ножки 22 предварительной резьбы с углом боковых образующих ее профиля, превышающим угол профиля резьбы готового изделия, получаемого при калибровке (фиг. 6). В данном случае с углом в 60o. Выдавливаемый материал затем направляют по боковым образующим сторонам 12, 13 дополнительного профиля 11 смежных ниток 8 на формирование вершины 25 (фиг. 7). Предварительная резьба на заготовке формируется переменного профиля по боковым образующим 23, 26 и 24, 27, с дополнительным профилем 25 при вершине резьбовой нитки, угол боковых образующих сторон 26, 27 которого равен углу профиля резьбы 2 готового изделия, получаемого в процессе калибровки (фиг. 9). В данном случае с углом в 30o. В процессе формообразования боковые стороны 12, 13 смежных ниток 8 плашки, взаимодействуя с боковыми сторонами 26, 27 предварительной резьбы, направляют металл до соприкосновения с вершиной 17 канавки 9. Дополнительный профиль 25 вершины предварительной резьбы вытягивают до высоты нитки 2 и преобразуют в профиль резьбы готового изделия в процессе калибровки (фиг.8). Предварительную резьбу с переменным профилем 60 и 30o преобразуют в резьбу готового изделия с профилем 30o.
Пример исполнения.
Винт самонарезающий двухзаходный 4.2 х 25 мм с разновысокой резьбой, с углом профиля нитки высокой 30o, нитки низкой 60o, шаг 3 мм, материал - сталь 20. Резьбонакатывающий автомат мод. АРП 6А, резьбообразующие плашки: неподвижная 112 х 30 мм, подвижная 132 х 30 мм, длина заборного участка плашки L= 70 мм, высота нитки (канавки) на заходной части Н=1,6 мм, на калибрующем участке h=0,87 мм.
Изготовлена промышленная партия винтов. Качество деталей высокое, в соответствии со стандартом на винты самонарезающие, удовлетворило всем требованиям заказчика.
В настоящее время заводом выпускаются винты самонарезающие с разновысокой резьбой двухзаходные остроконечные 4,2 х 16 мм и 4,2 х 25 мм для крепления гипсоволокнистых плит, винты самонарезающие двухзаходные с высокой резьбой с тупым концом 3,6 х 19 мм.
| название | год | авторы | номер документа |
|---|---|---|---|
| РЕЗЬБОНАКАТЫВАЮЩАЯ КРЕПЕЖНАЯ ДЕТАЛЬ | 2001 |
|
RU2194197C2 |
| СПОСОБ ФОРМИРОВАНИЯ НАКАТКОЙ РЕЗЬБЫ НА СТЕРЖНЕВЫХ ИЗДЕЛИЯХ И ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2098240C1 |
| ИНСТРУМЕНТ ДЛЯ НАКАТЫВАНИЯ РЕЗЬБЫ | 2007 |
|
RU2354487C1 |
| Резьбонакатной инструмент | 1983 |
|
SU1186339A2 |
| Резьбонакатной инструмент | 1980 |
|
SU919796A1 |
| Инструмент для накатки резьбы | 1990 |
|
SU1759511A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БОЛТОВ | 2001 |
|
RU2203157C2 |
| ИНСТРУМЕНТ ДЛЯ НАКАТКИ КРУПНОЙ РЕЗЬБЫ НА СТЕРЖНЕВЫХ ИЗДЕЛИЯХ | 2007 |
|
RU2336140C1 |
| Способ формирования резьб | 1988 |
|
SU1572733A1 |
| Круглая плашка и способ ее изготовления | 1985 |
|
SU1296331A1 |

Изобретение относится к резьбообразующему инструменту и может быть использовано для накатывания резьбы на стержневых деталях типа винтов самонарезающих. Способ включает выдавливание на заготовке материала, формирование из него предварительной резьбы переменного профиля по боковым образующим сторонам нитки, большего у ножки нитки и меньшего у ее вершины, который в процессе формообразования резьбы вытягивают до высоты нитки и преобразуют в профиль резьбы готового изделия в процессе калибровки. Инструмент для формирования накаткой резьбы на стержневых деталях выполнен в виде резьбонакатывающей плашки с множеством параллельно чередующихся ниток и канавок на заборном участке, боковые стороны смежных ниток имеют переменный профиль и образуют резьбоформирующую канавку, при этом меньший резьбоформирующий профиль канавки равен углу профиля оттиска резьбы готового изделия и проходит между ножками смежных ниток плашки по вершине образуемой ими канавки, плавно увеличиваясь до высоты нитки и переходя в форму профиля оттиска резьбы готового изделия на калибрующем участке. Повышает качество изделий и износостойкость инструмента. 2 с. и 3 з.п. ф-лы, 9 ил.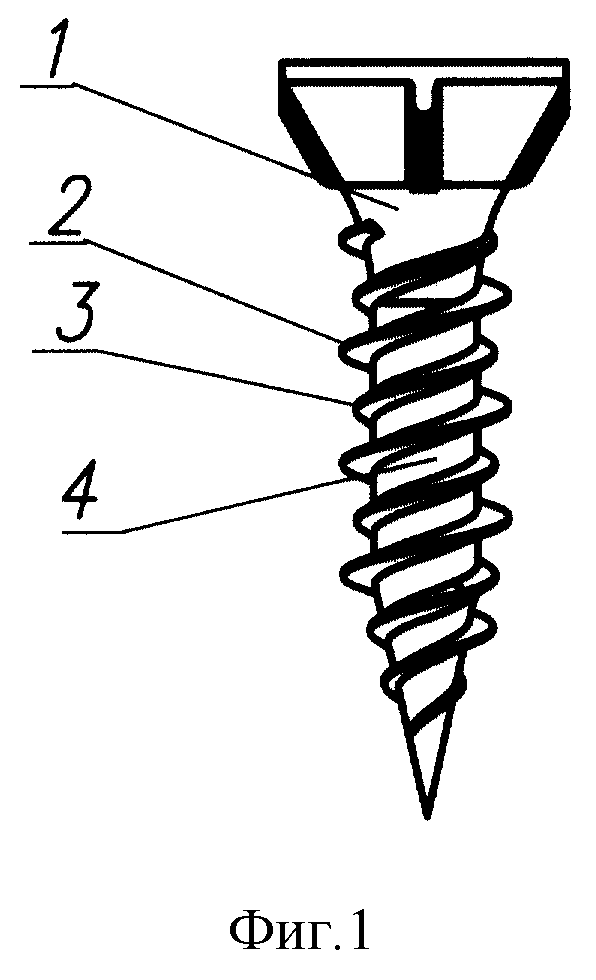
| GB 1080482, 30.07.1963 | |||
| Нейтрализатор для гидролизного сусла | 1982 |
|
SU1080481A1 |
| Способ изготовления резьбового стержня для петель оконных рам | 1978 |
|
SU1066457A3 |
| ПЛАШКА (ПЛОСКАЯ, ЦИЛИНДРИЧЕСКАЯ И ПР.) ДЛЯ НАКАТКИ РЕЗЬБЫ | 1935 |
|
SU48109A1 |
| US 3901066, 26.08.1975 | |||
| GB 1151169, 07.04.1967. | |||

