Область техники, к которой относится изобретение
Изобретение относится к области аддитивных технологий, а именно к изготовлению деталей методом трёхмерной печати из разных материалов, включая пластмассы, металлы, керамику и т.д.
Уровень техники
Из уровня техники известна система и метод аддитивного производства при помощи диодов высокой мощности, Патент US9308583B2, США, 2016, B. S. El-Dasher, A. Bayramian, J. A. Demuth, J. C: Farmer, S. G. Torres, SYSTEM AND METHOD FOR HIGH POWER DIODE BASED ADDITIVE MANUFACTURING, Patent Application Publication, Pub. No.: US 2014/0252687 A1. В данном случае используется лазерная линейка (diode laser array) состоящая из нескольких полупроводниковых лазерных эмиттеров. Излучение каждого эмиттера фокусируется микрооптикой, расстояние между эмиттерами небольшое, т.е. сфокусированные пучки в рабочей плоскости пересекаются, создавая единую линию. Это может создавать большие проблемы при контроле ванны расплава. Так же проблемой при обработке металлов является низкая мощность каждого эмиттера.
Laser diode area melting for high speed additive manufacturing of metallic components Miguel Zavala-Arredondo, Nicholas Boone, Jon Willmott, David T.D. Childs, Pavlo Ivanov, Kristian M. Groom, Kamran Mumtaz Materials and Design 117 (2017) 305-315. Мультилучевая система, использующая также диодную лазерную линейку, излучение в рабочей плоскости формируется в виде линии, т. е. создаётся единая ванна расплава, что как уже отмечено выше является недостатком. Также недостатком является низкая мощность отдельных эмиттеров
Из уровня техники также известны работы Института лазерной техники Фраунгофского общества (являются наиболее близким аналогом), Additive Manufacturing: Perspectives for Diode Lasers, Christian Hinke, Simon Merkt, Florian Eibl, Johannes Schrage, Sebastian Bremen, 2015 High Power Diode Lasers and Systems Conference (HPD). Описание принципа в общих чертах. Описывают применение диодных модулей с оптоволоконным жгутом, но по факту в источнике ([5] Hengesbach, S. et al., "Brightness and average power as driver for advancements in diode lasers and their applications”, Proc. SPIE 9348, High-Power Diode Laser Technology and Applications XIII, 93480B 2015 ) описано применение жёстко встроенной мультилучевой лазерной линейки в печатной головке на портальной системе (use a fixed array of multiple spots simultaneously in a “print head” moved by a gantry system).
В диссертации Флориана Айбеля (Florian Eibl) Laser Powder Bed Fusion of Stainless Steel with High Power Multi-Diode-Laser-Array, ISBN: 978-3-86359-587-6, описывается именно этот прототип, но с пятью диодными лазерами с оптоволоконными жгутами. Проблема здесь состоит в расположении фокусирующих объективов каждого диодного модуля. Первый объектив расположен по центру в строго вертикальном положении, остальные четыре по бокам с четырех сторон под углом, сделано это для того, чтоб иметь единую ванну расплава, что является большим недостатком.
Сущность изобретения
Задачей, решаемой заявленным изобретением, является увеличение скорости построения деталей методом послойного лазерного плавления. Дополнительные позитивные эффекты - это отсутствие геометрической деформации лазерных пятен в рабочей плоскости, что приводит к стабильной интенсивности лазерного излучения в любой точке рабочего поля и соответственно приводит к улучшению качества изготовляемых деталей. Также упрощается конструкция станка в целом, ввиду отсутствия сложных и дорогих компонентов.
Техническим результатом заявленного изобретения является увеличение скорости построения деталей методом послойного лазерного плавления и улучшение качества изготовляемых деталей.
Технический результат заявленного изобретения достигается за счет того, что многолучевой растровый станок селективного лазерного плавления содержит полупроводниковые лазерные модули, портальную систему, выполненную в виде двух перпендикулярных к друг другу горизонтальным осям передвижения X и Y, каретку, установленную на упомянутых осях, рабочую головку, установленную на упомянутой каретке и содержащую оптическую систему фокусировки лазерных лучей, к которой посредством оптоволоконных жгутов подключены упомянутые полупроводниковые лазерные модули, двумя сканирующими головками и установленным между ними механизмом подачи проволоки или порошковым бункером с ракелем, камеру построения с платформой камеры построения, выполненной с возможностью перемещения по вертикальной оси Z и расположенной на платформе камеры построения детали, при этом система фокусировки лазерных лучей выполнена таким образом, что лазерные лучи расположены на расстоянии друг от друга равном либо превышающим ширину трека, образуя на детали треки с расстоянием между ними, равным либо превышающим ширину трека, причем система фокусировки выполнена таким образом, что лазерные лучи падают на деталь строго перпендикулярно к ней, и выполнена с возможностью изменения перехлеста треков, оплавленных лазерными лучами.
В варианте реализации заявленного технического решения оптическая система фокусировки лазерных лучей состоит из одной коллиматорной линзы и одной фокусирующей.
В варианте реализации заявленного технического решения оптическая система фокусировки лазерных лучей выполнена с возможностью фокусировки нескольких лазерных лучей одним объективом, при этом торцы оптоволоконных жгутов расположены на расстоянии друг от друга равном либо превышающим ширину трека, при этом лазерные лучи сфокусированы с возможностью оплавления на детали не соединённых с друг другом треков.
