Изобретение относится к способу контроля за состоянием футеровки тепловых агрегатов с помощью трехмерного сканирования рабочей поверхности футеровки методом фотограмметрии.
Известны бесконтактные способы контроля за состоянием футеровки, при которых внутренняя поверхность тепловых агрегатов сканируется лазерным лучом и может быть определена структура поверхности огнеупорной футеровки. Остаточную толщину огнеупорной футеровки можно определить путем сравнения с эталонным измерением, проведенным на тепловом агрегате до его эксплуатации.
Известны изобретения RU2723175 (заявл. 12.12.2016 г.), RU2445573 (заявл.01.12.2006 г.), RU70514 (заявл.04.10.2007 г.), RU2545062 (заявл.26.08.2013 г.), где описываются способы контроля состояния футеровки при помощи лазерного сканирования. Основным недостатком является многократно большая стоимость применяемого оборудования (лазерный сканер и ПО для него), требование к тщательному обслуживанию оборудования, бережной эксплуатации, а также то, что калибровка оборудования производится на заводе-изготовителе, соответственно оборудование требует регулярной поверки.
Из уровня техники известен способ (ЕР3892956, заявл. 07.04.2020 г.), в котором применяются более дешевые времяпролетные TOF-камеры ("TimeOfFlight"), которые технологически близки к лазерным сканерам, но имеют меньшую точность по глубине и меньшую разрешающую способность по длине и ширине кадра, из-за чего узкие участки эрозии футеровки могут не отразиться на полученной картографии износа.
Износ и остаточная толщина футеровки тепловых агрегатов может определяться с помощью 3D-сканирования способом фотограмметрии (трехмерной реконструкции объекта по набору фотографий с разных ракурсов) с последующим сравнением с эталонной 3D-моделью. Для процесса фотограмметрии применяется метод SFM ("Structurefrommotion"), заключающийся в попарном сравнении фотографий, поиске соответствий и триангуляции.
Известен способ, описанный в изобретении US20220092856 (заявл.22.09.2020 г.), в котором частично применяется фотограмметрический метод SFM для установления координат точек съемки, а далее производится распознавание трещин с помощью нейронных сетей. Способ включает получение набора двумерных (2D) изображений, идентификацию поверхностных трещин в одном или нескольких 2D-изображениях, каждое из которых разделено на пиксели, создание с помощью процесса фотограмметрии трехмерной (3D) сетчатой модели из сегментированных 2D-изображений, определение посредством процесса анализа поверхностных трещин и отображение в пользовательском интерфейсе количественных показателей идентифицированных поверхностных трещин. Распознавание поверхностных трещин с помощью нейронной сети на основе областей (Faster-RCNN). В одном из вариантов известного способа, набор 2D-изображений получают с помощью переносной (ручной) камеры и/или камеры беспилотного летательного аппарата (БПЛА), например, для труднодоступных областей. Набор может включать сотни или даже тысячи отдельных 2D-изображений, каждое из которых содержит лишь небольшую часть структуры. 2D-изображения предпочтительно перекрываются (например, по меньшей мере, на 50%), чтобы лучше обеспечить возможность последующего создания трехмерной модели с использованием фотограмметрии (например, фотограмметрии SFM). Аналогичным образом, 2D-изображение предпочтительно должно иметь высокое разрешение.
Известный способ предназначен для обнаружения трещин в футеровке, а не измерения остаточной толщины. Наличие трещины не является однозначным показанием для вывода из эксплуатации теплового агрегата, соответственно этот способ не может быть использован для определения остаточной толщины футеровки.
Наиболее близким к заявляемому способу является способ контроля за футеровкой, раскрытый в изобретении ЕР3852055 (заявл. 16.01.2020 г.). Известный способ включает получение трехмерного изображения поверхности теплового агрегата до и после его эксплуатации: получение первого оптического изображения, по меньшей мере, одной первой внутренней части теплового агрегата из положения первого устройства формирования изображения вне теплового агрегата с первой оптической осью с помощью первого устройства формирования изображения; получение второго оптического изображения, по меньшей мере, одной второй внутренней части теплового агрегата из второго устройства формирования изображения, расположенного вне теплового агрегата, со второй оптической осью вторым устройством формирования изображения; дополнительно, получение третьего оптического изображения, по меньшей мере, одной третьей внутренней части теплового агрегата из положения третьего фиксированного устройства формирования изображения вне теплового агрегата с третьей фиксированной оптической осью. Причем, перекрытие между первым и вторым изображением, между вторым и третьим, а также между третьим и первым изображением составляет 70%; вычисление (и хранение) трехмерной информации, такой как, облако точек или трехмерная реконструкция поверхности или трехмерный объект. Далее способ включает определение изменений параметров (в частности, величину износа футеровки) сравнением полученной трехмерной информации после эксплуатации теплового агрегата с ранее сохраненной (до эксплуатации).
