ПРЕДПОСЫЛКИ ИЗОБРЕТЕНИЯ
Такая продукция, как впитывающие изделия, часто используется для сбора и удерживания продуктов выделения организма человека, содержащих, например, мочу, менструальные выделения и/или кровь. Комфорт, впитывающая способность и обеспечение возможности свободно двигаться представляют собой три главные отличительные черты продукции и вопроса, которые сильно волнуют носящего впитывающее изделие. В частности, носящий часто интересуется тем, будет ли такая продукция впитывать значительные объемы продуктов выделения организма с минимальным протеканием, чтобы предохранить свои предметы нижнего белья, предметы верхней одежды или простыни от появления пятен, и поможет ли ему такая продукция избежать сопутствующего чувства неловкости, вызываемого таким появлением пятен.
Сегодня доступен широкий выбор продукции для впитывания продуктов выделения организма в виде подгузников, трусов для приучения к горшку, женских прокладок, гигиенических прокладок, ежедневных гигиенических прокладок, ежедневных прокладок и приспособлений, применяемых при недержании. Такая продукция в целом содержит впитывающую сердцевину, расположенную между лицевым по отношению к телу, проницаемым для жидкости верхним листовым слоем и лицевым по отношению к предмету одежды, непроницаемым для жидкости слоем. Края верхнего листового слоя и непроницаемого для жидкости слоя часто связаны вместе по своей периферии с образованием уплотнения, чтобы вмещать впитывающую сердцевину и продукты выделения организма, попавшие в продукцию через верхний листовой слой. При использовании такая продукция, как, например, женские прокладки и гигиенические прокладки, обычно расположена в паховой части предмета нижнего белья для впитывания продуктов выделения организма, и клей для прикрепления к предмету одежды на непроницаемом для жидкости слое может использоваться для прикрепления продукции к внутренней паховой части предмета нижнего белья. Некоторые вещи из этой продукции могут также содержать крыловидные структуры, охватывающие предмет нижнего белья носящего для дополнительной фиксации продукции на предмете нижнего белья и предохранения предмета нижнего белья от появления пятен. Такие крыловидные структуры (также известные как отвороты или выступы) часто выполнены из латеральных выступающих частей верхнего листового и/или непроницаемого для жидкости слоев.
Одна из проблем, связанная с такими традиционными впитывающими изделиями, заключается в том, что впитывающие изделия не всегда могут иметь достаточную посадку на тело носящего, что может привести к повышенным уровням протекания продуктов выделения организма из впитывающего изделия и дискомфорта во время ношения впитывающего изделия. Многие традиционные впитывающие изделия являются плоскими или имеют плоские области перед использованием, в то время как тело носящего является рельефным. Хотя плоское впитывающее изделие может сгибаться во время использования, оно может не прилегать полностью к телу носящего, что может привести в результате к зазорам между впитывающим изделием и кожей носящего, что приводит в результате к протеканию продуктов выделения организма. Движение носящего может также вызвать нежелательную деформацию, такую как, например, сбивание, перекручивание и/или скручивание, впитывающего изделия и линий сгиба в пределах впитывающего изделия, что может создавать пути, вдоль которых продукты выделения организма могут перемещаться и протекать из впитывающего изделия.
В результате остается необходимость в улучшенной продукции, такой как впитывающее изделие, которое имеет улучшенное прилегание к телу носящего.
КРАТКОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
В различных вариантах осуществления впитывающее изделие может иметь верхний листовой слой; непроницаемый для жидкости слой; впитывающий узел, расположенный между верхним листовым слоем и непроницаемым для жидкости слоем и содержащий прилегающий к телу слой, причем прилегающий к телу слой содержит складку и первое множество прорезей. В различных вариантах осуществления первое множество прорезей расположено случайным образом в прилегающем к телу слое. В различных вариантах осуществления первое множество прорезей расположено в продольном направлении впитывающего изделия. В различных вариантах осуществления первое множество прорезей расположено в первом вертикальном ряду в продольном направлении. В различных вариантах осуществления прилегающий к телу слой дополнительно содержит второе множество прорезей, расположенных в продольном направлении впитывающего изделия. В различных вариантах осуществления второе множество прорезей расположено во втором вертикальном ряду в продольном направлении. В различных вариантах осуществления первое множество прорезей, расположенных в первом вертикальном ряду в продольном направлении, смещено в поперечном направлении впитывающего изделия от второго множества прорезей, расположенных во втором вертикальном ряду в продольном направлении. В различных вариантах осуществления первое множество прорезей, расположенных в первом вертикальном ряду в продольном направлении по меньшей мере частично перекрывает в поперечном направлении впитывающего изделия второе множество прорезей, расположенных во втором вертикальном ряду в продольном направлении.
В различных вариантах осуществления складка центрирована на центральной линии в продольном направлении впитывающего изделия. В различных вариантах осуществления первое множество прорезей перекрывает складку.
В различных вариантах осуществления впитывающий узел дополнительно содержит второй впитывающий слой, расположенный между верхним листовым слоем и прилегающим к телу слоем. В различных вариантах осуществления впитывающий узел дополнительно содержит второй впитывающий слой, расположенный между прилегающим к телу слоем и непроницаемым для жидкости слоем. В различных вариантах осуществления впитывающее изделие дополнительно имеет поглощающий текучую среду слой, расположенный между верхним листовым слоем и впитывающим узлом. В различных вариантах осуществления впитывающее изделие дополнительно имеет слой распределения текучей среды, расположенный между верхним листовым слоем и впитывающим узлом.
В различных вариантах осуществления впитывающее изделие дополнительно имеет первый изгиб в задней области впитывающего изделия, проходящий в направлении, параллельном продольной центральной линии. В различных вариантах осуществления впитывающее изделие дополнительно имеет второй изгиб в задней области впитывающего изделия, расположенный поперечно наружу в первом направлении от первого изгиба, при этом второй изгиб определяет первую боковую часть впитывающего изделия поперечно наружу в первом направлении от второго изгиба, и третий изгиб в задней области впитывающего изделия, размещенный поперек наружу во втором направлении от первого изгиба, причем второе направление противоположно первому направлению, при этом третий изгиб определяет вторую боковую часть впитывающего изделия поперечно наружу во втором направлении от третьего изгиба, причем второй и третий изгибы определяют центральную часть впитывающего изделия между ними.
КРАТКОЕ ОПИСАНИЕ ГРАФИЧЕСКИХ МАТЕРИАЛОВ
На фиг. 1 представлен вид сверху варианта осуществления впитывающего изделия.
На фиг. 2 представлен вид сверху впитывающего узла впитывающего изделия, показанного на фиг. 1.
На фиг. 3 представлен вид с торца впитывающего узла впитывающего изделия, показанного на фиг. 1.
На фиг. 4 представлен вид в перспективе впитывающего изделия, показанного на фиг. 1.
На фиг. 5 представлен вид сверху другого варианта осуществления впитывающего изделия.
На фиг. 6 представлен вид сверху впитывающего изделия, показанного на фиг. 5, с удаленным верхним листовым слоем для иллюстрации нижележащей структуры.
На фиг. 7 представлен вид сверху впитывающего узла впитывающего изделия, показанного на фиг. 5.
На фиг. 8 представлен вид снизу впитывающего узла впитывающего изделия, показанного на фиг. 5.
На фиг. 9 представлен вид с торца впитывающего узла, показанного на фиг. 7.
На фиг. 10 представлен вид сверху другого варианта осуществления впитывающего изделия.
На фиг. 11 представлен вид в перспективе впитывающего изделия, показанного на фиг. 10.
На фиг. 12 представлен вид в поперечном разрезе впитывающего изделия, показанного на фиг. 10, по линии 12–12.
На фиг. 13 представлен вид снизу варианта осуществления впитывающего изделия.
На фиг. 14 представлен вид снизу другого варианта осуществления впитывающего изделия.
На фиг. 15 представлен увеличенный вид области, показанной фиг. 10, ограниченной штрихпунктирным прямоугольником A.
На фиг. 16 представлен вид в перспективе впитывающего изделия, показанного на фиг. 10, в развернутой конфигурации.
Повторное использование ссылочных позиций в настоящем описании и на графических материалах предназначено для представления одинаковых или аналогичных признаков или элементов настоящего изобретения.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Настоящее изобретение направлено на впитывающее изделие, которое может иметь улучшенное прилегание к телу носящего впитывающее изделие. Впитывающее изделие может иметь продольное направление, поперечное направление и направление в глубину. Впитывающее изделие может иметь переднюю область, заднюю область и центральную область. Впитывающее изделие может иметь верхний листовой слой, непроницаемый для жидкости слой и впитывающий узел, расположенный между верхним листовым слоем и непроницаемым для жидкости слоем. В различных вариантах осуществления впитывающий узел может иметь прилегающий к телу слой, причем прилегающий к телу слой имеет множество прорезей, проходящих от лицевой по отношению к телу поверхности прилегающего к телу слоя до лицевой по отношению к предмету одежды поверхности прилегающего к телу слоя, и по меньшей мере одну складку, проходящую в продольном направлении прилегающего к телу слоя. Наличие множества прорезей и складки в прилегающем к телу слое впитывающего узла может обеспечить уменьшение жесткости впитывающего узла, что позволяет впитывающему изделию деформироваться под давлением и иметь улучшенное прилегание к телу носящего впитывающее изделие. Наличие прорезей и складки в прилегающем к телу слое может позволить впитывающему изделию принимать и сохранять развернутую конфигурацию по всей длине впитывающего изделия, когда носящий перемещается, например, при ходьбе, беге, упражнениях и т. д. Развернутая конфигурация обеспечивает плотное прилегание впитывающего изделия к телу носящего, и впитывающее изделие перемещается в ответ на возвратно-поступательное движение ног носящего. Развернутая конфигурация впитывающего изделия может позволить впитывающему изделию поддерживать тесный контакт с телом носящего, сводя к минимуму сбивание, перекручивание и скручивание.
Определения
Как используется в настоящем документе, термин «впитывающее изделие» относится в настоящем документе к изделию, которое может быть помещено на теле носящего или в непосредственной близости от него (т.е. примыкая к телу) для впитывания и удерживания различных жидких, твердых и полутвердых продуктов выделения, выходящих из организма. Такие впитывающие изделия, как описано в настоящем документе, спустя ограниченный период применения необходимо выбрасывать вместо стирки или другого способа восстановления для повторного применения. Следует понимать, что настоящее изобретение применимо к различным одноразовым впитывающим изделиям, в том числе, помимо прочего, подгузникам, трусам для приучения к горшку, трусам для подростков, плавкам, гигиенической продукции для женщин, в том числе, помимо прочего, менструальным прокладкам, гигиеническим прокладкам, женским прокладкам, ежедневным прокладкам, и ежедневным гигиеническим прокладкам, и продукции для страдающих недержанием и т.п. без отступления от объема настоящего изобретения.
Как используется в настоящем документе, термин «уложенный воздухом» относится в настоящем документе к полотну, изготовленному с помощью процесса укладки воздухом. В процессе укладки воздухом пучки небольших волокон, у которых длина обычно находится в диапазоне от приблизительно 3 до приблизительно 52 мм, разделяются и захватываются подаваемым воздухом, а затем осаждаются на формовочную решетку, обычно с помощью вакуума. Осажденные случайным образом волокна затем связывают друг с другом с использованием, например, горячего воздуха для активации связующего компонента или латексного клея. Укладка воздухом описана, например, в патенте США № 4640810, выданном Laursen и соавт., который включен в настоящий документ во всей своей полноте посредством ссылки на него для всех целей.
Как используется в настоящем документе, термин «связанный» относится к сочленению, склеиванию, соединению, скреплению или т.п. двух элементов. Два элемента будут считаться связанными вместе, если они сочленены, склеены, соединены, скреплены или т. п. непосредственно друг с другом или опосредованно друг с другом, например, в случае связывания с промежуточным элементом. Связывание может происходить, например, посредством склеивания, связывания под действием давления, термосварки, ультразвуковой сварки, прострачивания, сшивания и/или сварки.
Как используется в настоящем документе, термин «связанное кардочесанное полотно» относится в настоящем документе к полотнам, которые изготовлены из штапельных волокон, которые пропускают через блок гребнечесания или кардочесания, который разъединяет или разделяет и выравнивает штапельные волокна в машинном направлении с образованием ориентированного в целом в машинном направлении волокнистого нетканого полотна. Этот материал может связываться способами, которые могут включать точечную сварку, связывание с воздушной набивкой, ультразвуковую сварку, клеевое связывание и т.д.
Как используется в настоящем документе, термин «коформный» относится в настоящем документе к композитным материалам, содержащим смесь или стабилизированную матрицу из термопластичных волокон и второй материал, не являющийся термопластичным. В качестве примера, коформные материалы могут быть изготовлены с помощью процесса, в котором по меньшей мере одна экструзионная головка для процесса мелтблаун скомпонована около желоба, через который в полотно в процессе его образования добавляют другие материалы. Такие другие материалы могут включать, но без ограничения, волокнистые органические материалы, такие как древесная или недревесная пульпа, например, хлопковая бумага, бумага из целлюлозных химических волокон, бумага вторичной переработки, распушенная целлюлоза, а также частицы сверхвпитывающего материала, неорганические и/или органические впитывающие материалы, обработанные полимерные штапельные волокна и прочее. Некоторые примеры таких коформных материалов раскрыты в патентах США № 4100324, выданном Anderson и соавт., № 4818464, выданном Lau, № 5284703, выданном Everhart и соавт., и № 5350624, выданном Georger и соавт., каждый из которых включен в настоящий документ во всей своей полноте посредством ссылки на него для всех целей.
Как используется в настоящем документе, термин «сопряженные волокна» относится в настоящем документе к волокнам, образованным из по меньшей мере двух источников полимера, экструдированных из отдельных экструдеров и скрученных вместе с образованием одного волокна. Сопряженные волокна иногда также называют бикомпонентными волокнами или многокомпонентными волокнами. Полимеры скомпонованы в по существу неизменно расположенных отличных зонах в поперечных сечениях сопряженных волокон и непрерывно простираются вдоль длины сопряженных волокон. Конфигурация такого сопряженного волокна может представлять собой, например, компоновку оболочка/сердцевина, где один полимер окружен другим, или может представлять собой компоновку бок о бок, секторную компоновку или компоновку «острова в море». Сопряженные волокна описаны в патентах США № 5108820, выданном Kaneko и соавт., № 4795668, выданном Krueger и соавт., № 5540992, выданном Marcher и соавт., № 5336552, выданном Strack и соавт., № 5425987, выданном Shawver, и № 5382400, выданном Pike и соавт., каждый из которых включен в настоящий документ во всей своей полноте посредством ссылки на него для всех целей. В случае двухкомпонентных волокон полимеры могут присутствовать в соотношениях 75/25, 50/50, 25/75 или в любом другом желаемом соотношении. Кроме того, в каждую зону могут быть включены полимерные добавки, такие как технологические добавки.
Как используется в настоящем документе, термин «машинное направление» (MD) относится к длине ткани в направлении, в котором она производится, в отличие от «направления поперек машинному» (CD), которое относится к ширине ткани в направлении, обычно перпендикулярном машинному направлению.
Как используется в настоящем документе, термин «полотно мелтблаун» относится в настоящем документе к нетканому полотну, образуемому с помощью процесса, в котором через множество мелких обычно круглых отверстий формирующей головки расплавленный термопластичный материал в виде расплавленных волокон экструдируют в сходящиеся высокоскоростные потоки газа (например, воздуха), которые способствуют уменьшению диаметра волокон расплавленного термопластичного материала, который может достигать диаметра микроволокон. После этого волокна мелтблаун переносятся высокоскоростным потоком газа и осаждаются на принимающую поверхность с образованием полотна из распределенных случайным образом волокон мелтблаун. Такой процесс раскрыт, например, в патенте США № 3849241, выданном Buten и соавт., который включен в настоящий документ во всей своей полноте посредством ссылки на него для всех целей. В общем, волокна мелтблаун могут представлять собой микроволокна, которые являются по существу непрерывными или прерывистыми, диаметр которых обычно составляет менее 10 микрон, и которые обычно являются клейкими при осаждении на принимающую поверхность.
Как используется в настоящем документе, термин «нетканая ткань» или «нетканое полотно» относится в настоящем документе к полотну, имеющему структуру из отдельных волокон или нитей, которые переслаиваются, но не различимым образом, как в случае трикотажной ткани. Нетканые ткани или полотна были образованы с помощью многих процессов, таких как, например, процессы по технологии мелтблаун, процессы по технологии спанбонд, процессы образования связанного кардочесанного полотна, полученного воздушной набивкой (также известного как BCW и TABCW), и т.д. Базовый вес нетканых полотен обычно может варьироваться, например, от приблизительно 5, 10 или 20 г/м2 до приблизительно 120, 125 или 150 г/м2.
Как используется в настоящем документе, термин «полотно спанбонд» относится в настоящем документе к полотну, содержащему по существу непрерывные волокна небольшого диаметра. Волокна образуют путем экструдирования расплавленного термопластичного материала из множества мелких обычно круглых отверстий фильеры, при этом диаметр экструдированных волокон затем быстро уменьшают, например, вытягиванием при выводе и/или другими хорошо известными способами по технологии спанбонд. Производство полотен спанбонд описано и проиллюстрировано, например, в патентах США № 4340563, выданном Appel и соавт., № 3692618, выданном Dorschner и соавт., № 3802817, выданном Matsuki и соавт., № 3338992, выданном Kinney, № 3341394, выданном Kinney, № 3502763, выданном Hartman, № 3502538, выданном Levy, № 3542615, выданном Dobo и соавт., и № 5382400, выданном Pike и соавт., каждый из которых включен в настоящий документ во всей своей полноте посредством ссылки на него для всех целей. Волокна спанбонд обычно не являются клейкими при их осаждении на принимающую поверхность. Волокна спанбонд иногда могут иметь диаметры, составляющие меньше чем приблизительно 40 микрон и часто от приблизительно 5 до приблизительно 20 микрон.
