Изобретение относится к волоконной оптике, в частности к технологии изготовления оптических волоконных световодов с высоким двулучепреломлением, сохраняющих поляризацию введенного в них излучения, которые применяются в волоконно-оптических системах передачи информации, а также в интерферометрических датчиках физических полей.
Одномодовое волокно, получаемое предлагаемым способом, имеет в поперечном сечении круглую сердцевину, круглую изолирующую оболочку и эллиптическую напрягающую оболочку, заключенные внутри опорного слоя из кварцевого стекла. Световоды, имеющие такую конструкцию, обладают повышенными свойствами сохранения поляризации света, которая обеспечивается за счет анизотропии напряжений, обусловленных эллиптической формой напрягающей оболочки.
Существуют и другие конструкции световодов, сохраняющих поляризацию излучения. Однако оптическое волокно с эллиптической напрягающей оболочкой выгодно отличается от них более простой технологией, обеспечивающей высокую производительность и низкую стоимость.
Наиболее распространенной технологией получения анизотропных одномодовых волоконных световодов с эллиптической напрягающей оболочкой является технология получения заготовок волоконных световодов с использованием метода абразивной обработки, при которой цилиндрическую заготовку, полученную методом химического парофазового осаждения (MCVD) слоев оболочек и сердцевины с опорным слоем кварцевого стекла, обрабатывают на шлифовальном станке до образования плоскопараллельных поверхностей или пазов различной формы: прямоугольных, треугольных или полукруглых, после чего производят округление заготовки в высокотемпературной печи и вытяжку волокна.
В патенте США N 4179189 (МПК G 02 B 5/14, 1973 г.) описано одномодовое поляризационное оптическое волокно и способ его изготовления. Способ включает операции изготовления заготовки на основе трубы из кварцевого стекла, внутри которой методом MCVD наносятся слои изолирующей оболочки и сердцевины, а снаружи - слой напрягающей оболочки, после чего производят схлопывание (коллапсирование) заготовки в штабик, а затем снаружи заготовку-штабик подвергают абразивной обработке, при которой сошлифовывают диаметрально противоположные стороны заготовки вдоль всей ее длины, нарезают по центру обработанных поверхностей продольные симметричные канавки. Полученную заготовку подвергают высокотемпературной обработке и вытягивают волокно.
Волокно, полученное описанным способом, получается некруглого сечения. Напрягающая оболочка принимает вид галстука-бабочки. Такое волокно обладает поляризационными свойствами, однако наружное расположение напрягающей оболочки-стекломассы приводит к деградации прочности световодов, что ограничивает уровень двулучепреломления величиной 5 • 10-5.
Способ недостаточно экономичен, низкопроизводителен. Здесь присутствуют операции механической обработки заготовок, при которых весьма велики потери стекломассы.
В статье "Single polarization optical fibers. Exposed cladding technigue", опубликованной в журнале "Applied Physics Zetters", Volum 33, N 9, 1978 г. р. 815 описан способ изготовления оптического волокна, который включает операции изготовления заготовки на основе трубы из кварцевого стекла, внутри которой методом химического парофазного осаждения нанесены слои напрягающей и изолирующей оболочки и сердцевины, коллапсирования в штабик, абразивной обработки диаметрально противоположных сторон заготовки путем сошлифовывания до получения плоскопараллельных поверхностей вдоль всей длины заготовки или вырезания прямоугольных канавок. После абразивной обработки производят высокотемпературное кругление, при котором силы поверхностного натяжения трансформируют заготовку, превращая ее в круглый штабик, а легкоплавкая напрягающая оболочка принимает форму эллипса. Затем проводят вытягивание волокна, которое в результате получается в сечении с эллиптической формой напрягающей оболочки, а сердцевина и изолирующая оболочка сохраняют круглую форму.
Полученный описанным способом одномодовый световод сохраняет линейную поляризацию выведенного излучения за счет анизотропии напряжений.
Данный способ принят за прототип предлагаемого изобретения. Недостатками прототипа являются: значительные потери стекломассы (до 40% для достижения двулучепреломления ≥ 10-4), что связано с особенностями абразивной обработки, которую производят для получения требуемой формы сечения волокна. В данном случае нарезание канавок происходит со значительным удалением материала - ширина и глубина вырезаемых пазов весьма велики. Также не может быть высокой производительности процесса, т.к. абразивная выборка значительной части стекломассы существенно увеличивает его длительность.
