Настоящее изобретение в целом относится к области машиностроения, в частности к методам нанесения специальных защитных покрытий на металлические детали газотурбинных двигателей, работающие в условиях воздействия высоких температур и агрессивных сред. Покрытие, наносится методами ионно-плазменного (вакуумно-дугового и среднечастотного плазмохимического магнетронного) осаждения.
Жаропрочные никелевые сплавы типа ВЖМ (например, ВЖМ4, ВЖМ5, ВЖМ7, ВЖМ8), и интерметаллидные никелевые сплавы (например, ВКНА-1 ВР, ВИНЗ), предназначенные для изготовления деталей горячей части газотурбинных двигателей, в том числе рабочих и сопловых лопаток. Указанные выше сплавы обладают необходимым комплексом свойств для обеспечения требований в части механической прочности и надежности деталей двигателя при рабочих температурах до 1100-1150°С с кратковременными забросами температуры до 1200°С.Однако, для обеспечения достаточного ресурса современных жаропрочных и интерметаллидных сплавов при температурах выше 1100°С необходимо применение ионно-плазменных жаростойких покрытий, которые обеспечивают работоспособность изделий при максимальных температурах до 1200°С с кратковременными забросами температуры до 1250°С.
Дополнительное повышение ресурса деталей горячего тракта наиболее совершенных ГТД, а также повышение устойчивости поверхности к кратковременным забросам температуры до 1250°С достигается за счет применения теплозащитных покрытий (ТЗП), содержащих жаростойкий металлический слой (ЖМС) и термобарьерный керамический слой (КС) на основе оксида циркония ZrO2 стабилизированного оксидами Y, Са, Mg. Наибольшее распространение в авиационном газотурбостроении получили керамические материалы на основе оксида циркония стабилизированные 7-8% оксида иттрия (7YSZ, 8YSZ). Указанные керамические материалы на основе оксида циркония обладают достаточно высоким термическим коэффициентом линейного расширения (10-12)×10-6 1/К и имеют высокую совместимость термических деформаций керамического слоя с жаропрочным никелевым сплавом. Однако, при температуре выше 1250°С традиционные КС 7YSZ, 8YSZ спекаются и резко теряют свои теплобарьерные свойства.
Ведущими мировыми исследовательскими центрами ведутся исследования по поиску новых керамических материалов для ТЗП устойчивых к спеканию и структурно стабильных при температурах до 1350-1450°С. Среди таких керамических материалов наиболее перспективными считаются материалы на основе цирконатов гадолиния, лантана, самария, а также других редкоземельных металлов (РЗМ). Несмотря на достаточно высокую высокотемпературную стабильность и низкую теплопроводность, новые керамические материалы характеризуются низким термическим коэффициентом линейного расширения на уровне (5-9)×10-6 1/К, что не позволяет обеспечить достаточную устойчивость КС к термоциклическим нагрузкам. В связи с этим, перспективным является применение КС, состоящих из двух слоев на основе различных керамических материалов. Первый слой на основе керамического материала 7YSZ, 8YSZ обеспечивает хорошую адгезию к металлическому соединительному слою, а также согласование термических деформаций керамического слоя и основы. Второй слой на основе перспективных керамических материалов с пониженным термическим коэффициентом линейного расширения стабильный при температурах до 1350°С с кратковременными забросами до 1450°С, который обеспечивает высокотемпературную стабильность ТЗП при воздействии на поверхность высоких температур и окислительных сред.
При этом необходимо учитывать, что от шероховатости поверхности ТЗП на поверхности рабочих и сопловых лопаток напрямую зависит КПД газотурбинного двигателя, поэтому наиболее эффективные ТЗП должны иметь шероховатость не более Ra=1,7-2,0 мкм. Указанное требование практически недостижимо для газотермических методов нанесения ТЗП.
Известен способ получения теплозащитного эрозионностойкого покрытия, включающий плазменное напыление на поверхность изделия металлического подслоя из сплава на никелевой основе и последующее нанесение керамического покрытия из оксида циркония, стабилизированного оксидом иттрия, путем послойного плазменного напыления. Послойное напыление керамического покрытия осуществляют таким образом, что последующий слой наносят из порошков фракции меньшей, чем в предыдущем слое, за счет чего формируют керамическое покрытие с уменьшающейся пористостью к верхнему слою, где она составляет <1%. Металлический подслой напыляют толщиной 60-80 мкм. (Патент РФ 2260071 С1, опуб. 10.09.2005, С23С 4/04).
Недостатком данного покрытия является то, что максимальная рабочая температура керамического слоя ТЗП ограничена температурой начала фазовых переходов в системе ZrO2-Y2O3 и не превышает 1250°С. Керамический слой ТЗП имеет изотропную структуру с низкой термостойкостью (характерной для всех газотермических покрытий, наносимых при нормальном давлении), которая дополнительно снижается за счет низкой пористости приповерхностных слоев КС ТЗП. Жаростойкость ЖМС, полученного методом плазменного напыления, существенно уступает ЖМС, нанесенным ионно-плазменным методом, из-за более высокой пористости и наличию в структуре оксидных загрязнений.