В патенте ЕР3852055 для решения проблемы с позиционированием предлагается фиксированное расположение камеры вдоль геометрической оси симметрии теплового агрегата для первого кадра (фотоснимка), а также тщательная калибровка. Недостатками такого решения являются: необходимость постоянного размещения фотокамеры вблизи теплового агрегата, что требует применения обязательной теплозащиты с охлаждением; необходимость регулярной очистки объектива камеры от накопившейся пыли и сажи; преждевременный выход из строя от периодических тепловых нагрузок из-за потока инфракрасного излучения от теплового агрегата на светочувствительную матрицу фотокамеры. Кроме того, тепловой агрегат в силу ряда технологических особенностей на конкретном предприятии может менять свое местоположение, поэтому предложенное решение в патенте ЕР3852055 с фиксированным расположением камеры вдоль предполагаемой геометрической оси даст крайне неточный результат.
Технический результат, достигаемый настоящим изобретением, заключается в достижении высокой точности измерения толщины футеровки.
Контроль за состоянием футеровки необходим для предотвращения аварийных ситуаций и инцидентов и связанных с ними последствий путем своевременного вывода из эксплуатации теплового агрегата для проведения промежуточного ремонта футеровки или ее полной замены. Предлагаемое техническое решение может быть использовано на любом тепловом агрегате.
В контексте настоящего изобретения под 3D-моделью эталонной поверхности футеровки понимается 3D-модель поверхности футеровки до эксплуатации теплового агрегата, а под 3D-моделью поверхности действующей футеровки понимается 3D-модель поверхности футеровки в процессе эксплуатации теплового агрегата.
Указанный технический результат достигается тем, что способ контроля за состоянием футеровки тепловых агрегатов включает получение 3D-модели эталонной поверхности футеровки теплового агрегата, проведение фотосъемки поверхности действующей футеровки теплового агрегата, обработку компьютером фотоснимков с получением 3D-модели поверхности действующей футеровки теплового агрегата, сравнение ее с 3D-моделью эталонной поверхности футеровки и построение топографической карты износа футеровки, согласно изобретению, эталонную поверхность футеровки получают 3D-моделированием поверхности рабочего слоя футеровки теплового агрегата или путем фотосъемки арматурной футеровки с учетом толщины буферного слоя или путем фотосъемки поверхности рабочего слоя новой футеровки; причем, до проведения фотосъемки на корпус теплового агрегата наносят не менее трех контрольных точек с известными координатами, которые маркируют точечными источниками света, измеряют расстояние между контрольными точками; выполняют позиционирование и масштабирование 3D-модели поверхности действующей футеровки совмещением осей XYZ с осями 3D-модели эталонной поверхности футеровки в соответствии с контрольными точками.
Дополнительно, контрольные точки располагают по вершинам неравнобедренного прямоугольного треугольника.