Задача настоящего изобретения состоит в том, чтобы снизить потери дорогостоящей стекломассы, которые возникают при абразивной обработке заготовок волокна, а также повысить производительность процесса изготовления волоконных световодов, сохраняющих поляризацию излучения.
Задача решается путем подбора оптимальных условий при осуществлении абразивной обработки заготовок волокна и последующего их округления.
Предлагаемый способ изготовления волоконных световодов, сохраняющих поляризацию излучения, включает операции получения заготовок на основе трубы из кварцевого стекла, внутри которой методом химического парофазного осаждения нанесены слои напрягающей и изолирующей оболочек и сердцевины, коллапсирования заготовки в штабик, абразивной обработки диаметрально противоположных наружных сторон заготовки-штабика путем нарезания по всей ее длине вдоль оси симметричных канавок, последующего высокотемпературного кругления заготовки-штабика путем воздействия на нее пламени перемещающейся горелки с одновременным вращением заготовки и вытягивания волокна, а в отличии от прототипа абразивную обработку осуществляют таким образом, при котором симметричные канавки на заготовке-штабике нарезают шириной 0,3 - 1 мм и глубиной, обеспечивающей промежуток между дном канавки и напрягающей оболочкой, равный 0,2 диаметра напрягающей оболочки, высокотемпературное кругление проводят при четном количестве проходов горелки вдоль заготовки со ступенчатым уменьшением скорости каждой пары проходов горелки до получения круглого сечения заготовки, при этом скорость первой пары проходов горелки равна 1 ± 0,2 мм/с, а направление вращения заготовки относительно своей оси изменяют каждый раз от прохода к проходу.