Известно теплозащитное покрытие с керамическим слоем ZrO2-7Y2O3, наносимым методом электронно-лучевого осаждения. При этом, КС ТЗП наносится на подогретую до 927-1204°С подложку с ЖМС для формирования тонкого соединительного (клеящего) слоя. Жаростойкий металлический слой указанного покрытия состоит из слоя платины толщиной 0,25-25 мкм, наносимого методом электролитического осаждения и слоя Ni-(5,5-13,5%)Al-(0,001-0,4%)Hf, наносимого методом высокоскоростного напыления HVOF с последующим вакуумным диффузионным отжигом при температуре 649-1149°С.Покрытие выдерживает испытания на термоциклическую стойкость свыше 1000 циклов при температуре 1093°С (Заявка ЕР 2447391 А2, опубл. 02.05.2012 г., С23С 4/12).
Недостатком данного покрытия является низкая рабочая температура КС до 1250°С, а также дороговизна за счет использования платины, а также сложная многостадийная технология нанесения с использованием не менее 3 различных физических и физико-химических методов нанесения покрытия.
Известен способ нанесения теплозащитного покрытия из жаропрочных никелевых сплавов, включающий размещение изделия в камере распыления, вакуумирование камеры, подачу в камеру смеси кислорода и инертного газа и формирование керамического покрытия на изделии в две стадии, при этом на первой стадии осуществляют нагрев изделия до температуры 500-1000°С, совмещая его с обработкой поверхности изделия пучком ускоренных ионов инертного газа, на второй стадии осуществляют обработку поверхности изделия пучком ускоренных ионов инертного газа, совмещенную с магнетронным распылением мишени, а после формирования керамического покрытия проводят термообработку изделия. ЖМС описанного ТЗП наносится ионно-плазменным методом и содержит алюминий, хром и по меньшей мере один редкоземельный металл. (RU 2409701 С2, опубл. 09.04.2009 г., С23С 14/35, С23С 14/02, С23С 14/58, С23С 14/06).
Недостатком данного покрытия также является низкая рабочая температура КС до 1250°С связанная с фазовыми переходами в системе ZrO2-Y2O3.
Известно теплозащитное покрытие с керамическим слоем на основе материалов имеющих структуру типа пирохлор А2В2О7, где А - это ион металла с зарядом 3+ или 2+, В - это ион металла с зарядом 4+ или 5+.
Отличительной особенностью таких керамических соединений является стабильность при температуре выше 1650-2200°С, имеют хорошее сродство к алюминию и, в ряде случаев, имеют достаточно низкую теплопроводность, - что делает их крайне перспективными материалами для КС ТЗП. ЖМС такого ТЗП на основе металлического сплава Ni(Ni,Co)CrAlY может формироваться атмосферно-плазменным напылением, электроннолучевым или электрохимическим осаждением. (US 6117560 А опуб. 12.09.2000, В32В 9/00).
Основным недостатком указанного покрытия является низкий термический коэффициент линейного расширения (ТКЛР) соединений типа пирохлор (обычно находящийся в пределах (5-9)×10-6 1/К), который ограничивает толщину и теплозащитный эффект КС ТЗП. Недостатки применения ЖМС, осаждаемых атмосферно-плазменным (газотермическим) напылением и электронно-лучевым осаждением. Жаростойкость ЖМС, полученного методом плазменного напыления, существенно уступает ЖМС, нанесенным ионно-плазменным методом, из-за более высокой пористости и наличию в структуре оксидных загрязнений. Жаростойкость ЖМС, нанесенного методом электронно-лучевого осаждения, существенно уступает ЖМС, нанесенному ионно-плазменным методом, из-за необходимости применения финишной механической обработки ЖМС (из-за особенностей механизма формирования покрытий, получаемых электронно-лучевым испарением-конденсацией), и сопутствующему механической обработке загрязнению поверхности ЖМС и соединительного (клеящего) слоя элементами абразивных полировочных материалов. Получение ЖМС системы Ni(Ni,Co)CrAlY с применением только электрохимического осаждения практически невозможно.
Известно теплозащитное покрытие с КС состоящим не менее, чем их двух слоев керамических материалов первый из которых (непосредственно контактирующий с ЖМС) состоит из оксида циркония, стабилизированного 6-8 мас. % оксида иттрия, дополнительно легированного YTaO4 и/или диоксидом титана. Материал второго керамического слоя выбирается из группы: YTaO4, легированный диоксидом циркония; диоксид циркония, легированный диоксидом титана; стабилизированный скандием диоксид циркония; диоксид циркония, стабилизированный оксидом иттрия с множеством примесей редкоземельных элементов; диоксид циркония, стабилизированный оксидом церия; перовскит; содержащий оксид церия материал; иттрий-алюминиевый гранат; монацит; шпинель и их комбинации, смеси, сплавы, смеси или многослойные структуры, при условии, что первый керамический слой состоит из диоксида циркония легированного YTaO4 и/или диоксида циркония, легированного диоксидом титана. (Заявка ЕР 2196553А1 опуб. 16.06.2010, С23С 38/00).
Недостатком указанного ТЗП является то, что основным механизмом обеспечения адгезионной связи керамических слоев является механическое сцепление и необходимость обеспечения высокой шероховатости поверхности перед нанесением керамического слоя, неизбежно приводящая к ухудшению шероховатости внешней поверхности ТЗП.
