Изобретение относится к волоконной оптике и является дополнением к способам изготовления оптической части преформы (заготовки) модифицированным методом химического внутреннего парофазного осаждения (MCVD) или методом химического парофазного осаждения с помощью печи (FCVD) или методом плазменного внутреннего осаждения из газовой фазы (PCVD), и его можно эффективно сочетать с методом жакетирования («нахлопывания» дополнительной кварцевой трубки поверх оптической оболочки) или методом внешнего осаждения из газовой фазы (OVD) или методом сплавления стержневой заготовки в центре кварцевой трубы, заполненной кварцевым песком «SAND», и оно может быть использовано в технологическом процессе производства оптических волокон на стадии изготовления оптической преформы. В дальнейшем, оптические волокна используются на заводах по производству волоконно-оптического кабеля.
Классические методы MCVD, FCVD, PCVD, OVD и жакетирования хорошо известны из уровня техники.
Под оптической частью преформы понимается область сердцевины и небольшая часть оболочки, по которой распространяется оптическая мощность. Оптическая часть преформы в заявленном изобретении ограничивается размерами опорной кварцевой трубы, используемой в методах MCVD/FCVD/PCVD.
При использовании недорогих опорных кварцевых труб, которые не обладают высоким уровнем чистоты (в них содержится значительное количество объемных включений: микропузырьков, примесей (содержание гидроксильных групп > 1 ppm) и т.д.), в FCVD или MCVD или PCVD методах изготовления заготовок возможно возникновение целого ряда проблем в уже изготовленных оптических волокнах. Проблемы могут быть связаны не только с очевидным увеличением оптических потерь, но также с прочностью оптических волокон. Оптические волокна из заготовок, полученных на дешевых опорных кварцевых трубах с наличием включений, обладают высокой обрывностью при процедуре пруф-тестирования (перемотке оптического волокна под натяжением), из-за чего становится невозможным изготовление прочных оптических волокон требуемой длины. Как правило, для телекоммуникационных оптических волокон (например, типа G.652.D), общепринятыми являются длины 50,4 км, и, в некоторых случаях 25,2 км, для многомодовых волокон (например OM2) – типичными являются длины порядка 17,6 км. Все остальные длины являются малоликвидными для заводов-производителей волоконно-оптического кабеля и могут приводить к значительному количеству перезапусков линии по изготовлению оптического модуля и волоконно-оптического кабеля, что приводит к повышению издержек производства. В этой связи, необходимо стремиться производить оптические волокна стандартизованными длинами 25,2/50,4 или 17,6 км с прочностью не ниже 8,8 Н (0,69 ГПа).
Из уровня техники известны классические способы изготовления заготовки оптического волокна методами MCVD/FCVD/PCVD, однако эти методы не детализируют принципы/методы/приемы работы с некачественным (невысокочистым) сырьем для производства оптических преформ. Для заявленного изобретения из перечня сырья для производства оптических преформ важно сосредоточиться на опорных кварцевых трубах, в связи с импортной составляющей этого вида сырья.
Наиболее близким техническим решением к первому варианту заявленного решения является способ химического травления труб из кварцевого стекла, включающем их обработку в растворе фтористоводородной кислоты с последующей промывкой в дистиллированной воде. Трубу располагают горизонтально толстой стенкой книзу реактора, кислоту заливают до уровня, равного предпочтительно 1/2 диаметра трубы, после чего кислоту равномерно сливают, при этом время контакта трубы с кислотой в процессе ее слива равно отношению величины окружной разнотолщинности к удвоенной скорости травления кварцевого стекла (RU 2477713, МПК C03C15/00, опубл. 20.03.2013).
Недостатком прототипа является то, что способ травления рассматривает только один вид дефекта опорных кварцевых труб – окружную разнотолщинность. В этой связи, этот способ стравливает слой стекла величиной, необходимой только для устранения окружной разнотолщинности кварцевой трубы. Однако опорные кварцевые трубы могут обладать дефектами/включениями, располагающимися во всем их объеме.