Как используется в настоящем документе, термины «сверхвпитывающий полимер», «сверхвпитывающий материал» или «SAP» будут использоваться взаимозаменяемо и будут относиться к полимерам, которые могут впитывать и удерживать крайне большие количества жидкости по сравнению со своей собственной массой. Влагопоглощающие полимеры, которые классифицируют как гидрогели, которые могут быть сшитыми, впитывают водные растворы благодаря водородным связям и силам других полярных взаимодействий с молекулами воды. Способность SAP впитывать воду отчасти основывается на степени ионности (показатель концентрации ионов в водном растворе) и полярных функциональных группах SAP, которые обладают сродством к воде. SAP обычно получают в результате полимеризации акриловой кислоты, перемешанной с гидроксидом натрия, в присутствии инициатора с образованием натриевой соли полиакриловой кислоты (иногда называемой полиакрилатом натрия). Для получения сверхвпитывающего полимера также применяют другие материалы, такие как полиакриламидный сополимер, сополимер этилена и малеинового ангидрида, сшитая карбоксиметилцеллюлоза, сополимеры поливинилового спирта, сшитый полиэтиленоксид и привитый крахмалом сополимер полиакрилонитрила. Во впитывающих изделиях SAP может присутствовать в виде частиц или волокон или в виде покрытия или другого материала или волокна.
Впитывающее изделие
Настоящее изобретение направлено на впитывающее изделие, которое может иметь улучшенное прилегание к телу носящего впитывающее изделие. Впитывающее изделие может иметь продольное направление, поперечное направление и направление в глубину. Впитывающее изделие может иметь переднюю область, заднюю область и центральную область. Впитывающее изделие может иметь верхний листовой слой, непроницаемый для жидкости слой и впитывающий узел, расположенный между верхним листовым слоем и непроницаемым для жидкости слоем. В различных вариантах осуществления впитывающий узел может иметь прилегающий к телу слой, причем прилегающий к телу слой имеет множество прорезей, проходящих от лицевой по отношению к телу поверхности прилегающего к телу слоя до лицевой по отношению к предмету одежды поверхности прилегающего к телу слоя, и по меньшей мере одну складку, проходящую в продольном направлении прилегающего к телу слоя. Наличие множества прорезей и складки в прилегающем к телу слое впитывающего узла может обеспечить уменьшение жесткости впитывающего узла, что позволяет впитывающему изделию деформироваться под давлением и иметь улучшенное прилегание к телу носящего впитывающее изделие. Наличие прорезей и складки в прилегающем к телу слое может позволить впитывающему изделию принимать и сохранять развернутую конфигурацию по всей длине впитывающего изделия при движении носящего, например, при ходьбе, беге, упражнениях и т. д. Развернутая конфигурация обеспечивает плотное прилегание впитывающего изделия к телу носящего, и впитывающее изделие перемещается в ответ на возвратно-поступательное движение ног носящего. Развернутая конфигурация впитывающего изделия может позволить впитывающему изделию поддерживать тесный контакт с телом носящего, сводя к минимуму сбивание, перекручивание и скручивание.
Обращаясь к фиг. 1–4, иллюстративный вариант осуществления впитывающего изделия 10 изображен в различных видах и конфигурациях. На фиг. 1 представлен вид сверху варианта осуществления впитывающего изделия 10 согласно настоящему изобретению в форме женской гигиенической продукции, такой как прокладка или гигиеническая прокладка. Следует понимать, что настоящее изобретение подходит для использования с различными другими впитывающими изделиями, такими как, но без ограничения, подгузники или продукция для страдающих недержанием, без отступления от объема настоящего изобретения. На фиг. 2 представлен вид сверху впитывающего узла 40 впитывающего изделия 10, показанного на фиг. 1. На фиг. 3 представлен вид с торца впитывающего узла 40, показанного на фиг. 2. На фиг. 4 представлен вид в перспективе впитывающего изделия 10, показанного на фиг. 1. Впитывающее изделие 10 может иметь продольное направление (X), поперечное направление (Y) и направление (Z) в глубину. Впитывающее изделие 10 может иметь переднюю область 12, заднюю область 14 и центральную область 16, размещенную между передней областью 12 и задней областью 14. В целом передняя область 12 приспособлена для ношения по направлению к передней части носящего, задняя область 14 приспособлена для ношения по направлению к задней части носящего, а центральная область 16 приспособлена для ношения вблизи паховой области носящего. Впитывающее изделие 10 может иметь первый простирающийся в поперечном направлении торцевой край 20, второй простирающийся в поперечном направлении торцевой край 22, расположенный напротив первого простирающегося в поперечном направлении торцевого края 20, и пару противоположных друг другу простирающихся в продольном направлении боковых краев 24, простирающихся между первым и вторым простирающимися в поперечном направлении торцевыми краями 20 и 22 и соединяющих их. Впитывающее изделие 10 может иметь продольную осевую линию 26 и поперечную центральную линию 28. Впитывающее изделие 10 может иметь лицевой по отношению к носящему, проницаемый для жидкости верхний листовой слой 30 и лицевой по отношению к предмету одежды, непроницаемый для жидкости слой 36. Впитывающий узел 40 может быть расположен между верхним листовым слоем 30 и непроницаемым для жидкости слоем 36. Верхний листовой слой 30 и непроницаемый для жидкости слой 36 могут выходить за пределы самых внешних периферийных краев впитывающего узла 40 и могут быть связаны вместе по периферии, либо полностью, либо частично, с использованием известных технологий связывания с образованием герметичной периферийной области. Например, верхний листовой слой 30 и непроницаемый для жидкости слой 36 могут быть связаны вместе клеевым связыванием, ультразвуковой сваркой или любой другой подходящей методикой связывания, известной в области техники.
Каждый из этих компонентов впитывающего изделия 10, а также дополнительные компоненты будут описаны более подробно в настоящем документе.
Верхний листовой слой
Верхний листовой слой 30 определяет лицевую по отношению к телу поверхность 32 впитывающего изделия 10, которая может непосредственно контактировать с телом носящего и является проницаемой для жидкости, чтобы принимать продукты выделения организма. Верхний листовой слой 30 желательно предусмотрен для удобства и предназначен для направления продуктов выделения организма от тела носящего через свою собственную структуру к впитывающему узлу 40. Верхний листовой слой 30 желательно практически не удерживает в своей структуре жидкость, поэтому он обеспечивает относительно комфортную и нераздражающую поверхность рядом с кожей носящего впитывающее изделие 10.
Верхний листовой слой 30 может представлять собой один слой материала или альтернативно может представлять собой несколько слоев, которые наслоены друг на друга. Верхний листовой слой 30 может быть выполнен из любого материала, такого как один или более тканых листов, один или более волокнистых нетканых листов, один или более пленочных листов, например, пленок, полученных раздувом или экструзией, которые сами могут состоять из одного или нескольких слоев, один или более листов пеноматериалов, например, сетчатых пеноматериалов с открытыми ячейками или закрытыми ячейками, нетканый лист с покрытием или комбинация из любых этих материалов. Такая комбинация может быть получена путем наслоения материалов в единую планарную листовую структуру с применением клеевых, термических или ультразвуковых средств с образованием верхнего листового слоя 30.
В различных вариантах осуществления верхний листовой слой 30 может быть выполнен из различных нетканых полотен, таких как полотна мелтблаун, полотна спанбонд, полотна спанлейс, полученные водоструйным скреплением, или связанные кардочесанные полотна, полученные воздушной набивкой. Примеры подходящих материалов верхнего листового слоя 30 могут включать, но без ограничения, полотна из натуральных волокон (такие как хлопок), целлюлозные химические волокна, полотна, полученные водоструйным скреплением, связанные кардочесанные полотна из сложного полиэфира, полипропилена, полиэтилена, нейлона или других волокон, способных к связыванию под воздействием нагревания (таких как бикомпонентные волокна), полиолефинов, сополимеров полипропилена и полиэтилена, линейного полиэтилена низкой плотности и сложных эфиров алифатических кислот, таких как полимолочная кислота. Также можно применять пленки с мелкими перфорационными отверстиями и сетчатые материалы, так же как и слоистые материалы или комбинации из этих материалов. Примером подходящего верхнего листового слоя 30 может являться связанное кардочесанное полотно, полученное из полипропилена и полиэтилена, такое как полотно, которое предлагает Sandler Corp., Германия. В патентах США № 4801494, выданном Datta и соавт., и № 4908026, выданном Sukiennik и соавт., а также в международной заявке WO 2009/062998, поданной Texol, говорится о разнообразных других материалах верхнего листового слоя, которые можно использовать в качестве верхнего листового слоя 30, причем каждый из этих документов включен в настоящий документ посредством ссылки на него во всей своей полноте. Дополнительные материалы верхнего листового слоя 30 могут включать, но без ограничения, материалы, описанные в патентах США № 4397644, выданном Matthews и соавт., № 4629643, выданном Curro и соавт., № 5188625, выданном Van Iten и соавт., № 5382400, выданном Pike и соавт., № 5533991, выданном Kirby и соавт., № 6410823, выданном Daley и соавт., и публикации США № 2012/0289917 в пользу Abuto и соавт., каждый из которых включен в настоящий документ посредством ссылки на него во всей своей полноте.
В различных вариантах осуществления верхний листовой слой 30 может содержать множество проемов, образованных через него, чтобы позволить продуктам выделения организма более легко проходить во впитывающий узел 40. Проемы могут быть скомпонованы по всему верхнему листовому слою 30 случайным образом или равномерно. Габаритный размер, форма, диаметр и количество проемов могут варьироваться для соответствия конкретным требованиям к впитывающему изделию 10.
В различных вариантах осуществления верхний листовой слой 30 может иметь базовый вес в диапазоне от приблизительно 5, 10, 15, 20 или 25 г/м2 до приблизительно 50, 100, 120, 125 или 150 г/м2. Например, в варианте осуществления верхний листовой слой 30 может быть выполнен из связанного кардочесанного полотна, полученного воздушной набивкой, с базовым весом в диапазоне от приблизительно 15 г/м2 до приблизительно 100 г/м2. В другом примере верхний листовой слой 30 может быть выполнен из связанного кардочесанного полотна, полученного воздушной набивкой, имеющего базовый вес от приблизительно 20 г/м2 до приблизительно 50 г/м2, такого как связанное кардочесанное полотно, полученное воздушной набивкой, которое легко доступно у производителей нетканых материалов.
В различных вариантах осуществления верхний листовой слой 30 может быть по меньшей мере частично гидрофильным. В различных вариантах осуществления часть верхнего листового слоя 30 может быть гидрофильной, и часть верхнего листового слоя 30 может быть гидрофобной. В различных вариантах осуществления части верхнего листового слоя 30, которые могут быть гидрофобными, либо могут быть выполнены из самого по себе гидрофобного материала, либо могут быть выполнены из материала, обработанного гидрофобным покрытием.
В различных вариантах осуществления верхний листовой слой 30 может представлять собой многокомпонентный верхний листовой слой 30, например, содержащий два или более разных нетканых или пленочных материала, причем разные материалы помещены в отдельных местах в поперечном направлении (Y) впитывающего изделия 10. Например, верхний листовой слой 30 может быть двухслойным или многокомпонентным материалом, у которого центральная часть расположена вдоль и с обеих сторон продольной центральной линии 26 впитывающего изделия 10, причем к каждому боковому краю центральной части примыкают латеральные боковые части, которые связаны с ним. Центральная часть может быть выполнена из первого материала, а боковые части могут быть выполнены из материала, который может быть таким же, как и материал центральной части, или отличаться от него. В таких вариантах осуществления центральная часть может быть по меньшей мере частично гидрофильной, а боковые части могут быть гидрофобными сами по себе или могут быть обработаны гидрофобным покрытием. Примеры структур многокомпонентных верхних листовых слоев 30 в целом описаны в патентах США № 5961505, выданном Coe, № 5415640, выданном Kirby, и № 6117523, выданном Sugahara, причем каждый из них включен в настоящий документ посредством ссылки на него во всей своей полноте.
В различных вариантах осуществления центральная часть верхнего листового слоя 30 может быть расположена симметрично относительно продольной центральной линии 26 впитывающего изделия 10. Такая центральная продольно направленная центральная часть может представлять собой связанное кардочесанное полотно, полученное воздушной набивкой («TABCW»), с базовым весом от приблизительно 15 до приблизительно 100 г/м2. В качестве центральной части верхнего листового слоя 30 также могут быть использованы описанные ранее материалы верхнего листового слоя, которые выполнены неткаными, ткаными и в виде пленки с проемами. В различных вариантах осуществления центральная часть может быть выполнена из материала TABCW, имеющего базовый вес от приблизительно 20 г/м2 до приблизительно 50 г/м2, такого, который легко доступен у производителей нетканых материалов. В качестве альтернативы могут быть использованы пленки с проемами, такие как пленки, доступные для приобретения у таких поставщиков пленок, как Texol, Италия и Tredegar, США. В качестве боковых частей верхнего листового слоя 30 могут быть использованы разные нетканые, тканые или пленочные листовые материалы. Выбор таких материалов верхнего листового слоя 30 может варьироваться, исходя из общих желаемых характеристик верхнего листового слоя 30. Например, может быть желательным наличие гидрофильного материала в центральной части и материалов гидрофобно-барьерного типа в боковых частях для предотвращения протекания и усиления ощущения сухости в участке боковых частей. Такие боковые части могут быть связаны с центральной частью вдоль продольно направленных боковых краев центральной части или смежно с ними с применением клеевых, термических, ультразвуковых или других средств. Для связывания боковых частей с центральной частью может быть использован традиционный высокопрочный клей для впитывающих изделий. Любая из центральной части и/или боковых частей может быть обработана поверхностно-активными веществами и/или лечебно-профилактическими средствами для кожи, что хорошо известно в области техники.
Такие продольно направленные боковые части могут представлять собой однослойную или многослойную структуру. В различных вариантах осуществления боковые части могут быть слоистыми материалами, связанными с применением клеевых или других средств. В различных вариантах осуществления боковые части могут быть выполнены из верхнего волокнистого нетканого слоя, такого как материал спанбонд, наслоенного на нижний слой гидрофобного барьерного пленочного материала. Такой слой спанбонд может быть образован из полиолефина, такого как полипропилен, и при желании может содержать смачивающее средство. В различных вариантах осуществления слой спанбонд может иметь базовый вес от приблизительно 10 или 12 г/м2 до приблизительно 30 или 70 г/м2 и может быть обработан гидрофильными смачивающими средствами. В различных вариантах осуществления слой пленки может иметь проемы для обеспечения возможности проникновения текучей среды в нижние слои и может иметь либо однослойную, либо многослойную структуру. В различных вариантах осуществления такая пленка может представлять собой полиолефин, такой как полиэтилен, имеющий базовый вес от приблизительно 10 до приблизительно 40 г/м2. Для наслоения слоя спанбонд на слой пленки может быть использован высокопрочный клей, добавляемый в количестве от приблизительно 0,1 г/м2 до 15 г/м2. Если в общей структуре верхнего листового слоя 30 используется слой барьерного пленочного материала, он может включать средства для придания непрозрачности, такие как пленочные пигменты, которые могут помогать пленке скрывать пятна вдоль боковых краев впитывающего изделия 10 и тем самым служить маскирующим элементом. Таким образом, слой пленки может служить для ограничения возможности заметить пятна от взаимодействия с текучей средой вдоль боковых краев впитывающего изделия 10, если смотреть на верхний листовой слой 30 сверху. Слой пленки может также служить в качестве барьерного слоя для предотвращения повторного увлажнения верхнего листового слоя 30, а также для предотвращения вытекания текучей среды из боковых краев впитывающего изделия 10. В различных вариантах осуществления боковые части могут представлять собой слоистые материалы, такие как слоистый материал из слоев спанбонд-мелтблаун-мелтблаун-спанбонд («SMMS»), слоистый материал спанбонд-пленка или альтернативно другие комбинации нетканых слоистых материалов.
Впитывающий узел:
Впитывающий узел 40 может быть расположен между верхним листовым слоем 30 и непроницаемым для жидкости слоем 36 впитывающего изделия 10. В различных вариантах осуществления, таких как, например, показаны на фиг. 1–4, впитывающий узел 40 может иметь единственный слой. В различных вариантах осуществления, таких как, например, показаны на фиг. 5–9, впитывающий узел 40 может иметь два слоя, такие как, например, верхний впитывающий слой 42 и нижний впитывающий слой 44, сообщающиеся по текучей среде друг с другом. По меньшей мере один компонент из компонентов впитывающего узла 40 представляет собой прилегающий к телу слой 38. В различных вариантах осуществления, в которых впитывающий узел 40 имеет единственный слой, единственный слой впитывающего узла 40 представляет собой прилегающий к телу слой 38, такой как, например, показан на фиг. 1–4. В различных вариантах осуществления, в которых впитывающий узел 40 имеет верхний впитывающий слой 42 и нижний впитывающий слой 44, либо верхний впитывающий слой 42, либо нижний впитывающий слой 44 впитывающего узла 40 представляет собой прилегающий к телу слой 38. В иллюстративном варианте осуществления, показанном на фиг. 5–9 нижний впитывающий слой 44 показан как прилегающий к телу слой 38. В различных вариантах осуществления верхний впитывающий слой 42 может представлять собой прилегающий к телу слой 38.
В различных вариантах осуществления прилегающий к телу слой 38 может иметь высокий модуль изгиба. В различных вариантах осуществления, в которых впитывающий узел 40 имеет верхний впитывающий слой 42 и нижний впитывающий слой 44, верхний впитывающий слой 42 может иметь модуль изгиба, по меньшей мере равный или больший, чем у нижнего впитывающего слоя 44. В таких вариантах осуществления верхний впитывающий слой 42 может представлять собой прилегающий к телу слой 38. В различных вариантах осуществления, в которых впитывающий узел 40 имеет верхний впитывающий слой 42 и нижний впитывающий слой 44, нижний впитывающий слой 44 может иметь модуль изгиба, по меньшей мере равный или больший, чем у верхнего впитывающего слоя 42. В таких вариантах осуществления нижний впитывающий слой 44 может представлять собой прилегающий к телу слой 38.