Известна система термобарьерного покрытия с двойным керамическим слоем, состоящим из переходного связующего керамического слоя ZrO2+(6,5-9,5 мас. %) Y2O3 и внешним керамическим слоем из церата лантана La2Ce2,5О8. Патент содержит рекомендации по приготовлению церата лантана путем твердофазной реакции при температуре 1400°С. Оба слоя двухслойного КС наносятся методом атмосферно-плазменного напыления. ЖМС на основе сплава MCrAlY (где М - один или несколько металлов из ряда Ni, Со и Та) наносится методом высокоскоростного или детонационного напыления, при этом шероховатость поверхности ЖМС перед нанесением КС ТЗП составляет Ra=5,0-9,0 мкм. (Патент CN 108060384 В, опуб. 28.04.2020, С22С 19/03).
Недостатком описанного ТЗП является необходимость обеспечения высокой шероховатости поверхности перед нанесением керамического слоя, неизбежно приводящая к ухудшению шероховатости внешней поверхности ТЗП. Конкретные рабочие температуры покрытия в патенте не обозначены, однако, исходя из того, что твердофазный синтез при подготовке шихты устойчиво протекает при 1400°С, можно предположить, что температура существенно ниже 1350-1400°С.
Наиболее близким аналогом заявленного изобретения, выбранным в качестве прототипа, является теплозащитное покрытие с двухслойным КС, наносимым методом электронно-лучевого осаждения, в котором первый керамический слой формируется на основе ZrO2-(7-20%)Y2O3, а второй слой на основе ZrO2-Y2O3-(0,l-l0%)TiO2. Соединительный (клеящий) слой на основе оксида алюминия толщиной до 1 мкм рекомендовано формировать при 850-1150°С. Жаростойкий металлический подслой наносится методом электронно-лучевого осаждения из сплава Ni-23Co-18Cr-12Al-0,3Y с последующим полированием до шероховатости не выше Ra 1,27 мкм. Покрытие выдерживает 130 циклов нагрева-охлаждения (66,5 часов) при температуре 1150°С без разрушения покрытия. (US 4916022, опубл. 10.04.1990 г., В32В 15/04).
Недостатком данного покрытия является относительно невысокая рабочая температура, которая обусловлена возможностью формирования в поверхностном слое, стабилизированном титаном, упорядоченной фазы (Zr,Ti)2O4 устойчивой при температурах ниже 1125°С. Также на свойствах ТЗП негативно сказывается необходимость применения финишной механической обработки ЖМС (из-за особенностей механизма формирования покрытий, получаемых электронно-лучевым испарением-конденсацией), и сопутствующее механической обработке загрязнение поверхности ЖМС и соединительного (клеящего) слоя элементами абразивных полировочных материалов. Кроме того, рабочая температура, и ресурс ЖМС, содержащего кобальт, ограничена 1000-1100°С т.к. содержащие кобальт жаростойкие сплавы резко меняют свой коэффициент линейного расширения при температурах 1100°С, что приводит к катастрофическому разрушению ЖМС.
Общими недостатками указанных выше известных покрытий является: невозможность обеспечения работоспособности поверхности ТЗП при температурах до 1350-1400°С, высокого (от 70°С) теплозащитного эффекта, хорошей совместимости термических коэффициентов линейного расширения КС ТЗП и жаропрочных никелевых сплавов и обеспечением шероховатости ниже Ra=2,5 мкм.
Техническим результатом заявленного изобретения является повышение рабочей температуры поверхности деталей из никелевых сплавов с ТЗП до 1350°С длительно и до 1450°С кратковременно, снижение удельного изменения массы при высокотемпературном окислении и повышении количества термических циклов нагрева↔охлаждения до скола керамического слоя теплозащитного покрытия, при шероховатости поверхности до 1,6-2,5 мкм.
Технический результат достигается тем, что предложен способ нанесения теплозащитного покрытия с внешним двойным керамическим слоем и металлическим подслоем на основе никелевого сплава, наносимого вакуумным методом осаждения, прошедшего поверхностную обработку, соединенными клеящим слоем на основе оксида алюминия, сформированным при нагреве в окислительной среде отличающегося тем, что внешний двойной керамический слой имеет анизотропную структуру и получен в едином вакуумном объеме методом среднечастотного плазмохимического магнетронного осаждения, при этом внешний двойной керамический слой состоит из внутреннего керамического слоя на основе стабилизированного оксида циркония и внешнего керамического слоя, содержащего, как минимум один оксид редкоземельного металла, способного формировать с оксидом циркония фазы типа пирохлор и/или флюорит до 15% масс., причем формирование первого и второго керамического слоя происходит в едином реакционном пространстве, а клеящий слой на основе оксида алюминия сформирован при температуре не более 850°С, при том, что жаростойкий металлический подслой имеет толщину до 100 мкм и получен методом ионно-плазменного осаждения из сплава системы Ni-Cr-Al-Y-Me, где Me - это Та, Hf и Re с суммарным содержанием от 5,0 до 8,5 масс. % и выполнен с шероховатостью поверхности 1,6-2,5 мкм.
Предпочтительно толщина жаростойкого металлического слоя NiCrAlYReTaHf+AlNiY составила 60-100 мкм, а суммарная толщина керамического термобарьерного слоя 100-200 мкм, при этом толщина первого слоя системы ZrO2-(7-8%)Y2O3 составляет не более 50% от общей толщины КС ТЗП, а толщина второго более эффективного слоя КС ТЗП системы ZrO2- (оксид РЗМ) составляет не менее 50% от общей толщины КС ТЗП. Формирование соединительного (клеящего) слоя осуществлялось при температуре до 850°С.