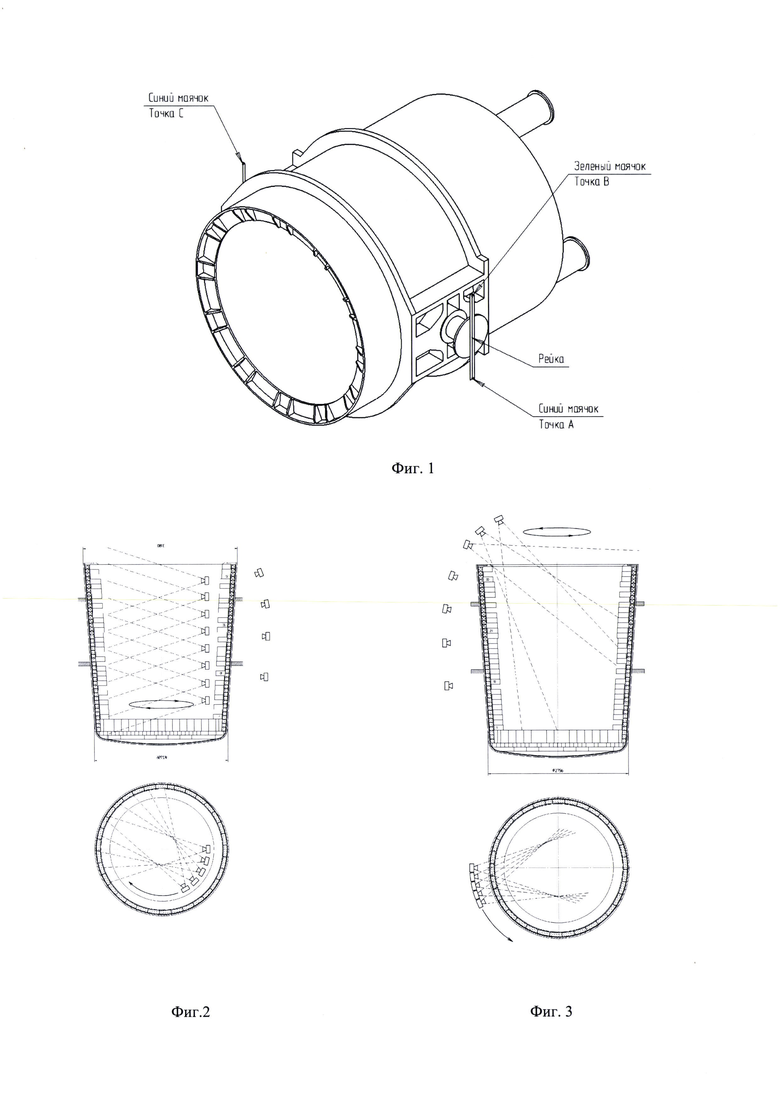
Особенностью предлагаемого решения является применение контрольных точек с известными координатами, располагаемых заранее на тепловом агрегате. В качестве контрольных точек предлагаются области поверхности размером не более 10 мм с уникальным цветом, не встречающимся в сканируемом объекте и в области пространства вокруг него, и который будет однозначно распознаваться программным обеспечением в процессе обработки. Для получения уникального цвета контрольной точки требуется брать точечные источники света, например, цветные светодиоды или дистанционная подсветка лазерным лучом контрольных точек на корпусе теплового агрегата. Контрольные точки -это точки на конструкции теплового агрегата, местоположение которых может быть однозначно определено.
Количество контрольных точек для позиционирования должно быть не менее трех. Для позиционирования и масштабирования используются три точки, остальные могут быть резервными.
В варианте со светодиодами контрольные точки допускается предварительно установить на раму или рейку, прикрепляемую перед проведением сканирования к корпусу теплового агрегата с единственно возможным вариантом размещения без степеней свободы по перемещениям и поворотам, то есть с жесткой фиксацией. Расстояние между светодиодами должно быть известным заранее и фиксированным, а цвет светодиодов, предпочтительно, может быть зеленым или синим. Красные, оранжевые и желтые цвета могут быть использованы, в случае, если исключено попадание раскаленных элементов в область фотосъемки (если температура сканируемого теплового агрегата в любой точке ниже 600°С).
Форма и количество прикрепляемых рам или реек со светодиодами зависят от конструктивных особенностей теплового агрегата. Вместо светодиодов возможно применение световозвращателей со светофильтрами зеленого или синего цветов.
В варианте с лазерной подсветкой контрольных точек с известными координатами на корпусе теплового агрегата, для контраста с цветом раскаленной сканируемой поверхности требуется применение лазерного луча с длиной волны не более 540 нм (зеленый, голубой, синий и фиолетовый лучи). Лазерные излучатели могут быть смонтированы на конструкциях промышленной площадки на удалении от сканируемого теплового агрегата, и исходящие от них лучи не должны прерываться различными движущимися объектами.
Контрольные точки могут быть расположены на тепловом агрегате по вершинам прямоугольного неравнобедренного треугольника ("L-образно" или Т-образно"). Такое расположение позволяет однозначно идентифицировать каждую из 3-х контрольных точек по расстоянию между ними, даже если контрольные точки одного и того же цвета. Чем больше расстояние между двумя любыми из трех точек, тем меньше погрешность в измерении.
