Изобретение относится к области металлургии, в частности к способам покрытия материалов методом распыления металлов, и может быть использовано в авиационном и энергетическом турбостроении для получения теплозащитных покрытий на рабочих и сопловых лопатках турбин из жаропрочных литейных сплавов на основе тугоплавких металлов и из никелевых сплавов.
Для продления ресурса работы лопаток турбин высокого давления или увеличения температуры рабочего газа турбины применяют теплозащитные покрытия (ТЗП), состоящие из внутреннего жаростойкого металлического и внешнего керамического слоев. ТЗП обеспечивают снижение температуры на поверхности пера охлаждаемых лопаток турбин на 50°C и более. Качество теплозащитного покрытия определяется теплопроводностью материала керамического слоя ТЗП в условиях рабочих температур и ресурсом работы покрытия при термоциклировании.
В качестве основного материала керамического слоя ТЗП лопаток турбин обычно применяют обладающие низкой теплопроводностью композиции на основе оксида циркония или его твердых растворов с оксидом гафния, стабилизированные оксидами редкоземельных элементов. Для нанесения ТЗП на лопатки турбин используют процессы электронно-лучевого напыления в вакууме керамики из прессованных в штабик оксидов, плазменное напыление оксидов в виде порошков при атмосферном давлении, магнетронное распыление металлических мишеней в кислородсодержащей среде и другие способы.
Известна керамическая композиция по патенту EP 1588992 для термобарьерных покрытий, включающая в качестве основных компонентов 63-99% мол. оксида циркония и 1-37% мол. оксида гафния, а также не менее 4% мол., предпочтительно до 40% мол., стабилизатора-оксида хотя бы одного элемента из ряда Y, Gd, Ca, Ce и др. Способ получения термобарьерного покрытия на соединительный слое, нанесенном на металлическую подложку, включает нанесение указанной керамической композиции на соединительный слой. Предпочтительным методом нанесения керамической композиции является метод физического осаждения паров (PVD), позволяющий получить столбчатую структуру керамического слоя. Свойства полученных покрытий в описании не приводят.
Известно керамическое покрытие для термобарьерной системы по патенту US 7476453, включающее ромбоэдрическую фазу A4B3O12, где A - редкоземельный металл Yb, Ho, Er, Tm, Lu, B - цирконий, гафний или их смесь, а также оксид хотя бы одного элемента из группы Y, Gd, Ce и др. Покрытие ZrO2 - 45% масс. Y2O3 указанной структуры имеет теплопроводность 0,83-1,2 Вт/м·K при 890°C после старения при 1200°C в течение двух часов, а лучший показатель по термоциклированию (в течение 1 часа нагрев до 1165°C и охлаждение до 200°C) - 475 циклов для композиции ZrO2 - 59,2% масс. Y2O3. Керамический слой может быть получен из паров или расплавленных частиц композиции методами BP-PVD, APS и другими.
Способ получения ТЗП на подложке по патенту US 7364806 включает формирование металлического соединительного слоя на подложке, расплав керамической композиции с помощью электронного луча и осаждение паров на соединительный металлический слой (метод EB-PVD) с получением керамического термобарьерного слоя столбчатой структуры, включающего твердый раствор оксидов циркония и гафния, стабилизированный оксидами РЗМ (4-15% мол.), в том числе Y, Gd и др., и 2-10% мол. La2O3 для уменьшение спекания покрытия при высоких температурах и увеличения продолжительности теплозащиты. Авторы приводят характеристики толстого покрытия, не пригодного для рабочих лопаток турбин высокого давления. Коэффициент теплопроводности системы 300 мкм (0,75Zr 0,25Hf)-4% мол. Y2O3 - 5% мол. La2O3)+100 мкм (NiCoCrAlY) после термообработки 1200 °C/50 часов составляет около 1 Вт/м·К. Такое покрытие выдерживает более 500 циклов нагрев-охлаждение, каждый из которых включает в течение 1 часа нагрев до 1300°C и охлаждение в течение 10 минут.
Описанные выше примеры получения керамических покрытий свидетельствуют об успешном применении электронно-лучевого способа (способа ЕВ PVD) для получения керамического слоя ТЗП столбчатой структуры. Однако этот способ имеет некоторые недостатки, в том числе связанные с высокой стоимостью оборудования, материалов и сложностью обработки партий небольших изделий. Оборудование для магнетронного распыления металлических мишеней менее дорого, а осаждаемые на поверхности оксидные композиции на основе оксида циркония также имеют столбчатую структуру, предпочтительную для теплозащитных покрытий.