Настоящее изобретение поясняется чертежами:
Фигура 1 - Результаты металлографического исследования
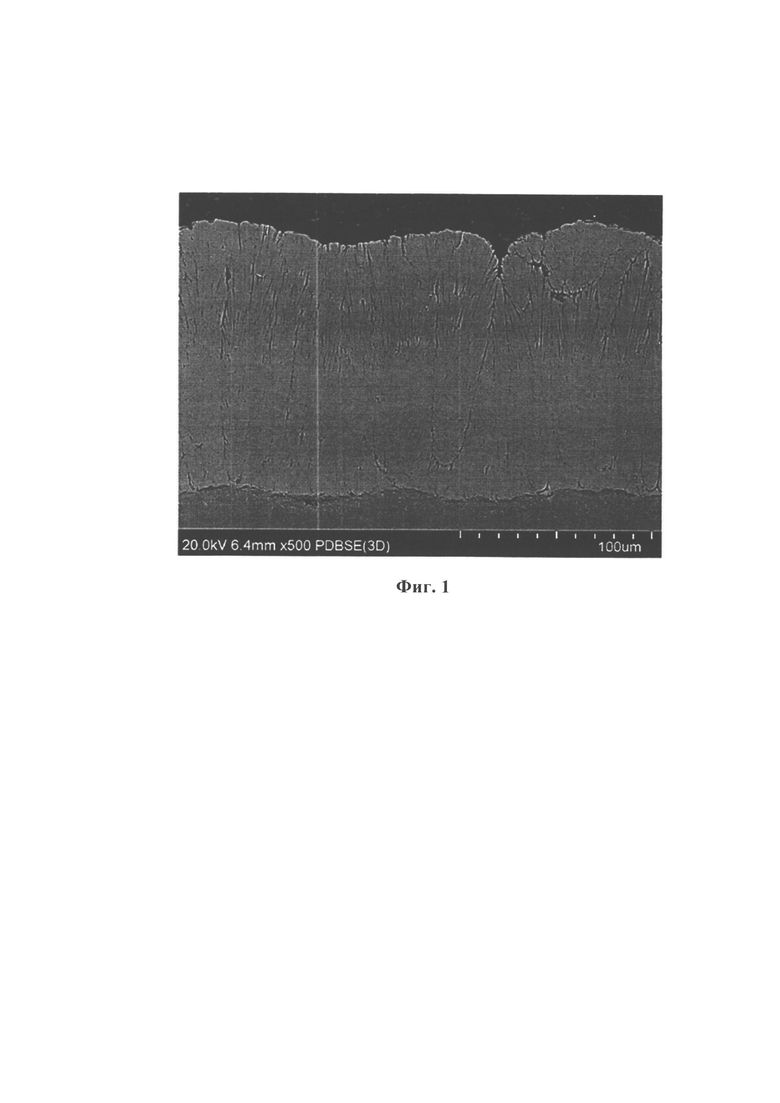
Фигура 2 - Результаты электронно-зондового микроанализа двухслойного КС ТЗП
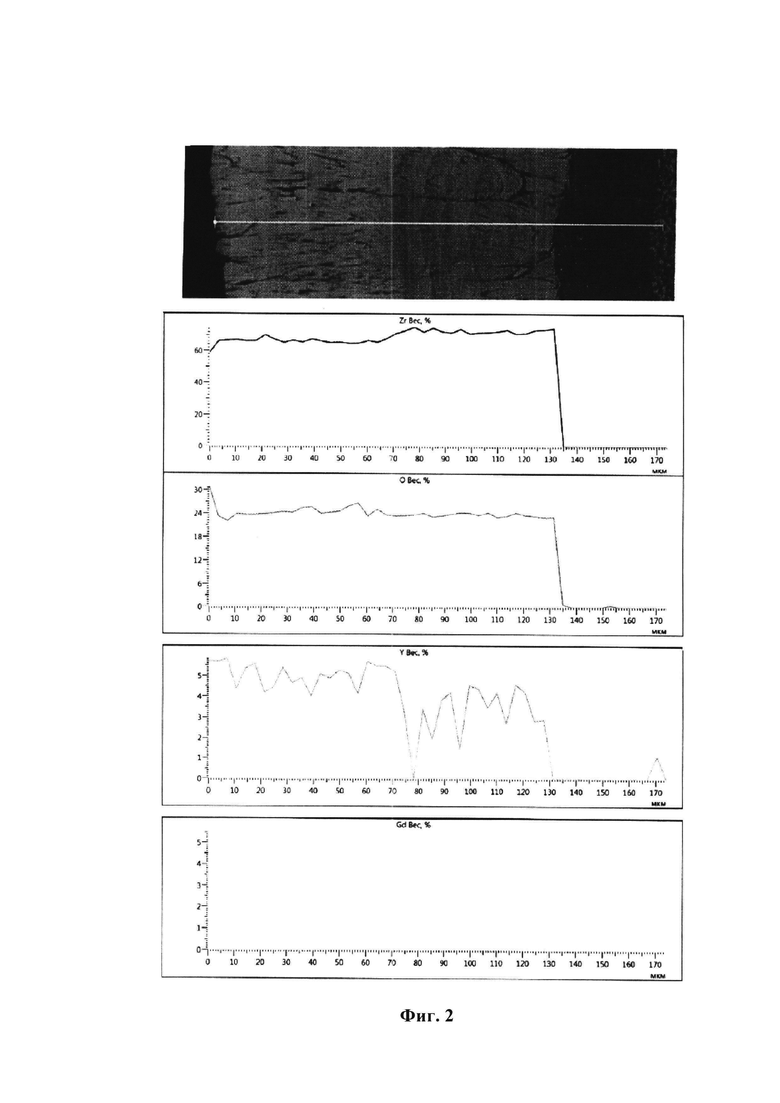
Фигура 3 - Результаты металлографических исследований второго слоя КС ТЗП до и после испытаний при температуре 1350°С
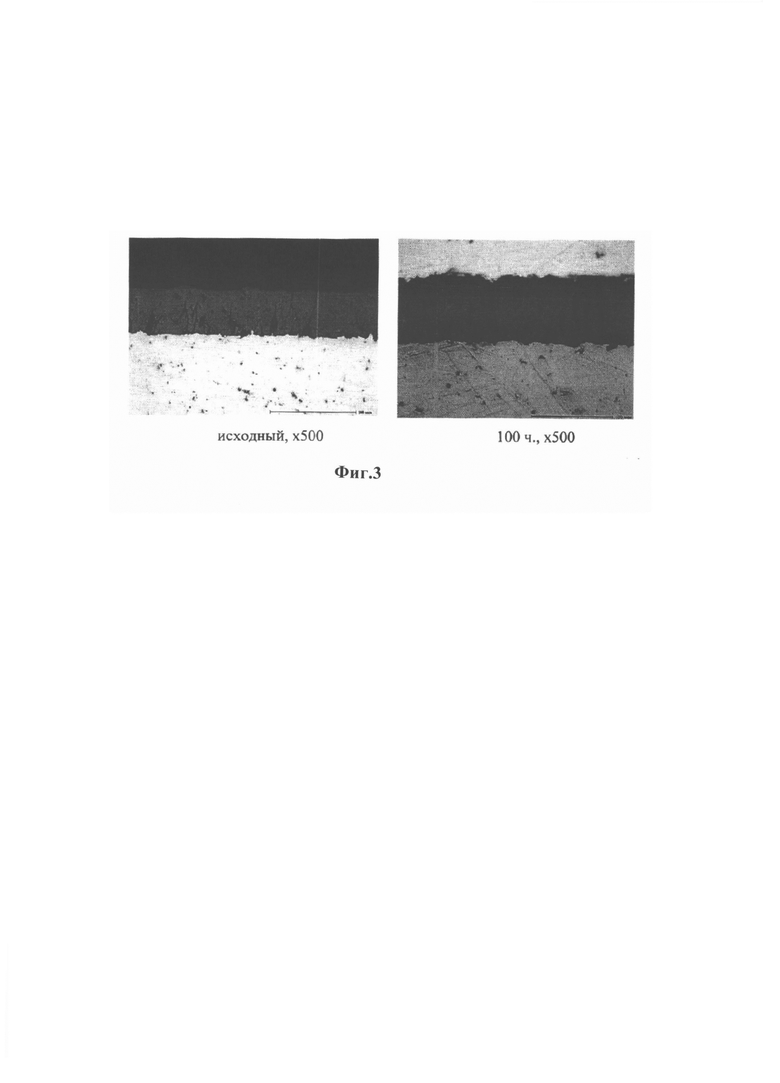
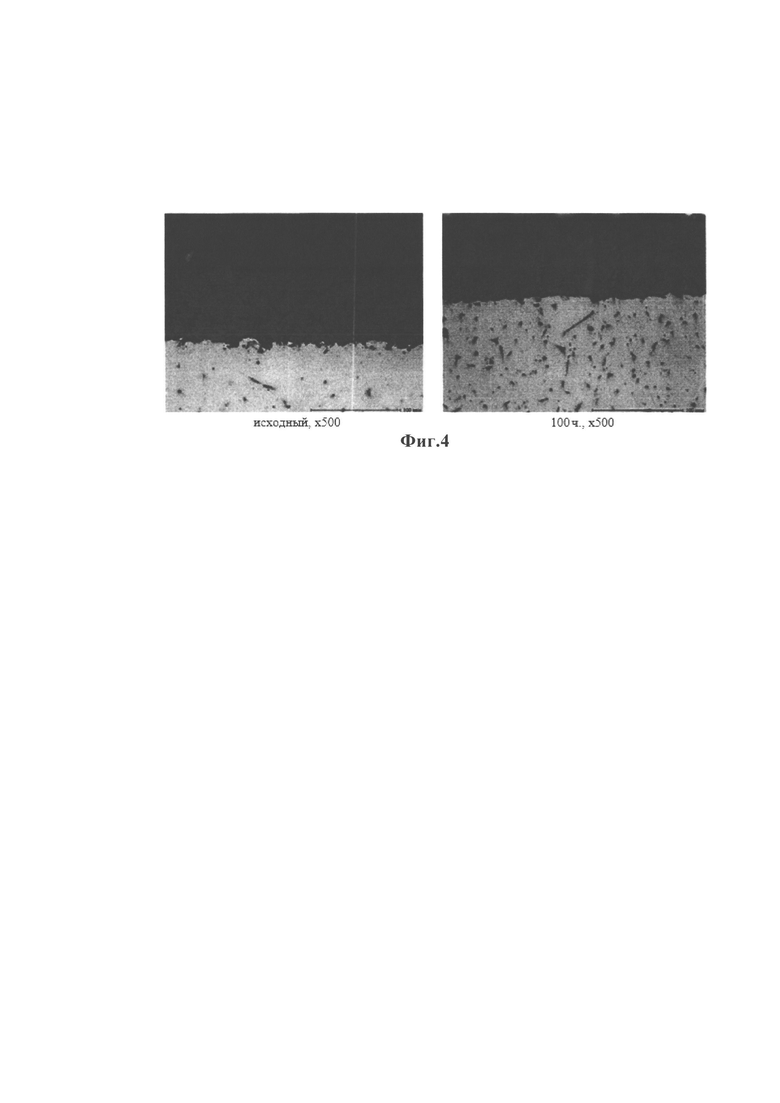
Фигура 4 - Результаты металлографических исследований второго слоя КС ТЗП до и после испытаний при температуре 1450°С
Экспериментально установлено, что применение ЖМС содержащего Та, Hf и Re с суммарным содержанием 5,0 до 8,5 масс. %, формируемого методом ионно-плазменного осаждения, обеспечивает стабилизацию в-фазы NiAl, затрудняя диффузионную подвижность алюминия вглубь сплава. Осаждение слоя системы AlNiY обеспечивает высокое содержание алюминия в поверхностном слое, тем самым обеспечивая рабочую температуру жаростойкого металлического слоя до 1200-1250°С за счет образования плотной стабильной оксидной пленки на поверхности жаростойкого металлического слоя, а также обеспечивая формирование сплошного соединительного (клеящего) слоя для КС ТЗП при относительно низких температурах - до 850°С. При этом, современные технологии ионно-плазменного осаждения, в частности вакуумная плазменная технология высоких энергий, позволяют формировать ЖМС на поверхности полированных деталей и получать шероховатость на уровне Ra до 1,6-2,5 мкм и менее.