В варианте реализации заявленного технического решения оптическая система фокусировки лазерных лучей выполнена с возможностью фокусировки нескольких лазерных лучей посредством использования отдельного объектива для каждого отдельного луча, при этом торцы оптоволоконных жгутов расположены на минимальном расстоянии равном диаметру объектива, причем лазерные лучи, сфокусированные через отдельные объективы с возможностью формирования дискретных треков при оплавлении детали.
В варианте реализации заявленного технического решения оптическая система фокусировки лазерных лучей выполнена с возможностью установки перехлёста треков путём поворота рабочей головки на угол от 0° до 90° к направлению движения, при этом расстояние между лазерными лучами в проекции уменьшается с образованием перехлеста треков.
В варианте реализации заявленного технического решения оптическая система фокусировки лазерных лучей выполнена с возможностью установки перехлёста треков путём передвижения рабочей головки, при этом рабочая головка жестко закреплена на каретке и выполнена с возможностью дискетного движения в направлении перпендикулярном направлению движения головки.
В варианте реализации заявленного технического решения оптическая система фокусировки лазерных лучей выполнена с возможностью установки перехлёста треков в зависимости от следующих параметров: материал из которого изготавливается деталь, мощность лазерного излучения, скорость движения рабочей головки, пористость готовой детали.
В варианте реализации заявленного технического решения полупроводниковые многомодовые лазерные модули выполнены с мощностью до 300 Вт.
В варианте реализации заявленного технического решения оптические волокна диаметром выполнены диаметром от 50 до 700 мкм.
В варианте реализации заявленного технического решения полупроводниковые многомодовые лазерные модули выполнены с мощностью до 100 Вт, при этом оптические волокна выполнены с диаметром 50 - 100 мкм.
В варианте реализации заявленного технического решения полупроводниковые многомодовые лазерные модули выполнены с возможностью модуляция мощности каждого отдельного модуля вне зависимости от других.
Благодаря использованию портальной системы достигнута возможность перемещения рабочей головки с встроенной в неё оптической системой фокусировки лазерных лучей в двух плоскостях X и Y. Это позволяет достичь любой точки в рабочей плоскости. Для перемещения рабочей головки могут быть использованы шаговые, линейные, а также серводвигатели.
Полупроводниковые многомодовые лазерные модули с оптоволоконными жгутами выполнены с достаточной мощностью (до 300 Вт) и оптические волокна выполнены диаметром от 50 до 700 мкм. При использовании модулей с мощностью до 100 Вт и диаметром волокна 50 - 100 мкм достигается достаточная для плавления металлов интенсивность, т.е. применение таких модулей в станках селективного лазерного плавления оправдано. Одно из важных преимуществ данных модулей с оптоволоконным жгутом является более равномерное чем у оптоволоконных лазеров распределение интенсивности пятна, что приводит к улучшению качества деталей.
Осуществление расплавления с образованием дискретных ванн расплава путем разведения лазерных лучей друг от друга на такое минимальное расстояние, чтобы отдельные треки не пересекались и не образовывалась единая ванна расплава. Этот момент очень важен, так как позволяет достичь стабильных условий существования расплавленного металла в каждой из отдельных ванн расплава. Этот пункт отличает данное техническое решение от аналогов в которых стремятся получить единую ванну расплава в виде линии.
Одна из возможностей сфокусировать несколько лазерных лучей, это использовании одной оптической системы способной без критических искажений пропускать эти лучи. В данном случае торцы оптоволоконных жгутов находятся на минимально возможном расстоянии друг от друга, которое гарантирует дискретность треков.
Вторая возможность, это фокусировать каждый луч через отдельный объектив. В данном варианте реализации заявленного технического решения используют простые оптические системы, к примеру телескопы диаметром 10 мм состоящие из двух линз, способные пропустить без искажений один лазерный луч. Каждый лазерный диодный модуль имеет свой фокусирующий объектив. Расстояние между треками зависит от размера оптики.
Очень важный момент, это расположение лазерных лучей относительно рабочей плоскости. При использовании обеих систем фокусировки все лучи проходят перпендикулярно к рабочей плоскости. Во всех станках, использующих сканаторную технологию отклонения лазерного луча, угол между лучом и рабочей плоскостью постоянно изменяется, что приводит к изменению формы и размера пятна в рабочей плоскости. Также это приводит к постоянно меняющемуся коэффициенту отражаемости лазерного излучения. Для систем с полупроводниковыми лазерными модулями с оптоволоконными жгутами пока тоже реализован лишь вариант с находящимися под углом периферийными лучами.
В варианте реализации технического решения реализована установка перехлёста треков осуществлена путём поворота оптической системы фокусировки лазерных лучей.
В данном случае оптическая система фокусировки лазерных лучей любой из вышеназванных форм монтируется на поворотном устройстве. Лазерные лучи позиционируются в линию на определённом расстоянии друг от друга. При повороте данной системы расстояние между треками в рабочей плоскости сокращается. Тем самым, изменяя угол поворота системы имеется возможность установить желаемый перехлёст.
В варианте реализации технического решения реализована установка перехлёста треков осуществлена путём передвижения рабочей головки. В данном случае рабочая головка монтируется жёстко к каретке. Лазерные лучи расположены так же в линию на определённом расстоянии друг от друга. Перехлёст реализуется устанавливаемым сдвигом/движением каретки по соответствующей оси.