В различных вариантах осуществления прилегающий к телу слой 38 может иметь множество прорезей 50. Прилегающий к телу слой 38 может иметь обращенную к телу поверхность 52 и обращенную к предмету одежды поверхность 54, и каждая прорезь 50 может проходить через прилегающий к телу слой 38 от лицевой по отношению к телу поверхности 52 до лицевой по отношению к предмету одежды поверхности 54. Каждая из прорезей 50 представляет собой разрез по толщине прилегающего к телу слоя 38 в направлении глубины (Z) прилегающего к телу слоя 38 без удаления каких-либо впитывающих материалов из прилегающего к телу слоя 38. Недопущение удаления впитывающего материала во время добавления прорезей 50 может поддерживать общую поглощающую способность впитывающего узла 40. Прорези 50 в прилегающем к телу слое 38 могут позволить материалу, образующему прилегающий к телу слой 38, который находится смежно с прорезью 50, смещаться при движении носящего впитывающее изделие 10, тем самым обеспечивая зоны снятия напряжения с прилегающего к телу слоя 38. Например, в различных вариантах осуществления конфигурация прилегающего к телу слоя 38 может представлять собой сжатый лист, содержащий сверхвпитывающий полимер, который может иметь высокий модуль изгиба. Обеспечение прорезей 50 в сжатом листе, содержащем сверхвпитывающий полимер, имеющем высокий модуль изгиба, может обеспечить зоны снятия напряжений в сжатом листе, содержащем сверхвпитывающий полимер, без удаления впитывающего материала из сжатого листа, содержащего сверхвпитывающий полимер. Например, прорези 50 могут позволить материалу, образующему прилегающий к телу слой 38, который находится смежно с прорезью 50, смещаться из плоскости, так что первая часть материала, образующая прилегающий к телу слой 38, может перекрывать вторую часть материала, образующего прилегающий к телу слой 38. В качестве дополнительного примера, материал, образующий прилегающий к телу слой 38, который находится смежно с прорезью 50, может изгибаться и деформироваться, не обязательно перекрывая другую часть материала, образующего прилегающий к телу слой 38.
Каждая прорезь 50 внутри прилегающего к телу слоя 38 может быть отдельной и независимой друг от друга прорезью 50 внутри прилегающего к телу слоя 38. Каждая прорезь 50 в прилегающем к телу слое 38 может быть полностью окружена впитывающим материалом без прорезей, образующим прилегающий к телу слой 38. Каждая прорезь 50 может проходить в продольном направлении (X) прилегающего к телу слоя 38, так что каждая прорезь 50 может иметь длину в продольном направлении (X), которая больше, чем ширина прорези 50 в поперечном направлении (Y). Каждая прорезь 50 может иметь длину в продольном направлении (X) от приблизительно 2, 3, 5, 7, 10, 12 или 15 мм до приблизительно 20, 25, 30 или 35 мм. Ширина прорези 50 в поперечном направлении (Y) измеряется как расстояние в поперечном направлении между впитывающими материалами прилегающего к телу слоя 38, которые образуют периметр прорези 50. В различных вариантах осуществления каждая прорезь 50 может быть образована путем разрезания впитывающего материала прилегающего к телу слоя 38 таким образом, чтобы каждая прорезь 50 имела ширину менее 1,5, 1 или 0,5 мм в поперечном направлении (Y). В различных вариантах осуществления каждая прорезь 50 может быть образована путем разрезания впитывающего материала прилегающего к телу слоя 38 таким образом, чтобы каждая прорезь 50 имела ширину 0 мм в поперечном направлении (Y) прилегающего к телу слоя 38. В различных вариантах осуществления, хотя впитывающий материал не удаляется из прилегающего к телу слоя 38 во время образования каждой прорези 50, некоторый впитывающий материал, примыкающий к каждой прорези 50, может деформироваться во время образования прорези 50, что приводит к минимальной ширине в поперечном направлении (Y) прилегающего к телу слоя 38.
В различных вариантах осуществления каждая отдельная прорезь 50 может иметь форму, такую как, например, прямая линия, дугообразная форма, S-образная форма, V-образная форма, Z-образная форма, U-образная форма или любую другую подходящую форму. В различных вариантах осуществления каждая прорезь 50 в прилегающем к телу слое 38 может иметь одинаковую форму. В различных вариантах осуществления прорезь 50 внутри прилегающего к телу слоя 38 может иметь форму, которая отличается от другой прорези 50 внутри прилегающего к телу слоя 38.
В различных вариантах осуществления прорези 50 внутри прилегающего к телу слоя 38 могут добавляться в прилегающий к телу слой 38 в произвольном порядке, но при этом каждая прорезь 38 располагается на расстоянии от другой прорези 50. В различных вариантах осуществления прорези 50 в прилегающем к телу слое 38 могут быть включены в структуру рисунка. В различных вариантах осуществления по меньшей мере один вертикальный ряд (ряды) LC прорезей 50 в продольном направлении может быть образован в прилегающем к телу слое 38, такой как, например, показан на фиг. 8, на которой проиллюстрированы три вертикальных ряда в продольном направлении, LC1, LC2 и LC3. В различных вариантах осуществления по меньшей мере 1, 2, 3, 4, 5, 6, 7, 8, 9 или 10 вертикальных рядов LC прорезей 50 в продольном направлении могут быть образованы в прилегающем к телу слое 38. В различных вариантах осуществления прилегающий к телу слой 38 может иметь 1, 2, 3, 4, 5, 6, 7, 8, 9 или 10 вертикальных рядов прорезей 50 в продольном направлении. Каждый вертикальный ряд LC в продольном направлении может быть отделен в поперечном направлении (Y) от следующего смежного вертикального ряда LC в продольном направлении на расстояние D1, составляющее от приблизительно 3, 5, 7 или 9 мм до приблизительно 12, 15, 17 или 20 мм.
Каждый вертикальный ряд LC в продольном направлении может иметь по меньшей мере 1, 2, 3, 4, 5, 6, 7, 8, 9 или 10 прорезей 50, проходящих в продольном направлении (X) внутри одного и того же вертикального ряда LC в продольном направлении. Как показано на фиг. 8, на которой проиллюстрированы три вертикального ряда LC1, LC2 и LC3 в продольном направлении, причем каждый из LC1 и LC3 имеет три прорези 50, проходящие в продольном направлении (X), а LC2 имеет две прорези 50, проходящие в продольном направлении (X). Каждая прорезь 50 в вертикальном ряду LC в продольном направлении может быть отделена в продольном направлении (X) от следующей смежной прорези 50 в том же вертикальном ряду LC в продольном направлении на расстояние D2, составляющее от приблизительно 5, 10 или 15 мм до приблизительно 20, 25, 30 или 35 мм.
В различных вариантах осуществления, в которых по меньшей мере два вертикальных ряда прорезей 50 в продольном направлении, такие как LC1 и LC2, добавлены в прилегающий к телу слой 38, прорези 50 могут быть добавлены в прилегающий к телу слой 38 таким образом, чтобы прорези вертикального ряда LC1 в продольном направлении были смещены в поперечном направлении (Y) от прорезей 50 следующего смежного вертикального ряда LC2 в продольном направлении. На фиг. 8 представлена иллюстрация, на которой прорези 50 вертикального ряда LC1 в продольном направлении смещены в поперечном направлении (Y) от прорезей 50 вертикального ряда LC2 в продольном направлении. На такой иллюстрации воображаемая линия поперечного направления, размещенная перпендикулярно прорези 50 вертикального ряда LC1 в продольном направлении, не будет пересекать прорезь 50 вертикального ряда LC2 в продольном направлении.
В различных вариантах осуществления, в которых по меньшей мере два вертикальных ряда прорезей в продольном направлении, такие как LC1 и LC2, добавлены в прилегающий к телу слой 38, прорези 50 могут быть добавлены в прилегающий к телу слой 38 таким образом, чтобы прорезь 50 вертикального ряда продольного направления LC1 по меньшей мере частично перекрывалась в поперечном направлении (Y) прорезью 50 следующего смежного вертикального ряда LC2 в продольном направлении. В таких вариантах осуществления воображаемая линия поперечного направления, размещенная перпендикулярно прорези 50 в вертикальном ряду LC1 в продольном направлении, будет пересекать прорезь 50 следующего смежного вертикального ряда LC2 в продольном направлении. В различных вариантах осуществления, в которых прорезь 50 вертикального ряда LC1 в продольном направлении по меньшей мере частично перекрывается с прорезью 50 в следующем смежном вертикальном ряду LC2 в продольном направлении, величина перекрытия составляет менее приблизительно 75, 60, 50, 40, 30, 25, 20, 15 или 10% длины в продольном направлении (X) каждой прорези 50.
В дополнение к прорезям 50 прилегающий к телу слой 38 может иметь складку 60, проходящую в продольном направлении (X) прилегающего к телу слоя 38. Складка 60 может быть образована добавлением линий 62, 64 и 66 сгиба в прилегающий к телу слой 38. При использовании впитывающего изделия 10 давление, оказываемое на впитывающее изделие 10 движением носящего 10, может вызвать изгиб линий 62, 64 и 66 сгиба, что приведет к снятию напряжения с прилегающего к телу слоя 38. Изгиб каждой из линий 62, 64 и 66 сгиба может привести к тому, что вершина складки 60, образованная центральной линией сгиба, такой как, например, линия 62 сгиба на фигурах, будет выше по высоте в сторону верхнего листового слоя 30 впитывающего изделия 10. Когда давление, оказываемое на впитывающее изделие 10, снимается, линии сгиба 62, 64 и 66 могут расправляться, и вершина складки 60 может опускаться от верхнего листового слоя 30 впитывающего изделия 10. Складка 60 может проходить от первого торцевого края 46 в поперечном направлении прилегающего к телу слоя 38 до второго торцевого края 48 в поперечном направлении прилегающего к телу слоя 38. Складка 60 может располагаться по центру продольной центральной линии 26 впитывающего изделия 10. В различных вариантах осуществления по меньшей мере одна прорезь 50 в прилегающем к телу слое 38 может перекрывать складку 60, например, как показано на фигурах, где прорези 50 вертикального ряда LC2 в продольном направлении перекрывают линию 62 сгиба складки 60 на продольной центральной линии 26 впитывающего изделия 10. В различных вариантах осуществления прилегающий к телу слой 38 может иметь более одной складки 60.
В различных вариантах осуществления слой впитывающего узла 40, либо прилегающий к телу слой 38, либо другой слой впитывающего узла 40, в целом может представлять собой любую однослойную структуру или комбинацию компонентов слоя, которые могут демонстрировать некоторый уровень сжимаемости, прилегаемости не вызывать раздражения кожи носящего и быть способным впитывать и удерживать жидкости и другие продукты выделения организма. В различных вариантах осуществления слой впитывающего узла 40 может быть выполнен из множества различных материалов и может содержать любое количество желаемых слоев. Например, слой впитывающего узла 40 может содержать один или несколько слоев (например, два слоя) впитывающего тканевого материала из целлюлозных волокон (например, волокон древесной массы), других натуральных волокон, синтетических волокон, тканых или нетканых листов, сетки холста или других стабилизирующих структур, сверхвпитывающий материал, связующие материалы, поверхностно-активные вещества, выбранные гидрофобные и гидрофильные материалы, пигменты, лосьоны, средства контроля запаха и т. п., а также их комбинации. В варианте осуществления материал в виде впитывающего полотна может содержать матрицу из целлюлозного ворса и может также содержать сверхвпитывающий материал. Целлюлозный ворс может содержать смесь ворса из древесной пульпы. Пример ворса из древесной пульпы может быть идентифицирован под торговым обозначением NB416, доступным для приобретения у Weyerhaeuser Corp., и представляет собой выбеленную древесную пульпу с высокой впитывающей способностью, содержащую в основном волокна из древесины мягких пород.
В различных вариантах осуществления, при необходимости, впитывающий узел 40 может содержать необязательное количество сверхвпитывающего материала. Примеры подходящего сверхвпитывающего материала могут включать полиакриловую кислоту, полиметакриловую кислоту, полиакриламид, поливиниловый эфир, сополимеры малеинового ангидрида с виниловыми эфирами и α-олефинами, поливинилпирролидон, поливинилморфолинон, поливиниловый спирт, а также их соли и сополимеры. Другие сверхвпитывающие материалы могут включать немодифицированные натуральные полимеры и модифицированные натуральные полимеры, такие как гидролизованный привитый акрилонитрилом крахмал, привитый акриловой кислотой крахмал, метилцеллюлоза, хитозан, карбоксиметилцеллюлоза, гидроксипропилцеллюлоза, а также натуральные камеди, такие как альгинаты, ксантановая камедь, камедь бобов рожкового дерева и прочее. Также могут быть использованы смеси натуральных и полностью или частично синтетических сверхвпитывающих полимеров. Сверхвпитывающий материал может присутствовать во впитывающем узле 40 в любом количестве по желанию.
Независимо от комбинации впитывающих материалов, используемых в слое впитывающего узла 40, впитывающие материалы для каждого слоя впитывающего узла 40 могут быть сформированы в сетчатую структуру с использованием различных традиционных способов и технологий. Например, впитывающее полотно может быть образовано с применением методик, таких как, но без ограничения, методика сухого формования, методика формования воздухом, методика влажного формования, методика пенного формования или т.п., а также их комбинаций. Также может быть применен коформный нетканый материал. Способы и устройство для осуществления таких методик хорошо известны из уровня техники.
Общая форма впитывающего узла 40 может варьироваться по желанию и может включать любую из различных форм, включая, помимо прочего, треугольную, прямоугольную, форму гантели, эллиптическую, трапециевидную, Т-образную, I-образную и форму песочных часов. В различных вариантах осуществления впитывающий узел 40 может иметь форму, которая в целом соответствует общей форме впитывающего изделия 10. Размеры впитывающего узла 40 могут быть по существу такими же, как и размеры впитывающего изделия 10, однако следует понимать, что размеры впитывающего узла 40, хотя и схожи, часто будут меньше, чем размеры впитывающего изделия 10 в целом, с целью размещения в нем надлежащим образом. Размер и поглощающая способность впитывающего узла 40 должны быть совместимы с размером предполагаемого носящего и нагрузкой по жидкости, создаваемой предполагаемым использованием впитывающего изделия 10.
В различных вариантах осуществления, в которых впитывающий узел 40 содержит единственный слой, который представляет собой прилегающий к телу слой 38, общая форма прилегающего к телу слоя 38 может изменяться по желанию и может включать любую из различных форм, включая, помимо прочего, треугольную, прямоугольную, форму гантели, эллиптическую, трапециевидную, Т-образную, I-образную и форму песочных часов. В различных вариантах осуществления прилегающий к телу слой 38 может иметь форму, которая в целом соответствует общей форме впитывающего изделия 10. Размеры прилегающего к телу слоя 38 могут быть по существу такими же, как у впитывающего изделия 10, однако следует понимать, что размеры прилегающего к телу слоя 38, хотя и схожи, часто будут меньше, чем размеры впитывающего изделия 10 в целом, с целью размещения в нем надлежащим образом. Размер и поглощающая способность прилегающего к телу слоя 38 должны быть совместимы с размером предполагаемого носящего и нагрузкой по жидкости, создаваемой предполагаемым использованием впитывающего изделия 10.
В различных вариантах осуществления, в которых впитывающий узел 40 имеет верхний впитывающий слой 42 и нижний впитывающий слой 44, общая форма каждого из верхнего впитывающего слоя 42 и нижнего впитывающего слоя 44 впитывающего узла 40 может изменяться по желанию и может включать любую из различных форм, включая, помимо прочего, треугольную, прямоугольную, форму гантели, эллиптическую, трапециевидную, Т-образную, I-образную и форму песочных часов. В различных вариантах осуществления каждый из верхнего впитывающего слоя 42 и нижнего впитывающего слоя 44 впитывающего узла 40 может иметь форму, которая в целом соответствует общей форме впитывающего изделия 10. В различных вариантах осуществления верхний впитывающий слой 42 может иметь форму, которая в целом соответствует общей форме впитывающего изделия 10, в то время как нижний впитывающий слой 44 может иметь другую форму, такую как, например, прямоугольник. Размеры каждого из верхнего впитывающего слоя 42 и нижнего впитывающего слоя 44 впитывающего узла 40 могут быть по существу подобны размерам впитывающего изделия 10, однако следует понимать, что размеры верхнего впитывающего слоя 42 и нижнего впитывающего слоя 44 впитывающего узла 40, хотя и подобны, часто будут меньше, чем у впитывающего изделия 10 в целом, с целью размещения в нем надлежащим образом. В различных вариантах осуществления верхний впитывающий слой 42 может иметь размер, который может быть больше, чем размер нижнего впитывающего слоя 44. Размер и поглощающая способность каждого из верхнего впитывающего слоя 42 и нижнего впитывающего слоя 44 впитывающего узла 40 должны быть совместимы с размером предполагаемого носящего и нагрузкой по жидкости, создаваемой предполагаемым использованием впитывающего изделия 10.
В различных вариантах осуществления впитывающий узел 40 может иметь по меньшей мере два слоя материала, например, таких как верхний впитывающий слой 42 и нижний впитывающий слой 44. В различных вариантах осуществления верхний впитывающий слой 42 и нижний впитывающий слой 44 могут быть идентичны друг другу по конфигурации впитывающих материалов, размеру и форме. В различных вариантах осуществления верхний впитывающий слой 42 и нижний впитывающий слой 44 могут отличаться друг от друга по меньшей мере одним из следующих параметров: конфигурация впитывающих материалов, размер и форма. В различных вариантах осуществления верхний впитывающий слой 42 и нижний впитывающий слой 44 могут отличаться друг от друга по меньшей мере по двум из следующих параметров: конфигурация впитывающих материалов, размер и форма. В различных вариантах осуществления верхний впитывающий слой 42 и нижний впитывающий слой 44 могут отличаться друг от друга в зависимости от конфигурации впитывающих материалов, размера и формы. В различных вариантах осуществления верхний впитывающий слой 42 и нижний впитывающий слой 44 могут обеспечивать впитывающее изделие 10 с различными поглощающими свойствами, которые считаются подходящими. В качестве примера впитывающего узла 40 в различных вариантах осуществления верхний впитывающий слой 42 впитывающего узла 40 может быть выполнен из коформного материала, и нижний впитывающий слой 44 впитывающего узла 40 может быть выполнен из сжатого листа, содержащего сверхвпитывающий полимер. В таких вариантах осуществления коформный материал может иметь базовый вес от приблизительно 20, 30 или 40 до приблизительно 200, 400 или 600 г/м2, и сжатый лист, содержащий сверхвпитывающий полимер, может представлять собой материал на основе целлюлозного пуха, который может представлять собой комбинацию целлюлозной массы и SAP, заключенную в тканевый носитель и имеющий базовый вес от приблизительно 40 до приблизительно 400 г/м2. Коформный верхний впитывающий слой 42 может иметь форму, в целом соответствующую форме впитывающего изделия 10, в то время как нижний впитывающий слой 44 из спрессованного листа, содержащего сверхвпитывающий полимер, может иметь прямоугольную форму и может иметь размер меньше, чем коформный верхний впитывающий слой 42.
В качестве примера подходящие материалы и/или структуры для слоя впитывающего узла 40 могут включать, помимо прочего, материалы, описанные в патентах США № 4610678, Weisman и др., 6060636, Yahiaoui и др., 6610903, Latimer и др., 7358282, Krueger и др., и публикации США № 2010/0174260, Di Luccio и др., каждый из которых полностью включен в настоящее описание посредством ссылки.
