СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЯ РАСПРЕДЕЛЕНИЯ ПРОДУКТОВ ВЫДЕЛЕНИЯ ДЛЯ ИСПОЛЬЗОВАНИЯ ВО ВПИТЫВАЮЩЕМ ИЗДЕЛИИ
ПРЕДПОСЫЛКИ ИЗОБРЕТЕНИЯ
Такая продукция, как впитывающие изделия, часто используется для сбора и удерживания продуктов выделения организма человека, содержащих, например, мочу, менструальные выделения и/или кровь. Комфорт, впитывающая способность и обеспечение возможности свободно двигаться представляют собой три главные отличительные черты продукции и вопроса, которые сильно волнуют носящего впитывающее изделие. В частности, носящий часто интересуется тем, будет ли такая продукция впитывать значительные объемы продуктов выделения организма с минимальным протеканием, чтобы предохранить свои предметы нижнего белья, предметы верхней одежды или простыни от появления пятен, и поможет ли ему такая продукция избежать сопутствующего чувства неловкости, вызываемого таким появлением пятен.
Сегодня доступен широкий выбор продукции для впитывания продуктов выделения организма в виде подгузников, трусов для приучения к горшку, женских прокладок, гигиенических прокладок, ежедневных гигиенических прокладок, ежедневных прокладок и приспособлений, применяемых при недержании. Такая продукция в целом содержит впитывающую сердцевину, расположенную между лицевым по отношению к телу, проницаемым для жидкости верхним листовым слоем и лицевым по отношению к предмету одежды, непроницаемым для жидкости слоем. Края верхнего листового слоя и непроницаемого для жидкости слоя часто связаны вместе по своей периферии с образованием уплотнения, чтобы вмещать впитывающую сердцевину и продукты выделения организма, попавшие в продукцию через верхний листовой слой. При использовании такая продукция, как, например, женские прокладки и гигиенические прокладки, обычно расположена в паховой части предмета нижнего белья для впитывания продуктов выделения организма, и клей для прикрепления к предмету одежды на непроницаемом для жидкости слое может использоваться для прикрепления продукции к внутренней паховой части предмета нижнего белья. Некоторые вещи из этой продукции могут также содержать крыловидные структуры, охватывающие предмет нижнего белья носящего для дополнительной фиксации продукции на предмете нижнего белья и предохранения предмета нижнего белья от появления пятен. Такие крыловидные структуры (также известные как отвороты или выступы) часто выполнены из латеральных выступающих частей верхнего листового и/или непроницаемого для жидкости слоев. Другая продукция, такая как, например, подгузники, трусы для приучения к горшку и некоторая продукция для страдающих недержанием, может иметь переднюю и заднюю области талии, которые могут охватывать нижнюю часть туловища носящего, чтобы оставаться на месте на теле носящего.
Одна из проблем, связанная с такими традиционными впитывающими изделиями, заключается в том, что впитывающие изделия не всегда могут иметь достаточную посадку на тело носящего, что может привести к повышенным уровням протекания продуктов выделения организма из впитывающего изделия и дискомфорта во время ношения впитывающего изделия. Многие традиционные впитывающие изделия являются плоскими или имеют плоские области перед использованием, в то время как тело носящего является рельефным. Хотя плоское впитывающее изделие может сгибаться во время использования, оно может не прилегать полностью к телу носящего, что может привести в результате к зазорам между впитывающим изделием и кожей носящего, что приводит в результате к протеканию продуктов выделения организма. Движение носящего может также вызвать нежелательную деформацию впитывающего изделия и линий сгиба в пределах впитывающего изделия, что может создавать пути, вдоль которых продукты выделения организма могут перемещаться и протекать из впитывающего изделия.
В результате остается необходимость в улучшенной продукции, такой как впитывающее изделие, которое имеет улучшенное прилегание к телу носящего. Остается необходимость в способе изготовления такого впитывающего изделия.
КРАТКОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
В различных вариантах осуществления способ изготовления слоя распределения продуктов выделения, имеющего первый компонент и второй компонент, может иметь следующие этапы: предоставление устройства для образования слоя распределения продуктов выделения, причем устройство содержит: режущий валок, имеющий внешнюю поверхность, на которой расположены пара первых режущих инструментов, простирающихся в направлении поперек машинному режущего валка, и второй режущий инструмент, расположенный между парой первых режущих инструментов и разделяющий ее, при этом второй режущий инструмент имеет форму, отличную от формы первых режущих инструментов, при этом режущий валок связан с первой вакуумной системой и воздуходувной системой; упорный валок; и валок переноса, связанный со второй вакуумной системой; предоставление основного материала на устройство; разбивка основного материала на по меньшей мере первую заготовку слоя распределения продуктов выделения и вторую заготовку слоя распределения продуктов выделения; разбивка основного материала в пределах первой заготовки слоя распределения продуктов выделения для определения границ первой части основного материала, которая будет образовывать периметр отверстия в пределах первого компонента, и для определения границ второй части основного материала, которая будет образовывать второй компонент; помещение второй части основного материала, которая будет образовывать второй компонент слоя распределения продуктов выделения, в перекрывающуюся конфигурацию с третьей частью основного материала, которая будет образовывать секцию первого компонента слоя распределения продуктов выделения; перемещение основного материала на валок переноса; и отделение первой заготовки слоя распределения продуктов выделения от второй заготовки слоя распределения продуктов выделения для образования слоя распределения продуктов выделения.
В различных вариантах осуществления этап разбивки основного материала на по меньшей мере первую заготовку слоя распределения продуктов выделения и вторую заготовку слоя распределения продуктов выделения дополнительно включает этап добавления по меньшей мере первой линии разрыва и второй линии разрыва на основной материал. В различных вариантах осуществления первая и вторая линии разрыва представляют собой перфорационные линии.
В различных вариантах осуществления этап разбивки основного материала на первую заготовку слоя распределения продуктов выделения и вторую заготовку слоя распределения продуктов выделения выполняют одновременно с этапом разбивки основного материала для определения границ первой части и второй части.
В различных вариантах осуществления этап разбивки основного материала на первую заготовку слоя распределения продуктов выделения и вторую заготовку слоя распределения продуктов выделения выполняют перед этапом разбивки основного материала для определения границ первой части и второй части.
В различных вариантах осуществления этап разбивки основного материала на первую заготовку слоя распределения продуктов выделения и вторую заготовку слоя распределения продуктов выделения выполняют после этапа разбивки основного материала для определения границ первой части и второй части.
В различных вариантах осуществления этап разбивки основного материала для определения границ первой части и второй части дополнительно включает этап добавления третьей линии разрыва и линии разделения на основной материал. В различных вариантах осуществления третья линия разрыва представляет собой линию сжатия. В различных вариантах осуществления третью линию разрыва создают с помощью полосы для рилевки.
В различных вариантах осуществления способ дополнительно имеет этап связывания второй части основного материала, которая будет образовывать второй компонент, с третьей частью основного материала, которая будет образовывать секцию первого компонента слоя распределения продуктов выделения.
В различных вариантах осуществления первая заготовка слоя распределения продуктов выделения имеет первую центральную линию в продольном направлении, и вторая часть основного материала, которая будет образовывать второй компонент слоя распределения продуктов выделения, имеет вторую центральную линию в продольном направлении. В различных вариантах осуществления этап помещения второй части основного материала, которая будет образовывать второй компонент слоя распределения продуктов выделения, в перекрывающуюся конфигурацию с третьей частью основного материала, которая будет образовывать секцию первого компонента слоя распределения продуктов выделения, включает этап выравнивания первой центральной линии в продольном направлении в пределах 20 градусов относительно второй центральной линии в продольном направлении.
В различных вариантах осуществления отверстие имеет первую центральную линию в продольном направлении, и вторая часть основного материала, которая будет образовывать второй компонент, имеет вторую центральную линию в продольном направлении. В различных вариантах осуществления этап помещения второй части основного материала, которая будет образовывать второй компонент, в перекрывающуюся конфигурацию с третьей частью основного материала, которая будет образовывать секцию первого компонента, включает этап выравнивания первой центральной линии в продольном направлении в пределах 20 градусов относительно второй центральной линии в продольном направлении.
В различных вариантах осуществления этап помещения второй части основного материала, которая будет образовывать второй компонент слоя распределения продуктов выделения, в перекрывающуюся конфигурацию с третьей частью основного материала, которая будет образовывать секцию первого компонента слоя распределения продуктов выделения, включает этап направления второй части основного материала, которая будет образовывать второй компонент, в перекрывающуюся конфигурацию.
В различных вариантах осуществления на этапе направления основного материала, который будет образовывать второй компонент, в перекрывающуюся конфигурацию применяют третью вакуумную систему. В различных вариантах осуществления на этапе направления основного материала, который будет образовывать второй компонент, в перекрывающуюся конфигурацию применяют панель скольжения.
В различных вариантах осуществления способ дополнительно имеет этап помещения второй части основного материала, которая будет образовывать второй компонент между третьей частью основного материала, которая будет образовывать секцию первого компонента слоя и валка переноса.
В различных вариантах осуществления этап отделения первой заготовки слоя распределения продуктов выделения от второй заготовки слоя распределения продуктов выделения включает этап разрушения линии разрыва, соединяющей первую заготовку слоя распределения продуктов выделения и вторую заготовку слоя распределения продуктов выделения.
КРАТКОЕ ОПИСАНИЕ ГРАФИЧЕСКИХ МАТЕРИАЛОВ
Фиг. 1 — вид сверху вниз примерного варианта осуществления впитывающего изделия.
Фиг. 2A — покомпонентный вид в поперечном разрезе впитывающего изделия по фиг. 1, взятый вдоль линии 2A—2A.
Фиг. 2B — покомпонентный вид в поперечном разрезе впитывающего изделия по фиг. 1, взятый вдоль линии 2B—2B.
Фиг. 3 — вид сверху вниз примерного варианта осуществления впитывающего изделия.
Фиг. 4A — покомпонентный вид в поперечном разрезе впитывающего изделия по фиг. 3, взятый вдоль линии 4A—4A.
Фиг. 4B — покомпонентный вид в поперечном разрезе впитывающего изделия по фиг. 3, взятый вдоль линии 4B—4B.
Фиг. 5 — вид сверху вниз примерного варианта осуществления впитывающего изделия.
Фиг. 6A — покомпонентный вид в поперечном разрезе примерного варианта осуществления впитывающего изделия по фиг. 5, взятый вдоль линии 6A—6A.
Фиг. 6B — покомпонентный вид в поперечном разрезе примерного варианта осуществления впитывающего изделия по фиг. 5, взятый вдоль линии 6B—6B.
Фиг. 7A — покомпонентный вид в поперечном разрезе еще одного примерного варианта осуществления впитывающего изделия по фиг. 5, взятый вдоль линии 7A—7A.
Фиг. 7B — покомпонентный вид в поперечном разрезе еще одного примерного варианта осуществления впитывающего изделия по фиг. 5, взятый вдоль линии 7B—7B.
Фиг. 8 — вид в перспективе примерного варианта осуществления верхнего листового слоя.
Фиг. 9 — вид в поперечном разрезе верхнего листового слоя по фиг. 8, взятый вдоль линии 9—9.
Фиг. 10 — вид в поперечном разрезе верхнего листового слоя по фиг. 8, взятый вдоль линии 9—9, на котором показаны возможные направления движений волокон в пределах верхнего листового слоя благодаря процессу струйного скрепления.
Фиг. 11 — микрофотоснимок вида в поперечном разрезе части композита из пены и волокон.
Фиг. 12 — такой микрофотоснимок планарного вида композита из пены и волокон по фиг. 11, что волокнистый материал виден зрителю.
Фиг. 13 — такой микрофотоснимок планарного вида композита из пены и волокон по фиг. 11, что вторая планарная поверхность пеноматериала и части волокон видны зрителю.
Фиг. 14A—14F — виды сверху вниз примерных вариантов осуществления слоев распределения продуктов выделения.
На фиг. 15A представлена схематическая иллюстрация примерного варианта осуществления способа создания слоя распределения продуктов выделения из основного листа материала.
На фиг. 15B представлен вид сбоку в поперечном разрезе способа по фиг. 15A.
На фиг. 16 представлена схематическая иллюстрация примерного варианта осуществления способа изготовления слоя распределения продуктов выделения.
На фиг. 17 представлена схематическая иллюстрация примерного варианта осуществления режущего узора для режущего валка, который могут применять в способе по фиг. 16.
На фиг. 18 представлена схематическая иллюстрация примерного варианта осуществления узора воздушной системы для валка переноса, который могут применять в способе по фиг. 16.
Фиг. 19 — вид сверху вниз примерного варианта осуществления впитывающего изделия.
Фиг. 20 — вид сверху вниз примерного варианта осуществления впитывающего изделия.
Фиг. 21 — вид сверху вниз примерного варианта осуществления впитывающего изделия.
Фиг. 22 — вид сбоку примерного варианта осуществления впитывающего изделия.
Фиг. 23 — вид сверху вниз впитывающего изделия по фиг. 22, причем части вырезаны для ясности.
Фиг. 24 — вид в перспективе примерного варианта осуществления впитывающего изделия.
Фиг. 25 — вид в перспективе примерной иллюстрации структуры системы визуализации, применяемой для определения открытого участка в процентах подвергнутого струйному скреплению слоистого полотна.
Фиг. 26 — вид в перспективе примерной иллюстрации структуры системы визуализации для определения высоты выступов подвергнутого струйному скреплению слоистого полотна.
Повторное использование ссылочных позиций в настоящем описании и на графических материалах предназначено для представления одинаковых или аналогичных признаков или элементов настоящего изобретения.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Настоящее изобретение относится к способу изготовления впитывающего изделия, которое может обладать улучшенным прилеганием к телу носящего впитывающее изделие, обеспечивая улучшенные поглощение и удерживание продуктов выделения организма, таких как моча и менструальные текучие среды. Впитывающее изделие может иметь продольное направление, поперечное направление и направление в глубину. Впитывающее изделие может иметь переднюю область, заднюю область и центральную область. Впитывающее изделие может иметь верхний листовой слой, непроницаемый для жидкости слой и впитывающую сердцевину, расположенную между верхним листовым слоем и непроницаемым для жидкости слоем. Впитывающее изделие может дополнительно содержать слой распределения продуктов выделения, находящийся в сообщении по текучей среде с верхним листовым слоем. В различных вариантах осуществления слой распределения продуктов выделения может быть расположен на лицевой по отношению к телу поверхности верхнего листового слоя. В различных вариантах осуществления слой распределения продуктов выделения может быть расположен между верхним листовым слоем и впитывающей сердцевиной. Слой распределения продуктов выделения имеет первый компонент, который по меньшей мере частично определяет отверстие для непосредственного прохождения продуктов выделения организма во впитывающую сердцевину. Слой распределения продуктов выделения имеет второй компонент, соединенный с первым компонентом. Первый компонент может предоставлять слой распределения продуктов выделения с первым размером по высоте, и второй компонент может предоставлять слой распределения продуктов выделения со вторым размером по высоте, который больше, чем первый размер по высоте.
Определения
Как используется в настоящем документе, термин «впитывающее изделие» относится в настоящем документе к изделию, которое может быть помещено на теле носящего или в непосредственной близости от него (т. е. примыкая к телу) для впитывания и удерживания различных жидких, твердых и полутвердых продуктов выделения, выходящих из организма. Такие впитывающие изделия, как описано в настоящем документе, спустя ограниченный период применения необходимо выбрасывать вместо стирки или другого способа восстановления для повторного применения. Следует понимать, что настоящее изобретение применимо к различным одноразовым впитывающим изделиям, в том числе, помимо прочего, подгузникам, трусам для приучения к горшку, трусам для подростков, плавкам, гигиенической продукции для женщин, в том числе, помимо прочего, менструальным прокладкам, гигиеническим прокладкам, женским прокладкам, ежедневным прокладкам, и ежедневным гигиеническим прокладкам, и продукции для страдающих недержанием и т. п. без отступления от объема настоящего изобретения.
Как используется в настоящем документе, термин «уложенный воздухом» относится в настоящем документе к полотну, изготовленному с помощью процесса укладки воздухом. В процессе укладки воздухом пучки небольших волокон, у которых длина обычно находится в диапазоне от приблизительно 3 до приблизительно 52 мм, разделяются и захватываются подаваемым воздухом, а затем осаждаются на формовочную решетку, обычно с помощью вакуума. Осажденные случайным образом волокна затем связывают друг с другом с использованием, например, горячего воздуха для активации связующего компонента или латексного клея. Укладка воздухом описана, например, в патенте США № 4640810, выданном Laursen и соавт., который включен в настоящий документ во всей своей полноте посредством ссылки на него для всех целей.
Как используется в настоящем документе, термин «связанный» относится к сочленению, склеиванию, соединению, скреплению или т. п. двух элементов. Два элемента будут считаться связанными вместе, если они сочленены, склеены, соединены, скреплены или т. п. непосредственно друг с другом или опосредованно друг с другом, например, в случае связывания с промежуточным элементом. Связывание может происходить, например, посредством склеивания, связывания под действием давления, термосварки, ультразвуковой сварки, прострачивания, сшивания и/или сварки.
Как используется в настоящем документе, термин «связанное кардочесанное полотно» относится в настоящем документе к полотнам, которые изготовлены из штапельных волокон, которые пропускают через блок гребнечесания или кардочесания, который разъединяет или разделяет и выравнивает штапельные волокна в машинном направлении с образованием ориентированного в целом в машинном направлении волокнистого нетканого полотна. Этот материал может связываться способами, которые могут включать точечную сварку, связывание с воздушной набивкой, ультразвуковую сварку, клеевое связывание и т. д.
Как используется в настоящем документе, термин «коформный» относится в настоящем документе к композитным материалам, содержащим смесь или стабилизированную матрицу из термопластичных волокон и второй материал, не являющийся термопластичным. В качестве примера, коформные материалы могут быть изготовлены с помощью процесса, в котором по меньшей мере одна экструзионная головка для процесса мелтблаун скомпонована около желоба, через который в полотно в процессе его образования добавляют другие материалы. Такие другие материалы могут включать, но без ограничения, волокнистые органические материалы, такие как древесная или недревесная пульпа, например, хлопковая бумага, бумага из целлюлозных химических волокон, бумага вторичной переработки, распушенная целлюлоза, а также частицы сверхвпитывающего материала, неорганические и/или органические впитывающие материалы, обработанные полимерные штапельные волокна и прочее. Некоторые примеры таких коформных материалов раскрыты в патентах США № 4100324, выданном Anderson и соавт., № 4818464, выданном Lau, № 5284703, выданном Everhart и соавт., и № 5350624, выданном Georger и соавт., каждый из которых включен в настоящий документ во всей своей полноте посредством ссылки на него для всех целей.
Как используется в настоящем документе, термин «сопряженные волокна» относится в настоящем документе к волокнам, образованным из по меньшей мере двух источников полимера, экструдированных из отдельных экструдеров и скрученных вместе с образованием одного волокна. Сопряженные волокна иногда также называют бикомпонентными волокнами или многокомпонентными волокнами. Полимеры скомпонованы в по существу неизменно расположенных отличных зонах в поперечных сечениях сопряженных волокон и непрерывно простираются вдоль длины сопряженных волокон. Конфигурация такого сопряженного волокна может представлять собой, например, компоновку оболочка/сердцевина, где один полимер окружен другим, или может представлять собой компоновку бок о бок, секторную компоновку или компоновку «острова в море». Сопряженные волокна описаны в патентах США № 5108820, выданном Kaneko и соавт., № 4795668, выданном Krueger и соавт., № 5540992, выданном Marcher и соавт., № 5336552, выданном Strack и соавт., № 5425987, выданном Shawver, и № 5382400, выданном Pike и соавт., каждый из которых включен в настоящий документ во всей своей полноте посредством ссылки на него для всех целей. В случае двухкомпонентных волокон полимеры могут присутствовать в соотношениях 75/25, 50/50, 25/75 или в любом другом желаемом соотношении. Кроме того, в каждую зону могут быть включены полимерные добавки, такие как технологические добавки.
Как используется в настоящем документе, термин «машинное направление» (MD) относится к длине ткани в направлении, в котором она производится, в отличие от «направления поперек машинному» (CD), которое относится к ширине ткани в направлении, обычно перпендикулярном машинному направлению.
Как используется в настоящем документе, термин «полотно мелтблаун» относится в настоящем документе к нетканому полотну, образуемому с помощью процесса, в котором через множество мелких обычно круглых отверстий формирующей головки расплавленный термопластичный материал в виде расплавленных волокон экструдируют в сходящиеся высокоскоростные потоки газа (например, воздуха), которые способствуют уменьшению диаметра волокон расплавленного термопластичного материала, который может достигать диаметра микроволокон. После этого волокна мелтблаун переносятся высокоскоростным потоком газа и осаждаются на принимающую поверхность с образованием полотна из распределенных случайным образом волокон мелтблаун. Такой процесс раскрыт, например, в патенте США № 3849241, выданном Buten и соавт., который включен в настоящий документ во всей своей полноте посредством ссылки на него для всех целей. В общем, волокна мелтблаун могут представлять собой микроволокна, которые являются по существу непрерывными или прерывистыми, диаметр которых обычно составляет менее 10 микрон, и которые обычно являются клейкими при осаждении на принимающую поверхность.
Как используется в настоящем документе, термин «нетканая ткань» или «нетканое полотно» относится в настоящем документе к полотну, имеющему структуру из отдельных волокон или нитей, которые переслаиваются, но не различимым образом, как в случае трикотажной ткани. Нетканые ткани или полотна были образованы с помощью многих процессов, таких как, например, процессы по технологии мелтблаун, процессы по технологии спанбонд, процессы образования связанного кардочесанного полотна, полученного воздушной набивкой (также известного как BCW и TABCW), и т. д. Базовый вес нетканых полотен обычно может варьироваться, например, от приблизительно 5 г/м2, 10 г/м2 или 20 г/м2 до приблизительно 120 г/м2, 125 г/м2 или 150 г/м2.
Как используется в настоящем документе, термин «полотно спанбонд» относится в настоящем документе к полотну, содержащему по существу непрерывные волокна небольшого диаметра. Волокна образуют путем экструдирования расплавленного термопластичного материала из множества мелких обычно круглых отверстий фильеры, при этом диаметр экструдированных волокон затем быстро уменьшают, например, вытягиванием при выводе и/или другими хорошо известными способами по технологии спанбонд. Производство полотен спанбонд описано и проиллюстрировано, например, в патентах США № 4340563, выданном Appel и соавт., № 3692618, выданном Dorschner и соавт., № 3802817, выданном Matsuki и соавт., № 3338992, выданном Kinney, № 3341394, выданном Kinney, № 3502763, выданном Hartman, № 3502538, выданном Levy, № 3542615, выданном Dobo и соавт., и № 5382400, выданном Pike и соавт., каждый из которых включен в настоящий документ во всей своей полноте посредством ссылки на него для всех целей. Волокна спанбонд обычно не являются клейкими при их осаждении на принимающую поверхность. Волокна спанбонд иногда могут иметь диаметры, составляющие меньше чем приблизительно 40 микрон и часто от приблизительно 5 до приблизительно 20 микрон.
Как используется в настоящем документе, термины «сверхвпитывающий полимер», «сверхвпитывающий материал» или «SAP» будут использоваться взаимозаменяемо и будут относиться к полимерам, которые могут впитывать и удерживать крайне большие количества жидкости по сравнению со своей собственной массой. Влагопоглощающие полимеры, которые классифицируют как гидрогели, которые могут быть сшитыми, впитывают водные растворы благодаря водородным связям и силам других полярных взаимодействий с молекулами воды. Способность SAP впитывать воду отчасти основывается на степени ионности (показатель концентрации ионов в водном растворе) и полярных функциональных группах SAP, которые обладают сродством к воде. SAP обычно получают в результате полимеризации акриловой кислоты, перемешанной с гидроксидом натрия, в присутствии инициатора с образованием натриевой соли полиакриловой кислоты (иногда называемой полиакрилатом натрия). Для получения сверхвпитывающего полимера также применяют другие материалы, такие как полиакриламидный сополимер, сополимер этилена и малеинового ангидрида, сшитая карбоксиметилцеллюлоза, сополимеры поливинилового спирта, сшитый полиэтиленоксид и привитый крахмалом сополимер полиакрилонитрила. Во впитывающих изделиях SAP может присутствовать в виде частиц или волокон или в виде покрытия или другого материала или волокна.
Впитывающее изделие
Настоящее изобретение относится к способу изготовления впитывающего изделия, которое может обладать улучшенным прилеганием к телу носящего впитывающее изделие, обеспечивая улучшенные поглощение и удерживание продуктов выделения организма, таких как моча и менструальные текучие среды. Впитывающее изделие может иметь продольное направление, поперечное направление и направление в глубину. Впитывающее изделие может иметь переднюю область, заднюю область и центральную область. Впитывающее изделие может иметь верхний листовой слой, непроницаемый для жидкости слой и впитывающую сердцевину, расположенную между верхним листовым слоем и непроницаемым для жидкости слоем. Впитывающее изделие может дополнительно содержать слой распределения продуктов выделения, находящийся в сообщении по текучей среде с верхним листовым слоем. В различных вариантах осуществления слой распределения продуктов выделения может быть расположен на лицевой по отношению к телу поверхности верхнего листового слоя. В различных вариантах осуществления слой распределения продуктов выделения может быть расположен между верхним листовым слоем и впитывающей сердцевиной. Слой распределения продуктов выделения имеет первый компонент, который по меньшей мере частично определяет отверстие для непосредственного прохождения продуктов выделения организма во впитывающую сердцевину. Слой распределения продуктов выделения имеет второй компонент, соединенный с первым компонентом. Первый компонент может предоставлять слой распределения продуктов выделения с первым размером по высоте, и второй компонент может предоставлять слой распределения продуктов выделения со вторым размером по высоте, который может быть больше, чем первый размер по высоте.
На фиг. 1, фиг. 2A, фиг. 2B, фиг. 3, фиг. 4A, фиг. 4B, фиг. 5, фиг. 6A, фиг. 6B, фиг. 7A и фиг. 7B впитывающее изделие 10 согласно настоящему изобретению показано в виде гигиенической продукции для женщин, такой как менструальная прокладка или гигиеническая прокладка. Следует понимать, что настоящее изобретение подходит для использования с различными другими впитывающими изделиями, такими как, но без ограничения, подгузники или продукция для страдающих недержанием, без отступления от объема настоящего изобретения. Впитывающее изделие 10 может иметь продольное направление (X), поперечное направление (Y) и направление (Z) в глубину. Впитывающее изделие 10 может иметь переднюю область 12, заднюю область 14 и центральную область 16, размещенную между передней областью 12 и задней областью 14. Впитывающее изделие 10 может иметь первый простирающийся в поперечном направлении торцевой край 20, второй простирающийся в поперечном направлении торцевой край 22, расположенный напротив первого простирающегося в поперечном направлении торцевого края 20, и пару противоположных друг другу простирающихся в продольном направлении боковых краев 24, простирающихся между первым и вторым простирающимися в поперечном направлении торцевыми краями 20 и 22 и соединяющих их. Впитывающее изделие 10 может иметь лицевой по отношению к носящему, проницаемый для жидкости верхний листовой слой 30 и лицевой по отношению к предмету одежды, непроницаемый для жидкости слой 36. Впитывающая сердцевина 38 может быть расположена между верхним листовым слоем 30 и непроницаемым для жидкости слоем 36. Впитывающее изделие 10 может иметь слой 40 распределения продуктов выделения, находящийся в сообщении по текучей среде с верхним листовым слоем 30. В различных вариантах осуществления слой 40 распределения продуктов выделения может быть расположен на лицевой по отношению к телу поверхности 32 верхнего листового слоя 30 так, например, как проиллюстрировано в примерных вариантах осуществления, проиллюстрированных на фиг. 1, фиг. 2A, фиг. 2B, фиг. 3, фиг. 4A и фиг. 4B. В различных вариантах осуществления слой 40 распределения продуктов выделения может быть расположен между верхним листовым слоем 30 и впитывающей сердцевиной 38 так, например, как проиллюстрировано в примерных вариантах осуществления, проиллюстрированных на фиг. 5, фиг. 6A, фиг. 6B, фиг. 7A и фиг. 7B. Как верхний листовой слой 30, так и непроницаемый для жидкости слой 36 могут простираться за пределы самых наружных периферийных краев впитывающей сердцевины 38 и могут быть связаны по периферии вместе либо полностью, либо частично с использованием известных методик связывания для образования уплотненной периферийной области 26. Например, верхний листовой слой 30 и непроницаемый для жидкости слой 36 могут быть связаны вместе клеевым связыванием, ультразвуковой сваркой или любой другой подходящей методикой связывания, известной в области техники.
Каждый из этих компонентов впитывающего изделия 10, а также дополнительные компоненты будут описаны более подробно в настоящем документе.
Верхний листовой слой
Верхний листовой слой 30 определяет лицевую по отношению к телу поверхность 32 впитывающего изделия 10, которая может непосредственно контактировать с телом носящего и является проницаемой для жидкости, чтобы принимать продукты выделения организма. Верхний листовой слой 30 желательно предусмотрен для обеспечения комфорта и за счет своей собственной структуры предназначен для направления продуктов выделения организма от тела носящего и к впитывающей сердцевине 38. Верхний листовой слой 30 желательно практически не удерживает в своей структуре жидкость, поэтому он обеспечивает относительно комфортную и нераздражающую поверхность рядом с кожей носящего впитывающее изделие 10.
Верхний листовой слой 30 может представлять собой один слой материала или альтернативно может представлять собой несколько слоев, которые наслоены друг на друга. Верхний листовой слой 30 может быть выполнен из любого материала, такого как один или более тканых листов, один или более волокнистых нетканых листов, один или более пленочных листов, например, пленок, полученных раздувом или экструзией, которые сами могут состоять из одного или нескольких слоев, один или более листов пеноматериалов, например, сетчатых пеноматериалов с открытыми ячейками или закрытыми ячейками, нетканый лист с покрытием или комбинация из любых этих материалов. Такая комбинация может быть получена путем наслоения материалов в единую планарную листовую структуру с применением клеевых, термических или ультразвуковых средств с образованием верхнего листового слоя 30.
В различных вариантах осуществления верхний листовой слой 30 может быть выполнен из различных нетканых полотен, таких как полотна мелтблаун, полотна спанбонд, полотна спанлейс, полученные водоструйным скреплением, или связанные кардочесанные полотна, полученные воздушной набивкой. Примеры подходящих материалов верхнего листового слоя 30 могут включать, но без ограничения, полотна из натуральных волокон (такие как хлопок), целлюлозные химические волокна, полотна, полученные водоструйным скреплением, связанные кардочесанные полотна из сложного полиэфира, полипропилена, полиэтилена, нейлона или других волокон, способных к связыванию под воздействием нагревания (таких как бикомпонентные волокна), полиолефинов, сополимеров полипропилена и полиэтилена, линейного полиэтилена низкой плотности и сложных эфиров алифатических кислот, таких как полимолочная кислота. Также можно применять пленки с мелкими перфорационными отверстиями и сетчатые материалы, так же как и слоистые материалы или комбинации из этих материалов. Примером подходящего верхнего листового слоя 30 может являться связанное кардочесанное полотно, полученное из полипропилена и полиэтилена, такое как полотно, которое предлагает Sandler Corp., Германия. В патентах США № 4801494, выданном Datta и соавт., и № 4908026, выданном Sukiennik и соавт., а также в международной заявке WO 2009/062998, поданной Texol, говорится о разнообразных других материалах верхнего листового слоя, которые можно использовать в качестве верхнего листового слоя 30, причем каждый из этих документов включен в настоящий документ посредством ссылки на него во всей своей полноте. Дополнительные материалы верхнего листового слоя 30 могут включать, но без ограничения, материалы, описанные в патентах США № 4397644, выданном Matthews и соавт., № 4629643, выданном Curro и соавт., № 5188625, выданном Van Iten и соавт., № 5382400, выданном Pike и соавт., № 5533991, выданном Kirby и соавт., № 6410823, выданном Daley и соавт., и публикации США № 2012/0289917 в пользу Abuto и соавт., каждый из которых включен в настоящий документ посредством ссылки на него во всей своей полноте.
В различных вариантах осуществления верхний листовой слой 30 может содержать множество проемов, образованных в нем с целью обеспечения более легкого прохождения продуктов выделения организма во впитывающую сердцевину 38. Проемы могут быть скомпонованы по всему верхнему листовому слою 30 случайным образом или равномерно. Габаритный размер, форма, диаметр и количество проемов могут варьироваться для соответствия конкретным требованиям к впитывающему изделию 10.
В различных вариантах осуществления верхний листовой слой 30 может иметь базовый вес в диапазоне от приблизительно 5 г/м2, 10 г/м2, 15 г/м2, 20 г/м2 или 25 г/м2 до приблизительно 50 г/м2, 100 г/м2, 120 г/м2, 125 г/м2 или 150 г/м2. Например, в варианте осуществления верхний листовой слой 30 может быть выполнен из связанного кардочесанного полотна, полученного воздушной набивкой, с базовым весом в диапазоне от приблизительно 15 г/м2 до приблизительно 100 г/м2. В другом примере верхний листовой слой 30 может быть выполнен из связанного кардочесанного полотна, полученного воздушной набивкой, с базовым весом от приблизительно 20 г/м2 до приблизительно 50 г/м2, такого как связанное кардочесанное полотно, полученное воздушной набивкой, которое можно легко приобрести у изготовителей нетканых материалов, таких как Xiamen Yanjan Industry, Пекин, DaYuan Nonwoven Fabrics и другие.
В различных вариантах осуществления верхний листовой слой 30 может быть по меньшей мере частично гидрофильным. В различных вариантах осуществления часть верхнего листового слоя 30 может быть гидрофильной, и часть верхнего листового слоя 30 может быть гидрофобной. В различных вариантах осуществления части верхнего листового слоя 30, которые могут быть гидрофобными, либо могут быть выполнены из самого по себе гидрофобного материала, либо могут быть выполнены из материала, обработанного гидрофобным покрытием.
В различных вариантах осуществления верхний листовой слой 30 может представлять собой многокомпонентный верхний листовой слой 30, например, содержащий два или более разных нетканых или пленочных материала, причем разные материалы помещены в отдельных местах в поперечном направлении (Y) впитывающего изделия 10. Например, верхний листовой слой 30 может быть двухслойным или многокомпонентным материалом, у которого центральная часть расположена вдоль и с обеих сторон продольной центральной линии 18 впитывающего изделия 10, причем к каждому боковому краю центральной части примыкают латеральные боковые части, которые связаны с ним. Центральная часть может быть выполнена из первого материала, а боковые части могут быть выполнены из материала, который может быть таким же, как и материал центральной части, или отличаться от него. В таких вариантах осуществления центральная часть может быть по меньшей мере частично гидрофильной, а боковые части могут быть гидрофобными сами по себе или могут быть обработаны гидрофобным покрытием. Примеры структур многокомпонентных верхних листовых слоев 30 в целом описаны в патентах США № 5961505, выданном Coe, № 5415640, выданном Kirby, и № 6117523, выданном Sugahara, причем каждый из них включен в настоящий документ посредством ссылки на него во всей своей полноте.