В варианте реализации технического решения реализована возможность цифровой фото-документации оплавленного слоя и слоя нанесённого порошка без потери времени. Так как станок с портальной системой позволяет проезжать всё поле построения по двум осям (X, Y) то можно на соответствующую ось смонтировать сканерную головку по принципу планшетного сканера. При нанесении слоя порошка сканерная головка будет передвигаться вместе с ракелем и тем самым передавать информацию о состоянии слоя, выявляя, например, дефекты.
В варианте реализации заявленного технического решения предусмотрено построение проволокой. В данном варианте технологии используется не порошковая камера для построения, а проволока из соответствующего материала подающуюся в пятно лазерного луча специальным транспортёром. Также, как и в варианте с порошком возможна реализация многолучёвости и в дополнении есть возможность реализовать мультиматериальную версию технологии.
Краткое описание чертежей
Детали, признаки, а также преимущества настоящей изобретения следуют из нижеследующего описания вариантов реализации заявленного технического решения с использованием чертежей, на которых показано:
Фиг. 1 - общий вид станка;
Фиг. 2 - вид сверху портальной машины;
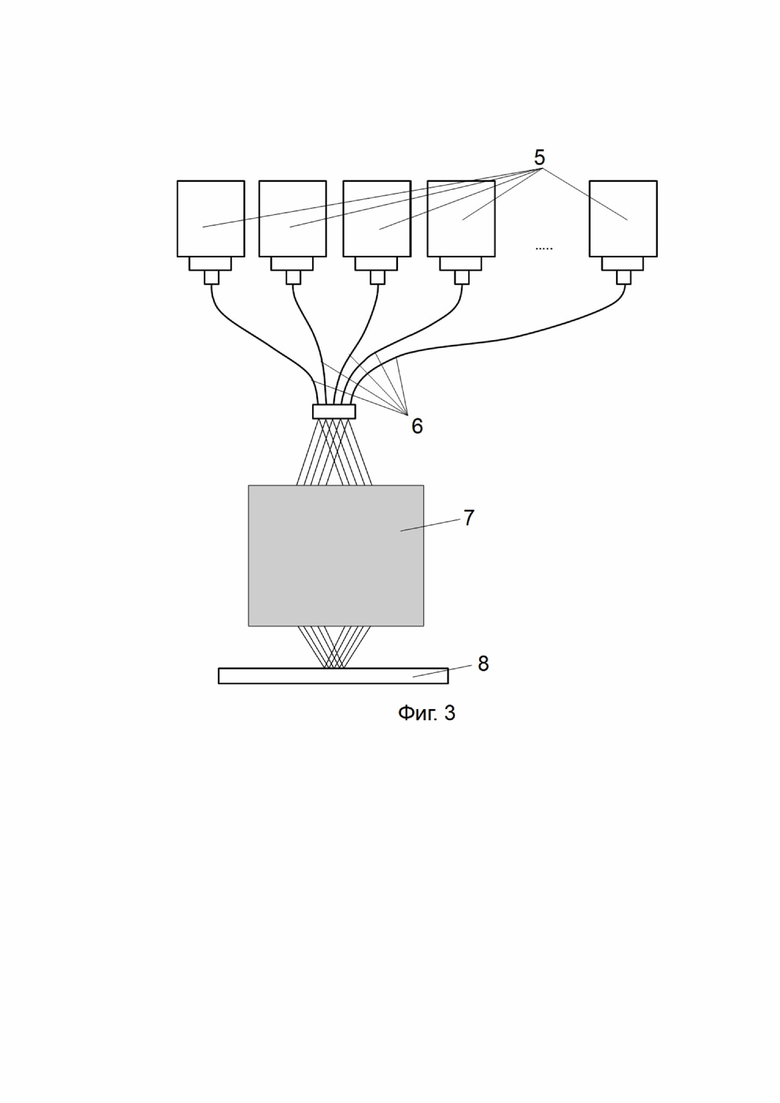
Фиг. 3 - принципиальная схема применения полупроводниковых лазерных модулей с оптоволоконными жгутами;
Фиг. 4 - дискретные ванны расплава;
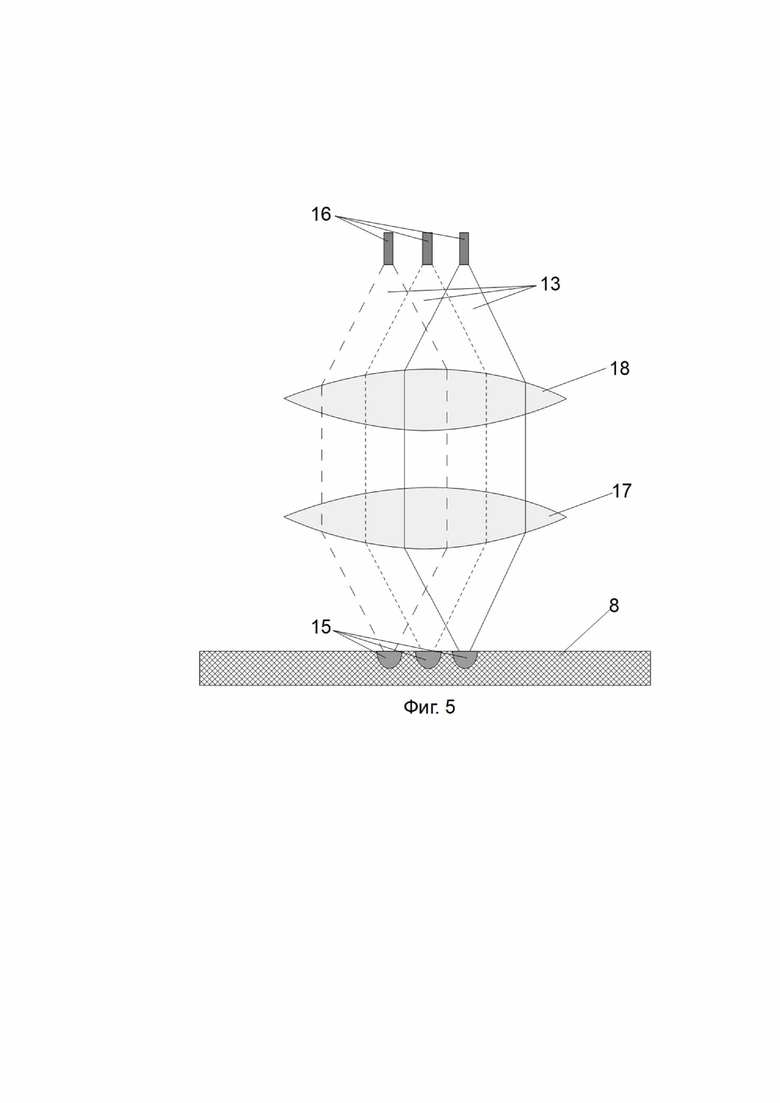
Фиг. 5 - фокусировка нескольких лазерных лучей через один объектив;
Фиг. 6 - фокусировка каждого лазерного луча через отдельный объектив;
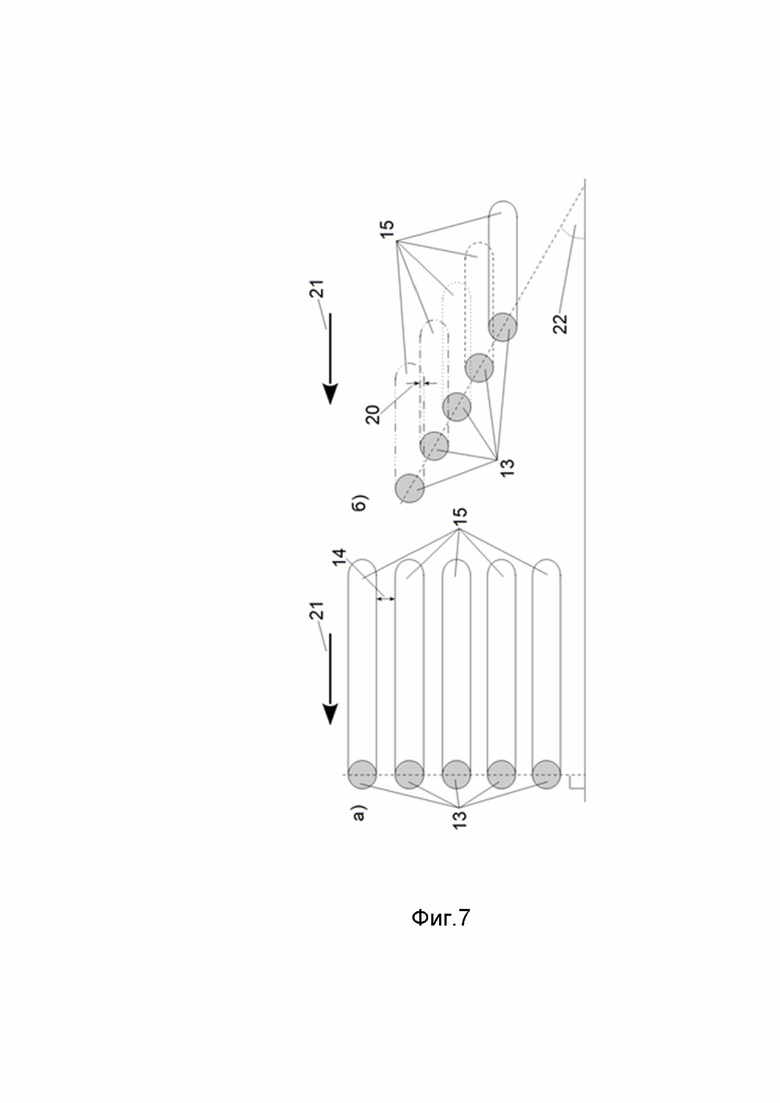
Фиг. 7 - установка перехлёста треков путём поворота фокусирующей системы: а) рабочая головка находится перпендикулярно к направлению движения; б) рабочая головка находится под углом к направлению движения;