Наиболее близким техническим решением ко второму варианту заявленного решения является способ наращивания технологической оболочки – это сочетание методов MCVD и OVD, где сердцевина и светоотражающая оболочка формируется методом MCVD, а основная масса технологической оболочки – методом OVD (Режим доступа: https://siblec.ru/telekommunikatsii/fiziko-tekhnologicheskie-osnovy-volokonno-opticheskoj-tekhniki/3-metody-polucheniya-zagotovok-kvartsevykh-ov Дата обращения: 06.05.2022). Также о комбинации методов MCVD+OVD описано в способе наращивания технологической оболочки, в котором осуществляют сочетание метода MCVD, которым формируются сердцевина и светоотражающая оболочка, а основная масса технологической оболочки – методом OVD, APVD и «SAND» (Режим доступа: https://op.vlsu.ru/fileadmin/Programmy/Magistratura/12.04.05/Metod_doc/Metod_samostASTL_120305LT_120405LTm.pdf Дата опубликования: 2014).
Однако в известных комбинированных способах не осуществляют полное стравливание опорной кварцевой трубы после изготовления оптической части преформы методом MCVD или FCVD или PCVD как промежуточный этап перед процессом OVD или PCVD или «SAND» с целью улучшения качества преформы.
Техническим результатом заявленного изобретения является повышение качества оптических преформ, изготовленных с помощью опорных кварцевых труб с наличием значительного количества объемных включений (с невысоким уровнем чистоты, содержанием микропузырьков и примесей (содержание гидроксильных групп > 1 ppm) и т.д.), располагающихся на произвольной глубине.
Под качеством преформы понимается ее оптическая чистота, позволяющая изготавливать оптические волокна наилучшего качества, соответствующего целому ряду критериев, предъявляемых к телекоммуникационным оптическим волокнам соответствующей категории (IEC 60793-2-50 или ГОСТ Р МЭК 60793-2-50). Среди группы требований для заявленного изобретения особенно важны коэффициент затухания и прочность оптических волокон.
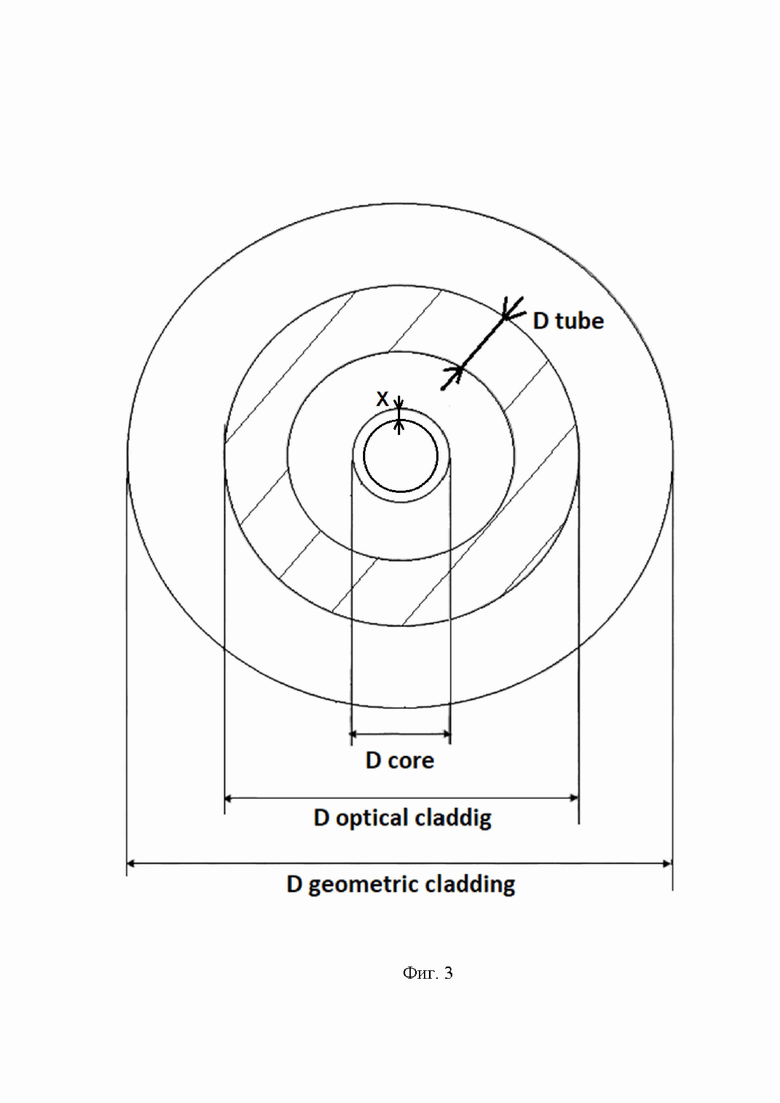
Сущность изобретения заключается в том, что способ изготовления преформы оптического волокна из опорных кварцевых труб с наличием объемных дефектов по первому варианту включает изготовление оптической части преформы методом MCVD или FCVD или PCVD с измененной пропорцией между диаметром оболочки и сердцевины (фиг. 3). В свою очередь, пропорция между диаметром оболочки и сердцевины (далее по тексту - пропорция) изменена таким образом, чтобы после этапа осаждения всех внутренних слоев стекла и процедуры «схлопывания» заготовки, посредством химического травления (в растворе плавиковой кислоты), можно было стравить всю опорную кварцевую трубу и получить пропорцию, которая требуется согласно профилю показателя преломления на изготавливаемый тип оптического волокна.