В различных вариантах осуществления центральная часть верхнего листового слоя 30 может быть расположена симметрично относительно продольной центральной линии 18 впитывающего изделия 10. Такая центральная продольно направленная центральная часть может представлять собой связанное кардочесанное полотно, полученное воздушной набивкой («TABCW»), с базовым весом от приблизительно 15 г/м2 до приблизительно 100 г/м2. В качестве центральной части верхнего листового слоя 30 также могут быть использованы описанные ранее материалы верхнего листового слоя, которые выполнены неткаными, ткаными и в виде пленки с проемами. В различных вариантах осуществления центральная часть может быть выполнена из материала в виде TABCW, имеющего базовый вес от приблизительно 20 г/м2 до приблизительно 50 г/м2, например, доступного для приобретения у Xiamen Yanjan Industry, Пекин, DaYuan Nonwoven Fabrics и других. Альтернативно могут быть использованы пленки с проемами, такие как пленки, доступные для приобретения у таких поставщиков пленок, как Texol, Италия и Tredegar, США. В качестве боковых частей верхнего листового слоя 30 могут быть использованы разные нетканые, тканые или пленочные листовые материалы. Выбор таких материалов верхнего листового слоя 30 может варьироваться, исходя из общих желаемых характеристик верхнего листового слоя 30. Например, может быть желательным наличие гидрофильного материала в центральной части и материалов гидрофобно-барьерного типа в боковых частях для предотвращения протекания и усиления ощущения сухости в участке боковых частей. Такие боковые части могут быть связаны с центральной частью вдоль продольно направленных боковых краев центральной части или смежно с ними с применением клеевых, термических, ультразвуковых или других средств. Для связывания боковых частей с центральной частью может быть использован традиционный высокопрочный клей для впитывающих изделий. Любая из центральной части и/или боковых частей может быть обработана поверхностно-активными веществами и/или лечебно-профилактическими средствами для кожи, что хорошо известно в области техники.
Такие продольно направленные боковые части могут представлять собой однослойную или многослойную структуру. В различных вариантах осуществления боковые части могут быть слоистыми материалами, связанными с применением клеевых или других средств. В различных вариантах осуществления боковые части могут быть выполнены из верхнего волокнистого нетканого слоя, такого как материал спанбонд, наслоенного на нижний слой гидрофобного барьерного пленочного материала. Такой слой спанбонд может быть образован из полиолефина, такого как полипропилен, и при желании может содержать смачивающее средство. В различных вариантах осуществления слой спанбонд может иметь базовый вес от приблизительно 10 г/м2 или 12 г/м2 до приблизительно 30 г/м2 или 70 г/м2 и может быть обработан гидрофильными смачивающими средствами. В различных вариантах осуществления слой пленки может иметь проемы для обеспечения возможности проникновения текучей среды в нижние слои и может иметь либо однослойную, либо многослойную структуру. В различных вариантах осуществления такая пленка может представлять собой полиолефин, такой как полиэтилен, имеющий базовый вес от приблизительно 10 г/м2 до приблизительно 40 г/м2. Для наслоения слоя спанбонд на слой пленки может быть использован высокопрочный клей, добавляемый в количестве от приблизительно 0,1 г/м2 до 15 г/м2. Если в общей структуре верхнего листового слоя 30 используется слой барьерного пленочного материала, он может включать средства для придания непрозрачности, такие как пленочные пигменты, которые могут помогать пленке скрывать пятна вдоль боковых краев впитывающего изделия 10 и тем самым служить маскирующим элементом. Таким образом, слой пленки может служить для ограничения возможности заметить пятна от взаимодействия с текучей средой вдоль боковых краев впитывающего изделия 10, если смотреть на верхний листовой слой 30 сверху. Слой пленки может также служить в качестве барьерного слоя для предотвращения повторного увлажнения верхнего листового слоя 30, а также для предотвращения вытекания текучей среды из боковых краев впитывающего изделия 10. В различных вариантах осуществления боковые части могут представлять собой слоистые материалы, такие как слоистый материал из слоев спанбонд-мелтблаун-мелтблаун-спанбонд («SMMS»), слоистый материал спанбонд-пленка или альтернативно другие комбинации нетканых слоистых материалов.
В различных вариантах осуществления верхний листовой слой 30 может представлять собой подвергнутое струйному скреплению слоистое полотно 160 с выступами 162, простирающимися наружу и в сторону от по меньшей мере одной предполагаемой лицевой по отношению к телу поверхности слоистого полотна 160, например, как проиллюстрировано на фиг. 8—10. В различных вариантах осуществления выступы 162 могут быть полыми. Слоистое полотно 160 может иметь два слоя, такие как опорный слой 164 и слой 166 с выступами. Опорный слой 164 может иметь первую поверхность 168 и противоположную вторую поверхность 170, а также толщину 172. Слой 166 с выступами может иметь внутреннюю поверхность 174 и противоположную наружную поверхность 176, а также толщину 178. Между опорным слоем 164 и слоем 166 с выступами может присутствовать поверхность 180 раздела. В различных вариантах осуществления волокна слоя 166 с выступами могут пересекать поверхность 180 раздела и скрепляться с опорным слоем 164 и зацеплять его с образованием слоистого полотна 160. В различных вариантах осуществления, в которых опорный слой 164 представляет собой волокнистое нетканое полотно, волокна опорного слоя 164 могут пересекать поверхность 180 раздела и скрепляться с волокнами слоя 166 с выступами.
В различных вариантах осуществления выступы 162 могут быть заполнены волокнами из слоя 166 с выступами и/или опорного слоя 164. В различных вариантах осуществления выступы 162 могут быть полыми. Выступы 162 могут иметь закрытые концы 182, у которых могут отсутствовать проемы. Однако в различных вариантах осуществления может быть желательным создать один или более проемов в каждом из выступов 162. Такие проемы могут быть образованы на закрытых концах 182 и/или боковых стенках 184 выступов 162. Такие проемы должны отличаться от щелистого промежутка между волокнами, который представляет собой промежуток от одного отдельного волокна до следующего отдельного волокна.
В различных вариантах осуществления выступы 162 могут иметь процентное значение открытого участка, в котором свет может проходить через выступы 162 без помех со стороны материала, образующего выступы 162, такого как, например, волокнистый материал. Процентное значение открытого участка, имеющегося в выступах 162, охватывает весь участок выступа 162, где свет может проходить через выступ 162 без помех. Таким образом, например, процентное значение открытого участка выступа 162 может охватывать весь открытый участок выступа 162 посредством проемов, щелистых промежутков между волокнами и любых других промежутков в пределах выступа 162, где свет может проходить без помех. В различных вариантах осуществления выступы 162 могут быть образованы без проемов, и открытый участок может существовать благодаря щелистому промежутку между волокнами. В различных вариантах осуществления выступы 162 могут иметь меньше приблизительно 1 %, 0,9 %, 0,8 %, 0,7 %, 0,6 %, 0,5 %, 0,4 %, 0,3 %, 0,2 % или 0,1 % открытого участка в выбранном участке слоистого полотна 160, как измеряют согласно способу испытания «Способ определения открытого участка в процентах», описанному в настоящем документе.
В различных вариантах осуществления формы выступов 162, если смотреть сверху, могут быть, например, круглыми, овальными, квадратными, прямоугольными, треугольными, ромбовидными и т. д. Как ширина, так и высота выступов 162 могут варьироваться, поскольку могут присутствовать промежуток и узор из выступов 162. В варианте осуществления выступы 162 могут иметь высоту, измеренную согласно способу испытания «Способ определения высоты выступов», описанному в настоящем документе, больше приблизительно 1 мм. В различных вариантах осуществления выступы 162 могут иметь высоту, которая больше приблизительно 1 мм, 2 мм, 3 мм, 4 мм, 5 мм, 6 мм, 7 мм, 8 мм, 9 мм или 10 мм. В различных вариантах осуществления выступы 162 могут иметь высоту от приблизительно 1 мм, 2 мм, 3 мм, 4 мм или 5 мм до приблизительно 6 мм, 7 мм, 8 мм, 9 мм или 10 мм.
Выступы 162 слоистого полотна 160 могут быть размещены на наружной поверхности 176 слоя 166 с выступами и исходить из нее. В различных вариантах осуществления выступы 162 могут простираться от наружной поверхности 176 слоя 166 с выступами в направлении от опорного слоя 164. В различных вариантах осуществления, в которых выступы 162 могут быть полыми, они могут иметь открытые концы 186, которые могут быть размещены по направлению к внутренней поверхности 174 слоя 166 с выступами и могут быть покрыты второй поверхностью 170 опорного слоя 164 или внутренней поверхностью 174 слоя 166 с выступами в зависимости от количества волокна, которое было использовано из слоя 166 с выступами для образования выступов 162. Выступы 162 могут быть окружены низинными участками 188, которые могут быть образованы из наружной поверхности 176 слоя 166 с выступами, при этом толщина низинных участков 188 может состоять как из слоя 166 с выступами, так и из опорного слоя 164. Низинные участки 188 могут быть относительно плоскими и планарными, или в низинных участках 188 может быть создана топографическая варьируемость. Например, в различных вариантах осуществления низинный участок 188 может иметь множество трехмерных форм, образованных в нем путем образования слоя 166 с выступами на обладающей трехмерной формой образующей поверхности, наподобие раскрытой в патенте США № 4741941, выданном Engelbert и соавт. и включенном в настоящий документ посредством ссылки во всей своей полноте для всех целей. Например, в различных вариантах осуществления низинный участок 188 может быть снабжен впадинами 190, которые могут полностью или частично простираться в слой 166 с выступами и/или опорный слой 164. Кроме того, низинный участок 188 может быть подвергнут тиснению, которое может придать низинному участку 188 поверхностную текстуру и другие функциональные признаки. В различных вариантах осуществления низинный участок 188 и слоистое полотно 160 в целом могут быть снабжены проемами 192, которые могут простираться через слоистое полотно 160 для дополнительного облегчения движения продукта выделения организма в слоистое полотно 160 и через него. Такие проемы 192 следует отличать от щелистого промежутка между волокнами, который представляет собой промежуток от одного отдельного волокна до следующего отдельного волокна.
В различных вариантах осуществления низинные участки 188 могут иметь процентное значение открытого участка, в котором свет может проходить через низинные участки 188 без помех со стороны материала, образующего низинные участки 188, такого как, например, волокнистый материал. Процентное значение открытого участка, присутствующего в низинных участках 188, охватывает весь участок низинных участков 188, где свет может без помех проходить через низинные участки 188. Таким образом, например, процентное значение открытого участка низинного участка 188 может охватывать весь открытый участок низинных участков 188 посредством проемов, щелистого промежутка между волокнами и любого другого промежутка в пределах низинных участков 188, где без помех может проходить свет. В различных вариантах осуществления низинные участки 188 могут иметь больше приблизительно 1 % открытого участка в выбранном участке слоистого полотна 160, как измеряют согласно способу испытания «Способ определения открытого участка в процентах», описанному в настоящем документе. В различных вариантах осуществления низинные участки 188 могут быть образованы без проемов, и открытый участок может быть образован благодаря щелистому промежутку между волокнами. В различных вариантах осуществления низинные участки 188 могут иметь больше приблизительно 1 %, 2 %, 3 %, 4 %, 5 %, 6 %, 7 %, 8 %, 9 %, 10 %, 11 %, 12 %, 13 %, 14 %, 15 %, 16 %, 17 %, 18 %, 19 % или 20 % открытого участка в выбранном участке слоистого полотна 160. В различных вариантах осуществления низинные участки 188 могут иметь приблизительно 1 %, 1,5 %, 2 %, 2,5 %, 3 %, 3,5 %, 4 %, 4,5 %, 5 %, 5,5 %, 6 %, 6,5 %, 7 %, 7,5 %, 8 %, 8,5 %, 9 %, 9,5 %, 10 %, 10,5 %, 11 %, 11,5 %, 12 %, 12,5 %, 13 %, 13,5 %, 14 %, 14,5 %, 15 %, 15,5 %, 16 %, 16,5 %, 17 %, 17,5 %, 18 %, 18,5 %, 19 %, 19,5 % или 20 % открытого участка в выбранном участке слоистого полотна 160. В различных вариантах осуществления низинные участки 188 могут иметь от приблизительно 1 %, 2 % или 3 % до приблизительно 4 % или 5 % открытого участка в выбранном участке слоистого полотна 160. В различных вариантах осуществления низинные участки 188 могут иметь от приблизительно 5 %, 6 % или 7 % до приблизительно 8 %, 9 % или 10 % открытого участка в выбранном участке слоистого полотна 160. В различных вариантах осуществления низинные участки 188 могут иметь от приблизительно 10 %, 11 %, 12 %, 13 %, 14 % или 15 % до приблизительно 16 %, 17 %, 18 %, 19 % или 20 % открытого участка в выбранном участке слоистого полотна 160. В различных вариантах осуществления низинные участки могут иметь больше приблизительно 20 % открытого участка в выбранном участке слоистого полотна 160.
Выступы 162 слоистого полотна 160 могут быть предоставлены в любой ориентации, которая представляется подходящей. В различных вариантах осуществления выступы 162 слоистого полотна 160 могут быть предоставлены случайным образом на слоистом полотне 160. В различных вариантах осуществления выступы 162 могут быть ориентированы линейно в продольном направлении (X) впитывающего изделия 10. В различных вариантах осуществления выступы 162 могут быть ориентированы линейно в поперечном направлении (Y) впитывающего изделия 10. В различных вариантах осуществления выступы 162 могут быть ориентированы линейно в направлении, которое может быть под углом к продольному направлению (X) и/или поперечному направлению (Y) впитывающего изделия 10. Низинные участки 188 слоистого полотна 160 могут быть предоставлены в любой ориентации, которая представляется подходящей. В различных вариантах осуществления низинные участки 188 могут быть ориентированы линейно в продольном направлении (X) впитывающего изделия 10. В различных вариантах осуществления низинные участки 188 могут быть ориентированы линейно в поперечном направлении (Y) впитывающего изделия 10. В различных вариантах осуществления низинные участки 188 могут быть ориентированы линейно в направлении, которое может быть под углом к продольному направлению (X) и поперечному направлению (Y) впитывающего изделия 10.
В различных вариантах осуществления выступы 162 и/или низинные участки 188 могут быть предоставлены так, чтобы выступы 162 были размещены в центральной области 16 впитывающего изделия 10, размещены по направлению к периметру впитывающего изделия 10 и в их комбинациях. В различных вариантах осуществления выступы 162 могут иметь варьирующие значения высоты в разных участках впитывающего изделия 10. В таких вариантах осуществления, например, выступы 162 могут иметь первую высоту в участке впитывающего изделия 10 и другую высоту в другом участке впитывающего изделия 10. В различных вариантах осуществления выступы 162 могут иметь варьирующие значения диаметра в разных участках впитывающего изделия 10. В таких вариантах осуществления, например, выступы 162 могут иметь первый диаметр в участке впитывающего изделия 10 и могут иметь другой диаметр в другом участке впитывающего изделия 10. В различных вариантах осуществления концентрация выступов 162 во впитывающем изделии 10 может варьироваться. В таких вариантах осуществления участок впитывающего изделия 10 может иметь более высокую концентрацию выступов 162, чем концентрация выступов 162 во втором участке впитывающего изделия 10.
Несмотря на то, что возможно варьирование плотности и содержания волокна выступов 162, в различных вариантах осуществления выступы 162 могут быть «полыми». Когда выступы 162 являются полыми, они могут иметь оболочку 194, образованную из волокон слоя 166 с выступами. Оболочка 194 может определять внутреннее пространство 196, которое может характеризоваться более низкой плотностью волокон по сравнению с оболочкой 194 выступов 162. Под «плотностью» понимают количество или содержание волокон на выбранную единицу объема в пределах части внутреннего пространства 196 или оболочки 194 выступа 162. Плотность оболочки 194 может варьироваться в пределах конкретного или отдельного выступа 162, и она также может варьироваться между разными выступами 162. Кроме того, габаритный размер полого внутреннего пространства 196, а также его плотность могут варьироваться в пределах конкретного или отдельного выступа 162, и он также может варьироваться между разными выступами 162. Если имеется по меньшей мере некоторая часть внутреннего пространства 196 выступа 162, которая имеет более низкую плотность волокон, чем по меньшей мере некоторая часть оболочки 194 того же выступа 162, то выступ 162 считается «полым». В этом отношении в некоторых случаях может не быть четко определенной границы между оболочкой 194 и внутренним пространством 196 выступа 162, но если при достаточном увеличении поперечного сечения одного из выступов 162 можно увидеть, что по меньшей мере некоторая часть внутреннего пространства 196 выступа 162 имеет более низкую плотность, чем некоторая часть оболочки 194 того же выступа 162, то выступ 162 считается «полым». Если по меньшей мере часть выступов 162 слоистого полотна 160 являются полыми, слой 166 с выступами и слоистое полотно 160 считаются «полыми» или имеющими «полые выступы». В различных вариантах осуществления часть выступов 162, которые являются полыми, может составлять не менее приблизительно 50 процентов выступов 162 в выбранном участке слоистого полотна 160. В различных вариантах осуществления полыми могут быть не менее приблизительно 70 процентов выступов 162 в выбранном участке слоистого полотна 160. В различных вариантах осуществления полыми могут быть не менее приблизительно 90 процентов выступов 162 в выбранном участке слоистого полотна 160.
Слоистое полотно 160 может быть результатом движения волокон в слое 166 с выступами в одном, а иногда в двух или более направлениях. Как отмечалось ранее, слоистое полотно 160 может представлять собой подвергнутое струйному скреплению слоистое полотно. Обращаясь к фиг. 10, если поверхность образования, на которую помещен слой 166 с выступами, является твердой за исключением образующих прорезей, используемых для образования выступов 162, то сила потоков струйного скрепления, бьющихся о твердые низинные участки поверхности, соответствующие низинным участкам 188 слоя 166 с выступами, и отражающихся от них, может вызвать переход волокон, смежных с внутренней поверхностью 174 слоя 166 с выступами, в опорный слой 164, смежный с его второй поверхностью 170. Такой переход волокон в первом направлении можно представить с помощью стрелок 198, показанных на фиг. 10. Для образования выступов 162, простирающихся наружу от наружной поверхности 176 слоя 166 с выступами, должен быть переход волокон во втором направлении, как показано стрелками 200. Именно этот переход во втором направлении заставляет волокна из слоя 166 с выступами двигаться из и в сторону от наружной поверхности 176 с образованием выступов 162. В различных вариантах осуществления, в которых опорный слой 164 может представлять собой волокнистое нетканое полотно, в зависимости от степени целостности и прочности полотна и времени воздействия струй текучей среды во время процесса скрепления, также может иметь место движение волокон опорного слоя 164 в слой 166 с выступами, как показано стрелками 202 на фиг. 10. Конечным результатом этих движений волокон может быть создание слоистого полотна 160 с хорошей общей целостностью и наслоением слоев (164 и 166) на их поверхности 180 раздела, что тем самым обеспечивает возможность дополнительных обработки и манипуляций слоистого полотна 160. В результате процесса струйного скрепления для создания слоистого полотна 160 обычно нежелательно, чтобы давление текучей среды, прилагаемое для образования выступов 162, имело достаточную силу для того, чтобы заставить волокна из опорного слоя 164 выступить на наружной поверхности 176 слоя 166 с выступами.
Опорный слой 164 может служить опорой для слоя 166 с выступами и может быть выполнен из ряда структур, при условии, что опорный слой 164 может быть способным служить опорой для слоя 166 с выступами. Основные функции опорного слоя 164 могут заключаться в защите слоя 166 с выступами во время образования выступов 162 для обеспечения возможности связываться или скрепляться со слоем 166 с выступами и в облегчении дополнительной обработки слоя 166 с выступами и полученного в результате слоистого полотна 160. Подходящие материалы для опорного слоя 164 могут включать, но без ограничения, нетканые ткани или полотна, материалы в виде марли, сетчатые материалы, продукцию на основе бумаги/целлюлозы/древесной пульпы, которую можно рассматривать как подмножество нетканых тканей или полотен, а также пеноматериалы, пленки и комбинации вышеуказанного, при условии, что выбранные материал или материалы могут выдержать процесс изготовления, такой как процесс струйного скрепления. В варианте осуществления опорный слой 164 может представлять собой волокнистое нетканое полотно, изготовленное из множества случайным образом наложенных волокон, которые могут представлять собой волокна штапельной длины, такие, которые применяют, например, в кардочесанных полотнах, уложенных воздухом полотнах и т. д., или они могут представлять собой более непрерывные волокна, такие, которые встречаются, например, в полотнах мелтблаун или спанбонд. Благодаря функциям, которые должен выполнять опорный слой 164, опорный слой 164 может иметь более высокую степень целостности, чем слой 166 с выступами. В этом отношении опорный слой 164 может оставаться по существу неизменным, когда его подвергают процессу струйного скрепления. Степень целостности опорного слоя 164 может быть такой, чтобы материал, образующий опорный слой 164, мог не поддаваться продавливанию внутрь и заполнению выступов 162 слоя 166 с выступами. В результате, в варианте осуществления, в котором опорный слой 164 представляет собой волокнистое нетканое полотно, он должен иметь более высокую степень связывания волокон между собой и/или скрепления волокон, чем волокна в слое 166 с выступами. Хотя может быть желательно, чтобы волокна из опорного слоя 164 были скреплены с волокнами слоя 166 с выступами, смежного с поверхностью 180 раздела между двумя слоями, обычно желательно, чтобы волокна этого опорного слоя 164 не встраивались в слой 166 с выступами или не скреплялись с ним до такой степени, что большие части этих волокон будут пробиваться внутрь выступов 162.
Чтобы противостоять более высокой степени движения волокон, как упомянуто выше, в варианте осуществления опорный слой 164 может иметь более высокую степень целостности, чем слой 166 с выступами. Эта более высокая степень целостности может быть реализована рядом способов. Один может представлять собой связывание волокон между собой, которое может быть достигнуто посредством термосварки или ультразвуковой сварки волокон друг с другом с применением или без применения давления, как в связывании с воздушной набивкой, точечной сварке, порошковом связывании, химическом связывании, клеевом связывании, тиснении, каландровом связывании и т. д. Кроме того, другие материалы могут быть добавлены в волокнистую смесь, такие как клеи и/или бикомпонентные волокна. Также можно использовать предварительное скрепление волокнистого нетканого опорного слоя 164, такое как, например, путем воздействия на полотно водоструйным скреплением, иглопробиванием и т. д., перед тем как этот опорный слой 164 будет соединен со слоем 166 с выступами. Также возможны комбинации вышеописанного. Однако другие материалы, такие как пеноматериалы, марли и сетки, могут иметь достаточную начальную целостность, чтобы не требовать дополнительной обработки. Уровень целостности во многих случаях может быть визуально видимым благодаря, например, осмотру невооруженным глазом таких методик, как точечная сварка, которая обычно используется с волокнистыми неткаными полотнами, такими как полотна спанбонд и полотна, содержащие штапельное волокно. Дополнительное увеличение опорного слоя 164 может также выявить использование струйного скрепления или использование термосварки и/или клеевого связывания для соединения волокон вместе. В зависимости от того, доступны ли образцы отдельных слоев (164 и 166), испытание на разрыв в одном или обоих из машинного направления и направления поперек машинному можно провести для сравнения целостности опорного слоя 164 со слоем 166 с выступами. См., например, испытание ASTM D5035-11, которое включено в настоящий документ во всей своей полноте для всех целей.
Тип, базовый вес, прочность на разрыв и другие свойства опорного слоя 164 могут быть выбраны и могут варьироваться в зависимости от конкретного конечного использования полученного в результате слоистого полотна 160. Когда слоистое полотно 160 должно использоваться в качестве части впитывающего изделия личной гигиены, обычно может быть желательно, чтобы опорный слой 164 представлял собой слой, который пропускает текучую среду, имеет хорошую прочность во влажном и сухом состоянии, способен впитывать текучие среды, такие как продукты выделения организма, возможно, удерживать текучие среды в течение определенного периода времени, а затем высвобождать текучие среды в один или более нижележащих слоев. В этом отношении волокнистые нетканые материалы, такие как полотна спанбонд, полотна мелтблаун и кардочесанные полотна, такие как уложенные воздухом полотна, связанные кардочесанные полотна и коформные материалы, хорошо подходят в качестве опорных слоев 164. Пеноматериалы и материалы в виде марли также хорошо подходят. Кроме того, опорный слой 164 может представлять собой многослойный материал благодаря использованию нескольких слоев или использованию многорядных процессов образования, которые обычно используются при изготовлении полотен спанбонд и полотен мелтблаун, а также слоистых комбинаций полотен мелтблаун и спанбонд. При образовании таких опорных слоев 164 как натуральные, так и синтетические материалы могут применяться отдельно или в комбинации для производства материалов. В различных вариантах осуществления опорный слой 164 может иметь базовый вес в диапазоне от приблизительно 5 г/м2 до приблизительно 40 г/м2 или 50 г/м2.
Тип, базовый вес и пористость опорного слоя 164 могут влиять на условия процесса, необходимые для образования выступов 162 в слое 166 с выступами. Материалы с большим базовым весом могут повышать скрепляющую силу потоков скрепляющей текучей среды, необходимую для образования выступов 162 в слое 166 с выступами. Однако опорные слои 164 с большим базовым весом могут также обеспечивать улучшенную опору для слоя 166 с выступами, поскольку слой 166 с выступами сам по себе является слишком растяжимым для поддержания формы выступов 162 после процесса образования. Слой 164 с выступами сам по себе может чрезмерно удлиняться в машинном направлении благодаря механическим силам, прикладываемым к нему при последующих процессах намотки и преобразования, и, следовательно, уменьшать и искривлять выступы. Также без опорного слоя 164 выступы 162 в слое 166 с выступами проявляют тенденцию к смятию вследствие величин давления при намотке и сжимающего веса, которым подвергается слой 166 с выступами в процессе намотки и последующего преобразования, и не восстанавливаются в той степени, в которой они восстанавливаются, когда присутствует опорный слой 164.
Опорный слой 164 может быть подвергнут дополнительной обработке и/или введению добавок для изменения или улучшения его свойств. Например, поверхностно-активные вещества и другие химические вещества могут быть добавлены как внутри, так и снаружи к компонентам, образующим весь опорный слой 164 или его часть, для изменения или улучшения его свойств. Соединения, обычно называемые гидрогелями или сверхабсорбентами, которые поглощают в жидкостях во много раз больше, чем весят, могут быть добавлены в опорный слой 164 как в порошкообразной, так и в волокнистой форме.
Слой 166 с выступами может быть изготовлен из множества случайным образом наложенных волокон, которые могут представлять собой волокна штапельной длины, такие, которые применяют, например, в кардочесанных полотнах, уложенных воздухом полотнах, коформных полотнах и т. д., или они могут представлять собой более непрерывные волокна, такие, которые обнаруживаются, например, в полотнах мелтблаун или спанбонд. Волокна в слое 166 с выступами могут иметь меньшую степень связывания волокон между собой и/или скрепления волокон и, следовательно, меньшую целостность по сравнению с целостностью опорного слоя 164, особенно в вариантах осуществления, в которых опорный слой 164 представляет собой волокнистое нетканое полотно. В варианте осуществления волокна в слое 166 с выступами могут не иметь начального связывания волокон между собой с целью обеспечения возможности образования выступов 162. Альтернативно, если как опорный слой 164, так и слой 166 с выступами могут представлять собой волокнистые нетканые полотна, слой 166 с выступами может иметь меньшую целостность, чем опорный слой 164, вследствие того, что слой 166 с выступами имеет, например, меньшую степень связывания волокон между собой, меньшее количество клея или меньшую степень предварительного скрепления волокон, образующих слой 166 с выступами.
Слой 166 с выступами может иметь достаточную величину способности волокон к движению, чтобы обеспечивать в процессе струйного скрепления возможность движения первого множества из множества волокон слоя 166 с выступами из плоскости X—Y слоя 166 с выступами и в перпендикулярном направлении или направлении Z относительно слоя 166 с выступами, чтобы они могли образовывать выступы 162. Как отмечено в настоящем документе, в различных вариантах осуществления выступы 162 могут быть полыми. В варианте осуществления второе множество из множества волокон в слое 166 с выступами может становиться скрепленным с опорным слоем 164. Если используются более непрерывные волокнистые структуры, такие как полотна мелтблаун или спанбонд, в варианте осуществления предварительное связывание слоя 166 с выступами может быть незначительным или отсутствовать перед процессом струйного скрепления. Более длинные волокна, такие как образующиеся в процессах по технологии мелтблаун и спанбонд (которые часто называют непрерывными волокнами, чтобы отличать их от волокон штапельной длины), обычно будут требовать большей силы для смещения волокон в направлении Z, чем более короткие волокна штапельной длины, которые обычно имеют значения длины волокон менее чем приблизительно 100 мм и более обычно значения длины волокон в диапазоне 10—60 мм. Напротив, полотна из штапельного волокна, такие как кардочесанные полотна и уложенные воздухом полотна, могут иметь некоторую степень предварительного связывания или скрепления волокон вследствие их более короткой длины. Для таких более коротких волокон требуется меньшая сила текучей среды от потоков струйного скрепления для их движения в направлении Z с образованием выступов 162. В результате необходимо соблюдать баланс между длиной волокна, степенью предварительного связывания волокна, силой текучей среды, скоростью полотна и временем воздействия, чтобы иметь возможность создавать выступы 162 если не требуется, без образования проемов в низинных участках 188 или выступах 162 или вытеснения слишком большого количества материала во внутреннее пространство 196 выступов 162, тем самым делая выступы 162 слишком жесткими для некоторых целевых назначений.
В различных вариантах осуществления слой 166 с выступами может иметь базовый вес в диапазоне от приблизительно 10 г/м2 до приблизительно 60 г/м2. Полотна спанбонд обычно могут иметь значения базового веса от приблизительно 15 г/м2 до приблизительно 50 г/м2 при использовании в качестве слоя 166 с выступами. Диаметры волокон могут находиться в диапазоне от приблизительно 5 микрон до приблизительно 20 микрон. Волокна могут представлять собой однокомпонентные волокна, образованные из одной полимерной композиции, или они могут представлять собой бикомпонентные или многокомпонентные волокна, где одна часть волокна может иметь более низкую точку плавления, чем другие компоненты, чтобы обеспечить возможность связывания волокон между собой при использовании тепла и/или давления. Также могут быть использованы полые волокна. Волокна могут быть образованы из любых полимерных составов, как правило, используемых для образования полотен спанбонд. Примеры таких полимеров включают, но без ограничения, полипропилен («PP»), сложный полиэфир («PET»), полиамид («PA»), полиэтилен («PE») и полимолочную кислоту («PLA»). Полотна спанбонд могут быть подвергнуты действию методик связывания и скрепления после образования, если необходимо, для улучшения пригодности полотна к обработке перед тем, как оно подвергнется процессу образования выступов.
Полотна мелтблаун обычно могут иметь значения базового веса от приблизительно 20 г/м2 до приблизительно 50 г/м2 при использовании в качестве слоя 166 с выступами. Диаметры волокон могут находиться в диапазоне от приблизительно 0,5 микрон до приблизительно 5 микрон. Волокна могут представлять собой однокомпонентные волокна, образованные из одной полимерной композиции, или они могут представлять собой бикомпонентные или многокомпонентные волокна, где одна часть волокна может иметь более низкую точку плавления, чем другие компоненты, чтобы обеспечить возможность связывания волокон между собой при использовании тепла и/или давления. Волокна могут быть образованы из любых полимерных составов, как правило, используемых для образования полотен спанбонд. Примеры таких полимеров включают, но без ограничения, PP, PET, PA, PE и PLA.
В кардочесанных и уложенных воздухом полотнах могут использоваться штапельные волокна, длина которых обычно может находиться в диапазоне от приблизительно 10 до приблизительно 100 миллиметров. Толщина волокна в денье может находиться в диапазоне от приблизительно 0,5 денье до приблизительно 6 денье в зависимости от конкретного конечного применения. Значения базового веса могут находиться в диапазоне от приблизительно 20 г/м2 до приблизительно 60 г/м2. Штапельные волокна могут быть изготовлены из широкого спектра полимеров, в том числе, но без ограничения, PP, PET, PA, PE, PLA, хлопка, целлюлозных химических волокон, льна, шерсти, конопли и регенерированной целлюлозы, такой как, например, вискоза. Также могут быть использованы смеси волокон, такие как смеси бикомпонентных волокон и однокомпонентных волокон, а также смеси твердых волокон и полых волокон. Если желательно связывание, оно может быть реализовано рядом способов, включая, например, связывание с воздушной набивкой, каландровое связывание, точечную сварку, химическое связывание и клеевое связывание, такое как порошковое связывание. Если необходимо, для дополнительного улучшения целостности и пригодности к обработке слоя 166 с выступами перед процессом образования выступов слой 166 с выступами может быть подвергнут процессам предварительного скрепления для повышения скрепления волокон в пределах слоя 166 с выступами перед образованием выступов 162. Водоструйное скрепление может быть выгодным в этом отношении.
Примеры слоистого полотна 160 и процесса изготовления слоистого полотна 160 могут быть найдены в документе U.S. 9474660, выданном Kirby и соавт., который включен в настоящий документ посредством ссылки во всей своей полноте.
Впитывающая сердцевина
Впитывающая сердцевина 38 может быть расположена между верхним листовым слоем 30 и непроницаемым для жидкости слоем 36 впитывающего изделия 10. Впитывающая сердцевина 38 обычно может представлять собой любую однослойную структуру или комбинацию компонентов слоя, которые могут демонстрировать некоторый уровень способности к сжатию, способности к принятию нужной формы, не вызывать раздражения кожи носителя и способны к впитыванию и удержанию жидкостей и других продуктов выделения организма. В различных вариантах осуществления впитывающая сердцевина 38 может быть образована из многообразия разных материалов и может содержать любое число желаемых слоев. Например, впитывающая сердцевина 38 может содержать один или более слоев (например, два слоя) материала в виде впитывающего полотна из целлюлозных волокон (например, волокон из древесной пульпы), других натуральных волокон, синтетических волокон, тканых или нетканых листов, сетчатого материала по типу марли или других стабилизирующих структур, сверхвпитывающего материала, связующих материалов, поверхностно-активных веществ, выбранных гидрофобных и гидрофильных материалов, пигментов, лосьонов, дезодорирующих средств или т. п., а также их комбинаций. В варианте осуществления материал в виде впитывающего полотна может содержать матрицу из целлюлозного ворса и может также содержать сверхвпитывающий материал. Целлюлозный ворс может содержать смесь ворса из древесной пульпы. Пример ворса из древесной пульпы может быть идентифицирован под торговым обозначением NB416, доступным для приобретения у Weyerhaeuser Corp., и представляет собой выбеленную древесную пульпу с высокой впитывающей способностью, содержащую в основном волокна из древесины мягких пород.
