Изобретение относится к области нефтяного машиностроения, а именно к оборудованию для электрохимической обработки винтового зубчатого профиля в отверстии трубчатой заготовки одновинтового насоса для изготовления статоров без обкладки из эластомера (Metal-to-Metal Progressing Cavity Pump), применяемых в одновинтовых насосах для добычи нефти из скважин.
Винтовые насосы для добычи нефти (Progressing Cavity Pump, РСР), или насосы Муано появились в 30-е годы XX века во Франции, а винтовые насосы для добычи нефти, в которых статор выполнен без обкладки из эластомера (известные под названием Metal-to-Metal Progressing Cavity Pump) появились в 20-е годы XXI века в Канаде и США (US 10676992, 09.06.2020), патентообладатель - Infocus Energy Services Inc. (CA).
Для такой системы необходима надежная работа с длительным ресурсом. Скорость износа гидравлических насосов становится прогрессирующей при высоком содержании песка и/или обратном выносе проппанта. Практика показала, что большинство отказов героторных гидравлических насосов происходит из-за износа и разрушения обкладки из эластомера в статоре. Обкладки из эластомера в статоре обычно выходят из строя (отказ насоса - "клин" или "отсутствие подачи") из-за высоких механических нагрузок, износа вследствие эрозии и истирания, несовместимости жидкостей, высокой температуры, шламования рабочих пар песком и/или парафинами.
При работе с высоким перепадом давления и прогрессирующей эрозии внутренние утечки увеличиваются, производительность системы снижается, а ресурс уменьшается. Применением гидравлического принципа работы является винтовой героторный насос для подъема нефти из продуктивного пласта на поверхность через насосно-компрессорные трубы (НКТ).
Для такого применения ротор насоса может приводиться в действие погружным двигателем в скважине (для глубинного насоса) или поверхностным агрегатом, вращающим шток, соединенный с ротором насоса.
На промыслах России применяют винтовые насосы компаний KUDU (СА), NETZSCH (DE), Weatherford (US), Schoeller-Bleckmann (AU), Schlumberger (US), Радиус-Сервис (RU).
В России месторождения высоковязкой нефти (вязкость более 30 мПа⋅с) расположены в Западно-Сибирской (55%), Волго-Уральской (25%) и Тимано-Печорской (20%) нефтегазоносных провинциях (НГП), ее геологические запасы оцениваются в диапазоне от 8,5 до 11,0 млрд. т.
Известно устройство для электрохимической обработки необработанной внутренней поверхности, образующей осевое отверстие трубчатой заготовки, содержащее:
средство для поддержки указанной заготовки; электродный инструмент, включающий в себя множество примыкающих по окружности канавок, имеющих между собой канавки, проходящие между его противоположными в осевом направлении передним и задним краями; средство для перемещения инструмента в осевом направлении через отверстие заготовки между передним и задним краями заготовки; средство для приведения в действие заготовки и инструмента для воздействия на анод и катод соответственно; средство для направления жидкого электролита через отверстие вокруг инструмента для электрохимической обработки незавершенного отверстия с образованием желобчатого отверстия позади заднего края инструмента; и средство для герметизации инструмента, примыкающего к его заднему краю к заготовке, для герметизации от протекания электролита через нее, чтобы изолировать поток электролита в незавершенном отверстии, когда инструмент проходит через него.
Уплотнительное средство неподвижно прикреплено к инструменту рядом с его задним краем для перемещения с ним и дополняется рифленым отверстием для герметизации протекающего через него электролита.
Устройство содержит средство для направления жидкости за задний край инструмента, при этом уплотнительное средство является эффективным для отделения указанной жидкости от электролита на заднем крае инструмента.
Устройство, в котором жидкость представляет собой промывочную жидкость для вымывания рассеянного электролита из рифленого отверстия, когда инструмент проходит через незавершенное отверстие во время электрохимической обработки.
Средство направления жидкости является эффективным для направления жидкости под давлением, чтобы компенсировать давление электролита на противоположных сторонах уплотнительного средства.
Уплотнительное средство содержит заднюю направляющую, скрепленную с задним краем инструмента и включающую множество примыкающих по окружности направляющих канавок, имеющих канавки между ними, при этом направляющие канавки больше, чем канавки инструмента для уплотнения рифленого отверстия.
Уплотнительное средство содержит внешнюю направляющую, неподвижно соединенную с ближним краем заготовки и включающую множество примыкающих по окружности внутренних канавок, имеющих между собой канавки, при этом внутренние канавки комплементарны задним направляющим канавкам для герметизации против протекания электролита и жидкости между ними.
Канавки внешней направляющей имеют такую же спиральную форму для самовращения указанного инструмента, когда инструмент проходит в осевом направлении через заготовку.
Инструмент выполнен полым в передней части для пропуска через него электролита.
Инструмент содержит заднюю направляющую с канавками, неподвижно соединенную с его задним краем и имеющую размеры, обеспечивающие герметизацию отверстия с канавками во время электрохимической обработки, и переднюю направляющую с канавками, неподвижно соединенную с его передним краем и имеющую размер скользящего зацепления с незавершенным отверстием, и передняя и задняя направляющие поддерживают рифленый инструмент в осевом направлении между собой для центрирования инструмента внутри заготовки для поддержания равномерного зазора между канавками инструмента и внутренней поверхностью заготовки во время электрохимической обработки (US 6413407, 02.07.2002).
Недостатком известного электрода является недостаточная эффективность защиты от коротких замыканий и механических повреждений, что объясняется тем, что электрод, закрепленный на приводной штанге (длиной до 5500 мм), вдвигается в отверстие трубчатой заготовки, расположенной перед электродом, при этом из-за трения устройства уплотнения заднего края электрода в винтовом отверстии заготовки происходит потеря устойчивости приводной штанги, разрушение электрической изоляции и возникновение неизолированных поверхностей, через которые протекают значительные токи, шунтирующие рабочий ток в межэлектродном промежутке, вследствие этого не обеспечивается ресурс электрода и повышение точности обработки, а также возможность уменьшения расхода электроэнергии.
Недостатки известного электрода объясняются тем, что площадь поперечного сечения, которую удаляют во время электрохимического фрезерования необработанной внутренней поверхности осевого отверстия трубчатой заготовки, достаточно велика, постоянный ток составляет 30000 ампер при напряжении 25 вольт, при этом поток электролита, прокачиваемого против направления движения электрода, подающегося в межэлектродный промежуток и проходящего далее через отверстия электрода, не обеспечивает улучшения теплоотвода, что увеличивает вероятность потери устойчивости и возникновения неизолированных поверхностей, через которые протекают значительные токи, шунтирующие рабочий ток в межэлектродном промежутке, вследствие этого не обеспечивается длительный (без износа) ресурс электрода, используемого в качестве катода.
Недостатки известного электрода объясняются также тем, что процесс электрохимической обработки в известной установке предназначен для получения гладкого винтового зубчатого профиля внутренней поверхности в необработанном отверстии трубчатой заготовки, при этом для предотвращения ухудшения шероховатости обработанной поверхности при дальнейшем воздействии электролита после создания канала нужных размеров, задняя внутренняя направляющая, присоединенная к заднему краю электрода, образует уплотнение за электродом, а вода или другая жидкость затем прокачивается под давлением за задней направляющей электрода для обеспечения промывки оставшегося электролита.
Для достижения гладкой поверхности винтового зубчатого профиля в осевом отверстии трубчатой заготовки, увеличено время окончательной обработки внутренней стенки трубчатой заготовки в отдельной камере под действием электролита, вследствие этого в указанной отдельной камере имеются неизолированные поверхности, через которые протекают значительные токи, шунтирующие рабочий ток в межэлектродном промежутке, что не позволяет уменьшить расход электроэнергии и увеличить производительность обработки, изображено на фиг. 2, 3, 5 патента US 6413407.
Недостатком известного электрода является также то, что гладкий винтовой зубчатый профиль внутренней поверхности в отверстии трубчатой заготовки, получаемый в результате электрохимической обработки, не обеспечивает требуемую адгезионную прочность "привулканизованной" (скрепленной при помощи вулканизации эластомера) затем обкладки из эластомера к профилю внутренней винтовой поверхности трубчатой заготовки.