Известны различные способы нанесения керамического покрытия на изделия с использованием магнетронного распыления мишеней. Так, способ получения керамического покрытия по патенту US 6635124 включает распыление металлических мишеней, осаждение паров на нагретую до 50-400°C поверхность изделия с жаростойким покрытием и хотя бы частичное окисление полученного металлического слоя потоком плазмы, полученной в среде кислорода и инертного газа, с получением оксидного слоя нестехиометрического состава со столбчатой структурой и, как полагают авторы, высокой пористостью, что обеспечивает лучшее соответствие температурных коэффициентов линейного расширения покрытия и подложки. Покрытие ZrO2 - 7% Y2O3 на никелевом жаропрочном сплаве с жаростойким покрытием PtAl выдерживает до скалывания 20% поверхности покрытия в 2-5 раз больше циклов (выдержка при 1160°C 45 минут), чем покрытие, полученное методом EB PVD, выдерживающее 230 циклов. Данные по теплопроводности покрытия не приводятся.
Наиболее близкий аналог (прототип) предлагаемого способа нанесения керамического слоя теплозащитного покрытия - способ нанесения керамического покрытия на изделия из жаропрочных никелевых сплавов по патенту RU 2409701, включающий обработку поверхности изделия, помещенного в вакуумированную и наполненную смесью аргона и кислорода камеру распыления, потоком ускоренных ионов инертного газа, совмещенную с нагревом изделия до температуры 500-1000°C, распыление мишени, например, из сплава Zr - (6-8%)Y, в среде аргона и кислорода с образованием керамического слоя и термообработку изделия. Перед формированием керамического покрытия на поверхность изделия предпочтительно наносят слой жаростойкого никелевого сплава, содержащего алюминий, хром и редкоземельный металл. Полученное покрытие обладает высокой стойкостью к термоциклированию при 1100°C.
Недостатком способа по прототипу является высокая температура нагревания изделия и сложная схема обработки изделия в потоке плазмы. Покрытие оксид циркония-оксид иттрия, полученное при распылении стандартной мишени, обладает недостаточной термостойкостью при температурах выше 1100°C.
Технической задачей изобретения является получение теплозащитного покрытия на рабочих лопатках турбины из жаропрочных литейных сплавов на основе тугоплавких металлов и никелевых сплавов, характеризующегося высокой термостойкостью при температуре 1150°C, обеспечивающего продолжительную теплозащиту при температурах выше 1200°C.
Предлагаемый способ нанесения керамического слоя теплозащитного покрытия на изделия из жаропрочных сплавов на основе тугоплавких металлов и никелевых сплавов включает размещение изделия с жаростойким покрытием в камере распыления, заполненной смесью кислорода и инертного газа, нагрев изделия, магнетронное распыление мишени из сплава на основе циркония с образованием керамического слоя и термообработку изделия и отличается тем, что нагрев изделия осуществляют хотя бы частично потоком газоразрядной магнетронной плазмы до температуры 200-800°C и используют мишень из сплава циркония, иттрия, гадолиния и гафния следующего состава, мас.%:
Предлагаемый способ нанесения керамического покрытия магнетронным распылением мишени из циркониевого сплава позволяет синтезировать на поверхности изделия в результате плазмохимических реакций кислорода и выбитых в результате бомбардировки мишени ионами аргона атомов металлов оксидный слой сложного состава, имеющий столбчатую структуру, необходимую для обеспечения работоспособности ТЗП на рабочих лопатках турбин. Нагревание поверхности изделия происходит за счет радиационного излучения близких к плавлению мишеней, а также при обработке поверхности ускоренными в магнитном поле ионами газоразрядной плазмы и ионами материала мишени, что упрощает процесс по прототипу. Формирование керамического покрытия происходит при осаждении паров металла непосредственно на поверхности изделия, что не требует предварительного перевода тугоплавких металлов в оксиды в качестве полуфабриката и значительно снижает энергоемкость и трудоемкость процесса в сравнении с аналогами.
На поверхность изделий из жаропрочных сплавов на основе тугоплавких металлов и никелевых сплавов перед формированием керамического покрытия наносят слой жаростойкого сплава, на поверхности которого в процессе нанесения керамического покрытия образуется тонкая пленка оксида алюминия, необходимая для высокой адгезии керамического слоя ТЗП к металлической подложке. Жаростойкое покрытие может быть получено, например, ионно-плазменным методом из сплава СДП-2 на основе никеля, содержащего алюминий, хром, иттрий, и из сплава на основе алюминия ВСДП-16, легированного никелем и иттрием, или другим способом.