Экспериментально установлено, что применение первого керамического слоя на основе ZrCb-YaCb обеспечивает достаточно высокий ТКЛР и хорошую совместимость КС ТЗП как с ЖМС, так и со вторым керамическим слоем на основе оксидных соединений с низким ТКЛР. Применение первого КС ТЗП, обеспечивает наиболее эффективное распределение напряжений в получаемой композиции, а применение второго слоя КС ТЗП, содержащего как минимум один РЗМ способный формировать с цирконием фазы типа пирохлор и/или флюорит с низкой теплопроводностью с суммарным содержанием до 15%, является предпочтительным из-за низкого коэффициента теплопроводности и обеспечение высокотемпературной стабильности при температурах не ниже 1400-1450°С.
Важнейшим преимуществом предлагаемого метода получения ТЗП перед известными прототипами является то, что формирование КС ТЗП осуществляется плазмохимическим методом за счет протекания непосредственно на поверхности детали реакции окисления исходного металлического сплава (прекурсора), переносимого методом магнетронного распыления. В случае получения КС ТЗП на основе циркониевых сплавов такой механизм формирования керамического слоя обеспечивает получения напряжений сжатия в поверхностном слое т.к. при окислении сплава с ТКЛР (4-7)×10-6 1/К непосредственно на поверхности детали образуется оксид с ТКЛР (7-12)×10-6 1/К. Одновременно с этим, формирование первого и второго керамического слоя происходит в едином реакционном пространстве, что позволяет обеспечить отсутствие структурных границ между двумя различными слоями КС ТЗП и обеспечивает высокотемпературную стабильность поверхности ТЗП при температурах не ниже 1400-1450°С.