Вследствие этого не обеспечиваются свойства материала в конструкции, а именно усталостная выносливость эластомера при знакопеременном изгибе с вращением (ГОСТ 10952-75), остаточная деформация и усталостная выносливость при многократном сжатии (ГОСТ20418-75), температурный предел хрупкости (ГОСТ7912-74), истирание при скольжении (ГОСТ426-77).
Известна установка для электрохимической обработки геликоидального зубчатого профиля внутренней поверхности трубчатой детали для изготовления статора винтового двигателя или насоса, включающая электрод зубчатой формы, приводную штангу для продвижения электрода вдоль прямолинейной траектории и одновременного вращения электрода вокруг своей оси параллельно прямолинейной траектории таким образом, чтобы электрод мог электрохимическим методом обрабатывать геликоидальный зубчатый профиль внутренней поверхности трубчатой детали, а устройство для создания траектории потока и направления электролита в первоначальном пространстве между электродом и деталью выполнено таким образом, чтобы электропитание обеспечивало электрический ток через электролит на первоначальном пространстве между электродом и деталью, где траектория потока также включает в себя зону за электродом, в то время как электрод движется вдоль прямолинейной траектории, и электролит может использоваться для создания шероховатости на внутренней поверхности детали после обработки электродом, при этом электрод удерживается внутри детали в течение продолжительного времени для достижения шероховатости внутренней поверхности детали (US 7192260, 20. 03. 2007).
Известная установка включает электрод для формирования винтовых зубьев в трубчатой детали, приводную штангу для продвижения электрода вдоль прямолинейной траектории и одновременного вращения электрода вокруг своей оси параллельно прямолинейной траектории, электропитание, соединенное с электродом и имеющее соединение с трубчатой деталью, расположенной вдоль прямолинейной траектории и установленной таким образом, что электрод может проходить в осевом положении внутри трубчатой детали, посредством чего электропитание может обеспечивать электрический ток через электрод (катод) и деталь (анод), при этом траектория потока для направления электролита между электродом и деталью включает зону, обозначенную между частью приводной штанги и деталью за электродом, и включает электрический проводник, соединенный с электропитанием и воздействующий на зону, где электрический ток установлен через электролит внутри зоны между проводником и деталью, при этом содержит зону значительного размера в направлении прямолинейной траектории, причем электрический ток, проведенный в зону, может травить, и тем самым увеличивать шероховатость окончательно обработанной внутренней поверхности детали после обработки электродом, а электрод удерживается внутри трубчатой детали в течение продолжительного времени, достаточного для достижения шероховатости внутренней поверхности детали.
В известной установке электрод соединен с приводной штангой при помощи инструментального конуса, наружная поверхность которого имеет форму усеченного конуса и соединяется с внутренней поверхностью в форме усеченного конуса в приводной штанге и электроде, при этом пространство определяется уплотнением на приводной штанге, контактирующим с винтовыми каналами детали.
В известной установке часть приводной штанги покрыта изолирующей муфтой, а электрический проводник воздействует на зону между частью приводной штанги и деталью, которая является частью приводной штанги, не покрытой изолирующей муфтой.
В известной установке содержится, по меньшей мере, один канал для прохождения электролита мимо направляющей, созданный на наружной поверхности приводной штанги, между приводной штангой и деталью, при этом задняя направляющая образована для создания зоны, где электролит проходит между задней направляющей и приводной штангой для отвода тепла от электрода и передачи на соединение приводной штанги, при этом задняя направляющая содержит множество каналов для прохождения электролита между задней направляющей и приводной штангой с целью отвода тепла от электрода и передачи на соединение приводной штанги.
Отличием изобретения, выбранного в качестве прототипа, от аналога, описанного в патенте US 6413407, является то, что для достижения шероховатости поверхности внутренней стенки статора, увеличено время окончательной обработки внутренней стенки под действием электролита, и тогда электрический ток может продолжать травление внутренней обработанной поверхности, посредством этого достигается шероховатость поверхности, что обеспечивает требуемую адгезионную прочность скрепленной обкладки из эластомера при помощи вулканизации эластомера к профилю внутренней поверхности трубчатой заготовки.
Электролит вводится через канал в камеру на входе (приближенную к месту крепления), изображено на фиг. 7 патента US 7192260.
Во время электрохимической обработки детали электролит проходит по длине приводной штанги между приводной штангой и обработанной частью детали, и через канавки в стенке центрального отверстия направляющей детали, где проходит приводная штанга, предпочтительное расположение канавок - параллельно друг другу с интервалами по окружности центрального отверстия задней направляющей детали, при этом поток электролита через эти канавки обеспечивает охлаждение зоны контакта электрода и приводной штанги, а электролит проходит затем через электрод в направлении от входа к выходу, т.е. по направлению движения электрода мимо передней направляющей и ниже длины необработанного отверстия детали, в камеру, где электролит выпускается и отправляется на повторное использование, изображено на фиг. 9, 10 патента US 7192260.
Камера имеет внутренний диаметр в соответствии с размером обработанного профиля детали, чтобы удержать вес электрода, перед тем как задняя направляющая входит в деталь, при этом задняя направляющая направляет поток электролита и удерживает вес электрода, установленного на приводной штанге, но она не выполняет функции уплотнения, электролит остается в положении за электродом во время процесса обработки, при этом изолирующая трубка приводной штанги смещена в положение, чтобы открыть кольцевую площадь приводной штанги достаточной длины, тогда электрический ток между направляющим стержнем и деталью будет оказывать травление окончательно обработанной внутренней стенки трубчатой детали, изображено на фиг. 7, 10 патента US 7192260.
Недостатком известного электрода является недостаточная эффективность защиты от коротких замыканий и механических повреждений, что объясняется тем, что электрод, закрепленный на приводной штанге (длиной до 5500 мм), вдвигается в отверстие трубчатой заготовки, расположенной перед электродом, при этом из-за трения устройства уплотнения заднего края электрода в винтовом отверстии заготовки происходит потеря устойчивости приводной штанги, разрушение электрической изоляции и возникновение неизолированных поверхностей, через которые протекают значительные токи, шунтирующие рабочий ток в межэлектродном промежутке, вследствие этого не обеспечивается ресурс электрода и повышение точности обработки, а также возможность уменьшения расхода электроэнергии.
Недостатками известного электрода являются также неполная возможность повышения ресурса при электрохимической обработке винтового зубчатого профиля в необработанной поверхности отверстия трубчатой заготовки, например, максимального габарита трубчатой заготовки - длиной 7500 мм и наружным диаметром 260 мм, снижения расхода электроэнергии, а также повышения точности обработки.
Недостатки известного электрода объясняются неполной возможностью повышения эффективности теплообмена электрода, обеспечения изотермических условий с минимально возможным градиентом плотности тока на его рабочей поверхности, предотвращения протекания токов, шунтирующих рабочий ток в межэлектродном промежутке, повышения точности центрирования электрода, а также недостаточной эффективностью уноса и очистки металлического шлама из межэлектродного промежутка потоком электролита для предотвращения коротких замыканий ("прижегов") электрода.
Во время электрохимической обработки детали электролит проходит по длине приводной штанги между приводной штангой и обработанной частью детали, и через канавки в стенке центрального отверстия направляющей детали, что не обеспечивает изотермические условия с минимально возможным градиентом плотности тока на его рабочей поверхности, при этом металлический шлам накапливается между задней стенкой направляющей и передним торцом электрода, что не обеспечивает эффективного уноса металлического шлама из межэлектродного промежутка потоком электролита, изображено на фиг. 9, 10 патента US 7192260.