В различных вариантах осуществления впитывающая сердцевина 38 при желании может содержать необязательное количество сверхвпитывающего материала. Примеры подходящего сверхвпитывающего материала могут включать полиакриловую кислоту, полиметакриловую кислоту, полиакриламид, поливиниловый эфир, сополимеры малеинового ангидрида с виниловыми эфирами и α-олефинами, поливинилпирролидон, поливинилморфолинон, поливиниловый спирт, а также их соли и сополимеры. Другие сверхвпитывающие материалы могут включать немодифицированные натуральные полимеры и модифицированные натуральные полимеры, такие как гидролизованный привитый акрилонитрилом крахмал, привитый акриловой кислотой крахмал, метилцеллюлоза, хитозан, карбоксиметилцеллюлоза, гидроксипропилцеллюлоза, а также натуральные камеди, такие как альгинаты, ксантановая камедь, камедь бобов рожкового дерева и прочее. Также могут быть использованы смеси натуральных и полностью или частично синтетических сверхвпитывающих полимеров. Сверхвпитывающий материал может присутствовать во впитывающей сердцевине 38 в любом количестве при желании.
Вне зависимости от комбинации впитывающих материалов, использованных во впитывающей сердцевине 38, впитывающие материалы могут быть образованы в структуру полотна с применением различных общепринятых способов и методик. Например, впитывающее полотно может быть образовано с применением методик, таких как, но без ограничения, методика сухого формования, методика формования воздухом, методика влажного формования, методика пенного формования или т. п., а также их комбинаций. Также может быть применен коформный нетканый материал. Способы и устройство для осуществления таких методик хорошо известны из уровня техники.
Форма впитывающей сердцевины 38 может варьироваться по желанию и может включать любую из различных форм, включая, но без ограничения, треугольную форму, прямоугольную форму, форму гантели, эллиптическую форму, трапециевидную форму, T-подобную форму, I-подобную форму и форму песочных часов. В различных вариантах осуществления впитывающая сердцевина 38 может иметь форму, которая в целом соответствует общей форме впитывающего изделия 10. Размеры впитывающей сердцевины 38 могут быть по существу такими же, как размеры впитывающего изделия 10, однако следует понимать, что размеры впитывающей сердцевины 38, несмотря на схожесть, зачастую будут меньше, чем размеры всего впитывающего изделия 10, с целью надлежащего содержания в нем. Габаритный размер и абсорбирующая способность впитывающей сердцевины 38 должны быть совместимы с габаритным размером предполагаемого носящего и нагрузкой жидкости, обеспечиваемой предполагаемым применением впитывающего изделия 10. Кроме того, габаритный размер и абсорбирующая способность впитывающей сердцевины 38 могут варьироваться, чтобы приспосабливаться к различным носящим, от младенцев до взрослых.
Впитывающая сердцевина 38 может иметь длину в диапазоне от приблизительно 120 мм, 125 мм, 130 мм, 150 мм, 160 мм, 170 мм, 180 мм, 190 мм, 200 мм, 210 мм, 220 мм, 225 мм, 230 мм, 240 мм, 250 мм, 260 мм, 270 мм, 280 мм, 290 мм, 300 мм, 310 мм, 320 мм, 330 мм, 340 мм или 350 мм до приблизительно 355 мм, 360 мм, 380 мм, 385 мм, 390 мм, 395 мм, 400 мм, 410 мм, 415 мм, 420 мм, 425 мм, 440 мм, 450 мм, 460 мм, 480 мм, 500 мм, 510 мм, 520 мм, 530 мм, 540 мм, 550 мм, 600 мм, 610 мм, 620 мм или 630 мм. Впитывающая сердцевина 38 может иметь ширину в центральной области 16 в диапазоне от приблизительно 30 мм, 40 мм, 50 мм, 55 мм, 60 мм, 65 мм или 70 мм до приблизительно 75 мм, 80 мм, 85 мм, 90 мм, 95 мм, 100 мм, 105 мм, 110 мм, 115 мм, 120 мм, 125 мм, 130 мм, 140 мм, 150 мм, 160 мм, 170 мм или 180 мм. Ширина впитывающей сердцевины 38, размещенной в пределах передней области 12 и/или задней области 14 впитывающего изделия 10, может находиться в диапазоне от приблизительно 50 мм, 55 мм, 60 мм, 65 мм, 70 мм, 75 мм, 80 мм, 85 мм, 90 мм или 95 мм до приблизительно 100 мм, 105 мм, 110 мм, 115 мм, 120 мм, 125 мм или 130 мм. Как отмечено в настоящем документе, впитывающая сердцевина 38 может иметь длину и ширину, которые могут быть меньше длины и ширины впитывающего изделия 10 или равны им.
В варианте осуществления впитывающее изделие 10 может представлять собой подгузник, имеющий следующие диапазоны значений длины и значений ширины впитывающей сердцевины 38, имеющей форму песочных часов: длина впитывающей сердцевины 38 может находиться в диапазоне от приблизительно 170 мм, 180 мм, 190 мм, 200 мм, 210 мм, 220 мм, 225 мм, 240 мм или 250 мм до приблизительно 260 мм, 280 мм, 300 мм, 310 мм, 320 мм, 330 мм, 340 мм, 350 мм, 355 мм, 360 мм, 380 мм, 385 мм или 390 мм; ширина впитывающей сердцевины 38 в центральной области 16 может находиться в диапазоне от приблизительно 40 мм, 50 мм, 55 мм или 60 мм до приблизительно 65 мм, 70 мм, 75 мм или 80 мм; ширина впитывающей сердцевины 38 в передней области 12 и/или задней области 14 может находиться в диапазоне от приблизительно 80 мм, 85 мм, 90 мм или 95 мм до приблизительно 100 мм, 105 мм или 110 мм.
В варианте осуществления впитывающее изделие 10 может представлять собой трусы для приучения к горшку или трусы для подростков, имеющие следующие диапазоны значений длины и значений ширины впитывающей сердцевины 38, имеющей форму песочных часов: длина впитывающей сердцевины 38 может находиться в диапазоне от приблизительно 400 мм, 410 мм, 420 мм, 440 мм или 450 мм до приблизительно 460 мм, 480 мм, 500 мм, 510 мм или 520 мм; ширина впитывающей сердцевины 38 в центральной области 16 может находиться в диапазоне от приблизительно 50 мм, 55 мм или 60 мм до приблизительно 65 мм, 70 мм, 75 мм или 80 мм; ширина впитывающей сердцевины 38 в передней области 12 и/или задней области 14 может находиться в диапазоне от приблизительно 80 мм, 85 мм, 90 мм или 95 мм до приблизительно 100 мм, 105 мм, 110 мм, 115 мм, 120 мм, 125 мм или 130 мм.
В варианте осуществления впитывающее изделие 10 может представлять собой предмет одежды для взрослых, страдающих недержанием, имеющий следующие диапазоны значений длины и значений ширины впитывающей сердцевины 38, имеющей прямоугольную форму: длина впитывающей сердцевины 38 может находиться в диапазоне от приблизительно 400 мм, 410 мм или 415 мм до приблизительно 425 мм или 450 мм; ширина впитывающей сердцевины 38 в центральной области 16 может находиться в диапазоне от приблизительно 90 мм или 95 мм до приблизительно 100 мм, 105 мм или 110 мм. Следует отметить, что впитывающая сердцевина 38 предмета одежды для взрослых, страдающих недержанием, может простираться или не простираться в одну или обе из передней области 12 или задней области 14 впитывающего изделия 10.
В варианте осуществления впитывающее изделие 10 может представлять собой гигиеническую продукцию для женщин, имеющую следующие диапазоны значений длины и значений ширины впитывающей основной части 40, имеющей форму песочных часов: длина впитывающей сердцевины 38 может находиться в диапазоне от приблизительно 150 мм, 160 мм, 170 мм или 180 мм до приблизительно 190 мм, 200 мм, 210 мм, 220 мм, 230 мм, 240 мм, 250 мм, 260 мм, 270 мм, 280 мм, 290 мм, 300 мм, 310 мм или 320 мм; ширина впитывающей сердцевины 38 в центральной области 16 может находиться в диапазоне от приблизительно 30 мм, 40 мм или 50 мм до приблизительно 60 мм, 70 мм, 80 мм, 90 мм или 100 мм.
В качестве примера подходящие материалы и/или структуры для впитывающей сердцевины 38 могут включать, но без ограничения, описанные в патентах США № 4610678, выданном Weisman и соавт., № 6060636, выданном Yahiaoui и соавт., № 6610903, выданном Latimer и соавт., № 7358282, выданном Krueger и соавт., и публикации США № 2010/0174260 в пользу Di Luccio и соавт., каждый из которых включен в настоящий документ посредством ссылки на него во всей своей полноте.
В различных вариантах осуществления впитывающая сердцевина 38 может представлять собой однослойную структуру и может включать, например, матрицу из целлюлозного ворса и сверхвпитывающий материал. В различных вариантах осуществления впитывающая сердцевина 38 может иметь по меньшей мере два слоя материала, такие как, например, лицевой по отношению к телу слой и лицевой по отношению к предмету одежды слой. В различных вариантах осуществления два слоя могут быть идентичны друг другу. В различных вариантах осуществления два слоя могут отличаться друг от друга. В таких вариантах осуществления два слоя могут предусматривать впитывающее изделие 10 с разными свойствами впитывания, которые представляются подходящими. В различных вариантах осуществления лицевой по отношению к телу слой впитывающей сердцевины 38 может быть выполнен из уложенного воздухом материала, и лицевой по отношению к предмету одежды слой впитывающей сердцевины 38 может быть выполнен из сжатого листа, содержащего сверхвпитывающий полимер. В таких вариантах осуществления уложенный воздухом материал может иметь базовый вес от приблизительно 40 г/м2 до приблизительно 200 г/м2, и сжатый лист, содержащий сверхвпитывающий полимер, может представлять собой материал на основе целлюлозного ворса, который может представлять собой комбинацию целлюлозной пульпы и SAP, охваченных тканевым носителем и имеющих базовый вес от приблизительно 40 г/м2 до приблизительно 400 г/м2.
Непроницаемый для жидкости слой
Непроницаемый для жидкости слой 36 является в целом непроницаемым для жидкости и представляет собой часть впитывающего изделия 10, которая обращена к предметам одежды носящего. Непроницаемый для жидкости слой 36 может обеспечивать возможность прохождения воздуха или пара из впитывающего изделия 10, при этом все еще блокируя прохождение жидкостей. Любой непроницаемый для жидкости материал может в целом быть использован для образования непроницаемого для жидкости слоя 36. Непроницаемый для жидкости слой 36 может содержать один слой или несколько слоев, и эти один или более слоев могут сами по себе содержать одинаковые или разные материалы. Подходящий материал, который может быть использован, может представлять собой микропористую полимерную пленку, такую как полиолефиновая пленка, или полиэтилен, или полипропилен, нетканые материалы, и нетканые слоистые материалы, и пленочные/нетканые слоистые материалы. Конкретная структура и композиция непроницаемого для жидкости слоя 36 могут быть выбраны из различных известных пленок и/или тканей, при этом конкретный материал выбирают в качестве надлежащего для обеспечения желаемого уровня барьера для жидкости, прочности, износоустойчивости, тактильных свойств, эстетических свойств и прочее. В различных вариантах осуществления может быть использована полиэтиленовая пленка, которая может иметь толщину в диапазоне от приблизительно 0,2 мил или 0,5 мил до приблизительно 3,0 мил или 5,0 мил. Примером непроницаемого для жидкости слоя 36 может являться полиэтиленовая пленка, например, доступная от Pliant Corp., Шаумбург, Иллинойс, США. Другим примером может быть полипропиленовая пленка с наполнителем из карбоната кальция. В еще одном варианте осуществления непроницаемый для жидкости слой 36 может представлять собой гидрофобный нетканый материал с барьерными свойствами в отношении воды, такой как нетканый слоистый материал, примером которого может быть четырехслойный слоистый материал спанбонд-мелтблаун-мелтблаун-спанбонд.
В различных вариантах осуществления непроницаемый для жидкости слой 36 может иметь двухслойную структуру, содержащую материал наружного слоя и материал внутреннего слоя, которые могут быть связаны вместе. Наружный слой может быть любым подходящим материалом и может быть таким, у которого текстура или внешний вид в целом будут напоминать носящему ткань. Примером такого материала может быть 100 % полипропиленовое связанное кардочесанное полотно с узором из ромбовидных связей, доступное для приобретения у компании Sandler A.G., Германия, например, Sawabond 4185®, 30 г/м2, или аналог. Другим примером материала, подходящего для использования в качестве наружного слоя, может быть полипропиленовое нетканое полотно спанбонд, 20 г/м2. Внутренний слой может быть либо проницаемым для пара (т. е. «дышащим»), либо непроницаемым для пара. Внутренний слой может быть изготовлен из тонкой пластиковой пленки, хотя также могут использоваться другие непроницаемые для жидкости материалы. Внутренний слой может препятствовать утечке жидких продуктов выделения организма из впитывающего изделия 10 и их попаданию на изделия, такие как постельное белье и одежда, а также на носящего и лицо, осуществляющее уход. Примером материала для внутреннего слоя может быть пленка с печатным рисунком Berry Plastics XP-8695H, 19 г/м2, или аналог, имеющаяся в продаже в компании Berry Plastics Corporation, Эвансвилл, Индиана, США.
Следовательно, непроницаемый для жидкости слой 36 может иметь структуру из одного или нескольких слоев, например, из нескольких слоев пленки или слоистых материалов из слоев пленки и нетканого волокнистого материала. Подходящие непроницаемые для жидкости слои 36 могут быть выполнены из таких материалов, как описанные в патентах США № 4578069, выданном Whitehead и соавт., № 4376799, выданном Tusim и соавт., № 5695849, выданном Shawver и соавт., № 6075179, выданном McCormack и соавт., и № 6376095, выданном Cheung и соавт., каждый из которых включен в настоящий документ посредством ссылки на него во всей своей полноте.
Слой распределения продуктов выделения
В различных вариантах осуществления впитывающее изделие 10 может иметь слой 40 распределения продуктов выделения, находящийся в сообщении по текучей среде с верхним листовым слоем 30. В различных вариантах осуществления, таких как, например, проиллюстрированные на фиг. 1, фиг. 2A, фиг. 2B, фиг. 3, фиг. 4A и фиг. 4B, слой 40 распределения продуктов выделения может быть расположен на лицевой по отношению к телу поверхности 32 верхнего листового слоя 30. В различных вариантах осуществления, таких как, например, проиллюстрированные на фиг. 5, фиг. 6A, фиг. 6B, фиг. 7A и фиг. 7B, слой 40 распределения продуктов выделения может быть расположен между верхним листовым слоем 30 и впитывающей сердцевиной 38.
В различных вариантах осуществления слой 40 распределения продуктов выделения может быть изготовлен из материала, который может быть выполнен с возможностью переноса в направлении (Z) в глубину продуктов выделения организма, которые доставляются к верхнему листовому слою 30. Любой из многообразия материалов может быть использован в качестве слоя 40 распределения продуктов выделения. В различных вариантах осуществления материал может быть синтетическим, целлюлозным или представлять собой комбинацию синтетических и целлюлозных материалов. В различных вариантах осуществления слой 40 распределения продуктов выделения может быть выполнен из тканых или нетканых материалов. Например, слой 40 распределения продуктов выделения может быть выполнен в виде уложенного воздухом материала или материала в виде TABCW. Например, уложенные воздухом целлюлозные ткани могут быть подходящими для использования в слое 40 распределения продуктов выделения. Уложенная воздухом целлюлозная ткань может иметь базовый вес в диапазоне от приблизительно 10 г/м2 или 100 г/м2 до приблизительно 250 г/м2 или 300 г/м2. Уложенная воздухом целлюлозная ткань может быть образована из волокон древесины твердых пород и/или древесины мягких пород. Уложенная воздухом целлюлозная ткань может иметь тонкопористую структуру и может обеспечивать превосходную способность к капиллярному всасыванию, в особенности в отношении менструальных выделений.
В различных вариантах осуществления пеноматериал может быть использован для образования слоя 40 распределения продуктов выделения. В различных вариантах осуществления пеноматериал может представлять собой пену с открытыми порами или пористую пену. Физические свойства пеноматериала, а также его смачиваемость и свойства распределения текучей среды могут быть специально подобраны для соответствия конкретным характеристикам, которые являются желаемыми при использовании пеноматериала во впитывающем изделии 10. В различных вариантах осуществления пеноматериал может быть устойчивым к влаге и может не разрушаться или сжиматься и не терять свою структуру и свойства распределения текучей среды при воздействии продукта выделения организма. В различных вариантах осуществления пеноматериал может представлять собой пену с открытыми порами, пену с закрытыми порами или пену с частично открытыми порами, которая представляет собой либо термопластический, либо термоотверждающийся материал. Пеноматериал может быть изготовлен путем процессов экструзии или литья и нанесения покрытий, включающих способы образования вспененной пены, аэрированной пены и эмульсионной пены. Такие пены могут быть изготовлены из разных полимерных химических составов для достижения желаемой мягкости, гибкости и упругости пеноматериала при использовании во впитывающем изделии 10. В различных вариантах осуществления пеноматериал может быть основан на органических или неорганических химических составах и может также быть основан на пеноматериале, полученном из природных источников. В различных вариантах осуществления пеноматериал может иметь химический состав полимера, который может представлять собой пенополиуретан, пенополиолефин, пену из полистирола и бутадиена, пену из полиэтиленвинилацетата или силиконовую пену. Другие химические составы полимеров, известные специалисту в данной области техники, можно использовать вместе с такими добавками, как пластификаторы, замутнители, красители, антиоксиданты и стабилизаторы, для получения желаемых свойств пены. В различных вариантах осуществления вязкоэластичные свойства могут быть модифицированы для получения желаемого отклика на приложенную нагрузку от пеноматериала, включая свойства, подобные тем, которые обычно относят к полиуретановым пеноматериалам с эффектом памяти. В различных вариантах осуществления коэффициент Пуассона пеноматериала может быть модифицирован для получения желаемого отклика от пеноматериала на приложенное усилие, и пеноматериалы с ауксетическими свойствами могут рассматриваться при желании.
В различных вариантах осуществления, в которых пеноматериал используется для слоя распределения продуктов выделения, пеноматериал может иметь такие свойства материала, которые обеспечивают возможность резки пеноматериала, в том числе, например, с помощью механической фильеры, такого как пеноматериалы, которые называют поддающимися расслаиванию пенами в промышленности пенополиуретана. В различных вариантах осуществления пеноматериал также может быть выбран таким образом, чтобы обеспечить другие способы резки пеноматериала, включая, но без ограничения, лазерную резку и водоструйную резку. В различных вариантах осуществления пеноматериал может быть выполнен с возможностью обеспечения перфорации пеноматериала с использованием механических фильер и режущих или пробивающих отверстия устройств, а также может быть выполнен с возможностью достижения перфорации с использованием ультразвуковых процессов.
Пористый пеноматериал может иметь поры, которые могут варьироваться по габаритному размеру и/или распределению. В различных вариантах осуществления габаритный размер пор пеноматериала может составлять от приблизительно 10 микрон до приблизительно 350 микрон. В различных вариантах осуществления пеноматериал может иметь многомодальное распределение пор по габаритному размеру, чтобы справляться с многообразием компонентов в продуктах выделения организма. В различных вариантах осуществления многомодальное распределение пор по габаритному размеру может быть достигнуто в пределах одной и той же монолитной пенной структуры или может быть достигнуто путем использования слоев пеноматериала с узким распределением пор по габаритному размеру, которое при объединении в один пеноматериал обеспечит достижение многомодального распределения пор по габаритному размеру для комбинации слоев.
В различных вариантах осуществления пеноматериал может представлять собой пеноматериал из сложного полиэфира и полиуретана. В различных вариантах осуществления средний габаритный размер ячейки пеноматериала может составлять от приблизительно 100 микрон, 150 микрон или 200 микрон до приблизительно 250 микрон, 300 микрон или 350 микрон. Количество открытых ячеек в пеноматериале может обеспечить пеноматериал измерением пористости пеноматериала. Пористость пеноматериала измеряется в порах на погонный дюйм (ppi), и относится к количеству пор в одном погонном дюйме двухмерной планарной поверхности пеноматериала, и описывается ассоциацией Polyurethane Foam Association. Поры на погонный дюйм измеряют путем подсчета пор визуально под микроскопом с использованием решетки. Чем меньше значение ppi пеноматериала, тем больше габаритный размер пор, и наоборот. В различных вариантах осуществления пеноматериал может иметь пористость от приблизительно 20 ppi или 40 ppi до приблизительно 55 ppi, 65 ppi или 90 ppi. В различных вариантах осуществления, в которых используется пеноматериал с открытыми ячейками, пеноматериал может быть по существу с открытыми ячейками или иметь полностью сетчатую структуру. Сетчатое строение пеноматериала может быть достигнуто с помощью нескольких способов, известных специалисту в данной области техники, включая пену, полученную с помощью процессов образования сетчатого строения на месте во время образования пены. Сетчатый пеноматериал также можно получить путем подвергания пеноматериала по существу с открытыми ячейками потоку текучей среды под высоким давлением для удаления стенок ячеек пеноматериала. В целом, пеноматериалы способны растягиваться, однако в различных вариантах осуществления пеноматериал может характеризоваться сниженной способностью к удлинению. В различных вариантах осуществления пеноматериал может характеризоваться низким удлинением, таким как, например, менее чем 200 % удлинения при разрушении. В различных вариантах осуществления пеноматериал характеризуется удлинением при разрушении от приблизительно 80 % или 100 % до приблизительно 150 % или 200 %. В различных вариантах осуществления базовый вес пеноматериала может составлять от приблизительно 45 г/м2 до приблизительно 50 г/м2 или 55 г/м2. В различных вариантах осуществления плотность пеноматериала может составлять от приблизительно 0,01 г/см3, 0,02 г/см3 или 0,03 г/см3 до приблизительно 0,05 г/см3 или 0,08 г/см3. Пеноматериал также может иметь модуль сжатия, который делает его мягким и гибким при использовании во впитывающем изделии. В различных вариантах осуществления пеноматериал может иметь отклонение при сжимающем усилии при 25 % отклонении от приблизительно 0,5 фунта/кв. дюйм или 0,6 фунта/кв. дюйм до приблизительно 0,8 фунта/кв. дюйм или 1,0 фунта/кв. дюйм.
Пеноматериал может быть либо гидрофильным, либо гидрофобным в зависимости от желаемых свойств пеноматериала во впитывающем изделии 10. В различных вариантах осуществления пеноматериал может представлять собой гидрофильный пеноматериал. В различных вариантах осуществления пеноматериал может быть гидрофобным и может быть обработан поверхностно-активным веществом с созданием гидрофильного пеноматериала. В различных вариантах осуществления, например, материал, используемый для образования слоя 40 распределения продуктов выделения, может представлять собой гидрофобный пенополиуретан с открытыми ячейками, обработанный поверхностно-активным веществом в количестве от приблизительно 0,3 % или 0,8 % до приблизительно 1,6 %, 2,0 % или 3,0 %. В различных вариантах осуществления поверхностно-активное вещество, применяемое для обработки пеноматериала, может представлять собой неионное поверхностно-активное вещество, такое как неионное поверхностно-активное вещество, содержащее по меньшей мере этоксилированный линейный олеохимический спирт, такой как алкилфенолэтоксилат, например, LUTENSOL® A65N, имеющийся в продаже в BASF, или этоксилированный ацетиленовый диол, например, SURFYNOL® 465, имеющийся в продаже в Air Products, Аллентаун, Пенсильвания. В различных вариантах осуществления гидрофильность пеноматериала в результате обработки поверхностно-активным веществом может быть равномерной в продольном направлении (X) и поперечном направлении (Y) пеноматериала. В различных вариантах осуществления гидрофильность пеноматериала в результате обработки поверхностно-активным веществом может варьироваться в продольном направлении (X), в поперечном направлении (Y) или как в продольном направлении (X), так и в поперечном направлении (Y). В различных вариантах осуществления полимер, применяемый для составления пеноматериала, может быть выбран таким образом, чтобы он имел желаемые гидрофильные свойства. В различных вариантах осуществления это может быть достигнуто путем использования по своей природе гидрофильного полимера, который смачивается водными текучими средами, или путем включения добавок в полимер во время образования пеноматериала. Эти добавки могут сделать пеноматериал смачиваемым водными текучими средами, даже если основной полимер пеноматериала является гидрофобным. Неограничивающим примером такого подхода может быть включение полиэтиленгликоля в качестве добавки с гидрофобным полимером.
В различных вариантах осуществления пеноматериал может быть гидрофобным и может иметь гидрофильные волокна, вставленные в пеноматериал для создания гидрофильного композита из пены и волокон. Гидрофильные волокна в пеноматериале могут обеспечивать гидрофильный путь через пеноматериал для направления продуктов выделения организма через пеноматериал. Обращаясь к фиг. 11, фиг. 12 и фиг. 13, фиг. 11 — микрофотоснимок (сделанный сканирующим электронным микроскопом с увеличением 100X) вида в поперечном разрезе части композитного материала 100 из пены и волокон, подходящего для использования в качестве слоя 40 распределения продуктов выделения, фиг. 12 — такой микрофотоснимок (сделанный сканирующим электронным микроскопом с увеличением 40X) планарного вида композитного материала 100 из пены и волокон по фиг. 11, что волокнистый материал виден зрителю, и фиг. 13 — такой микрофотоснимок (сделанный сканирующим электронным микроскопом с увеличением 40X) планарного вида композита 100 из пены и волокон по фиг. 11, что вторая планарная поверхность пеноматериала и части волокон видны зрителю. Как видно на фиг. 11, фиг. 12 и фиг. 13, композитный материал 100 из пены и волокон может быть образован из пеноматериала 110 с открытыми ячейками и волокнистого материала 120. Пеноматериал 110 может иметь первую планарную поверхность 112 и вторую планарную поверхность 114. На фиг. 11 границы каждой планарной поверхности 112 и 114 были определены соответствующими пунктирными линиями для визуальной ясности. Слой волокнистого материала 120 находится в контакте с одной из планарных поверхностей, такой как планарная поверхность 112, пеноматериала 110. Слой волокнистого материала 120 образован из множества отдельных волокон 122. Как видно в композитном материале 100 из пены и волокон, показанном на фиг. 11, часть отдельных волокон 122 может простираться от волокнистого материала 120 и через пеноматериал 110 от первой планарной поверхности 112 пеноматериала 110 до второй планарной поверхности 114 пеноматериала 110. Композит 100 из пены и волокон может иметь общий базовый вес от приблизительно 20 г/м2 до приблизительно 250 г/м2. Количество волокнистого материала 120, в том числе отдельных волокон 122, которые находятся в пеноматериале, составляет по меньшей мере приблизительно 10 % от общего базового веса композита 100 из пены и волокон. В различных вариантах осуществления по меньшей мере приблизительно 2 г/м2, 5 г/м2, 10 г/м2, 15 г/м2, 20 г/м2, 30 г/м2, 40 г/м2, 50 г/м2, 60 г/м2 или 70 г/м2 волокнистого материала 120 приводится в контакт с планарной поверхностью, такой как планарная поверхность 112 пеноматериала 110. В различных вариантах осуществления волокнистый материал 120 может быть образован из множества отдельных волокон 122. В различных вариантах осуществления отдельные волокна 122 волокнистого материала 120 могут иметь рассыпчатую конфигурацию, например, могут появляться вследствие мокрой или воздушной укладки волокнистого материала 120. В различных вариантах осуществления отдельные волокна 122 волокнистого материала 120 могут иметь форму нетканого полотна из такого материала, как, например, кардочесанное нетканое полотно. Следовательно, волокнистый материал 120 может быть изготовлен с помощью различных процессов, таких как, но без ограничения, воздушная укладка, мокрая укладка и кардочесание. В различных вариантах осуществления волокна 122, образующие волокнистый материал 120, могут быть гидрофильными. Волокна 122 могут быть естественно гидрофильными или могут представлять собой волокна, которые являются естественно гидрофобными, но которые были обработаны для придания гидрофильности, например, посредством обработки поверхностно-активным веществом. Предоставление гидрофильных волокон 122 может обеспечить композит 100 из пены и волокон, который может иметь гидрофильные пути через пеноматериал 110. В различных вариантах осуществления, в которых пеноматериал 110 является гидрофобным, гидрофильные пути, обеспечиваемые гидрофильными волокнами 122, могут позволить композиту 100 из пены и волокон во впитывающем изделии 10 поглощать продукты выделения организма (посредством путей гидрофильного волокна) и удерживать продукты выделения организма в месте удаления от верхнего листового слоя 30 впитывающего изделия 10, поскольку продукты выделения организма не смогут легко проходить через гидрофобный пеноматериал 110. В различных вариантах осуществления волокна 122, образующие волокнистый материал 120, могут представлять собой целлюлозные волокна, такие как, но без ограничения, хлопок, рами, джут, конопля, лен, багасса, крафт-целлюлоза из северных мягких пород древесины, а также синтетические целлюлозные волокна, такие как, но без ограничения, целлюлозные химические волокна, вискоза и ацетат целлюлозы. В различных вариантах осуществления волокна 122, образующие волокнистый материал 120, могут представлять собой синтетические волокна, изготовленные из полимеров, таких как полиэтилен, полипропилен, ароматические сложные полиэфиры, алифатические сложные полиэфиры и полиамиды. В таких вариантах осуществления волокна 122 могут быть обработаны добавками для придания различных степеней поверхностной энергии в диапазоне от очень низкой поверхностной энергии и низкой смачиваемости до высокой поверхностной энергии и высокой смачиваемости.
Слой 40 распределения продуктов выделения образован из основного листа материала, такого как любой из вышеописанных материалов, и выполнен с возможностью наличия первого компонента 50, который по меньшей мере частично определяет отверстие 42 для непосредственного прохождения продуктов выделения организма во впитывающую сердцевину 38, и второго компонента 60, соединенного с первым компонентом 50. Первый компонент 50 может предоставлять слой 40 распределения продуктов выделения с первым размером 76 по высоте, и второй компонент 60 может предоставлять слой 40 распределения продуктов выделения со вторым размером 78 по высоте, который может быть больше, чем первый размер 72 по высоте. В различных вариантах осуществления по меньшей мере часть второго компонента 60 помещается в пределах промежности носящего впитывающее изделие 10.
Для лучшего понимания того, что такое область вульвы и окружающие ее области тела женщины, общее описание анатомических структур можно найти в книге «The Illustrated Running Press Edition of the American Classic Gray’s Anatomy» (1974) от Henry Gray и книге «Structure and Function in Man» (1974) от Stanley W. Jacob, M.D., F.A.C.S., которые в соответствующих частях включены в настоящий документ посредством ссылки. Сведения об общей форме можно найти в книге «Anatomy for an Artist: Elements of Form» от Eliot Goldfinger, которая в соответствующих частях включена в настоящий документ посредством ссылки. Общее описание лобковых волос, покрывающих эти области, можно найти в книге «Woman’s Body: A Manual for Life», которая в соответствующих частях включена в настоящий документ посредством ссылки.
Область промежности, которая простирается от нижней апертуры таза до костной структуры копчика, образована двумя отделами — мочеполовой диафрагмой и анальным отделом, или акушерской промежностью. Область содержит наружные органы размножения: лобок, большие и малые половые губы, клитор, наружное отверстие мочеиспускательного канала и отверстие влагалища. Область в целом ограничена спереди нижней частью абдоминальной линии, по бокам линиями бедер, а сзади линией ягодиц. Абдоминальная линия представляет собой линию, которая проходит по верхней части лобка. Линии ягодиц представляют собой линии, которые соединяют линии бедер с межъягодичной бороздой. Для удобства описания формы и создаваемых пространств в области промежности эта область будет разделена на три области: переднюю область, включающую лобок, центральную область, включающую большие и малые половые губы, и заднюю область. Передняя область ограничена спереди нижней частью абдоминальной линии, сзади передней спайкой, а по бокам линией половых губ. Центральная область ограничена спереди передней спайкой, сзади задней спайкой, а сбоку линией половых губ. Задняя область ограничена спереди линией половых губ, сзади линиями ягодиц, а по бокам линиями бедер.
Область вульвы включает наружные женские половые органы и в целом включает переднюю и центральную области промежности. Лобок (или венерин бугорок) представляет собой в целом округлый бугорок спереди лонного сочленения, образованный скоплением жировых тканей, в том числе лобковой жировой подушкой, под кожей и обычно покрытый лобковыми волосами. Большие половые губы представляют собой в целом две выступающие продольные кожные складки, простирающиеся вниз от венериного бугорка до передней границы промежности и в целом окружающие общее мочеполовое отверстие. Пространство между двумя складками является половой щелью. Каждая губа в целом имеет две поверхности: наружную, которая является пигментированной и покрытой в целом крепкими завивающимися лобковыми волосами, и внутреннюю в пределах половой щели, которая является гладкой и усажена крупными сальными железами и является продолжением слизистой оболочки мочеполового тракта; между ними двумя находится значительное количество рыхлой волокнистой соединительной ткани, жира, в том числе жировой подушки половых губ, и тканей помимо сосудов, которые сходятся в переднюю спайку. Сзади они обычно не соединены, однако в целом, по-видимому, углубляются в прилегающий наружный покров тела, оканчиваясь близко и практически параллельно друг к другу. Вместе с кожей, соединяющей их, они образуют заднюю спайку или заднюю границу устья вульвы.
Промежуток между задней спайкой и анусом составляет область промежности. Уздечка половых губ представляет собой передний край промежности, и между ней и девственной плевой находится впадина — ладьевидная ямка. Линия половых губ разделяет половые губы и область промежности. Кожа области промежности, которая покрывает тело промежности, является непрерывной и соприкасается с кожей медиальной части бедер. Она, как правило, является текстурной, и тоньше, чем аналогичная кожа других участков, и разделена пополам швом промежности.
Малые половые губы представляют собой две небольшие кожные складки, в целом расположенные в пределах больших половых губ и простирающиеся от клитора наискосок вниз, наружу и назад с каждой стороны от устья влагалища.
Форма области промежности, ягодичной области и области верхней части бедер совокупно образует весьма замысловатые топографию и пространства кожи. Формы ягодиц, примерно подобные двум полушариям, форма верхней части бедер, примерно подобная усеченному цилиндру, форма области вульвы, подобная слезе в разрезе, создают замысловатую в целом выпуклую топографию с перемычками, образующими группу углублений. В целом выпуклая топография ягодиц, области вульвы и верхней части бедер совместно создает пространства, в том числе две внутренние бедренные борозды вдоль двух линий бедер, впадину в задней области промежности и щель, простирающуюся через половые губы и межъягодичные борозды. Борозды, впадина и щель по топографии подобны соединенным друг с другом углублениям. Центральная область в целом имеет латеральные стороны, разделенные дистальной поверхностью, создаваемой половой щелью, и содержит половую щель.