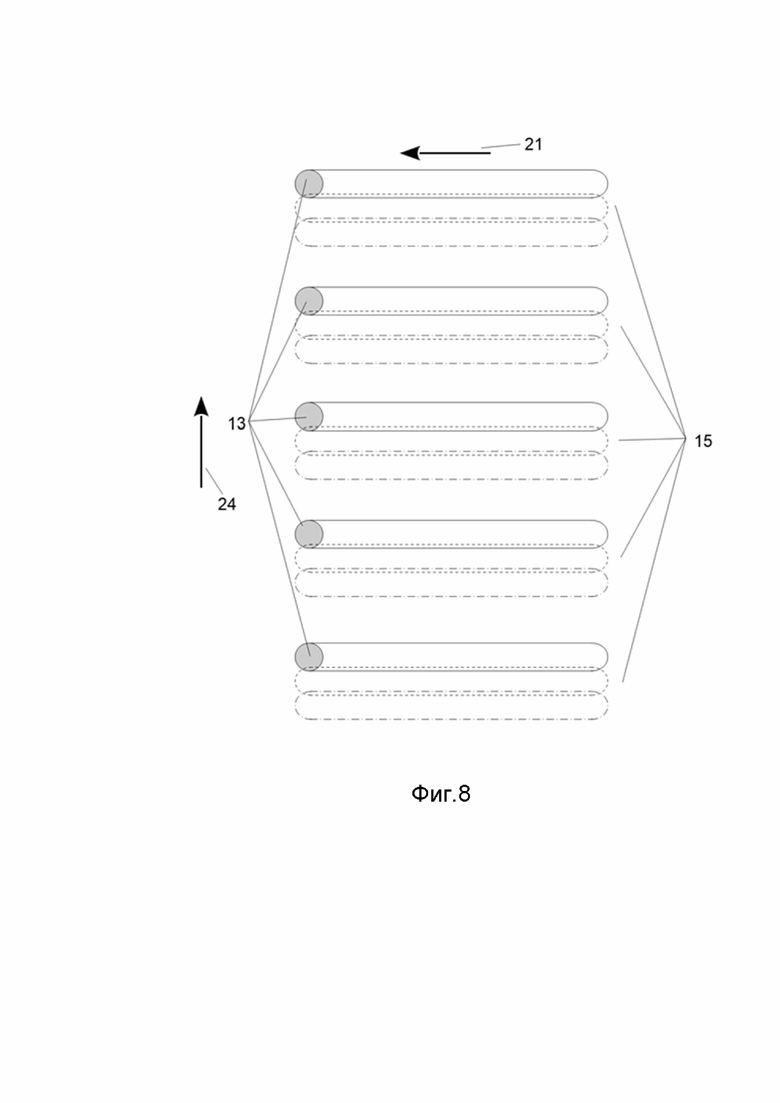
Фиг. 8 - установка перехлёста треков путём передвижения рабочей головки;
Фиг. 9 - возможность цифровой фото-документации оплавленного слоя и слоя нанесённого порошка без потери времени;
Фиг. 10 - построение проволокой.
На фигурах цифрами обозначены следующие позиции: 1 - ось движения Х; 2 - ось движения Y; 3 - каретка с рабочей головкой; 4 - камера построения; 5 - полупроводниковые лазерные модули; 6 - оптоволоконные жгуты; 7 - оптическая система фокусировки лазерных лучей; 8 - деталь; 9 - платформа камеры построения; 10 - ось движения Z; 11 - порошковый бункер; 12 - ракель; 13 - лазерные лучи; 14 - расстояние между треками; 15 - треки; 16 - торцы оптоволоконных жгутов; 17 - коллимирующий оптический элемент; 18 - фокусирующий оптический элемент; 19 - объективы; 20 - перехлест треков; 21 - направление движения рабочей головки для построения треков/детали; 22 - угол поворота рабочей головки относительно направления движения; 23 - расстояние между лазерными лучами; 24 - направление дискретного сдвига рабочей головки для установки перехлеста треков; 25 - дефект; 26 - новый слой порошка; 27 - сканирующие головки; 28 - механизм подачи проволоки; 29 - проволока.
Раскрытие изобретения
Многолучевой растровый станок селективного лазерного плавления (Фиг. 1) базируется на портальной системе (Фиг. 2) состоящей из двух перпендикулярных к друг другу осей передвижения X (1) и Y (2). Каретка (3) установленная на этих осях несёт оптическую систему фокусировки лазерных лучей (7), к которой через оптоволоконные жгуты (6) подключены полупроводниковые лазерные модули (5). Сфокусированные лазерные лучи (13) оплавляют порошок в камере построения (4) и тем самым генерируют деталь (8). Платформа камеры построения (9), двигаясь по оси Z (10), устанавливает заданную толщину слоя, из порошкового бункера (11) при помощи ракеля (12) наносится новый слой порошка и процесс построения повторяется.