Между контрольными точками измеряют расстояние. Далее выполняют позиционирование и масштабирование 3D-модели поверхности действующей футеровки совмещением осей XYZ с осями 3D-модели эталонной поверхности футеровки в соответствии с контрольными точками, что обеспечивает необходимую высокую точность и достоверность измерения.
Эталонную поверхность футеровки получают 3D-моделированием поверхности рабочего слоя футеровки теплового агрегата (на основании конструкторской (проектной) документации к тепловому агрегату) или путем фотосъемки арматурной футеровки с учетом теоретической или проектной толщины буферного слоя, при его наличии, или путем фотосъемки поверхности рабочего слоя новой футеровки в исходном состоянии. Преимуществом первого варианта является модель, которую не нужно перестраивать после каждого ремонта футеровки, можно создать каталог моделей, отсутствие погрешностей при сканировании. Второй вариант позволяет учесть деформации кожуха теплового агрегата, полученные в результате эксплуатации, износ арматурного слоя. Третий вариант позволяет получить 3D-модель поверхности фактической футеровки.
После построения эталонной модели одним из описанных способов требуется определить ее критические изменения размеров, при которых следует считать ее износ аварийно опасным. Для этого на основании конструкторской (проектной) документации определяется, при каком износе в той или иной зоне модели будет достигнута критическая толщина футеровки. Вычисления проводятся по формуле dLcr=L0 - Lcr, где
dLcr - максимально допустимый износ футеровки,
L0 - исходная толщина футеровки,
Lcr - допустимая минимальная толщина футеровки.
Значение Lcr устанавливается согласно инструкции предприятия для каждого конкретного теплового агрегата. Таким образом, в случае, если при очередном измерении расстояние между рабочей поверхностью эталона и рабочей поверхностью последней построенной модели, хотя бы в одной зоне превышает dLcr, необходимо завершить эксплуатацию агрегата и вывести его для проведения ремонта.
При проведении фотосъемки изменяют направление объектива и положение фотокамеры в пространстве, таким образом, чтобы перекрывался каждый предыдущий кадр на 70-90% по площади кадра, путем перемещения по определенным траекториям в зависимости от формы и конструкции теплового агрегата. Например, для сталеразливочного ковша наиболее подходящие траектории - «по спирали» или «змейкой».
Изобретение иллюстрируется изображениями.
На фиг. 1 показан один из вариантов размещения контрольных точек.
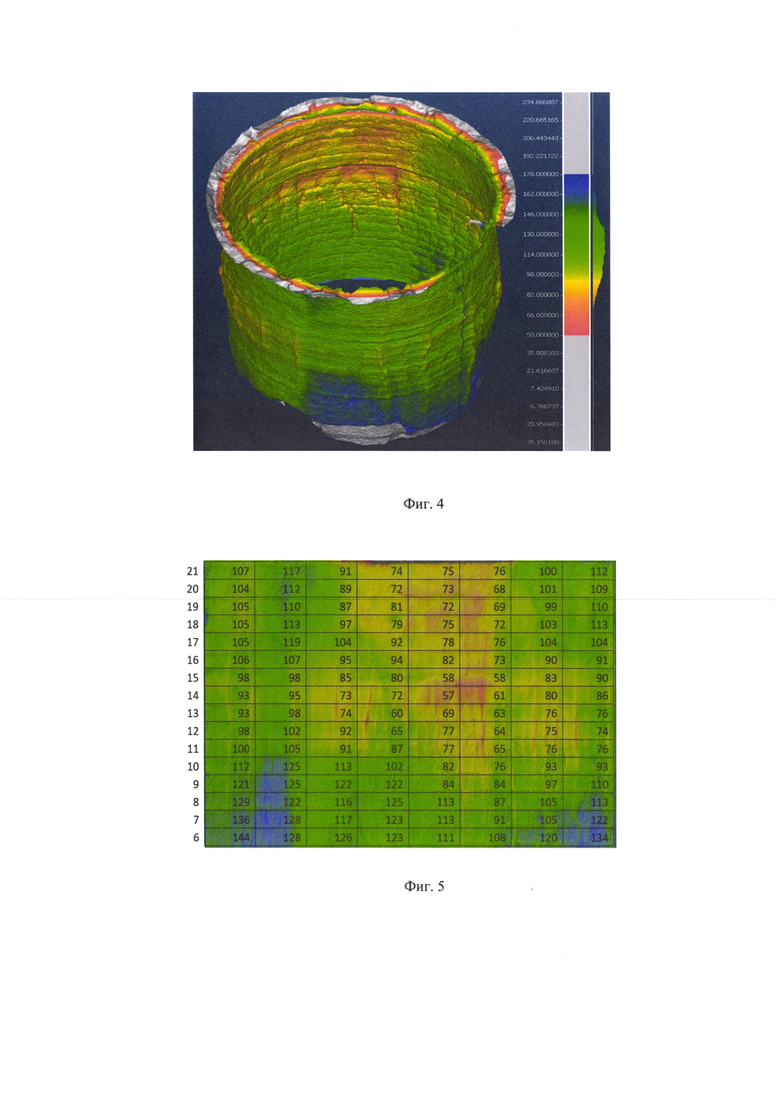
На фиг. 2 показана схема съемки поверхности футеровки теплового агрегата в холодном состоянии.