В новом способе нарезание канавок шириной 0,3 - 1 мм и глубиной, не доходящей до напрягающей оболочки, обеспечивающей промежуток 0,2 диаметра этой оболочки, определено экспериментальным путем как наиболее оптимальное, в результате которого достигается требуемая форма эллиптичности напрягающей оболочки в сочетании с круглой формой других слоев заготовки волокна. При этом происходит выборка наименьшего объема стекломассы, т.е. минимизируются ее потери, которые обычно не более 8 мас.%. В известных способах, описанных выше, потери стекломассы от шлифовки заготовки доходят до 40% при той же величине эллиптичности напрягаемой оболочки.
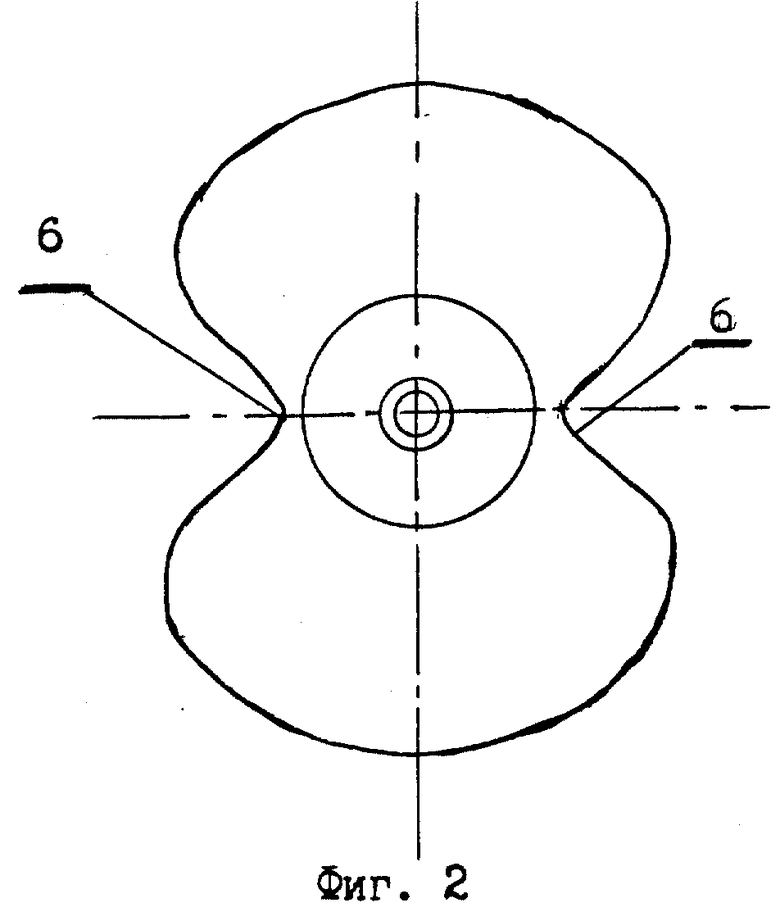
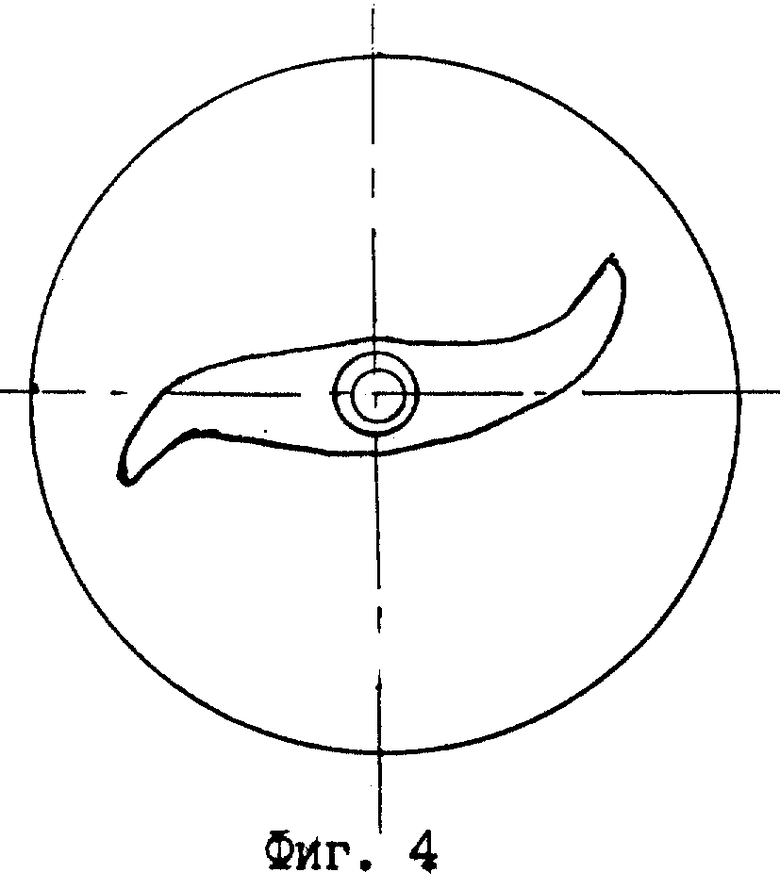
Подбор режима кругления после абразивной обработки заготовок путем ступенчатого изменения скорости при попарных проходах горелки создает условия для "раскрытия" канавки и превращения заготовки с пропилами в два сопряженных штабика после первых проходов горелки со скоростью 1 мм/с (см. фиг. 2). На последующих проходах скорость горелки снижается и заготовка приобретает круглую форму, а напрягающая оболочка вытягивается в эллипсе. Изменение направления вращения заготовки от прохода к проходу горелки позволяет получить хорошую форму эллипса напрягающей оболочки, который в противном случае - без изменения вращения заготовки - не получится (см. фиг. 4). При четном количестве проходов горелки с противоположным вращением заготовки обеспечивается взаимная компенсация деформаций формы напрягающей оболочки.
Совокупность изложенных признаков и анализ отличий от прототипа по существующему уровню техники позволяет сделать вывод о "новизне" и "изобретательском уровне" нового способа.
Способ иллюстрируется чертежами, на которых изображены формы поперечного сечения заготовки волокна при различных стадиях обработки.
На фиг. 1 показано сечение заготовки с вырезанными канавками, где в опорном слое из кварцевого стекла 1 расположены слои напрягающей оболочки 2, изолирующей оболочки 3, сердцевины 4 и цифрой 5 обозначены вырезанные канавки.