Измененная пропорция, о которой шла речь выше, достигается за счет уменьшения диаметра сердцевины на величину X, которую определяют по формуле:
 ,
,
где D tube – толщина опорной кварцевой трубы,
K – требуемая изготавливаемым типом оптического волокна пропорция между оболочкой и сердцевиной, рассчитываемая по формуле:
 ,
,
где D geometric cladding – диаметр области геометрической оболочки преформы; D core – диаметр области сердцевины преформы.
Для многомодовых оптических волокон категорий OM2-OM5 параметр K=125 мкм/50 мкм=2,5.
В справедливости формулы по определению X можно убедиться, выразив X из следующего уравнения:

На фиг. 3 представлена структура преформы (принятые обозначения: D core – диаметр области сердцевины преформы; D optical cladding – диаметр области оптической оболочки преформы; D tube – толщина опорной кварцевой трубы в методах MCVD/FCVD/PCVD; D geometric cladding – диаметр области геометрической оболочки преформы; X – величина, на которую требуется уменьшить диаметр сердцевины, чтобы после стравливания опорной кварцевой трубы толщиной (D tube) пропорция (K) между оболочкой и сердцевиной не изменилась).
Следует учитывать, что после уменьшения диаметра сердцевины изготавливаемой преформы на величину X (для сохранения пропорции между сердцевиной и оболочкой), остается меньшее количество слоев для «записи» необходимого профиля показателя преломления. В этой связи, необходимо использовать опорные кварцевые трубы максимального допустимого диаметра, чтобы не столкнуться с необходимостью «записи» профиля показателя преломления безальтернативно методом PCVD. Чтобы стравливание опорной трубы не вносило никакого вклада в технологический процесс изготовления преформы возможно использовать внутренний диаметр опорной трубы с процессом полного стравливания равным внешнему диаметру опорной трубы без процесса стравливания опорной трубы после процесса синтеза преформы. Однако следует учитывать, что использование опорных кварцевых труб большого диаметра ограничивается размерами печи в методе FCVD. Типичное значение опорных труб для создания оптической части преформы составляет значение (44 +/- 1,5) мм. Использование кварцевых труб бóльшего диаметра может повлечь за собой техническую модернизацию (увеличение размеров) печи.
Способ изготовления преформы оптического волокна из опорных кварцевых труб с наличием объемных дефектов по второму варианту включает изготовление оптической части преформы методом MCVD или FCVD или PCVD без изменения пропорции в связи с тем, что стравливаемый объем стекла опорной трубы компенсируется за счет метода OVD или метода жакетирования или метода «SAND». То есть после этапа осаждения всех внутренних слоев стекла, процедуры «схлопывания» заготовки и после стравливания опорной трубы, возможно, увеличить (компенсировать) толщину геометрической оболочки, например, за счет метода OVD или метода жакетирования или метода «SAND». В этом случае, изменять пропорцию между диаметром оболочки и сердцевины не потребуется.