На фиг. 3 показана схема съемки поверхности футеровки теплового агрегата, как в холодном, так и в горячем состоянии.
На фиг. 4 и фиг. 5 показаны результаты трехмерного сканирования теплового агрегата с расчетом остаточной толщины, на примере сталеразливочных ковшей.
Осуществление изобретения приведено далее, на примере сталеразливочного ковша, что не исключает применение предлагаемого технического решения на любом другом тепловом агрегате.
Начальная точка съемки выбирается произвольно, допускается как ручное, так и автоматизированное позиционирование фотокамеры. При автоматизированной съемке исходное положение выбирается автоматически в зависимости от настроек манипулятора или держателя камеры. Если съемка осуществляется при температуре футеровки ниже 100°С, то дополнительно размещаются источники освещения снаружи и внутри теплового агрегата (при необходимости). Определяются контрольные точки в количестве не менее трех (фиг. 1), и измеряется расстояние между ними. Далее проводится фотосъемка теплового агрегата снаружи (для будущей привязки к эталонной модели по контрольным точкам). Фотосъемка непосредственно самой футеровки в настоящем примере выполняется, как показано на фиг. 2 или 3.
Затем производится автоматическая программная обработка набора фотографий (определение положения точек съемки, построение облака точек и трехмерной сетки). Полученная в относительных координатах 3D-модель выравнивается и поворачивается по осям XYZ, масштабируется в соответствии с контрольными точками и измеренным расстоянием, а также удаляется часть облака точек вне области интереса.
Алгоритм обработки с применением контрольных точек следующий.
1. Перебор в цикле всех точек облака с проверкой условия на уникальный цвет. Если значение цвета входит в заданный диапазон значений, то точка вносится в массив точек А. При внесении каждого нового элемента массива, происходит пересчет среднего значения координаты точки А.
2. Если следующая найденная точка располагается от точки А не более заданного порога расстояния, то она вносится в массив А.
3. С точками В и С аналогично п. 1 и п. 2.
4. После завершения перебора облака точек и получения трех массивов точек А, В и С, с усредненными координатами, производятся смещения, повороты и масштабирование пока точки значения координат точек А, В и С не совпадут с контрольными значениями координат эталонной модели.
Полученная 3D-модель поверхности действующей футеровки сравнивается в специальной программе с 3D-моделью эталонной поверхности футеровки, рассчитывается скалярное поле величин отклонений и строится развертка поверхности с помощью собственного алгоритма (фиг. 5).
Алгоритм для построения скалярного поля величин отклонений и развертки следующий.
1. Вычисляется дистанция в каждой точке облака до эталонной модели.
2. По вычисленной дистанции в соответствии с заданными минимальными и максимальными пороговыми значениями, и типом цветовой шкалы, выбранным пользователем, для каждой точки облака присваивается значение цвета.
3. Для построения развертки поверхности 3D-модели действующей футеровки, в каждой точке облака, содержащей следующие величины - координаты XYZ, дистанция D и цвет С -производятся следующие трансформации: по X и Y получаем величину угла путем вычисления арктангенса отношения X и Y и после умножения на заданный коэффициент масштабирования присваиваем его переменной X; высоту Z присваиваем переменной Y, а дистанцию D присваиваем переменной Z.