Непроницаемый для жидкости слой
Непроницаемый для жидкости слой 36 является в целом непроницаемым для жидкости и представляет собой часть впитывающего изделия 10, которая обращена к предметам одежды носящего. Непроницаемый для жидкости слой 36 может обеспечивать возможность прохождения воздуха или пара из впитывающего изделия 10, при этом все еще блокируя прохождение жидкостей. Любой непроницаемый для жидкости материал может в целом быть использован для образования непроницаемого для жидкости слоя 36. Непроницаемый для жидкости слой 36 может содержать один слой или несколько слоев, и эти один или более слоев могут сами по себе содержать одинаковые или разные материалы. Подходящий материал, который может быть использован, может представлять собой микропористую полимерную пленку, такую как полиолефиновая пленка, или полиэтилен, или полипропилен, нетканые материалы, и нетканые слоистые материалы, и пленочные/нетканые слоистые материалы. Конкретная структура и композиция непроницаемого для жидкости слоя 36 могут быть выбраны из различных известных пленок и/или тканей, при этом конкретный материал выбирают в качестве надлежащего для обеспечения желаемого уровня барьера для жидкости, прочности, износоустойчивости, тактильных свойств, эстетических свойств и прочее. В различных вариантах осуществления может быть использована полиэтиленовая пленка, которая может иметь толщину в диапазоне от приблизительно 0,2 или 0,5 мил до приблизительно 3,0 или 5,0 мил. Примером непроницаемого для жидкости слоя 36 может являться полиэтиленовая пленка, например, доступная от Pliant Corp., Шаумбург, Иллинойс, США. Другим примером может быть полипропиленовая пленка с наполнителем из карбоната кальция. В еще одном варианте осуществления непроницаемый для жидкости слой 36 может представлять собой гидрофобный нетканый материал с барьерными свойствами в отношении воды, такой как нетканый слоистый материал, примером которого может быть четырехслойный слоистый материал спанбонд-мелтблаун-мелтблаун-спанбонд.
Следовательно, непроницаемый для жидкости слой 36 может иметь структуру из одного или нескольких слоев, например, из нескольких слоев пленки или слоистых материалов из слоев пленки и нетканого волокнистого материала. Подходящие непроницаемые для жидкости слои 36 могут быть выполнены из таких материалов, как описанные в патентах США № 4578069, выданном Whitehead и соавт., № 4376799, выданном Tusim и соавт., № 5695849, выданном Shawver и соавт., № 6075179, выданном McCormack и соавт., и № 6376095, выданном Cheung и соавт., каждый из которых включен в настоящий документ посредством ссылки на него во всей своей полноте.
Поглощающий текучую среду слой
В различных вариантах осуществления впитывающее изделие 10 может содержать проницаемый для жидкости поглощающий текучую среду слой 70, расположенный между верхним листовым слоем 30 и впитывающим узлом 40. Например, на фиг. 10–12 представлена примерная иллюстрация поглощающего текучую среду слоя 70, расположенного между верхним листовым слоем 30 и впитывающим узлом 40 впитывающего изделия 10. Поглощающий текучую среду слой 70 может иметь первый торцевой край 72 в поперечном направлении, второй торцевой край 74 в поперечном направлении и противоположную пару боковых краев 76 в продольном направлении, проходящих между торцевыми краями 72 и 74 в поперечном направлении и соединяющих их. В различных вариантах осуществления первый торцевой край 72 в поперечном направлении может быть передним краем поглощающего текучую среду слоя 70, ближайшим к первому торцевому краю 20 в поперечном направлении впитывающего изделия 10. В различных вариантах осуществления второй торцевой край 74 в поперечном направлении поглощающего текучую среду слоя 70 может быть задним краем поглощающего текучую среду слоя 70, ближайшим ко второму торцевому краю 22 в поперечном направлении впитывающего изделия 10.
Поглощающий текучую среду слой 70 может быть выполнен из материала, который может быстро переносить в направлении глубины (Z) продукты выделения организма, которые доставляются к верхнему листовому слою 30. Поглощающий текучую среду слой 70 в целом может иметь любую необходимую форму и/или размер. В одном варианте осуществления поглощающий текучую среду слой 70 может иметь изогнутую прямоугольную форму с длиной, равной или меньшей общей длины впитывающего изделия 10, и шириной, равной или меньшей ширины впитывающего изделия 10. Например, поглощающий текучую среду слой 70 может иметь длину в продольном направлении от приблизительно 20, 40, 60, 70, 80 или 90 мм до приблизительно 100, 110, 120, 130, 140 или 150 мм, и может быть использована поперечная ширина от приблизительно 10, 15, 20 или 30 мм до приблизительно 35, 40, 45, 50 или 60 мм. Поглощающий текучую среду слой 70 может иметь высоту в направлении глубины (Z) от приблизительно 0,5 мм до приблизительно 3 мм. Поглощающий текучую среду слой 70 может иметь базовый вес от приблизительно 10, 25 или 100 г/м2 до приблизительно 200, 250 или 300 г/м2. В различных вариантах осуществления поглощающий текучую среду слой 70 может иметь продольную длину, которая составляет от приблизительно 25 или 40% до приблизительно 50 или 60% продольной длины впитывающего изделия 10. В различных вариантах осуществления поглощающий текучую среду слой 70 может иметь поперечную ширину от приблизительно 15, 20, 25 или 30% до приблизительно 50, 55, 60 или 70% поперечной ширины впитывающего изделия 10.
Любой из множества различных материалов можно применять для поглощающего текучую среду слоя 70 для выполнения вышеупомянутых функций. Материал может быть синтетическим, целлюлозным или представлять собой комбинацию синтетических и целлюлозных материалов. В качестве альтернативы могут быть использованы пленки с проемами, такие как пленки, доступные для приобретения у таких поставщиков пленок, как Texol, Италия и Tredegar, США. Поглощающий текучую среду слой 70 может быть выполнен из любого тканого или нетканого материала. Например, впитывающий текучую среду слой 70 может быть выполнен с использованием уложенного воздухом полотна, материала спанбонд, ткани, материала мелтблаун, материала спанбонд-мелтблаун-спанбонд или материала TABCW. Например, уложенные воздухом целлюлозные ткани могут быть подходящими для применения в поглощающем текучую среду слое 70. Уложенная воздухом целлюлозная ткань может иметь базовый вес в диапазоне от приблизительно 10 или 100 г/м2 до приблизительно 250 или 300 г/м2. Уложенная воздухом целлюлозная ткань может быть образована из волокон древесины твердых пород и/или древесины мягких пород. Уложенная воздухом целлюлозная ткань может иметь тонкопористую структуру и может обеспечивать превосходную способность к капиллярному всасыванию, в особенности в отношении менструальных выделений. В различных вариантах осуществления поглощающий текучую среду слой 70 может представлять собой материал TABCW, наслоенный с материалом, полученным путем суховоздушного формования, при этом слоистый материал TABCW/полученный путем суховоздушного формования имеет базовый вес от 30, 50, 75, 100 или 125 г/м2 до 150, 168, 200, 250 или 300 г/м2, высоту от 0,5, 1 или 1,7 мм до 2,0, 2,8, 3,5 или 4 мм и плотность приблизительно 0,06 г/см3. Часть TABCW данного слоистого материала может включать полиэтиленовые волокна, полипропиленовые волокна, полиэфирные волокна, полиэтиленовые/полипропиленовые двухкомпонентные волокна или их комбинации. Часть, полученная путем суховоздушного формования, данного слоистого материала может содержать ворсистые волокна древесной массы и приблизительно 15-20% двухкомпонентных волокон по весу. В различных вариантах осуществления поглощающий текучую среду слой 70 может представлять собой коформный материал, имеющий базовый вес от 157 до 202 г/м2, толщину от 2,2 до 2,6 мм и плотность приблизительно 0,08 г/см3. Данный материал коформ может содержать ворсистые волокна древесной массы и приблизительно 31% двухкомпонентных волокон по весу. Двухкомпонентные волокна могут представлять собой полипропиленовые волокна. Данный материал коформ может быть выполнен на несущем листе спанбонда. В различных вариантах осуществления поглощающий текучую среду слой 70 может представлять собой полотно, связанное термическим путем, имеющее базовый вес от приблизительно 125 до приблизительно 160 г/м2, толщину от 2,25 до 2,75 мм и плотность приблизительно 0,006 г/см3. Данный материал, связанный термическим путем, может содержать ворсистые волокна древесной массы и приблизительно 21% двухкомпонентных волокон по весу. Двухкомпонентные волокна могут представлять собой полипропиленовые волокна. В разных вариантах осуществления впитывающий текучую среду слой 70 может быть по меньшей мере частично гидрофильным. В разных вариантах осуществления гидрофильность в отношении впитывающего текучую среду слоя 70 может быть увеличена или придана обработкой впитывающего текучую среду слоя 70 поверхностно-активными веществами.
В различных вариантах осуществления для образования поглощающего текучую среду слоя 70 может быть использован пеноматериал. В различных вариантах осуществления пеноматериал может представлять собой пену с открытыми порами или пористую пену. Физические свойства пеноматериала, а также его смачиваемость и свойства распределения текучей среды могут быть специально подобраны для соответствия конкретным характеристикам, которые являются желаемыми при использовании пеноматериала во впитывающем изделии 10. В различных вариантах осуществления пеноматериал может быть устойчивым к влаге и может не разрушаться или сжиматься и не терять свою структуру и свойства распределения текучей среды при воздействии продукта выделения организма. В различных вариантах осуществления пеноматериал может представлять собой пену с открытыми порами, пену с закрытыми порами или пену с частично открытыми порами, которая представляет собой либо термопластический, либо термоотверждающийся материал. Пеноматериал может быть изготовлен путем процессов экструзии или литья и нанесения покрытий, включающих способы образования вспененной пены, аэрированной пены и эмульсионной пены. Такие пены могут быть изготовлены из разных полимерных химических составов для достижения желаемой мягкости, гибкости и упругости пеноматериала при использовании во впитывающем изделии 10. В различных вариантах осуществления пеноматериал может быть основан на органических или неорганических химических составах и может также быть основан на пеноматериале, полученном из природных источников. В различных вариантах осуществления пеноматериал может иметь химический состав полимера, который может представлять собой пенополиуретан, пенополиолефин, пену из полистирола и бутадиена, пену из полиэтиленвинилацетата или силиконовую пену. Другие химические составы полимеров, известные специалисту в данной области техники, можно использовать вместе с такими добавками, как пластификаторы, замутнители, красители, антиоксиданты и стабилизаторы, для получения желаемых свойств пены. В различных вариантах осуществления вязкоэластичные свойства могут быть модифицированы для получения желаемого отклика на приложенную нагрузку от пеноматериала, включая свойства, подобные тем, которые обычно относят к полиуретановым пеноматериалам с эффектом памяти. В различных вариантах осуществления коэффициент Пуассона пеноматериала может быть модифицирован для получения желаемого отклика от пеноматериала на приложенное усилие, и пеноматериалы с ауксетическими свойствами могут рассматриваться при желании.
В дополнение к этому для дополнительного улучшения способности впитывающего изделия 10 перемещать выделения организма в направлении в глубину (Z) от верхнего листового слоя 30 к любым расположенным ниже слоям во впитывающем изделии 10, а также для улучшения способности поглощающего текучую среду слоя 70 прилегать к телу носящего за счет его способности сгибаться поглощающий текучую среду слой 70 может иметь отверстие 80 в поглощающем текучую среду слое 70, которое может быть любой подходящей формы, например яйцевидным, круглым, прямоугольным, квадратным, треугольным и т. п. В различных вариантах осуществления отверстие 80 поглощающего текучую среду слоя 70 может быть продолговатым и может быть направленным в продольном направлении (X) впитывающего изделия 10. Отверстие 80 в поглощающем текучую среду слое 70 может быть связано периметром 82, который может образовывать внутренний край поглощающего текучую среду слоя 70. Отверстие 80 может образовывать чашеобразную или лункообразную структуру для удерживания продуктов выделения организма и предотвращения их вытекания из области впитывающего изделия 10 и в направлении краев впитывающего изделия 10.
Отверстие 80 может быть расположено в разных местах вдоль продольного и поперечного направлений впитывающего текучую среду слоя 70 в зависимости от основного места впитывания выделений организма или цели, для которой впитывающее изделие 10 используется. Например, в различных вариантах осуществления поглощающий текучую среду слой 70 и отверстие 80 могут быть расположены таким образом, чтобы они по существу совпадали с продольной осевой линией 26 и поперечной центральной линией 28 впитывающего изделия 10. Это позволяет разместить отверстие 80 центрально так, что оно может быть расположено ниже основной точки выведения выделений организма, и так, что оно может служить основной областью приема выделений организма во впитывающем изделии 10.
Однако размещение по центру поглощающего текучую среду слоя 70 и отверстия 80 не требуется, и в различных вариантах осуществления в зависимости от основного места, где может происходить поглощение продуктов выделения организма, поглощающий текучую среду слой 70 и отверстие 80 могут быть по существу выровнены только с продольной центральной линией 26. Таким образом, в различных вариантах осуществления поглощающий текучую среду слой 70 и отверстие 80 могут быть смещены в продольном направлении (X) к торцевому краю 20 или 22 в поперечном направлении впитывающего изделия 10 таким образом, чтобы отверстие 80 не было по существу выровнено с поперечной центральной линией 28.
Отверстие 80 может иметь продольную длину от приблизительно 15, 20, 30 или 40 мм до приблизительно 50, 60, 70 или 75 мм и может иметь поперечную ширину от приблизительно 10, 15 или 20 мм до приблизительно 25, 30 или 35 мм. Отверстие 80 может иметь длину от приблизительно 15, 20 или 25% до приблизительно 70, 75 или 80% от общей продольной длины поглощающего текучую среду слоя 70 в продольном направлении (X). Отверстие 80 может иметь ширину, которая может составлять от приблизительно 20, 25 или 30% до приблизительно 70, 75 или 80% от общей ширины поглощающего текучую среду слоя 80 в поперечном направлении (Y).
В дополнение к этому поглощающий текучую среду слой 70 имеет обращенную назад дугу 84, расположенную вдоль торцевого края 74 второго поперечного направления поглощающего текучую среду слоя 70. Считается, что обращенная назад дуга 84 увеличивает способность впитывающего изделия 10 образовывать направленную вверх развернутую конфигурацию. Также считается, что обращенная назад дуга 84 увеличивает способность поглощающего текучую среду слоя 70 прилегать к телу носящего на основании ее способности к изгибу.
В различных вариантах осуществления поглощающий текучую среду слой 80 может дополнительно содержать одно или несколько полудужий 86. Полудужья 86 могут быть созданы путем тиснения, перфорирования, связывания, рилевки или иным способом обработки поглощающего текучую среду слоя 70. Считается, что полудужья 86 улучшают прилегание к телу. Полудужья 86 также могут функционировать в сочетании с другой структурой впитывающего изделия 10 для способствования возникновению и/или поддержанию развернутой конфигурации впитывающего изделия 10. Полудужья 86 в целом могут находиться на одной прямой с одним или несколькими изгибами, как описано далее.
Изгибы:
Впитывающее изделие 10 может иметь один или несколько изгибов 110, расположенных в задней области 14 впитывающего изделия 10, таких как, например, показаны на фиг. 1 и 10. В дополнение к этому подробности изгибов 110 можно увидеть на фиг. 15, на которой представлен увеличенный вид области, показанной на фиг. 10, ограниченный штрихпунктирным прямоугольником A. В дополнение к прорезям 50 и складке 60 изгибы 110 могут способствовать влиянию на придание формы и сгибание впитывающего изделия 10 в развернутую конфигурацию в задней области 14 впитывающего изделия 10. Изгибы 110 могут быть образованы физическими неоднородностями во впитывающем изделии 10 и/или элементах впитывающего изделия 10. Например, изгибы 110 могут быть созданы путем предварительного складывания, рилевки, вдавливания, перфорирования, тиснения, связывания или их комбинаций. В различных вариантах осуществления изгибы 110 могут быть созданы путем рилевки, складывания, вдавливания, перфорирования, тиснения или связывания одного или более слоев впитывающего узла 40. Изгибы 110 также могут быть созданы при изменении высоты и/или плотности впитывающего изделия 10 и/или элементов впитывающего изделия 10. В различных вариантах осуществления изгибы 110 могут способствовать регулированию динамического движения задней области 14 впитывающего изделия 10.
В различных вариантах осуществления изгибы 110 впитывающего изделия 10 могут содержать первый изгиб 112 в задней области 14 впитывающего изделия 10. Первый изгиб 112 может проходить в направлении, в целом параллельном продольной центральной линии 26. Первый изгиб 112 определяет переднюю точку 114 и заднюю точку 116.
В различных вариантах осуществления изгибы 110 впитывающего изделия 10 могут содержать второй изгиб 120 в задней области 14 впитывающего изделия 10. Второй изгиб 120 может быть расположен поперечно наружу от первого изгиба 112 в первом направлении 122. Второй изгиб 120 определяет первую боковую часть 124 впитывающего изделия 10. Первая боковая часть 124 расположена поперечно наружу от второго изгиба 120 в первом направлении 122, как показано на фиг. 15. Второй изгиб 120 определяет переднюю точку 126 и заднюю точку 128.
В различных вариантах осуществления изгибы 110 впитывающего изделия 10 могут содержать третий изгиб 130 в задней области 14 впитывающего изделия 10. Третий изгиб 130 может быть расположен поперечно наружу от первого изгиба 112 во втором направлении 132. Второе направление 132 противоположно первому направлению 122. Третий изгиб 130 определяет вторую боковую часть 134 впитывающего изделия 10. Вторая боковая часть 134 расположена сбоку снаружи от третьего изгиба 130 во втором направлении 132, как показано на фиг. 15. Третий изгиб 130 определяет переднюю точку 136 и заднюю точку 138.
Второй изгиб 120 и третий изгиб 130 определяют динамическую область 140 впитывающего изделия 10 между ними. Второй изгиб 120 и первый изгиб 112 определяют первую боковую сторону 142 динамической области 140. Третий изгиб 130 и первый изгиб 112 определяют вторую сторону 144 динамической области 140.