В отличии от систем, использующих лазерные сканаторы для отклонения луча, в данном случае лазерный луч проходит через встроенную в каретку рабочую головку (3) и тем самым перемещается по рабочей плоскости по осям X (1) и Y (2).
Камера построения (4) имеет стандартный вид, как и у сканаторных станков, её рабочая платформа передвигается по оси Z перпендикулярно к плоскости XY. Тем самым реализуется возможность построения деталей с тремя степенями свободы. Для перемещения рабочей головки могут быть использованы шаговые, линейные, а также серводвигатели. Для оплавления нанесённого слоя порошка в данном техническом решении используются полупроводниковые лазерные модули (5) (Фиг. 3) с оптоволоконными жгутами (6). Полупроводниковые многомодовые лазерные модули (5) имеют достаточную мощность (до 300 Вт) и оптические волокна диаметром от 50 до 700 мкм. При использовании модулей с мощностью до 100 Вт и диаметром волокна 50 - 100 мкм при фокусировке, например, 1:1 достигается достаточная для плавления металлов интенсивность излучения, т.е. применение таких модулей в станках селективного лазерного плавления оправдано.
Короткий рабочий отрезок (< 100 мм) реализуемый при использовании портальной системы позволяет фокусировать луч полупроводниковых лазерных модулей в рабочей плоскости на подложке или детали (8) в пятно диаметром 50 - 100 мкм. Одно из важных преимуществ данных модулей с оптоволоконным жгутом является более равномерное чем у оптоволоконных лазеров распределение интенсивности пятна. Что приводит к улучшению качества деталей.
