ОБЛАСТЬ ТЕХНИКИ
Настоящее изобретение относится к изготовлению оптоволоконного кабеля, а именно к предоставлению средства для оценки качества оптоволоконного кабеля в процессе изготовления.
УРОВЕНЬ ТЕХНИКИ
Оптоволоконный кабель со свободной укладкой волокон в трубке представляет собой тип оптоволоконного кабеля, в котором стекловолокна для передачи оптических сигналов свободно уложены в полужесткой защитной оболочке или трубке (так называемая трубка со свободной укладкой волокон). Качество оптоволоконного кабеля со свободной укладкой волокон в трубке, изготавливаемого на так называемой линии вторичного покрытия, обычно контролируется путем периодического выполнения измерений различных ключевых свойств недавно изготовленного оптоволоконного кабеля вне линии. Например, упомянутые ключевые свойства, подлежащие измерению, могут включать избыточную длину волокна, усадку трубки и затухание света в оптоволокне. Очевидно, что такие измерения вне линии уже изготовленного оптоволоконного кабеля требуют дополнительных ресурсов, а также могут занимать довольно много времени. Более того, любое снижение качества изготовленного оптоволоконного кабеля со свободной укладкой волокон в трубке можно обнаружить только спустя значительное время. По меньшей мере некоторые из ключевых свойств можно измерять также в ходе изготовления, хотя такие измерения на линии зачастую оказываются неточными по сравнению с измерениями вне линии. Таким образом, существует необходимость в решении, которое позволило бы осуществлять контроль качества оптоволоконных кабелей более автоматизированным способом во время производства без ущерба для точности.
КРАТКОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Согласно аспекту объект изобретения предлагается в независимых пунктах формулы изобретения. Варианты осуществления представлены в зависимых пунктах формулы изобретения.
Один или более примеров осуществления более подробно изложены в сопроводительных чертежах и описании ниже. Другие признаки станут очевидными из описания и чертежей, а также из формулы изобретения.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Далее изобретение будет описано более подробно с помощью предпочтительных вариантов осуществления и со ссылками на прилагаемые чертежи, где:
На Фиг. 1 показана система в соответствии с вариантами осуществления;
На Фиг. 2–5, 6А и 6В показаны процессы в соответствии с вариантами осуществления; и
На Фиг. 7 показано устройство в соответствии с вариантами осуществления.
ПОДРОБНОЕ ОПИСАНИЕ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ
Оптоволоконный кабель со свободной укладкой волокон в трубке представляет собой тип оптоволоконного кабеля, специально предназначенного для эксплуатации в суровых атмосферных условиях. В оптоволоконных кабелях со свободной укладкой волокон в трубке стекловолокна для передачи оптических сигналов свободно уложены в полужесткой защитной оболочке или трубке (так называемая трубка со свободной укладкой волокон или свободный буфер). Пространство внутри упомянутой трубки со свободной укладкой волокон, которое не занято стекловолокнами, обычно заполняется заполняющим компаундом, например, водостойким гелем, электролитом или водостойкой пряжей.
Во многих случаях наиболее критической фазой при изготовлении оптоволоконных кабелей со свободной укладкой волокон в трубке является фаза вторичного покрытия, осуществляемая на линии вторичного покрытия. На линии вторичного покрытия стекловолокна (и, возможно, заполняющий компаунд трубки) вставляются в трубку для свободной укладки волокон (как правило, изготовленную из пластмассы). Вначале, когда трубка со свободной укладкой волокон подвергается экструзии в ходе фазы вторичного покрытия, она имеет очень высокую температуру. По мере охлаждения трубка со свободной укладкой волокон сжимается или усаживается, что приводит к изменению длины стекловолокон в трубке и самой трубки (иначе говоря, к увеличению так называемой избыточной длины волокна). Для устранения этого эффекта используется так называемая сжимающая гусеница, которая влияет на скорость передачи трубки по линии (относительно скорости передачи волокон по линии) так, чтобы компенсировать усадку трубки со свободной укладкой волокон. Благодаря использованию сжимающей гусеницы можно достичь очень высокой скорости передачи технологической линии (например, до 1000 метров в минуту), сохраняя при этом практически нулевую избыточную длину волокна.
Качество оптоволоконного кабеля, изготавливаемого на линии вторичного покрытия, обычно контролируется путем периодического выполнения измерений различных ключевых свойств недавно изготовленного оптоволоконного кабеля. Например, упомянутые ключевые свойства, подлежащие измерению, могут включать избыточную длину волокна, усадку трубки и затухание света в оптоволокне. Очевидно, что такие измерения вне линии уже изготовленного оптоволоконного кабеля требуют дополнительных ресурсов, а также могут занимать довольно много времени. В силу указанных причин упомянутые измерения могут проводиться только время от времени, и поэтому, любое снижение качества изготовленного оптоволоконного кабеля можно обнаружить только спустя значительное время.
Цель нижеуказанных вариантов осуществления заключается в том, чтобы решить или по меньшей мере смягчить по меньшей мере некоторые из упомянутых проблем, связанных с контролем качества изготавливаемого оптоволоконного кабеля со свободной укладкой волокон в трубке.
Далее будут подробно описаны различные примеры осуществления изобретения. Упомянутые примеры осуществления изобретения основаны на использовании алгоритма машинного обучения для предварительной оценки качества оптоволоконного кабеля в ходе изготовления на линии вторичного покрытия. Чтобы облегчить подробное пояснение вариантов осуществления, в первую очередь подробно поясняются алгоритмы машинного обучения, которые могут использоваться в связи с вариантами осуществления.
Алгоритм машинного обучения в соответствии с вариантами осуществления может быть основан на одной или нескольких нейронных сетях. Нейронные сети (или точнее, искусственные нейронные сети) представляют собой вычислительные системы, состоящие из высоко взаимосвязанных «нейронов», способных обрабатывать информацию благодаря своей реакции в динамическом состоянии на внешние входные сигналы. Другими словами, искусственная нейронная сеть – это группа взаимосвязанных узлов (или «нейронов»), где каждое соединение между узлами связано с весом (т.е. весовым коэффициентом), значение которого влияет на силу сигнала в упомянутом соединении, а, следовательно, также на общую производительность нейронной сети. Обычно, составляющая смещения также добавляется к общей взвешенной сумме входных сигналов в узле. Обучение нейронной сети, как правило, задействует настройку упомянутых весов и смещений так, чтобы известный выход совпал с заданным известным входом.
Одна или несколько нейронных сетей, задействованных в вариантах осуществления, могут содержать одну или несколько нейронных сетей с прямой связью, одну или несколько рекуррентных нейронных сетей и/или одну или несколько самоорганизующихся карт (SOM). Кроме того, одна или несколько нейронных сетей с прямой связью могут содержать одну или несколько многоуровневых сетей «перцептрон» и/или одну или несколько сверточных нейронных сетей. Одна или несколько рекуррентных нейронная сетей могут содержать одну или несколько сетей с долговременной и кратковременной памятью и/или одну или несколько рекуррентных сверточных нейронных сетей.
Примером нейронной сети с прямой связью, которая может быть задействована в вариантах осуществления, является модель «многослойный перцептрон» (хотя простой перцептрон также может использоваться в некоторых вариантах осуществления). Однослойный перцептрон может использоваться для обучения линейно разделимым функциям, но не может использоваться для выполнения сложных задач как, например, обучение нелинейной решающей границе в классификации. С другой стороны, многослойный перцептрон, который использует два или более слоев перцептронов, может использоваться для обучения сложным функциям и сильно нелинейным решающим границам. Многослойный перцептрон является базисной формой нейронной сети с прямой связью и, как правило, состоит из входного слоя, одного или нескольких скрытых слоев и выходного слоя. Эта сеть использует прямые проходы и обратное распространение ошибки для обучения весам и смещениям. Прямые проходы (от входы до выхода) рассчитывают выходные сигналы, тогда как обратное распространение ошибки рассчитывает необходимые обновления для весов и смещений, основанные на ошибке на выходном слое.
Нейронные сети с прямой связью не способны хранить какую-либо информацию, поскольку они не имеют контуров. Рекуррентные нейронные сети (RNNs), напротив, имеют контуры, позволяющие сохранять информацию. Примером рекуррентной нейронной сети, которая может быть задействована в вариантах осуществления, является сеть с долговременной и кратковременной памятью (LSTM), которая представляет собой особый тип рекуррентной нейронной сети, специализирующейся на обучении отдаленным зависимостям. Одна ячейка LSTM состоит из трех гейтов (входного, выходного и забывающего) и ячейки памяти. Гейты действуют в качестве регуляторов информации и помогают ячейкам LSTM удалять старую информацию или добавлять новую информацию. Степень, до которой забывается существующая память, регулируется забывающим гейтом.
Самоорганизующаяся карта представляет собой тип нейронной сети, которая обучается с использованием неконтролируемого обучения для получения низкоразмерного дискретизированного представления входного пространства обучающих выборок (так называемая карта). Другими словами, самоорганизация может использоваться для создания низкоразмерного представления или визуализации высокоразмерных данных.
Дополнительно или в качестве альтернативы алгоритм машинного обучения в соответствии с вариантами осуществления может быть основан полностью или частично на байесовском классификаторе, т.е. классификаторе, основанном на байесовской вероятности. Используемый байесовский классификатор может быть, например, наивным байесовским классификатором.
Система, к которой могут быть применены варианты осуществления, изображена на Фиг. 1. На Фиг. 1 изображена упрощенная система, показывающая только некоторые элементы и функциональные объекты. Соединения, показанные на Фиг. 1, являются логическими соединениями; фактические физические соединения могут отличаться. Специалисту в данной области техники должно быть очевидно, что системы также содержат другие функции и структуры. Фиг. 1 по сути следует считать по большей части схематической.
Система, изображенная на Фиг. 1, содержит две четко выраженные части: линию вторичного покрытия 101 для изготовления оптоволоконного кабеля со свободной укладкой волокон в трубке и систему управления 116 для управления, наблюдения и/или контроля упомянутой линией вторичного покрытия 101.
Линия вторичного покрытия 101 используется для экструдирования трубки со свободной укладкой волокон, подачи управляемым способом оптоволокна (как правило, стекловолокна) в трубку для свободной укладки волокон, охлаждения и намотки полученного оптоволоконного кабеля 104 со свободной укладкой волокон в трубке. Линия вторичного покрытия 101 содержит по меньшей мере один или несколько приводов 102, устройство подачи волокна 103, экструдер 105, сжимающую гусеницу 106, среднее тяговое устройство 107, конечное тяговое устройство 108 и намоточное устройство 109.
Устройство подачи волокна 103 используется для удержания оптоволокна (т.е. стекловолокна) и для подачи одного или нескольких волокон в экструдер 105 и далее по линии вторичного покрытия 101 управляемым способом, предпочтительно на высокой скорости. Натяжение оптоволокна можно регулировать, например, пневматическим роликом. Устройство подачи волокна 103 может содержать несколько положений для катушек оптоволокна.
Экструдер 105 (или экструзионное устройство) используется для экструдирования (пластичного) материала с целью формирования структуры трубки со свободной укладкой волокон вокруг одного или нескольких оптических волокон, поступающих из устройства подачи волокна 103. Экструдируемым пластичным материалом может быть, например, полибутилентерефталат (PBT), полипропилен (PP), полиэтилен (PE), поликарбонат (PC) или какой-нибудь другой пластичный полимер. Полученная трубка со свободной укладкой волокон может иметь цилиндрическую форму. Экструдер может регулироваться по температуре. В некоторых вариантах осуществления может быть задействовано несколько экструдеров. В некоторых вариантах осуществления элемент 105 может соответствовать одному или нескольким экструдерам или множеству экструдеров.
В вариантах осуществления где изготавливаемый оптоволоконный кабель со свободной укладкой волокон в трубке должен заполняться водостойкой (или водоблокирующей) пряжей, линия вторичного покрытия 101 может дополнительно содержать одно или несколько устройств подачи пряжи для подачи пряжи в трубку со свободной укладкой волокон (не показано на Фиг. 1). В вариантах осуществления где изготавливаемый оптоволоконный кабель со свободной укладкой волокон в трубке должен заполняться водостойкой (или водоблокирующей) гелем или электролитом, линия вторичного покрытия 101 может дополнительно содержать систему впрыска геля или электролита для подачи геля или электролита в трубку со свободной укладкой волокон (не показана на Фиг. 1). Упомянутая систему впрыска геля или электролита может быть встроена в один или несколько экструдеров 105. В некоторых вариантах осуществления линия вторичного покрытия 101 может дополнительно содержать устройство для контроля диаметра сухой (или не содержащей гель) трубки для контроля диаметра оптоволоконных кабелей со свободной укладкой волокон в сухой трубке.
Вначале, когда трубка со свободной укладкой волокон подвергается экструзии экструдером 105, она имеет очень высокую температуру. Для эффективного охлаждения трубки со свободной укладкой волокон оптоволоконный кабель 104 со свободной укладкой волокон в сухой трубке может пропускаться через проточное охлаждение или охлаждающую ванну (не показаны на Фиг. 1). Упомянутое проточное охлаждение может тянуться на всем протяжении от экструдера 105 до намоточного устройства 109. Охлаждение может регулироваться путем изменения температуры охлаждающей воды, используемой в проточном охлаждении.