В различных вариантах осуществления второй изгиб 120 и/или третий изгиб 130 могут быть ориентированы в направлении, в целом параллельном продольной центральной линии 26. В различных вариантах осуществления второй изгиб 120 и/или третий изгиб 130 могут быть расположены под углом относительно продольной центральной линии 26. Например, в различных вариантах осуществления второй изгиб 120 и/или третий изгиб 130 могут расходиться назад под первым углом 150 относительно продольной центральной линии 26. В различных вариантах осуществления первый угол 150 может составлять от приблизительно 1, 2 или 3 градусов до приблизительно 5, 7 или 10 градусов относительно продольной центральной линии 26. В различных вариантах осуществления второй изгиб 120 и/или третий изгиб 130 могут быть расположены под углом относительно продольной центральной линии 26 и могут в целом находиться на одной прямой с одним или несколькими полудужьями 86. Например, как второй изгиб 120, так и третий изгиб 130 находятся на одной прямой с полудужьями 86, как показано на фиг. 15.
В различных вариантах осуществления второй изгиб 120 может содержать первую обратную часть 160, сходящуюся в обратном направлении под вторым углом 152 относительно продольной центральной линии 26. В различных вариантах осуществления третий изгиб 130 может содержать вторую обратную часть 162, сходящуюся в обратном направлении под вторым углом 152 относительно продольной центральной линии 26. Первая обратная часть 160 и вторая обратная часть 162 могут способствовать формированию развернутой конфигурации в передней области 14 впитывающего изделия 10, способствуя передаче бокового сжатия в направленную вверх развернутую конфигурацию.
В различных вариантах осуществления первый изгиб 112, второй изгиб 120 и третий изгиб 130 представляют собой тиснения во впитывающем узле 40. В различных вариантах осуществления первый изгиб 112, второй изгиб 120 и третий изгиб 130 представляют собой тиснения в верхнем впитывающем слое 42 впитывающего узла 40.
В различных вариантах осуществления первый изгиб 112, второй изгиб 120 и/или третий изгиб 130 проходят под поглощающим текучую среду слоем. В различных вариантах осуществления первый изгиб 112, второй изгиб 120 и/или третий изгиб 130 заканчиваются в соответствующих передних точках 114, 126 и 136, ближайших к обращенной назад дуге 84 поглощающего текучую среду слоя 70. Продольное разделение между соответствующими передними точками 114, 126 и 136 и обращенной назад дугой 70 определяет переходную зону 170 с длиной 172 переходной зоны. В различных вариантах осуществления переходная зона 170 обеспечивает область более низкой плотности по сравнению с изгибами 110 и поглощающим текучую среду слоем 70.
Слой распределения текучей среды:
В различных вариантах осуществления впитывающее изделие 10 может иметь слой 90 распределения текучей среды. На фиг. 10–12 представлено иллюстративное изображение слоя 90 распределения текучей среды, расположенного между поглощающим текучую среду слоем 70 и впитывающим узлом 40 впитывающего изделия 10. В различных вариантах осуществления слой 90 распределения текучей среды может быть расположен между поглощающим текучую среду слоем 70 и верхним листовым слоем 30 впитывающего изделия 10. Слой 90 распределения текучей среды может способствовать замедлению и рассеиванию выбросов или излияний жидких продуктов выделения организма, проникающих в верхний листовой слой 30. Слой 90 распределения текучей среды может иметь любой размер продольной длины, который представляется подходящим. В варианте осуществления продольная длина слоя 90 распределения текучей среды может быть такой же, как продольная длина впитывающего узла 40. В варианте осуществления продольная длина слоя 90 распределения текучей среды может быть короче продольной длины впитывающего узла 40. В таком варианте осуществления слой 90 распределения текучей среды может быть расположен в любом необходимом местоположении вдоль продольной длины впитывающего узла 40. В качестве примера такого варианта осуществления впитывающее изделие 10 может содержать целевой участок там, где повторяющиеся жидкие выбросы обычно оказываются во впитывающем изделии 10.
В различных вариантах осуществления слой 90 распределения текучей среды может содержать натуральные волокна, синтетические волокна, сверхвпитывающий материал, тканый материал, нетканый материал, уложенные путем мокрой укладки волокнистые полотна, по существу несвязанное уложенное воздухом волокнистое полотно, функционально связанное стабилизированное уложенное воздухом волокнистое полотно или т.п., а также их комбинации. В качестве альтернативы могут быть использованы пленки с проемами, такие как пленки, доступные для приобретения у таких поставщиков пленок, как Texol, Италия и Tredegar, США. В различных вариантах осуществления слой 90 распределения текучей среды может быть образован из материала, который является по существу гидрофобным, такого как нетканое полотно, состоящее из полипропилена, полиэтилена, полиэфира и т.п., и их комбинаций. В различных вариантах осуществления слой 90 распределения текучей среды может содержать сопряженные, двухсоставные и/или гомополимерные волокна штапельной или другой длины и смеси таких волокон с другими типами волокон. В различных вариантах осуществления слой 90 распределения текучей среды может иметь волокна, которые могут иметь толщину нити в денье, превышающую приблизительно 5. В различных вариантах осуществления слой 90 распределения текучей среды может иметь волокна, которые могут иметь толщину нити в денье меньше приблизительно 5. В различных вариантах осуществления слой 90 распределения текучей среды может представлять собой связанное кардочесанное полотно или полотно, полученное воздушным уложением. В различных вариантах осуществления связанное кардочесанное полотно может представлять собой, например, связанное порошком кардочесанное полотно, связанное инфракрасным светом кардочесанное полотно или связанное кардочесанное полотно, полученное воздушной набивкой.
В различных вариантах осуществления базовый вес слоя 90 распределения текучей среды может составлять по меньшей мере приблизительно 10 или 20 г/м2. В различных вариантах осуществления базовый вес слоя 90 распределения текучей среды может составлять от приблизительно 10, 20, 30, 40, 50 или 60 г/м2 до приблизительно 65, 70, 75, 80, 85, 90, 100, 110, 120 или 130 г/м2. В различных вариантах осуществления базовый вес слоя 90 распределения текучей среды может составлять менее приблизительно 130, 120, 110, 100, 90, 85, 80, 75, 70, 65, 60 или 50 г/м2.
Поперечные элементы жесткости:
В различных вариантах осуществления впитывающее изделие может иметь один или несколько боковых элементов 100 жесткости. Поперечные элементы 100 жесткости могут быть расположены в центральной области 16 впитывающего изделия 10, например, как показано на фиг. 1. В различных вариантах осуществления поперечные элементы 100 жесткости могут быть применены вдоль боковых краев 76 в продольном направлении поглощающего текучую среду слоя 70, например, как показано на фиг. 10. Поперечные элементы 100 жесткости, расположенные вдоль боковых краев 76 в продольном направлении поглощающего текучую среду слоя 70, могут передавать сжимающие усилия, прикладываемые ногами носящего в центральной области 16 впитывающего изделия 10, к другим областям впитывающего изделия 10, где требуется развертывание. Например, поперечные элементы 100 жесткости могут передавать сжимающие усилия, прикладываемые ногами носящего в центральной области 16, как к передней области 12, так и к задней области 14 впитывающего изделия 10, при этом динамическое прилегание к телу носящего является желательным.
Поперечные элементы 100 жесткости могут быть созданы путем добавления жесткого материала, тиснения, складывания, гофрирования, связывания и т.п., и их комбинаций. В различных вариантах осуществления поперечные элементы 100 жесткости могут быть созданы путем тиснения одного или нескольких элементов впитывающего изделия 10, такого как впитывающий узел 40. Подобным образом, поперечные элементы 100 жесткости могут быть образованы путем нанесения линий на основе термоплавкого клея или полосок из пластика. Поперечные элементы 100 жесткости могут быть созданы путем складывания одного или нескольких элементов впитывающего изделия 10, таких как верхний листовой слой 30 и непроницаемый для жидкости слой 36. Средства жесткого крепления, такие как полоски крепления в виде крючков и застежек, могут выполнять функцию поперечных элементов жесткости или могут добавлять жесткость поперечным элементам 100 жесткости.
Крепежная система
В различных вариантах осуществления впитывающее изделие 10 содержит систему крепления 180, такую как, например, показана на фиг. 13 и 14. Система 180 крепления может быть приспособлена для прикрепления впитывающего изделия 10 к нижнему белью носящего. В различных вариантах осуществления система 180 крепления может содержать одно или несколько отдельных креплений, расположенных в любом подходящем порядке на лицевой по отношению к предмету одежды поверхности 38 непроницаемого для жидкости слоя 36. В различных вариантах осуществления, таких как, например, показаны на фиг. 13, система 180 крепления может содержать первое крепление 182, прикрепленное к лицевой по отношению к предмету одежды поверхности 38 непроницаемого для жидкости слоя 36 в первой боковой части 142, второе крепление 184, прикрепленное к лицевой по отношению к предмету одежды поверхности 38 непроницаемого для жидкости слоя 36 во второй боковой части 144, и множество дополнительных креплений 192, расположенных между первым креплением 182 и вторым креплением 184. Каждое из первого крепления 182, второго крепления 184 и множества креплений 192, расположенных между ними, может проходить от задней области 14 через центральную область 16 к передней области 12 впитывающего изделия 10. В различных вариантах осуществления, таких как, например, показаны на фиг. 14, система 180 крепления может содержать первое крепление 182, прикрепленное к лицевой по отношению к предмету одежды поверхности 38 непроницаемого для жидкости слоя 36 в первой боковой части 142, и второе крепление 184, прикрепленное к лицевой по отношению к предмету одежды поверхности 38 непроницаемого для жидкости слоя 36 во второй боковой части 144. В различных вариантах осуществления центральная часть 186 лицевой по отношению к предмету одежды поверхности 38 непроницаемого для жидкости слоя 36 по существу не имеет креплений в задней области 14. В различных вариантах осуществления центральная часть 186 может иметь ширину 188 в поперечном направлении (Y) от 15, 20 или 30 мм до 45, 50 или 60 мм. Когда центральная часть 186 по существу не прикреплена к нижнему белью носящего и может двигаться в ответ на возвратно-поступательное движение ног, тем самым изолируя переднюю область 12 и центральную область 16 впитывающего изделия 10 и позволяя этим областям в целом оставаться на своем месте во время движения носящего.
В различных вариантах осуществления крепления системы 180 крепления могут содержать любые подходящие средства крепления, такие как такие как клей, когезионное средство, крючки, застежки, фиксаторы или т.п., или их комбинации. В различных вариантах осуществления первое крепление 182 может представлять собой материал с механическими крючками, прикрепленным к лицевой по отношению к предмету одежды поверхности 38 непроницаемого для жидкости слоя 36 в первой боковой части 142, и второе крепление 184 может представлять собой материал с механическими крючками, прикрепленным к лицевой по отношению к предмету одежды поверхности 38 непроницаемого для жидкости слоя 36 во второй боковой части 144. В различных вариантах осуществления первое крепление 182 может представлять собой клей, прикрепленный к лицевой по отношению к предмету одежды поверхности 38 непроницаемого для жидкости слоя 36 в первой боковой части 142, и второе крепление 184 может представлять собой клей, прикрепленный к лицевой по отношению к предмету одежды поверхности 38 непроницаемого для жидкости слоя 36 во второй боковой части 144.
В различных вариантах осуществления первое крепление 182 и/или второе крепление 184 могут представлять собой сплошной материал, который проходит от передней области 12 впитывающего изделия 10 через центральную область 16 в заднюю область 14. В различных вариантах осуществления первое крепление 182 и/или второе крепление 184 могут быть сплошными клеящими материалами, которые проходят от передней области 12 через центральную область 16 и в заднюю область 14. В различных вариантах осуществления первое крепление 182 и/или второе крепление 184 могут быть сплошными клеящими материалами, которые проходят от передней области 12 через центральную область 16 в заднюю область 14. В различных вариантах осуществления первое крепление 182 и/или второе крепление 184 могут представлять собой отдельные и разные материалы, расположенные только в задней области 14.
В различных вариантах осуществления первое крепление 182 может быть прикреплено к лицевой по отношению к предмету одежды поверхности 38 непроницаемого для жидкости слоя 36 в первой боковой части 142 и под углом относительно продольной центральной линии 26. В различных вариантах осуществления второе крепление 184 может быть прикреплено к лицевой по отношению к предмету одежды поверхности 38 непроницаемого для жидкости слоя 36 во второй боковой части 144 и под углом относительно продольной центральной линии 26. В различных вариантах осуществления первое крепление 182 может быть наложено под углом по отношению к продольной центральной линии 26, чтобы быть в целом параллельным второму изгибу 120. В различных вариантах осуществления второе крепление 184 может быть наложено под углом по отношению к продольной центральной линии 26, чтобы быть в целом параллельным второму изгибу 130.
Крылышки
В различных вариантах осуществления впитывающее изделие 10 может иметь пару крылышек 200, простирающихся наружу в поперечном направлении (Y) от впитывающего изделия 10. Крылышки 200 могут драпировать поверх краев предмета нижнего белья носящего так, чтобы крылышки 200 были расположены между краями предмета нижнего белья носящего и бедрами носящего. Крылышки 200 могут служить по меньшей мере двум целям. Во-первых, крылышки 200 могут предотвращать загрязнение предмета нижнего белья носящего путем образования барьера вдоль краев предмета нижнего белья. Во-вторых, крылышки 200 могут быть снабжены креплением 190 системы 180 крепления, таким как, например, клей для прикрепления к предмету одежды или крючок, чтобы удерживать впитывающее изделие 10 надежно и в надлежащем положении на предмете нижнего белья. Крылышки 200 могут обхватывать паховую область предмета нижнего белья носящего, чтобы помогать в прикреплении впитывающего изделия 10 к предмету нижнего белья носящего при использовании. Каждое крылышко 200 может складываться под паховой областью предмета нижнего белья носящего, и крепление может образовывать надежное крепление к противоположному крылышку 200 или непосредственно к поверхности предмета нижнего белья носящего. В различных вариантах осуществления крылышки 200 могут быть продолжением материалов, образующих верхний листовой слой 30 и/или непроницаемый для жидкости слой 36, и могут быть связаны вместе вдоль герметичной периферийной области. Такие крылышки 200 могут быть образованы как единое целое с главной частью впитывающего изделия 10. В различных вариантах осуществления крылышки 200 могут быть выполнены из материалов, подобных верхнему листовому слою 30, непроницаемому для жидкости слою 36 или комбинациям этих материалов. В различных вариантах осуществления крылышки 200 могут представлять собой отдельные элементы, связанные с основной частью впитывающего изделия 10. Примеры процессов изготовления впитывающих изделий 10 и крылышек 200 включают, но без ограничения, описанные в патентах США № 4059114, выданном Richards, № 4862574, выданном Hassim и соавт., № 5342647, выданном Heindel и соавт., № 7070672, выданном Alcantara и соавт., публикации США № 2004/0040650 в пользу Venturino и соавт. и международной публикации WO1997/040804 в пользу Emenaker и соавт., каждый из которых включен в настоящий документ посредством ссылки на него во всей своей полноте. Следует понимать, что крылышки 200 являются необязательными, и в различных вариантах осуществления впитывающее изделие 10 может быть выполнено без крылышек 200.
Развернутая конфигурация:
Обращаясь к фиг. 16, впитывающее изделие 10, показанное на фиг. 10, проиллюстрировано в развернутой конфигурации 210. Развернутая конфигурация 210 формируется по всей длине в продольном направлении (X) впитывающего изделия 10, когда впитывающее изделие 10 подвергается воздействию поперечной силы сжатия. Развернутая конфигурация 210 в передней области 12 и центральной области 16 формируется относительно наличия прорезей 50 и складки 60 в прилегающем к телу слое 38 впитывающего узла 40. Развернутая конфигурация 210 в задней области 14 формируется относительно наличия прорезей 50 и складки 60 в прилегающем к телу слое 38, а также первого изгиба 112, второго изгиба 120 и третьего изгиба 130. Развернутая конфигурация 210 приспособлена для прилегания к телу носящего с целью задерживания продуктов выделения организма, движущихся по коже носящего, и/или предотвращения того, чтобы продукты выделения организма протекали по контурам тела и выходили из впитывающего изделия 10. В задней области 14 развернутая конфигурация 210 сформирована обращенной назад дугой 84 поглощающего текучую среду слоя 70, первым изгибом 112, вторым изгибом 120 и третьим изгибом 130. Развернутая конфигурация 210 динамична в задней области 14 вследствие отсутствия крепления к предмету нижнего белья носящего в центральной части 186 непроницаемого для жидкости слоя 36. Предполагается, что первый изгиб 112 действует как рычаг, помогающий поднимать развернутую конфигурацию 210 для обеспечения контакта с телом носящего. Усилие поднимания сгенерировано возвратно-поступательным движением ног. Это возвратно-поступательное движение попеременно качает первую сторону 142 динамической области 140 и вторую сторону 144 динамической области в направлении межъягодичной щели. В целом усилие сжатия ног меняется при ходьбе или беге. В данных ситуациях, усилие сжатия чередуется между двумя боковыми сторонами впитывающего изделия 10. Усилие сжатия попеременно надавливает на поперечные элементы 100 жесткости. Усилие сжатия передается на прорези 50, складку 60 и динамическую область 140 в задней области 14 впитывающего изделия 10. Впитывающий материал, окружающий каждую из прорезей 50, может смещаться в ответ на усилие сжатия, и вершина складки 60 может подниматься вверх по направлению к верхнему слою 30 впитывающего изделия 10, формируя развернутую конфигурацию 210 в передней области 12 и в центральной области 16 впитывающего изделия 10. В задней области 14 первая сторона 142 динамической области 140 выполняет функцию плоскости, которая функционирует вместе с боковым элементом 100 жесткости, подталкивая первую сторону 142 вверх в развернутую конфигурацию 210. Аналогичным образом вторая сторона 144 динамической области 140 выполняет функцию плоскости, которая функционирует вместе с поперечным элементом 100 жесткости, подталкивая вторую сторону 144 вверх в развернутую конфигурацию 210. В различных вариантах осуществления, таких как, например, в которых впитывающее изделие имеет систему 180 крепления, такую как показана на фиг. 14, первая сторона 142 и вторая сторона 144 могут свободно перемещаться в ответ на поперечные усилия, поскольку центральная часть 186 непроницаемого для жидкости слоя 36 по существу свободна от креплений в системе 180 крепления. Поскольку первое крепление 182 расположено в первой боковой части 124, первая боковая сторона 142 вытолкнута обратно при прекращении усилия сжатия. Подобным образом, поскольку второе крепление 184 расположено во второй боковой части 134, вторая боковая сторона 144 вытолкнута обратно при прекращении усилия сжатия. Эта конфигурация позволяет впитывающему изделию 10 реагировать на различные усилия сжатия при активности носящего.