Недостатки известного электрода объясняются также тем, что площадь поперечного сечения, которую удаляют во время обработки, достаточно велика, постоянный ток составляет 30000 ампер при напряжении 25 вольт, передача электрического тока с таким высоким значением между электродом и приводной штангой не обеспечивает надежной защиты от коротких замыканий электрода и обрабатываемой детали, а поток электролита, прокачиваемого в межэлектродный промежуток и проходящего через каналы электрода, не обеспечивает эффективного охлаждения электрода и минимального градиента температуры в его стенках и на рабочей поверхности, увеличивает вероятность возникновения неизолированных поверхностей (частиц металлического шлама в электролите), через которые протекают значительные токи, шунтирующие рабочий ток в межэлектродном промежутке, вследствие этого не обеспечивается форма и размеры электрода, имеющего винтовую зубчатую форму наружной поверхности, не обеспечивается форма и размеры винтового зубчатого профиля в отверстии трубчатой заготовки, а также не обеспечивается длительный (без износа) ресурс электрода, изображено на фиг. 7, 9, 10 патента US 7192260.
Недостаточная эффективность защиты электрода от механических повреждений и коротких замыканий объясняется также тем, что приводная штанга с закрепленным на ней электродом вдвигается в отверстие трубчатой заготовки, расположенной перед электродом, при этом из-за трения уплотнительных элементов относительно зубчатого профиля внутренней поверхности трубчатой детали происходит потеря устойчивости приводной штанги и возникновение неизолированных поверхностей, через которые протекают значительные токи, шунтирующие рабочий ток в межэлектродном промежутке, вследствие этого не обеспечиваются ресурс электрода, изображено 7, 9, 10 патента US 7192260.
Известен электродный блок для электрохимической обработки винтового зубчатого профиля в отверстии трубчатой заготовки, содержащий электрод, имеющий винтовую зубчатую форму наружной поверхности, включающий винтовую заднюю направляющую, присоединенную к заднему краю электрода, и переднюю направляющую, прикрепленную к переднему краю электрода с возможностью подвижного соединения с необработанным отверстием трубчатой заготовки, а также содержащий оправку для установки на ней электрода, предназначенную для соединения с приводной штангой для продвижения электрода вдоль прямолинейной траектории и одновременного вращения электрода вокруг своей оси параллельно прямолинейной траектории для обеспечения равномерного зазора между зубьями электрода и внутренней поверхностью трубчатой заготовки, при этом передняя направляющая выполнена в виде гильзы из диэлектрического материала, скрепленной с оправкой, содержит уплотнители для герметизации гильзы относительно необработанного отверстия трубчатой заготовки и снабжена каналами для направления электролита в полость внутри необработанного отверстия трубчатой заготовки между гильзой и электродом, при этом электрод образует внутри каждого винтового зуба камеру для электролита, в стенке каждого винтового зуба электрода выполнен ряд поперечных щелевых каналов для направления электролита в межэлектродный промежуток, в пазах между зубьями электрода установлены вкладыши из диэлектрического материала, в поперечном сечении каждый вкладыш выполнен в форме двутаврового профиля и образует две дополнительные камеры для электролита, разделенные ребром двутаврового профиля, вход каждой дополнительной камеры расположен со стороны переднего края электрода, каждый торец полки двутаврового профиля, расположенной на максимальном радиальном расстоянии, образует с поверхностью электрода винтовой канал для направления электролита в межэлектродный промежуток, а винтовая задняя направляющая выполнена в виде зубчатого диска, контактирующего с задним торцом электрода, и экрана из диэлектрического материала, скрепленных с задним краем электрода, при этом на оправке между передней частью электрода и задней частью гильзы установлен центратор, выполненный из диэлектрического материала, имеющий круглую боковую поверхность, подогнанную по размеру для подвижного зацепления необработанного отверстия трубчатой заготовки, два торца, чередующиеся выступы и пазы на круглой боковой поверхности, выполненные с возможностью направления электролита в камеры внутри каждого винтового зуба электрода и в дополнительные камеры, образованные вкладышами из диэлектрического материала, установленными в пазах между зубьями электрода (RU 2586365, 10.06.2016).
Недостатками известного электрода являются неполная возможность повышения надежности и ресурса при электрохимической обработке винтового зубчатого профиля в необработанной поверхности отверстия трубчатой заготовки для изготовления статоров с равномерной толщиной обкладки из эластомера, например, трубчатой заготовки длиной 7500 мм максимального (в России) габарита 260 мм, снижения расхода электроэнергии, а также повышения точности обработки.
Неполная возможность повышения надежности и ресурса электродного блока при электрохимической обработке винтового зубчатого профиля в отверстии трубчатой заготовки и снижения расхода электроэнергии объясняется отсутствием плотного контакта по торцам токопроводящих деталей - электрода и оправки при затяжке болта на торце оправки вследствие того, что между электродом и оправкой размещен центратор из диэлектрического материала, при этом не предотвращается протекание токов, шунтирующих рабочий ток в межэлектродном промежутке, а также в зоне контакта электрода и оправки, при этом возникают короткие замыкания в зоне контакта электрода и оправки, а также в резьбовом соединении болта с оправкой и в резьбовом соединении оправки и приводной штанги, изображено на фиг. 1, 2, 7 патента RU 2586365.
Наиболее близким к заявляемому изобретению является электродный блок для электрохимической обработки винтового зубчатого профиля в отверстии трубчатой заготовки, содержащий электрод, имеющий винтовую зубчатую форму наружной поверхности, включающий винтовую заднюю направляющую, присоединенную к заднему краю электрода, и переднюю направляющую, прикрепленную к переднему краю электрода с возможностью подвижного соединения с необработанным отверстием трубчатой заготовки, и содержащий оправку для установки на ней электрода, предназначенную для соединения с приводной штангой для продвижения электрода вдоль прямолинейной траектории и одновременного вращения электрода вокруг своей оси параллельно прямолинейной траектории для обеспечения равномерного зазора между зубьями электрода и внутренней поверхностью трубчатой заготовки, передняя направляющая выполнена в виде гильзы из диэлектрического материала, скрепленной с оправкой, содержит уплотнители для герметизации гильзы относительно необработанного отверстия трубчатой заготовки и снабжена каналами для направления электролита в полость внутри необработанного отверстия трубчатой заготовки между гильзой и электродом, при этом электрод образует внутри каждого винтового зуба камеру для электролита, в стенке каждого винтового зуба электрода выполнен ряд поперечных щелевых каналов для направления электролита в межэлектродный промежуток, в пазах между зубьями электрода установлены вкладыши из диэлектрического материала, в поперечном сечении каждый вкладыш выполнен в форме двутаврового профиля и образует две дополнительные камеры для электролита, разделенные ребром двутаврового профиля, вход каждой дополнительной камеры расположен со стороны переднего края электрода, каждый торец полки двутаврового профиля, расположенной на максимальном радиальном расстоянии, образует с поверхностью электрода винтовой канал для направления электролита в межэлектродный промежуток, а винтовая задняя направляющая выполнена в виде зубчатого диска, контактирующего с задним торцом электрода, и экрана из диэлектрического материала, скрепленных с задним краем электрода, при этом на оправке между передней частью электрода и задней частью гильзы установлен центратор из диэлектрического материала, имеющий круглую боковую поверхность, подогнанную по размеру для подвижного зацепления необработанного отверстия трубчатой заготовки, два торца, чередующиеся выступы и пазы на круглой боковой поверхности, выполненные с возможностью направления электролита в камеры внутри каждого винтового зуба электрода и в дополнительные камеры, образованные вкладышами из диэлектрического материала, установленными в пазах между зубьями электрода, при этом электродный блок снабжен резьбовым модулем и внутренней втулкой, скрепленной с центратором из диэлектрического материала, выполненной из токопроводящего материала и установленной коаксиально на оправке, при этом край приводной штанги, направленный к электроду, выполнен с наружным центрирующим поясом, а оправка выполнена со сквозным центральным отверстием и внутренним центрирующим поясом и установлена коаксиально на центрирующем поясе приводной штанги, резьбовой модуль прикреплен к приводной штанге сквозь центральное отверстие оправки и имеет резьбовые элементы на открытом краю оправки с возможностью плотных контактов переднего торца электрода с задним торцом внутренней втулки в центраторе из диэлектрического материала, переднего торца внутренней втулки в центраторе из диэлектрического материала с упорным торцом оправки, и торцов оправки и приводной штанги, при этом со стороны контактирующего с задним торцом электрода торца задней направляющей, выполненной в виде зубчатого диска, в плоскости каждой впадины между зубьями выполнена кавитационная каверна с возможностью образования собственных щелевых каналов для электролита, соединенных с выходом дополнительных каналов для электролита, образованных вкладышем из диэлектрического материала с поперечным сечением в форме двутаврового профиля, а стенка задней направляющей, выполненной в виде зубчатого диска, имеет минимальную толщину в плоскости каждой впадины между зубьями (RU 2663789, 09.08.2018).