Сжимающая гусеница 106 используется для протягивания трубки со свободной укладкой волокон, экструдируемой экструдером 105, на скорости, которая выше, чем заданная скорость линии (т.е. быстрее, чем скорость среднего тягового устройства 107, описанного ниже), чтобы компенсировать усадку трубки со свободной укладкой волокон по мере ее охлаждения. Другими словами, сжимающая гусеница 106 используется для минимизации избыточной длины волокна (EFL) и/или усадки трубки изготавливаемого оптоволоконного кабеля со свободной укладкой волокон в трубке. Избыточная длина волокна – это показатель насколько длиннее одно или несколько оптических волокон в трубке со свободной укладкой по сравнению с трубкой со свободной укладкой, содержащей упомянутые одно или несколько оптических волокон. Сжимающая гусеница может содержать две движущиеся прижимных ленты, тянущихся параллельно друг другу и расположенными напротив друг друга.
Прижимные ленты сжимающей гусеницы 106 могут быть изготовлены из резины или другого материала, обеспечивающего достаточно высокое трение между прижимными лентами и экструдируемой трубкой со свободной укладкой волокон. Трубка для свободной укладкой волокон может подаваться между упомянутыми прижимными лентами, которые сжимают эту трубку, и хотя трение и высокая скорость прижимных лент (по сравнению со скоростью линии без сжатия) приводят к увеличению скорости передачи трубки для свободной укладки по линии (т.е. к удлинению трубки), это не влияет на скорость передачи одного или нескольких оптических волокон по этой линии. Сжатие, вызываемое прижимными лентами должно быть таким, чтобы возникала только эластическая деформация (а не пластическая деформация). В некоторых вариантах осуществления сжимающая гусеница может содержать вместо прижимных лент два прижимных колеса (изготовленных, например, из резины), действующих аналогичным образом, что и прижимные ленты (как описано выше).
Среднее тяговое устройство 107 является следующей точкой физического контакта для оптоволоконного кабеля 104 со свободной укладкой волокон в трубке после сжимающей гусеницы 106. Вследствие этого, среднее тяговое устройство 107 также оказывает значительное влияние на избыточную длину волокна и усадку трубки изготавливаемого оптоволоконного кабеля со свободной укладкой волокон в трубке, и параметры (например, крутящий момент двигателя) среднего тягового устройства 107 можно использовать для регулирования избыточной длины волокна и усадки трубки.
Помимо среднего тягового устройства 107 линия вторичного покрытия может дополнительно содержать конечное тяговое устройство 108 для дополнительного контроля скорости передачи оптоволоконного кабеля со свободной укладкой волокон в трубке по линии. Конечное тяговое устройство 108 может находиться между средним тяговым устройством 107 и намоточным устройством 109.
Намоточное устройство 109 используется для намотки готового оптоволоконного кабеля 104 со свободной укладкой волокон в трубке.
Наконец, линия вторичного покрытия 101 содержит один или несколько приводов 102 для перемещения и управления одним или несколькими устройствами 103, 105–109 линии вторичного покрытия 101. Упомянутые один или несколько приводов могут приводить в действие по меньшей мере сжимающую гусеницу 106 и среднее тяговое устройство 107. Один или несколько приводов 102 могут содержать, например, один или несколько электродвигателей, гидравлический привод и пневматический привод. Один или несколько приводов 102 получают питание от и управляются системой управления 116 (или точнее, автоматизированной системой 119 программируемого логического контроллера, ПЛК, системы управления 116). Работа одного или каждого из нескольких приводов 102 может регулироваться настройкой одного или нескольких параметров управления соответствующего привода. Один или несколько параметров управления привода могут содержать, например, напряжение, ток, мощность и/или частоту сигнала, подаваемого на привод. Другими словами, работу линии вторичного покрытия 101 можно регулировать настройкой одного или нескольких параметров управления (в большинстве случаев, множества параметров управления) линии вторичного покрытия, где каждый параметр управления связан с одним или несколькими приводами 102 линии вторичного покрытия 101. Параметры управления могут в равной степени называться рабочими параметрами.
В дополнение или в качестве альтернативы управлению линией вторичного покрытия101 путем настройки одного или нескольких параметров управления одного или нескольких приводов 102, по меньшей мере один из других элементов 103, 105, 104, 106, 107, 108, 109 линии вторичного покрытия 101 может управляться в соответствии с одним или несколькими параметрами управления. Например, упомянутые один или несколько параметров управления упомянутых других элементов на линии вторичного покрытия могут содержать одну или несколько температур одного или нескольких соответствующих экструдеров 105, температуру охлаждающей воды (в проточном охлаждении), натяжение линии и натяжение устройства подачи волокна (т.е. натяжение на устройстве подачи волокна 103). Натяжение линии может определяться как метрическое (значение указывается в ньютонах) количественное определение того, насколько растянулась трубка для свободной укладки волокон в ходе намотки. Натяжение устройства подачи волокна может определяться как метрическое (значение указывается в ньютонах) количественное определение того, насколько натянут оптоволоконный кабель в начале линии вторичного покрытия (т.е. рядом с устройством подачи волокна 103).
Система управления 116 содержит автоматизированную систему 119 программируемого логического контроллера (ПЛК), устройство контроля над технологическим процессом 110, первое вычислительное устройство 111, устройство пользователя 112, база данных машинного обучения 113, база архивных данных 114 и второе вычислительное устройство 115. Первое вычислительное устройство 111, база данных машинного обучения 113, база архивных данных 114 и второе вычислительное устройство 115 образуют вычислительную систему 117 для выполнения анализа на основе машинного обучения в соответствии с вариантами осуществления. Упомянутая система управления 116 может размещаться в том же помещении, что и линия вторичного покрытия 101 (т.е. она может быть локальной системой). В качестве альтернативы, по меньшей мере некоторые элементы (например, второе вычислительное устройство 115 и базы данных 113, 114) системы управления 116 могут быть удаленными элементами (например, удаленные серверы или базы данных). В некоторых вариантах осуществления некоторые из упомянутых удаленных элементов могут быть элементами на основе облачных вычислений или другими распределенными элементами. Соединения между устройствами 110–115 системы управления 116, показанными на Фиг. 1, могут содержать одно или несколько проводных соединений (или коммуникационных каналов) и/или одно или несколько беспроводных соединений (коммуникационных каналов).
Автоматизированная система 119 ПЛК используется для контроля и управления производством на линии вторичного покрытия 101. Точнее говоря, автоматизированная система 119 ПЛК может использоваться для контроля над параметрами технологического процесса линии вторичного покрытия 101 и настройки параметров управления линии вторичного покрытия. Чтобы обеспечить упомянутый контроль и управление, автоматизированная система 119 ПЛК может быть подсоединена проводными/или беспроводными коммуникационными каналами к каждому отдельному элементу 102–109 линии вторичного покрытия 101 (включая проточное охлаждение, которое не показано на Фиг. 1) или по меньшей мере к некоторым из упомянутых отдельных элементов 102–109. Кроме того, автоматизированная система 119 ПЛК подсоединяется к устройству контроля над технологическим процессом 110. Автоматизированная система 119 ПЛК может представлять собой износостойкую вычислительную систему, предназначенную для надежной эксплуатации в тяжелых условиях.
Что касается контроля изготовления на линии вторичного покрытия 101, данные измерений (т.e. данные технологического процесса), выдаваемые каждым отдельным элементом 102–109 линии вторичного покрытия 101, подсоединенным к автоматизированной системе 119 ПЛК, во время работы линии вторичного покрытия 101, могут передаваться периодически или постоянно в автоматизированную систему 119 ПЛК. Данные технологического процесса, собираемые автоматизированной системой 119 ПЛК, могут содержать измеренные значения одного или каждого из нескольких параметров технологического процесса линии вторичного покрытия 101 (например, измерения натяжения, скорости и/или крутящего момента, связанные со сжимающей гусеницей и/или средним тяговым устройством).
Что касается управления изготовлением на линии вторичного покрытия 101, автоматизированная система 119 ПЛК может быть выполнена с возможностью по меньшей мере регулирования работы одного или нескольких приводов 102 линии вторичного покрытия 101. Другими словами, автоматизированная система 119 ПЛК может обеспечивать передачу сигналов управления (или управляющие входы) для одного или нескольких приводов 102 для настройки их параметров управления. Один или несколько параметров технологического процесса можно настраивать путем настройки одного или нескольких параметров управления линии вторичного покрытия 101. Например, повышение частоты электродвигателя переменного тока вызывает увеличение крутящего момента электродвигателя переменного тока, а следовательно, также и скорости подвижного элемента, который приводится в движение электродвигателем переменного тока (например, скорость сжимающей гусеницы).
Устройство контроля над технологическим процессом (PSU) 110 системы управления 116 используется для управления системами управления набором параметров и аварийной сигнализации, а также поддержания параметров технологического процесса, получаемых от автоматизированной системы 119 ПЛК в базу данных PSU 110 (не показана на Фиг. 1). Набор параметров в данном контексте может быть определен как набор инструкций или этапов, необходимых для работы линии вторичного покрытия с целью получения нужного готового продукта. PSU 110 может дополнительно сохранять в упомянутой базе данных PSU 110 информацию по одному или нескольким наборам параметров и/или номинальным уставкам, связанным с линией вторичного покрытия. PSU 110 может быть выполнено с возможностью функционирования программного обеспечения диспетчерского управления и сбора данных (SCADA), связанного с линией вторичного покрытия 101. Кроме того, PSU может быть подсоединено проводным/или беспроводным коммуникационным каналом к одному или нескольким мониторам в помещении управления (не показано на Фиг. 1). Упомянутые один или несколько мониторов могут использоваться для отображения (в реальном времени) информации о технологическом процессе для оператора. PSU 110 может быть выполнено с возможностью передачи или ретрансляции (текущих) данных технологического процесса (т.e. контролируемых параметров технологического процесса), получаемых от автоматизированной системы 119 ПЛК, в вычислительную систему 117 (а точнее, в первое вычислительное устройство 111 в приведенном варианте осуществления) и/или в устройство пользователя 112. Кроме того, PSU 110 может быть выполнено с возможностью передачи или ретрансляции сигналов управления (т.e. сообщений, содержащих один или несколько параметров управления линией вторичного покрытия, которую необходимо настроить) от вычислительной системы 117 (а конкретнее, от первого вычислительного устройства 111 в приведенном варианте осуществления) и/или от устройства пользователя 112 в автоматизированную систему 119 ПЛК.
Первое вычислительное устройство 111 вычислительной системы 117 выполнено с возможностью контроля и, возможно, управления качеством изготавливаемого оптоволоконного кабеля со свободной укладкой волокон в трубке в соответствии с вариантами осуществления. Точнее говоря, первое вычислительное устройство 111 может оценивать текущее качество оптоволоконного кабеля со свободной укладкой волокон в трубке, используя текущие данные технологического процесса и (предварительно) обученный алгоритм машинного обучения, сохраняемый в базе данных машинного обучения 113, которая подсоединена к первому вычислительному устройству 111. Первое вычислительное устройство 111 также может быть электрически подсоединено к базе архивных данных 114, PSU 110 и устройству пользователя 112. Первое вычислительное устройство может быть выполнено с возможностью передачи информации о предварительно оцененном качестве изготавливаемого оптоволоконного кабеля со свободной укладкой волокон в трубке и/или рекомендаций по возможным настройкам параметров управления линии вторичного покрытия 101 для улучшения упомянутого предварительно оцененного качества на устройство пользователя. Первое вычислительное устройство также может быть выполнено с возможностью передачи сигналов управления на PSU 110 (которое может быть выполнено с возможностью переадресации упомянутых сигналов управления в автоматизированную систему 119 ПЛК.). Первое вычислительное устройство 111 может хранить в базе данных (например, во внутренней базе данных или базе данных машинного обучения 113, или базе архивных данных 114) информацию о проведенных им предварительных оценках качества и/или данные производственной линии, полученные от PSU 110. Первое вычислительное устройство также может хранить в памяти буфер управляющих значений и/или иметь доступ к базе данных PSU 110. Автоматизированная система 119 ПЛК и/или PSU 110 могут управляться дистанционно вычислительной системой 117 (а точнее, первым вычислительным устройством 111 в приведенном варианте осуществления) и/или устройством пользователя 112.