Лобковые волосы в целом покрывают некоторые из этих областей и заполняют часть этих углублений, в частности половую щель и часть бедренной борозды, параллельную половой щели, создавая топографию волосистой поверхности. Топография волос представляет собой топографию поверхности для воображаемой дистальной поверхности, создаваемой волосами. Впадина промежности, бедренная борозда, параллельная межъягодичной борозде, и межъягодичная борозда в целом имеют немного лобковых волос или не имеют их вовсе. Топография кожи вместе с топографией волос совокупно создают общую топографию тела.
Это замысловатое пространство, создаваемое замысловатой формой тела в этой области тела, варьируется у разных женщин как по размеру, так и по форме и варьируется в зависимости от позы и движения женщин. Некоторые из этих видоизменений обобщены в статье «Female genital appearance: ‘normality’ unfolds», от Jillian Lloyd и соавт., «BJOG: An International Journal of Obstetrics and Gynecology», май 2005 г., том 112, стр. 643—646, которая включена в настоящий документ посредством ссылки.
Первый компонент 50 слоя 40 распределения продуктов выделения может иметь первый простирающийся в поперечном направлении торцевой край 52, второй простирающийся в поперечном направлении торцевой край 54 и пару противоположных друг другу простирающихся в продольном направлении боковых краев 56, простирающихся между простирающимися в поперечном направлении торцевыми краями 52 и 54 и соединяющих их. В различных вариантах осуществления первый простирающийся в поперечном направлении торцевой край 52 может представлять собой находящийся впереди край первого компонента 50, ближайший к первому простирающемуся в поперечном направлении торцевому краю 20 впитывающего изделия 10 в передней области 12 впитывающего изделия 10. В различных вариантах осуществления второй простирающийся в поперечном направлении торцевой край 54 может представлять собой находящийся позади край первого компонента 50, ближайший ко второму простирающемуся в поперечном направлении торцевому краю 22 впитывающего изделия 10 в задней области 14 впитывающего изделия 10.
Первый компонент 50 обычно может иметь любые желаемые форму и/или габаритный размер. В различных вариантах осуществления, например, первый компонент 50 может иметь прямоугольную форму, изогнутую прямоугольную форму, овальную форму, эллиптическую форму, круглую форму, форму песочных часов, квадратную форму или изогнутую квадратную форму. В различных вариантах осуществления каждый из краев 52, 54 и 56 первого компонента 50 может быть прямолинейным. В различных вариантах осуществления по меньшей мере один из краев 52, 54 или 56 первого компонента 50 может быть дугообразным, а остальные края могут быть прямолинейными. В различных вариантах осуществления по меньшей мере два из краев 52, 54 или 56 первого компонента 50 могут быть дугообразными, а остальные края могут быть прямолинейными. В различных вариантах осуществления, например, простирающиеся в продольном направлении боковые края 56 первого компонента 50 могут быть прямолинейными, и простирающиеся в поперечном направлении торцевые края 52 и 54 могут быть дугообразными. На фиг. 1 и фиг. 3 представлены примерные иллюстрации первого компонента 50 слоя 40 распределения продуктов выделения, имеющего прямолинейные простирающиеся в продольном направлении боковые края 56 и дугообразные простирающиеся в поперечном направлении торцевые края 52 и 54. Как дополнительно проиллюстрировано на фиг. 1 и фиг. 3, простирающийся в поперечном направлении торцевой край 52 может иметь дугообразную форму, которая может образовывать дополняющую конфигурацию с простирающимся в поперечном направлении торцевым краем 54, если два края 52 и 54 должны быть сведены вместе. В различных вариантах осуществления по меньшей мере три из краев 52, 54 или 56 первого компонента 50 могут быть дугообразными, а оставшийся край может быть прямолинейным. В различных вариантах осуществления все из краев 52, 54 и 56 первого компонента 50 могут быть дугообразными.
В различных вариантах осуществления первый компонент 50 может иметь длину в продольном направлении, измеренную от первого простирающегося в поперечном направлении торцевого края 52 до второго простирающегося в поперечном направлении торцевого края 54, которая может быть меньше, чем общая длина впитывающего изделия 10. Например, первый компонент 50 может иметь продольную длину от приблизительно 20 мм, 30 мм, 40 мм, 50 мм или 60 мм до приблизительно 100 мм, 150 мм, 175 мм, 200 мм, 250 мм или 300 мм. В различных вариантах осуществления первый компонент 50 может иметь длину в продольном направлении, которая составляет от приблизительно 15 %, 20 %, 25 %, 30 %, 35 % или 40 % до приблизительно 50 %, 55 %, 60 %, 70 %, 75 %, 80 %, 85 % или 90 % продольной длины впитывающего изделия 10. В различных вариантах осуществления первый компонент 50 может иметь поперечную ширину, измеренную от первого простирающегося в продольном направлении бокового края 56 до второго простирающегося в продольном направлении бокового края 56, которая может быть равна общей ширине впитывающего изделия 10 или меньше нее. Например, первый компонент 50 может иметь поперечную ширину от приблизительно 10 мм, 15 мм, 20 мм или 30 мм до приблизительно 60 мм, 80 мм, 100 мм, 110 мм, 115 мм, 120 мм, 125 мм, 130 мм, 140 мм или 150 мм. В различных вариантах осуществления первый компонент 50 может иметь поперечную ширину, которая составляет от приблизительно 15 %, 20 %, 25 %, 30 %, 35 % или 40 % до приблизительно 50 %, 55 %, 60 %, 70 %, 75 %, 80 %, 85 % или 90 % поперечной ширины впитывающего изделия 10. В различных вариантах осуществления поперечная ширина первого компонента 50 может быть равномерной в продольном направлении первого компонента 50. На фиг. 14A—14D представлены примерные иллюстрации, на которых поперечная ширина первого компонента 50 является равномерной в продольном направлении первого компонента 50. В различных вариантах осуществления поперечная ширина первого компонента 50 может варьироваться вдоль продольного направления первого компонента 50. На фиг. 14E и фиг. 14F представлены примерные иллюстрации, на которых первый компонент 50 имеет поперечную ширину у первого простирающегося в поперечном направлении торцевого края 52, которая больше, чем поперечная ширина у второго простирающегося в поперечном направлении торцевого края 54. Первый компонент 50 имеет лицевую по отношению к телу поверхность 72 и лицевую по отношению к предмету одежды поверхность 74. Первый компонент 50 может предоставлять слой 40 распределения продуктов выделения с первым размером 76 по высоте в направлении (Z) в глубину слоя 40 распределения продуктов выделения. В различных вариантах осуществления первый размер 76 по высоте может составлять от приблизительно 0,5 мм, 0,75 мм, 1 мм, 1,5 мм, 2 мм или 3,5 мм до приблизительно 3 мм, 3,5 мм, 4 мм, 4,5 мм, 5 мм, 6 мм или 10 мм. В различных вариантах осуществления первый простирающийся в поперечном направлении торцевой край 52 первого компонента 50 может быть расположен на расстоянии от приблизительно 15 мм до приблизительно 150 мм от первого простирающегося в поперечном направлении торцевого края 20 впитывающего изделия 10.
Для улучшения способности впитывающего изделия 10 переносить продукты выделения организма в направлении (Z) в глубину, а также для улучшения способности слоя 40 распределения продуктов выделения прилегать к телу носящего на основе его способности изгибаться первый компонент 50 слоя 40 распределения продуктов выделения может иметь отверстие 42, которое может быть любой подходящей формы, такой как, но без ограничения, яйцеобразная форма, круглая форма, прямоугольная форма, квадратная форма, эллиптическая форма, форма песочных часов, треугольная форма и т. д. В различных вариантах осуществления форма отверстия 42 может включать форму физического объекта, такую как, например, наружная форма листа, животного, звезды, сердца, слезы, луны или абстрактной конфигурации. В различных вариантах осуществления отверстие 42 в первом компоненте 50 может быть удлиненным и может быть ориентировано в продольном направлении (X) впитывающего изделия 10. В различных вариантах осуществления, таких как, например, проиллюстрированные на фиг. 1—7B, отверстие 42 может быть ограничено по меньшей мере частично периметром 44, который может образовывать внутреннюю границу или внутренний край первого компонента 50, и ограничено по меньшей мере частично первичным сгибом 70, соединяющим первый компонент 50 со вторым компонентом 60 слоя 40 распределения продуктов выделения. Отверстие 42 проходит через первый компонент 50 от лицевой по отношению к телу поверхности 72 первого компонента до лицевой по отношению к предмету одежды поверхности 74 первого компонента 50. Отверстие 42 может образовывать чашеобразную или лункообразную структуру для удерживания продуктов выделения организма и предотвращения их вытекания из области впитывающего изделия 10 и в направлении краев впитывающего изделия 10.
Отверстие 42 может быть размещено в различных местоположениях вдоль продольного и поперечного направлений впитывающего изделия 10 в зависимости от основного места поглощения продуктов выделения организма во впитывающем изделии 10. Эта варьируемость в расположении позволяет расположить отверстие 42 ниже главной точки выведения продуктов выделения организма, так что оно может служить основным участком приема продуктов выделения организма для впитывающего изделия 10. Например, в различных вариантах осуществления впитывающее изделие 10 может иметь продольную центральную линию 18 и поперечную центральную линию 80. Следует понимать, что продольная центральная линия 18 расположена на равноудаленном расстоянии от простирающихся в продольном направлении боковых краев 24 и проходит вдоль длины впитывающего изделия 10 в продольном направлении (X), тогда как поперечная центральная линия 80 расположена в месте, равноудаленном от первого простирающегося в поперечном направлении торцевого края 20 и второго простирающегося в поперечном направлении торцевого края 22, и проходит вдоль ширины впитывающего изделия 10 в поперечном направлении (Y). В различных вариантах осуществления отверстие 42 слоя 40 распределения продуктов выделения может быть расположено так, что оно находится в симметричном выравнивании относительно продольной центральной линии 18 и поперечной центральной линии 80 впитывающего изделия 10. Это обеспечивает возможность расположения отверстия 42 по центру во впитывающем изделии 10. Однако расположение отверстия 42 по центру во впитывающем изделии 10 не требуется, и в различных вариантах осуществления в зависимости от основного места, где поглощение продуктов выделения организма может происходить во впитывающем изделии 10, отверстие 42 слоя 40 распределения продуктов выделения может быть симметрично выровнено только с продольной центральной линией 18 или поперечной центральной линией 80. В различных вариантах осуществления отверстие 40 слоя 40 распределения продуктов выделения может не быть симметрично выровнено либо с продольной центральной линией 18, либо с поперечной центральной линией 80.
В различных вариантах осуществления впитывающее изделие 10 может быть симметричным относительно каждой из продольной центральной линии 18 и поперечной центральной линии 80, и отверстие 42 слоя 40 распределения продуктов выделения может быть симметричным относительно продольной центральной линии 18 и смещено в продольном направлении (Х) к любому простирающемуся в поперечном направлении торцевому краю 20 и 22 впитывающего изделия 10, так что отверстие 42 слоя 40 распределения продуктов выделения не находится в симметричном выравнивании с поперечной центральной линией 80. В различных вариантах осуществления, в которых впитывающее изделие 10 является симметричным относительно каждой из продольной центральной линии 18 и поперечной центральной линии 80, отверстие 42 слоя 40 распределения продуктов выделения может быть расположено так, что оно является асимметричным относительно продольной центральной линии 18 и симметричным относительно поперечной центральной линии 80. В различных вариантах осуществления, в которых впитывающее изделие 10 является симметричным относительно каждой из продольной центральной линии 18 и поперечной центральной линии 80, отверстие 42 слоя 40 распределения продуктов выделения может быть расположено так, что оно является асимметричным относительно каждой из продольной центральной линии 18 и поперечной центральной линии 80.
В различных вариантах осуществления впитывающее изделие 10 может быть симметричным относительно продольной центральной линии 18 и асимметричным относительно поперечной центральной линии 80, и отверстие 42 слоя 40 распределения продуктов выделения может быть симметричным относительно продольной центральной линии 18 и может быть смещено в продольном направлении (X) к любому простирающемуся в поперечном направлении торцевому краю 20 или 22 впитывающего изделия 10, так что отверстие 42 слоя 40 распределения продуктов выделения не является симметричным относительно поперечной центральной линии 80. Например, на фиг. 1 и фиг. 3 представлены примерные иллюстрации, на которых отверстие 42 симметрично расположено на продольной центральной линии 18 впитывающего изделия 10, однако пока отверстие 42 пересекает поперечную центральную линию 80 впитывающего изделия 10, отверстие 42 не является симметрическим относительно поперечной центральной линии 80 впитывающего изделия 10. В различных вариантах осуществления впитывающее изделие 10 может быть симметричным относительно продольной центральной линии 18 и асимметричным относительно поперечной центральной линии 80, и отверстие 42 слоя 40 распределения продуктов выделения может быть расположено так, чтобы быть симметричным относительно каждой из продольной центральной линии 18 и поперечной центральной линии 80. В различных вариантах осуществления, в которых впитывающее изделие 10 может быть симметричным относительно продольной центральной линии 18 и асимметричным относительно поперечной центральной линии 80, отверстие 42 слоя 40 распределения продуктов выделения может быть расположено так, чтобы быть асимметричным относительно продольной центральной линии 18 и симметричным относительно поперечной центральной линии 80. В различных вариантах осуществления, в которых впитывающее изделие 10 является симметричным относительно продольной центральной линии 18 и асимметричным относительно поперечной центральной линии 80, отверстие 42 слоя 40 распределения продуктов выделения может быть расположено так, чтобы быть асимметрическим относительно продольной центральной линии 18 и асимметрическим относительно поперечной центральной линии 80.
В различных вариантах осуществления впитывающее изделие 10 может быть асимметричным относительно продольной центральной линии 18 и симметричным относительно поперечной центральной линии 80, и отверстие 42 слоя 40 распределения продуктов выделения может быть симметричным относительно каждой из продольной центральной линии 18 и поперечной центральной линии 80. В различных вариантах осуществления впитывающее изделие 10 может быть асимметричным относительно продольной центральной линии 18 и симметричным относительно поперечной центральной линии 80. В таких вариантах осуществления отверстие 42 слоя 40 распределения продуктов выделения может быть симметричным относительно продольной центральной линии 18 и асимметричным относительно поперечной центральной линии 80. В различных вариантах осуществления, в которых впитывающее изделие 10 может быть асимметричным относительно продольной центральной линии 18 и симметричным относительно поперечной центральной линии 80, отверстие 42 слоя 40 распределения продуктов выделения может быть расположено так, чтобы быть асимметричным относительно продольной центральной линии 18 и симметричным относительно поперечной центральной линии 80. В различных вариантах осуществления, в которых впитывающее изделие 10 является асимметрическим относительно продольной центральной линии 18 и симметрическим относительно поперечной центральной линии 80, отверстие 42 слоя 40 распределения продуктов выделения может быть расположено так, чтобы быть асимметричным относительно каждой из продольной центральной линии 18 и поперечной центральной линии 80.
В различных вариантах осуществления впитывающее изделие 10 может быть асимметрическим относительно продольной центральной линии 18 и асимметрическим относительно поперечной центральной линии 80, и отверстие 42 слоя 40 распределения продуктов выделения может быть симметрическим относительно каждой из продольной центральной линии 18 и поперечной центральной линии 80. В различных вариантах осуществления, в которых впитывающее изделие 10 является асимметрическим относительно каждой из продольной центральной линии 18 и поперечной центральной линии 80, отверстие 42 слоя 40 распределения продуктов выделения может быть расположено так, чтобы быть симметрическим относительно продольной центральной линии 18 и асимметрическим относительно поперечной центральной линии 80. В различных вариантах осуществления, в которых впитывающее изделие 10 может быть асимметрическим относительно каждой из продольной центральной линии 18 и поперечной центральной линии 80, отверстие 42 слоя 40 распределения продуктов выделения может быть расположено так, чтобы быть асимметрическим относительно продольной центральной линии 18 и симметрическим относительно поперечной центральной линии 80. В различных вариантах осуществления, в которых впитывающее изделие 10 может быть асимметрическим относительно каждой из продольной центральной линии 18 и поперечной центральной линии 80, отверстие 42 слоя 40 распределения продуктов выделения может быть расположено так, чтобы быть асимметрическим относительно каждой из продольной центральной линии 18 и поперечной центральной линии 80.
В различных вариантах осуществления части отверстия 42 слоя 40 распределения продуктов выделения могут быть расположены с каждой стороны поперечной центральной линии 80 без необходимости в том, чтобы отверстие 42 обязательно являлось симметричным относительно поперечной центральной линии 80. В различных вариантах осуществления отверстие 42 слоя 40 распределения продуктов выделения может быть расположено между поперечной центральной линией 80 и передней областью 12 простирающегося в поперечном направлении торцевого края 20 впитывающего изделия 10.
Отверстие 42 в слое 40 распределения продуктов выделения может иметь продольную длину от приблизительно 15 мм, 20 мм, 30 мм или 50 мм до приблизительно 60 мм, 75 мм, 100 мм или 150 мм и может иметь поперечную ширину от приблизительно 10 мм, 15 мм, 20 мм или 30 мм до приблизительно 40 мм, 60 мм или 80 мм. Отверстие 42 в слое 40 распределения продуктов выделения может иметь продольную длину, которая составляет от приблизительно 15 %, 20 % или 25 % до приблизительно 70 %, 75 % или 80 % общей продольной длины первого компонента 50 в продольном направлении (X). Отверстие 42 в слое 40 распределения продуктов выделения может иметь поперечную ширину, которая может составлять от приблизительно 20 %, 25 % или 30 % до приблизительно 70 %, 75 % или 80 % общей ширины первого компонента 50 в поперечном направлении (Y).
В дополнение к первому компоненту 50 слой 40 распределения продуктов выделения имеет второй компонент 60, который соединен с первым компонентом 50 и находится в по меньшей мере частично перекрывающейся конфигурации с ним. Второй компонент 60 образован из того же основного листа материала, из которого образован первый компонент 50 слоя 40 распределения продуктов выделения, и соединен с первым компонентом 50 посредством первичного сгиба 70 в материале, образующем слой 40 распределения продуктов выделения. В различных вариантах осуществления, таких как, например, проиллюстрированные на фиг. 1—7B, второй компонент 60 слоя 40 распределения продуктов выделения простирается от первичного сгиба 70 в продольном направлении (X) впитывающего изделия 10 в направлении к задней области 14 впитывающего изделия 10. Второй компонент 60 может способствовать приданию формы впитывающему изделию 10, созданию плотной посадки относительно тела и впитыванию текучей среды из области ягодиц носящего. В различных вариантах осуществления по меньшей мере часть второго компонента 60 может помещаться в пределах промежности носящего впитывающее изделие 10. В различных вариантах осуществления второй компонент 60 может простираться за пределы второго простирающегося в поперечном направлении торцевого края 54 первого компонента 50. В различных вариантах осуществления второй компонент 60 не может простираться за пределы второго простирающегося в поперечном направлении торцевого края 54 первого компонента 50.
В различных вариантах осуществления второй компонент 60 может иметь первый простирающийся в поперечном направлении торцевой край 62, который может иметь одинаковую протяженность с первичным сгибом 70, соединяющим второй компонент 60 с первым компонентом 50 слоя 40 распределения продуктов выделения. Второй компонент 60 может дополнительно иметь второй простирающийся в поперечном направлении торцевой край 64 и пару противоположных друг другу простирающихся в продольном направлении боковых краев 66, простирающихся между простирающимися в поперечном направлении торцевыми краями 62 и 64 и соединяющих их. Второй компонент 60 обычно может иметь любые желаемые форму и/или габаритный размер.
В различных вариантах осуществления второй компонент 60 может быть создан путем отрезания, штамповки или иного отделения материала, образующего второй компонент 60, от материала, образующего первый компонент 50, такого как проиллюстрированный, например, в примерных вариантах осуществления по фиг. 1—7B, 19A и 19B. Такие отрезание, штамповка или иное отделение второго компонента 60 от первого компонента 50 приведут в результате к периметру 44, который по меньшей мере частично определяет отверстие 42 в первом компоненте 50. В таких вариантах осуществления материал, образующий второй компонент 60, может быть расположен в по меньшей мере частично перекрывающейся конфигурации с первым компонентом 50 путем добавления первичного сгиба 70 на материал, образующий слой 40 распределения продуктов выделения (такой как проиллюстрированный, например, на фиг. 1—7B). В таких вариантах осуществления второй компонент 60 не полностью отделен от первого компонента 50 и остается прикрепленным к первому компоненту 50 посредством первичного сгиба 70. В различных вариантах осуществления, поскольку образование второго компонента 60 приводит в результате к образованию отверстия 42, второй компонент 60 может иметь форму и габаритный размер, которые можно считать совпадающими с формой и габаритным размером отверстия 42 и дополняющими их. Следовательно, в таких вариантах осуществления второй компонент 60, если он не находится в по меньшей мере частично перекрывающейся конфигурации с первым компонентом 50, может полностью помещаться в пределах отверстия 42 слоя 40 распределения продуктов выделения, и края 64 и 66 второго компонента 60 могут быть смежными с периметром 44 первого компонента 50. В различных вариантах осуществления второй компонент 60 может быть меньше по размеру, чем отверстие 42, в том числе, например, если второй компонент 60 дополнительно уменьшен по габаритному размеру. В таких вариантах осуществления второй компонент 60 может полностью помещаться в пределах отверстия 42 слоя 40 распределения продуктов выделения, но края второго компонента 60 могут не быть смежными с периметром 44 первого компонента 50. В различных вариантах осуществления часть второго компонента 60 может быть удалена со второго компонента 60 при осуществлении отрезания или штамповки для образования второго компонента 60, так что второй компонент 60 идеально не совпадает с формой и габаритным размером отверстия 42 или полностью не дополняет их.
Второй компонент 60 может иметь продольную длину от приблизительно 15 мм, 20 мм, 30 мм или 50 мм до приблизительно 60 мм, 75 мм, 100 мм или 150 мм и может иметь поперечную ширину от приблизительно 10 мм, 15 мм, 20 мм или 30 мм до приблизительно 40 мм, 60 мм или 80 мм. В различных вариантах осуществления второй компонент 60 может иметь длину в продольном направлении, которая составляет от приблизительно 15 %, 20 %, 25 %, 30 %, 35 % или 40 % до приблизительно 50 %, 55 %, 60 %, 70 %, 75 %, 80 %, 85 % или 90 % продольной длины первого компонента 50. В различных вариантах осуществления второй компонент 60 может иметь поперечную ширину, которая составляет от приблизительно 15 %, 20 %, 25 %, 30 %, 35 % или 40 % до приблизительно 50 %, 55 %, 60 %, 70 %, 75 %, 80 %, 85 % или 90 % поперечной ширины первого компонента 50. В различных вариантах осуществления второй поперечный край 64 второго компонента 60 может быть расположен на расстоянии от приблизительно 15 мм до приблизительно 75 мм от второго поперечного края 22 впитывающего изделия 10. Второй компонент 60 может обеспечивать второй размер 78 по высоте для слоя 40 распределения продуктов выделения, и второй размер 78 по высоте в направлении (Z) в глубину может составлять от приблизительно 0,5 мм, 0,75 мм, 1 мм, 1,5 мм, 2 мм, 3 мм, 3,5 мм, 4 мм, 4,5 мм, 5 мм, 5,5 мм, 6 мм, 6,5 мм, 7 мм, 7,5 мм, 8 мм, 8,5 мм, 9 мм, 9,5 мм или 10 мм до приблизительно 10,5 мм, 11 мм, 11,5 мм, 12 мм, 12,5 мм, 13 мм, 13,5 мм, 14 мм, 14,5 мм, 15 мм, 15,5 мм, 16 мм, 16,5 мм, 17 мм, 17,5 мм, 18 мм, 18,5 мм, 19 мм, 19,5 мм или 20 мм.
В различных вариантах осуществления первый компонент 50 и второй компонент 60 могут находиться в по меньшей мере частичной перекрывающейся конфигурации друг с другом. В различных вариантах осуществления второй компонент 60 может перекрывать часть первого компонента 50 так, что второй компонент 60 находится в контакте с частью лицевой по отношению к телу поверхности 72 первого компонента 50. В различных вариантах осуществления часть второго компонента 60 находится в контакте с частью лицевой по отношению к телу поверхности 72 первого компонента 50 и может быть связана с ней, в том числе, например, путем клеевого связывания, термосварки, ультразвуковой сварки и т. д. На фиг. 1, фиг. 2A, фиг. 2B, фиг. 6A и фиг. 6B представлены примерные иллюстрации вариантов осуществления, в которых второй компонент 60 перекрывает часть первого компонента 50 так, что второй компонент 60 находится в контакте с частью лицевой по отношению к телу поверхности 72 первого компонента 50. В различных вариантах осуществления второй компонент 60 может перекрывать снизу часть первого компонента 50 так, что второй компонент 60 находится в контакте с частью лицевой по отношению к предмету одежды поверхности 74 первого компонента 50. В различных вариантах осуществления часть второго компонента 60 находится в контакте с частью лицевой по отношению к предмету одежды поверхности 74 первого компонента 50 и может быть связана с ней, в том числе, например, путем клеевого связывания, термосварки, ультразвуковой сварки и т. д. На фиг. 3, фиг. 4A, фиг. 4B, фиг. 7A и фиг. 7B представлены примерные иллюстрации вариантов осуществления, в которых второй компонент 60 перекрывает снизу часть первого компонента 50 так, что второй компонент 60 находится в контакте с частью лицевой по отношению к предмету одежды поверхности 74 первого компонента 50.
На фиг. 1, фиг. 2A и фиг. 2B представлена примерная иллюстрация впитывающего изделия 10, имеющего слой 40 распределения продуктов выделения, находящийся в сообщении по текучей среде с верхним листовым слоем 30 впитывающего изделия 10. В варианте осуществления, проиллюстрированном на фиг. 1, фиг. 2A и фиг. 2B, слой 40 распределения продуктов выделения расположен на лицевой по отношению к телу поверхности 32 верхнего листового слоя 30. Отверстие 42 слоя 40 распределения продуктов выделения расположено так, что отверстие 42 является симметричным относительно продольной центральной линии 18, но не является симметричным относительно поперечной центральной линии 80. Однако части отверстия 42 могут быть расположены с каждой стороны поперечной центральной линии 80 впитывающего изделия 10 без необходимости в том, чтобы отверстие 42 являлось симметричным относительно поперечной центральной линии 80. Первый компонент 60 слоя 40 распределения продуктов выделения выполнен с простирающимися в поперечном направлении торцевыми краями 52 и 54, каждый из которых является дугообразным и дополняющим друг друга. Первый компонент 50 также выполнен с прямолинейными простирающимися в продольном направлении боковыми краями 56. Поперечная ширина первого компонента 50 является равномерной в продольном направлении первого компонента 50. Слой распределения продуктов выделения выполнен так, что второй компонент 60 находится в по меньшей мере частично перекрывающейся конфигурации с первым компонентом 50, так что часть второго компонента 60 находится в контакте с частью лицевой по отношению к телу поверхности 72 первого компонента 50. Каждое из отверстия 42 и второго компонента 60 слоя 40 распределения продуктов выделения имеет в целом яйцеобразную форму.
На фиг. 3, фиг. 4A и фиг. 4B представлена примерная иллюстрация впитывающего изделия 10, имеющего слой 40 распределения продуктов выделения, находящийся в сообщении по текучей среде с верхним листовым слоем 30 впитывающего изделия 10. В варианте осуществления, проиллюстрированном на фиг. 3, фиг. 4A и фиг. 4B, слой 40 распределения продуктов выделения расположен на лицевой по отношению к телу поверхности 32 верхнего листового слоя 30. Отверстие 42 слоя 40 распределения продуктов выделения расположено так, что отверстие 42 является симметричным относительно продольной центральной линии 18, но не является симметричным относительно поперечной центральной линии 80. Однако части отверстия 42 могут быть расположены с каждой стороны поперечной центральной линии 80 впитывающего изделия 10 без необходимости в том, чтобы отверстие 42 являлось симметричным относительно поперечной центральной линии 80. Первый компонент 60 слоя 40 распределения продуктов выделения выполнен с простирающимися в поперечном направлении торцевыми краями 52 и 54, каждый из которых является дугообразным и дополняющим друг друга. Первый компонент 50 также выполнен с прямолинейными простирающимися в продольном направлении боковыми краями 56. Поперечная ширина первого компонента 50 является равномерной в продольном направлении первого компонента 50. Слой распределения продуктов выделения выполнен так, что второй компонент 60 находится в по меньшей мере частично перекрывающейся снизу конфигурации с первым компонентом 50, так что часть второго компонента 60 находится в контакте с частью лицевой по отношению к предмету одежды поверхности 74 первого компонента 50. Каждое из отверстия 42 и второго компонента 60 слоя 40 распределения продуктов выделения имеет в целом яйцеобразную форму.
На фиг. 5 представлена примерная иллюстрация впитывающего изделия 10, имеющего слой 40 распределения продуктов выделения, находящийся в сообщении по текучей среде с верхним листовым слоем 30 впитывающего изделия 10. В варианте осуществления, проиллюстрированном на фиг. 5, слой распределения продуктов выделения расположен между верхним листовым слоем 30 и впитывающей сердцевиной 38 впитывающего изделия 10. Слой 40 распределения продуктов выделения может находиться в контакте с лицевой по отношению к предмету одежды поверхностью 34 верхнего листового слоя 30. Отверстие 42 слоя 40 распределения продуктов выделения расположено так, что отверстие 42 является симметричным относительно продольной центральной линии 18, но не является симметричным относительно поперечной центральной линии 80. Однако части отверстия 42 могут быть расположены с каждой стороны поперечной центральной линии 80 впитывающего изделия 10 без необходимости в том, чтобы отверстие 42 являлось симметричным относительно поперечной центральной линии 80. Первый компонент 60 слоя 40 распределения продуктов выделения выполнен с простирающимися в поперечном направлении торцевыми краями 52 и 54, каждый из которых является дугообразным и дополняющим друг друга. Первый компонент 50 также выполнен с прямолинейными простирающимися в продольном направлении боковыми краями 56. Поперечная ширина первого компонента 50 является равномерной в продольном направлении первого компонента 50. На фиг. 6A и фиг. 6B представлены примерные иллюстрации варианта осуществления слоя 40 распределения продуктов выделения, который может присутствовать во впитывающем изделии 10 по фиг. 5. Как проиллюстрировано на фиг. 6A и фиг. 6B, слой распределения продуктов выделения выполнен так, что второй компонент 60 находится в по меньшей мере частично перекрывающейся конфигурации с первым компонентом 50, так что часть второго компонента 60 находится в контакте с частью лицевой по отношению к телу поверхности 72 первого компонента 50. Каждое из отверстия 42 и второго компонента 60 слоя 40 распределения продуктов выделения имеет в целом яйцеобразную форму. На фиг. 7A и фиг. 7B представлены примерные иллюстрации варианта осуществления слоя 40 распределения продуктов выделения, который может присутствовать во впитывающем изделии 10 по фиг. 5. Как проиллюстрировано на фиг. 7A и фиг. 7B, слой распределения продуктов выделения выполнен так, что второй компонент 60 находится в по меньшей мере частично перекрывающейся снизу конфигурации с первым компонентом 50, так что часть второго компонента 60 находится в контакте с частью лицевой по отношению к предмету одежды поверхности 74 первого компонента 50. Отверстие 42 и второй компонент 60 слоя 40 распределения продуктов выделения имеют в целом яйцеобразную форму.
На фиг. 14A—14F представлены дополнительные примерные иллюстрации вариантов осуществления слоя 40 распределения продуктов выделения. Хотя в вариантах осуществления, проиллюстрированных на фиг. 14A—14F, проиллюстрирован второй компонент 60 в по меньшей мере частично перекрывающейся конфигурации с первым компонентом 50, так что часть второго компонента 60 находится в контакте с частью лицевой по отношению к телу поверхности 72 первого компонента 50, следует понимать, что в различных вариантах осуществления второй компонент 60 может находиться в по меньшей мере частично перекрывающейся снизу конфигурации с первым компонентом 50, так что часть второго компонента 50 находится в контакте с частью лицевой по отношению к предмету одежды поверхности 74 первого компонента 50. На фиг. 14A представлена иллюстрация примерного варианта осуществления слоя 40 распределения продуктов выделения, имеющего первый компонент 50, который имеет в целом изогнутую прямоугольную форму, а также второй компонент 60 и отверстие 42, каждое из которых в целом имеет яйцеобразную форму. На фиг. 14B представлена иллюстрация примерного варианта осуществления слоя 40 распределения продуктов выделения, имеющего первый компонент 50, который имеет в целом изогнутую прямоугольную форму, а также второй компонент 60 и отверстие 42, каждое из которых в целом имеет прямоугольную форму. На фиг. 14C представлена иллюстрация примерного варианта осуществления слоя 40 распределения продуктов выделения, имеющего первый компонент, который имеет в целом прямоугольную форму. Каждое из второго компонента 60 и отверстия 42 слоя 40 распределения продуктов выделения является удлиненным и имеет несколько дугообразных сегментов. На фиг. 14D представлена иллюстрация примерного варианта осуществления слоя 40 распределения продуктов выделения, имеющего первый компонент 50, который имеет в целом прямоугольную форму. Каждое из второго компонента 60 и отверстия 42 слоя 40 распределения продуктов выделения является удлиненным и имеет несколько сегментов, соответствующие периметры которых образуют углы 90o. На фиг. 14E представлена иллюстрация примерного варианта осуществления слоя 40 распределения продуктов выделения, при этом первый компонент 50 является неравномерным по своей поперечной ширине в продольном направлении первого компонента 50. Первый компонент 50 имеет первый простирающийся в поперечном направлении торцевой край 52, который является дугообразным и может быть дополняющим второй простирающийся в поперечном направлении торцевой край 54, который также является дугообразным. Каждое из второго компонента 60 и отверстия 42 имеет в целом яйцеобразную форму. На фиг. 14F представлена иллюстрация примерного варианта осуществления слоя 40 распределения продуктов выделения, при этом первый компонент 50 является неравномерным по своей поперечной ширине в продольном направлении первого компонента 50. Первый компонент 50 имеет простирающийся в поперечном направлении торцевой край 52, который является дугообразным. Каждое из второго компонента 60 и отверстия 42 имеет в целом яйцеобразную форму.