Построение слоя детали происходит векторно, т.е. каретка с рабочей головкой (3) перемещается вдоль одной оси и происходит линейное оплавление порошка. На тех местах где должна быть построена деталь лазерные модули независимо друг от друга включаются, там, где деталь заканчивается, лазерные модули отключаются.
Также возможна модуляция мощности каждого отдельного модуля (5) вне зависимости от других. Как только данная часть детали построена, рабочая головка смещается по другой оси на заранее установленное расстояние и процесс повторяется до полного построения слоя. Для оплавления порошка может быть использовано различное количество лазерных модулей (5) (Фиг. 3).
Для самых простых вариантов станков это может быть всего один модуль, соответственно для построения детали будет задействован один лазерный луч.
Для дальнейшего ускорения процесса построения количество лазерных модулей и соответственно лучей может быть увеличено. Теоретически количество лучей ограничено лишь размерами рабочей камеры и станка. Для малых настольных станков технически разумное количество лучей может варьироваться от 1 до 20. Для больших промышленных станков количество лучей начинается от 20 может достигать несколько сотен или даже тысяч. Теоретически количество лучей не ограничено. Важным признаком данного технического решения являются дискретные, отдельные, не сливающиеся в одно целое, ванны расплава (Фиг. 4). То есть при прохождении нескольких лазерных лучей (13) через систему фокусировки (7) лазерные лучи (13) находятся на расстоянии друг от друга равном либо превышающим ширину трека (15), что в свою очередь приводит к образованию на детали (8) треков (15) с расстоянием между ними (10), равным либо превышающим ширину трека (15), при условии фокусировки в отношении 1:1. Тем самым достигаются условия, не позволяющие образоваться одной единой продолговатой ванне расплава.
Этот момент очень важен для качественного построения деталей, так как позволяет достичь стабильных условий существования расплавленного металла в каждой из отдельных ванн расплава. Этот пункт отличает данное техническое решение от аналогов в которых стремятся получить единую продолговатую ванну расплава в виде линии. При использовании нескольких лазерных лучей имеется два варианта фокусировки данных лучей, первый это фокусировка нескольких лучей одним объективом. (Фиг. 5). При этом методе торцы оптоволоконных жгутов (16) расположены на расстоянии друг от друга равном либо превышающим ширину трека (15), чтобы при прохождении оптической системы фокусировки лазерных лучей, в простейшем случае состоящей из одной коллиматорной линзы (17) и одной фокусирующей (18), сфокусированные лазерные лучи оплавляли на детали (8) треки, не соединённые с друг другом (15). Важным аспектом данной системы является пропускная способность оптики, позволяющая без деформации и других паразитных явлений сфокусировать несколько лазерных лучей. В программе по симуляции трассировки лучей было проверено, что оптикой с апертурой диаметром 50 мм могут быть сфокусированы до десяти лазерных лучей, лежащих на одной прямой. Как дополнительный вариант может использоваться компоновка оптоволоконных жгутов в виде матрицы 10 х 10, что позволит пропускать до 100 лазерных лучей и даст возможность варьировать геометрию фронта плавления в режиме 2D.
Второй метод фокусировки нескольких лазерных лучей основан на применении более простых объективов. В данном случае используется один объектив для каждого отдельного луча (Фиг. 6). При использовании такой системы фокусировки торцы оптоволоконных жгутов расположены на минимальном расстоянии равном диаметру объектива, ввиду того что размеры объективов (19) не позволяют расположить их ближе. Лазерные лучи (13) проходя каждый через свой объектив (19) фокусируются на детали/подложке (8) формируя дискретные треки (15).
Важно, что и в первом и во втором вариантах лазерные лучи падают на деталь строго перпендикулярно к ней. Это гарантирует отсутствие геометрических деформаций лазерного пятна, как это происходит при использовании сканаторов, и как следствие приводит к стабильной интенсивности по всей площади лазерного пятна. Константный угол лазерных лучей к подложке также приводит к более стабильному коэффициенту отражения, что также позитивно влияет на качество изготовляемых деталей. Для создания детали треки, оплавленные лазерными лучами должны иметь определённый перехлёст. Для качественного построения деталей должна быть предусмотрена возможность изменять перехлёст в зависимости от остальных параметров, таких как материал из которого изготавливается деталь, мощность лазерного излучения, скорость движения рабочей головки, пористость готовой детали. В данном техническом решении предусмотрено два варианта изменения перехлёста. При этом не имеет значения каким образом фокусируются лазерные лучи, одним объективом для всех лучей или каждый луч отдельным объективом.
Первый вариант - это установка перехлёста треков путём поворота оптической системы фокусировки лазерных лучей (Фиг. 7). при перпендикулярном расположении лучей (Фиг. 7а) к направлению движения рабочей головки (21) лазерные лучи (13) расположены на расстоянии друг от друга (23), отличном от 0 мм таким образом, чтобы треки (15) не перехлёстываются. Путём поворота рабочей головки (Фиг. 7б) на угол от 0° до 90° (22) к направлению движения (21) расстояние между лазерными лучами (13) в проекции уменьшается что в свою очередь приводит к перехлёсту (20) треков (15).