Устройство пользователя 112 может обозначать переносное или стационарное вычислительное устройство (оборудование, устройство, оконечное устройство). Вычислительные устройства, которые могут быть задействованы, включают беспроводные устройства мобильной связи, работающие с модулем идентификации абонента (SIM) или без него в аппаратном или программном обеспечении, включая помимо прочего, следующие типы устройств: настольный компьютер, портативный компьютер, компьютер с сенсорным экраном, мобильный телефон, смартфон, карманный персональный компьютер (PDA), микротелефонная гарнитура, электронное считывающее устройство, планшет, игровая консоль, ноутбук, мультимедийное устройство, датчик, привод, видеокамера, автомобиль, переносной компьютер, телеметрические приборы и приборы дистанционного мониторинга. Устройство пользователя 112 может быть подсоединено к вычислительной системе 117 посредством первого беспроводного или проводного коммуникационного канала и к PSU 110 посредством второго беспроводного или проводного коммуникационного канала. Устройство пользователя 112 выполнено с возможностью по меньшей мере получения информации, выдаваемой первым вычислительным устройством 111 (или в целом, вычислительной системой 117) и отображения упомянутой информации на экране (или дисплее) устройства пользователя 112. Как упомянуто выше, устройство пользователя 112 также может использоваться для управления PSU 110, а через PSU 110 – автоматизированной системой 119 ПЛК (т.e. для настройки параметров управления линии вторичного покрытия 101). Чтобы пользователь устройства пользователя 112 имел возможность выдавать команды управления, устройство пользователя 112 может содержать по меньшей мере одно пользовательское устройство ввода (например, сенсорный экран, одна или несколько кнопок, клавиатура и/или мышь). На практике устройство пользователя 112 может управляться мастером-технологом линии вторичного покрытия 101 или другим лицом, знакомым с эксплуатацией и управлением линии вторичного покрытия 101.
Наконец, второе вычислительное устройство 115 вычислительной системы 117 выполнено с возможностью по меньшей мере создания и обучения алгоритма машинного обучения, используемого первым вычислительным устройством 111. Чтобы добиться такого функционирования, второе вычислительное устройство подсоединено к базе архивных данных 114, которая содержит по меньшей мере архивные данные, содержащие данные о качестве оптоволоконного кабеля, ранее изготовленного с применением линии вторичного покрытия 101 или другой аналогичной линии вторичного покрытия, и соответствующие данные технологического процесса для этой же линии вторичного покрытия, полученные в ходе изготовления упомянутого оптоволоконного кабеля. Упомянутые данные о качестве могут основываться на измерениях метрических показателей качества вне линии, таких как избыточная длина волокна, усадка трубки и затухание света в оптоволокне. Эти измерения качества вне линии могут выполняться, например, в лаборатории контроля качества, т.е. они не выполняются с использованием элементов, изображенных на Фиг. 1 (т.e. с использованием линии вторичного покрытия 101 или системы управления 116). Элемент 118 используется для обозначения того, что данные о качестве, основанные на измерениях вне линии и хранящиеся в базе архивных данных 114, передаются в базу архивных данных 114 извне системы управления 116 через внешний интерфейс вычислительной системы 117. Если данные о качестве, хранящиеся в базе архивных данных 114, соответствуют оптоволоконному кабелю, изготовленному не на линии вторичного покрытия 101, а на другой соответствующей линии вторичного покрытия (т.e. другой линии вторичного покрытия такого же типа и состава), соответствующие данные технологического процесса также должны быть переданы в базу архивных данных 114 извне. Второе вычислительное устройство 115 может быть выполнено с возможностью хранения обученного алгоритма машинного обучения в базе данных машинного обучения 113, которой имеют доступ и первое и второе вычислительные устройства 111, 115.
В некоторых вариантах осуществления база архивных данных 114 также может содержать данные параметров управления (т.e. параметры управления), иначе говоря, параметры управления, в соответствии с которыми линия вторичного покрытия 101 (или другая соответствующая линия вторичного покрытия) управлялась ранее. Упомянутые данные параметров управления могут соответствовать данным технологического процесса, хранящимся в базе данных (т.е. параметры управления, определенные в упомянутых данных параметров управления могли бы использоваться для управления линией вторичного покрытия, когда измерялись значения параметров технологического процесса).
Хотя на Фиг. 1 показана иллюстративная вычислительная система 117 в соответствии с вариантами осуществления, содержащая два отдельных вычислительных устройства 111, 115 и две базы данных 113, 114, в других вариантах осуществления вычислительная система 117 может содержать другое количество четко выраженных вычислительных устройств и/или баз данных. В некоторых вариантах осуществления вычислительная система 117 может, например, содержать одиночное вычислительное устройство (выполняющее функции первого и второго вычислительных устройств 111, 115) и две базы данных 113, 114 или одну базу данных (хранящую информацию обеих баз данных 113, 114), подсоединенные к или содержащиеся в упомянутом одиночном вычислительном устройстве.
На Фиг. 2 показан процесс в соответствии с вариантами осуществления для предварительной оценки качества оптоволоконного кабеля в ходе изготовления на линии вторичного покрытия в реальном времени. Оптоволоконный кабель, изготавливаемый на линии вторичного покрытия, может быть именно оптоволоконным кабелем со свободной укладкой волокон в трубке. Изображенный процесс может осуществляться вычислительной системой 117, показанной на Фиг. 1, или любой другой альтернативной вычислительной системой, описанной в отношении Фиг. 1. Процесс, изображенный на Фиг. 1, может выполняться именно первым вычислительным устройством 111, показанным на Фиг. 1, или любым другим соответствующим вычислительным устройством (т.е. вычислительным устройством, имеющим доступ к по меньшей мере текущим данным технологического процесса и к предварительно обученному алгоритму машинного обучения и подсоединенным к устройству пользователя) в любой другой альтернативной вычислительной системе, описанной в отношении Фиг. 1. Вычислительная система или устройство, осуществляющие процесс, показанный на Фиг. 1,могут быть выполнены с возможностью контроля и, возможно, управления (возможно через PSU и автоматизированную систему ПЛК) линией вторичного покрытия, содержащей по меньшей мере некоторые из элементов, описанных в отношении линии вторичного покрытия 101, показанной на Фиг. 1. В некоторых вариантах осуществления предполагается, что упомянутая линия вторичного покрытия может содержать по меньшей мере сжимающую гусеницу и среднее тяговое устройство. Далее, объект, осуществляющий этот процесс для простоты будет называться вычислительной системой.
Изначально, вычислительная система содержит в первой базе данных (например, в базе данных машинного обучения, как описано в отношении Фиг. 1), в блоке 201, обученный алгоритм машинного обучения для вычисления ожидаемых значений одного или нескольких метрических показателей качества оптоволоконного кабеля, изготавливаемого на линии вторичного покрытия, на основании значений одного или нескольких значений параметров технологического процесса линии вторичного покрытия. Другими словами, обученный алгоритм машинного обучения принимает за свои входные значения одного или нескольких параметров технологического процесса и выдает за свои выходные ожидаемые значения для одного или нескольких метрических показателей качества.
Один или несколько метрических показателей качества (т.е. входные параметры обученного алгоритма машинного обучения) представляют собой метрические показатели, которые указывают на по меньшей мере некоторые аспекты качества изготавливаемого оптоволоконного кабеля. По меньшей мере один или несколько метрических показателей качества могут соответствовать метрическим показателям качества, оцененным обычным способом с помощью измерений изготовленного оптоволоконного кабеля вне линии. Упомянутые один или несколько метрических показателей качества могут включать, например, одну или несколько избыточных длин волокна, усадку трубки и затухание света в оптоволоконном кабеле, размеры трубки для свободной укладки волокон, стабильность размеров трубки для свободной укладки волокон, метрический показатель, связанный с испытанием на сжатие и метрический показатель, связанный с испытанием на перегиб.
В некоторых вариантах осуществления упомянутые один или несколько метрических показателей качества включают по меньшей мере один (предпочтительно все), выбранный из группы таких показателей, как избыточная длина волокна, усадка трубки и затухание света в оптоволоконном кабеле. Упомянутые три метрических показателя могут считаться наиболее важными метрическими показателями качества оптоволоконного кабеля со свободной укладкой волокон в трубке и поэтому описаны здесь более подробно.
Избыточная длина волокна (EFL) может определяться как длина оптоволокна в трубки для свободной укладки волокон, поделенная на длину трубки для свободной укладки волокон (иногда указывается в процентах). Большая EFL означает, что оптоволокно в трубке для свободной укладки волокон свернуто кольцом. Избыточный изгиб оптоволокна может привести к ухудшению эксплуатационных характеристик оптоволоконного кабеля. Избыточная длина волокна является метрическим показателем, обычно измеряемым вне линии для каждого волокна как стандартная процедура контроля качества. Избыточная длина волокна может оцениваться также на линии в ходе изготовления путем измерения скорости оптоволокна на устройстве подачи и скорости трубки для свободной укладки волокон перед намоткой, хотя, как правило, эти измерения не очень точны.
Усадка трубки – явление, вызываемое релаксацией пластиковой трубки для свободной укладки волокон после изготовления. Величина усадки трубки зависит от режима технологического процесса, например, скорости линии, температур охлаждения и параметров сжимающей гусеницы. Усадка трубки обычно измеряется вне линии для каждой изготовленной трубки для свободной укладки волокон как стандартная процедура контроля качества.
Малое затухание света является наиболее важной характеристикой любого оптоволоконного кабеля. Затухание оптоволокна увеличивается, если в ходе изготовления оно подвергается механическому напряжению или в ходе намотки на катушку. Затухание света обычно измеряется вне линии как стандартная процедура контроля качества. Затухание света может выражаться в децибелах на метр.
В некоторых вариантах осуществления один или несколько метрических показателей качества, используемых как входные параметры обученного алгоритма машинного обучения, включают (или состоят исключительно из) метрический показатель общего качества. Метрический показатель общего качества является метрическим показателем, указывающим на общее качество изготовленного оптоволоконного кабеля. Метрический показатель общего качества (или его значение) также может называться категорией качества. Метрический показатель общего качества может определяться так, чтобы он имел значение, выбранное из дискретного множества числовых значений (например, 0, 1 и 2). Каждое числовое значение упомянутого дискретного множества может соответствовать определенной буквенной оценке общего качества (например, 0 означает «Плохо», 1 означает «Посредственно», а 2 означает «Хорошо»), которая может непосредственно отображаться на экране устройства пользователя.
Метрический показатель общего качества (или категория) может определяться как функция двух и более метрических показателей качества, значения которых можно определить, используя (вне линии) измерения изготовленного оптоволоконного кабеля со свободной укладкой волокон в трубке (например, избыточная длина волокна, усадка трубки и/или затухание света в оптоволоконном кабеле). Например, метрический показатель общего качества может определяться как сумма, взвешенная сумма, среднее или средневзвешенное значение упомянутых двух и более метрических показателей качества. Результаты упомянутого вычисления могут далее быть округлены или сокращены (например, до целого значения) так, чтобы совпадать со значением в предварительно определенном дискретном множестве (т.е., чтобы совпадать с одной из предварительно определенных категорий качества).
В некоторых вариантах осуществления вычислительная система может сначала вычислять одно или несколько ожидаемых значений одного или нескольких метрических показателей качества (например, избыточная длина волокна, усадка трубки и/или затухание света в оптоволоконном кабеле), используя обученный алгоритм машинного обучения, а затем вычисляет ожидаемое значение метрического показателя общего качества на основании упомянутых одного или нескольких ожидаемых значений одного или нескольких метрических показателей качества.
Упомянутые один или несколько параметров технологического процесса являются параметрами или свойствами различных технологических процессов линии вторичного покрытия. Упомянутые один или несколько параметров технологического процесса могут быть связаны с одним или несколькими устройствами подачи волокна, экструдером, сжимающей гусеницей, средним тяговым устройством, конечным тяговым устройством и намоточным устройством или с любыми другими устройствами линии вторичного покрытия. Параметры сжимающей гусеницы и среднего тягового устройства зачастую имеют особенно выраженное влияние на качество готового оптоволоконного кабеля со свободной укладкой волокон в трубке. Таким образом, один или несколько параметров технологического процесса могут включать один или несколько параметров технологического процесса, связанных со сжимающей гусеницей и/или средним тяговым устройством. Упомянутые параметры технологического процесса могут включать одну или несколько скоростей сжимающей гусеницы, натяжение сжимающей гусеницы, крутящий момент двигателя сжимающей гусеницы и крутящий момент двигателя среднего тягового устройства, стандартное отклонение скорости сжимающей гусеницы в течение предварительного заданного промежутка времени, стандартное отклонение натяжения сжимающей гусеницы в течение предварительного заданного промежутка времени, стандартное отклонение крутящего момента двигателя сжимающей гусеницы в течение предварительного заданного промежутка времени, и стандартное отклонение крутящего момента двигателя среднего тягового устройства в течение предварительного заданного промежутка времени.
Создание и обучение обучаемого алгоритма машинного обучения может осуществляться вычислительной системой (точнее, вторым вычислительным устройством, как описано в отношении Фиг. 1), например, как описано ниже в отношении Фиг. 3. В других вариантах осуществления обучаемый алгоритм машинного обучения может создаваться и/или обучаться каким-либо объектом (например, сетевым узлом или вычислительным устройством), отличным от вычислительной системы, выполняющей процессы, показанные на Фиг. 2. Как было описано выше, алгоритм машинного обучения в соответствии с вариантами осуществления может быть основан, например, на одной или нескольких нейронных сетях с прямой связью, байесовском классификаторе, самоорганизующейся карте (SOM) или их комбинации.