Недостатками известного электродного блока для электрохимической обработки винтового зубчатого профиля в необработанной поверхности отверстия трубчатой заготовки для изготовления статоров с равномерной толщиной обкладки из эластомера (R-Wall), являются неполная возможность повышения его ресурса и надежности, повышения точности обработки и снижение расхода электроэнергии путем улучшения теплоотвода, создания дополнительной турбулентности и повышения эффективности уноса и очистки металлического шлама из межэлектродного промежутка потоком электролита для предотвращения коротких замыканий ("прижегов") при электрохимической обработке винтового зубчатого профиля в отверстии трубчатой заготовки, например, трубчатой заготовки длиной 7500 мм максимального (в России) габарита 260 мм.
Масса металлического шлама при электрохимической обработке винтового зубчатого профиля в необработанной поверхности отверстия трубчатой заготовки для изготовления статоров с равномерной толщиной обкладки из эластомера (R-Wall), например, трубчатой заготовки длиной 7500 мм максимального габарита 260 мм, составляет 200÷250 кг.
Другим недостатком известного электродного блока является невозможность его использования для электрохимической обработки винтового зубчатого профиля в отверстии трубчатой заготовки одновинтового насоса для изготовления статоров без обкладки из эластомера (Metal-to-Metal Progressing Cavity Pump), применяемых в одновинтовых насосах для добычи нефти из скважин.
Технический результат, который обеспечивается изобретением, заключается в повышении скорости электрохимической обработки винтового зубчатого профиля в отверстии трубчатой заготовки одновинтового насоса для изготовления статоров без обкладки из эластомера (Metal-to-Metal Progressing Cavity Pump), применяемых в одновинтовых насосах для добычи нефти из скважин, снижении расхода электроэнергии, повышении точности обработки путем улучшения теплоотвода, создания дополнительной турбулентности и повышения эффективности уноса и очистки металлического шлама из межэлектродного промежутка потоком электролита для предотвращения коротких замыканий.
Технический результат, который обеспечивается настоящим изобретением, заключается в том, что в электродном блоке для электрохимической обработки винтового зубчатого профиля в отверстии трубчатой заготовки одновинтового насоса, содержащем электрод, имеющий винтовую зубчатую форму наружной поверхности, включающий винтовую заднюю направляющую, выполненную в виде зубчатого диска, контактирующего с задним торцом электрода, и экрана из диэлектрического материала, скрепленных с задним торцом электрода для перемещения за ним в винтовом отверстии, и переднюю направляющую, выполненную в виде гильзы из диэлектрического материала, скрепленной с оправкой, содержащей уплотнители для герметизации гильзы относительно отверстия трубчатой заготовки, причем гильза и оправка снабжены каналами для направления электролита в полость внутри отверстия трубчатой заготовки между гильзой и электродом, а также содержащем центратор из диэлектрического материала, имеющий круглую боковую поверхность, подогнанную по размеру для подвижного зацепления отверстия трубчатой заготовки, два торца, чередующиеся выступы и пазы на круглой боковой поверхности, выполненные с возможностью направления электролита в камеры внутри винтовых зубьев электрода, причем центратор из диэлектрического материала, расположенный на оправке между передней частью электрода и задней частью гильзы из диэлектрического материала, снабжен втулкой, выполненной из токопроводящего материала, при этом оправка с установленным на ней электродом скреплена с приводной штангой для продвижения электрода вдоль прямолинейной траектории и одновременного вращения электрода вокруг своей оси параллельно прямолинейной траектории для обеспечения равномерного зазора между зубьями электрода и внутренней поверхностью трубчатой заготовки, причем электрод образует внутри каждого винтового зуба камеру для электролита, в стенке каждого винтового зуба электрода выполнен ряд щелевых каналов для направления электролита в межэлектродный промежуток, винтовая задняя направляющая выполнена в виде экрана из диэлектрического материала, контактирующего с задним краем электрода, а также содержит кожух из диэлектрического материала, прикрепленный к экрану из диэлектрического материала, согласно изобретению электрод, имеющий винтовую зубчатую форму наружной поверхности, с числом зубьев равным двум, выполнен из множества зубчатых модулей, примыкающих друг к другу с возможностью образования внутри каждого из зубчатых модулей двух винтовых проточных каналов для электролита, при этом зубчатые модули установлены на оправке с возможностью фиксации окружного расположения винтовых проточных каналов для электролита, плотного контакта друг с другом и образования внутри электрода двух винтовых каналов для электролита, вход винтовых каналов для электролита в электроде расположен между чередующимися выступами на круглой боковой поверхности центратора, выход винтовых каналов для электролита в электроде герметично перекрыт зубчатым диском, скрепленным с задним торцом электрода, с возможностью поддержания избыточного давления электролита в полости внутри отверстия трубчатой заготовки между гильзой, электродом и винтовой задней направляющей, выполненной в виде зубчатого диска и экрана из диэлектрического материала, скрепленной с задним торцом электрода, при этом электродный блок содержит множество устройств центрирования электрода относительно стенок винтового зубчатого профиля в отверстии трубчатой заготовки, причем каждая пара устройств центрирования электрода, расположенных между зубьями электрода, размещена на расстоянии друг от друга вдоль оправки и выполнена в виде двух противоположно расположенных опор из диэлектрического материала с возможностью подвижного зацепления со стенками винтового зубчатого профиля в отверстии трубчатой заготовки одновинтового насоса.
В задней части экран содержит наружный пояс, имеющий круглую боковую поверхность, подогнанную по размеру для подвижного зацепления со стенками винтового зубчатого профиля в отверстии трубчатой заготовки одновинтового насоса.
Каждая пара устройств центрирования электрода относительно стенок винтового зубчатого профиля в отверстии трубчатой заготовки, расположена на расстоянии друг от друга вдоль оправки, равном  хода винтовой линии винтового зубчатого профиля в отверстии трубчатой заготовки одновинтового насоса.
хода винтовой линии винтового зубчатого профиля в отверстии трубчатой заготовки одновинтового насоса.
Гильза из диэлектрического материала, установленная на оправке, выполнена съемной и центрируется относительно оправки при помощи винтов с возможностью упора головок винтов в оправку и обеспечения плотного контакта головок винтов с отверстиями для головок винтов в гильзе, а отверстия для головок винтов в гильзе герметично закрыты заглушками из диэлектрического материала.
Выполнение электродного блока для электрохимической обработки винтового зубчатого профиля в отверстии трубчатой заготовки одновинтового насоса таким образом, что электрод, имеющий винтовую зубчатую форму наружной поверхности, с числом зубьев равным двум, выполнен из множества зубчатых модулей, примыкающих друг к другу с возможностью образования внутри каждого из зубчатых модулей двух винтовых проточных каналов для электролита, при этом зубчатые модули установлены на оправке с возможностью фиксации окружного расположения винтовых проточных каналов для электролита, плотного контакта друг с другом и образования внутри электрода двух винтовых каналов для электролита, вход винтовых каналов для электролита в электроде расположен между чередующимися выступами на круглой боковой поверхности центратора, выход винтовых каналов для электролита в электроде герметично перекрыт зубчатым диском, скрепленным с задним торцом электрода, с возможностью поддержания избыточного давления электролита в полости внутри отверстия трубчатой заготовки между гильзой, электродом и винтовой задней направляющей, выполненной в виде зубчатого диска и экрана из диэлектрического материала, скрепленной с задним торцом электрода, при этом электродный блок содержит множество устройств центрирования электрода относительно стенок винтового зубчатого профиля в отверстии трубчатой заготовки, причем каждая пара устройств центрирования электрода, расположенных между зубьями электрода, размещена на расстоянии друг от друга вдоль оправки и выполнена в виде двух противоположно расположенных опор из диэлектрического материала с возможностью подвижного зацепления со стенками винтового зубчатого профиля в отверстии трубчатой заготовки одновинтового насоса, обеспечивает повышение скорости электрохимической обработки винтового зубчатого профиля в отверстии трубчатой заготовки одновинтового насоса для изготовления статоров без обкладки из эластомера (Metal-to-Metal Progressing Cavity Pump), применяемых в одновинтовых насосах для добычи нефти из скважин, снижение расхода электроэнергии, повышение точности обработки путем улучшения теплоотвода, создания дополнительной турбулентности и повышения эффективности уноса и очистки металлического шлама из межэлектродного промежутка потоком электролита для предотвращения коротких замыканий.