Как описано в настоящем документе, второй компонент 60 слоя 40 распределения продуктов выделения может быть создан путем отрезания, штамповки или иного отделения материала, образующего второй компонент 60, от материала, образующего первый компонент 50 слоя 40 распределения продуктов выделения. Такие отрезание, штамповка или иное отделение второго компонента 60 от первого компонента 50 могут привести в результате к периметру 44, который может по меньшей мере частично определять отверстие 42 в первом компоненте 50. Материал, образующий второй компонент 60, может быть расположен в по меньшей мере частично перекрывающейся конфигурации с первым компонентом 50 путем добавления первичного сгиба 70 на материал, образующий слой 40 распределения продуктов выделения. Следовательно, второй компонент 60 остается соединенным с первым компонентом 50 слоя 40 распределения продуктов выделения.
На фиг. 15A представлена схематическая иллюстрация примерного варианта осуществления способа 440 создания слоя 40 распределения продуктов выделения из основного листа материала 58. На фиг. 15B представлен вид сбоку в поперечном разрезе способа 440 по фиг. 15A. Как проиллюстрировано на фиг. 15A и фиг. 15B, основной материал 58 для образования слоя 40 распределения продуктов выделения может быть предоставлен для осуществления способа 440 и может поступать в ходе осуществления способа 440 в направлении 442 обработки. Основной материал 58 может быть разбит на отдельные сегменты заготовок 450 слоя распределения продуктов выделения, таких как, например, заготовки 450A, 450B, 450C и 450D, проиллюстрированные на фиг. 15A и фиг. 15B, которые в итоге могут стать отдельными слоями 40 распределения продуктов выделения. В различных вариантах осуществления разбивка основного материала 58 на отдельные сегменты заготовок 450 может происходить последовательно. Следовательно, как проиллюстрировано на фиг. 15A и фиг. 15B, разбивка основного материала 58 на заготовку 450A может происходить перед разбивкой основного материала 58 на заготовку 450B, которая может происходить перед разбивкой основного материала 58 на заготовку 450C, и так далее. В различных вариантах осуществления разбивка основного материала на отдельные сегменты заготовок 450 может происходить в групповом процессе, в котором более чем одна заготовка 450 одновременно разбивается в пределах основного материала 58. Для разбивки основного материала 58 на отдельные сегменты заготовок 450 линии 444 разрыва добавляются на основной материал. Каждая линия 444 разрыва может простираться в целом в направлении перекрестной обработки от первого бокового края 446A до второго бокового края 446B основного материала 58. Каждая линия 444 разрыва, добавляемая на основной материал 58, в конечном итоге будет образовывать каждый из второго торцевого края 54 первого компонента 50 находящегося впереди (в направлении 442 обработки) слоя 40 распределения продуктов выделения и первого торцевого края 52 первого компонента 50 следующего последующего (в направлении 442 обработки) слоя 40 распределения продуктов выделения, образованного из основного материала 58 в направлении 442 обработки. Каждая линия 444 разрыва соединяет две следующие одна за другой заготовки 450 слоя распределения продуктов выделения. Каждая линия 444 разрыва может быть добавлена на основной материал 58 в форме, которая в конечном итоге является желаемой для первого торцевого края 52 и второго торцевого края 54 первого компонента 50 слоя 40 распределения продуктов выделения. В различных вариантах осуществления каждая линия 444 разрыва может быть образована путем резки, перфорирования, связывания, механического утончения или тиснения штрихпунктирных или точечных пунктирных линий на основном материале. В различных вариантах осуществления каждая линия 444 разрыва может быть образована на основном материале 58 во время образования самого основного материала 58.
В дополнение к разбивке основного материала 58 на отдельные сегменты заготовок 450 основной материал 58 также может быть разбит для определения границ части основного материала 58, которая будет в конечном итоге образовывать периметр 44 отверстия 42 в пределах первого компонента 50 слоя 40 распределения продуктов выделения, и для определения границ части основного материала 58, которая будет в конечном итоге образовывать второй компонент 60 слоя 40 распределения продуктов выделения. В различных вариантах осуществления разбивка основного материала 58 для определения границ периметра 44 отверстия 42 и второго компонента 60 может происходить одновременно с разбивкой основного материала 58 на заготовки 450. В различных вариантах осуществления разбивка основного материала 58 для определения границ периметра 44 отверстия 42 и второго компонента 60 может происходить перед разбивкой основного материала 58 на заготовки 450. В различных вариантах осуществления разбивка основного материала 58 для определения границ периметра 44 отверстия 42 и второго компонента 60 может происходить после разбивки основного материала 58 на заготовки 450. Разбивка основного материала 58 для определения границ периметра 44 отверстия 42 и второго компонента 60 слоя 40 распределения продуктов выделения может включать добавление линии 452 разрыва и линий 454 разделения на основной материал 58. Независимо от того, добавлены ли линия 452 разрыва и линии 454 разделения на основной материал 58 перед разбивкой основного материала 58 на отдельные заготовки 450, во время или после нее, линия 452 разрыва и линии 454 разделения могут быть добавлены на основной материал 58 в месте, находящемся в основном между двумя следующими одна за другой линиями 444 разрыва, которые разбивают основной материал 58 на отдельные заготовки 450. Как описано в настоящем документе, каждая линия 444 разрыва, добавленная на основной материал 58 для разбивки основного материала 58 на отдельные заготовки 450, в конечном итоге будет образовывать первый торцевой край 52 и второй торцевой край 54 первого компонента 50 слоя 40 распределения продуктов выделения. На фиг. 15A и фиг. 15B представлена примерная иллюстрация заготовки 450D, в которой часть основного материала 58, которая будет в конечном итоге образовывать первый компонент 50 слоя 40 распределения продуктов выделения, ограничена боковыми краями 446A и 446B основного материала 58 и парой линий 444 разрыва. Между парой линий 444 разрыва заготовки 450D в заготовке 450D дополнительно добавлены на ее основной материал 58 линия 452 разрыва и линии 454 разделения для определения границ части основного материала 58, которая будут образовывать периметр 44 отверстия 42 и второй компонент 60. В различных вариантах осуществления линия 452 разрыва может быть образована путем рилевки, сгибания, резки, перфорирования, связывания, механического утончения или тиснения штрихпунктирных или точечных пунктирных линий в основном материале 58. В различных вариантах осуществления линия 452 разрыва может быть образована в основном материале 58 во время образования самого основного материала 58. Линия 452 разрыва проиллюстрирована в виде прямой линии, простирающейся в направлении перекрестной обработки, однако следует понимать, что линия 452 разрыва может быть добавлена на основной материал в любой форме и конфигурации, которые представляются подходящими для образования в конечном итоге первичного сгиба 70 в пределах слоя 40 распределения продуктов выделения между первым компонентом 50 и вторым компонентом 60. В различных вариантах осуществления каждая линия 454 разделения может быть образована путем нарезания линий 454 разделения в основном материале 58. Каждая линия 454 разделения может разрывать материал основного материала 58 от верхней поверхности основного материала 58 до нижней поверхности основного материала 58. В различных вариантах осуществления резка линий 454 разделения может выполняться с использованием ножевидного режущего инструмента, гидроабразивного режущего инструмента, лазерного режущего аппарата или любого другого способа резки, который представляется подходящим. В различных вариантах осуществления каждая линия 454 разделения может быть образована в основном материале 58 во время образования самого основного материала 58. Линии 454 разделения проиллюстрированы на фиг. 15A и фиг. 15B в виде прямых линий и в комбинации с линией 452 разрыва (как проиллюстрировано на фиг. 15A и фиг. 15B) могут в конечном итоге определять границы второго компонента 60 слоя 40 распределения продуктов выделения, имеющего прямоугольную форму. Следует понимать, что линии 454 разделения могут быть добавлены на основной материал 58 в любой форме и конфигурации, которые представляются подходящими для образования в конечном итоге желаемой формы второго компонента 60 слоя 40 распределения продуктов выделения.
Во время разбивки основного материала 58 на отдельные сегменты заготовок 450 и во время разбивки основного материала 58 для определения границ части основного материала 58, которая будет образовывать периметр 44 отверстия 42 и второй компонент 60, основной материал 58 может находиться на опорной поверхности (не проиллюстрирована). В различных вариантах осуществления может быть желательным поддерживать основной материал 58 на опорной поверхности, что может быть достигнуто посредством любого подходящего способа, такого как, например, но без ограничения, использование вакуума под основным материалом 58 для притягивания основного материала 58 к опорной поверхности, использование принудительного потока воздуха для придавливания основного материала 58 к опорной поверхности и/или любой механической конструкции, которая представляется подходящей.
По мере того как основной материал 58 продолжает передвигаться в направлении 442 обработки, часть основного материала 58, границы которой определены с образованием в конечном итоге второго компонента 60, и которая ограничена линией 452 разрыва и линиями 454 разделения, может отделяться от плоскости основного материала 58. Отделения такой части основного материала 58 можно достигнуть посредством любого способа, который представляется подходящим, такого как, например, но без ограничения, использование принудительного потока воздуха для выталкивания вверх такой части основного материала 58 или использование механической конструкции для вытягивания вверх такой части основного материала 58. На фиг. 15A и фиг. 15B представлена примерная иллюстрация заготовки 450C, в которой часть основного материала 58, границы которой определены с образованием в конечном итоге второго компонента 60 слоя 40 распределения продуктов выделения, отделена от остальной части основного материала 58, которая в конечном итоге будет образовывать первый компонент 50 слоя 40 распределения продуктов выделения, и выведена за пределы плоскости из основного материала 58. Например, часть основного материала 58, в конечном итоге образующая второй компонент 60 слоя 40 распределения продуктов выделения, проиллюстрирована перпендикулярной остальной части основного материала 58, образующей первый компонент 50 слоя 40 распределения продуктов выделения. Как проиллюстрировано, отделение части основного материала 58, в конечном итоге образующей второй компонент 60, от части основного материала 58, образующей первый компонент 50, может привести в результате к наличию отверстия 42. В различных вариантах осуществления во время процесса отделения части основного материала 58, образующей второй компонент 60, от части основного материала 58, образующей первый компонент 50 слоя 40 распределения продуктов выделения, часть основного материала 58, образующая первый компонент, может продолжать поддерживаться на опорной поверхности с использованием любого метода, который представляется подходящим, такого как, например, использование вакуума для притягивания вниз части основного материала 58, образующей первый компонент 50, использование принудительного потока воздуха для толкания вниз части основного материала 58, образующей первый компонент 50, и/или использование любой механической конструкции, которая представляется подходящей.
По мере того как основной материал 58 продолжает перемещаться в направлении 442 обработки, часть основного материала 58, образующая второй компонент 60 и отделившаяся от части основного материала 58, образующей первый компонент 50, может быть помещена в перекрывающуюся конфигурацию с частью основного материала 58, расположенной между линией 452 разрыва, которая по меньшей мере частично определяет границы второго компонента 60, и линией 444 разрыва, разбивающей собой две следующие одна за другой заготовки 450. Такая часть основного материала 58 в конечном итоге будет образовывать секцию первого компонента 50 слоя 40 распределения продуктов выделения. Для обеспечения перемещения материала, образующего второй компонент 60, в перекрывающуюся конфигурацию с частью основного материала 58, образующей первый компонент 50, может быть использован вакуум для притягивания второго компонента 60 в желаемую конфигурацию, может быть использован принудительный поток воздуха для толкания второго компонента 60 в желаемую конфигурацию, и/или механические конструкции могут толкать и/или тянуть второй компонент 60 в желаемую конфигурацию. Во время помещения второго компонента 60 в желаемую конфигурацию перекрывания с по меньшей мере частью основного материала 58, образующей секцию первого компонента 50, основной материал 58, образующий первый компонент 50, может продолжать поддерживаться на опорной поверхности посредством любого способа, который представляется подходящим, такого как, например, вакуумметрическое давление, давление принудительного потока воздуха и/или механическая конструкция. В различных вариантах осуществления габаритный размер и форма второго компонента 60 могут иметь такие размер и/или конфигурацию, что часть второго компонента 60 отдельной заготовки 450 перекрывает часть последующей отдельной заготовки 450. Например, как проиллюстрировано на фиг. 15A и фиг. 15B, второй компонент 60 отдельной заготовки 450B перекрывает часть основного материала 58 заготовки 450C, а также часть отверстия 42 заготовки 450C. В различных вариантах осуществления каждая отдельная заготовка 450 может иметь центральную линию в продольном направлении, которая выровнена с направлением 442 обработки. Перед отделением части основного материала 58, границы которой определены в виде второго компонента 60, от основного материала 58 заготовки 450, часть основного материала 58, границы которой определены в виде второго компонента 60, также может иметь центральную линию в продольном направлении, которая также выровнена с направлением 442 обработки. В различных вариантах осуществления после помещения части основного материала 58, границы которой определены в виде второго компонента 60, в перекрывающуюся конфигурацию с частью основного материала 58, образующей секцию первого компонента 50, центральная линия в продольном направлении второго компонента 60 выровнена с центральной линией в продольном направлении отдельной заготовки 450. В различных вариантах осуществления после помещения части основного материала 58, границы которой определены в виде второго компонента 60, в перекрывающуюся конфигурацию с частью основного материала 58, образующей секцию первого компонента 50, центральная линия в продольном направлении второго компонента 60 выровнена в пределах 20, 15, 10 или 5 градусов относительно центральной линии в продольном направлении заготовки 450. В различных вариантах осуществления после помещения части основного материала 58, границы которой определены в виде второго компонента 60, в перекрывающуюся конфигурацию с частью основного материала 58, образующей секцию первого компонента 50, отверстие 42 может быть образовано в пределах заготовки 450. Отверстие 42 может иметь центральную линию в продольном направлении, которая выровнена с направлением 442 обработки. В различных вариантах осуществления после помещения части основного материала 58, границы которой определены в виде второго компонента 60, в перекрывающуюся конфигурацию с частью основного материала 58, образующей секцию первого компонента 50, центральная линия в продольном направлении второго компонента 60 выровнена с центральной линией в продольном направлении отверстия 42. В различных вариантах осуществления после помещения части основного материала 58, границы которой определены в виде второго компонента 60, в перекрывающуюся конфигурацию с частью основного материала 58, образующей секцию первого компонента 50, центральная линия в продольном направлении второго компонента 60 выровнена в пределах 20, 10, 15, или 5 градусов относительно центральной линии в продольном направлении отверстия 42 заготовки 450.
После расположения части основного материала 58, границы которой определены в виде второго компонента 60, в перекрывающейся конфигурации с частью основного материала 58, образующей секцию первого компонента 50, появляется первичный сгиб 70 в пределах заготовки 450, соединяющий второй компонент 60 с основным материалом 58, образующим секцию первого компонента 50. В различных вариантах осуществления второй компонент 60 может быть стабилизирован в перекрывающейся конфигурации с основным материалом 58, образующим секцию первого компонента 50, любым способом, который представляется подходящим. В различных вариантах осуществления второй компонент 60 может быть стабилизирован в перекрывающейся конфигурации с основным материалом 58, образующим секцию первого компонента 50, посредством вакуумметрического давления, давления принудительного потока воздуха и/или механической конструкции. В различных вариантах осуществления второй компонент 60 может быть стабилизирован путем связывания с основным материалом 58, образующим секцию первого компонента 50, в том числе, например, путем клеевого связывания, термосварки, связывания давлением, ультразвуковой сварки или любого другого связывания, которое представляется подходящим.
Отдельная заготовка 450 может быть отделена от последующих отдельных заготовок 450 с образованием слоя 40 распределения продуктов выделения. В различных вариантах осуществления заготовка 450 слоя 40 распределения продуктов выделения может быть отделена от последующих заготовок 450 перед добавлением линии 452 разрыва и/или линий 454 разделения на основной материал 58. В различных вариантах осуществления заготовка 450 слоя 40 распределения продуктов выделения может быть отделена от последующих заготовок 450 перед отделением и/или сгибанием основного материала 58, который определяет границы второго компонента 60, в перекрывающейся конфигурации с основным материалом 58, образующим секцию первого компонента 50 слоя 40 распределения продуктов выделения. В различных вариантах осуществления заготовка 450 может быть отделена от последующих заготовок 450 после помещения основного материала 58, который определяет границы второго компонента 60, в перекрывающуюся конфигурацию с основным материалом 58, образующим секцию первого компонента 50 слоя 40 распределения продуктов выделения. Как проиллюстрировано на фиг. 15A и фиг. 15B, заготовка 450 может быть отделена от последующих заготовок 450 для образования слоя 40 распределения продуктов выделения после расположения основного материала 58, который определяет границы второго компонента 60, в перекрывающейся конфигурации с частью основного материала 58, образующей секцию первого компонента 50. Отделение одной заготовки 450 от последующей заготовки 450 происходит за счет разрушения линии 444 разрыва, соединяющей две следующие одна за другой заготовки 450. Разрушение линии 444 разрыва может происходить с помощью любого способа, который представляется подходящим, такого как, например, притягивание находящейся впереди заготовки 450 с использованием притягивания за счет вакуума или механической конструкции или путем переноса находящейся впереди заготовки на другой компонент (такой как другой валок переноса или компонент впитывающего изделия 10), который перемещается с большей скоростью, чем заготовка 450. Слой 40 распределения продуктов выделения, образованный таким образом, имеет первый компонент 50 с первым торцевым краем 52, первый компонент 50 со вторым торцевым краем 54, второй компонент 60 в перекрывающейся конфигурации с по меньшей мере частью первого компонента 50 и отверстие 42, по меньшей мере частично ограниченное первичным сгибом 70 и по меньшей мере частично ограниченное периметром 44. Как проиллюстрировано на фиг. 15A и фиг. 15B, следующая последующая заготовка, такая как заготовка 450A, имеет первый компонент 50 с первым торцевым краем 52.
На фиг. 16—18 представлена примерная иллюстрация устройства 400, которое может быть использовано в изготовлении слоя 40 распределения продуктов выделения, в котором часть основного материала 58, которая определяет границы второго компонента 60, помещена в по меньшей мере частично перекрывающуюся конфигурацию с частью основного материала 58, образующей секцию первого компонента 50 слоя распределения продуктов выделения. В различных вариантах осуществления при помещении во впитывающее изделие 10 перекрывающаяся конфигурация второго компонента 60 и первого компонента 50 слоя 40 распределения продуктов выделения может обеспечивать нахождение второго компонента 60 в контакте с частью лицевой по отношению к предмету одежды поверхности 74 первого компонента 50 слоя 40 распределения продуктов выделения. На фиг. 16 представлена схематическая иллюстрация примерного варианта осуществления устройства 400, которое может быть использовано в способе изготовления слоя 40 распределения продуктов выделения для использования во впитывающем изделии 10. На фиг. 17 представлена схематическая иллюстрация режущего узора, который может быть размещен на внешней поверхности режущего валка, используемого в устройстве 400, проиллюстрированном на фиг. 16. На фиг. 18 представлена схематическая иллюстрация узора отверстий воздушной системы в пределах внешней поверхности валка переноса, используемого в устройстве 400, проиллюстрированном на фиг. 16. В различных вариантах осуществления способ изготовления слоя 40 распределения продуктов выделения может в целом включать этапы предоставления основного материала 58 для слоя 40 распределения продуктов выделения на устройство 400, разбивки основного материала путем добавления линий разрыва и линий разделения на основной материал 58, которые могут определять форму как первого компонента 50, так и второго компонента 60 слоя 40 распределения продуктов выделения, и помещения части основного материала 58, которая определяет границы второго компонента 60, в по меньшей мере частично перекрывающуюся конфигурацию с частью основного материала 58, образующей секцию первого компонента 50.
В примерном варианте осуществления устройства 400 и способа изготовления, проиллюстрированных на фиг. 16, основной материал 58, используемый для слоя 40 распределения продуктов выделения, может подаваться на устройство 400. В различных вариантах осуществления основной материал 58 может поддерживаться конвейерной системой, такой как конвейерная система 410. В различных вариантах осуществления основной материал 58 может иметь длину в машинном направлении, которая больше, чем общая желаемая продольная длина слоя 40 распределения продуктов выделения. В различных вариантах осуществления основной материал 58 может иметь ширину в направлении поперек машинному, которая представляет собой желаемый размер по поперечной ширине первого компонента 50 слоя 40 распределения продуктов выделения. В различных вариантах осуществления основной материал 58 может иметь ширину в направлении поперек машинному, которая больше, чем желаемый размер по поперечной ширине первого компонента 50 слоя 40 распределения продуктов выделения. Основной материал 58 может быть разбит на отдельные сегменты заготовок 450 слоя распределения продуктов выделения и может также быть разбит для определения границ части основного материала 58, которая будет образовывать периметр 44 отверстия 42 в пределах слоя 40 распределения продуктов выделения, а также для определения границ второго компонента 60 слоя 40 распределения продуктов выделения. В различных вариантах осуществления для разбивки основного материала 58 на отдельные сегменты заготовок 450 слоя распределения продуктов выделения, основной материал 58 может проходить между режущим валком 402 и упорным валком 404. В различных вариантах осуществления, в дополнение к разбивке основного материала 58 на заготовки 450, режущий валок 402 может также разбивать основной материал 58 для определения границ части, которая будет образовывать периметр 44 отверстия 42 в пределах слоя 40 распределения продуктов выделения, а также для определения границ второго компонента 60 слоя 40 распределения продуктов выделения.
Для разбивки основного материала 58 на отдельные заготовки 450 режущий валок 402 может иметь на своей внешней поверхности первый режущий инструмент 420, который может добавлять линии 444 разрыва на основной материал 58. В различных вариантах осуществления линии 444 разрыва могут представлять собой перфорационные линии. В различных вариантах осуществления линии 444 разрыва могут поддерживать заготовки 450 в соединенной конфигурации, пока они не будут отделены друг от друга. Для разбивки основного материала 58 для определения границ первой части, которая будет образовывать периметр 44 отверстия 42, и для определения границ второго компонента 60 слоя 40 распределения продуктов выделения режущий валок 402 может иметь на своей внешней поверхности второй режущий инструмент 422, который может добавлять линии 454 разделения на основной материал 58, и полосу 428 для рилевки, которая может добавлять линию 452 разрыва на основной материал 58. В различных вариантах осуществления первый режущий инструмент 420 может иметь форму и конфигурацию, представляющие собой желаемые форму и конфигурацию первого и второго простирающихся в поперечном направлении торцевых краев 52 и 54 первого компонента 50 слоя 40 распределения продуктов выделения. В различных вариантах осуществления второй режущий инструмент 422 может иметь форму и конфигурацию, представляющие собой желаемые форму и конфигурацию периметра 44 отверстия 42 и второго компонента 60 слоя 40 распределения продуктов выделения. В различных вариантах осуществления второй режущий инструмент 422 и полоса 428 для рилевки могут быть расположены между следующими один за другим первыми режущими инструментами 420. В различных вариантах осуществления третий режущий инструмент может быть расположен на внешней поверхности режущего валка 402. В различных вариантах осуществления третий режущий инструмент может быть использован для изменения формы и конфигурации части основного материала 58, границы которой определены в виде второго компонента 60 слоя 40 распределения продуктов выделения. В качестве неограничивающего примера в различных вариантах осуществления может быть желательным наличие второго компонента 60, имеющего габаритный размер и/или форму, которые меньше, чем габаритный размер и/или форма отверстия 42 слоя 40 распределения продуктов выделения. В таких вариантах осуществления третий режущий инструмент может быть использован для резки основного материала 58, который определяет границы второго компонента 60, с образованием конфигурации меньших формы и/или габаритного размера, тем самым создавая часть основного материала 58, которая может быть отрезана от конечного второго компонента 60 и отрезана от конечного слоя 40 распределения продуктов выделения.
На фиг. 17 представлена схематическая иллюстрация примера узора первых режущих инструментов 420 и вторых режущих инструментов 422, которые могут быть размещены на внешней поверхности режущего валка 402. Узор режущих инструментов 420 и 422 может включать ряд первых режущих инструментов 420 и ряд вторых режущих инструментов 422. Второй режущий инструмент 422 может быть расположен в машинном направлении между парой следующих один за другим первых режущих инструментов 420. Первый режущий инструмент 420 может простираться в целом в направлении поперек машинному и, когда основной материал 58 разбивают с помощью первого режущего инструмента 420, может обеспечивать форму и конфигурацию первого и второго простирающихся в поперечном направлении торцевых краев 52 и 54 первого компонента 50 слоя 40 распределения продуктов выделения. Когда основной материал 58 разбивают с помощью второго режущего инструмента 422, второй режущий инструмент 422 может обеспечивать форму и конфигурацию периметра 44 отверстия 42 и второго компонента 60 слоя 40 распределения продуктов выделения. Использование режущего валка 402, имеющего узор вторых режущих инструментов 422, расположенных между первыми режущими инструментами 420 и разделяющих их, может обеспечить осуществление одного этапа резки при разбивке основного материала 58 при образовании слоя 40 распределения продуктов выделения. По мере того как основной материал 58 проходит между режущим валком 402 и упорным валком 404, разбивка основного материала 58 для определения границ второго компонента 60 умещается посередине разбивки основного материала 58 для образования того, что станет первым и вторым простирающимися в поперечном направлении торцевыми краями 52 и 54 первого компонента 50 слоя 40 распределения продуктов выделения. Однако следует понимать, что разбивка основного материала 58 на заготовки 450 слоя распределения продуктов выделения и разбивка основного материала 58 для определения границ периметра 44 отверстия 42 и второго компонента 60 могут происходить последовательно, а не в один этап, в том числе, например, путем помещения режущих инструментов 420 и 422 на отдельные режущие валки. В различных вариантах осуществления, в которых основной материал 58 слоя 40 распределения продуктов выделения имеет желаемую конечную поперечную ширину слоя 40 распределения продуктов выделения для использования в пределах впитывающего изделия 10, путем использования первых режущих инструментов 420 можно полностью разбивать заготовку 450 слоя распределения продуктов выделения из основного материала 58. В различных вариантах осуществления, в которых основной материал 58 слоя 40 распределения продуктов выделения шире, чем желаемая конечная поперечная ширина слоя 40 распределения продуктов выделения для использования в пределах впитывающего изделия 10, следующие один за другим первые режущие инструменты 420 могут быть соединены с помощью дополнительной пары режущих инструментов (не показаны), которые простираются в целом в машинном направлении и при использовании для разбивки основного материала 58 могут обеспечивать простирающиеся в продольном направлении боковые края 56 первого компонента 50 слоя 40 распределения продуктов выделения.
Как проиллюстрировано на схематической иллюстрации устройства 400 и способа изготовления слоя 40 распределения продуктов выделения по фиг. 16, после разбивки основного материала 58 основной материал 58 может оставаться связанным с режущим валком 402 перед его перемещением на валок 406 переноса. Обращаясь к фиг. 17, режущий валок 402 может иметь вакуумную систему, которая может оказывать давление на разбитый основной материал 58 (например, отдельные заготовки 450, а также часть основного материала 58, которая будет образовывать первый компонент 50 слоя 40 распределения продуктов выделения) и притягивать разбитый основной материал 58 ко внешней поверхности режущего валка 402. В различных вариантах осуществления режущий валок может иметь первое множество отверстий 424, через которые воздух может втягиваться в режущий валок 402, чтобы поддерживать связь основного материала 58, образующего первый компонент 50 слоя 40 распределения продуктов выделения, с внешней поверхностью режущего валка 402.
В различных вариантах осуществления для выполнения слоя 40 распределения продуктов выделения, в котором второй компонент 60 находится в контакте с по меньшей мере частью лицевой по отношению к предмету одежды поверхности 74 первого компонента 50 слоя 40 распределения продуктов выделения, режущий валок 402 может быть связан с воздуходувной системой и может иметь второе множество отверстий 426, через которые воздух может выдуваться из внутренней части режущего валка 402 во внешнюю часть режущего валка 402. Второе множество отверстий 426 может быть размещено на внешней поверхности режущего валка 402 в месте, которое будет находиться ниже части основного материала 58, которая определяет границы второго компонента 60 слоя 40 распределения продуктов выделения, после разбивки основного материала 58. Например, второе множество отверстий 426 может представлять собой ряд отверстий 426, простирающихся в машинном направлении и расположенных между двумя рядами отверстий 424, через которые вакуум втягивает воздух в режущий валок 402. Некоторое количество воздуха может вдуваться через второе множество отверстий 426 и может отталкивать второй компонент 60 слоя 40 распределения продуктов выделения от внешней поверхности режущего валка 402.
В различных вариантах осуществления такое отталкивание второго компонента 60 от внешней поверхности режущего валка 402 в комбинации с вращением режущего валка 402 в машинном направлении может вызывать отгибание второго компонента 60 назад и над по меньшей мере частью основного материала 58, образующего секцию первого компонента 50 слоя 40 распределения продуктов выделения. В различных вариантах осуществления, в дополнение к отталкиванию второго компонента 60 от внешней поверхности режущего валка 402, может быть желательным направлять второй компонент 60 в конфигурацию так, чтобы второй компонент 60 по меньшей мере частично перекрывал часть основного материала 58, образующую секцию первого компонента 50 слоя 40 распределения продуктов выделения. В таких вариантах осуществления направляющая система 408 может быть включена в устройство 400. В различных вариантах осуществления направляющая система 408 может представлять собой вакуумную систему, оказывающую тянущее давление на второй компонент 60, которое является достаточно сильным для того, чтобы поддерживать второй компонент в конфигурации, отделенной от внешней поверхности режущего валка 402, но которое не является достаточно сильным для того, чтобы оттягивать основной материал 58, образующий первый компонент 50, от внешней поверхности режущего валка 402. В различных вариантах осуществления направляющая система 408 может представлять собой панель скольжения, которая может иметь физический контакт со вторым компонентом 60 слоя 40 распределения продуктов выделения. По мере того как заготовка 450 слоя распределения продуктов выделения движется мимо направляющей системы 408, такой как, например, или вакуумная система, и/или панель скольжения, воздействие направляющей системы 408 на второй компонент 60 может направлять второй компонент 60 для его сгибания назад и над по меньшей мере частью основного материала 58, образующей секцию первого компонента 50, так, чтобы второй компонент 60 мог по меньшей мере частично перекрывать часть основного материала 58, образующую секцию первого компонента 50 слоя 40 распределения продуктов выделения.
Поэтому второй компонент 60 может быть соединен с первым компонентом 50 посредством первичного сгиба 70. Такой первичный сгиб 70 может также по меньшей мере частично образовывать периметр отверстия 42 в пределах первого компонента 50 слоя 40 распределения продуктов выделения. В различных вариантах осуществления перед сгибанием второго компонента 60 над первым компонентом 50 и, следовательно, перед добавлением первичного сгиба 70 на слой распределения продуктов выделения может быть желательным добавлять линию 452 разрыва на часть основного материала 58, которая в конечном итоге станет первичным сгибом 70. Такое добавление линии 452 разрыва на часть основного материала 58, которая станет первичным сгибом 70, может включать, например, но без ограничения, подвергание этой части основного материала 58 рилевке, биговке, перфорированию и/или утончению. Такие рилевка, биговка, перфорирование и/или утончение основного материала 58 в месте первичного сгиба 70 могут создавать точку поворота между частью основного материала 58, образующей первый компонент 50, и частью основного материала 58, образующей второй компонент 60, перед сгибанием назад второго компонента 60 над основным материалом 58, образующим секцию первого компонента 50 слоя 40 распределения продуктов выделения. Такие рилевка, биговка, перфорирование и/или утончение основного материала 58 в месте первичного сгиба 70 могут выполняться на режущем валке 402. Например, обращаясь к фиг. 17, полоса 428 для рилевки проиллюстрирована в месте возле второго режущего инструмента 442, таком как, например, возле находящегося позади конца в машинном направлении второго режущего инструмента 422. По мере того как режущий валок 402 вращается в машинном направлении, и по мере того как основной материал 58 проходит между режущим валком 402 и упорным валком 404, основной материал 58 будет подвергаться разбивке первым режущим инструментом 420, разбивке вторым режущим инструментом 422, рилевке основного материала 58 полосой 428 для рилевки, после чего будет выполняться дополнительная разбивка другим первым режущим инструментом 420. В проиллюстрированных вариантах осуществления рилевка основного материала 58 будет происходить после его разбивки на часть основного материала 58, которая определяет границы второго компонента 60, и часть основного материала 58, образующую первый компонент 50, и перед повторным расположением второго компонента 60 в конфигурации, в которой второй компонент 60 по меньшей мере частично перекрывает часть основного материала 58, образующую секцию первого компонента 50 слоя 40 распределения продуктов выделения.
Как проиллюстрировано на схематической иллюстрации устройства 400 и способа изготовления слоя 40 распределения продуктов выделения по фиг. 16, разбитый основной материал 58 может быть перемещен с режущего валка 402 на валок 406 переноса. Обращаясь к фиг. 18, валок 406 переноса может быть снабжен множеством отверстий 430, через которые вакуум может всасывать воздух и может дополнительно отводить разбитый основной материал 58 от режущего валка 402 и на валок 406 переноса. Таким образом, валок 406 переноса может быть связан с вакуумной системой, которая может иметь более сильное притягивание за счет вакуума, чем притягивание за счет вакуума режущего валка 402, для смены связи разбитого основного материала 58 с режущим валком 402 связью с валком 406 переноса. Множество отверстий 430 обычно могут быть расположены на внешней поверхности валка 406 переноса, где часть основного материала 58, образующая первый компонент 50 слоя 40 распределения продуктов выделения, будет контактировать с валком 406 переноса. В различных вариантах осуществления множество отверстий 430 могут быть выполнены в виде рядов отверстий 430, простирающихся в машинном направлении валка 406 переноса, которые могут быть отделены в направлении поперек машинному от второго ряда отверстий 430, также простирающихся в машинном направлении валка 406 переноса. Во время переноса частичного основного материала 58 от режущего валка 402 к валку 406 переноса, часть основного материала 58, которая определяет границы второго компонента 60, который может быть отодвинут от внешней поверхности режущего валка 40 и который сложен назад и над по меньшей мере частью основного материала 58, образующей секцию первого компонента 50, может помещаться между внешней поверхностью валка 406 переноса и частью основного материала 58, образующей секцию первого компонента 50 слоя 40 распределения продуктов выделения. Такое помещение основного материала 58, образующего второй компонент 60, может поддерживать основной материал 58, образующий второй компонент 60, в перекрывающейся конфигурации с первым компонентом 50 слоя 40 распределения продуктов выделения.
В примерном варианте осуществления способа изготовления, проиллюстрированном на фиг. 16, слой 40 распределения продуктов выделения проиллюстрирован помещенным поверх материала, который образует верхний листовой слой 30 впитывающего изделия 10 и который транспортируют на отдельной конвейерной системе 412. В проиллюстрированном варианте осуществления второй компонент 60 слоя 40 распределения продуктов выделения может быть выполнен с возможностью нахождения в перекрывающейся конфигурации с частью первого компонента 50 слоя 40 распределения продуктов выделения так, чтобы второй компонент 60 находился в контакте с частью лицевой по отношению к предмету одежды поверхности 74 первого компонента 50 слоя 40 распределения продуктов выделения.