Вычислительная система контролирует в блоке 202 одно или несколько значений одного или нескольких (соответственно) параметров технологического процесса линии вторичного покрытия во время работы линии вторичного покрытия. Контроль необходим, потому что в параметрах технологического процесса линии вторичного покрытия могут происходить изменения во время работы линии вторичного покрытия, обусловленные различными факторами, такими как изменения в окружающей среде, в которой работает линия вторичного покрытия (например, повышение температуры), или износ элементов линии вторичного покрытия (например, прижимной ленты сжимающей гусеницы). Один или несколько контролируемых параметров технологического процесса могут включать по меньшей мере один или несколько параметров технологического процесса, используемых как входной параметр обученного алгоритма машинного обучения. Контроль может осуществляться посредством PSU и автоматизированной системы ПЛК, как описано в отношении Фиг. 1. Другими словами, данные технологического процесса (содержащие по меньшей мере дно или несколько значений одного или нескольких параметров технологического процесса) могут измеряться и собираться во время работы линии вторичного покрытия в реальном времени автоматизированной системой ПЛК и предаваться на PSU, которое перенаправляет упомянутые данные в вычислительную систему для анализа (помимо помещения упомянутых данных в базу данных PSU для хранения). Значения одного или нескольких параметров технологического процесса могут измеряться и передаваться в вычислительную систему периодически (с использованием одного или нескольких различных периодов, связанных с различными параметрами).
В ходе контроля вычислительная система вычисляет в блоке 203 в реальном времени одно или несколько ожидаемых значений одного или нескольких метрических показателей качества, используя обученный алгоритм машинного обучения, при этом контролируемые значения одного или нескольких параметров технологического процесса используются как входной параметр обученного алгоритма машинного обучения.
Вычислительная система выдает в блоке 204 по меньшей мере одно или несколько ожидаемых значений одного или нескольких метрических показателей качества в устройство пользователя. Кроме того, вычислительная система также может выдавать контролируемые (т.е. текущие) значения одного или нескольких параметров технологического процесса, соответствующие одному или нескольким ожидаемым значениям одного или нескольких метрических показателей качества.
В некоторых вариантах осуществления вывод данных в блоке 204 может включать инициирование отображения по меньшей мере одного или нескольких ожидаемых значений одного или нескольких метрических показателей качества на экране устройства пользователя в реальном времени, помогая пользователю этого устройства в управлении линией вторичного покрытия. В некоторых случаях (например, в случае метрического показателя общего качества) может отображаться визуальная или текстовая индикация ожидаемого значения (например, указывая, что общее качество «Хорошее» или указывая значение метрического показателя качества с помощью визуального элемента, например столбчатой диаграммы) вместо или помимо необработанного числового значения. На основе отображаемой информации пользователь устройства пользователя может определять, следует ли настраивать по меньшей мере один из параметров управления так, чтобы вызвать изменение в параметрах технологического процесса линии вторичного покрытия, что, в свою очередь, приведет к улучшению качества конечного продукта. Затем устройство пользователя может передавать после соответствующего ввода пользователем команды управления на линию вторичного покрытия для настройки по меньшей мере одного из параметров управления линии вторичного покрытия.
Термин «инициирование отображения» информации на экране устройства пользователя может включать в данном случае и в последующих вариантах осуществления передачу команды на устройство пользователя для отображения соответствующей информации на упомянутом экране. В других вариантах осуществления устройство пользователя может быть выполнено с возможностью отображения какой-либо информации об ожидаемом качестве и/или технологическом процессе, полученной от вычислительной системы, на экране устройства пользователя автоматически (т.е. без явно заданной команды на выполнение этого действия).
Действия, относящиеся к блокам 202–204 могут выполняться вычислительной системой непрерывно, когда линия вторичного покрытия находится в работе, как показано стрелкой, соединяющей блок 204 с блоком 202.
На Фиг. 3 показан процесс создания и обучения алгоритма машинного обучения, описанного в отношении Фиг. 2. Этот процесс может осуществляться той же самой вычислительной системой, которая затем выполняет предварительную оценку с использованием (предварительно) обученного алгоритма машинного обучения в соответствии с вариантами осуществления. Принимая во внимание систему, показанную на Фиг. 1, процессы, показанные на Фиг. 2, могут осуществляться первым вычислительным устройством 111, в то время как процессы, описанные в отношении Фиг. 3, могут осуществляться вторым вычислительным устройством 115. В качестве альтернативы создание и обучение алгоритма машинного обучения может осуществляться другим объектом, не входящим в состав вычислительной системы.
Со ссылкой на Фиг. 3, вычислительная система содержит в базе данных (например, в базе архивных данных) в блоке 301 архивные данные, содержащие данные о качестве оптоволоконного кабеля, ранее изготовленного с использованием линии вторичного покрытия, и данные технологического процесса линии вторичного покрытия, полученные в ходе изготовления упомянутого оптоволоконного кабеля. Данные о качестве содержат множество измеренных значений для одного или нескольких метрических показателей качества, а данные технологического процесса содержат множество измеренных значений для одного или нескольких параметров технологического процесса линии вторичного покрытия. Один или несколько метрических показателей качества и один или несколько параметров технологического процесса могут определяться как описано в отношении Фиг. 2. Данные о качестве могут собираться путем стандартных измерений качества вне линии, тогда как данные технологического процесса могут собираться путем измерений на линии (т.е. путем контроля, аналогичного описанному в отношении блока 202 на Фиг. 2) во время работы линии вторичного покрытия.
Вычислительная система инициализирует в блоке 302 алгоритм машинного обучения для вычисления ожидаемых значений одного или нескольких метрических показателей качества на основании значений одного или нескольких параметров технологического процесса. Алгоритмом машинного обучения может быть любой алгоритм машинного обучения, как описано выше, например, алгоритм на основе нейронной сети, задействующий одну или несколько нейронных сетей с прямой связью и/или одну или несколько рекуррентных нейронных сетей. Инициализация может включать определение входных параметров (т.е. функций) и выходных параметров (т.е. меток) алгоритма машинного обучения и установку или выбор исходных значений для весов и/или параметров алгоритма машинного обучения (например, веса одной или нескольких нейронных сетей). В данном случае функции (т.е. входной параметр) алгоритма машинного обучения могут определяться так, чтобы соответствовать метрическим показателям качества, изготовленного оптоволоконного кабеля, а метки (т.е. выходной параметр) алгоритма машинного обучения могут определяться так, чтобы соответствовать параметрам технологического процесса линии вторичного покрытия. Исходными значениями могут быть случайные значения, или они могут соответствовать предварительно определенному набору значений, приводящему к хорошо работающему алгоритму. Для инициализации в блоке 302 может использоваться любая известная технология инициализации.
Вычислительная система обучает в блоке 303 алгоритм машинного обучения, используя архивные данные. Другими словами, архивные данные (или их часть) используются в качестве данных для обучения алгоритма машинного обучения. Точнее, данные технологического процесса используются в качестве входного параметра алгоритма машинного обучения, тогда как данные о качестве определяют соответствующие ожидаемые выходные параметры алгоритма машинного обучения. Обучение может включать введение данных технологического процесса (т.е. значений одного или нескольких параметров технологического процесса) в алгоритм машинного обучения, сравнение ожидаемых значений одного или нескольких метрических показателей качества, выдаваемых алгоритмом машинного обучения, с измеренными значениями упомянутых одного или нескольких метрических показателей качества в архивных данных и настройку одного или более весов и/или параметров алгоритма машинного обучения так, чтобы минимизировать разницу между ожидаемыми и измеренными значениями. Сравнение может осуществляться путем оценки функции стоимости, которая является мерой того, насколько некорректным является алгоритм машинного обучения в части своей способности оценивать зависимость между своими входными и выходными параметрами. Функция стоимости может выражаться в виде разности или расстояния между прогнозируемым значением и фактическим значением (или вектором прогнозируемого значения и вектором фактического значения в случае множественных выходных переменных).
Наконец, вычислительная система в блоке 304 помещает обученный алгоритм машинного обучения на хранение в базу данных машинного обучения (или какую-либо другую базу данных). Затем вычислительная система (а точнее, первое вычислительное устройство вычислительной системы) может использовать упомянутый обученный алгоритм машинного обучения для выполнения предварительной оценки в соответствии с вариантами осуществления (например, как описано в отношении Фиг. 1).
В некоторых вариантах осуществления действия, относящиеся к блокам 301–304 могут выполняться вне линии (т.е. когда линия вторичного покрытия отключена или в нерабочем состоянии). В других вариантах осуществления действия, относящиеся к блокам 301–304 могут выполняться на линии во время нормальной работы линии вторичного покрытия.
На Фиг. 4 показан альтернативный процесс в соответствии с вариантами осуществления для предварительной оценки качества оптоволоконного кабеля (со свободной укладкой волокон в трубке) в ходе изготовления на линии вторичного покрытия в реальном времени. Изображенный процесс может осуществляться объектом, описанным в отношении Фиг. 2 как выполнение процесса, изображенного на Фиг. 2 (например, вычислительной системой или определенным вычислительным устройством, входящим в ее состав). Как правило, процесс, изображенный на Фиг. 4, соответствует в значительной степени процессу, изображенному на Фиг. 2. Любые определения, данные в отношении Фиг. 2, применимы или могут быть совмещены с процессом, изображенным на Фиг. 4 (если не указано иное).
Со ссылкой на Фиг. 4 начальные блоки 401–403 могут полностью соответствовать блокам 201–203, изображенным на Фиг. 2. Таким образом, действия, относящиеся к упомянутым блокам, здесь не описаны для краткости изложения. Вместо этого основное внимание в описании уделено дополнительным/альтернативным признакам, представленным на Фиг. 4 в виде блоков 404, 405.
После того, как вычислительная система вычислит одно или несколько ожидаемых значений одного или нескольких метрических показателей качества, используя обученный алгоритм машинного обучения в блоке 403, вычислительная система затем вычисляет в блоке 404 в реальном времени в ходе контроля одно или несколько оптимальных значений одного или нескольких параметров управления линии вторичного покрытия для улучшения качества изготавливаемого оптоволоконного кабеля. Качество оптоволоконного кабеля здесь может означать в частности качество, определяемое одним или несколькими ожидаемыми значениями одного или нескольких метрических показателей качества (например, ожидаемое значение метрического показателя общего качества или одно или несколько ожидаемых значений одного или нескольких метрических показателей качества, оцениваемых обычным способом с помощью измерений вне линии). Один или несколько параметров управления, для которых вычисляются упомянутые одно или несколько оптимальных значений, могут содержать некоторые или все параметры управления, которые могут использоваться (автоматизированной системой ПЛК) для управления линией вторичного покрытия.
Вычисление одного или нескольких оптимальных значений для одного или нескольких параметров управления в блоке 404 может включать, в первую очередь, сравнение одного или нескольких контролируемых значений одного или нескольких параметров технологического процесса с одним или несколькими соответствующими оптимальными значениями одного или нескольких параметров технологического процесса, чтобы определить, какие параметры технологического процесса отклоняются от оптимальных значений и поэтому нуждаются в настройке. Упомянутые оптимальные значения одного или нескольких параметров технологического процесса могут определяться на основании архивных данных (т.е. данных о качестве и технологическом процессе), хранящихся в базе архивных данных, или на основании обученного алгоритма машинного обучения, и/или они могут храниться в базе архивных данных или базе данных машинного обучения. Что касается первого варианта, упомянутые архивные данные могут содержать данные, основанные на измерениях вне линии и/или данные, основанные на предыдущих предварительных оценках качества, выполненных вычислительной системой. В некоторых вариантах осуществления оптимальные значения одного или нескольких параметров технологического процесса могут соответствовать просто значениям, которые ранее привели к (самому) высокому качеству оптоволоконного кабеля. Предварительно определенные соответствия между параметрами технологического процесса и параметрами управления могут содержаться в базе данных (например, в базе архивных данных, базе данных машинного обучения или базе данных PSU). На основании упомянутых предварительно определенных соответствий и оптимальных значений одного или нескольких параметров технологического процесса, нуждающихся в настройке, можно вычислять одно или несколько оптимальных значений одного или нескольких параметров управления (в блоке 404).
В качестве альтернативного варианта вычисление в блоке 404 может осуществляться с использованием предварительно определенного алгоритма, принимающего в качестве входного параметра по меньшей мере одно или несколько контролируемых значений параметров технологического процесса (и, возможно, одно или несколько ожидаемых значений одного или нескольких метрических показателей качества и/или контролируемых параметров управления). Другими словами, предварительно определенный алгоритм, используемый в блоке 404, может соответствовать модели процесса , которая отражает внутренние механизмы процесса изготовления на линии вторичного покрытия и моделирует взаимоотношения (или связи или взаимодействия) между различными параметрами (т.е. по меньшей мере между различными параметрами управления и параметром технологического процесса). Предварительно определенный алгоритм может храниться, например, в базе данных машинного обучения или другой памяти, или базе данных, подсоединенной к или входящей в состав вычислительной системы. Предварительно определенный алгоритм может создаваться или строиться, используя знание технологии изготовления, и путем анализа данных, выработанных упомянутой технологией изготовления (например, параметров технологического процесса и/или параметров управления). Упомянутый предварительно определенный алгоритм может создаваться, например, на основе архивных данных, хранящихся в базе архивных данных, контролируемых параметров технологического процесса, контролируемых параметров управления и/или упомянутых предварительно определенных соответствий (при наличии таковых). В некоторых вариантах осуществления при создании предварительно определенного алгоритма может также или в качестве альтернативы использоваться обученный алгоритм машинного обучения. Упомянутый предварительно определенный алгоритм может использовать обученный алгоритм машинного обучения при вычислениях блока 404. В других вариантах осуществления упомянутый предварительно определенный алгоритм может содержать обученный алгоритм машинного обучения или соответствовать ему. Другими словами, в некоторых вариантах осуществления может быть предусмотрен отдельный предварительно определенный алгоритм, соединяющий параметры управления не только с параметрами технологического процесса,, но также и с метрическими показателями качества. В этих вариантах осуществления предварительно определенный алгоритм, используемый в блоке 404, может быть таким же, что и алгоритм машинного обучения, описанный выше.