Выполнение электродном блоке для электрохимической обработки винтового зубчатого профиля в отверстии трубчатой заготовки одновинтового насоса таким образом уменьшает потери давления потока электролита -хлорида натрия на водной основе (NaCl) под давлением в системе - 4,0 МПа и гидроабразивный "размыв" за счет выравнивания скоростей и давлений потока электролита между выходами каналов для направления электролита в межэлектродный промежуток, выполненных в стенке каждого винтового зуба электрода, а также в полости между уплотнителями передней направляющей, размещенными в гильзе и имеющими цилиндрическую форму наружной поверхности, и винтовой задней направляющей, прикрепленной к заднему краю электрода, с возможностью поддержания избыточного давления электролита в полости внутри отверстия трубчатой заготовки между гильзой, электродом и винтовой задней направляющей, выполненной в виде зубчатого диска и экрана из диэлектрического материала, скрепленной с задним торцом электрода, для предотвращения коротких замыканий ("прижегов") при продвижении электрода вдоль прямолинейной траектории и одновременного вращения электрода вокруг своей оси параллельно прямолинейной траектории для обеспечения равномерного зазора между зубьями электрода и внутренней поверхностью трубчатой заготовки, обеспечивает изотермические условия с минимально возможным градиентом плотности тока на его рабочей поверхности, улучшает теплоотвод за счет создания дополнительной турбулентности и повышения эффективности уноса и очистки металлического шлама потоком электролита для предотвращения коротких замыканий ("прижегов") в межэлектродном промежутке.
Выполнение электродного блока для электрохимической обработки винтового зубчатого профиля в отверстии трубчатой заготовки одновинтового насоса таким образом, что в задней части экран содержит наружный пояс, имеющий круглую боковую поверхность, подогнанную по размеру для подвижного зацепления со стенками винтового зубчатого профиля в отверстии трубчатой заготовки одновинтового насоса, повышает точность центрирования электрода относительно обработанного винтового зубчатого профиля в отверстии трубчатой заготовки одновинтового насоса, а также точность получаемой в результате электрохимической обработки формы и размеров винтового зубчатого профиля в отверстии трубчатой заготовки на установке ЭХО компании "Радиус-Сервис" (RU), (патенты RU 2578895, RU 2710092), для производства статоров без обкладки из эластомера, применяемых в одновинтовых насосах для добычи нефти из скважин.
Выполнение электродного блока для электрохимической обработки винтового зубчатого профиля в отверстии трубчатой заготовки одновинтового насоса таким образом, что каждая пара устройств центрирования электрода относительно стенок винтового зубчатого профиля в отверстии трубчатой заготовки, расположена на расстоянии друг от друга вдоль оправки, равном хода винтовой линии винтового зубчатого профиля в отверстии трубчатой заготовки одновинтового насоса, повышает точность центрирования электрода относительно обработанного винтового зубчатого профиля в отверстии трубчатой заготовки одновинтового насоса, а также точность получаемой в результате электрохимической обработки формы и размеров винтового зубчатого профиля в отверстии трубчатой заготовки на установке ЭХО компании "Радиус-Сервис" (RU), (патенты RU 2578895, RU 2710092), для производства статоров без обкладки из эластомера, применяемых в одновинтовых насосах для добычи нефти из скважин.
Выполнение электродного блока для электрохимической обработки винтового зубчатого профиля в отверстии трубчатой заготовки одновинтового насоса таким образом, что гильза из диэлектрического материала, установленная на оправке, выполнена съемной и центрируется относительно оправки при помощи винтов с возможностью упора головок винтов в оправку и обеспечения плотного контакта головок винтов с отверстиями для головок винтов в гильзе, а отверстия для головок винтов в гильзе герметично закрыты заглушками из диэлектрического материала, обеспечивает быструю замену поврежденной или изношенной гильзы, повышает точность центрирования электрода относительно обработанного винтового зубчатого профиля в отверстии трубчатой заготовки одновинтового насоса, а также точность получаемой в результате электрохимической обработки формы и размеров винтового зубчатого профиля в отверстии трубчатой заготовки на установке ЭХО компании "Радиус-Сервис" (RU), (патенты RU 2578895, RU 2710092), для производства статоров без обкладки из эластомера, применяемых в одновинтовых насосах для добычи нефти из скважин.
Ниже изображен электродный блок для электрохимической обработки винтового зубчатого профиля в отверстии трубчатой заготовки одновинтового насоса для изготовления статоров без обкладки из эластомера (Metal-to-Metal Progressing Cavity Pump), применяемых в одновинтовых насосах для добычи нефти из скважин.
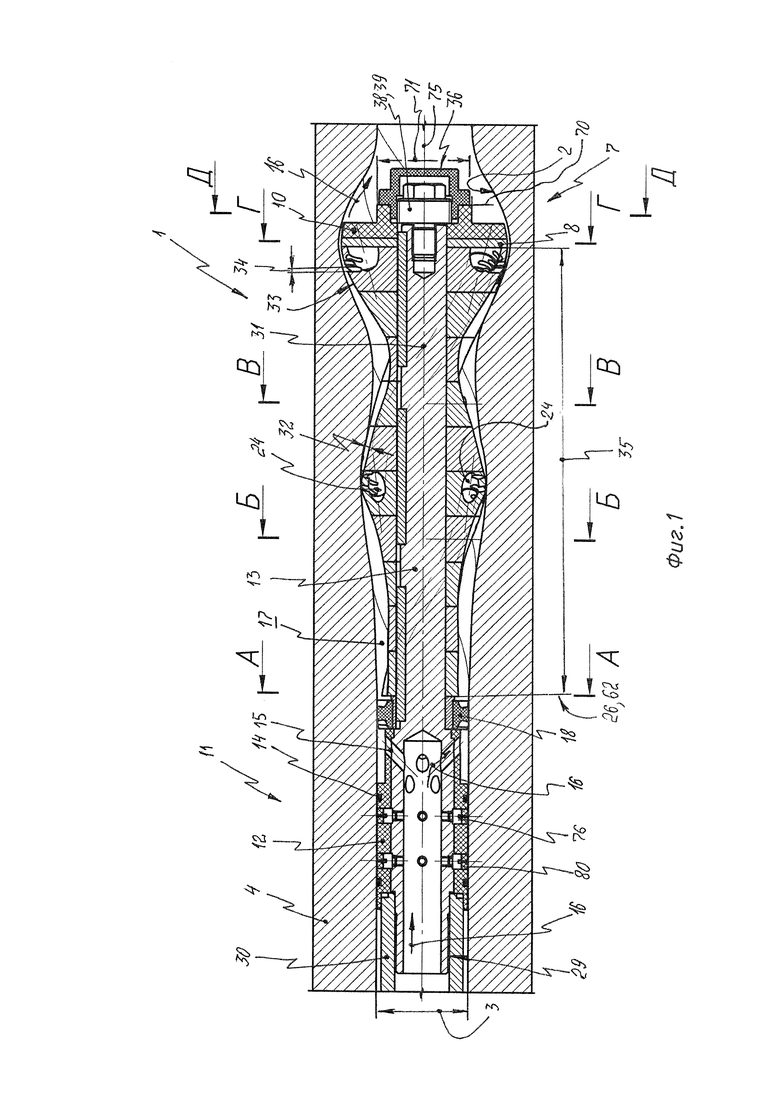
На фиг. 1 изображен электродный блок, скрепленный с краем приводной штанги, в процессе электрохимической обработки винтового зубчатого профиля в отверстии трубчатой заготовки одновинтового насоса.