Примеры осуществления.
В варианте реализации предложенного метода покрытия формировались на подложках из никелевых сплавов (например, ВЖМ4, ВКНА-1ВР, ВИНЗ и т.д.).
После предварительной подготовки поверхности (удаление загрязнений и обезжиривание) проводилась пескоструйная обработка электрокорундом 25А в течение от 3 до 5 минут, обдувка образцов сжатым воздухом и промывка в нефрасе в течение 5 минут и затем в ацетоне в течение 5 минут.
Жаростойкий металлический слой наносился на установке типа МАП. Непосредственно перед нанесением ЖМС в камере установки производится вакуумная очистка поверхности обрабатываемой детали путем бомбардировки ионами инертного газа или ионами материала наносимого покрытия. Первый слой ЖМС системы NiCrAlYReTaHf наносился при напряжении 0-34 В, токе дуги 600-800 А. При необходимости снижения шероховатости поверхности ТЗП ниже Ra=2,0-2,5 мкм, возможно проведение механической шлифовки, галтовки или полировки поверхности первого металлического слоя. Второй слой ЖМС системы AlNiY наносился с использованием катода марки ВСДП-16 (ТУ 1-595-2-890-2005) при напряжении 0-34 В, токе дуги 300-600 В. После нанесения второго слоя ЖМС проводился вакуумный отжиг при температуре 700-900°С, в течение 3 часов.
После вакуумного отжига осуществлялась подготовка поверхности ЖМС к нанесению КС ТЗП включающая в себя пескоструйную обработку электрокорундом 25А при давлении воздуха не более 4 атм. в течение от 1 до 5 минут и обдувка образцов сжатым воздухом. При необходимости допускается промывка в ацетоне в течение 2-5 минут.