Вычислительная система инициирует в блоке 405 настройку в ходе контроля в реальном времени одного или нескольких параметров управления линии вторичного покрытия, чтобы обеспечить соответствие с одним или несколькими оптимальными значениями одного или нескольких параметров управления (или по меньшей мере уменьшить разницу между одним или несколькими оптимальными значениями и одним или несколькими текущими значениями одного или нескольких параметров управления). Инициирование настройки может включать передачу данных управления для настройки одного или нескольких параметров управления в PSU, которое в свою очередь перенаправляет упомянутые данные управления в автоматизированную систему ПЛК, которая настраивает работу одного или нескольких приводов, приводящих в действие линию вторичного покрытия (и, возможно, работу других элементов линии вторичного покрытия) соответственно. В данном конкретном варианте осуществления настройка параметров управления может быть полностью автоматизирована, а следовательно, отсутствует необходимость в отдельном устройстве пользователя для управления линией вторичного покрытия.
Варианты осуществления, изображенные на Фиг. 2 и 4, могут также быть объединены так, чтобы вычислительная система выдавала между блоками 404, 405 или непосредственно в следующем блоке 405 по меньшей мере одно или несколько ожидаемых значений одного или нескольких метрических показателей качества в устройство пользователя, как описано в отношении блока 204, показанного на Фиг. 2. Любые дополнительные признаки, описанные в отношении блока 204, показанного на Фиг. 2, также могут быть применены в данном случае.
В некоторых вариантах осуществления действия, относящиеся к блокам 404, 405 могут выполняться только в том случае, если вычислительной системой определено, что по меньшей мере одно или несколько ожидаемых значений одного или нескольких метрических показателей качества (вычисляемых в блоке 403) опускается ниже по меньшей мере одного соответствующего предварительного определенного порога для соответствующего по меньшей мере одного метрического показателя качества, т.е., если выясняется, что качество изготавливаемого оптоволоконного кабеля достаточно низкое.
В варианте осуществления, изображенном на Фиг. 4, настройка параметров управления полностью автоматическая и не требует обратной связи от пользователя. Однако, в некоторых случаях, предоставление пользователю возможности принимать окончательное решение по любым изменениям в параметрах управления линии вторичного покрытия может быть полезным, например, для повышения безопасности и обеспечения высокого качества продукции. На Фиг. 5 показана схема передачи сигналов в соответствии с вариантами осуществления для обеспечения упомянутой возможности принятия решений, определяемой пользователем. Точнее, на Фиг. 5 показана схема передачи сигналов между вычислительной системой, устройством пользователя, PSU и автоматизированной системой ПЛК, которые представляют собой соответствующие элементы, показанные на Фиг. 1. Вычислительная система, показанная на Фиг. 5, может соответствовать любому объекту, описанному в отношении Фиг. 2 как выполняющему процесс, изображенный на Фиг. 2 (например, вычислительной системе или определенному вычислительному устройству, входящему в ее состав). Как правило, процесс, изображенный на Фиг. 5, соответствует в значительной степени процессам, изображенным на Фиг. 2 и/или Фиг. 4. Любые определения, данные в отношении Фиг. 2 и/или 4, применимы или могут быть совмещены с процессом, изображенным на Фиг. 5 (если не указано иное).
Со ссылкой на Фиг. 5 начальные блоки 501–504 могут полностью соответствовать блокам 401–404, изображенным на Фиг. 4. Таким образом, действия, относящиеся к упомянутым блокам, здесь не описаны для краткости изложения. Вместо этого основное внимание в описании уделено дополнительным/альтернативным признакам, представленным на Фиг. 5 в виде элементов 505–513.
На Фиг. 5 после того, как вычислительная система вычислит в блоке 504 одно или несколько оптимальных значений для одного или нескольких параметров управления так, чтобы улучшить качество изготавливаемого оптоволоконного кабеля, вычислительная система инициирует выведение на экран устройства пользователя запроса на изменение одного или нескольких текущих значений одного или нескольких параметров управления для приведения в соответствие с одним или несколькими оптимальными значениями для одного или нескольких параметров управления. Точнее говоря, инициирование выведения на экран может включать передачу на устройство пользователя в сообщении 505 данные управления для отображения на экране упомянутого запроса. После получения данных управления в блоке 506 устройство пользователя отображает в блоке 507 упомянутый запрос. Запрос здесь может определяться как вопрос или утверждение, которое появляется на экране, и которое может указывать пользователю доступные для выбора варианты (в данном случае по меньшей мере варианты изменить параметры управления и не изменить параметры управления). Таким образом оператор должен утверждать любые настройки параметров управления.
После получения в блоке 508 положительной команды пользователя, утверждающей настройку(и) одного или нескольких параметров управления, предложенных запросом через пользовательское устройство ввода устройства пользователя, устройство пользователя передает на PSU в сообщении 509 данные управления для настройки одного или нескольких параметров управления. Вследствие этого, после получения данных управления в блоке 510 PSU передает (или перенаправляет) в сообщении 511 упомянутые данные управления для настройки одного или нескольких параметров управления в автоматизированную систему ПЛК. В некоторых вариантах осуществления PSU также может помещать данные управления в базу данных PSU для хранения.
В ответ на получение данных управления в блоке 512 автоматизированная система ПЛК настраивает в блоке 513 один или несколько параметров управления в соответствии с данными управления.
В некоторых альтернативных вариантах осуществления вычислительная система может инициировать выведение на экран устройства пользователя вместо запроса просто одно или несколько оптимальных значений одного или нескольких параметров управления и также дополнительно текущие значения для одного или нескольких параметров управления. В таких вариантах осуществления пользователю может не предоставляться вариант быстрого изменения одного или нескольких параметров управления для приведения в соответствие с оптимальными значениями, но вместо этого пользователю может потребоваться вручную установить параметры управления с помощью устройства пользователя (используя специальное приложение для управления линией вторичного покрытия).
В некоторых вариантах осуществления вычислительная система может хранить в базе данных (например, в базе архивных данных, базе данных машинного обучения или базе данных PSU) один или несколько предварительно определенных списков действий (т.е. действий, касающихся настройки параметров управления), которые могут выполняться при выявлении отклонения определенного параметра технологического процесса. На основании упомянутых одного или нескольких предварительно определенных списков действий вычислительная система может инициировать выведение на экран устройства пользователя один или несколько вариантов настройки одного или нескольких параметров управления для улучшения качества оптоволоконного кабеля. Например, если обнаруживается, что значение стандартного отклонения крутящего момента двигателя намного выше, чем оптимальное значение, то вычислительная система может инициировать выведение на экран устройства пользователя информации об одном или нескольких вариантах действий, которые оператор может выполнить, чтобы уменьшить неустойчивость процесса, на которую указывает высокое стандартное отклонение.
После того, как обучение алгоритма машинного обучения завершено (например, как описано в отношении Фиг. 3) и обученный алгоритм машинного обучения использовался в течение определенного времени для оценки качества изготавливаемого оптоволоконного кабеля, может быть полезным переобучить алгоритм машинного обучения, используя самые последние данные о качестве. На Фиг. 6A и 6B показаны два различных процесса проведения повторного обучения в соответствии с вариантами осуществления. Изображенные процессы (или только один из них) могут выполняться любым объектом, описанным в отношении Фиг. 2, как выполнение процесса, показанного на Фиг. 2, например, вычислительной системой для предварительной оценки качества оптоволоконного кабеля в ходе изготовления на линии вторичного покрытия или определенным вычислительным устройством, входящим в состав этой системы. Вычислительная система или определенное вычислительное устройство, входящее в ее состав, может быть выполнено с возможностью выполнения одного или обоих процессов, изображенных на Фиг. 6A и 6B. Например, процесс, показанный на Фиг. 6A, может выполняться периодически, используя первый период, процесс, показанный на Фиг. 6B, может выполняться периодически, используя второй период (предпочтительно намного больше, чем первый период), или только после получения запроса, например, от устройства пользователя.
Со ссылкой на Фиг. 6A, вычислительная система получает в блоке 601 один или несколько наборов архивных данных через внешний интерфейс вычислительной системы. Каждый набор архивных данных может быть аналогичен архивным данным, описанным в отношении вышеуказанных вариантов осуществления. Другими словами, каждый набор архивных данных содержит данные о качестве оптоволоконного кабеля со свободной укладкой волокон в трубке, ранее изготовленного с использованием одной из линий вторичного покрытия (т.е. линии вторичного покрытия, изготавливающей оптоволоконный кабель, качество которого должно предварительно оцениваться вычислительной системой), и другой соответствующей линии вторичного покрытия (например, специальной эталонной линии вторичного покрытия) и данные технологического процесса этой же линии вторичного покрытия, полученные в ходе изготовления упомянутого оптоволоконного кабеля со свободной укладкой волокон в трубке. Здесь (аналогично вышеуказанным вариантам осуществления) данные о качестве содержат множество измеренных значений для одного или нескольких метрических показателей качества, а данные технологического процесса содержат множество измеренных значений для одного или нескольких параметров технологического процесса линии вторичного покрытия (или что то же самое, упомянутой другой соответствующей линии вторичного покрытия). Если упомянутый один или несколько наборов архивных данных состоит из множества наборов архивных данных, упомянутое множество наборов архивных данных может быть получено в блоке 601 как одиночная передача или как множество передач, получаемых периодически или время от времени. Что касается последнего варианта, любые новые архивные данные могут предаваться в вычислительную систему сразу же после того, как они становятся доступными, но получение одиночного набора не обязательно запускает какой-либо процесс повторного обучения. Вместо этого процесс повторного обучения, показанный на Фиг. 6A, может запускаться на основе таймера (например, спустя предварительно определенное время или период после первоначального обучения или последнего обновления) и/или на основе объема (новых) архивных данных, собранных вычислительной системой.
После получения одного или каждого из нескольких наборов архивных данных в блоке 601, вычислительная система в блоке 602 помещает полученный набор архивных данных на хранение в базу данных вычислительной системы. В некоторых вариантах осуществления блок 602 можно пропустить.
Вычислительная система создает в блоке 603 обновленный обученный алгоритм машинного обучения путем повторного обучения обученного алгоритма машинного обучения (хранящегося базе данных машинного обучения), используя упомянутые один или несколько наборов архивных данных. Другими словами, в данном варианте осуществления текущий обученный алгоритм машинного обучения используется в качестве отправной точки для повторного обучения. Таким образом можно далее провести тонкую настройку текущего обученного алгоритма машинного обучения, чтобы повысить точность предварительных оценок. Повторное обучение в блоке 603 может включать, например, если алгоритм машинного обучения основан на одной или нескольких нейронных сетях, настройку одного или нескольких значений одного или нескольких весовых коэффициентов упомянутых одной или нескольких нейронных сетей.
После завершения повторного обучения и создания в блоке 603 обновленного обученного алгоритма машинного обучения вычислительное устройство в блоке 604 помещает обновленный обученный алгоритм машинного обучения на хранение в базу данных машинного обучения. Далее вычислительная система может использовать упомянутый обновленный обученный алгоритм машинного обучения для предварительной оценки качества (например, в соответствии с любым из вышеуказанных вариантов осуществления). В изображенном варианте осуществления предполагается, что обновление обученного алгоритма машинного обучения повторяется сразу после получения нового набора(ов) архивных данных (как описано выше в отношении блока 601) и, таким образом, процесс переходит из блока 604 обратно в блок 601.
Со ссылкой на Фиг. 6B, действия, относящиеся к блокам 611, 612, 614, могут полностью соответствовать действиям, описанным выше в отношении блоков 601, 602, 604, показанных на Фиг. 6A, и поэтому здесь не повторяются для краткости изложения. Другими словами, различие между двумя изображенными процессами заключается исключительно (или преимущественно) в этапе обучения, изображенном в блоках 603, 613. Если блок 603, показанный на Фиг. 6A, относится к тонкой настройке текущего обученного алгоритма машинного обучения, то вычислительная система создает в блоке 613 обновленный обученный алгоритм машинного обучения путем инициализации нового алгоритма машинного обучения для вычисления ожидаемых значений одного или нескольких метрических показателей качества на основании значений одного или нескольких параметров технологического процесса и обучает этот новый алгоритм машинного обучения, используя по меньшей мере один или несколько наборов архивных данных (возможно, также используя другие архивные данные, хранящиеся в базе архивных данных). Другими словами, обучение фактически перезапускается «с нуля». Таким образом, создание обновленного обученного алгоритма машинного обучения в блоке 613 может осуществляться аналогичным образом, как описано для изначального создания обученного алгоритма машинного обучения, т.е., как описано в отношении блока 303, показанного на Фиг. 3 (хотя, разумеется, с использованием другого набора или наборов архивных данных в качестве входного параметра). Такой тип обновления алгоритма машинного обучения может позволить вносить более значительные изменения в алгоритм машинного обучения по сравнению с процессом в блоке 603, показанным на Фиг. 6A. Например, процесс, показанный на Фиг. 6B, может привести к тому, что у обновленного обученного алгоритма машинного обучения будет другая топология (например, другая топология для одной или нескольких нейронных сетей) по сравнению с предыдущим обученным алгоритмом машинного обучения, в отличие от, например, вызывания изменений только в весовых коэффициентах одной или нескольких нейронных сетей. Таким образом, если выяснится, что предварительные оценки, выданные обученным алгоритмом машинного обучения, более ненадежны, даже несмотря на периодические попытки повторного обучения в соответствии с Фиг. 6A, процесс, показанный на Фиг. 6B, может выполняться так, чтобы создать реструктурированный обученный алгоритм машинного обучения, который более подходит для предварительной оценки качества оптоволоконного кабеля, изготавливаемого в данный момент на линии вторичного покрытия. В варианте осуществления, изображенном на Фиг. 6B, в отличие от варианта осуществления, изображенном на Фиг. 6A, предполагается, что создание нового обученного алгоритма машинного обучения не повторяется автоматически (т.е. этот процесс прекращается в блоке 614).