Таким образом имеется возможность в зависимости от угла поворота рабочей головки устанавливать любой нужный для процесса построения перехлёст. Второй вариант установки перехлёста не подразумевает никаких дополнительных агрегатов либо актуаторов. Нужный перехлёст треков устанавливается путём передвижения рабочей головки (Фиг. 8). При этом рабочая головка для установки перехлёста двигается дискретно в направлении перпендикулярном (24) направлению движения головки (21). Дискретный шаг сдвига лазерных лучей (13) устанавливается в программном обеспечении в зависимости от нужного перехлёста треков (20). Тем самым появляется более технологичная чем в первом варианте возможность установки перехлёста. Использование портальной системы позволяет реализовать режим цифровой фото-документации оплавленного слоя и слоя нанесённого порошка без потери времени на фотографирование слоёв (Фиг. 9). один из возможных вариантов реализации данного метода выглядит следующим образом.
Рабочая головка с встроенной в неё оптической системы фокусировки лазерных лучей (7), порошковым бункером (11) с установленным на нём ракелем (12) для нанесения слоёв порошка и двумя сканирующими головками (27) после оплавления очередного слоя порошка начинает движение для нанесения нового слоя (26).
В это время одновременно включаются оба сканирующих модуля и первый по направлению движения рабочей головки (21) передаёт информацию о качестве построения предыдущего слоя и детали (8) в целом, выявляя возможные дефекты (25), а второй сканирующий модуль смонтированный после порошкового бункера передаёт информацию о состоянии вновь нанесённого слоя порошка, так же определяя возможные дефекты (25) и зоны с плохим нанесением порошка.
Если дефектов не выявлено, то рабочая головка сразу же начинает построение детали в обратном направлении, если дефекты выявлены, то возможно повторное нанесение порошка с другой стороны для улучшения покрытия детали порошком. Тем самым не нужно тратить время на фотографирование поверхности, как это делается при использовании цифровых фотокамер. Также этот метод гарантирует минимальные оптические искажения и большую разрешающую способность изображения.
Портальная система позволяет реализовать также аддитивное построение деталей без послойного нанесения порошков. Вместо порошков можно применить проволоку (Фиг. 10).
Для этого в фокусируемый с помощью объектива (19) лазерный луч (13) с помощью специального механизма (28) подаётся проволока (29). Движением рабочей головки по одной из осей (21) создаётся трек (15) на детали (8). Дискретным сдвигом в направлении перпендикулярном (24) к движению головки устанавливается перехлёст и реализуется двухдимензиональное построение слоя. Данная модификация процесса может быть реализована как в однолучевом, так и в многолучевом вариантах. В многолучевом варианте также можно реализовать мультиматериальное построение деталей. Для этого питатели должны подавать в ванны расплава лазерных лучей проволоки из различных материалов. Таким образом появляется возможность менять материал не только послойно, как это может быть реализовано при использовании порошка, но и внутри каждого слоя.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ЛАЗЕРНОЙ ОБРАБОТКИ И СПОСОБ ЛАЗЕРНОЙ ОБРАБОТКИ, СОДЕРЖАЩИЕ СИНГЛЕТНУЮ ЛИНЗУ ДЛЯ ФОКУСИРОВКИ | 2011 |
|
RU2607500C2 |
| СИСТЕМА ФОРМИРОВАНИЯ И НАВЕДЕНИЯ ЛАЗЕРНОГО ИЗЛУЧЕНИЯ ИЗЛУЧАТЕЛЕЙ С ОПТОВОЛОКОННЫМИ ВЫВОДАМИ НА ЦЕЛЬ | 2022 |
|
RU2793613C1 |
| СИСТЕМА ФОРМИРОВАНИЯ И НАВЕДЕНИЯ ЛАЗЕРНОГО ИЗЛУЧЕНИЯ ИЗЛУЧАТЕЛЕЙ С ОПТОВОЛОКОННЫМИ ВЫВОДАМИ НА ЦЕЛЬ | 2022 |
|
RU2785768C1 |
| Устройство многопозиционной фокусировки равномерного лазерного излучения для построения металлических деталей методом селективного лазерного плавления | 2021 |
|
RU2771495C1 |
| Оптическая система формирования и наведения лазерного излучения | 2018 |
|
RU2699944C1 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТИ ОБЪЕКТА ИЗЛУЧЕНИЕМ ИМПУЛЬСНОГО ВОЛОКОННОГО ЛАЗЕРА С ПАССИВНОЙ МОДУЛЯЦИЕЙ ДОБРОТНОСТИ И ПОРТАТИВНАЯ СИСТЕМА НА ЕГО ОСНОВЕ | 2024 |
|
RU2835228C1 |
| ФОТОДИОДНЫЙ ОПТОВОЛОКОННЫЙ МОДУЛЬ | 2024 |
|
RU2830139C1 |
| Оптическая система формирования и наведения лазерного излучения | 2016 |
|
RU2663121C1 |
| СИСТЕМА АДДИТИВНОГО ПРОИЗВОДСТВА С АДРЕСУЕМЫМ МАССИВОМ ЛАЗЕРОВ И УПРАВЛЕНИЕМ С ОБРАТНОЙ СВЯЗЬЮ В РЕАЛЬНОМ ВРЕМЕНИ КАЖДЫМ ИСТОЧНИКОМ | 2019 |
|
RU2793043C2 |
| Оптическая система формирования и наведения лазерного пучка | 2019 |
|
RU2715083C1 |






Изобретение относится к области аддитивных технологий, а именно к изготовлению деталей методом трёхмерной печати из разных материалов, включая пластмассы, металлы и керамику. Станок содержит полупроводниковые многомодовые лазерные модули, портальную систему, выполненную в виде двух перпендикулярных друг к другу горизонтальным осям передвижения X и Y, каретку, установленную на упомянутых осях. Каретка содержит рабочую головку, которая выполнена с оптической системой фокусировки лазерных лучей. К системе фокусировки через оптоволоконные жгуты подключены полупроводниковые лазерные модули. Головка также содержит две сканирующие головки и установленный между ними механизм подачи проволоки или порошковый бункер с ракелем. Станок также содержит камеру построения с платформой камеры построения, выполненной с возможностью перемещения по вертикальной оси Z и расположенной на платформе камеры построения детали. Оптическая система фокусировки лазерных лучей выполнена таким образом, что лазерные лучи расположены на расстоянии друг от друга, равном либо превышающим ширину трека, образуя на детали треки с расстоянием между ними, равным либо превышающим ширину трека. Система фокусировки выполнена таким образом, что лазерные лучи падают на деталь строго перпендикулярно к ней, и выполнена с возможностью изменения перехлеста треков, оплавленных лазерными лучами. Обеспечивается увеличение скорости формирования готового изделия и повышение его качества. 10 з. п. ф-лы, 10 ил.