Для обеспечения краткости и сжатости любые диапазоны значений, указанные в настоящем документе, подразумевают все значения в пределах диапазона и должны толковаться как подтверждение для пунктов формулы изобретения, в которых приведены какие-либо поддиапазоны, имеющие граничные точки, являющиеся целочисленными значениями в пределах рассматриваемого заданного диапазона. В качестве возможного примера, указание диапазона от 1 до 5 следует рассматривать как подтверждение для пунктов формулы изобретения в отношении любого из следующих диапазонов: от 1 до 5, от 1 до 4, от 1 до 3, от 1 до 2, от 2 до 5, от 2 до 4, от 2 до 3, от 3 до 5, от 3 до 4 и от 4 до 5.
Размеры и значения, указанные в настоящем документе, не следует понимать как строго ограниченные приведенными точными числовыми значениями. Вместо этого, если не указано иное, каждый такой размер должен обозначать как приведенное значение, так и функционально эквивалентный диапазон, охватывающий это значение. Например, размер, указанный как «40 мм», подразумевается как означающий «приблизительно 40 мм».
Все документы, упомянутые в подробном описании, в соответствующей части включены в настоящий документ посредством ссылки; причем упоминание каких-либо документов не следует толковать как признание того, что они являются прототипом по отношению к настоящему изобретению. Если любое значение или определение термина в этом письменном документе противоречит какому-либо значению или определению термина в документе, включенном посредством ссылки, то значение или определение, используемое для термина в этом письменном документе, имеет преимущественную силу.
Хотя были проиллюстрированы и описаны конкретные варианты осуществления настоящего изобретения, специалистам в данной области техники должно быть очевидным, что без отступления от сущности и объема настоящего изобретения могут быть осуществлены различные другие изменения и модификации. Поэтому предполагается, что прилагаемая формула изобретения должна охватывать все такие изменения и модификации, которые находятся в пределах объема настоящего изобретения.
При представлении элементов настоящего изобретения или их предпочтительного варианта осуществления (предпочтительных вариантов осуществления) употребление терминов в единственном числе, а также с указанием на их определенность и после определения «указанный» предполагает, что имеется один или более элементов. Предполагается, что слова «содержащий», «включающий» и «имеющий» имеют охватывающий смысл и означают, что могут существовать дополнительные элементы кроме перечисленных элементов. Без отступления от сущности и объема настоящего изобретения в отношении него может быть выполнено много модификаций и изменений. Следовательно, примерные варианты осуществления, описанные выше, не следует применять для ограничения объема настоящего изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЯ РАСПРЕДЕЛЕНИЯ ПРОДУКТОВ ВЫДЕЛЕНИЯ ДЛЯ ИСПОЛЬЗОВАНИЯ ВО ВПИТЫВАЮЩЕМ ИЗДЕЛИИ | 2018 |
|