На фиг. 2 показано сечение заготовки после первой пары проходов горелки, в результате чего происходит преобразование прямоугольных канавок 5 в округлые пазы 6, которые при последующих проходах горелки перейдут в окружность наружного слоя.
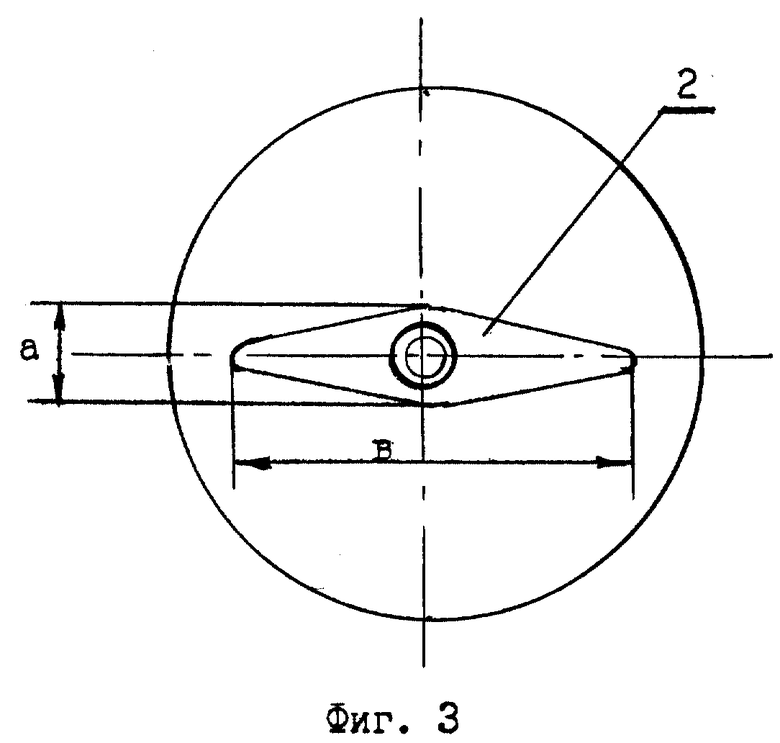
На фиг. 3 - сечение волокна в готовом виде.
На фиг. 4 показан вид плохой формы напрягающей оболочки, который мог бы получиться, если бы не изменяли направление вращения заготовки при круглении.
Способ реализуется следующим образом. Берут отрезок трубы из кварцевого стекла размером: длиной 1 м, диаметром 20 мм и толщиной стенки 2 мм. На тепломеханическом станке при вращении трубки MCVD методом наносят слои легированного кварцевого стекла - пять слоев технологической оболочки, легированной 0,8 моль.% P2O5 и 0,3 ат.% фтора. Затем тем же способом наносят шесть слоев напрягающей оболочки, легированной 17 моль.% B2O3 и 5 моль.% GeO2. После этого осаждают изолирующий слой того же состава, что и слои технологической оболочки. Последним наносится слой сердцевины, легированный 12 моль.% GeO2. Температуры осаждения, измеренные оптическим пирометром ОПИР-017, составили для четырех режимов осаждения 1150oC, 1050oC, 1170oC и 1220oC соответственно.
Высокотемпературное коллапсирование заготовки производили за два прохода горелки при температуре 1600 и 1650oC, измеренной оптическим пирометром. Скорость перемещения горелки на первом проходе составила 0,2 мм/с, на втором - 0,1 мм/с. Наружный диаметр заготовки стал 12,5 мм, а диаметры сердцевины, изолирующей и напрягающей оболочек составили соответственно 0,63 мм, 1,0 мм и 2,8 мм.
Полученную заготовку-штабик закрепляют в приспособлении, обеспечивающем осевое перемещение относительно абразивного алмазного круга толщиной 0,2 - 1 мм. Поэтапно сближают режущий инструмент с заготовкой и нарезают по всей длине заготовки диаметрально противоположные симметричные канавки шириной от 0,3 до 1 мм и глубиной 4 мм за 3 - 5 проходов на каждую сторону. Вся операция нарезания канавок длится не более 20 минут.