Повторное обучение, выполняемое вычислительной системой в соответствии с Фиг. 6A и/или 6B, может осуществляться в ручном, полуавтоматическом или полностью автоматическом режиме. В большинстве случаев вычислительная система может выполнять повторное обучение в полуавтоматическом режиме, это означает, что архивные данные (содержащие соответствующие данные о качестве и данные технологического процесса), полученные в результате измерений вне линии, собираются непрерывно, но обученная модель машинного обучения обучается повторно в соответствии с Фиг. 6A и/или 6B периодически или по необходимости. Инициирование повторного обучения по необходимости может включать, например, инициирование повторного обучения после получения запроса устройством пользователя, где устройство пользователя может передавать упомянутый запрос после получения предварительно определенной команды пользователя через пользовательское устройство ввода устройства пользователя. В качестве альтернативы вычислительная система может быть запрограммирована на полностью автоматический режим так, что обученный алгоритм машинного обучения обновляется, например, раз в неделю, используя все новые имеющиеся архивные данные (т.е. все данные, собранные с момента последнего обновления). Характер производства оптоволоконного кабеля с использование линии вторичного покрытия таков, что замены катушек и остановки линии происходят несколько раз в течение дня. Эти остановки или перерывы в производственном процессе можно использовать для загрузки обновленной модели машинного обучения для использования (и, возможно, также для создания обновленного обученного алгоритма машинного обучения).
Обучение и/или повторное обучение вычислительной системы в соответствии с вариантами осуществления может быть контролируемым или неконтролируемым. При контролируемом обучении набор архивных данных (содержащий данные о качестве и данные технологического процесса) используется для обучения алгоритма машинного обучения с целью получения нужного результата вычисления, используя определенные данные технологического процесса в качестве входного параметра. При неконтролируемом обучении вычислительная система сама пытается распределить данные на определенное количество групп признаков. Группы признаков могут или не могут соответствовать вышеупомянутым категориям качества, которые могут быть известны пользователю. Данные о качестве могут использоваться для того, чтобы проверить, насколько хорошо неконтролируемому обучению удается дифференцировать группы признаков, но они не используются интенсивно в машинном обучении. Например, многослойные перцептроны могут обучаться контролируемым образом, тогда как обучение самоорганизующихся карт может быть неконтролируемым.
На Фиг. 7 показано устройство 701, выполненное с возможностью выполнения функций, описанных выше применительно к вычислительной системе, такой как вычислительное устройство 117, показанное на Фиг. 1, или применительно к вычислительному устройству, такому как первое вычислительное устройство 111 вычислительной системы 117 на Фиг. 1. Это устройство может быть электронным устройством, содержащим электронные схемы. Это устройство может быть отдельным (сетевым) объектом или множеством отдельных объектов. Это устройство может содержать схему управления 720 такую, чтобы по меньшей мере один процессор и по меньшей мере одна память 730, включая код компьютерной программы (программное обеспечение) 731, в которой сконфигурированы по меньшей мере одна память и код компьютерной программы (программное обеспечение), с по меньшей мере одним процессором обеспечивали выполнение этим устройством любого из вышеописанных вариантов осуществления вычислительной системы.
Память 730 может содержать по меньшей мере одну базу данных 732. Упомянутая по меньшей мере одна база данных 732 может содержать по меньшей мере базу данных машинного обучения и/или базу архивных данных, как описано в отношении вышеуказанных вариантов осуществления. В других вариантах осуществления одна или несколько баз данных машинного обучения и база архивных данных, как описано в отношении вариантов осуществления, могут быть внешними базами данных или серверами баз данных, к которым устройство 701 имеет доступ через интерфейсы связи 710. Память 730 также может содержать другие базы данных (например, базу данных для хранения по меньшей мере контролируемых параметров технологического процесса), которые могут или не могут быть связаны с описанными функциональными возможностями предварительной оценки качества в соответствии с вариантами осуществления.
Со ссылкой на Фиг. 7, схема управления 720 может содержать схему машинного обучения 721, выполненную с возможностью обеспечения функциональными возможностями устройства для предварительной оценки качества (или точнее, одного или нескольких метрических показателей качества) изготавливаемого оптоволоконного кабеля (со свободной укладкой волокон в трубке) и дополнительно для передачи результатов предварительной оценки качества на устройство пользователя в соответствии с любым из представленных вариантов осуществления. В некоторых случаях схема машинного обучения 721 также может быть выполнена с возможностью инициирования настройки одного или нескольких параметров управления линии вторичного покрытия. Например, схема машинного обучения 721 может быть выполнена с возможностью осуществления по меньшей мере некоторых из процессов, показанных на Фиг. 1–4, 6A и 6B и/или некоторых из процессов, выполняемых вычислительной системой на Фиг. 5. В некоторых других вариантах осуществления схема управления 720 может быть разделена на две и более отдельных схем.
Устройство 701 также может содержать интерфейсы (связи) 710, содержащие аппаратное и/или программное обеспечение для реализации возможности установления соединения для передачи данных в соответствии с одним или несколькими протоколами передачи данных. Интерфейс связи может обеспечивать устройство возможностями обмена данными для обмена данными, например, с одним или несколькими устройствами пользователя, устройством контроля над технологическим процессом линии вторичного покрытия и/или одной или несколькими внешними базами данных или серверами баз данных. Один или несколько интерфейсов связи 710 могут обеспечивать устройство 701 возможностями обмена данными для обмена данными в сотовой системе связи и установления связи с одним или несколькими сетевыми узлами и одним или несколькими оконечными устройствами.
Интерфейс связи может 710 может содержать стандартные общеизвестные компоненты, например усилитель, фильтр, преобразователь частоты, (де)модулятор, схемы кодера/декодера и одну или несколько антенн.
Память 730 устройства 701, описанного в отношении Фиг. 7, может быть реализована, используя любую подходящую технологию хранения данных, например, полупроводниковые запоминающие устройства, флэш-память, магнитные запоминающие устройства и системы, оптические запоминающие устройства и системы, постоянное запоминающее устройство и съемное запоминающее устройство.
В настоящей заявке термин «схема» может обозначать одно или несколько из следующего: (a) реализации только аппаратной схемы (например, реализации только в аналоговой и/или цифровой схеме) и (б) комбинации аппаратных схем и программного обеспечения, например (если применимо): (i) комбинация аналоговой и/или цифровой аппаратной схемы с программным обеспечением/программно-аппаратным обеспечением и (ii) любые части аппаратного процессора(ов) с программным обеспечением (включая цифровой сигнальный процессор(ы)), программное обеспечение, и память(и), которые работают вместе, чтобы побудить устройство, такое как мобильный телефон или сервер, выполнять различные функции) и (в) аппаратная схема(ы) и/или процессор(s), например, микропроцессор(ы) или часть микропроцессора(ов), которая нуждается в программном обеспечении (например, программно-аппаратное обеспечение) для работы, но программное обеспечение может отсутствовать, если оно не требуется для работы.
Такое определение схемы применимо ко всем случаям использования данного термина в данной заявке, включая любые пункты формулы изобретения. В качестве дополнительного примера, используемого в данной заявке, термин «схема» также охватывает реализацию просто аппаратной схемы или процессора (или нескольких процессоров) или части аппаратной схемы или процессора и его (или их) сопровождающего программного обеспечения и/или программно-аппаратного обеспечения. Термин «схема» также охватывает, например, и если применимо к определенному элементу пункта формулы изобретения, интегральную схему групповых сигналов или интегральную схему процессора для мобильного устройства или аналогичной интегральной схемы в сервере, сотовое сетевое устройство или другое вычислительное или сетевое устройство.
В варианте осуществления, по меньшей мере некоторые из процессов, описанных применительно к Фиг. 2–5, 6A и 6B могут осуществляться устройством, содержащим соответствующие средства для выполнения по меньшей мере некоторых из описанных процессов. Некоторые типовые средства для выполнения процессов могут включать по меньшей мере одно из следующего: детектор, процессор (включая двухъядерные процессоры и процессоры с большим количеством ядер), микропроцессор, цифровой сигнальный процессор (DSP), контроллер, микроконтроллер, приемник, передатчик, кодер, декодер, память, оперативное запоминающее устройство (RAM), постоянное запоминающее устройство (ROM), программное обеспечение, программно-аппаратное обеспечение, дисплей, пользовательский интерфейс, схема дисплея, схема пользовательского интерфейса, программное обеспечение пользовательского интерфейса, программное обеспечение дисплея, схема, антенна, схема антенны, специализированная интегральная схема (ASIC), устройство цифровой обработки сигналов (DSPD), программируемое логическое устройство (PLD) и программируемая пользователем вентильная матрица (FPGA). Что касается программно-аппаратного обеспечения или программного обеспечения, реализации в соответствии с вариантами осуществления могут осуществляться с применением модулей по меньшей мере одного набора микросхем (процедуры, функции и т.д.), которые выполняют описанные здесь функции. Коды программного обеспечения могут храниться в запоминающем устройстве и выполняться процессорами. Запоминающее устройство может быть реализовано внутри процессора или снаружи процессора. В последнем случае оно может быть соединено с возможностью связи с процессором с помощью различных средств, известных из уровня техники. В варианте осуществления, по меньшей мере один процессор, память и код компьютерной программы образуют средство обработки или содержат один или несколько частей кода компьютерной программы для выполнения одной или нескольких операций в соответствии с любым из вариантов осуществления, показанных на Фиг. 2–5, 6A и 6B, или их операций.
Варианты осуществления согласно описанию также могут выполняться в виде вычислительных процессов, определяемых компьютерной программой или ее частями. Варианты осуществления способов, описанных применительно к Фиг. 2–5, 6A и 6B, могут осуществляться путем выполнения по меньшей мере одной части компьютерной программы, содержащей соответствующие инструкции. Компьютерная программа может быть в виде исходного кода, объектного кода или какой-либо промежуточной формы, и она может храниться на своего рода носителе, которым может быть любой объект или устройство, способное содержать программу. Например, компьютерная программа может храниться на распространяемом носителе компьютерных программ, считываемом компьютером или процессором. Носителем компьютерных программ может быть, например, помимо прочего, носитель записи, память вычислительной машины, постоянное запоминающее устройство, электрический несущий сигнал, телекоммуникационный сигнал и пакет распределения программного обеспечения. Носителем компьютерных программ может быть энергонезависимый носитель. Кодирование программного обеспечения для выполнения вариантов осуществления, как показано и описано, находится в пределах понимания специалистом в области техники.
Несмотря на то, что данное изобретение было описано выше со ссылкой на пример в соответствии с сопроводительными чертежами, понятно, что это изобретение им не ограничивается и может быть модифицировано несколькими способами в пределах объема прилагаемой формулы изобретения. Таким образом, все слова и выражения следует толковать расширительно, и они призваны иллюстрировать, а не ограничивать вариант осуществления. Специалисту в данной области техники очевидно, что по мере развития технологии концепция изобретения может реализовываться разными способами. Кроме того, специалисту в данной области техники очевидно, что описанные варианты осуществления могут, но не обязательно, комбинироваться с другими вариантами осуществления разными способами.