В различных вариантах осуществления для поддержания конфигурации второго компонента 60 в по меньшей мере частично перекрывающейся конфигурации с первым компонентом 50 может быть желательным связывать второй компонент 60 с первым компонентом 50. В различных вариантах осуществления такое связывание может быть осуществлено с использованием любой известной методики связывания, такой как, например, но без ограничения, клеевое связывание, термосварка и/или ультразвуковая сварка и т. д.
После расположения второго компонента 60 в перекрывающейся конфигурации с основным материалом 58, образующим первый компонент 50, первая заготовка 450 слоя распределения продуктов выделения может быть отделена от второй заготовки 450 слоя распределения продуктов выделения. Такое разделение может включать разрушение линии 444 разрыва, которая соединяет две следующие одна за другой заготовки 450 слоя распределения продуктов выделения. Разрушение линии 444 разрыва может осуществляться с использованием вакуума, за счет механических изменений или изменений скорости в способе изготовления.
В варианте осуществления, проиллюстрированном на фиг. 16, второй компонент 60 может находиться в частично перекрывающейся взаимосвязи с лицевой по отношению к предмету одежды поверхностью 74 первого компонента 50 слоя 60 распределения продуктов выделения. Как проиллюстрировано на фиг. 16, слой 40 распределения продуктов выделения со вторым компонентом 60 в по меньшей мере частично перекрывающейся конфигурации с частью лицевой по отношению к предмету одежды поверхности 74 первого компонента 50 в таком случае может быть помещен в перекрывающуюся конфигурацию с материалом, образующим верхний листовой слой 30 впитывающего изделия 10. Следует понимать, что возможно помещение слоя 40 распределения продуктов выделения на слой материала, не являющегося материалом, образующим верхний листовой слой 30. Например, следует понимать, что слой 40 распределения продуктов выделения может быть помещен на материал, который сможет образовать часть впитывающей сердцевины 38 впитывающего изделия 10. В таких вариантах осуществления использование устройства 400 и способа, схематически проиллюстрированных на фиг. 16, может приводить в результате к слою 40 распределения продуктов выделения, в котором второй компонент 60 по меньшей мере частично перекрывает первый компонент 50 слоя 40 распределения продуктов выделения. В таких вариантах осуществления по меньшей мере часть второго компонента 60 может находиться в контакте с лицевой по отношению к предмету одежды поверхностью 72 части первого компонента 50 слоя 40 распределения продуктов выделения. В различных вариантах осуществления для поддержания конфигурации второго компонента 60 в по меньшей мере частично перекрывающейся конфигурации с первым компонентом 50 может быть желательным связывать второй компонент 60 и/или первый компонент 50 с другим слоем впитывающего изделия 10. Например, в различных вариантах осуществления второй компонент 60 и/или первый компонент 50 слоя 40 распределения продуктов выделения могут быть связаны с верхним листовым слоем 30 и/или материалом, который может образовывать часть впитывающей сердцевины 38 впитывающего изделия 10. В различных вариантах осуществления такое связывание может быть осуществлено с использованием любой известной методики связывания, такой как, например, но без ограничения, клеевое связывание, термосварка и/или ультразвуковая сварка.
Тиснение
В различных вариантах осуществления впитывающее изделие 10 может иметь одну или более тисненых областей. Обычно тисненые области могут быть описаны как впадины, образованные во впитывающем изделии 10 благодаря деформациям слоя (слоев) впитывающего изделия 10. Тисненые области могут быть образованы с любым подходящим узором не только для создания эстетически приятной поверхности, но и для облегчения пропускания продуктов выделений организма в необходимое место во впитывающем изделии 10. Тисненые области могут также улучшать стабильность свойств посадки впитывающего изделия 10 как перед, так и после приема продуктов выделения организма. Тисненые области могут быть выполнены на впитывающем изделии 10 либо симметрически, либо асимметрически. Дополнительно тисненые области могут быть образованы с использованием любой известной традиционной методики, известной из уровня техники. Подходящие методики включают, например, использование выступающих элементов для создания желаемого узора тиснения на слое (слоях) впитывающего изделия 10. Например, подходящий процесс может включать использование термосварки, при этом впитывающее изделие 10 пропускают между двумя роликами (например, из стали, каучука и т. д.), на одном из которых вырезан узор тиснения, а другой является гладким. Один или оба из роликов могут нагреваться. В дополнение к этому методики термосварки и/или ультразвуковой сварки могут быть применены для создания областей тиснения.
В различных вариантах осуществления тисненая область может обычно простираться вокруг всего впитывающего изделия 10. В различных вариантах осуществления тисненая область может окружать слой 40 распределения продуктов выделения без проникания в материал, образующий слой 40 распределения продуктов выделения. В различных вариантах осуществления расстояние, отделяющее тисненую область от слоя 40 распределения продуктов выделения, может составлять от приблизительно 1, 1,5, 2, 2,5 или 3 мм до приблизительно 3,5, 4, 4,5, 5 или 5,5 мм.
На фиг. 19 представлена примерная иллюстрация варианта осуществления впитывающего изделия 10, имеющего несколько тисненых областей. Хотя тисненые области проиллюстрированы как имеющие несколько отдельных точек тиснения, каждая тисненая область может быть предоставлена в виде непрерывного тисненого канала. Впитывающее изделие 10 может иметь тисненую область 150 в задней области 14 впитывающего изделия 10. Тисненая область 150 может иметь первую часть, которая простирается в поперечном направлении (Y) впитывающего изделия 10, и вторую часть, которая простирается в продольном направлении (X) впитывающего изделия 10. Первая часть и вторая часть тисненой области 150 могут помочь поддерживать расположение любой части второго компонента 60, которая простирается за пределы второго простирающегося в поперечном направлении торцевого края 54 слоя 40 распределения продуктов выделения. Первая часть и вторая часть тисненой области 150 могут также давать задней области 14 впитывающего изделия 10 способность изгибаться и соответствовать форме тела носящего впитывающее изделие 10 во время использования впитывающего изделия 10. В различных вариантах осуществления впитывающее изделие 10 может дополнительно иметь вторую тисненую область 152 и противоположную третью тисненую область 154. Вторая тисненая область 152 и третья тисненая область 154 могут быть расположены снаружи слоя 40 распределения продуктов выделения в поперечном направлении (Y) впитывающего изделия 10 и могут простираться в продольном направлении (X) впитывающего изделия 10. Вторая тисненая область 152 и третья тисненая область 154 могут иметь ту же самую длину в продольном направлении (X), что и первый компонент 50 слоя 40 распределения продуктов выделения, или могут иметь продольную длину, которая меньше или больше, чем продольная длина первого компонента 50 слоя 40 распределения продуктов выделения. В различных вариантах осуществления впитывающее изделие 10 может иметь четвертую тисненую область 156, которая простирается в поперечном направлении (Y) впитывающего изделия 10 вблизи от первого простирающегося в поперечном направлении торцевого края 20 впитывающего изделия 10 в передней области 12 впитывающего изделия 10.
В различных вариантах осуществления впитывающее изделие 10 может иметь внутреннюю тисненую область 158, так что внутренняя тисненая область 158 размещена в пределах отверстия 42 слоя 40 распределения продуктов выделения. В различных вариантах осуществления внутренняя тисненая область 158 может простираться в продольном направлении (X) впитывающего изделия 10. В различных вариантах осуществления внутренняя тисненая область 158 может быть расположена возле периметра 44 первого компонента 50 и может простираться в продольном направлении (X) на протяжении по меньшей мере части продольной длины отверстия 42 слоя 40 распределения продуктов выделения.
Хотя на фиг. 19 представлена иллюстрация впитывающего изделия 10 с пятью тиснеными областями 150, 152, 154, 156 и 158, следует понимать, что впитывающее изделие 10 может иметь больше или меньше тисненых областей. Следует также понимать, что тисненая область может быть предоставлена с любым узором, который представляется подходящим для впитывающего изделия 10.
Крылышки
В различных вариантах осуществления впитывающее изделие 10 может иметь пару крылышек 28, простирающихся наружу в поперечном направлении (Y) от впитывающего изделия 10. Крылышки 28 могут драпировать поверх краев предмета нижнего белья носящего для того, чтобы крылышки 28 были расположены между краями предмета нижнего белья носящего и бедрами носящего. Крылышки 28 могут быть использованы для по меньшей мере двух целей. Во-первых, крылышки 28 могут предотвращать загрязнение предмета нижнего белья носящего путем образования барьера вдоль краев предмета нижнего белья. Во-вторых, крылышки 28 могут быть снабжены вспомогательным средством для прикрепления (не показано), таким как, например, клей для прикрепления к предмету одежды или крючок, чтобы надежно и надлежащим образом удерживать впитывающее изделие 10 на предмете нижнего белья. Крылышки 28 могут обхватывать паховую область предмета нижнего белья носящего, чтобы помогать в прикреплении впитывающего изделия 10 к предмету нижнего белья носящего при использовании. Каждое крылышко 28 может сгибаться под паховой областью предмета нижнего белья носящего, и вспомогательное средство для прикрепления может образовывать надежное прикрепление либо к противоположному крылышку 28, либо непосредственно к поверхности предмета нижнего белья носящего. В различных вариантах осуществления крылышки 28 могут представлять собой продолжение материалов, образующих верхний листовой слой 30 и/или непроницаемый для жидкости слой 36, и могут быть связаны вместе вдоль уплотненной периферийной области 26. Такие крылышки 28 могут быть образованы как единое целое с главной частью впитывающего изделия 10. В различных вариантах осуществления крылышки 28 могут быть выполнены из материалов, подобных верхнему листовому слою 30, непроницаемому для жидкости слою 36 или комбинациям этих материалов. В различных вариантах осуществления крылышки 28 могут представлять собой отдельные элементы, связанные с основной частью впитывающего изделия 10. Примеры процессов изготовления впитывающих изделий 10 и крылышек 28 включают, но без ограничения, описанные в патентах США № 4059114, выданном Richards, № 4862574, выданном Hassim и соавт., № 5342647, выданном Heindel и соавт., № 7070672, выданном Alcantara и соавт., публикации США № 2004/0040650 в пользу Venturino и соавт. и международной публикации WO1997/040804 в пользу Emenaker и соавт., каждый из которых включен в настоящий документ посредством ссылки на него во всей своей полноте.
Следует понимать, что крылышки 28 являются необязательными, и в различных вариантах осуществления впитывающее изделие 10 может быть выполнено без крылышек 28. На фиг. 20 представлена иллюстрация примерного варианта осуществления впитывающего изделия 10 без крылышек 28. Как проиллюстрировано на фиг. 20, впитывающее изделие 10 может быть симметричным относительно продольной центральной линии 18 и симметричным относительно поперечной центральной линии 80. Как описано в настоящем документе, слой 40 распределения продуктов выделения может быть расположен в пределах впитывающего изделия 10 так, что отверстие 42 в слое 40 распределения продуктов выделения может быть симметричным относительно продольной центральной линии 18 и симметричным относительно поперечной центральной линии 80, как, например, проиллюстрировано на фиг. 20. В таких вариантах осуществления первый компонент 50 слоя 40 распределения продуктов выделения может быть, но не обязательно, расположен так, чтобы быть симметричным относительно продольной центральной линии 18 и поперечной центральной линии 80. В примерном варианте осуществления, проиллюстрированном на фиг. 20, первый компонент 50 слоя 40 распределения продуктов выделения является симметричным относительно продольной центральной линии 18, но не является симметричным относительно поперечной центральной линии 80. Следует понимать, что, хотя примерный вариант осуществления впитывающего изделия 10, проиллюстрированный на фиг. 20, является симметричным относительно продольной центральной линии 18 и поперечной центральной линии 80, впитывающее изделие 10, изготовленное без крылышек 28, может быть симметричным относительно продольной центральной линии 18 и асимметричным относительно поперечной центральной линии 80. В различных вариантах осуществления впитывающее изделие 10 может быть асимметричным относительно каждой из продольной центральной линии 18 и поперечной центральной линии 80.
Герметичные отвороты
В различных вариантах осуществления впитывающее изделие может иметь герметичные отвороты. На фиг. 21 представлена иллюстрация примерного варианта осуществления впитывающего изделия 10 с герметичными отворотами 210 и 212. В различных вариантах осуществления герметичные отвороты 210 и 212 могут быть прикреплены к верхнему листовому слою 30 впитывающего изделия 10 в целом параллельно и на расстоянии относительно друг друга латерально в направлении внутрь от простирающихся в продольном направлении боковых краев 24 для обеспечения барьера против потока продуктов выделения организма в поперечном направлении (Y) впитывающего изделия 10. В различных вариантах осуществления герметичные отвороты 210 и 212 могут простираться в продольном направлении от передней области 12 впитывающего изделия 10 через центральную область 16 в заднюю область 14 впитывающего изделия 10.
Герметичные отвороты 210 и 212 могут быть выполнены из волокнистого материала, который может быть подобен материалу, образующему верхний листовой слой 30. Также может быть применен другой традиционный материал, такой как полимерные пленки. Каждый герметичный отворот 210 и 212 может иметь подвижный дальний конец 214, который может содержать резинки отворота. Подходящие эластичные материалы для резинок отворота могут включать листы, полосы или ленты из натурального каучука, синтетического каучука или термопластичных эластомерных материалов. В различных вариантах осуществления резинки отворота могут иметь две полосы из эластомерного материала, простирающиеся в продольном направлении вдоль дальних концов 214 герметичных отворотов 210 и 212 в целом параллельно и на расстоянии относительно друг друга. Эластичные полосы могут находиться в пределах герметичных отворотов 210 и 212, будучи в состоянии с возможностью эластичного стягивания, так что стягивание полос собирает и сокращает дальние концы 214 герметичных отворотов 210 и 212. В результате эластичные полосы могут смещать дальние концы 214 каждого герметичного отворота 210 и 212 к положению, находящемуся на расстоянии от ближнего конца герметичных отворотов 210 и 212, так что герметичные отвороты 210 и 212 могут простираться от верхнего листового слоя 30 при обычно вертикальной ориентации герметичных отворотов 210 и 212, особенно в центральной области 16 впитывающего изделия 10, когда впитывающее изделие 10 надето на носящего. Дальний конец 214 герметичных отворотов 210 и 212 может быть соединен с резинками отворотов путем частичного загибания материала герметичных отворотов 210 и 212 на себя на величину, которая может быть достаточной для охвата резинок отворота. Тем не менее, следует понимать, что герметичные отвороты 210 и 212 могут иметь любое количество полос из эластомерного материала и также могут отсутствовать во впитывающем изделии 10 без отступления от объема настоящего изобретения.
В различных вариантах осуществления, таких как, например, проиллюстрированные на фиг. 21, впитывающее изделие 10 может иметь слой 40 распределения продуктов выделения, расположенный на лицевой по отношению к телу поверхности 32 верхнего листового слоя 30. В различных вариантах осуществления слой 40 распределения продуктов выделения может иметь такие габаритный размер и положение, что простирающиеся в продольном направлении боковые края 56 первого компонента 50 слоя 40 распределения продуктов выделения расположены внизу герметичных отворотов 210 и 212 впитывающего изделия 10. В различных вариантах осуществления части первого компонента 50, такие как, например, по меньшей мере части простирающихся в продольном направлении боковых краев 56, могут быть связаны с герметичными отворотами 210 и 212. В таких вариантах осуществления, когда герметичные отвороты 210 и 212 простираются от верхнего листового слоя 30 при обычно вертикальной ориентации герметичных отворотов 210 и 212, слой 40 распределения продуктов выделения может быть приподнят относительно верхнего листового слоя 30 и обеспечивать плотную посадку впитывающего изделия 10 относительно тела носящего. В различных вариантах осуществления простирающиеся в поперечном направлении торцевые края 52 и 54 первого компонента 50 могут быть связаны с верхним листовым слоем 30, чтобы создавать карман для продукта выделения организма, когда слой 40 распределения продуктов выделения приподнят относительно верхнего листового слоя 30, поскольку герметичные отвороты 210 и 212 находятся в обычно вертикальной ориентации во время использования впитывающего изделия 10.
Поглощающий слой
В различных вариантах осуществления впитывающее изделие 10 может иметь поглощающий слой. Поглощающий слой может способствовать замедлению и рассеиванию выбросов или излияний жидких продуктов выделения организма, проникающих в верхний листовой слой 30. В варианте осуществления слой 40 распределения продуктов выделения может быть расположен на лицевой по отношению к телу поверхности 32 верхнего листового слоя 30, и поглощающий слой может быть расположен между верхним листовым слоем 30 и впитывающей сердцевиной 38. В варианте осуществления поглощающий слой может быть расположен на лицевой по отношению к телу поверхности 32 верхнего листового слоя 30, и слой 40 распределения продуктов выделения может быть расположен на лицевой по отношению к телу поверхности поглощающего слоя. В варианте осуществления впитывающее изделие 10 может иметь слой 40 распределения продуктов выделения, расположенный между верхним листовым слоем 30 и впитывающей сердцевиной 38, причем поглощающий слой расположен между слоем 40 распределения продуктов выделения и впитывающей сердцевиной 38.
Поглощающий слой может иметь любой размер по продольной длине, который представляется подходящим. В варианте осуществления продольная длина поглощающего слоя может быть такой же, как продольная длина впитывающей сердцевины 38. В варианте осуществления продольная длина поглощающего слоя может быть меньше, чем продольная длина впитывающей сердцевины 38. В таком варианте осуществления поглощающий слой может быть расположен в любом желаемом месте вдоль продольной длины впитывающей сердцевины 38. В качестве примера такого варианта осуществления впитывающее изделие 10 может содержать целевой участок там, где повторяющиеся жидкие выбросы обычно оказываются во впитывающем изделии 10. Конкретное место целевого участка может варьироваться в зависимости от возраста и пола носящего впитывающее изделие 10. Например, для мужчин характерно выделять мочу ближе к передней области впитывающего изделия 10, и целевой участок может быть смещен вперед в пределах впитывающего изделия 10. Целевой участок для женщин может быть размещен ближе к центру центральной области 16 впитывающего изделия 10. В результате относительное продольное расположение поглощающего слоя в пределах впитывающего изделия 10 может быть выбрано так, чтобы наилучшим образом соответствовать целевому участку одной или обеих категорий носящих.
В варианте осуществления поглощающий слой может содержать натуральные волокна, синтетические волокна, сверхвпитывающий материал, тканый материал, нетканый материал, уложенные путем мокрой укладки волокнистые полотна, по существу несвязанное уложенное воздухом волокнистое полотно, функционально связанное стабилизированное уложенное воздухом волокнистое полотно или т. п., а также их комбинации. В варианте осуществления поглощающий слой может быть образован из материала, который по существу является гидрофобным, такого как нетканое полотно, состоящее из полипропилена, полиэтилена, сложного полиэфира и т. п. и их комбинаций. В различных вариантах осуществления поглощающий слой может содержать сопряженные, двухсоставные и/или гомополимерные волокна штапельной или другой длины и смеси таких волокон с другими типами волокон. В различных вариантах осуществления поглощающий слой может иметь волокна, которые могут иметь толщину в денье больше приблизительно 5. В различных вариантах осуществления поглощающий слой может иметь волокна, которые могут иметь толщину в денье меньше приблизительно 5.
В различных вариантах осуществления поглощающий слой может представлять собой связанное кардочесанное полотно или уложенное воздухом полотно. В различных вариантах осуществления связанное кардочесанное полотно может представлять собой, например, связанное порошком кардочесанное полотно, связанное инфракрасным светом кардочесанное полотно или связанное кардочесанное полотно, полученное воздушной набивкой.
В различных вариантах осуществления базовый вес поглощающего слоя может составлять по меньшей мере приблизительно 10 г/м2 или 20 г/м2. В различных вариантах осуществления базовый вес поглощающего слоя может составлять от приблизительно 10 г/м2, 20 г/м2, 30 г/м2, 40 г/м2, 50 г/м2 или 60 г/м2 до приблизительно 65 г/м2, 70 г/м2, 75 г/м2, 80 г/м2, 85 г/м2, 90 г/м2, 100 г/м2, 110 г/м2, 120 г/м2 или 130 г/м2. В различных вариантах осуществления базовый вес поглощающего слоя может составлять менее чем приблизительно 130 г/м2, 120 г/м2, 110 г/м2, 100 г/м2, 90 г/м2, 85 г/м2, 80 г/м2, 75 г/м2, 70 г/м2, 65 г/м2, 60 г/м2 или 50 г/м2.
Дополнительные варианты осуществления впитывающего изделия
В различных вариантах осуществления впитывающее изделие 10 может представлять собой такое изделие, как подгузник, трусы для приучения к горшку, трусы для подростков, плавки или продукт, используемый при недержании, такой как трусы для взрослых, страдающих недержанием. На фиг. 22 представлена иллюстрация примерного варианта осуществления вида сбоку впитывающего изделия 10, такого как подгузник. На фиг. 23 представлена иллюстрация вида сверху вниз впитывающего изделия по фиг. 22, то есть подгузника в открытой конфигурации, причем части вырезаны для ясности. На фиг. 24 представлена иллюстрация примерного варианта осуществления вида в перспективе впитывающего изделия 10, такого как трусы, такие как, например, трусы для подростков или трусы для взрослых, страдающих недержанием. В различных вариантах осуществления, в которых впитывающее изделие 10 представляет собой подгузники, трусы для приучения к горшку, трусы для подростков, плавки или продукт, используемый при недержании, такой как трусы для взрослых, страдающих недержанием, впитывающее изделие 10 может быть надето вокруг нижней части туловища носящего и может иметь отверстие 230 для талии и отверстия 232 для ног.
В различных вариантах осуществления впитывающее изделие 10, такое как подгузник, трусы для приучения к горшку, трусы для подростков, плавки или продукт, используемый при недержании, такой как трусы для взрослых, страдающих недержанием, может иметь верхний листовой слой 30, впитывающую сердцевину 38, непроницаемый для жидкости слой 36 и слой 40 распределения продуктов выделения, например, описанные выше. В различных вариантах осуществления впитывающее изделие 10, такое как подгузник, трусы для приучения к горшку, трусы для подростков, плавки или продукт, используемый при недержании, такой как трусы для взрослых, страдающих недержанием, может дополнительно иметь герметичные отвороты 210 и 212, например, описанные выше. В различных вариантах осуществления впитывающее изделие 10, такое как подгузник, трусы для приучения к горшку, трусы для подростков, плавки или продукт, используемый при недержании, такой как трусы для взрослых, страдающих недержанием, может дополнительно иметь поглощающий слой, например, описанный выше. В различных вариантах осуществления впитывающее изделие 10, такое как подгузник, трусы для приучения к горшку, трусы для подростков, плавки или продукт, используемый при недержании, такой как трусы для взрослых, страдающих недержанием, может иметь эластичные элементы для ног, эластичные элементы для талии, крепежную систему и/или боковые панели.
Эластичные элементы для ног
Эластичные элементы 240 и 242 для ног могут быть связаны с непроницаемым для жидкости слоем 36, в том числе с помощью, например, клея, обычно смежного с латеральными наружными краями непроницаемого для жидкости слоя 36. Альтернативно эластичные элементы 240 и 242 для ног могут быть размещены между другими слоями впитывающего изделия 10. Широкий выбор эластичных материалов можно использовать для эластичных элементов 240 и 242 для ног. Подходящие эластичные материалы могут включать листы, полосы или ленты из натурального каучука, синтетического каучука или термопластичных эластомерных материалов. Эластичные материалы могут быть растянуты и закреплены на подложке, закреплены на собранной подложке или закреплены на подложке, а затем сделаны эластичными или сжаты, например, при воздействии тепла таким образом, чтобы подложке передавались эластичные стягивающие усилия.
Эластичные элементы для талии
В различных вариантах осуществления впитывающее изделие 10 может иметь эластичные элементы 244 и 246 для талии, которые могут быть образованы из любого подходящего эластичного материала. В таком варианте осуществления подходящие эластичные материалы могут включать, но без ограничения, листы, полосы или ленты из натурального каучука, синтетического каучука или термопластичных эластомерных полимеров. Эластичные материалы могут быть растянуты и связаны с подложкой, связаны с собранной подложкой или связаны с подложкой, а затем сделаны эластичными или сжаты, например, при воздействии тепла таким образом, чтобы подложке передавались эластичные стягивающие усилия. Однако следует понимать, что эластичные элементы 244 и 246 для талии могут отсутствовать во впитывающем изделии 10 без отступления от объема настоящего изобретения.
Крепежная система
В различных вариантах осуществления впитывающее изделие 10 может содержать систему креплений. Система креплений может содержать одно или более задних креплений 250 и одно или более передних креплений 252. Части системы креплений могут быть включены в переднюю область 12, заднюю область 14 или в обе области. Система креплений может быть выполнена с возможностью закрепления впитывающего изделия 10 вокруг талии носящего и удерживания впитывающего изделия 10 на месте во время использования. В варианте осуществления задние крепления 250 могут содержать один или более материалов, связанных вместе для образования композитного ушка, как известно из уровня техники. Например, композитное крепление может состоять из растягивающегося компонента 254, нетканого несущего слоя или основы 256 с крючками и компонента 258 крепления.
Боковые панели
В варианте осуществления, в котором впитывающее изделие 10 может представлять собой трусы для приучения к горшку, трусы для подростков, трусы-подгузники или трусы для взрослых, страдающих недержанием, впитывающее изделие 10 может иметь передние боковые панели 260 и 262 и задние боковые панели 264 и 266. На фиг. 24 представлена неограничивающая иллюстрация впитывающего изделия 10, которое может иметь боковые панели, такие как передние боковые панели 260 и 262 и задние боковые панели 264 и 266. Передние боковые панели 260 и 262 и задние боковые панели 264 и 266 впитывающего изделия 10 могут быть связаны с впитывающим изделием 10 в соответствующих передней и задней областях 12 и 14 и могут простираться наружу за пределы продольных боковых краев 24 впитывающего изделия 10. В примере передние боковые панели 260 и 262 могут быть связаны с непроницаемым для жидкости слоем 36, например, путем связывания с ним с помощью клея, с помощью связывания под действием давления, с помощью термосварки или с помощью ультразвуковой сварки. Задние боковые панели 264 и 266 могут быть закреплены на непроницаемом для жидкости слое 36 по существу таким же образом, как и передние боковые панели 260 и 262. Альтернативно передние боковые панели 260 и 262 и задние боковые панели 264 и 266 могут быть образованы вместе с впитывающим изделием 10, например, путем образования вместе с непроницаемым для жидкости слоем 36, верхним листовым слоем 30 или другими слоями впитывающего изделия 10.
Для улучшенных посадки и внешнего вида передние боковые панели 260 и 262 и задние боковые панели 264 и 266 могут подходящим образом иметь среднюю длину, измеренную параллельно продольной центральной линии 18 впитывающего изделия 10, которая составляет приблизительно 20 процентов или более и, что является более подходящим, приблизительно 25 процентов или более от общей длины впитывающего изделия 10, также измеренной параллельно продольной центральной линии 18. Например, если впитывающие изделия 10 имеют общую длину приблизительно 54 сантиметра, то передние боковые панели 260 и 262 и задние боковые панели 264 и 266 подходящим образом имеют среднюю длину приблизительно 10 сантиметров или более и, что является более подходящим, имеют среднюю длину приблизительно 15 сантиметров. Каждая из передних боковых панелей 260 и 262 и задних боковых панелей 264 и 266 может быть выполнена из одного или более отдельных отличных кусков материала. Например, каждая передняя боковая панель 260 и 262 и задняя боковая панель 264 и 266 может включать первую и вторую части боковых панелей (не показаны), соединенные по шву (не показан), при этом по меньшей мере одна из частей включает эластомерный материал. Альтернативно каждая отдельная передняя боковая панель 260 и 262 и задняя боковая панель 264 и 266 может быть изготовлена из одного куска материала, загнутого на себя вдоль промежуточной линии сгиба (не показана).
Каждая из передних боковых панелей 260 и 262 и задних боковых панелей 264 и 266 может иметь наружный край 270, разнесенный латерально от шва 272 для сцепления, прилегающий к ноге торцевой край 274, расположенный по направлению к продольному центру впитывающего изделия 10, и поясной торцевой край 276, расположенный по направлению к продольному торцу впитывающего изделия 10. Прилегающий к ноге торцевой край 274 и поясной торцевой край 276 могут простираться от продольных боковых краев 24 впитывающего изделия 10 к наружным краям 270. Прилегающие к ногам торцевые края 274 передних боковых панелей 260 и 262 и задних боковых панелей 264 и 266 могут образовывать часть продольных боковых краев 24 впитывающего изделия 10. Прилегающие к ногам торцевые края 274 проиллюстрированного впитывающего изделия 10 могут быть изогнуты и/или расположены под углом относительно поперечной центральной линии 80 для обеспечения лучшей посадки вокруг ног носящего. Однако следует понимать, что только один из прилегающих к ногам торцевых краев 274 может быть изогнут или расположен под углом, например, прилегающий к ноге торцевой край 274 задней области 14, или ни один из прилегающих к ногам торцевых краев 274 не может быть изогнут или расположен под углом без отступления от объема настоящего изобретения. Поясные торцевые края 276 могут быть параллельны поперечной центральной линии 80. Поясные торцевые края 276 передних боковых панелей 260 и 262 могут образовывать часть первого простирающегося в поперечном направлении торцевого края 20 впитывающего изделия 10, и поясные торцевые края 276 задних боковых панелей 264 и 266 могут образовывать часть второго простирающегося в поперечном направлении торцевого края 22 впитывающего изделия 10.
Передние боковые панели 260 и 262 и задние боковые панели 264 и 266 могут содержать эластичный материал, способный к латеральному растяжению. Подходящие эластичные материалы, а также один описанный процесс для добавления эластичных передних боковых панелей 260 и 262 и задних боковых панелей 264 и 266 во впитывающее изделие 10 описаны в следующих документах: патент США № 4940464, выданный 10 июля 1990 г. Van Gompel и соавт., патент США № 5224405, выданный 6 июля 1993 г. Pohjola, патент США № 5104116, выданный 14 апреля 1992 г. Pohjola, и патент США № 5046272, выданный 10 сентября 1991 г. Vogt и соавт., все из которых включены в настоящий документ посредством ссылки. В качестве примера подходящие эластичные материалы включают терморастянутый слоистый материал (STL), связанный перетяжками слоистый материал (NBL), слоистый материал с обратимыми перетяжками или связанный в растянутом состоянии слоистый материал (SBL). Способы получения таких материалов хорошо известны специалистам в данной области техники и описаны в патенте США № 4663220, выданном 5 мая 1987 г. Wisneski и соавт., патенте США № 5226992, выданном 13 июля 1993 г. Morman, и Европейской патентной заявке № EP 0 217 032, опубликованной 8 апреля 1987 г. на имя Taylor и соавт., и PCT заявке WO 01/88245 на имя Welch и соавт., все из которых включены в настоящий документ посредством ссылки. Другие подходящие материалы описаны в заявках на патент США № 12/649508 на имя Welch и соавт. и № 12/023447 на имя Lake и соавт., все из которых включены в настоящий документ посредством ссылки. Альтернативно передние боковые панели 260 и 262 и задние боковые панели 264 и 266 могут содержать другие тканые и нетканые материалы, например, те, что описаны выше в качестве подходящих для непроницаемого для жидкости слоя 36.
Способ определения открытого участка в процентах
Процентное значение открытого участка можно определить с использованием способа измерения с помощью анализа изображения, описанного в настоящем документе. В этом контексте как открытый участок рассматриваются области в пределах материала, где свет, распространяющийся от источника света, проходит непосредственно через те области, которые свободны в представляющем интерес материале. Обычно в способе анализа изображения определяют количественное значение открытого участка в процентах для материала посредством конкретных параметров измерения, относящихся к анализу изображения, таких как участок. Способ определения открытого участка в процентах осуществляют с использованием общепринятых методик анализа оптического изображения для выявления областей открытого участка как в низинных участках, так и в выступах по отдельности, а затем расчета их процентных значений в каждом. Для разделения низинных участков и выступов для дальнейшего выявления и измерения используют освещение падающим светом вместе с этапами обработки изображения. Система анализа изображений, управляемая алгоритмом, выполняет выявление, обработку изображений и измерение, а также передает данные в цифровом виде в базу данных в виде динамической таблицы. Полученные в результате данные измерений используют для определения открытого участка в процентах у материалов, имеющих низинные участки и выступы.
Способ определения открытого участка в процентах как в низинных участках, так и в выступах заданного материала включает этап получения двух отдельных цифровых изображений материала. Примерная установка для получения изображения репрезентативно проиллюстрирована на фиг. 25. В частности, видеокамера 300 с CCD матрицей (например, видеокамера Leica DFC 310 FX, работающая в режиме шкалы серого и доступная для приобретения у Leica Microsystems из Хербругг, Швейцария) монтируется на стандартном штативе 302, таком как стандартный штатив Polaroid MP-4 Land Camera или аналог, доступный для приобретения у центра Polaroid Resource Center в Кембридже, Массачусетс. Стандартный штатив 302 прикреплен к просмотровому устройству 304 для макрообъектов, такому как просмотровое устройство для макрообъектов KREONITE, доступное для приобретения у Dunning Photo Equipment, Inc., с офисом в Биксби, Оклахома. Автоматическая платформа 308 размещается на верхней поверхности 306 просмотрового устройства 304 для макрообъектов. Автоматическую платформу 308 используют для автоматической перемены положения заданного материала для выбора кадра камерой 300. Подходящей автоматической платформой является Model H112, доступная для приобретения у Prior Scientific Inc. с офисом в Рокленде, Массачусетс.
Материал, имеющий низинные участки и выступы, помещают на автоматической платформе 308 под оптической осью 60 мм объектива 310 Nikon AF Micro Nikkor с настройкой диафрагмы объектива 4. Объектив 310 Nikon прикреплен к камере 300 Leica DFC 310 FX с использованием переходника с-крепления объектива. Расстояние D1 от передней лицевой стороны 312 объектива 310 Nikon до материала составляет 21 см. Материал укладывают горизонтально на автоматической платформе 308 и любые складки удаляют с помощью его осторожного растягивания и/или закрепления на поверхности автоматической платформы 308 с использованием прозрачной клейкой ленты на ее наружных краях. Материал ориентируют таким образом, чтобы машинное направление (MD) проходило в горизонтальном направлении полученного в результате изображения. Поверхность материала освещают падающим флуоресцентным светом, обеспечиваемым 40-ваттной флуоресцентной лампой 314 GE Circline диаметром 16 дюймов. Лампа 314 содержится в зажиме, который расположен таким образом, что он выровнен по центру над материалом и под видеокамерой выше и находится на расстоянии D2 в 3 дюймах выше поверхности материала. Управление уровнем освещения лампы 314 осуществляется посредством регулируемого автотрансформатора типа 3PN1010, доступного для приобретения у Staco Energy Products Co. с офисом в Дейтоне, Огайо. Пропущенный свет также попадает на материал из-под автоматической платформы 308 от группы из пяти 20-ваттных флуоресцентных осветительных приборов 316, накрытых рассеивающей пластиной 318. Рассеивающая пластина 318 вставлена в верхнюю поверхность 306 просмотрового устройства 304 для макрообъектов и образует ее часть. На рассеивающую пластину 318 наложена черная маска 320, имеющая отверстие 322 размером 3 дюйма на 3 дюйма. Отверстие 322 расположено таким образом, что оно выровнено по центру под оптической осью камеры Leica и системой объектива. Расстояние D3 от отверстия 322 до поверхности автоматической платформы 308 составляет приблизительно 17 см. Уровень освещения у группы флуоресцентных осветительных приборов 316 также управляется отдельным регулируемым автотрансформатором.