4. Для получения статистической информации по минимальным и максимальным значениям и вывода значений в виде таблицы, для ее столбцов градусная сетка от 0 до 360 разбивается на требуемое количество участков, а ее строки по диапазонам высот каждого ряда футеровки, и далее в программном цикле происходит группировка значений дистанции каждой точки облака в каждую ячейку таблицы.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И СИСТЕМА АВТОМАТИЧЕСКОГО ПОСТРОЕНИЯ ТРЕХМЕРНЫХ МОДЕЛЕЙ ГОРОДОВ | 2017 |
|
RU2638638C1 |
| СПОСОБ АВТОМАТИЗИРОВАННОГО СОЗДАНИЯ ТРЕХМЕРНЫХ СИСТЕМ ГОРОДСКИХ ПАНОРАМ НА ОСНОВЕ ДАННЫХ ЛАЗЕРНОГО СКАНИРОВАНИЯ | 2015 |
|
RU2601165C2 |
| СПОСОБ И СИСТЕМА РАСПОЗНАВАНИЯ ГОРОДСКИХ ОБЪЕКТОВ | 2015 |
|
RU2612571C1 |
| ЦИФРОВОЙ СПОСОБ СОЗДАНИЯ НЕИСКАЖЕННЫХ ПРОЕКЦИЙ НА ПОВЕРХНОСТИ РЕАЛЬНЫХ ОБЪЕКТОВ | 2023 |
|
RU2821838C1 |
| СПОСОБ И СИСТЕМА АВТОМАТИЗИРОВАННОГО ПОСТРОЕНИЯ ВИРТУАЛЬНОЙ 3D-СЦЕНЫ НА ОСНОВАНИИ ДВУМЕРНЫХ СФЕРИЧЕСКИХ ФОТОПАНОРАМ | 2024 |
|
RU2826369C1 |
| СПОСОБ КОНТРОЛЯ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ДЫМОВОЙ ТРУБЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2545062C1 |
| Способ мониторинга состояния трассы магистрального трубопровода | 2018 |
|
RU2699940C1 |
| СПОСОБ И СИСТЕМА АВТОМАТИЗИРОВАННОГО ПОСТРОЕНИЯ ВИРТУАЛЬНОЙ СЦЕНЫ НА ОСНОВАНИИ ТРЕХМЕРНЫХ ПАНОРАМ | 2022 |
|
RU2779245C1 |
| СПОСОБ ПОСТРОЕНИЯ КАРТЫ ЭКЗОГЕННЫХ ГЕОЛОГИЧЕСКИХ ПРОЦЕССОВ МЕСТНОСТИ ВДОЛЬ ТРАССЫ МАГИСТРАЛЬНОГО НЕФТЕПРОВОДА | 2015 |
|
RU2591875C1 |
| СПОСОБ И СИСТЕМА УПРАВЛЕНИЯ ОТОБРАЖЕНИЕМ ВИРТУАЛЬНЫХ ТУРОВ В МНОГОПОЛЬЗОВАТЕЛЬСКОМ РЕЖИМЕ | 2022 |
|
RU2783218C1 |
Изобретение относится к способу контроля за состоянием футеровки тепловых агрегатов с помощью трехмерного сканирования рабочей поверхности футеровки методом фотограмметрии. Заявлен способ контроля за состоянием футеровки тепловых агрегатов, который включает получение 3D-модели эталонной поверхности футеровки теплового агрегата, проведение фотосъемки поверхности действующей футеровки теплового агрегата, обработку компьютером фотоснимков с получением 3D-модели действующей футеровки теплового агрегата, сравнение ее с 3D-моделью эталонной поверхности футеровки и построение топографической карты износа футеровки. Эталонную поверхность футеровки получают 3D-моделированием поверхности рабочего слоя футеровки теплового агрегата или путем фотосъемки арматурной футеровки с учетом толщины буферного слоя или путем фотосъемки поверхности рабочего слоя новой футеровки. Причем до проведения фотосъемки на корпус теплового агрегата наносят не менее трех контрольных точек с известными координатами, которые маркируют точечными источниками света. Измеряют расстояние между контрольными точками, выполняют позиционирование и масштабирование 3D-модели действующей поверхности футеровки совмещением осей X, Y, Z с осями 3D-модели эталонной поверхности в соответствии с контрольными точками. Технический результат - достижение высокой точности измерения толщины футеровки. 7 з.п. ф-лы, 5 ил.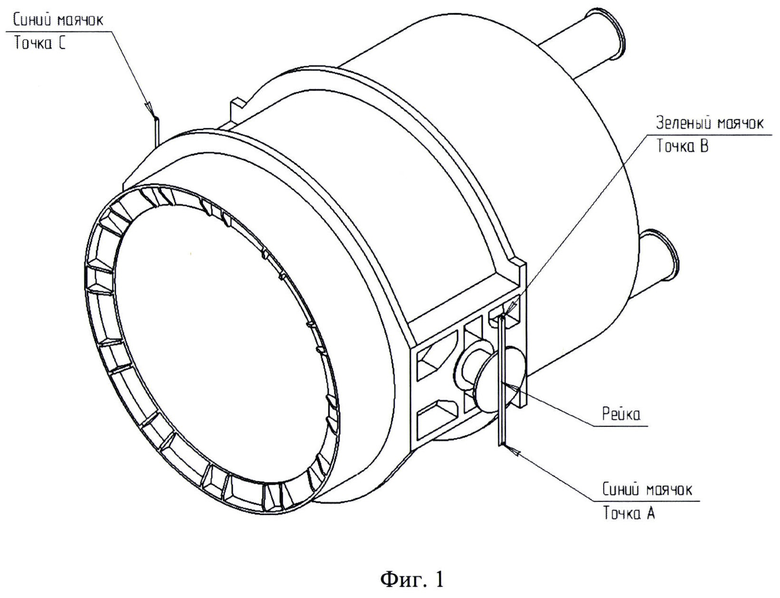