1. Многолучевой растровый станок селективного лазерного плавления, содержащий полупроводниковые многомодовые лазерные модули, портальную систему, выполненную в виде двух перпендикулярных к друг другу горизонтальных осей передвижения X и Y, установленную на них каретку, рабочую головку, установленную на упомянутой каретке и содержащую оптическую систему фокусировки лазерных лучей, к которой посредством оптоволоконных жгутов подключены полупроводниковые многомодовые лазерные модули, две сканирующие головки и установленный между ними механизм подачи проволоки или порошковый бункер с ракелем и камеру построения с платформой камеры построения, выполненной с возможностью перемещения по вертикальной оси Z и расположенной на платформе камеры построения детали, отличающийся тем, что оптическая система фокусировки лазерных лучей выполнена с возможностью обеспечения перпендикулярного падения лазерных лучей на деталь и с возможностью изменения перехлеста треков, оплавленных лазерными лучами, при этом лазерные лучи расположены на расстоянии друг от друга, равном либо превышающим ширину трека, образуя на детали треки с расстоянием между ними, равным либо превышающим ширину трека.
2. Станок по п.1, отличающийся тем, что оптическая система фокусировки лазерных лучей состоит из одной коллиматорной линзы и одной фокусирующей.
3. Станок по п.1, отличающийся тем, что оптическая система фокусировки лазерных лучей выполнена с возможностью фокусировки лазерных лучей от каждого из лазерных модулей одним объективом с обеспечением оплавления на детали не соединенных друг с другом треков, при этом торцы оптоволоконных жгутов расположены на минимальном расстоянии, равном диаметру объектива.
4. Станок по п.1, отличающийся тем, что оптическая система фокусировки лазерных лучей выполнена с возможностью фокусировки лазерных лучей от каждого из лазерных модулей отдельными объективами для каждого луча с обеспечением формирования дискретных треков при оплавлении детали, при этом торцы оптоволоконных жгутов расположены на минимальном расстоянии, равном диаметру объектива.
5. Станок по п.1, отличающийся тем, что оптическая система фокусировки лазерных лучей выполнена с возможностью установки перехлёста треков путём поворота рабочей головки на угол от 0° до 90° к направлению движения, при этом расстояние между лазерными лучами в проекции уменьшается с образованием перехлеста треков.
6. Станок по п.1, отличающийся тем, что оптическая система фокусировки лазерных лучей выполнена с возможностью установки перехлёста треков путём передвижения рабочей головки, при этом рабочая головка жестко закреплена на каретке и выполнена с возможностью дискретного движения в направлении, перпендикулярном направлению движения головки.
7. Станок по п.1, отличающийся тем, что оптическая система фокусировки лазерных лучей выполнена с возможностью установки перехлёста треков в зависимости от материала, из которого изготавливается деталь, мощности лазерного излучения, скорости движения рабочей головки и пористости готовой детали.
8. Станок по п.1, отличающийся тем, что полупроводниковые многомодовые лазерные модули выполнены с мощностью до 300 Вт.
9. Станок по п.1, отличающийся тем, что оптоволоконные жгуты выполнены диаметром от 50 до 700 мкм.
10. Станок по п.1, отличающийся тем, что полупроводниковые многомодовые лазерные модули выполнены с мощностью до 100 Вт, при этом оптоволоконные жгуты выполнены диаметром 50-100 мкм.
11. Станок по п.1, отличающийся тем, что полупроводниковые многомодовые лазерные модули выполнены с возможностью модуляции мощности каждого отдельного модуля вне зависимости от других.
| US 20160158889 A1, 09.06.2016 | |||
| Многолучевой источник лазерного излучения и устройство для обработки материалов с его использованием | 2015 |
|
RU2632745C2 |
| Пьезоэлектрический измерительный приемник звука (синхрофон), работающий в схеме коррелятора | 1958 |
|
SU151056A1 |
| УСТРОЙСТВА, СИСТЕМЫ И СПОСОБЫ ТРЕХМЕРНОЙ ПЕЧАТИ | 2014 |
|
RU2641945C2 |
| CN 110116499 A, 13.08.2019. | |||