Программной платформой для анализа изображений, используемой для выполнения измерений открытого участка в процентах, является QWIN Pro (версия 3.5.1), доступная для приобретения у Leica Microsystems с офисом в Хербругге, Швейцария. Систему и изображения также калибруют с использованием программного обеспечения QWIN и стандартной линейки с измерительными отметками по меньшей мере в пределах одного миллиметра. Калибровка выполняется в горизонтальном измерении изображения видеокамеры. Единицы числа миллиметров на пиксель используют для калибровки.
Способ определения открытого участка в процентах заданного материала включает этап выполнения нескольких измерений участка на изображениях, полученных при освещении как падающим, так и пропущенным светом. А именно, алгоритм анализа изображения используется для получения и обработки изображений, а также выполнения измерений с использованием языка системы пользовательского интерактивного программирования Quantimet (QUIPS). Алгоритм анализа изображения воспроизводится далее.
NAME = % Open Area - Land vs Projection Regions-1
PURPOSE = Measures % open area on 'land' and 'projection' regions via 'sandwich' lighting technique
ОПРЕДЕЛЕНИЕ ПЕРЕМЕННЫХ и ОТКРЫТИЕ ФАЙЛОВ
Open File ( C:\Data\39291\% Open Area\data.xls, channel #1 )
MFLDIMAGE = 2
TOTCOUNT = 0
TOTFIELDS = 0
ИДЕНТИФИКАЦИОННЫЙ НОМЕР ОБРАЗЦА И УСТАНОВКА
Configure ( Image Store 1392 x 1040, Grey Images 81, Binaries 24 )
Enter Results Header
File Results Header ( channel #1 )
File Line ( channel #1 )
Image Setup DC Twain [PAUSE] ( Camera 1, AutoExposure Off, Gain 0.00,
ExposureTime 34.23 msec, Brightness 0, Lamp 38.83 )
Measure frame ( x 31, y 61, Width 1330, Height 978 )
Image frame ( x 0, y 0, Width 1392, Height 1040 )
-- Calvalue = 0.0231 mm/px
CALVALUE = 0.0231
Calibrate ( CALVALUE CALUNITS$ per pixel )
Clear Accepts
For ( SAMPLE = 1 to 1, step 1 )
Clear Accepts
File ( "Field No.", channel #1, field width: 9, left justified )
File ( "Land Area", channel #1, field width: 9, left justified )
File ( "Land Open Area", channel #1, field width: 13, left justified )
File ( "%Open Land Area", channel #1, field width: 15, left justified )
File ( "Proj. Area", channel #1, field width: 9, left justified )
File ( "Proj. Open Area", channel #1, field width: 13, left justified )
File ( "% Open Proj. Area", channel #1, field width: 15, left justified )
File ( "Total % Open Area", channel #1, field width: 14, left justified )
File Line ( channel #1 )
Stage ( Define Origin )
Stage ( Scan Pattern, 5 x 1 fields, size 82500.000000 x 82500.000000 )
ПОЛУЧЕНИЕ ИЗОБРАЖЕНИЯ I - Локализация выступа
For ( FIELD = 1 to 5, step 1 )
Display ( Image0 (on), frames (on,on), planes (off,off,off,off,off,off), lut 0, x 0, y 0, z
1, Reduction off )
PauseText ( "Ensure incident lighting is correct (WL = 0.88 - 0.94) and acquire
image." )
Image Setup DC Twain [PAUSE] ( Camera 1, AutoExposure Off, Gain 0.00,
ExposureTime 34.23 msec, Brightness 0, Lamp 38.83 )
Acquire ( into Image0 )
ВЫЯВЛЕНИЕ – Только выступы
PauseText ( "Ensure that threshold is set at least to the right of the left gray-level
histogram peak which corresponds to the 'land' region." )
Detect [PAUSE] ( whiter than 127, from Image0 into Binary0 delineated )
ОБРАБОТКА ДВОИЧНЫХ ИЗОБРАЖЕНИЙ
Binary Amend (Close from Binary0 to Binary1, cycles 10, operator Disc, edge erode on)
Binary Identify ( FillHoles from Binary1 to Binary1 )
Binary Amend (Open from Binary1 to Binary2, cycles 20, operator Disc, edge erode on)
Binary Amend (Close from Binary2 to Binary3, cycles 8, operator Disc, edge erode on )
PauseText ("Toggle <control> and <b> keys to check bump detection and correct if
necessary." )
Binary Edit [PAUSE] ( Draw from Binary3 to Binary3, nib Fill, width 2 )
Binary Logical ( copy Binary3, inverted to Binary4 )
ПОЛУЧЕНИЕ ИЗОБРАЖЕНИЯ 2 – % открытых участков
Display ( Image0 (on), frames (on,on), planes (off,off,off,off,off,off), lut 0, x 0, y 0, z
1, Reduction off )
PauseText ( "Turn off incident light & ensure transmitted lighting is correct (WL =
0.97) and acquire image." )
Image Setup DC Twain [PAUSE] ( Camera 1, AutoExposure Off, Gain 0.00,
ExposureTime 34.23 msec, Brightness 0, Lamp 38.83 )
Acquire ( into Image0 )
ВЫЯВЛЕНИЕ – Только открытые участки
Detect ( whiter than 210, from Image0 into Binary10 delineated )
ОБРАБОТКА ДВОИЧНЫХ ИЗОБРАЖЕНИЙ
Binary Logical ( C = A AND B : C Binary11, A Binary3, B Binary10 )
Binary Logical ( C = A AND B : C Binary12, A Binary4, B Binary10 )
MEASURE AREAS - Land, projections, open area within each
-- Низинный участок
MFLDIMAGE = 4
Measure field ( plane MFLDIMAGE, into FLDRESULTS(1), statistics into
FLDSTATS(7,1) ) Selected parameters: Area
LANDAREA = FLDRESULTS(1)
-- Участок выступа
MFLDIMAGE = 3
Measure field ( plane MFLDIMAGE, into FLDRESULTS(1), statistics into
FLDSTATS(7,1) ) Selected parameters: Area
BUMPAREA = FLDRESULTS(1)
-- Открытый участок выступа
MFLDIMAGE = 11
Measure field ( plane MFLDIMAGE, into FLDRESULTS(1), statistics into
FLDSTATS(7,1) ) Selected parameters: Area
APBUMPAREA = FLDRESULTS(1)
-- Открытый низинный участок
MFLDIMAGE = 12
Measure field ( plane MFLDIMAGE, into FLDRESULTS(1), statistics into
FLDSTATS(7,1) ) Selected parameters: Area
APLANDAREA = FLDRESULTS(1)
-- Общий % открытого участка
MFLDIMAGE = 10
Measure field ( plane MFLDIMAGE, into FLDRESULTS(1), statistics into
FLDSTATS(7,1) ) Selected parameters: Area%
TOTPERCAPAREA = FLDRESULTS(1)
ВЫЧИСЛЕНИЕ И ВЫВОД УЧАСТКОВ
PERCAPLANDAREA = APLANDAREA/LANDAREA*100
PERCAPBUMPAREA = APBUMPAREA/BUMPAREA*100
File ( FIELD, channel #1, 0 digits after '.' )
File ( LANDAREA, channel #1, 2 digits after '.' )
File ( APLANDAREA, channel #1, 2 digits after '.' )
File ( PERCAPLANDAREA, channel #1, 1 digit after '.' )
File ( BUMPAREA, channel #1, 2 digits after '.' )
File ( APBUMPAREA, channel #1, 4 digits after '.' )
File ( PERCAPBUMPAREA, channel #1, 5 digits after '.' )
File ( TOTPERCAPAREA, channel #1, 2 digits after '.' )
File Line ( channel #1 )
Stage ( Step, Wait until stopped + 1100 msecs )
Next ( FIELD )
PauseText ( "If no more samples, enter '0.'" )
Input ( FINISH )
If ( FINISH=0 )
Goto OUTPUT
Endif
PauseText ( "Place the next replicate specimen on the auto-stage, turn on incident light
and turn-off and/or block sub-stage lighting." )
Image Setup DC Twain [PAUSE] ( Camera 1, AutoExposure Off, Gain 0.00,
ExposureTime 34.23 msec, Brightness 0, Lamp 38.83 )
File Line (channel #1)
Next ( SAMPLE )
OUTPUT:
Close File ( channel #1 )
END
Алгоритм QUIPS выполняют с использованием программной платформы QWIN Pro. Анализирующего специалиста вначале просят ввести установленную информацию о материале, которая направляется в файл EXCEL.
Анализирующего специалиста далее просят с помощью окна настройки по изображению прямой передачи на экране монитора компьютера поместить материал на автоматическую платформу 308. Материал следует уложить горизонтально и осторожно приложить силу к его краям, чтобы удалить какие-либо крупные складки, которые могут присутствовать. Его следует выровнять таким образом, чтобы машинное направление проходило горизонтально на изображении. В этот момент можно включить флуоресцентную лампу 314 Circline для помощи в расположении материала. Далее анализирующего специалиста просят настроить флуоресцентную лампу 314 Circline для освещения падающим светом через регулируемый автотрансформатор на считывание в уровне белого приблизительно 0,9. Группу осветительных приборов 316 под платформой для освещения проходящим светом следует либо выключить в этот момент, либо замаскировать с использованием клочка светоизолирующего черного строительного картона, помещенного над отверстием 322 размером 3 дюйма на 3 дюйма.
Анализирующего специалиста теперь просят удостовериться, что пороговое значение для выявления установлено на подходящий уровень для выявления выступов с использованием «окна выявления», которое отображается на экране монитора компьютера. Как правило, пороговое значение устанавливают с использованием белого режима в точке, находящейся примерно около середины диапазона на 8-разрядной шкале серого (например, 127). Если необходимо, пороговый уровень можно настраивать вверх или вниз таким образом, чтобы в полученном в результате выявления двоичном изображении оптимально охватывались выступы, показанные на полученном изображении с учетом их границ с окружающей низинной областью.
После того как алгоритм автоматически осуществляет несколько этапов обработки двоичного изображения на выявленном двоичном изображении выступов, анализирующему специалисту будет дана возможность повторной проверки выявления выступов и исправления любых неточностей. Анализирующий специалист может переключаться обеими клавишами «control» и «b» одновременно для повторной проверки выявления выступов относительно нижележащего полученного полутонового изображения. Если необходимо, анализирующий специалист может выбрать из набора инструментов для редактирования двоичных изображений (например, нарисовать, отменить и т. д.) для осуществления любых мелких настроек. Если принимаются меры для обеспечения надлежащего освещения и выявления на ранее описанных этапах, в этот момент будет необходимо малое количество исправлений, или они не будут нужны вовсе.
Далее анализирующего специалиста просят выключить флуоресцентную лампу 314 Circline для освещения падающим светом и либо включить группу осветительных приборов под платформой для освещения проходящим светом, либо удалить светоизолирующую маску. Группа осветительных приборов под платформой для освещения проходящим светом настраивается регулируемым автотрансформатором на считывание в уровне белого приблизительно 0,97. В этот момент фокус изображения можно оптимизировать для низинных участков материала.
Алгоритм после выполнения дополнительных операций на полученных в результате отдельных двоичных изображениях для выступов, низинных участков и открытого участка будет затем автоматически выполнять измерения и выдавать данные в назначенном файле в виде динамической таблицы EXCEL. Следующие данные параметров измерения будут содержаться в файле EXCEL после осуществления измерений и передачи данных.
Низинный участок
Низинный открытый участок
% открытого низинного участка
Участок выступа
Открытый участок выступа
% открытого участка выступа
Общий % открытого участка
После передачи данных алгоритм будет управлять передвижением автоматической платформы 308 к следующему полю обзора, и процесс включения флуоресцентной лампы 314 Circline для освещения падающим светом и блокирования группы осветительных приборов 316 под платформой для освещения проходящим светом будет начинаться снова. Этот процесс будет повторяться четыре раза таким образом, что будут присутствовать пять наборов данных от пяти отдельных изображений поля обзора на один экземпляр материала.
Обработка нескольких экземпляров отбора образцов из одного материала может быть выполнена в ходе одного выполнения алгоритма QUIPS (примечание: The Sample For – Next line в алгоритме нужно настраивать для отражения количества осуществляемых анализов экземпляров материала на материал). Конечное среднее значение для распределения материала обычно основано на анализе с N=5 от пяти отдельных экземпляров частей образца материала. Сравнение между разными материалами может быть выполнено с использованием T-анализа Стьюдента при уровне достоверности 90 %.
Способ испытания «Способ определения высоты выступов»
Высоту выступов можно определить с использованием способа измерения с помощью анализа изображения, описанного в настоящем документе. В способе анализа изображения определяют численное значение размера по высоте для выступов с использованием конкретных измерений в анализе изображения как низинных участков, так и выступов с нижележащими низинными областями в образце, а затем рассчитывают высоту самих выступов по разнице между ними. Способ определения высоты выступов выполняют с использованием общепринятых методик анализа оптического изображения для выявления на поперечном разрезе областей как низинных участков, так и выступающих структур, а затем измеряют среднее значение линейной высоты для каждого из них при выборе кадра с использованием камеры с освещением падающим светом. Полученные в результате данные измерений используют для сравнения характеристик высоты выступов у разных типов направленных к телу поглощающих слоев.
Перед выполнением измерений в анализе изображения представляющий интерес образец нужно подготовить таким образом, чтобы обеспечить возможность визуализации репрезентативного поперечного разреза, который проходит через центр выступа. Получение поперечных разрезов можно выполнять путем фиксации репрезентативного клочка образца по меньшей мере по одному из его прямолинейных краев в направлении поперек машинному на плоской гладкой поверхности с помощью полоски ленты, такой как лента SCOTCH® Magic™ шириной ¾ дюйма, производимая 3M. Получение поперечных разрезов затем выполняют с помощью нового ранее неиспользованного лезвия из вороненой углеродистой стали с односторонней режущей кромкой (PAL) и осторожного разрезания в направлении от зафиксированного конца и перпендикулярно ему и через центры по меньшей мере одного выступа и предпочтительно через центры большего количества выступов, если они расположены в виде рядов, идущих в машинном направлении. Все остальные ряды выступов, расположенные позади лицевой стороны выступов в поперечном разрезе, должны быть отрезаны и удалены перед закреплением образца таким образом, чтобы присутствовали только представляющие интерес выступы в поперечном разрезе. Такие лезвия для получения поперечного разреза можно приобрести у Electron Microscopy Sciences, Хатфилд, Пенсильвания (кат. #71974). Получение поперечных разрезов выполняют в машинном направлении образца, и новое ранее неиспользованное лезвие следует использовать для отрезания каждого нового поперечного разреза. Теперь лицевую сторону поперечного разреза можно закрепить таким образом, чтобы выступы были направлены вверх от опорной плиты, с использованием приклеивающегося материала, такого как двухсторонняя лента, с тем, чтобы ее можно было просматривать с использованием видеокамеры, имеющей оптический объектив. Плита сама по себе и любой фон позади образца, который будет просматриваться камерой, должны быть затемнены с использованием неотражающей черной ленты и черного строительного картона 346 (показанного на фиг. 26), соответственно. Для типичного образца достаточное количество поперечных разрезов следует отрезать и закреплять отдельно, в результате чего можно определить всего шесть значений высоты выступов.
Примерная установка для получения изображений репрезентативно проиллюстрирована на фиг. 26. В частности, видеокамера 330 с CCD матрицей (например, видеокамера Leica DFC 310 FX, работающая в режиме шкалы серого, доступна для приобретения у Leica Microsystems из Хербругг, Швейцария) монтируется на стандартном штативе 332, таком как стандартный штатив Polaroid MP-4 Land Camera, доступный для приобретения у центра Polaroid Resource Center в Кембридже, Массачусетс, или аналог. Стандартный штатив 332 прикреплен к просмотровому устройству 334 для макрообъектов, такому как просмотровое устройство для макрообъектов KREONITE, доступное для приобретения у Dunning Photo Equipment Inc. с офисом в Биксби, Оклахома. Автоматическую платформу 336 помещают на верхнюю поверхность просмотрового устройства 334 для макрообъектов. Автоматическую платформу 336 используют для перемены положения заданного образца для выбора кадра камерой 330. Подходящей автоматической платформой 336 является Model H112, доступная для приобретения у Prior Scientific Inc. с офисом в Рокленде, Массачусетс.
Затемненную плиту 338 с образцом, демонстрирующую лицевую сторону поперечного разреза образца, имеющую низинные участки и выступы, помещают на автоматическую платформу 336 под оптической осью 50 мм объектива 340 Nikon с настройкой диафрагмы объектива 2,8. Объектив 340 Nikon прикреплен к камере 330 Leica DFC 310 FX с использованием удлинительной трубки 342 30 мм и переходника с-крепления объектива. Плита 338 с образцом ориентирована таким образом, что поперечное сечение образца повернуто прямо в направлении камеры 330 и проходит в горизонтальном направлении полученного в результате изображения с выступами, направленными вверх от опорной плиты. Лицевую сторону поперечного разреза освещают падающим светом от осветительного прибора 344 по типу лампы накаливания, обеспечиваемым двумя 150-ваттными рефлекторными прожекторами заливающего света GE. Два прожектора заливающего света расположены таким образом, чтобы они обеспечивали большее освещение лицевой стороны поперечного разреза, чем плиты 338 с образцом под ней на изображении. Если смотреть сверху непосредственно над камерой 330 и нижележащей плитой 338 с поперечным разрезом образца, прожекторы 344 заливающего света будут расположены под углом приблизительно 30 градусов и 150 градусов относительно горизонтальной плоскости, проходящей через камеру 330. С этой точки обзора штатив камеры будет находиться в положении под углом 90 градусов. Управление уровнем освещения ламп осуществляется посредством регулируемого автотрансформатора типа 3PN1010, доступного для приобретения у Staco Energy Products Co. с офисом в Дейтоне, Огайо.
Программной платформой для анализа изображений, используемой для выполнения измерений, является QWIN Pro (версия 3.5.1), доступная для приобретения у Leica Microsystems с офисом в Хербругге, Швейцария. Систему и изображения также калибруют с использованием программного обеспечения QWIN и стандартной линейки с измерительными отметками по меньшей мере в пределах одного миллиметра. Калибровка выполняется в горизонтальном измерении изображения видеокамеры. Единицы числа миллиметров на пиксель используют для калибровки.
Таким образом, способ определения высоты выступов в заданном образце включает этап выполнения нескольких измерений размеров. А именно, алгоритм анализа изображения используется для получения и обработки изображений, а также выполнения измерений с использованием языка системы пользовательского интерактивного программирования Quantimet (QUIPS). Алгоритм анализа изображения воспроизводится далее.
NAME = Height - Projection vs Land Regions - 1
PURPOSE = Measures height of projection and land regions
ОПРЕДЕЛЕНИЕ ПЕРЕМЕННЫХ и ОТКРЫТИЕ ФАЙЛОВ
-- Следующая строка задана для указания того, куда будут сохраняться данные измерений.
Open File (C:\Data\39291\Height\data.xls, channel #1)
FIELDS = 6
ИДЕНТИФИКАЦИОННЫЙ НОМЕР ОБРАЗЦА И УСТАНОВКА
Enter Results Header
File Results Header ( channel #1 )
File Line ( channel #1 )
Measure frame ( x 31, y 61, Width 1330, Height 978 )
Image frame ( x 0, y 0, Width 1392, Height 1040 )
-- Calvalue = 0.0083 mm/pixel
CALVALUE = 0.0083
Calibrate ( CALVALUE CALUNITS$ per pixel )
For ( REPLICATE = 1 to FIELDS, step 1 )
Clear Feature Histogram #1
Clear Feature Histogram #2
Clear Accepts
ПОЛУЧЕНИЕ ИЗОБРАЖЕНИЯ И ВЫЯВЛЕНИЕ
PauseText ( "Position sample, focus image and set white level to 0.95." )
Image Setup DC Twain [PAUSE] ( Camera 1, AutoExposure Off, Gain 0.00,
ExposureTime 200.00 msec, Brightness 0, Lamp 49.99 )
Acquire ( into Image0 )
ACQOUTPUT = 0
-- Следующая строка может быть дополнительно установлена для сохранения файлов изображений в определенном
месте.
ACQFILE$ = "C:\Images\39291 - for Height\Text.
2H_"+STR$(REPLICATE)+"s.jpg"
Write image ( from ACQOUTPUT into file ACQFILE$ )
Detect ( whiter than 104, from Image0 into Binary0 delineated )
ОБРАБОТКА ИЗОБРАЖЕНИЙ
Binary Amend (Close from Binary0 to Binary1, cycles 4, operator Disc, edge erode on)
Binary Amend (Open from Binary1 to Binary2, cycles 4, operator Disc, edge erode on)
Binary Identify (FillHoles from Binary2 to Binary3)
Binary Amend (Close from Binary3 to Binary4, cycles 15, operator Disc, edge erode on)
Binary Amend (Open from Binary4 to Binary5, cycles 20, operator Disc, edge erode on)
PauseText ( "Fill in projection & land regions that should be included, and reject over
detected regions." )
Binary Edit [PAUSE] ( Draw from Binary5 to Binary6, nib Fill, width 2 )
PauseText ( "Select 'Land' region for measurement." )
Binary Edit [PAUSE] ( Accept from Binary6 to Binary7, nib Fill, width 2 )
PauseText ( "Select 'Projection' region for measurement." )
Binary Edit [PAUSE] ( Accept from Binary6 to Binary8, nib Fill, width 2 )
-- Объединение низинных областей и областей выступа с измерительной сеткой.
Graphics ( Grid, 30 x 0 Lines, Grid Size 1334 x 964, Origin 21 x 21, Thickness 2,
Orientation 0.000000, to Binary15 Cleared )
Binary Logical ( C = A AND B : C Binary10, A Binary7, B Binary15 )
Binary Logical ( C = A AND B : C Binary11, A Binary8, B Binary15 )
ИЗМЕРЕНИЕ ВЫСОТ
-- Только низинная область
Measure feature ( plane Binary10, 8 ferets, minimum area: 8, grey image: Image0 )
Selected parameters: X FCP, Y FCP, Feret90
Feature Histogram #1 ( Y Param Number, X Param Feret90, from 0.0100 to 5.,
logarithmic, 20 bins )
Display Feature Histogram Results ( #1, horizontal, differential, bins + graph (Y axis
linear), statistics ) Data Window ( 1278, 412, 323, 371 )
-- Только области выступов (в том числе любой нижележащий низинный материал)
Measure feature ( plane Binary11, 8 ferets, minimum area: 8, grey image: Image0 )
Selected parameters: X FCP, Y FCP, Feret90
Feature Histogram #2 ( Y Param Number, X Param Feret90, from 0.0100 to 10.,
logarithmic, 20 bins )
Display Feature Histogram Results ( #2, horizontal, differential, bins + graph (Y axis
linear), statistics ) Data Window ( 1305, 801, 297, 371 )
ВЫХОДНЫЕ ДАННЫЕ
File ( "Land Height (mm)", channel #1 )
File Line ( channel #1 )
File Feature Histogram Results ( #1, differential, statistics, bin details, channel #1 )
File Line ( channel #1 )
File Line ( channel #1 )
File ( "Projection + Land Height (mm)", channel #1 )
File Line ( channel #1 )
File Feature Histogram Results ( #2, differential, statistics, bin details, channel #1 )
File Line ( channel #1 )
File Line ( channel #1 )
File Line ( channel #1 )
Next ( REPLICATE )
Close File (channel #1)
END
Алгоритм QUIPS выполняют с использованием программной платформы QWIN Pro. Анализирующего специалиста вначале просят ввести идентификационную информацию об образце, которая отправляется в назначенный файл EXCEL, в который затем также будут отправлены данные измерений.
Анализирующего специалиста затем просят расположить закрепленный поперечный разрез образца на автоматической платформе 336, имеющей затемненный фон, так, чтобы лицевая сторона поперечного разреза была установлена вплотную к камере 330, причем выступы направлены вверх, а длина проходит горизонтально на изображении прямой передачи, отображаемом на экране видеомонитора. Анализирующий специалист далее настраивает вертикальное положение видеокамеры 330 и объектива 340 для оптимизации фокусирования на лицевой стороне поперечного разреза. Уровень освещения также настраивается анализирующим специалистом через регулируемый автотрансформатор на считывание в уровне белого приблизительно 0,95.
После того как анализирующий специалист завершит вышеуказанные этапы и выполнит команду продолжить, изображение будет получено, выявлено и обработано автоматически с помощью алгоритма QUIPS. Анализирующего специалиста затем просят пометить с использованием компьютерной мыши на выявленном двоичном изображении любые участки выступа и/или низинные участки, показанные на изображении поперечного разреза, которое должно было быть включено на предыдущих этапах выявления и обработки изображения, а также отклонить остальные выявленные области, которые выходят за пределы границ структуры поперечного разреза, показанной на нижележащем полутоновом изображении. Для получения помощи в этом процессе редактирования анализирующий специалист может переключаться клавишами «control» и «B» на клавиатуре одновременно для включения и выключения отображения вышележащего двоичного изображения для оценки того, как точно совпадает двоичное изображение с границами образца, показанного на поперечном разрезе. Если первоначальное получение поперечных разрезов образца было выполнено хорошо, будет требоваться незначительное ручное редактирование, если оно вообще будет требоваться.
Анализирующего специалиста затем просят «выбрать «низинную» область для измерения» с использованием компьютерной мыши. Этот выбор выполняют путем аккуратного рисования вертикальной линии вниз через одну сторону одного низинного участка, размещенного между выступами или смежно с ними, а затем при все еще нажатой левой кнопке мыши перемещения курсора ниже низинного участка к его противоположной стороне, а затем рисования другой вертикальной линии вверх. После того как это произошло, левую кнопку мыши можно отпустить, а низинный участок, подлежащий измерению, должен быть помечен зеленым цветом. Если вертикальные края полученной в результате выбранной области искажены каким-либо образом, анализирующий специалист может сбросить исходное выявленное двоичное изображение, щелкнув на кнопку «Undo», расположенную в окне редактирования двоичного изображения (Binary Edit), и начать процесс выбора снова, пока не будут получены прямолинейные вертикальные края с обеих сторон выбранной низинной области.
Аналогично, анализирующего специалиста далее просят «выбрать область «выступа» для измерения». Верхнюю часть области выступа, смежную с ранее выбранным низинным участком, теперь выбирают таким же образом, как было ранее описано для выбора низинного участка.
Алгоритм затем будет автоматически выполнять измерения в обеих выбранных областях и будет выдавать в формате гистограммы данные в назначенном файле в виде динамической таблицы EXCEL. В файле EXCEL гистограммы для низинных областей и областей выступа будут помечены как «высота низинных областей (мм)» и «высота областей выступа + низинных областей (мм)» соответственно. Отдельный набор гистограмм будет генерироваться для каждого выбора пар низинных областей и областей выступа.
Анализирующего специалиста затем будут снова просить расположить образец и начать процесс выбора разных низинных областей и областей выступа. В этот момент анализирующий специалист может использовать координатный регулятор для автоматической платформы типа джойстик, чтобы перемещать тот же поперечный разрез в положение новой части образца, либо же совсем другой закрепленный поперечный разрез, полученный из того же образца, можно расположить на автоматической платформе 306 для измерения. Процесс расположения образца и выбора низинных областей и областей выступа для измерения будет происходить шесть раз для каждого выполнения алгоритма QUIPS.
Затем определяют одно значение высоты выступов путем расчета численной разницы между средними значениями отдельных гистограмм низинных областей и областей выступа для каждой отдельной пары измерений. Алгоритм QUIPS будет обеспечивать шесть наборов экземпляров измерений как низинных областей, так и областей выступа для одного образца таким образом, чтобы генерировались шесть значений высоты выступов на образец. Конечное среднее значение для распределения образца обычно основано на анализе с N=6 от шести отдельных измерений частей образца. Сравнение между разными образцами может быть выполнено с использованием T-анализа Стьюдента при уровне достоверности 90 %.
Для обеспечения краткости и сжатости любые диапазоны значений, указанные в настоящем документе, подразумевают все значения в пределах диапазона и должны толковаться как подтверждение для пунктов формулы изобретения, в которых приведены какие-либо поддиапазоны, имеющие граничные точки, являющиеся целочисленными значениями в пределах рассматриваемого заданного диапазона. В качестве возможного примера, указание диапазона от 1 до 5 следует рассматривать как подтверждение для пунктов формулы изобретения в отношении любого из следующих диапазонов: от 1 до 5, от 1 до 4, от 1 до 3, от 1 до 2, от 2 до 5, от 2 до 4, от 2 до 3, от 3 до 5, от 3 до 4 и от 4 до 5.
Размеры и значения, указанные в настоящем документе, не следует понимать как строго ограниченные приведенными точными числовыми значениями. Вместо этого, если не указано иное, каждый такой размер должен обозначать как приведенное значение, так и функционально эквивалентный диапазон, охватывающий это значение. Например, размер, указанный как «40 мм», подразумевается как означающий «приблизительно 40 мм».
Все документы, упомянутые в подробном описании, в соответствующей части включены в настоящий документ посредством ссылки; причем упоминание каких-либо документов не следует толковать как признание того, что они являются прототипом по отношению к настоящему изобретению. Если любое значение или определение термина в этом письменном документе противоречит какому-либо значению или определению термина в документе, включенном посредством ссылки, то значение или определение, используемое для термина в этом письменном документе, имеет преимущественную силу.
Хотя были проиллюстрированы и описаны конкретные варианты осуществления настоящего изобретения, специалистам в данной области техники должно быть очевидным, что без отступления от сущности и объема настоящего изобретения могут быть осуществлены различные другие изменения и модификации. Поэтому предполагается, что прилагаемая формула изобретения должна охватывать все такие изменения и модификации, которые находятся в пределах объема настоящего изобретения.