Включения в опорных кварцевых трубах в обоих вариантах могут располагаться на произвольной глубине (фиг. 1 и 2). На фиг. 1 и 2 представлены типичные снимки под микроскопом места обрыва (торца оптического волокна) после процедуры пруф-тестирования, а на фиг. 2 дополнительно показана подсвеченная область, демонстрирующая область сердцевины оптического волокна. На фиг. 1 видны микропузырьки, локализованные в кварцевой оптической оболочке (так называемые «внутренние» обрывы) оптического волокна, вытянутого из преформы, изготовленной с помощью кварцевых труб с включениями. На фиг. 2 микропузырек локализован внутри опорной кварцевой трубы (это видно по области «зеркала», локализованного в оболочке).
В обоих вариантах используется практическая концепция о том, что чистота опорной кварцевой трубы осаждения обычно не такая высокая, как чистота стекла, осажденного методами MCVD/FCVD/PCVD, и опорная кварцевая труба с включениями не будет входить в состав будущей преформы, а является только временным основанием/базой для осаждения слоев стекла.
В обоих вариантах предварительная обработка опорных кварцевых труб в водном растворе особо чистой фтористоводородной кислоты хоть и обеспечивает более эффективную очистку их поверхности, содержащей повышенное количество примесей в слое толщиной 10-15 мкм (Леко В.К., Комарова Л.А. Исследование распределения примесей в поверхностных слоях труб из кварцевого стекла. Оптико-механическая промышленность, 1974, № 6, с. 33-35), однако такая обработка не может гарантировать того, что микропузырьки и другие включения не встретятся на больших глубинах. По этой причине, в заявленном изобретении рекомендуется полное стравливание опорной кварцевой трубы после осаждения всех слоев стекла и процедуры «схлопывания» заготовки.
В заявленном изобретении в обоих вариантах возможно применение раствора фтористоводородной кислоты без особых требований к ее чистоте с последующей их промывкой дистиллированной водой (Sommer R.G., Deluca R.D., Burke G.E. New glass system for low-loss optical waveguides. Elecron. lett., 1976, v.12, № 16, p.408-409).
В обоих вариантах процесс стравливания опорной кварцевой трубы с готовой преформы происходит путем размещения преформы в вертикальном положении внутри герметично закрывающейся трубы-реактора, изготовленного из полимерных материалов. В реактор заливается концентрированный 40 %-ный раствор фтористоводородной кислоты и дистиллированной воды до уровня, полностью покрывающего преформу, и чтобы раствор не выливался за пределы реактора. Скорость травления кварцевого стекла в кислоте при комнатной температуре составляет ориентировочно 50-100 мкм/ч. В конце процесса травления раствор фтористоводородной кислоты сливается, а преформа промывается в дистиллированной воде. Толщину готовой преформы возможно контролировать с помощью анализатора преформ серии 2600 или штангенциркуля.
Настоящее изобретение в первом варианте имеет недостаток прироста времени синтеза оптической части преформы и увеличения трудоемкости из-за необходимости процесса травления. Несмотря на то, что заявленными способами предлагается изготавливать только оптическую часть преформы, прирост времени синтеза преформы может быть значительным, что является особенностью методов внутреннего осаждения. Ниже приведена оценка времени синтеза оптической части преформы для многомодового оптического волокна категории OM2 методом FCVD. При типичной скорости движения коретки в 125 мм/мин, для преформы длиной 500-600 мм, один слой обычно осаждается в течение 6-7 мин. Для диаметра оптической оболочки готовой преформы в 21 мм и диаметре сердцевины порядка 8,4 мм (закладываемая пропорция 2,5) для случая, когда опорная кварцевая труба формирует оптическую оболочку, при потоке кислорода через кремний порядка 802 slm, имеем экспериментальный Cross Section Area для одного слоя CSAlayer= 1.65 мм2. Площадь сердцевины CSAcore=55,40 мм2, площадь оптической оболочки CSAoptical_cladding = 346,2 мм2, количество слоев для осаждения сердцевины:

количество слоев для осаждения оболочки:

В этой связи, время осаждения оптической сердцевины составляет 7 мин на слой * 34слоя = 238 мин ≈ 4 ч; время синтеза преформы диаметром 21 мм при формировании сердцевины и оболочки методом FCVD составляет 7 мин на слой * 210 слоев=1470 мин = 24,5 ч ≈ 1 сут. Отсюда видим, что наблюдается значительный (в 6 раз) прирост времени синтеза преформы методом FCVD в случае, если пытаться формировать оптическую оболочку такого диаметра, чтобы компенсировать стравленную опорную кварцевую трубу. Поэтому данный метод стравливания опорной кварцевой трубы необходимо комбинировать с методом жакетирования («нахлопывания» дополнительной кварцевой трубки поверх оптической оболочки) или методом OVD или методом «SAND» для формирования геометрической оболочки для компенсации стравленного диаметра. Благодаря этому прирост времени синтеза будет не таким несущественным и компенсируется за счет жакетной трубы бóльшего диаметра или за счет незначительного увеличения времени процесса осаждения более производительным методом OVD или за счет бóльшего объема, занимаемого кварцевой крупкой в методе «SAND».