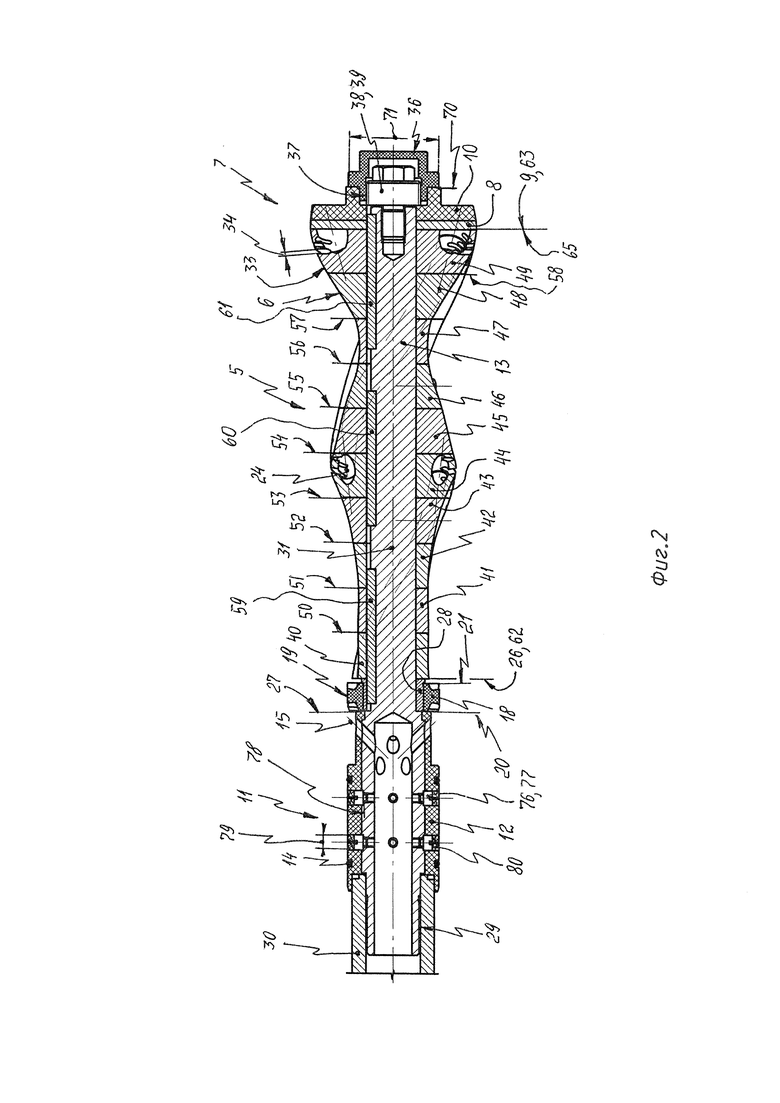
На фиг. 2 изображен электродный блок, скрепленный с краем приводной штанги.
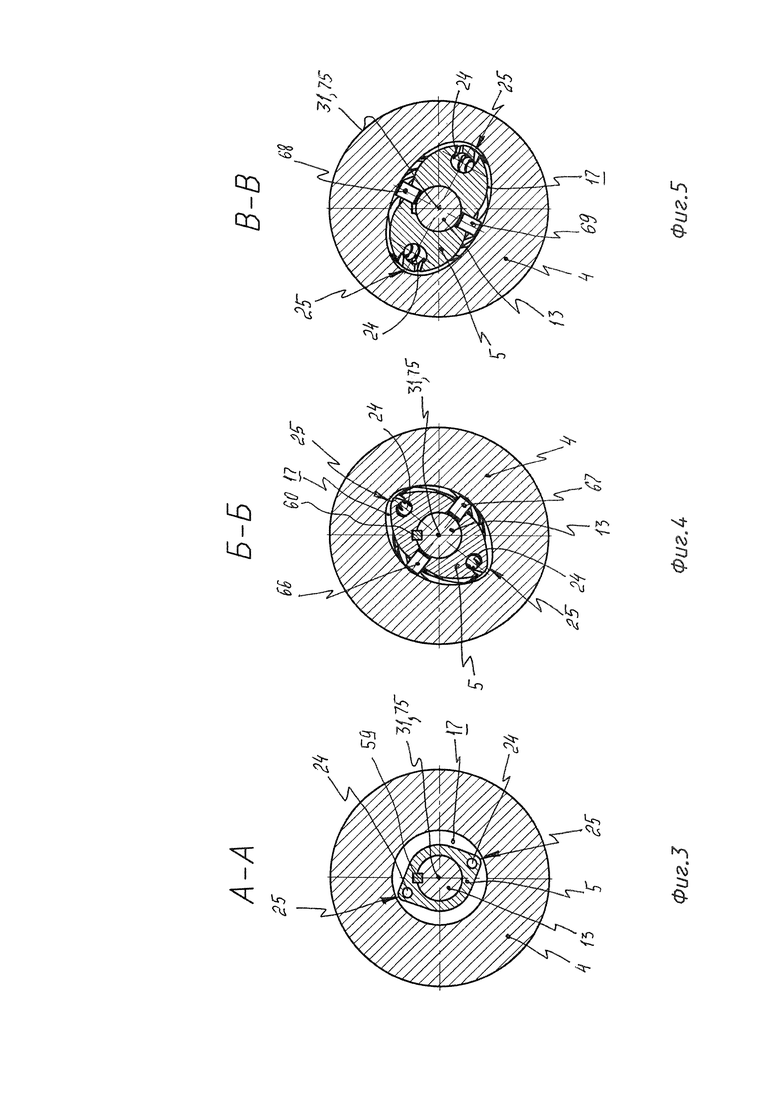
На фиг. 3 изображен разрез А-А на фиг. 1 поперек края приводной штанги и переднего края оправки, размещенных в отверстии трубчатой заготовки, а также вход винтовых каналов для электролита в электроде.
На фиг. 4 изображен разрез Б-Б на фиг. 1 поперек оправки и одного из множества зубчатых модулей, содержащих каналы для электролита, а также устройства центрирования электрода относительно стенок винтового зубчатого профиля в отверстии трубчатой заготовки.
На фиг. 5 изображен разрез В-В на фиг. 1 поперек оправки и другого зубчатого модуля, также содержащего каналы для электролита и устройства центрирования электрода относительно стенок винтового зубчатого профиля в отверстии трубчатой заготовки.