Специалисту в данной области техники очевидно, что по мере развития технологии концепция изобретения может реализовываться разными способами. Изобретение и его варианты осуществления не ограничены описанными выше примерами, но могут быть изменены в пределах объема формулы изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| МОДИФИКАЦИЯ ПАРАМЕТРОВ ПОСЛЕДОВАТЕЛЬНОСТИ ИМПУЛЬСОВ ДЛЯ МАГНИТНО-РЕЗОНАНСНОЙ ВИЗУАЛИЗАЦИИ | 2017 |
|
RU2734059C2 |
| СПОСОБ СЕЙСМИЧЕСКОГО МОНИТОРИНГА ПРИ ПОМОЩИ КОМБИНИРОВАННОЙ СИСТЕМЫ НАБЛЮДЕНИЙ | 2024 |
|
RU2839553C1 |
| СИСТЕМА, УСТРОЙСТВО И СПОСОБ ДЛЯ ПЕРЕДАЧИ СВЯЗИ ВНУТРИ БУРОВОЙ СКВАЖИНЫ | 2020 |
|
RU2809112C1 |
| Компьютерно-реализуемый интегральный способ для оценки качества результатов таргетного секвенирования | 2018 |
|
RU2717809C1 |
| Многоканальный распределенный волоконно-оптический датчик для мониторинга и охраны протяженных объектов | 2022 |
|
RU2797773C1 |
| СИСТЕМА И СПОСОБ АВТОМАТИЧЕСКОЙ НАСТРОЙКИ КОМПЛЕКСА ТЕХНИЧЕСКОГО ЗРЕНИЯ | 2020 |
|
RU2743886C1 |
| СПОСОБ И СИСТЕМА РАСПОЗНАВАНИЯ ОБРАЗОВ ИЗ ВИДЕОПОТОКА | 2019 |
|
RU2714901C1 |
| Способ визуально-измерительного контроля стального каната | 2021 |
|
RU2775348C1 |
| Способ интеллектуального управления напряжением и реактивной мощностью энергосистемы | 2022 |
|
RU2793231C1 |
| Устройство для мониторинга виброакустической характеристики протяженного объекта с системой распознавания на основе машинного обучения и нейронных сетей | 2023 |
|
RU2801071C1 |
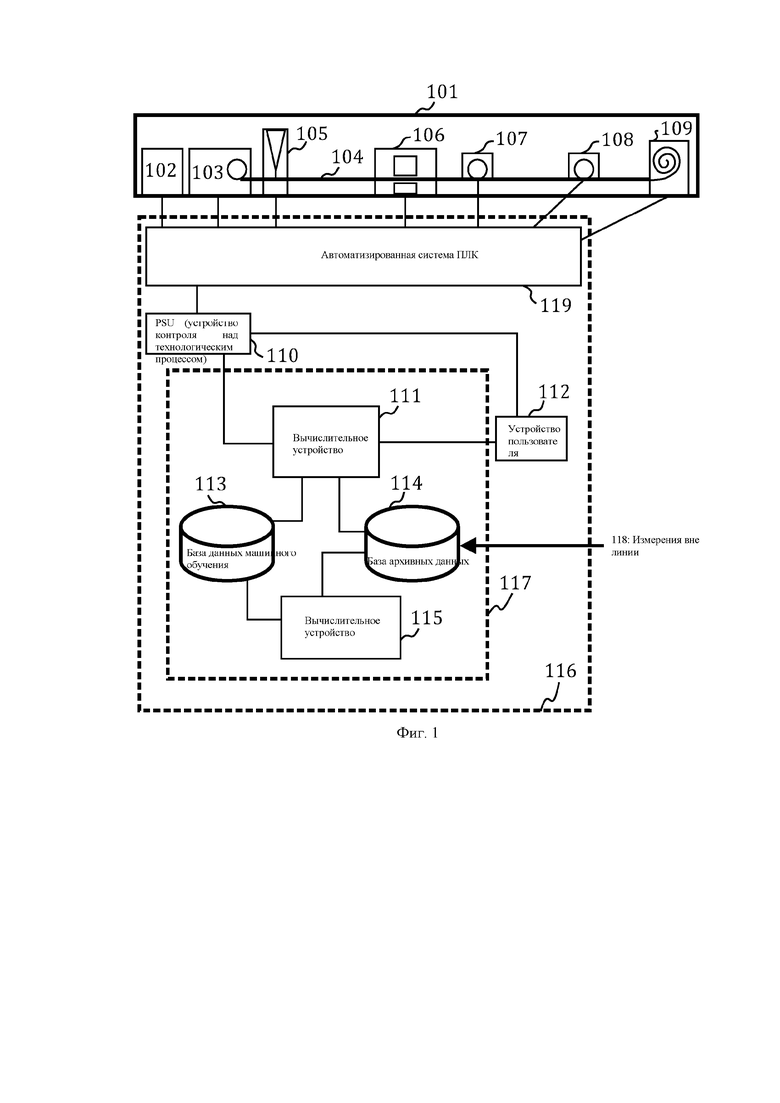
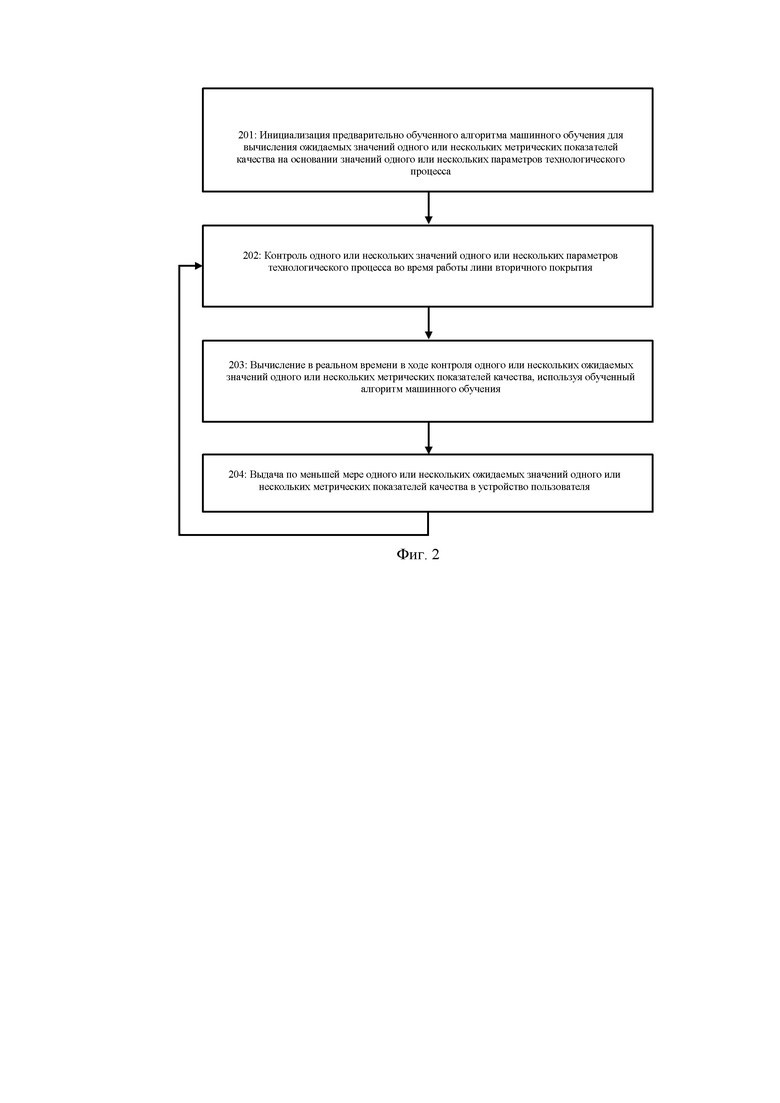
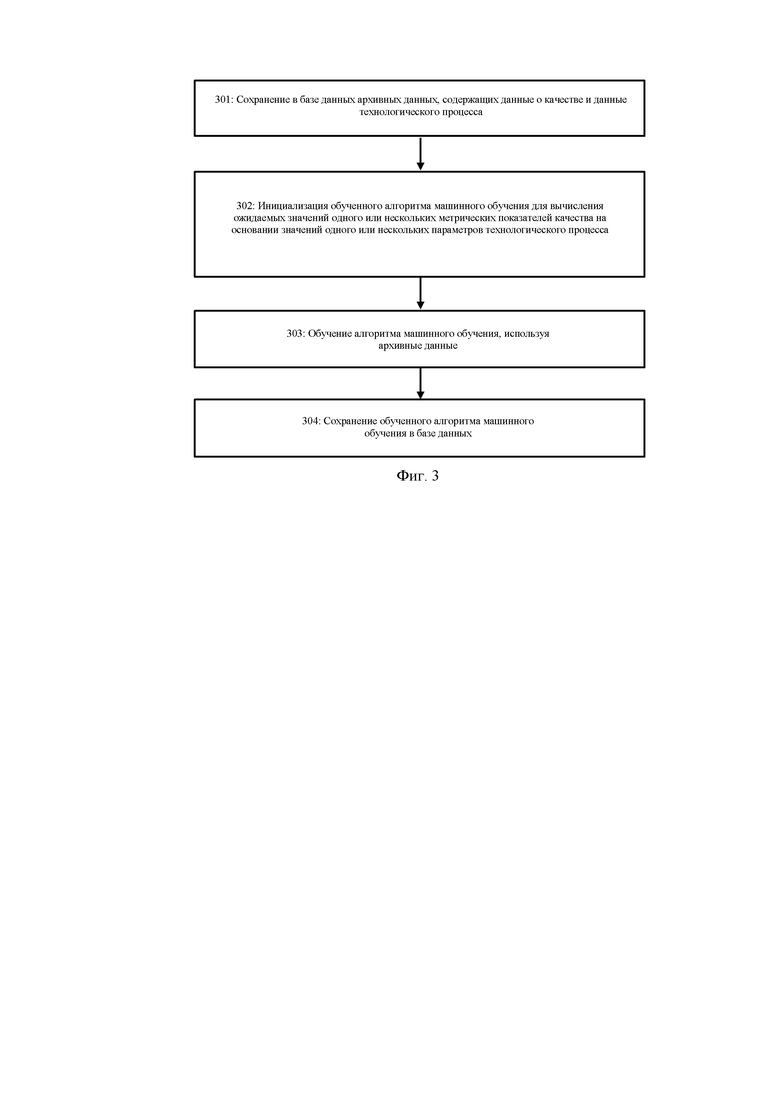



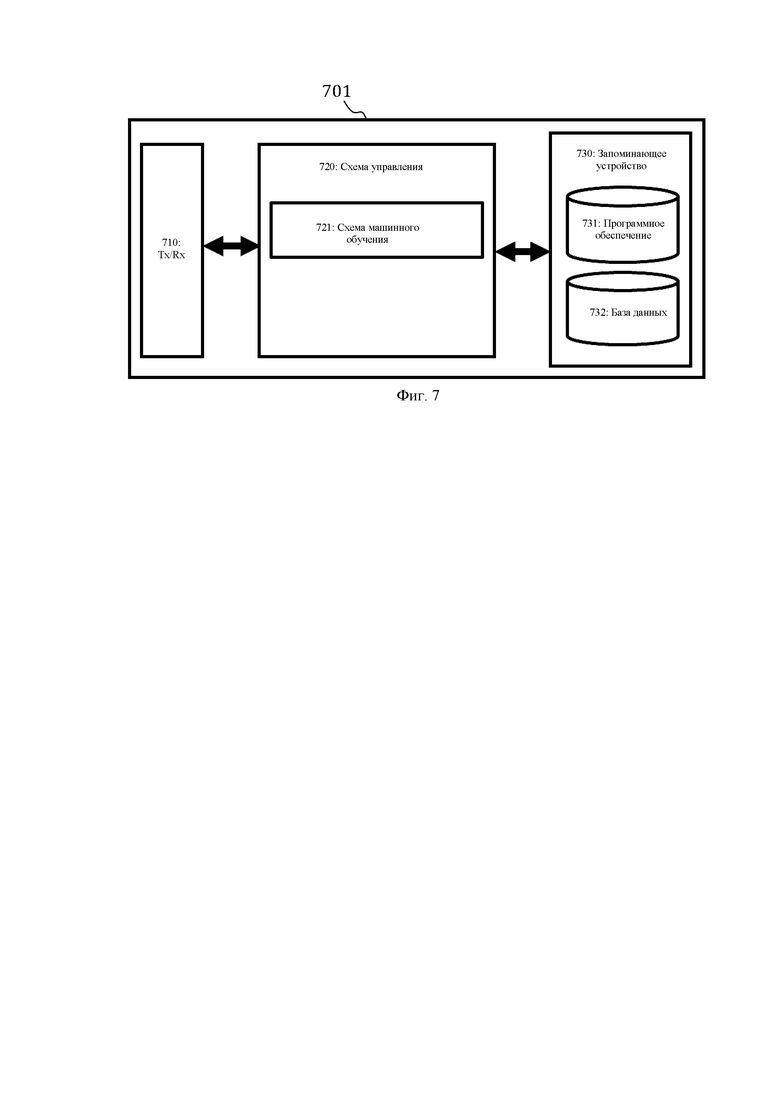
Изобретение относится к изготовлению оптоволоконного кабеля, а именно к предоставлению средства для оценки качества оптоволоконного кабеля в процессе изготовления. Заявленный способ контроля качества оптоволоконного кабеля со свободной укладкой волокон в трубке в ходе изготовления на линии вторичного покрытия, включает в себя этапы, на которых: сохраняют в базе данных машинного обучения обученный алгоритм машинного обучения для вычисления ожидаемых значений одного или нескольких метрических показателей качества оптоволоконного кабеля со свободной укладкой волокон в трубке, изготавливаемого на линии вторичного покрытия, на основании значений одного или нескольких значений параметров технологического процесса линии вторичного покрытия; контролируют с помощью вычислительной системы одно или несколько значений одного или нескольких параметров технологического процесса линии вторичного покрытия во время работы линии вторичного покрытия; вычисляют с помощью вычислительной системы в ходе контроля в реальном времени одно или несколько ожидаемых значений одного или нескольких метрических показателей качества, используя обученный алгоритм машинного обучения, при этом контролируемые значения одного или нескольких параметров технологического процесса используются как входной параметр обученного алгоритма машинного обучения; вычисляют в ходе контроля в реальном времени одно или несколько оптимальных значений одного или нескольких параметров управления линии вторичного покрытия для улучшения качества изготавливаемого оптоволоконного кабеля со свободной укладкой волокон в трубке, как определено одним или несколькими ожидаемыми значениями одного или нескольких метрических показателей качества; и инициируют в ходе контроля в реальном времени настройку одного или нескольких параметров управления линии вторичного покрытия для приведения в соответствие с одним или несколькими оптимальными значениями одного или нескольких параметров управления. Технический результат – повышение контроля качества изготавливаемого оптоволоконного кабеля. 5 н. и 14 з.п. ф-лы, 7 ил.