В обоих вариантах скорость травления можно увеличить, увеличив концентрацию фтористоводородной кислоты в растворе (выше 40 %) или осуществляя подогрев раствора (скорость травления кварцевого стекла может быть увеличена в 3 раза при повышении температуры раствора до 40–50 °С).
Кроме того, настоящее изобретение в первом варианте имеет недостаток малой массы изготавливаемой преформы из-за чего сокращается потенциал вытянутого километража оптического волокна. Для примера изготавливаемой многомодовой заготовки: пусть длина преформы составляет 600 мм, а внешний диаметр преформы составляет 21 мм, при плотности кварцевого стекла 2201 кг/м3, имеем массу одной преформы порядка 0,457 кг, что составляет порядка 16,93 км оптического волокна с одной преформы (в среднем вес 1 км волокна составляет 27 грамм). После стравливания опорной трубы с преформы до 16 мм, масса преформы сократится до 0,265 кг, что составляет порядка 9,83 км оптического волокна с одной преформы. В то же время, для преформы длиной 900 мм, вес преформы составит 0,686 кг, что составит порядка 25,40 км оптического волокна с одной преформы. После стравливания опорной трубы с преформы до 16 мм, масса преформы сократится до 0,398 кг, что составляет порядка 14,74 км оптического волокна с одной преформы. Следовательно, для преформы длиной 600 мм потеря потенциального выхода волокна с преформы составит (16,93-9,83) км=7,1 км, то есть (7,1км/16,93км)*100%=41.9%, а для преформы длиной 900 мм потеря потенциального выхода волокна с преформы составит (25,40-14,74) км= 10,66 км , то есть те же (10,66км/25,40км)*100%=41.9%.Отсюда видно, что потерю массы преформы, и, следовательно, потерю максимального километража оптического волокна не удастся компенсировать за счет увеличения длины изготавливаемой преформы. Тем не менее, настоящее изобретение во втором варианте не испытывает описанного недостатка.
Второй вариант способа позволяет частично компенсировать увеличение времени синтеза заготовки за счет жакетной трубы бóльшего диаметра или за счет незначительного увеличения времени процесса осаждения более производительным (по сравнению с методами MCVD/FCVD/PCVD) методом OVD или за счет большего объема, занимаемого кварцевой крупкой в методе «SAND». Дополнительно, вторым вариантом способа можно изготовить из одной преформы бóльший объем оптического волокна, чем в первом варианте.
Первый вариант применим в тех случаях, когда преформа изготавливается полностью за счет использования методов MCVD/FCVD/PCVD (не комбинируя с другими методами наращивания геометрической оболочки, такими как OVD, SAND или жакетирование). При этом оболочка преформы состоит только из оптической части и сердцевины с пропорционально уменьшенным диаметром на величину X для сохранения масштабных соотношений с требуемым профилем показателя преломления оптического волокна после стравливания трубы. Первый метод во многом уступает второму, однако первый метод безальтернативен в случаях, если отсутствуют установки по типу OVD и SAND и в случаях, когда проведение жакетирования невозможно в связи с отсутствием высокочистых кварцевых жакетных труб.