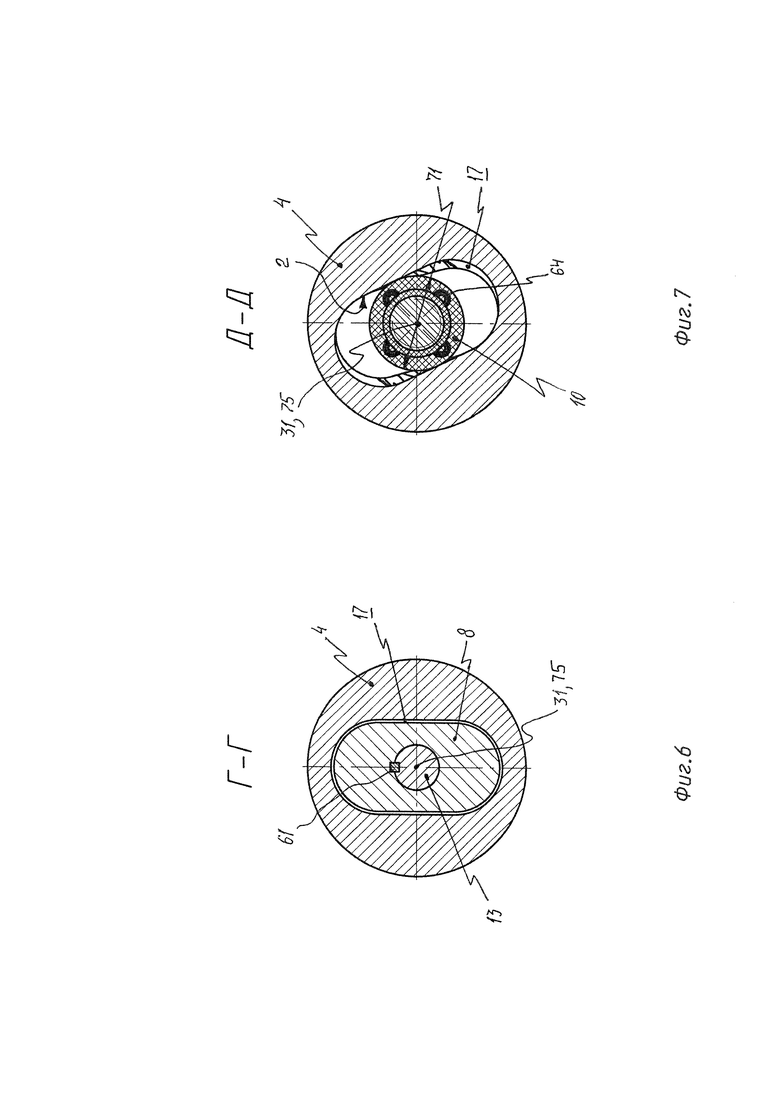
На фиг. 6 изображен разрез Г-Г на фиг. 1 поперек оправки и зубчатого диска, скрепленного с нижним по потоку зубчатым модулем, выход винтовых каналов для электролита в электроде герметично перекрыт упомянутым зубчатым диском.
На фиг. 7 изображен разрез Д-Д на фиг. 1 поперек наружного пояса в задней части экрана, имеющего круглую боковую поверхность, подогнанную по размеру для подвижного зацепления со стенками винтового зубчатого профиля в отверстии трубчатой заготовки.
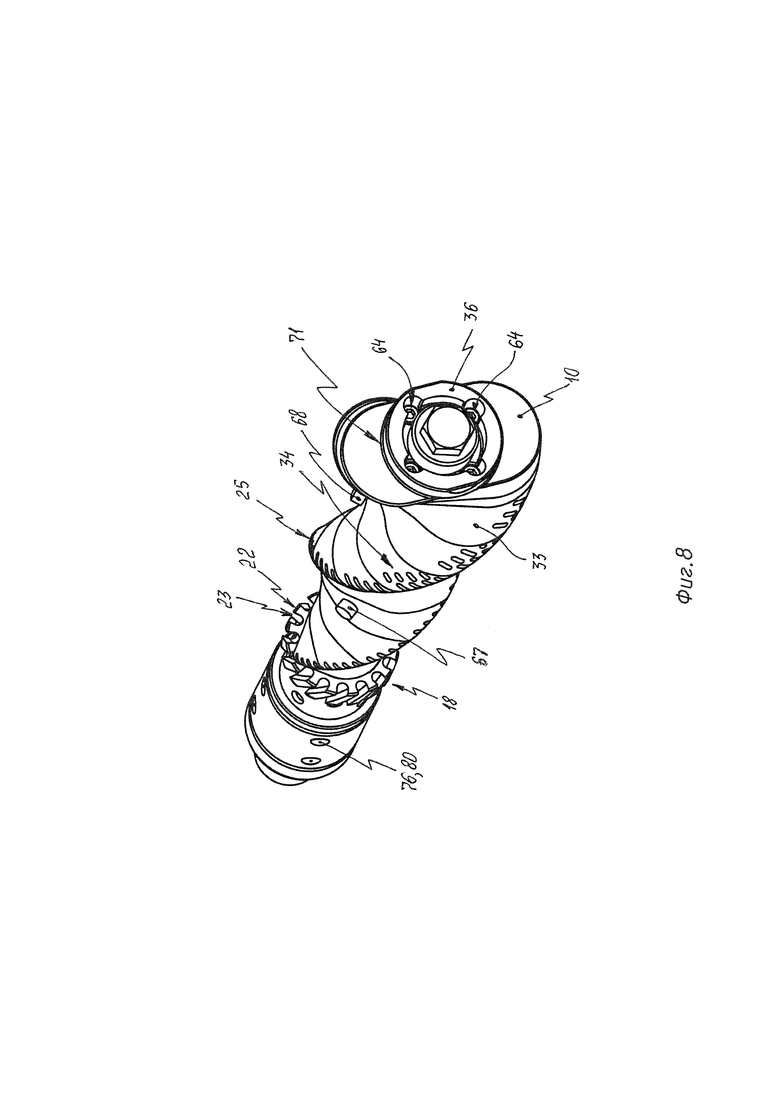
На фиг. 8 - изометрическое изображение электродного блока со стороны заднего края электрода.
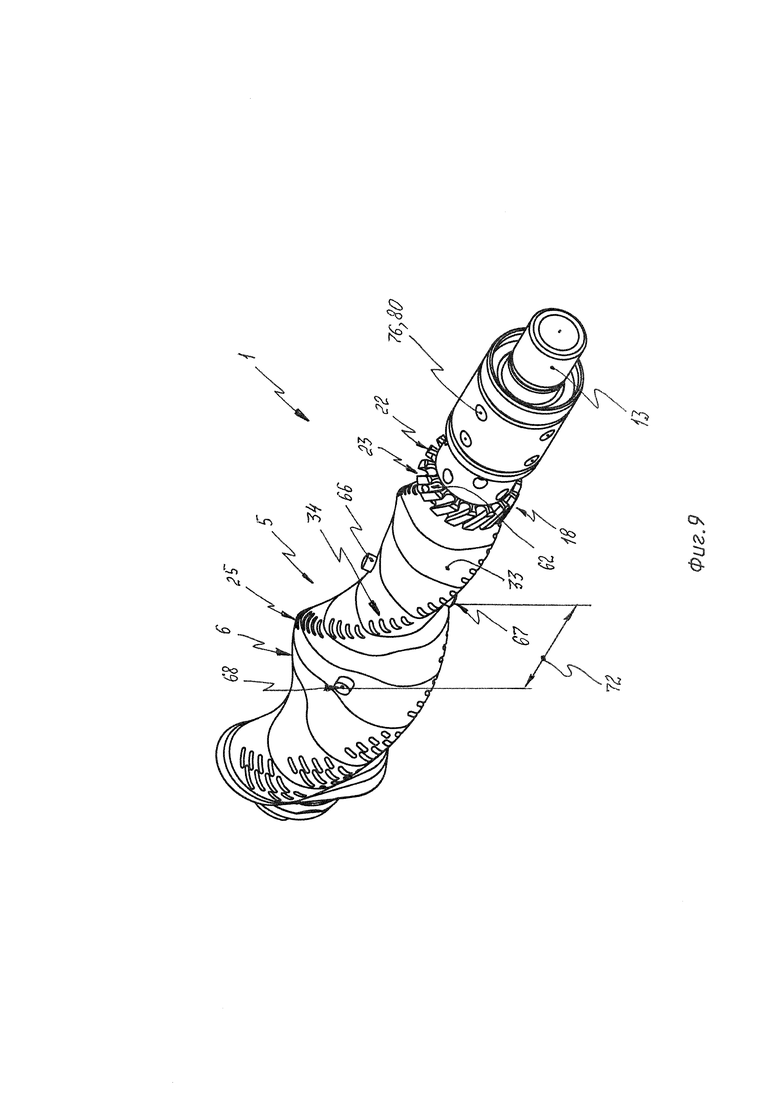
На фиг. 9 - изометрическое изображение электродного блока со стороны переднего края электрода.