RU2743649C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЯ РАСПРЕДЕЛЕНИЯ ПРОДУКТОВ ВЫДЕЛЕНИЯ ДЛЯ ИСПОЛЬЗОВАНИЯ ВО ВПИТЫВАЮЩЕМ ИЗДЕЛИИ | 2018 |
|
RU2740084C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЯ РАСПРЕДЕЛЕНИЯ ПРОДУКТОВ ВЫДЕЛЕНИЯ ДЛЯ ИСПОЛЬЗОВАНИЯ ВО ВПИТЫВАЮЩЕМ ИЗДЕЛИИ | 2018 |
|
RU2743648C1 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ, ИМЕЮЩЕЕ ЭЛАСТОМЕРНЫЕ ПАНЕЛИ | 2018 |
|
RU2762024C2 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ С УЛУЧШЕННЫМИ ГЕРМЕТИЧНЫМИ ОТВОРОТАМИ ДЛЯ УДЕРЖАНИЯ КАЛОВЫХ МАСС | 2016 |
|
RU2690561C1 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ | 2017 |
|
RU2741295C1 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ С ИНДИКАТОРОМ ВЫДЕЛЕНИЙ | 2014 |
|
RU2670154C2 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ С ПОГЛОЩАЮЩИМ ТЕКУЧУЮ СРЕДУ СЛОЕМ, ИМЕЮЩИМ КАНАЛЫ | 2014 |
|
RU2674705C2 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ С УДЕРЖИВАЮЩЕЙ СТРУКТУРОЙ ТРЕХМЕРНОЙ ФОРМЫ | 2015 |
|
RU2650062C1 |
| УЗЕЛ ТАЛИИ ДЛЯ ВПИТЫВАЮЩИХ ИЗДЕЛИЙ, СОДЕРЖАЩИЙ СЛОЙ С ОТВЕРСТИЯМИ И СЛОЙ БЕЗ ОТВЕРСТИЙ | 2014 |
|
RU2634678C1 |
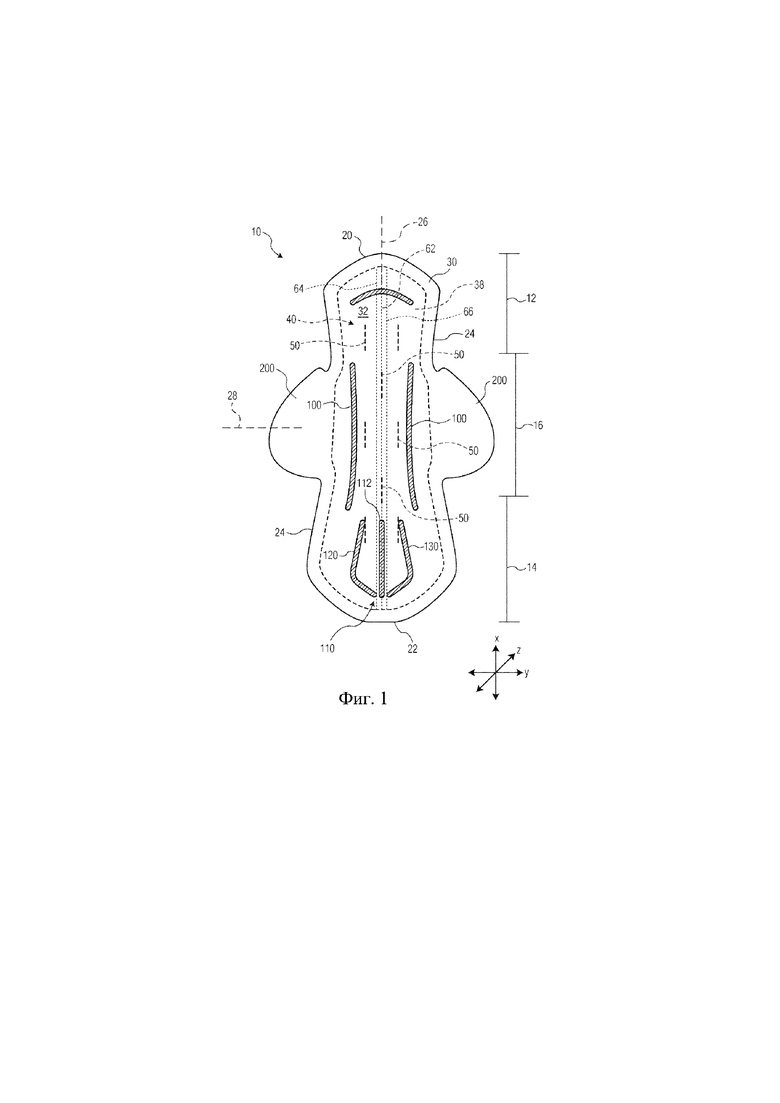
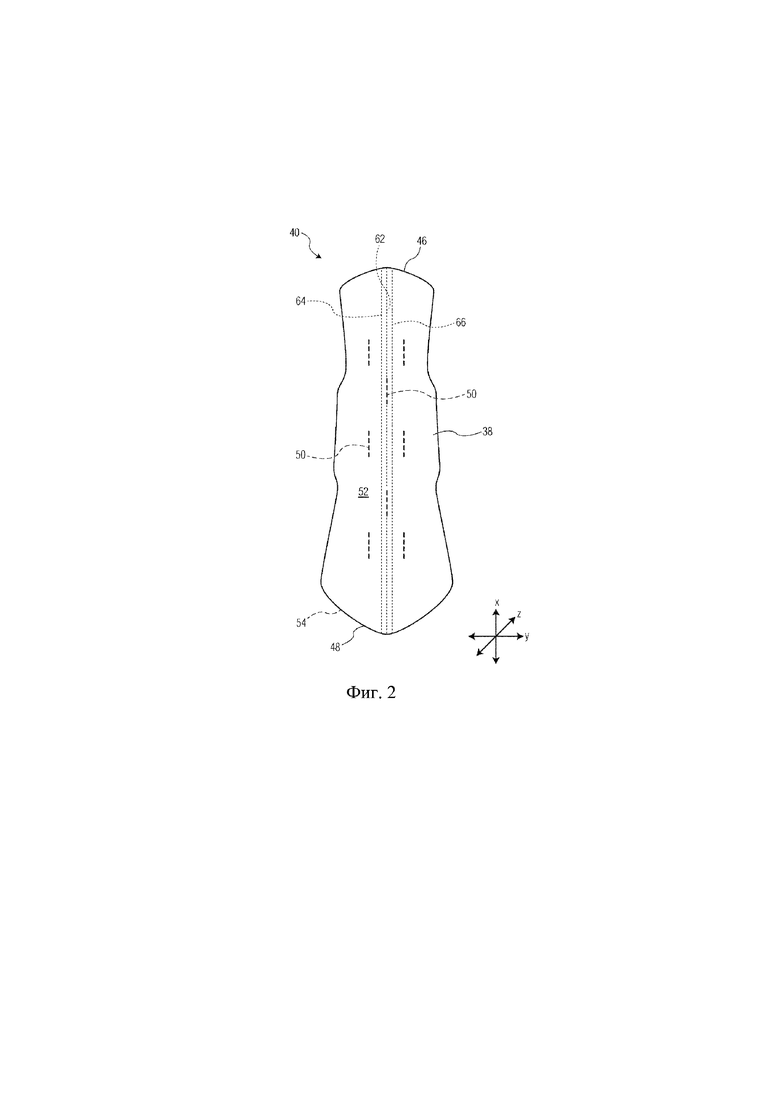
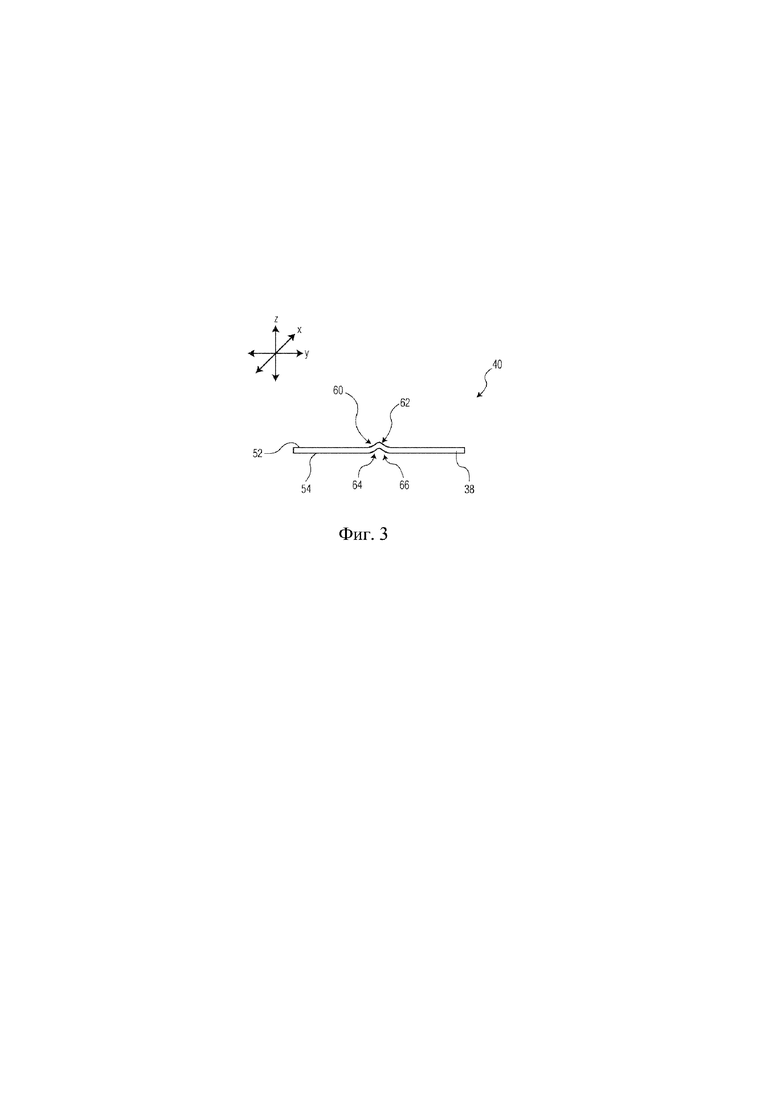
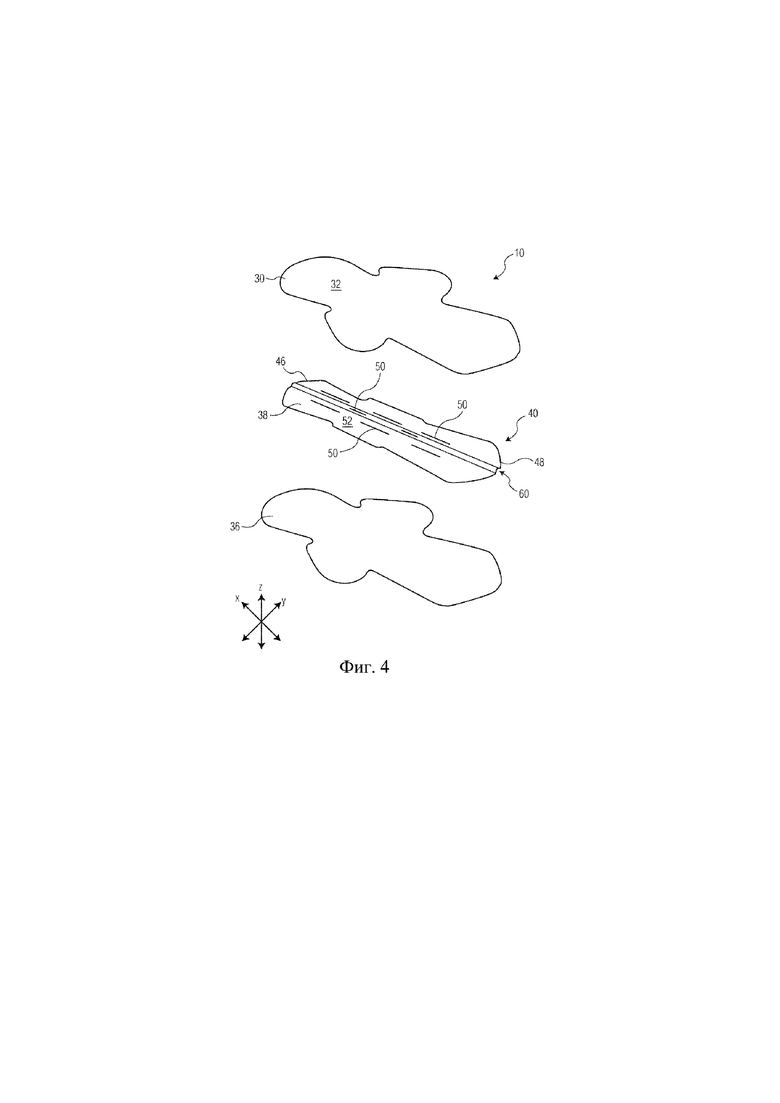
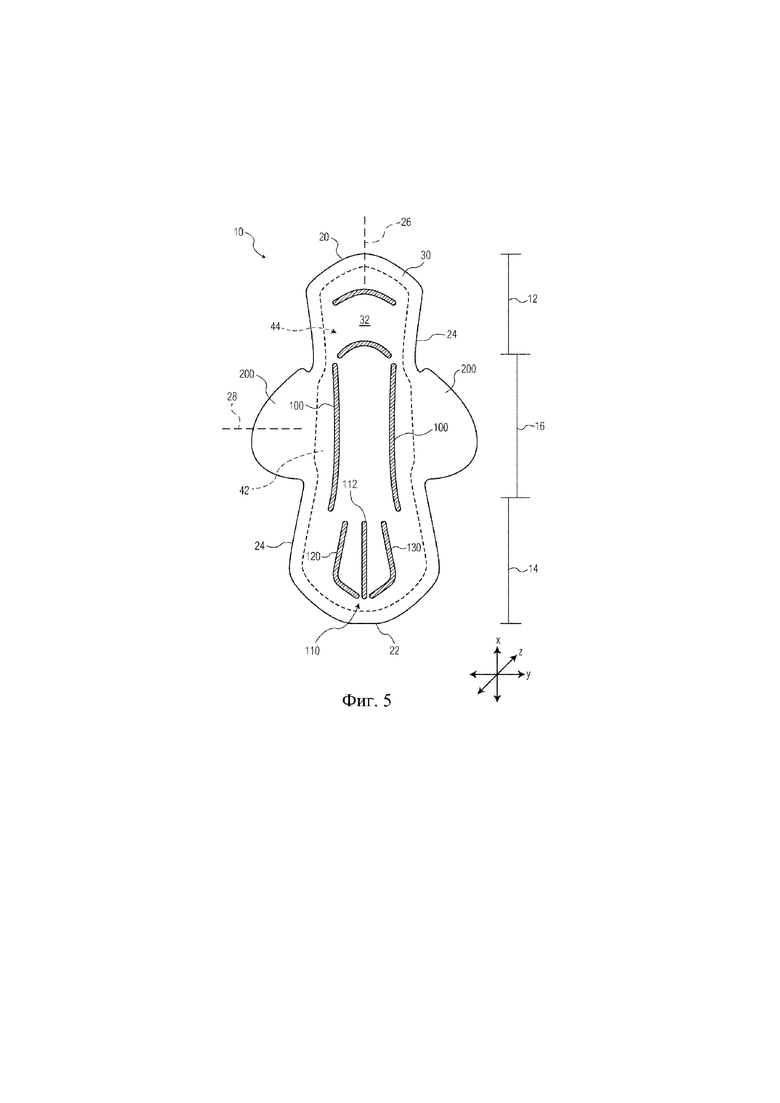
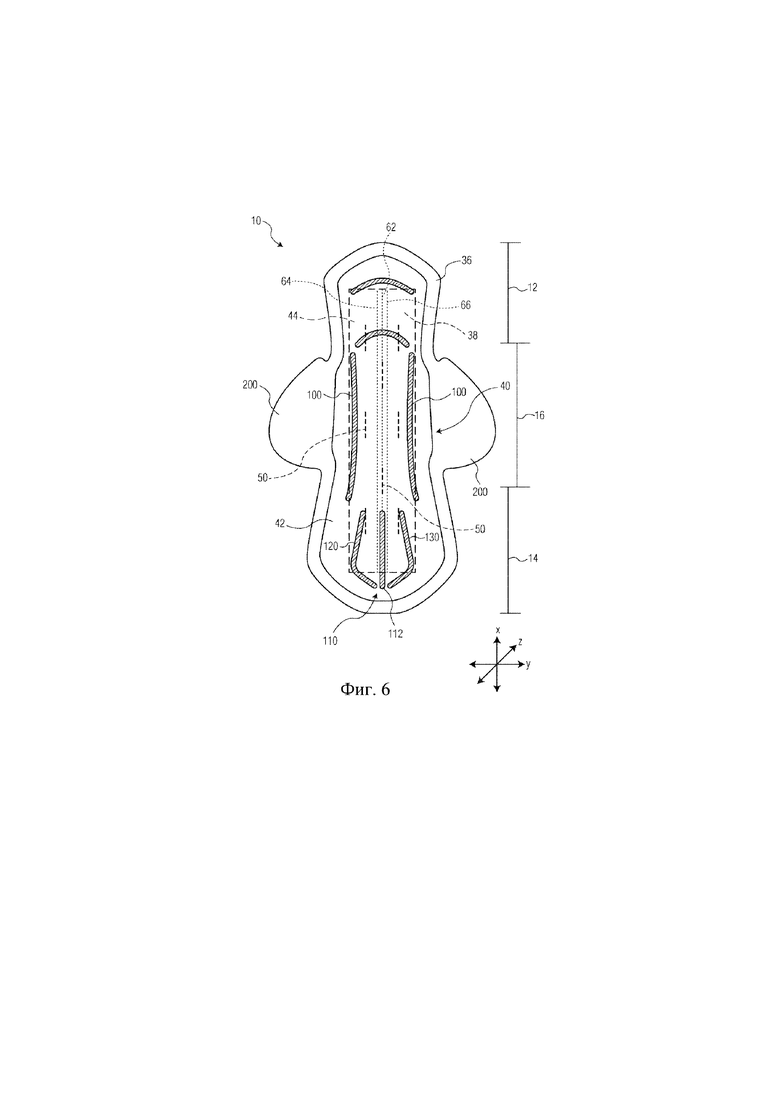
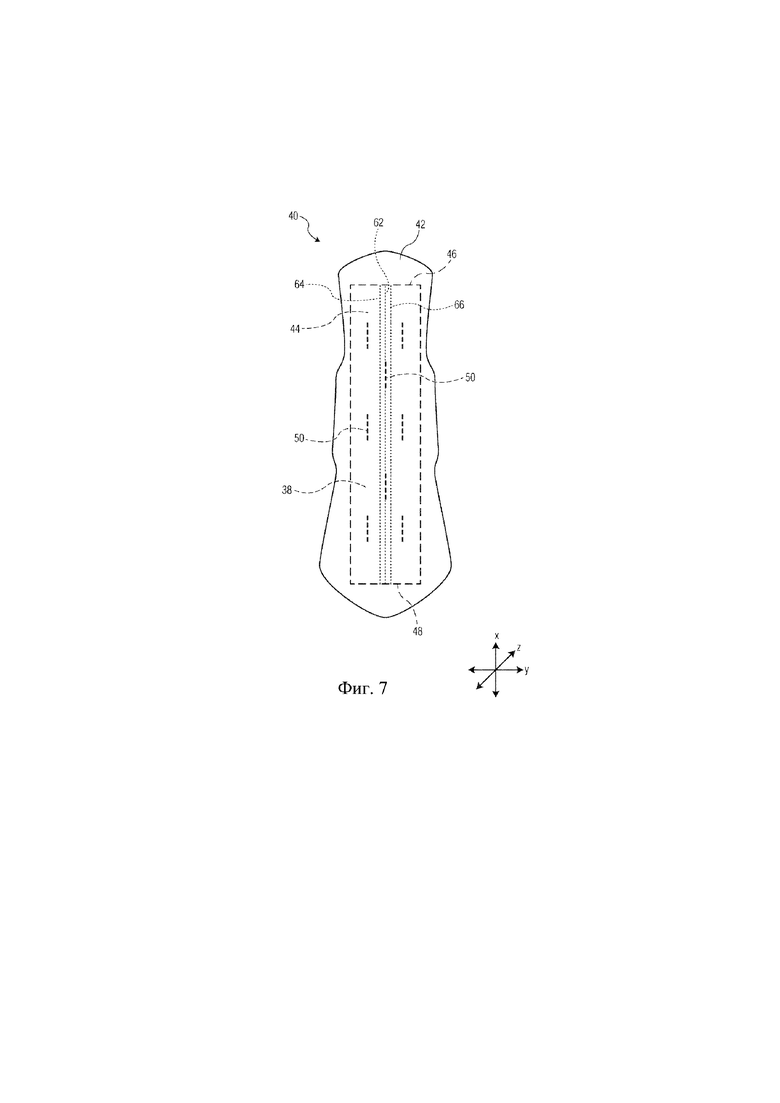
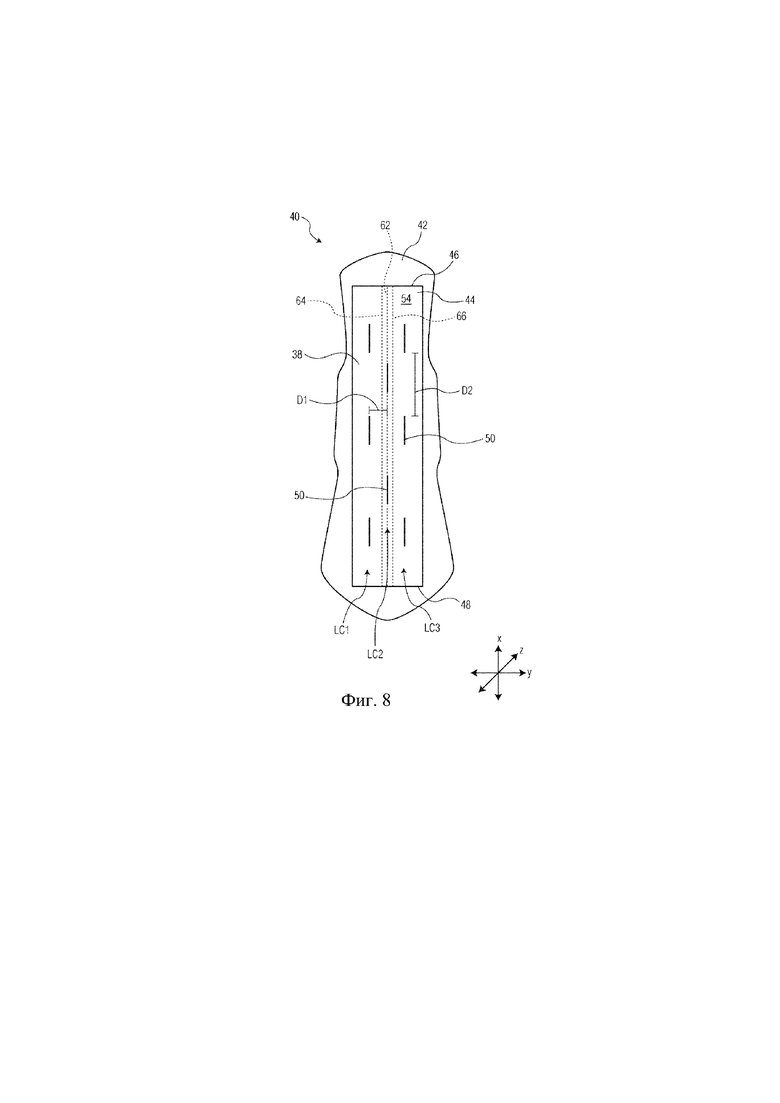
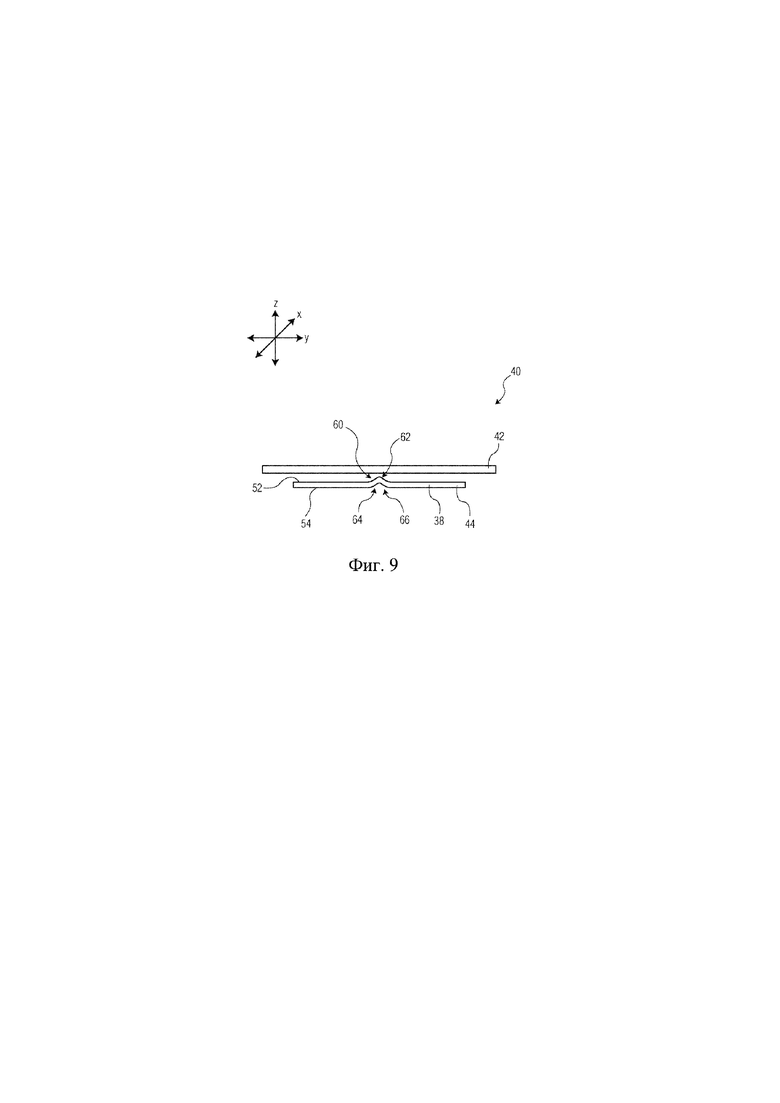
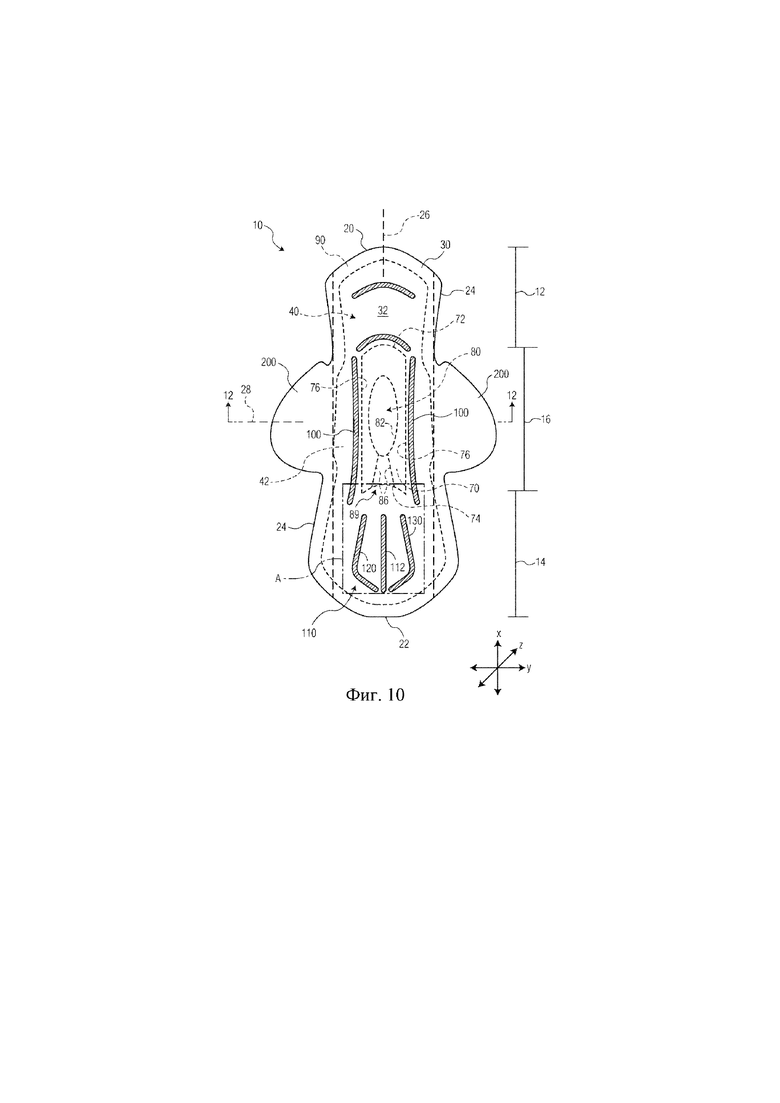
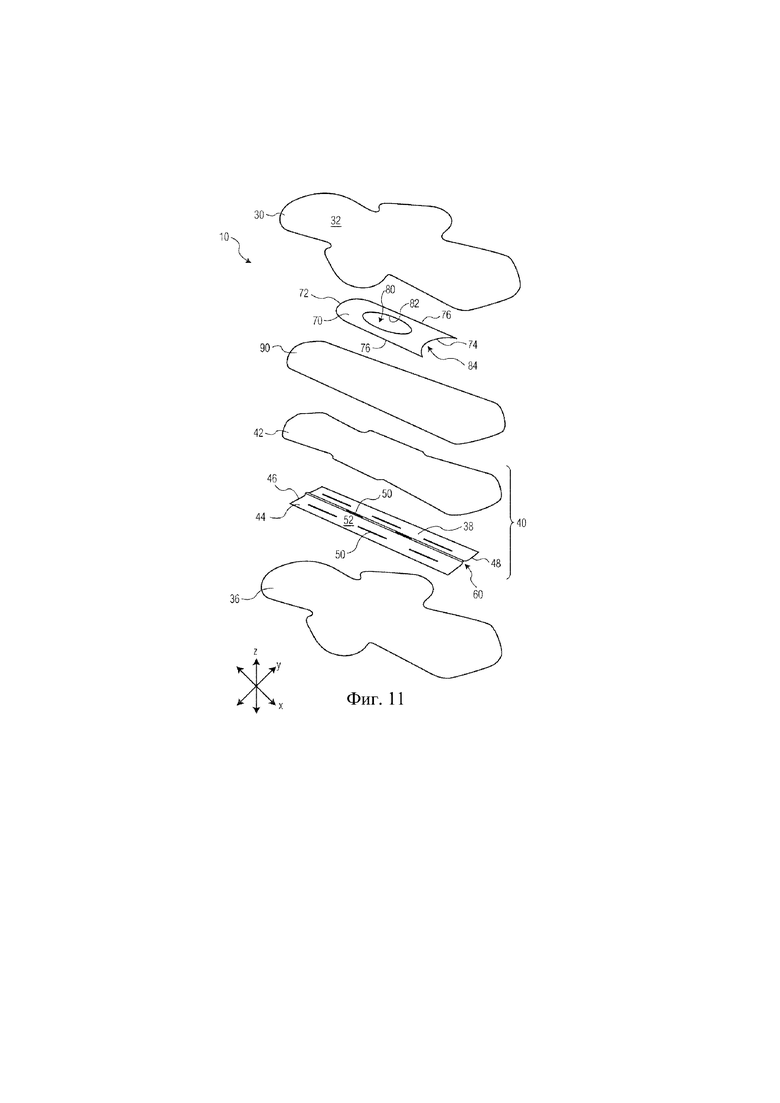
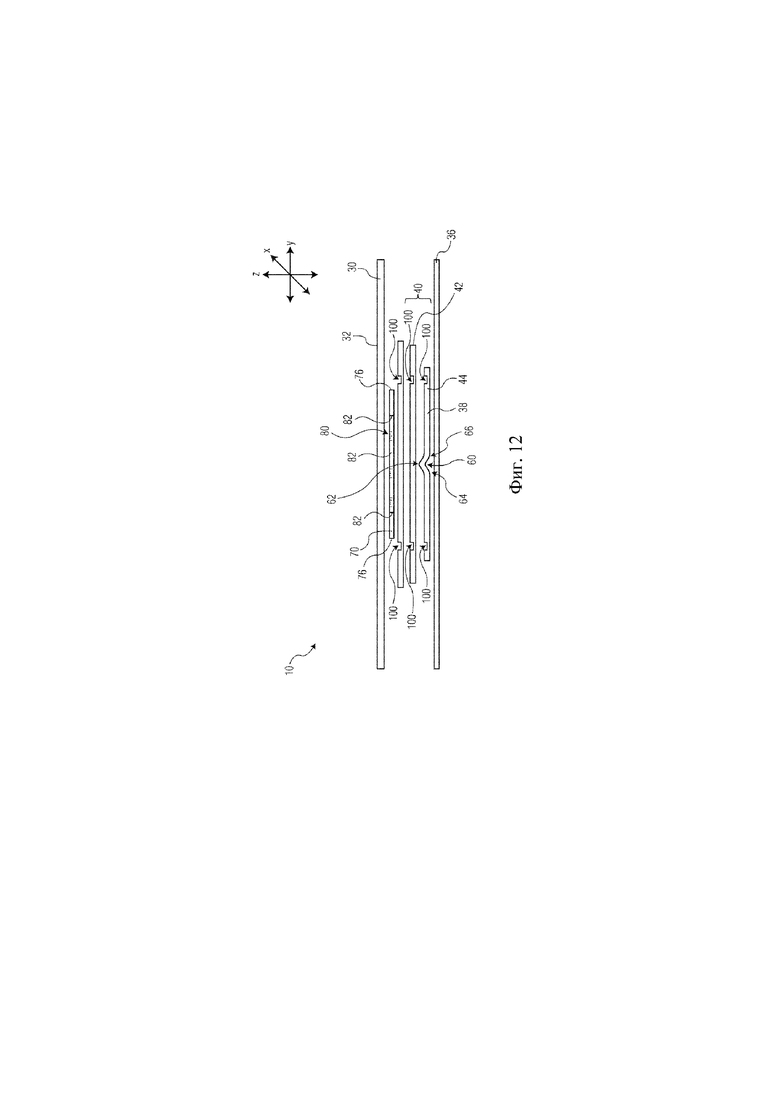
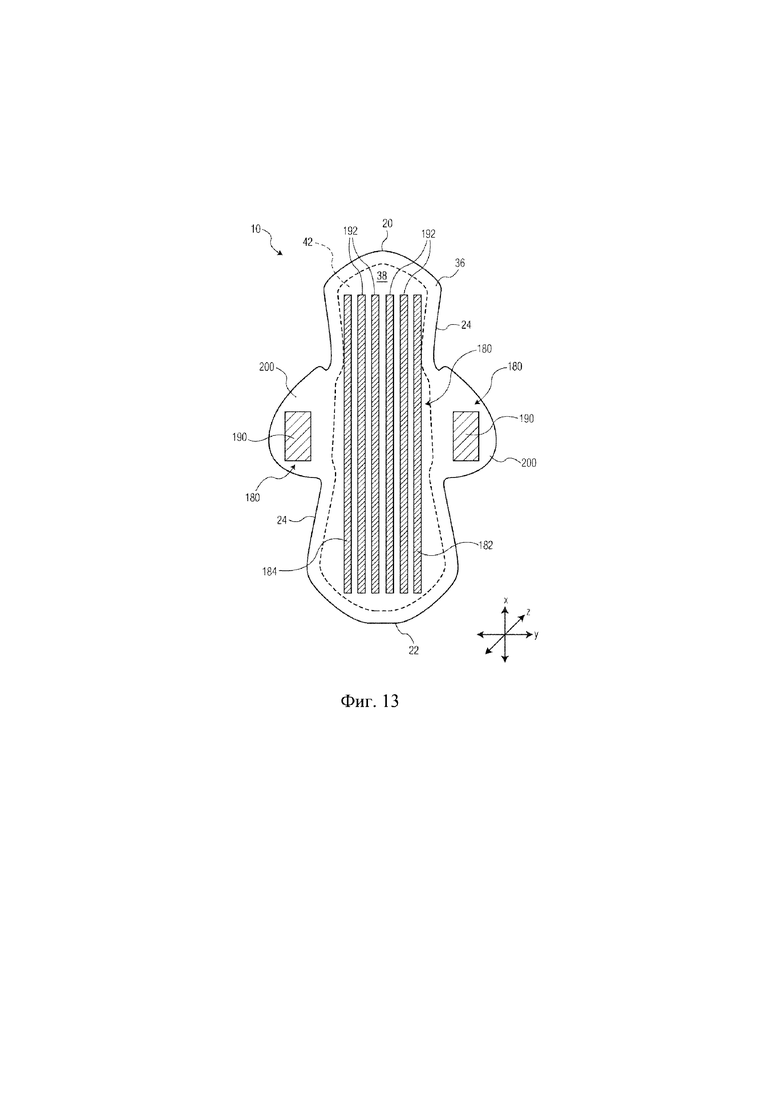
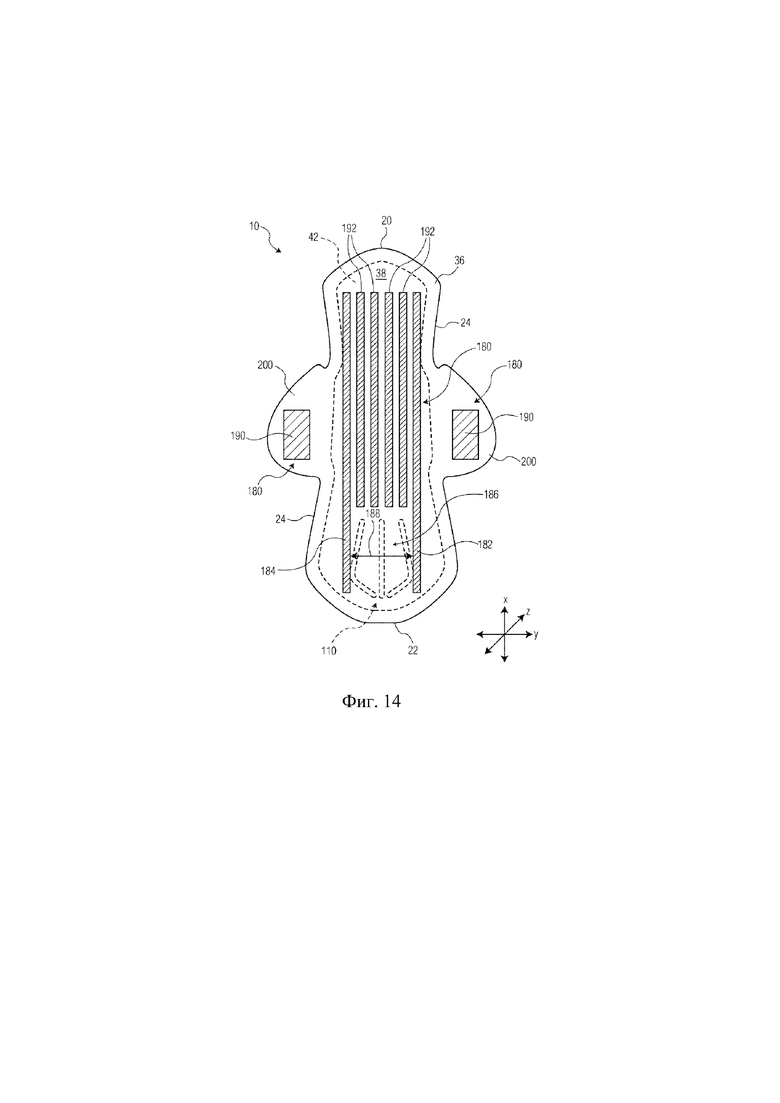
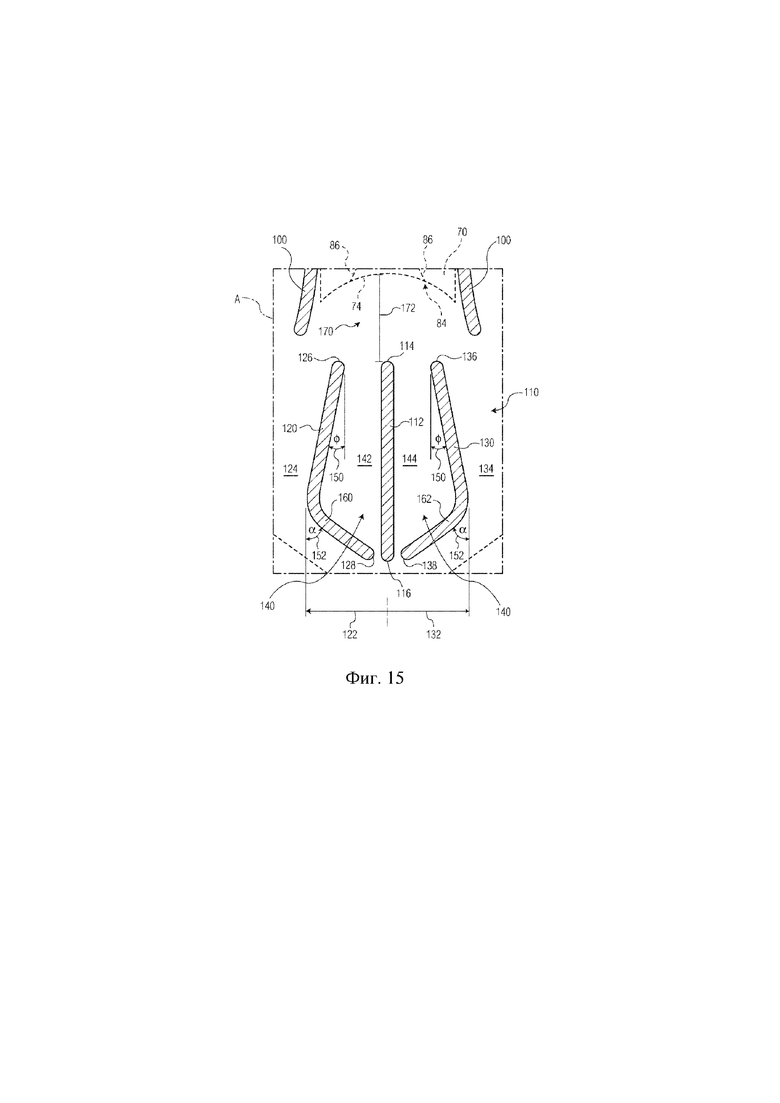
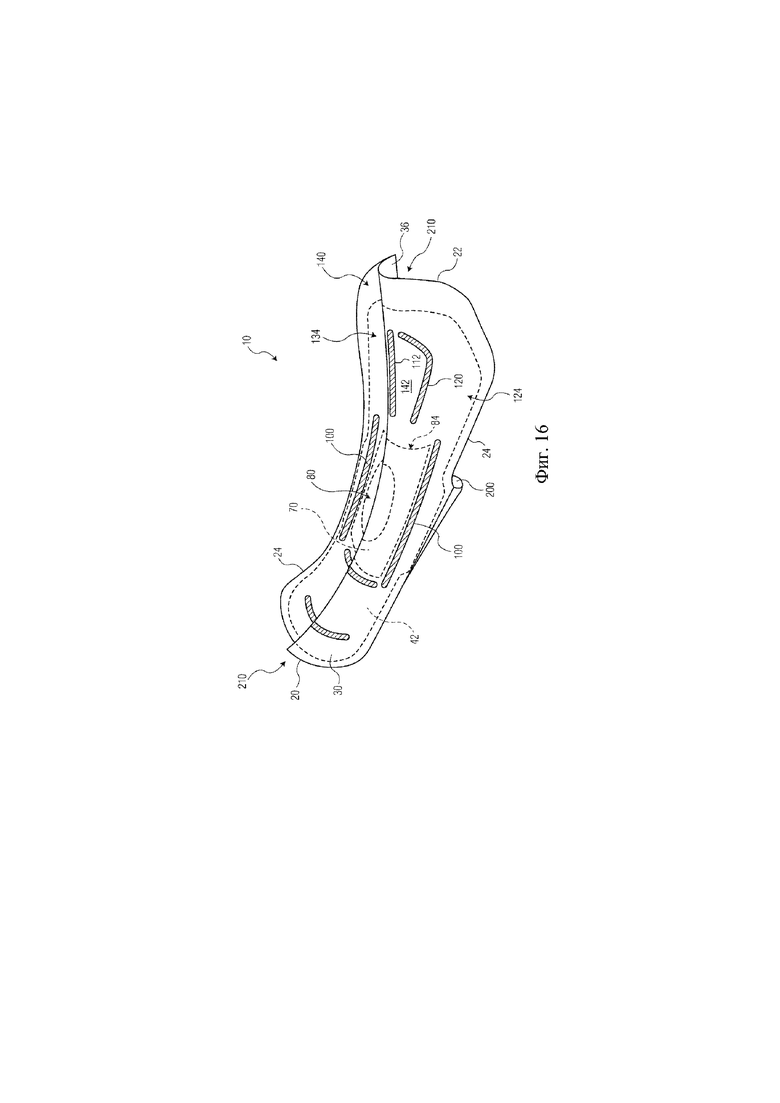
Раскрыто впитывающее изделие (10). Впитывающее изделие (10) может иметь верхний листовой слой (30), непроницаемый для жидкости слой (36) и впитывающий узел (40), расположенный между верхним листовым слоем (30) и непроницаемым для жидкости слоем (36). Впитывающий узел (40) может иметь прилегающий к телу слой (38), который имеет множество прорезей (50) и по меньшей мере одну складку (60), проходящую в продольном направлении (X). Наличие множества прорезей (50) и складки (60) в прилегающем к телу слое (38) может обеспечить снижение жесткости впитывающего узла (40). Впитывающее изделие (10) может деформироваться под давлением и лучше прилегать к телу носящего впитывающего изделия (10). 10 з.п. ф-лы, 16 ил.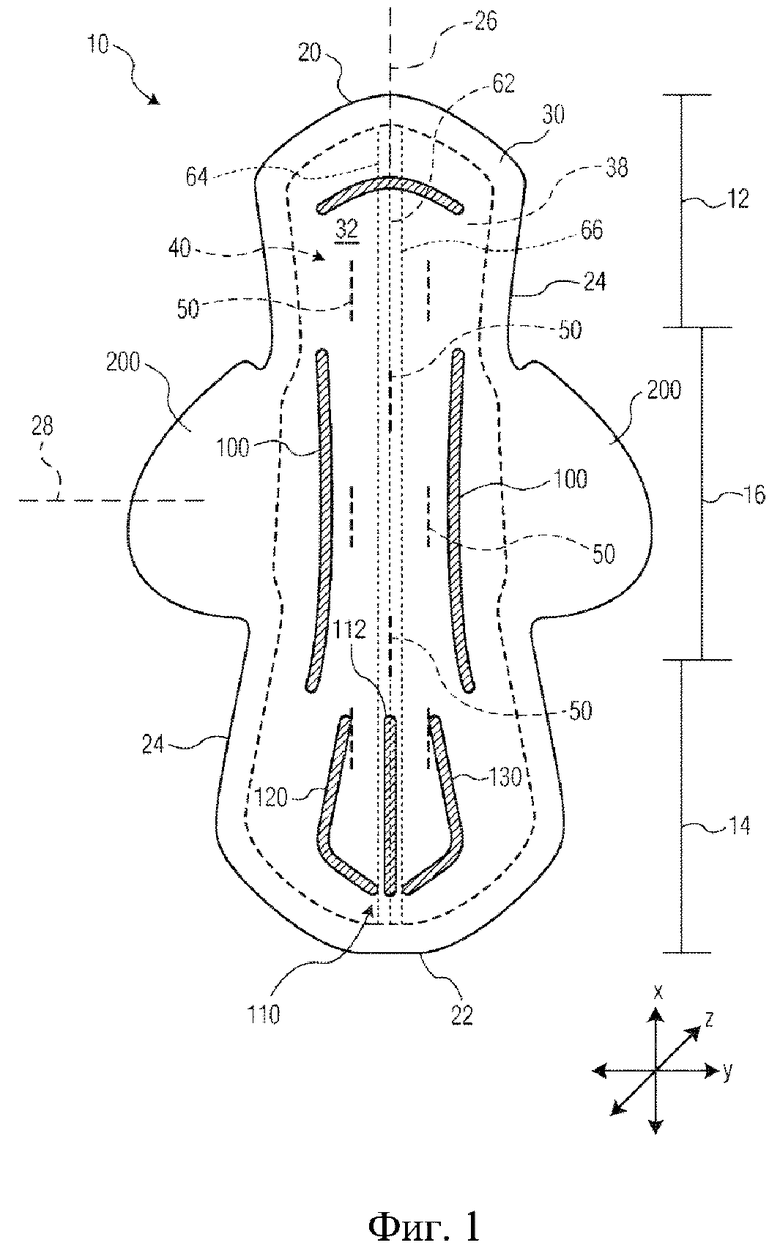
1. Впитывающее изделие, содержащее:
a. верхний листовой слой;
b. непроницаемый для жидкости слой; и
c. впитывающий узел, расположенный между верхним листовым слоем и непроницаемым для жидкости слоем и содержащий прилегающий к телу слой, причем прилегающий к телу слой содержит складку и первое множество прорезей, расположенное в продольном направлении впитывающего изделия;
где первое множество прорезей расположено в первом вертикальном ряду в продольном направлении; и