Изложенные сведения демонстрируют целесообразность применения заявленных способов изготовления оптических преформ (преформ оптического волокна) методами MCVD/FCVD/PCVD, полученных с использованием опорных кварцевых труб с наличием объемных дефектов как часть критически важного процесса импортозамещения. Особенно эффективным представляется настоящее изобретение во втором варианте в силу отсутствия или частичного устранения описанных недостатков прироста времени синтеза и уменьшения массы преформы.
Заявленные варианты способа связаны единым изобретательским замыслом поскольку позволяют изготавливать качественные преформы оптического волокна из опорных кварцевых труб с наличием значительного количества объемных включений (с невысоким уровнем чистоты, содержанием микропузырьков и примесей (содержание гидроксильных групп > 1 ppm) и т.д.), располагающихся на произвольной глубине.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ОПТИЧЕСКИХ ВОЛОКОН И ЗАГОТОВОК ДЛЯ НИХ | 2004 |
|
RU2380326C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КВАРЦЕВЫХ ЗАГОТОВОК ОДНОМОДОВЫХ ВОЛОКОННЫХ СВЕТОВОДОВ, УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ И ЗАГОТОВКИ, ИЗГОТОВЛЕННЫЕ ДАННЫМ СПОСОБОМ | 2010 |
|
RU2433091C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОПТИЧЕСКОГО ВОЛОКНА С ЭЛЛИПТИЧЕСКОЙ СЕРДЦЕВИНОЙ | 2014 |
|
RU2552279C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОДНОМОДОВЫХ ВОЛОКОННЫХ СВЕТОВОДОВ, СОХРАНЯЮЩИХ ПОЛЯРИЗАЦИЮ ИЗЛУЧЕНИЯ | 2009 |
|
RU2396580C1 |
| РАДИАЦИОННО-СТОЙКИЙ ВОЛОКОННЫЙ СВЕТОВОД, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ И СПОСОБ ПОВЫШЕНИЯ РАДИАЦИОННОЙ СТОЙКОСТИ ВОЛОКОННОГО СВЕТОВОДА (ВАРИАНТЫ) | 2013 |
|
RU2537523C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АНИЗОТРОПНЫХ ОДНОМОДОВЫХ ВОЛОКОННЫХ СВЕТОВОДОВ | 2012 |
|
RU2511023C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВОЛОКОННЫХ СВЕТОВОДОВ, СОХРАНЯЮЩИХ ПОЛЯРИЗАЦИЮ ИЗЛУЧЕНИЯ | 2004 |
|
RU2272002C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВОЛОКОННЫХ СВЕТОВОДОВ, СОХРАНЯЮЩИХ ПОЛЯРИЗАЦИЮ ИЗЛУЧЕНИЯ | 1998 |
|
RU2155359C2 |
| СПОСОБ ЛЕГИРОВАНИЯ МАТЕРИАЛА И ЛЕГИРОВАННЫЙ МАТЕРИАЛ | 2005 |
|
RU2370464C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВОК ВОЛОКОННЫХ СВЕТОВОДОВ, УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ И ЗАГОТОВКА, ИЗГОТОВЛЕННАЯ ЭТИМ СПОСОБОМ | 2007 |
|
RU2362745C2 |

Заявлен способ изготовления преформы оптического волокна из опорных кварцевых труб с наличием объемных дефектов (варианты). Изобретение относится к волоконной оптике. Способ по первому варианту включает изготовление оптической части преформы методом химического внутреннего парофазного осаждения (MCVD), или методом химического парофазного осаждения с помощью печи (FCVD), или методом плазменного внутреннего осаждения из газовой фазы (PCVD) с измененной пропорцией между диаметром оболочки и сердцевины, при которой для дальнейшего полного стравливания опорной кварцевой трубы в растворе фтористоводородной кислоты, после осаждения всех слоев стекла и процедуры «схлопывания» заготовки, диаметр сердцевины уменьшают на величину X, которую определяют по формуле: X=D tube/K, где D tube – толщина опорной кварцевой трубы, K – пропорция между оболочкой и сердцевиной, рассчитываемая по формуле: K=D geometric cladding/D core, где D geometric cladding – диаметр области геометрической оболочки преформы, D core – диаметр области сердцевины преформы. Способом по второму варианту после изготовления оптической части преформы методом MCVD, или FCVD, или PCVD дополнительно осуществляют полное стравливание опорной кварцевой трубы в растворе фтористоводородной кислоты, после осаждения всех слоев стекла и процедуры «схлопывания» заготовки, как промежуточный этап перед процессом внешнего осаждения из газовой фазы (OVD), или процессом жакетирования, или процессом сплавления стержневой заготовки в центре кварцевой трубы, заполненной кварцевым песком («SAND»). Достигаемый технический результат - улучшение качества оптических преформ, изготовленных с помощью опорных кварцевых труб с наличием значительного количества объемных дефектов, располагающихся на произвольной глубине. 2 н.п. ф-лы, 3 ил.