1. Способ контроля качества оптоволоконного кабеля со свободной укладкой волокон в трубке в ходе изготовления на линии вторичного покрытия, данный способ включает в себя следующие этапы:
сохраняют в базе данных машинного обучения обученный алгоритм машинного обучения для вычисления ожидаемых значений одного или нескольких метрических показателей качества оптоволоконного кабеля со свободной укладкой волокон в трубке, изготавливаемого на линии вторичного покрытия, на основании значений одного или нескольких значений параметров технологического процесса линии вторичного покрытия;
контролируют с помощью вычислительной системы одно или несколько значений одного или нескольких параметров технологического процесса линии вторичного покрытия во время работы линии вторичного покрытия;
вычисляют с помощью вычислительной системы в ходе контроля в реальном времени одно или несколько ожидаемых значений одного или нескольких метрических показателей качества, используя обученный алгоритм машинного обучения, при этом контролируемые значения одного или нескольких параметров технологического процесса используются как входной параметр обученного алгоритма машинного обучения; и
выдают с помощью вычислительной системы по меньшей мере одно или несколько ожидаемых значений одного или нескольких метрических показателей качества в устройство пользователя.
2. Способ по п. 1, в котором выдают по меньшей мере одно или несколько ожидаемых значений одного или нескольких метрических показателей качества в устройство пользователя, включает:
инициируют с помощью вычислительной системы отображение одного или нескольких ожидаемых значений одного или нескольких метрических показателей качества на экране устройства пользователя в реальном времени, помогая пользователю этого устройства в управлении линией вторичного покрытия.
3. Способ по п. 2, в котором выдают по меньшей мере одно или несколько ожидаемых значений одного или нескольких метрических показателей качества в устройство пользователя, дополнительно включает:
инициируют с помощью вычислительной системы отображение одного или нескольких значений одного или нескольких параметров технологического процесса линии вторичного покрытия на экране устройства пользователя в реальном времени, помогая пользователю этого устройства в управлении линией вторичного покрытия.
4. Способ по любому из предшествующих пунктов, в котором линия вторичного покрытия работает в соответствии с одним или несколькими параметрами управления линии вторичного покрытия, этот способ дополнительно включает:
вычисляют с помощью вычислительной системы в ходе контроля в реальном времени одно или несколько оптимальных значений одного или нескольких параметров управления для улучшения качества изготавливаемого оптоволоконного кабеля со свободной укладкой волокон в трубке, как определено одним или несколькими ожидаемыми значениями одного или нескольких метрических показателей качества; и
инициируют с помощью вычислительной системы в реальном времени в ходе контроля настройку одного или нескольких параметров управления для приведения в соответствие с одним или несколькими оптимальными значениями одного или нескольких параметров управления.
5. Способ по любому из пп. 1-3, в котором линия вторичного покрытия работает в соответствии с одним или несколькими параметрами управления линии вторичного покрытия, этот способ дополнительно включает:
вычисляют с помощью вычислительной системы в ходе контроля в реальном времени одно или несколько оптимальных значений одного или нескольких параметров управления для улучшения качества изготавливаемого оптоволоконного кабеля со свободной укладкой волокон в трубке, как определено одним или несколькими ожидаемыми значениями одного или нескольких метрических показателей качества; и
инициируют с помощью вычислительной системы отображение на экране устройства пользователя в ответ на вычисление одного или нескольких оптимальных значений одного или нескольких параметров управления запрос на изменение одного или нескольких текущих значений одного или нескольких параметров управления для приведения в соответствие с одним или несколькими оптимальными значениями одного или нескольких параметров управления.
6. Способ контроля качества оптоволоконного кабеля со свободной укладкой волокон в трубке в ходе изготовления на линии вторичного покрытия, данный способ включает в себя следующие этапы:
сохраняют в базе данных машинного обучения обученный алгоритм машинного обучения для вычисления ожидаемых значений одного или нескольких метрических показателей качества оптоволоконного кабеля со свободной укладкой волокон в трубке, изготавливаемого на линии вторичного покрытия, на основании значений одного или нескольких значений параметров технологического процесса линии вторичного покрытия;
контролируют с помощью вычислительной системы одно или несколько значений одного или нескольких параметров технологического процесса линии вторичного покрытия во время работы линии вторичного покрытия;
вычисляют с помощью вычислительной системы в ходе контроля в реальном времени одно или несколько ожидаемых значений одного или нескольких метрических показателей качества, используя обученный алгоритм машинного обучения, при этом контролируемые значения одного или нескольких параметров технологического процесса используются как входной параметр обученного алгоритма машинного обучения;
вычисляют в ходе контроля в реальном времени одно или несколько оптимальных значений одного или нескольких параметров управления линии вторичного покрытия для улучшения качества изготавливаемого оптоволоконного кабеля со свободной укладкой волокон в трубке, как определено одним или несколькими ожидаемыми значениями одного или нескольких метрических показателей качества; и
инициируют в ходе контроля в реальном времени настройку одного или нескольких параметров управления линии вторичного покрытия для приведения в соответствие с одним или несколькими оптимальными значениями одного или нескольких параметров управления.
7. Способ по любому из пп. 4-6, в котором один или несколько параметров управления линии вторичного покрытия содержит один или несколько параметров управления одного или нескольких приводов, приводящих в действие линию вторичного покрытия, и/или одно или несколько из температур одного или нескольких соответствующих экструдеров, температуры охлаждающей воды, натяжения линии и натяжения устройства подачи волокна на линии вторичного покрытия, упомянутые один или несколько параметров управления одного или нескольких приводов содержат для одного или каждого из нескольких приводов по меньшей мере одно напряжение, ток, мощность и частоту сигнала управления, подаваемого на соответствующий привод.
8. Способ по любому из предшествующих пунктов, дополнительно содержащий создание обученного алгоритма машинного обучения путем выполнения следующих этапов:
сохраняют в базе архивных данных, архивные данные, содержащие данные о качестве оптоволоконного кабеля со свободной укладкой волокон в трубке, ранее изготовленного с использованием одной из линий вторичного покрытия и другой линии вторичного покрытия, и данные технологического процесса этой же линии вторичного покрытия, полученные в ходе изготовления упомянутого оптоволоконного кабеля со свободной укладкой волокон в трубке, при этом данные о качестве содержат множество измеренных значений одного или каждого из нескольких метрических показателей качества, а данные технологического процесса содержат множество измеренных значений одного или каждого из нескольких параметров технологического процесса упомянутой одной из линий вторичного покрытия и другой линии вторичного покрытия;
инициализируют с помощью вычислительной системы алгоритм машинного обучения для вычисления ожидаемых значений одного или нескольких метрических показателей качества на основании значений одного или нескольких параметров технологического процесса;
обучают с помощью вычислительной системы алгоритм машинного обучения, используя архивные данные; и
сохраняют с помощью вычислительной системы обученный алгоритм машинного обучения в базе данных машинного обучения.
9. Способ по п. 8, дополнительно содержащий:
получают с помощью вычислительной системы один или несколько наборов архивных данных через внешний интерфейс вычислительной системы, при этом каждый набор архивных данных содержит данные о качестве оптоволоконного кабеля со свободной укладкой волокон в трубке, ранее изготовленного с использованием одной из линий вторичного покрытия и другой линии вторичного покрытия, и данные технологического процесса этой же линии вторичного покрытия, полученные в ходе изготовления упомянутого оптоволоконного кабеля со свободной укладкой волокон в трубке, при этом данные о качестве содержат множество измеренных значений одного или каждого из нескольких метрических показателей качества, а данные технологического процесса содержат множество измеренных значений одного или каждого из нескольких параметров технологического процесса упомянутой одной из линий вторичного покрытия и другой линии вторичного покрытия;
создают с помощью вычислительной системы обновленный обученный алгоритм машинного обучения путем выполнения следующих действий:
повторно обучают обученный алгоритм машинного обучения, используя один или несколько наборов архивных данных, используя обученный алгоритм машинного обучения в качестве отправной точки для повторного обучения, или
инициализируют новый алгоритм машинного обучения для вычисления ожидаемых значений одного или нескольких метрических показателей качества на основании значений одного или нескольких параметров технологического процесса и обучают новый алгоритм машинного обучения, используя по меньшей мере один или несколько наборов архивных данных; и
сохраняют с помощью вычислительной системы обновленный обученный алгоритм машинного обучения в базе данных машинного обучения.
10. Способ по п. 8 или 9, в котором контроль и все вычисления в ходе контроля выполняются первым вычислительным устройством вычислительной системы, а создание обученного алгоритма машинного обучения осуществляется вторым вычислительным устройством вычислительной системы.
11. Способ по любому из предшествующих пунктов, в котором обученный алгоритм машинного обучения основан на одной или нескольких нейронных сетях с прямой связью, одной или нескольких рекуррентных нейронных сетях, байесовском классификаторе, самоорганизующейся карте или их комбинации.
12. Способ по п. 11, в котором обученный алгоритм машинного обучения основан на по меньшей мере одной или нескольких нейронных сетях с прямой связью, содержащих одну или несколько многоуровневых сетей «перцептрон» и/или одну или несколько сверточных нейронных сетей, и/или на одной или нескольких рекуррентных нейронных сетях, содержащих одну или несколько сетей с долговременной и кратковременной памятью и/или одну или несколько рекуррентных сверточных нейронных сетей.
13. Способ по любому из предшествующих пунктов, в котором один или несколько метрических показателей качества включают один или несколько таких показателей, как избыточная длина волокна, усадка трубки и затухание света в оптоволоконном кабеле.
14. Способ по любому из предшествующих пунктов, в котором один или несколько метрических показателей качества включают метрический показатель общего качества или категорию общего качества, указывающие на общее качество изготавливаемого оптоволоконного кабеля со свободной укладкой волокон в трубке.
15. Способ по любому из предшествующих пунктов, в котором линия вторичного покрытия содержит сжимающую гусеницу, а один или несколько параметров технологического процесса включают один или несколько из нижеследующего: скорость сжимающей гусеницы, натяжение сжимающей гусеницы, крутящий момент двигателя сжимающей гусеницы, стандартное отклонение скорости сжимающей гусеницы в течение предварительного заданного промежутка времени, стандартное отклонение натяжения сжимающей гусеницы в течение предварительного заданного промежутка времени и стандартное отклонение крутящего момента двигателя сжимающей гусеницы в течение предварительного заданного промежутка времени.
16. Способ по п. 15, в котором линия вторичного покрытия содержит среднее тяговое устройство, расположенное после сжимающей гусеницы, а один или несколько параметров технологического процесса включают крутящий момент двигателя среднего тягового устройства и/или стандартное отклонение крутящего момента двигателя среднего тягового устройства в течение предварительного заданного промежутка времени.
17. Устройство контроля качества оптоволоконного кабеля со свободной укладкой волокон в трубке в ходе изготовления на линии вторичного покрытия, содержащее средства для выполнения способа по любому из предшествующих пунктов.
18. Энергонезависимый машиночитаемый носитель, хранящий инструкции, которые при выполнении вычислительным устройством предписывают вычислительному устройству выполнение способа по любому из пп. 1-16.
19. Система управления линией вторичного покрытия, содержащая:
вычислительную систему, выполненную с возможностью выполнения способа по любому из пп. 1-16;
устройство пользователя, содержащее по меньшей мере экран и пользовательское устройство ввода, подсоединенное к вычислительной системе коммуникационным каналом;
автоматизированную систему программируемого логического контроллера (ПЛК), выполненную с возможностью по меньшей мере контроля параметров технологического процесса линии вторичного покрытия и настройки параметров управления линии вторичного покрытия; и
устройство контроля над технологическим процессом (PSU), подсоединенное коммуникационными каналами между вычислительной системой и автоматизированной системой ПЛК и между устройством пользователя и автоматизированной системой ПЛК, при этом PSU выполнено с возможностью ретрансляции контролируемых параметров технологического процесса от автоматизированной системы ПЛК в вычислительную систему и устройство пользователя, а также с возможностью ретрансляции сигналов управления от вычислительной системы и устройства пользователя в автоматизированную систему ПЛК.
| US 20040052457 A1, 18.03.2004 | |||
| US 20170032281 A1, 02.02.2017 | |||
| US 20130178953 A1, 11.07.2013 | |||
| CN 109462125 A, 12.03.2019. |