Детали с подготовленным ЖМС помещались в установку среднечастотного магнетронного плазмохимического осаждения УОКС-3. Для формирования соединительного (клеящего) слоя на основе оксида алюминия производился нагрев деталей до температуры 550-850°С в среде газовой смеси инертного газа с кислородом. Далее методом среднечастотного магнетронного плазмохимического осаждения с использованием металлических мишеней из сплава системы Zr-(6,5-8)Y марки ВЦМ-1 (ТУ 1-595-2-1668-2017) наносился первый керамический слой ТЗП. После чего с использованием металлических мишеней из сплава системы Zr-7,75Gd-7,75Y наносился второй керамический слой. Шероховатость поверхности ТЗП в зависимости от вида подготовки ЖМС составила Ra=1,6 2,5 мкм.
Толщина жаростойкого металлического слоя NiCrAlYReTaHf+AlNiY составила 75-80 мкм. Суммарная толщина керамического термобарьерного слоя составила 130-140 мкм, при этом толщина первого слоя системы ZrO2-(7-8%)Y2O3 составила 60-65 мкм, а толщина второго слоя системы ZrO2-(7,75%)Y2O3-(7,75%)Gd2O3 составила 70-75 мкм. На Фиг. 2 четко видно, что на глубине 0-75 мкм от поверхности КС ТЗП керамический слой содержит до 6% Gd, на глубине 75-140 мкм от поверхности КС ТЗП Gd в КС ТЗП не наблюдается. При этом на фиг. 1 невозможно обнаружить границ между слоями КС ТЗП. Вертикальные границы отдельных структурных составляющих КС ТЗП («столбов») проходят через всю толщину КС ТЗП не изменяя направления в зоне перехода между слоями.
Предложенный вариант ТЗП был подвергнут испытаниям на термоциклическую жаростойкость на специальном стенде по следующим режимам: [нагрев до температуры 1200°С + выдержка] - 45 мин. ↔ [охлаждение до температуры не более 200°С] - 15 мин. Нагрев производился в муфельной печи с воздушной атмосферой. Максимальная температура нагрева выбрана исходя из характеристик сплава - основы. Максимальное количество циклов для 5 образцов каждого из сплавов (всего 15 образцов) показало сопоставимые результаты - 169-183 цикла до появления сколов общей площадью 30% от площади покрытия, что сопоставимо с аналогичным ТЗП с однослойным КС состава ZrO2-(7-8%)Y2O3 толщиной 95-105 мкм.
Теплопроводность предложенного ТЗП измерялась в диапазоне температур до 1250°С (максимальная температура определена исходя из максимально допустимой для сплава - основы ВКНА-1 ВР) методом лазерной вспышки. В дальнейшем производилась экстраполяция результатов испытаний до температуры 1450°С. Получены расчетно-экспериментальные значения коэффициента теплопроводности при 1450°С λ=0,98-1,58 Вт/м⋅К.
Для подтверждения работоспособности поверхности КС ТЗП при температурах 1350 и 1450°С были проведены испытания верхнего слоя ТЗП, нанесенного на подложки из Та, с изотермической выдержкой в вакуумной печи при температуре 1350°С на базе 500 часов 1450°°С на базе 100 часов. Критерием оценки устойчивости КС ТЗП к воздействию высокой температуры было сохранение столбчатой структуры и отсутствие спекания «столбов» КС ТЗП. Отчетливо видно, что КС ТЗП после испытаний сохранил анизотропную (столбчатую) структуру.
Исходя из опыта эксплуатации традиционных ТЗП с одним керамическим слоем ZrO2-(7-8%)Y2O3 и столбчатой структурой КС теплопроводностью λ=2,0-2,4 Вт/м⋅К, первый слой КС ТЗП обеспечивает хороший теплозащитный эффект на уровне 30-60°С на 60 мкм толщины. При коэффициенте теплопроводности второго слоя ZrO2-(7,75%)Y2O3 -(7,75%)Gb2O3 λ=1,0-1,6 Вт/м⋅К теплозащитный эффект второго слоя толщиной 70 мкм должен составлять 105-140°С.
Сопоставление характеристик предложенного теплозащитного покрытия и покрытия-прототипа приведено в таблице №1.
Из данных, приведенных в таблице, следует, что предложенное теплозащитное покрытие при сопоставимой или меньшей толщине превосходит прототип по рабочей температуре.
Таким образом, применение заявленного теплозащитного покрытия, полученного методом ионно-плазменного осаждения, обеспечило повышение рабочей температуры теплозащитного покрытия для деталей из жаропрочных никелевых сплавов серии ЖС до 1450°С.