Кругление заготовки производят на том же станке за четыре парных прохода горелки при скорости 1,0; 0,5; 0,25 и 0,12 мм/с. Температуру измеряют оптическим пирометром. На первой паре проходов горелки она равна 1450oC, на второй - 1550oC, на третьей - 1600oC и на четвертой - 1650oC. Отклонение от круглости наружного диаметра заготовки не превышает 0,1 мм. Эллиптичность напрягающей оболочки, равная  "b" и "a", соответственно размеры большой и малой осей эллипса, достигала значения 0,63 - 0,65. Заготовка длиной 950 мм имела технологический отрезок длиной 200 мм с непостоянным значением диметров внутренних оболочек и сердцевины, обусловленных нестационарной зоной MCVD процесса.
"b" и "a", соответственно размеры большой и малой осей эллипса, достигала значения 0,63 - 0,65. Заготовка длиной 950 мм имела технологический отрезок длиной 200 мм с непостоянным значением диметров внутренних оболочек и сердцевины, обусловленных нестационарной зоной MCVD процесса.
В предлагаемом способе используется горелка с кислородоводородным пламенем. Причем коллапсирование и кругление заготовки осуществляют при избыточном расходе окислителя.
Из отрезка заготовки длиной 750 мм и диаметром 11,7 мм было вытянуто 60 км анизотропного световода диаметром 40 мкм с защитным полимерным покрытием толщиной 20 мкм. Степень сохранения поляризации излучения на длине волны 0,85 мкм составила 7 • 10-5 м-1, двулучепреломлением 4 • 10-4, оптические потери 6 дб/км, длина волны отсечки высшей моды 0,76 мкм.
За весь технологический период изготовления заготовки потери стекломассы за счет абразивной обработки и высокотемпературного испарения составили 13% в случае пропила канавок шириной 0,3 мм и 18% в случае пропила канавок шириной 1 мм.
Вышеизложенные сведения подтверждают очевидную промышленную применимость предлагаемого способа изготовления волоконных световодов, сохраняющих поляризацию излучения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ВОЛОКОННЫХ СВЕТОВОДОВ, СОХРАНЯЮЩИХ ПОЛЯРИЗАЦИЮ ИЗЛУЧЕНИЯ | 2004 |
|
RU2272002C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АНИЗОТРОПНЫХ ОДНОМОДОВЫХ ВОЛОКОННЫХ СВЕТОВОДОВ | 2012 |
|
RU2511023C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОДНОМОДОВЫХ ВОЛОКОННЫХ СВЕТОВОДОВ, СОХРАНЯЮЩИХ ПОЛЯРИЗАЦИЮ ИЗЛУЧЕНИЯ | 2009 |
|
RU2396580C1 |
| Способ изготовления анизотропных одномодовых волоконных световодов | 2021 |
|
RU2764240C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВОК ДЛЯ ВЫТЯГИВАНИЯ АНИЗОТРОПНЫХ ОДНОМОДОВЫХ СВЕТОВОДОВ | 2007 |
|
RU2342334C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВЕТОВОДОВ НА ОСНОВЕ КВАРЦЕВОГО СТЕКЛА, ЛЕГИРОВАННОГО ДЕЙТЕРИЕМ | 2014 |
|
RU2546711C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВЕТОВОДОВ НА ОСНОВЕ КВАРЦЕВОГО СТЕКЛА С МАЛЫМИ ОПТИЧЕСКИМИ ПОТЕРЯМИ | 2011 |
|
RU2462737C1 |