1. Способ контроля за состоянием футеровки тепловых агрегатов, включающий получение 3D-модели эталонной поверхности футеровки теплового агрегата, проведение фотосъемки поверхности действующей футеровки теплового агрегата, обработку компьютером фотоснимков с получением 3D-модели действующей футеровки теплового агрегата, сравнение ее с 3D-моделью эталонной поверхности футеровки и построение топографической карты износа футеровки, отличающийся тем, что эталонную поверхность футеровки получают 3D-моделированием поверхности рабочего слоя футеровки теплового агрегата или путем фотосъемки арматурной футеровки с учетом толщины буферного слоя или путем фотосъемки поверхности рабочего слоя новой футеровки; причем до проведения фотосъемки на корпус теплового агрегата наносят не менее трех контрольных точек с известными координатами, которые маркируют точечными источниками света, измеряют расстояние между контрольными точками; выполняют позиционирование и масштабирование 3D-модели действующей поверхности футеровки совмещением осей X, Y, Z с осями 3D-модели эталонной поверхности в соответствии с контрольными точками.
2. Способ по п. 1, отличающийся тем, что контрольные точки располагают по вершинам прямоугольного неравнобедренного треугольника.
3. Способ по п. 1, отличающийся тем, что контрольные точки маркируют лазерной подсветкой.
4. Способ по п. 1, отличающийся тем, что контрольные точки маркируют световозвращателями, установленными на корпусе теплового агрегата.
5. Способ по п. 1, отличающийся тем, что контрольные точки маркируют световозвращателями, установленными на раме или рейке, прикрепляемой к металлоконструкции теплового агрегата.
6. Способ по п. 1, отличающийся тем, что контрольные точки маркируют светодиодами, установленными на раме или рейке, прикрепляемой к металлоконструкции теплового агрегата.
7. Способ по п. 1, отличающийся тем, что контрольные точки маркируют светодиодами, установленными на корпусе теплового агрегата.
8. Способ по п. 1, отличающийся тем, что при проведении фотосъемки изменяют направление объектива и положение фотокамеры в пространстве, таким образом, чтобы перекрывался каждый предыдущий кадр на 70-90% по площади кадра.
| EP 3852055 A1, 21.07.2021 | |||
| EP 3892956 A1, 13.10.2021 | |||
| WO 03081157 A1, 02.10.2003 | |||
| CN 107615007 B, 08.01.2021 | |||
| СПОСОБ КОНТРОЛЯ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ДЫМОВОЙ ТРУБЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2545062C1 |