где прилегающий к телу слой дополнительно содержит второе множество прорезей, расположенных в продольном направлении впитывающего изделия, при этом второе множество прорезей расположено во втором вертикальном ряду в продольном направлении.
2. Впитывающее изделие по п. 1, отличающееся тем, что первое множество прорезей, расположенных в первом вертикальном ряду в продольном направлении, смещено в поперечном направлении впитывающего изделия от второго множества прорезей, расположенных во втором вертикальном ряду в продольном направлении.
3. Впитывающее изделие по п. 1, отличающееся тем, что первое множество прорезей, расположенных в первом вертикальном ряду в продольном направлении, по меньшей мере частично перекрывает в поперечном направлении впитывающего изделия второе множество прорезей, расположенных во втором вертикальном ряду в продольном направлении.
4. Впитывающее изделие по п. 1, отличающееся тем, что складка расположена по центру на центральной линии впитывающего изделия в продольном направлении.
5. Впитывающее изделие по п. 1, отличающееся тем, что первое множество прорезей перекрывает складку.
6. Впитывающее изделие по п. 1, отличающееся тем, что впитывающий узел дополнительно содержит второй впитывающий слой, расположенный между верхним листовым слоем и прилегающим к телу слоем.
7. Впитывающее изделие по п. 1, отличающееся тем, что впитывающий узел дополнительно содержит второй впитывающий слой, расположенный между прилегающим к телу слоем и непроницаемым для жидкости слоем.
8. Впитывающее изделие по п. 1, отличающееся тем, что дополнительно содержит поглощающий текучую среду слой, расположенный между верхним листовым слоем и впитывающим узлом.
9. Впитывающее изделие по п. 1, отличающееся тем, что дополнительно содержит слой распределения текучей среды, расположенный между верхним листовым слоем и впитывающим узлом.
10. Впитывающее изделие по п. 1, отличающееся тем, что дополнительно содержит первый изгиб в задней части впитывающего изделия, проходящий в направлении, параллельном продольной центральной линии.
11. Впитывающее изделие по п. 10, отличающееся тем, что дополнительно содержит второй изгиб в задней области впитывающего изделия, расположенный поперечно наружу в первом направлении от первого изгиба, при этом второй изгиб определяет первую боковую часть впитывающего изделия поперечно наружу в первом направлении от второго изгиба, и третий изгиб в задней области впитывающего изделия, размещенный поперек наружу во втором направлении от первого изгиба, причем второе направление противоположно первому направлению, при этом третий изгиб определяет вторую боковую часть впитывающего изделия поперечно наружу во втором направлении от третьего изгиба, причем второй и третий изгибы определяют центральную часть впитывающего изделия между ними.
| US 4804380 A, 14.02.1989 | |||
| ПОГЛОЩАЮЩЕЕ ИЗДЕЛИЕ, ИМЕЮЩЕЕ ХОРОШУЮ ПРИГОНКУ К ТЕЛУ ПОЛЬЗОВАТЕЛЯ В ДИАГНОСТИЧЕСКИХ УСЛОВИЯХ | 1999 |
|
RU2218901C2 |
| EP 1153585 A1, 14.11.2001 | |||
| US 20150073368 A1, 12.03.2015. | |||