Процесс нанесения керамического слоя покрытия осуществляют в камере распыления магнетронной установки. Магнетронное распыление мишени осуществляют при воздействии на нее потока ионов кислорода и инертного газа (обычно аргона) генерируемой при магнетронном разряде плазмы. Изделие нагревается хотя бы частично потоком газоразрядной магнетронной плазмы до температуры 200-800°C. Величина нагрева определяется разностью электрических потенциалов подложки и плазмы. Покрытие формируется на поверхности изделия при взаимодействии ионов мишени и кислорода.
После нанесения керамического слоя изделия с ТЗП подвергают термообработке (отжигу) в печи при температуре 950-1050°C в течение 2-4 часов.
Ниже приведены примеры осуществления предлагаемого способа нанесения керамического слоя теплозащитного покрытия на изделия из жаропрочных сплавов на основе тугоплавких металлов и никелевых сплавов.
Пример 1. Получение теплозащитных покрытий, включающих жаростойкое покрытие и керамический слой, на образцах из жаропрочных сплавов на основе тугоплавких металлов и никелевых сплавов.
На плоские дисковые образцы диаметром 25,4 мм и толщиной 3 мм из жаропрочного никелевого сплава ЖС32 системы Ni-W-Co-Al-Cr-Nb-Mo-Ta-Re (образец 1), из сплава тантала ТВЧ (образец 2), из сплава молибдена МЧ (образец 3) наносят двухслойное жаростойкое покрытие из сплава СДП-2 и из сплава ВСДП-16 на ионно-плазменной установке МАП-2 по серийной технологии ФГУП «ВИАМ». Затем проводят вакуумную термообработку образцов с жаростойким покрытием для формирования исходной структуры покрытия и пескоструйную обработку поверхности для подготовки ее к последующему нанесению керамического покрытия.
Керамический слой теплозащитного покрытия получают на установке УОКС-2 с магнетронным распылением мишеней из циркониевых сплавов Zr - 8% Y - 8% Gd - 5% Hf, Zr - 6% Y - 6% Gd - 2% Hf, Zr - 10% Y - 10% Gd - 7% Hf и Zr - 8% Y при нагревании образцов до температуры 200, 400 и 800°C; толщина получаемого керамического слоя 60-100 мкм.
Процесс осуществляют следующим образом. Образцы жаропрочных сплавов с жаропрочным покрытием размещают в камере распыления установки с двумя мишенями из циркониевого сплава. После вакуумирования камеры установки в рабочий объем подают смесь кислорода с аргоном (объемное отношение 1:1) и осуществляют магнетронное распыление мишени при воздействии на нее потока ионов кислорода и аргона генерируемой при магнетронном разряде плазмы. Питание магнетронных испарителей осуществляют от инверторного источника тока с рабочим напряжением до 600 B, током до 30 A с использованием дуального электрического ключа, переключающего полярность питающего напряжения на распыляемых мишенях с частотой 5-40 кГц.
Полученные образцы 1-5 с ТЗП, включающим керамический слой, подвергают термообработке в печи с резистивным нагревом при температуре 1000°C в течение 4 ч. Характеристики способа нанесения керамического слоя ТЗП на образцы сплава приведены в таблице.
Пример 2. Исследование свойств ТЗП.
Для определения термостойкости керамического покрытия были проведены термоциклические испытания полученных по примеру 1 образцов. Цикл включал нагревание и выдержку образцов при температуре 1150°C в течение 55 минут и охлаждение в течение 5 минут в струе сухого сжатого воздуха при давлении 0,2 МПа до комнатной температуры. После каждых 20 циклов испытаний проводили визуальный осмотр поверхности образцов с ТЗП. При скалывании с поверхности 20-30% керамического покрытия испытания прекращали.
Определение теплопроводности керамического покрытия проводили на приборе лазерной вспышки NETSCH LFA 457 при температуре 1100°C в исходном состоянии после нанесения, а также после вакуумной термообработки при 1400°C в течение 100 часов.
Результаты испытаний на термостойкость образцов с ТЗП и значения коэффициента теплопроводности керамического слоя при температуре 1100°C представлены в таблице.
Характеристики способа нанесения керамического слоя ТЗП и теплозащитных свойств ТЗП и керамического слоя.