| Способ изготовления одномодовых световодов с германосиликатной сердцевиной | 2021 |
|
RU2764065C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ ЗАГОТОВОК КВАРЦЕВЫХ СВЕТОВОДОВ | 2004 |
|
RU2281260C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОМОДОВЫХ МАЛОДИСПЕРСИОННЫХ СВЕТОВОДОВ | 2014 |
|
RU2547032C1 |
Способ используется для изготовления волоконных световодов с высоким двулучепреломлением, применяемых в интерферометрических датчиках физических полей. Получают заготовку на основе кварцевого стекла, внутри которой методом химического осаждения наносят слои напрягающей и изолирующей оболочек и сердцевины. Коллапсируют заготовку в штабик. Нарезают по всей длине заготовки вдоль ее оси симметричные канавки шириной 0,3-1 мм и глубиной, обеспечивающей промежуток между дном канавки и напрягающей оболочкой, равный 0,2 диаметра напрягающей оболочки. Затем осуществляют высокотемпературное кругление заготовки путем воздействия на нее пламенем перемещающейся кислородной горелки при одновременном вращении заготовки. Осуществляют четное количество проходов горелки со ступенчатым уменьшением скорости каждой пары проходов до получения круглого сечения заготовки. Скорость первой пары проходов горелки устанавливается равной 1±0,2 мм/с, а направление вращения заготовки изменяют каждый раз от прохода к проходу. Снижены потери сырья, повышена производительность изготовления. 4 ил.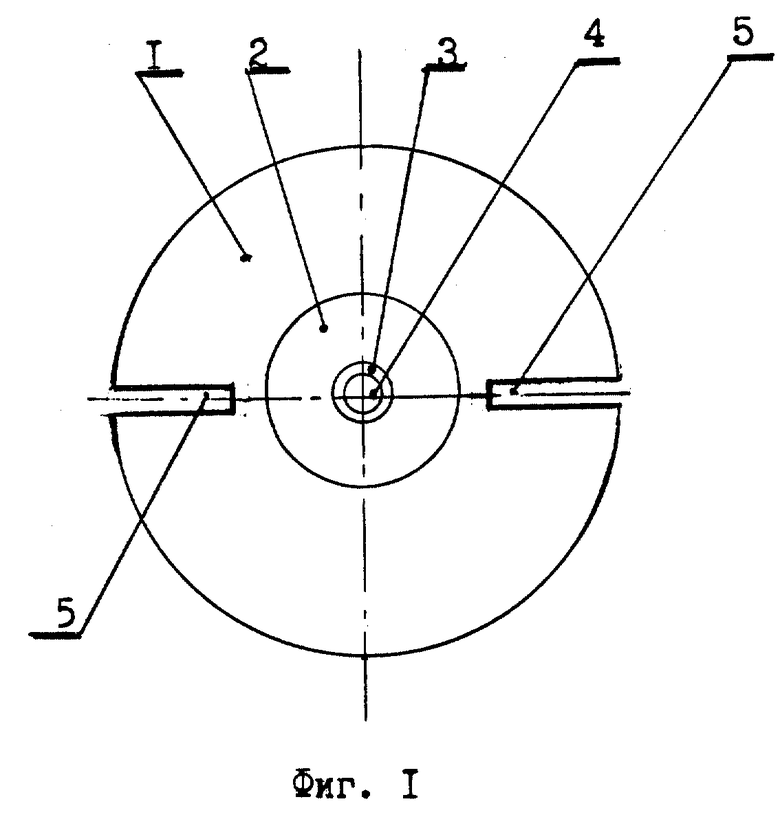
Способ изготовления волоконных световодов, сохраняющих поляризацию излучения, заключающийся в получении заготовки на основе трубы из кварцевого стекла, внутри которой методом химического парофазного осаждения нанесены слои напрягающей и изолирующей оболочек и сердцевины, коллапсировании заготовки в штабик, абразивной обработке диаметрально противоположных наружных сторон заготовки-штабика путем нарезания по всей ее длине вдоль оси симметричных канавок, последующем высокотемпературном круглении заготовки-штабика путем воздействия на нее перемещающимся пламенем горелки с одновременным вращением заготовки, и вытягивании волокна, отличающийся тем, что симметричные канавки на заготовке-штабике нарезают шириной 0,3 - 1 мм и глубиной, обеспечивающей промежуток между дном канавки и напрягающей оболочкой, равный 0,2 диаметра напрягающей оболочки, высокотемпературное кругление проводят при четном количестве проходов горелки вдоль заготовки со ступенчатым уменьшением скорости каждой пары проходов горелки до получения круглого сечения заготовки, при этом скорость первой пары проходов горелки равна 1 ± 0,2 мм/с, а направление вращения заготовки относительно оси изменяют каждый раз от прохода к проходу.
| Applied Physics Letters, 1978, vol.33 | |||
| Разборный с внутренней печью кипятильник | 1922 |
|
SU9A1 |
| US 4179189 A, 18.12.1979 | |||
| Волоконный световод и способ его изготовления | 1989 |
|
SU1744675A1 |