| название | год | авторы | номер документа |
|---|---|---|---|
| МАТЕРИАЛ КЕРАМИЧЕСКОГО СЛОЯ ТЕПЛОЗАЩИТНОГО ПОКРЫТИЯ | 2013 |
|
RU2556248C1 |
| СПОСОБ НАНЕСЕНИЯ КЕРАМИЧЕСКОГО СЛОЯ ТЕПЛОЗАЩИТНОГО ПОКРЫТИЯ | 2015 |
|
RU2600783C1 |
| СПОСОБ ФОРМИРОВАНИЯ ТЕПЛОЗАЩИТНОГО ПОКРЫТИЯ НА ЛОПАТКЕ ТУРБИНЫ ИЗ ЖАРОПРОЧНЫХ НИКЕЛЕВЫХ СПЛАВОВ | 2009 |
|
RU2426817C2 |
| ТЕПЛОЗАЩИТНОЕ ПОКРЫТИЕ ДЛЯ ЛОПАТОК ТУРБИН И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2009 |
|
RU2423550C1 |
| ТЕПЛОЗАЩИТНОЕ ПОКРЫТИЕ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2009 |
|
RU2426819C1 |
| Способ нанесения теплозащитного покрытия на детали газотурбинной установки | 2023 |
|
RU2813539C1 |
| СПОСОБ НАНЕСЕНИЯ И ЛАЗЕРНОЙ ОБРАБОТКИ ТЕПЛОЗАЩИТНОГО ПОКРЫТИЯ (ВАРИАНТЫ) | 2015 |
|
RU2611738C2 |
| СПОСОБ ПОЛУЧЕНИЯ ТЕПЛОЗАЩИТНОГО ПОКРЫТИЯ НА ДЕТАЛИ ГАЗОВОЙ ТУРБИНЫ ИЗ НИКЕЛЕВОГО ИЛИ КОБАЛЬТОВОГО СПЛАВА | 2011 |
|
RU2496911C2 |
| СПОСОБ ФОРМИРОВАНИЯ ТЕПЛОЗАЩИТНОГО ПОКРЫТИЯ | 2009 |
|
RU2423551C2 |
| ДЕТАЛЬ И СБОРОЧНАЯ ЕДИНИЦА СОПЛОВОГО АППАРАТА ТУРБИНЫ ВЫСОКОГО ДАВЛЕНИЯ | 2020 |
|
RU2746196C1 |
Изобретение относится к способу нанесения теплозащитного покрытия (ТЗП) на детали из сплава на основе никеля. На детали наносят жаростойкий металлический подслой вакуумным методом осаждения из сплава системы Ni-Cr-Al-Y-Me, причем Me - это Та, Hf и Re с суммарным содержанием от 5,0 до 8,5 мас.%. Проводят пескоструйную поверхностную обработку деталей, их нагрев в окислительной среде при температуре 550-850°С с формированием соединительного слоя на основе оксида алюминия и среднечастотное плазмохимическое магнетронное осаждение внешнего двойного керамического слоя с обеспечением анизотропной структуры. Внешний двойной керамический слой состоит из внутреннего керамического слоя на основе стабилизированного оксида циркония и внешнего керамического слоя, содержащего как минимум один оксид редкоземельного металла, формирующего с оксидом циркония в этом слое фазы со структурой пирохлор и/или флюорит в количестве до 15 мас.%. Обеспечивается повышение рабочей устойчивости поверхности деталей из жаропрочных никелевых сплавов и интерметаллидных никелевых сплавов с ТЗП до 1350°С длительно и до 1450°С кратковременно при шероховатости поверхности до 1,6-2,5 мкм. 4 ил., 1 табл., 1 пр.
Способ нанесения теплозащитного покрытия на детали из сплава на основе никеля, включающий нанесение на упомянутые детали жаростойкого металлического подслоя на основе никелевого сплава вакуумным методом осаждения, поверхностную обработку деталей, их нагрев в окислительной среде с формированием соединительного слоя на основе оксида алюминия и осаждение двойного керамического слоя, при этом указанные металлический подслой и двойной керамический слой соединены указанным соединительным слоем, отличающийся тем, что жаростойкий металлический подслой наносят методом ионно-плазменного осаждения из сплава системы Ni-Cr-Al-Y-Me, причем Me - это Та, Hf и Re с суммарным содержанием от 5,0 до 8,5 мас.%, при этом упомянутый жаростойкий металлический подслой имеет толщину до 100 мкм и шероховатость поверхности 1,6-2,5 мкм, поверхностную обработку деталей проводят посредством пескоструйной обработки, соединительный слой на основе оксида алюминия формируют при температуре 550-850°С в окислительной среде в виде газовой смеси инертного газа с кислородом, внешний двойной керамический слой наносят с обеспечением анизотропной структуры методом среднечастотного плазмохимического магнетронного осаждения, при этом упомянутый внешний двойной керамический слой состоит из внутреннего керамического слоя на основе стабилизированного оксида циркония и внешнего керамического слоя, содержащего как минимум один оксид редкоземельного металла, формирующего c оксидом циркония в этом слое фазы со структурой пирохлор и/или флюорит в количестве до 15 мас.%, причем формирование первого и второго керамического слоев осуществляют в едином вакуумном и реакционном пространстве.
| US 4916022 A1, 10.04.1990 | |||
| СПОСОБ ПОЛУЧЕНИЯ МНОГОСЛОЙНОГО ТЕПЛОЗАЩИТНОГО ПОКРЫТИЯ НА ДЕТАЛЯХ ИЗ ЖАРОПРОЧНЫХ СПЛАВОВ | 2007 |
|
RU2375499C2 |
| МАТЕРИАЛ КЕРАМИЧЕСКОГО СЛОЯ ТЕПЛОЗАЩИТНОГО ПОКРЫТИЯ | 2013 |
|
RU2556248C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗНОСОСТОЙКОГО ПОКРЫТИЯ | 2015 |
|
RU2591932C1 |
| ?;С?СО!ОЗНЛЙ'•-*--г--'г'''^-^;^?'''5^'М | 0 |
|
SU378297A1 |