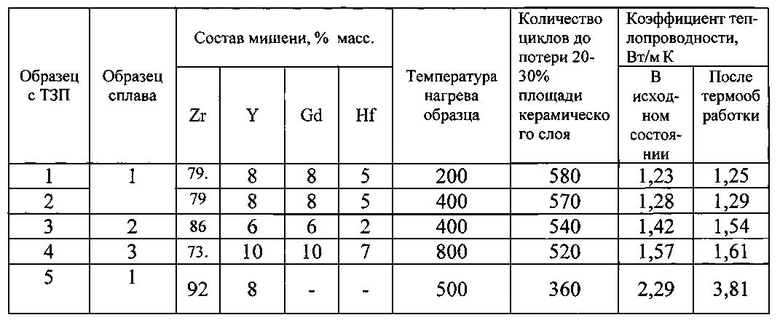
Из представленных в таблице данных можно сделать вывод, что предложенный способ позволяет получить ТЗП с высокой стойкостью к термоциклированию - более 500 циклов с максимальным нагревом до 1150°C, причем высокотемпературная выдержка при 1400°C в течение 100 ч незначительно влияет на величину теплопроводности керамических слоев, полученных по предложенному способу, в то время как у прототипа теплопроводность возрастает в 1,7 раза.
| название | год | авторы | номер документа |
|---|---|---|---|
| МАТЕРИАЛ КЕРАМИЧЕСКОГО СЛОЯ ТЕПЛОЗАЩИТНОГО ПОКРЫТИЯ | 2013 |
|
RU2556248C1 |
| СПОСОБ НАНЕСЕНИЯ КЕРАМИЧЕСКОГО ПОКРЫТИЯ | 2009 |
|
RU2409701C2 |
| Способ нанесения теплозащитного покрытия с двойным керамическим теплобарьерным слоем | 2022 |
|
RU2791046C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗНОСОСТОЙКОГО ПОКРЫТИЯ | 2015 |
|
RU2591932C1 |
| ДЕТАЛЬ И СБОРОЧНАЯ ЕДИНИЦА СОПЛОВОГО АППАРАТА ТУРБИНЫ ВЫСОКОГО ДАВЛЕНИЯ | 2020 |
|
RU2746196C1 |
| МАТЕРИАЛ КЕРАМИЧЕСКОГО СЛОЯ ТЕПЛОЗАЩИТНОГО ПОКРЫТИЯ | 2015 |
|
RU2613005C1 |
| СПОСОБ НАНЕСЕНИЯ ЗАЩИТНЫХ ПОКРЫТИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2018 |
|
RU2691166C1 |
| СПОСОБ АНТИКОРРОЗИОННОЙ ЗАЩИТЫ ЛОПАТОК ДВИГАТЕЛЕЙ И ТУРБИН | 2021 |
|
RU2772538C1 |
| СПОСОБ ПОЛУЧЕНИЯ ГРАДИЕНТНОГО НАНОКОМПОЗИТНОГО ТЕПЛОЗАЩИТНОГО ПОКРЫТИЯ | 2019 |
|
RU2714345C1 |
| Теплозащитное нанокомпозитное покрытие и способ его формирования | 2014 |
|
RU2606814C2 |
Способ включает размещение изделия с жаростойким покрытием в камере распыления, заполненной смесью кислорода и инертного газа, нагрев изделия, магнетронное распыление мишени из сплава на основе циркония с образованием керамического слоя и термообработку изделия и отличается тем, что нагрев изделия осуществляют хотя бы частично потоком газоразрядной магнетронной плазмы до температуры 200-800°C и используют мишень из сплава циркония, иттрия, гадолиния и гафния следующего состава, мас.%: иттрий - 6-10, гадолиний - 6-10, гафний 3-7, цирконий - остальное. Достигается продолжительная теплозащита при температурах выше 1200°С.
Способ получения теплозащитного покрытия на изделии из жаропрочного сплава, включающий нанесение на изделие жаростойкого покрытия, размещение изделия с жаростойким покрытием в камере распыления, заполненной смесью кислорода и инертного газа, нагрев изделия, нанесение керамического слоя путем магнетронного распыления мишени из сплава на основе циркония и термообработку, отличающийся тем, что нагрев изделия осуществляют, по меньшей мере, частично потоком газоразрядной магнетронной плазмы до температуры 200-800°С, при этом используют мишень из сплава циркония, иттрия, гадолиния и гафния, содержащего компоненты при следующем соотношении, мас. %:
| СПОСОБ НАНЕСЕНИЯ КЕРАМИЧЕСКОГО ПОКРЫТИЯ | 2009 |
|
RU2409701C2 |
| СПОСОБ ФОРМИРОВАНИЯ КЕРАМИЧЕСКОГО ПОКРЫТИЯ, МИШЕНЬ ДЛЯ ОСУЩЕСТВЛЕНИЯ ЭТОГО СПОСОБА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2003 |
|
RU2320772C2 |
| СОСТАВ СПЛАВА ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ | 2001 |
|
RU2213807C2 |
| JP2002323606A, 08.11.2002 | |||
| US2012171516A, 05.07.2012 | |||
| CN103572210A,12.02.2014. | |||