При представлении элементов настоящего изобретения или их предпочтительного варианта осуществления (предпочтительных вариантов осуществления) употребление терминов в единственном числе, а также с указанием на их определенность и после определения «указанный» предполагает, что имеется один или более элементов. Предполагается, что слова «содержащий», «включающий» и «имеющий» имеют охватывающий смысл и означают, что могут существовать дополнительные элементы кроме перечисленных элементов. Без отступления от сущности и объема настоящего изобретения в отношении него может быть выполнено много модификаций и изменений. Следовательно, примерные варианты осуществления, описанные выше, не следует применять для ограничения объема настоящего изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЯ РАСПРЕДЕЛЕНИЯ ПРОДУКТОВ ВЫДЕЛЕНИЯ ДЛЯ ИСПОЛЬЗОВАНИЯ ВО ВПИТЫВАЮЩЕМ ИЗДЕЛИИ | 2018 |
|
RU2743649C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЯ РАСПРЕДЕЛЕНИЯ ПРОДУКТОВ ВЫДЕЛЕНИЯ ДЛЯ ИСПОЛЬЗОВАНИЯ ВО ВПИТЫВАЮЩЕМ ИЗДЕЛИИ | 2018 |
|
RU2743648C1 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ СО СТРУКТУРОЙ, ПРИЛЕГАЮЩЕЙ К ТЕЛУ | 2018 |
|
RU2798261C2 |
| ВКЛЮЧЕНИЕ ОБЛАСТИ С ОТВЕРСТИЯМИ ВО ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ | 2017 |
|
RU2718655C1 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ | 2013 |
|
RU2614325C2 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ | 2013 |
|
RU2622827C2 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ | 2013 |
|
RU2625709C2 |
| ПРОДУКТОВАЯ ЛИНЕЙКА ВПИТЫВАЮЩЕГО ИЗДЕЛИЯ | 2014 |
|
RU2615114C1 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ | 2013 |
|
RU2636553C2 |
| ПОДВЕРГНУТЫЕ СТРУЙНОМУ СКРЕПЛЕНИЮ СЛОИСТЫЕ ПОЛОТНА, ИМЕЮЩИЕ ПОЛЫЕ ВЫСТУПЫ, И СПОСОБ И АППАРАТ ДЛЯ ИХ ИЗГОТОВЛЕНИЯ | 2013 |
|
RU2603611C1 |


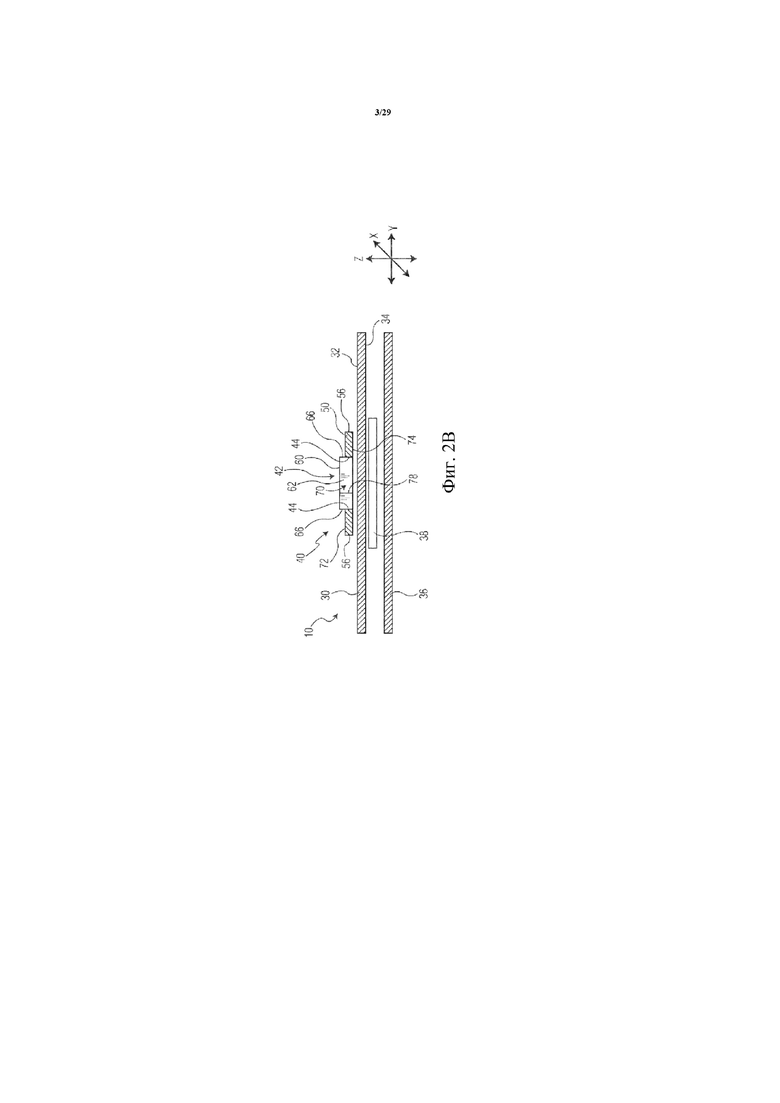

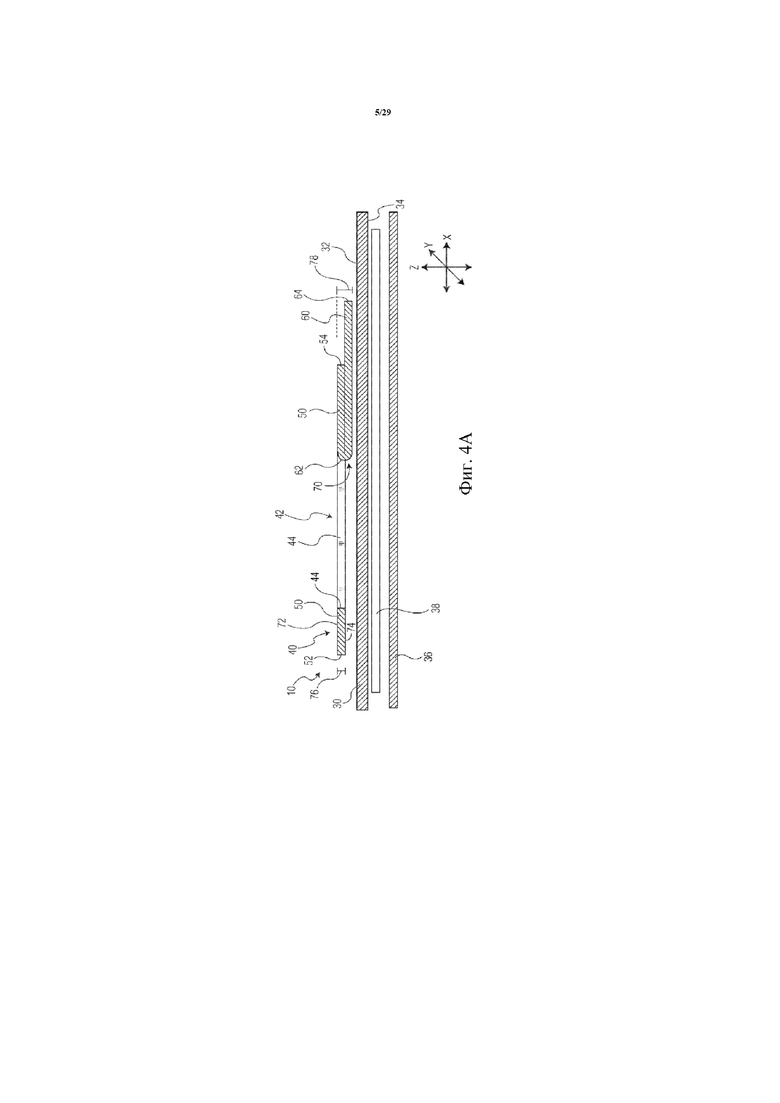


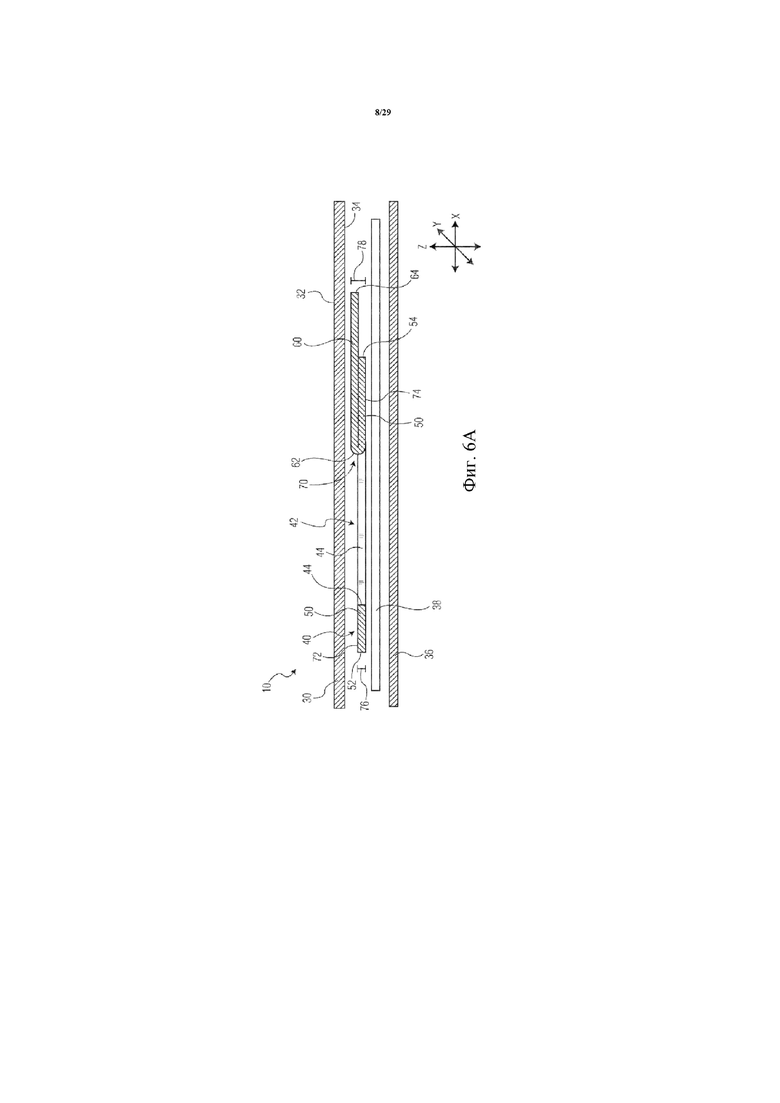
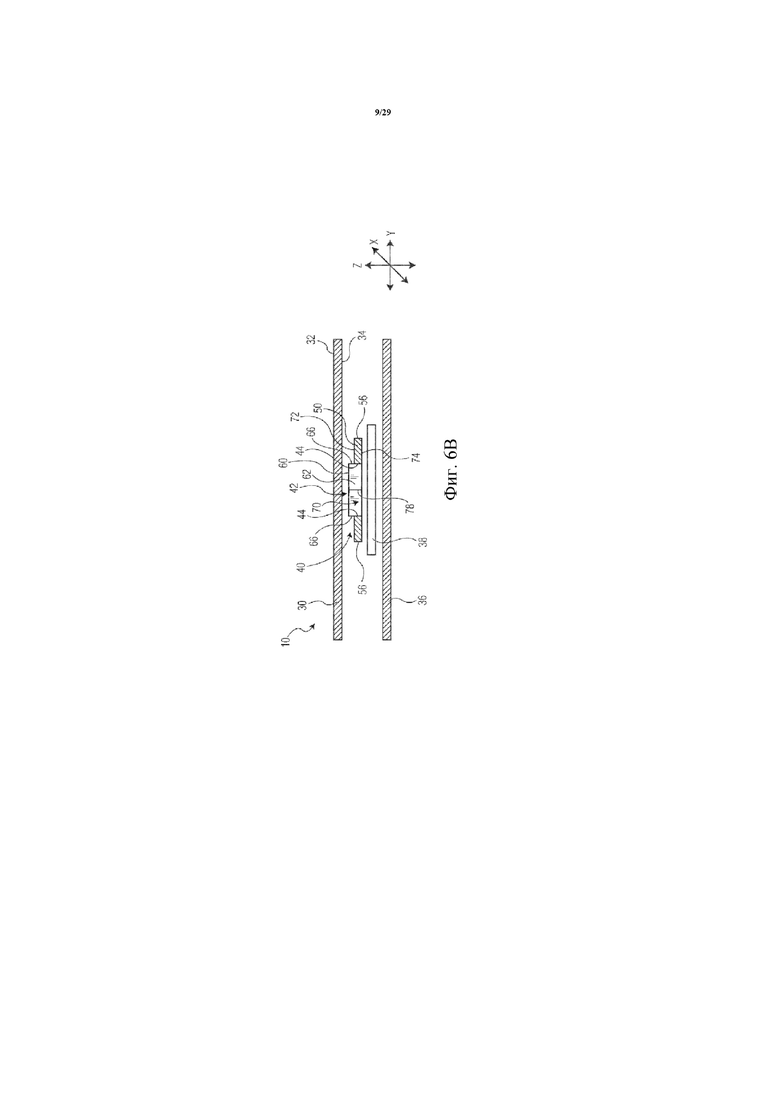

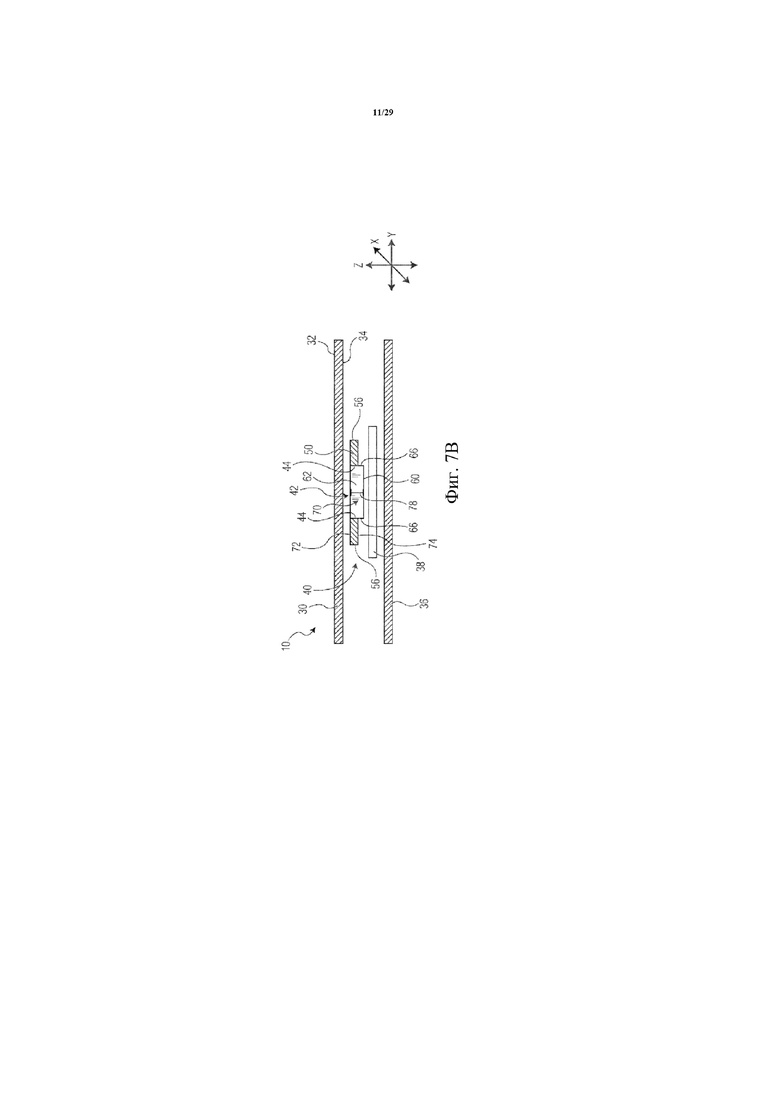






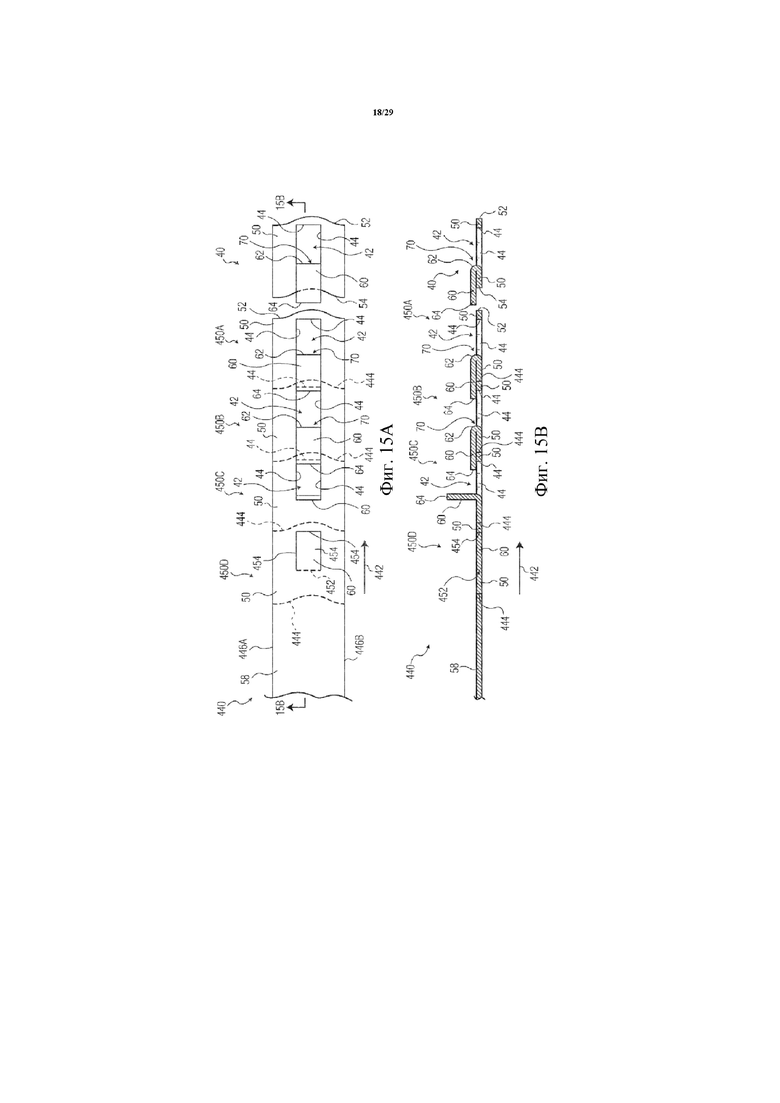


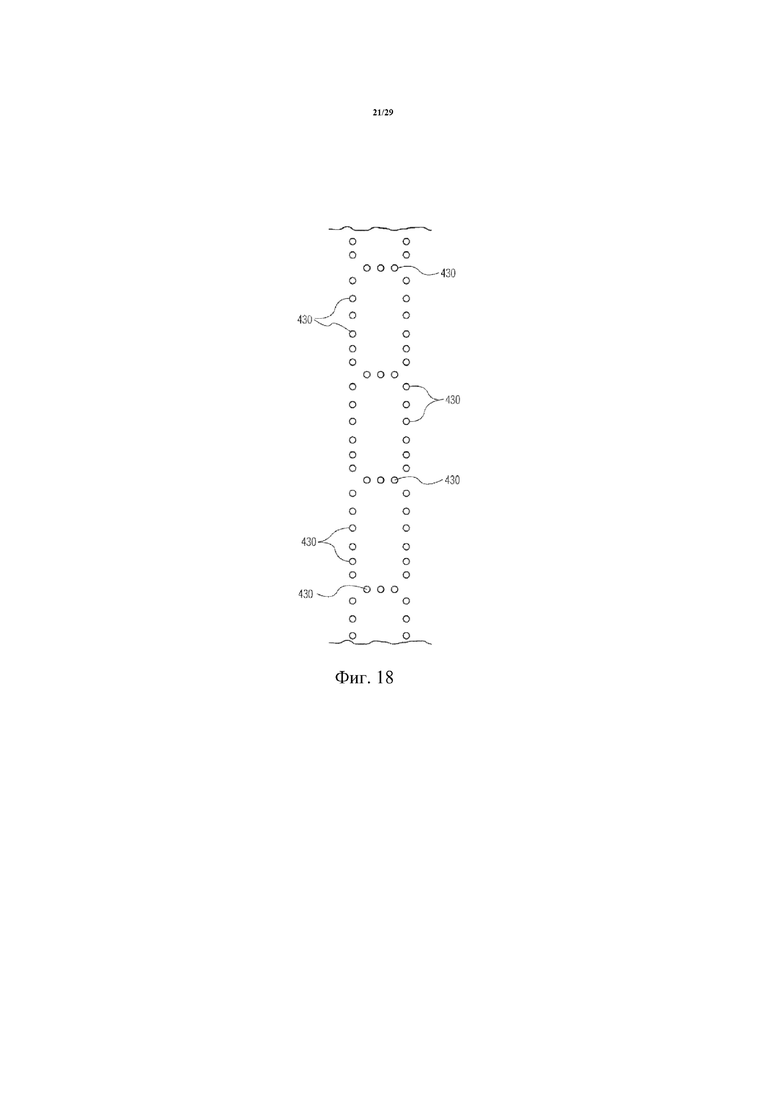
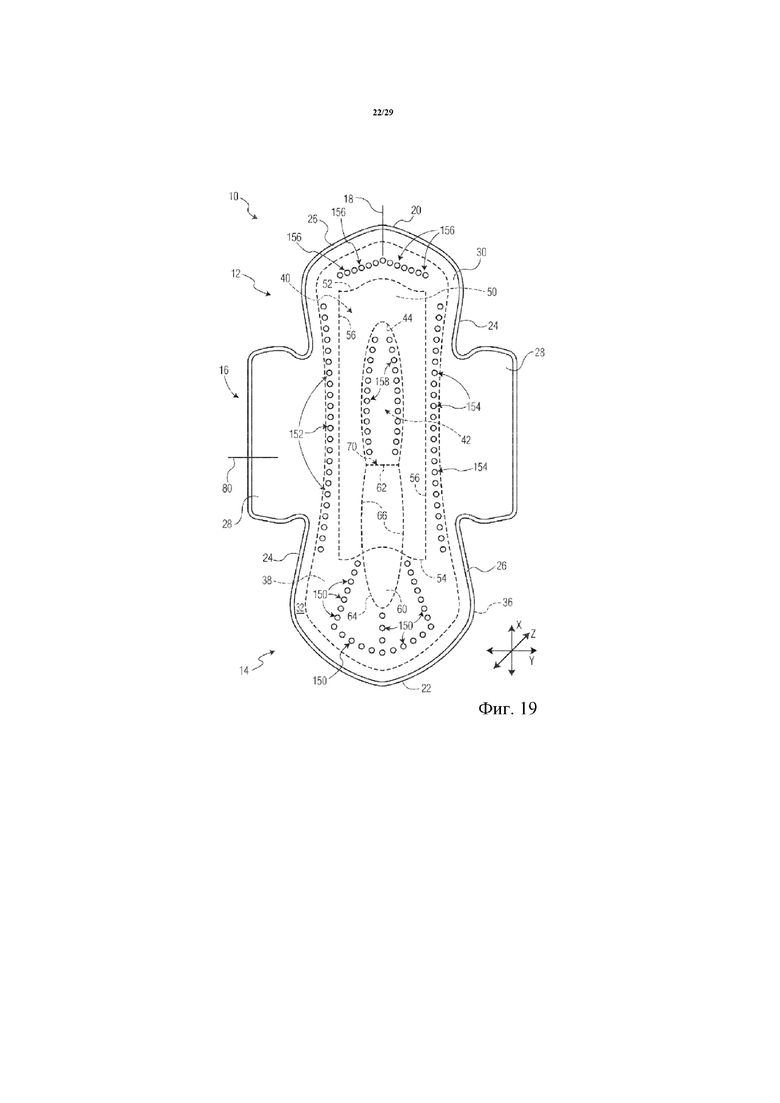


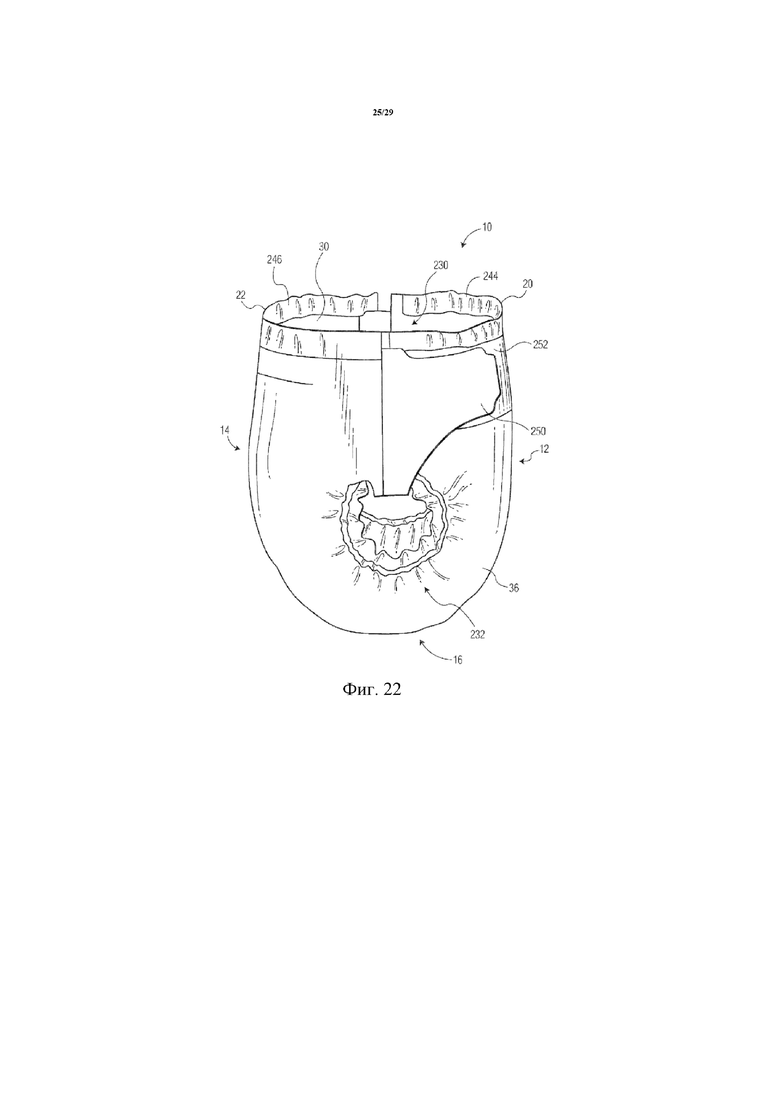


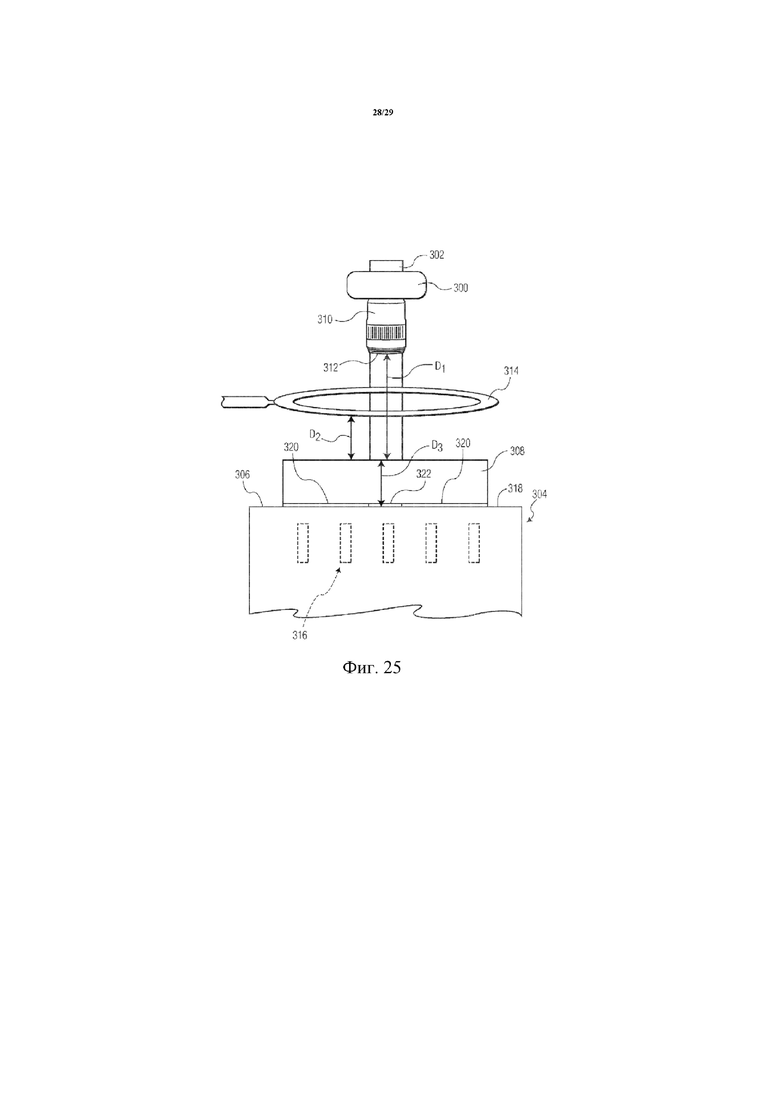
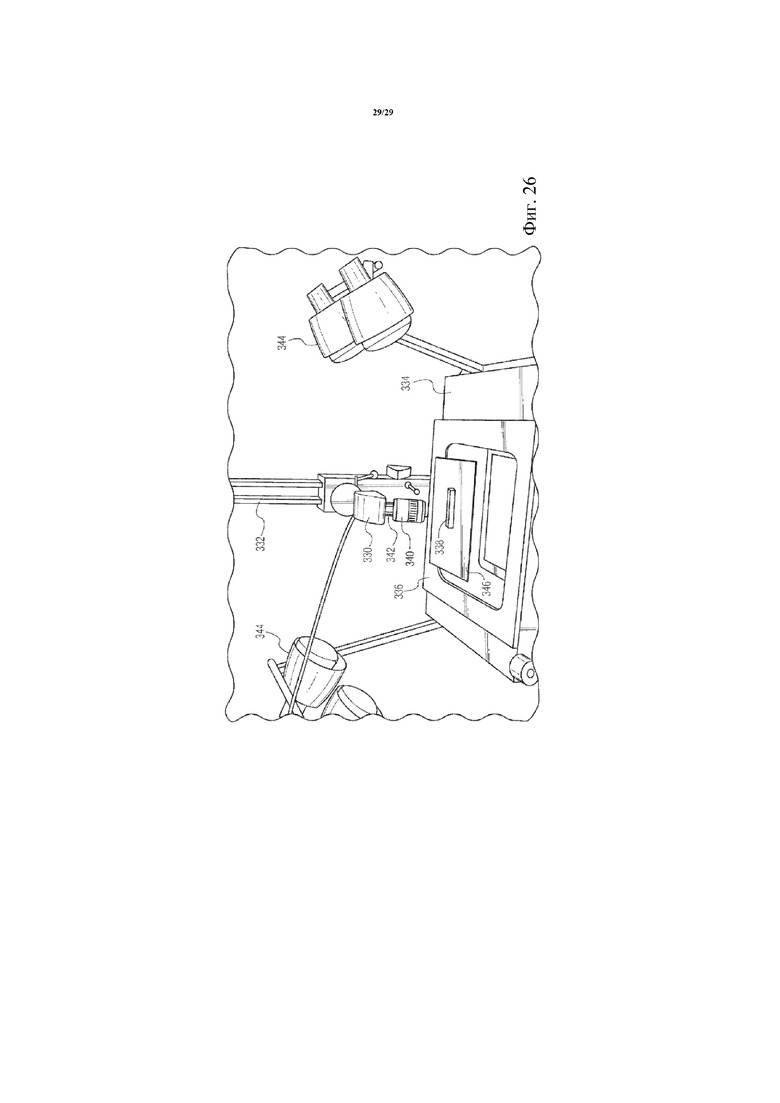
Впитывающее изделие может иметь верхний листовой слой, непроницаемый для жидкости слой и впитывающую сердцевину, расположенную между верхним листовым слоем и непроницаемым для жидкости слоем. Впитывающее изделие может дополнительно содержать слой распределения продуктов выделения, находящийся в сообщении по текучей среде с верхним листовым слоем. В различных вариантах осуществления слой распределения продуктов выделения может быть расположен на лицевой по отношению к телу поверхности верхнего листового слоя. В различных вариантах осуществления слой распределения продуктов выделения может быть расположен между верхним листовым слоем и впитывающей сердцевиной. Слой распределения продуктов выделения имеет первый компонент, который определяет отверстие для непосредственного прохождения продуктов выделения организма во впитывающую сердцевину. Слой распределения продуктов выделения имеет второй компонент, который по меньшей мере частично перекрывает первый компонент слоя распределения продуктов выделения и дополнительно простирается в продольном направлении впитывающего изделия в направлении к задней области впитывающего изделия. 18 з.п. ф-лы, 36 ил. 
1. Способ изготовления слоя распределения продуктов выделения, имеющего первый компонент и второй компонент, причем способ включает следующие этапы:
a) предоставление устройства для образования слоя распределения продуктов выделения, причем устройство содержит:
i. режущий валок, имеющий внешнюю поверхность, на которой расположены пара первых режущих инструментов, простирающихся в направлении поперек машинному режущего валка, и второй режущий инструмент, расположенный между парой первых режущих инструментов и разделяющий ее, при этом второй режущий инструмент имеет форму, отличную от формы первых режущих инструментов, при этом режущий валок связан с первой вакуумной системой и воздуходувной системой;
ii. упорный валок; и
iii. валок переноса, связанный со второй вакуумной системой;
b) предоставление основного материала на устройство;
c) разбивка основного материала на по меньшей мере первую заготовку слоя распределения продуктов выделения и вторую заготовку слоя распределения продуктов выделения;
d) разбивка основного материала в пределах первой заготовки слоя распределения продуктов выделения для определения границ первой части основного материала, которая будет образовывать периметр отверстия в пределах первого компонента, и для определения границ второй части основного материала, которая будет образовывать второй компонент;
e) помещение второй части основного материала, которая будет образовывать второй компонент слоя распределения продуктов выделения, в перекрывающуюся конфигурацию с третьей частью основного материала, которая будет образовывать секцию первого компонента слоя распределения продуктов выделения;
f) перемещение основного материала на валок переноса; и
g) отделение первой заготовки слоя распределения продуктов выделения от второй заготовки слоя распределения продуктов выделения для образования слоя распределения продуктов выделения.
2. Способ по п. 1, отличающийся тем, что этап разбивки основного материала на по меньшей мере первую заготовку слоя распределения продуктов выделения и вторую заготовку слоя распределения продуктов выделения дополнительно включает этап добавления по меньшей мере первой линии разрыва и второй линии разрыва на основной материал.
3. Способ по п. 2, отличающийся тем, что первая и вторая линии разрыва представляют собой перфорационные линии.
4. Способ по п. 1, отличающийся тем, что этап разбивки основного материала на первую заготовку слоя распределения продуктов выделения и вторую заготовку слоя распределения продуктов выделения выполняют одновременно с этапом разбивки основного материала для определения границ первой части и второй части.
5. Способ по п. 1, отличающийся тем, что этап разбивки основного материала на первую заготовку слоя распределения продуктов выделения и вторую заготовку слоя распределения продуктов выделения выполняют перед этапом разбивки основного материала для определения границ первой части и второй части.
6. Способ по п. 1, отличающийся тем, что этап разбивки основного материала на первую заготовку слоя распределения продуктов выделения и вторую заготовку слоя распределения продуктов выделения выполняют после этапа разбивки основного материала для определения границ первой части и второй части.
7. Способ по п. 1, отличающийся тем, что этап разбивки основного материала для определения границ первой части и второй части дополнительно включает этап добавления третьей линии разрыва и линии разделения на основной материал.
8. Способ по п. 7, отличающийся тем, что третья линия разрыва представляет собой линию сжатия.
9. Способ по п. 8, отличающийся тем, что третью линию разрыва создают с помощью полосы для рилевки.
10. Способ по п. 1, отличающийся тем, что дополнительно включает этап связывания второй части основного материала, которая будет образовывать второй компонент, с третьей частью основного материала, которая будет образовывать секцию первого компонента слоя распределения продуктов выделения.
11. Способ по п. 1, отличающийся тем, что первая заготовка слоя распределения продуктов выделения имеет первую центральную линию в продольном направлении и вторая часть основного материала, которая будет образовывать второй компонент слоя распределения продуктов выделения, имеет вторую центральную линию в продольном направлении.
12. Способ по п. 11, отличающийся тем, что этап помещения второй части основного материала, которая будет образовывать второй компонент слоя распределения продуктов выделения, в перекрывающуюся конфигурацию с третьей частью основного материала, которая будет образовывать секцию первого компонента слоя распределения продуктов выделения, включает этап выравнивания первой центральной линии в продольном направлении в пределах 20 градусов относительно второй центральной линии в продольном направлении.
13. Способ по п. 1, отличающийся тем, что отверстие имеет первую центральную линию в продольном направлении и вторая часть основного материала, которая будет образовывать второй компонент, имеет вторую центральную линию в продольном направлении.
14. Способ по п. 13, отличающийся тем, что этап помещения второй части основного материала, которая будет образовывать второй компонент, в перекрывающуюся конфигурацию с третьей частью основного материала, которая будет образовывать секцию первого компонента, включает этап выравнивания первой центральной линии в продольном направлении в пределах 20 градусов относительно второй центральной линии в продольном направлении.
15. Способ по п. 1, отличающийся тем, что этап помещения второй части основного материала, которая будет образовывать второй компонент слоя распределения продуктов выделения, в перекрывающуюся конфигурацию с третьей частью основного материала, которая будет образовывать секцию первого компонента слоя распределения продуктов выделения, включает этап направления второй части основного материала, которая будет образовывать второй компонент, в перекрывающуюся конфигурацию.
16. Способ по п. 15, отличающийся тем, что на этапе направления основного материала, которая будет образовывать второй компонент, в перекрывающуюся конфигурацию применяют третью вакуумную систему.
17. Способ по п. 15, отличающийся тем, что на этапе направления второй части основного материала, которая будет образовывать второй компонент, в перекрывающуюся конфигурацию применяют панель скольжения.
18. Способ по п. 1, отличающийся тем, что дополнительно включает этап помещения второй части основного материала, которая будет образовывать второй компонент между третьей частью основного материала, которая будет образовывать секцию первого компонента слоя и валка переноса.
19. Способ по п. 1, отличающийся тем, что этап отделения первой заготовки слоя распределения продуктов выделения от второй заготовки слоя распределения продуктов выделения включает этап разрушения линии разрыва, соединяющей первую заготовку слоя распределения продуктов выделения и вторую заготовку слоя распределения продуктов выделения.
| US 6429351 B1, 06.08.2002 | |||
| US 20120273990 A1, 01.11.2012 | |||
| EP 3042639 A1, 13.07.2016 | |||
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ | 2011 |
|
RU2568863C2 |