1. Способ изготовления преформы оптического волокна из опорных кварцевых труб с наличием объемных дефектов, включающий изготовление оптической части преформы методом химического внутреннего парофазного осаждения, или методом химического парофазного осаждения с помощью печи, или методом плазменного внутреннего осаждения из газовой фазы с измененной пропорцией между диаметром оболочки и сердцевины, при которой для дальнейшего полного стравливания опорной кварцевой трубы в растворе фтористоводородной кислоты, после осаждения всех слоев стекла и процедуры «схлопывания» заготовки, диаметр сердцевины уменьшают на величину X, которую определяют по формуле

где D tube – толщина опорной кварцевой трубы,
K – пропорция между оболочкой и сердцевиной, рассчитываемая по формуле

где D geometric cladding – диаметр области геометрической оболочки преформы,
D core – диаметр области сердцевины преформы.
2. Способ изготовления преформы оптического волокна из опорных кварцевых труб с наличием объемных дефектов, включающий изготовление оптической части преформы методом химического внутреннего парофазного осаждения, или методом химического парофазного осаждения с помощью печи, или методом плазменного внутреннего осаждения из газовой фазы, наращивание геометрической оболочки методом жакетирования, или методом внешнего осаждения из газовой фазы, или методом сплавления стержневой заготовки в центре кварцевой трубы, заполненной кварцевым песком, для достижения необходимой пропорции между сердцевиной и оболочкой, отличающийся тем, что после изготовления оптической части преформы методом химического внутреннего парофазного осаждения, или методом химического парофазного осаждения с помощью печи, или методом плазменного внутреннего осаждения из газовой фазы дополнительно осуществляют полное стравливание опорной кварцевой трубы в растворе фтористоводородной кислоты, после осаждения всех слоев стекла и процедуры «схлопывания» заготовки, как промежуточный этап перед процессом внешнего осаждения из газовой фазы, или процессом жакетирования, или процессом сплавления стержневой заготовки в центре кварцевой трубы, заполненной кварцевым песком с целью улучшения качества оптических преформ, изготовленных с помощью опорных кварцевых труб с наличием значительного количества объемных дефектов, располагающихся на произвольной глубине.
| Физико-тезнологические основы волоконно-оптической техники, пп.3.1-3.5, https://web.archive.org/web/20220125104909/https://siblec.ru/telekommunikatsii/fiziko-tekhnologicheskie-osnovy-volokonno-opticheskoj-tekhniki/3-metody-polucheniya-zagotovok-kvartsevykh-ov | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВКИ ОПТИЧЕСКОГО ВОЛОКНА | 2011 |
|
RU2567923C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДВУЛУЧЕПРЕЛОМЛЯЮЩЕГО МИКРОСТРУКТУРНОГО ОПТИЧЕСКОГО ВОЛОКНА | 2010 |
|
RU2437129C1 |
| ТРУБА БОЛЬШИХ РАЗМЕРОВ ИЗ КВАРЦЕВОГО СТЕКЛА, ЗАГОТОВКА БОЛЬШИХ РАЗМЕРОВ ИЗ КВАРЦЕВОГО СТЕКЛА, ПРОЦЕСС ИХ ИЗГОТОВЛЕНИЯ И ОПТИЧЕСКОЕ ВОЛОКНО ИЗ КВАРЦЕВОГО СТЕКЛА | 1993 |
|
RU2096355C1 |
| GB | |||