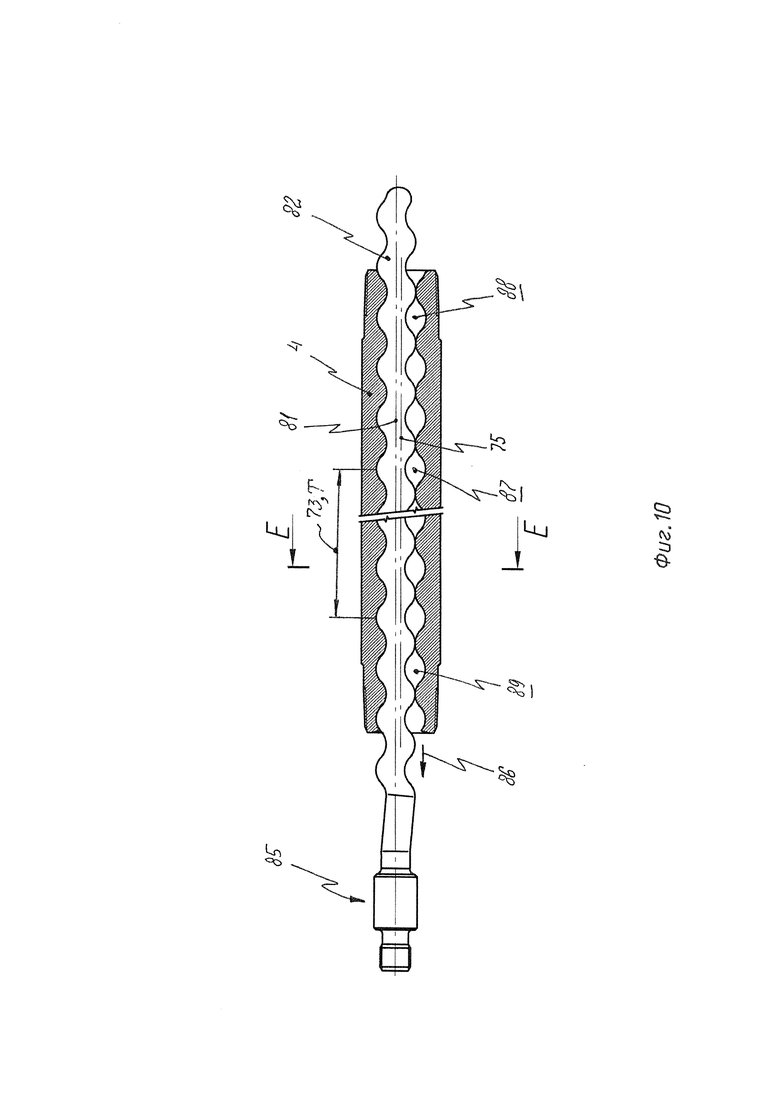
На фиг. 10 - изображен продольный разрез статора одновинтового насоса, получаемого при завершении электрохимической обработки, в сборке с винтовым ротором.
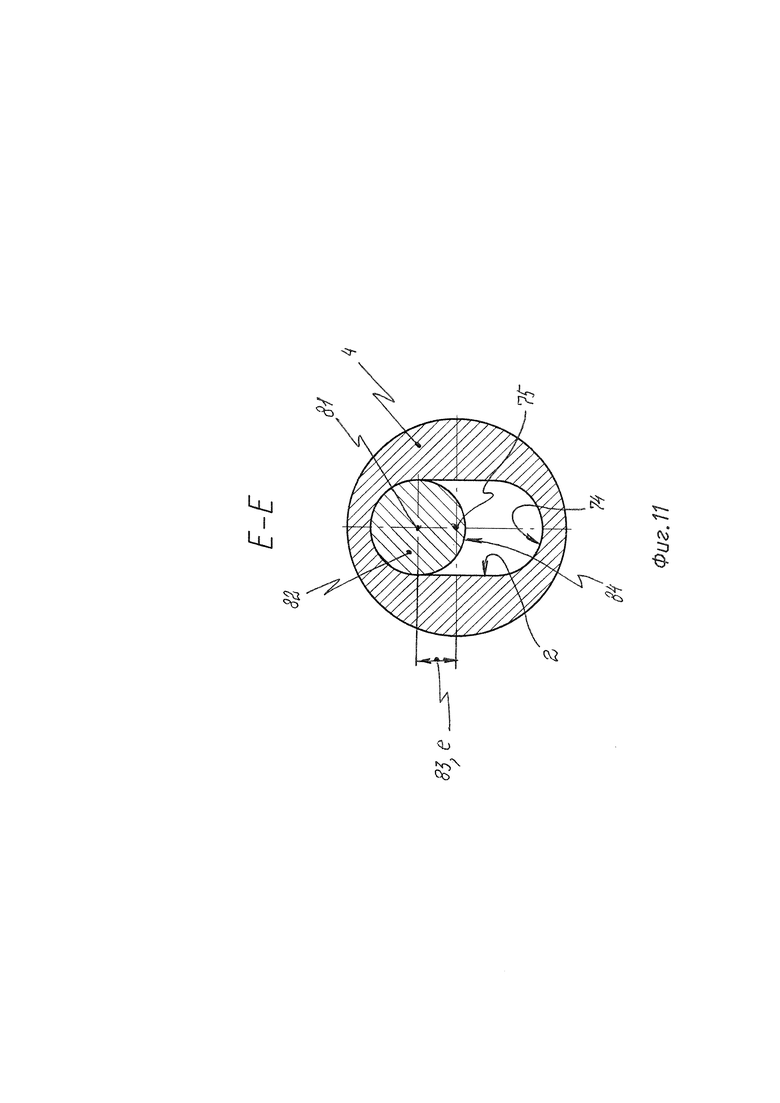
На фиг. 11 - изображен разрез Е-Е на фиг. 10 поперек статора одновинтового насоса, получаемого при завершении электрохимической обработки, в сборке с винтовым ротором.
Электродный блок 1 для электрохимической обработки винтового зубчатого профиля 2 в отверстии 3 трубчатой заготовки 4 одновинтового насоса содержит электрод 5 (из латуни Л-63 ГОСТ 15527-70), имеющий винтовую зубчатую форму наружной поверхности 6, включающий винтовую заднюю направляющую 7, выполненную в виде зубчатого диска 8 (из латуни Л-63 ГОСТ 15527-70), контактирующего с задним торцом 9 электрода 5, и экран 10 из диэлектрического материала (из капролона СТП-30 ТУ2224-003-39046337-04), скрепленный с задним торцом 9 электрода 5 (и зубчатым диском 8) для перемещения за ним в винтовом отверстии - винтовом зубчатом профиле 2 в отверстии 3 трубчатой заготовки 4, и переднюю направляющую 11, выполненную в виде гильзы 12 из диэлектрического материала (из капролона СТП-30 ТУ2224-003-39046337-04), скрепленной с оправкой 13, содержащей уплотнители 14 для герметизации гильзы 12 относительно отверстия 3 трубчатой заготовки 4, изображено на фиг. 1, 2, 9.
Гильза 12 и оправка 13 снабжены совмещенными между собой каналами 15 для направления электролита 16 (хлорида натрия NaCl на водной основе) в полость 17 внутри отверстия 3 трубчатой заготовки 4 между гильзой 12 и электродом 5, а также содержит центратор 18 из диэлектрического материала (из капролона СТП-30 ТУ2224-003-39046337-04), имеющий круглую боковую поверхность 19, подогнанную по размеру для подвижного зацепления отверстия 3 трубчатой заготовки 4, два торца 20 и 21, чередующиеся выступы 22 и пазы 23 на круглой боковой поверхности 19, выполненные с возможностью направления электролита 16 в камеры 24 внутри винтовых зубьев 25 электрода 5, изображено на фиг. 1, 2, 3, 4, 5, 8, 9.
Центратор 18 из диэлектрического материала, расположенный на оправке 13 между передней частью 26 электрода 5 и задней частью 27 гильзы 12 из диэлектрического материала, снабжен втулкой 28 из токопроводящего материала (из латуни Л-63 ГОСТ 15527-70), изображено на фиг. 1, 2.
Оправка 13 с установленным на ней электродом 5 скреплена резьбой 29 с приводной штангой 30 для продвижения электрода 5 вдоль прямолинейной траектории и одновременного вращения электрода 5 вокруг своей оси 31 параллельно прямолинейной траектории для обеспечения равномерного зазора 32 между зубьями 25 электрода 5 и внутренней поверхностью 2 трубчатой заготовки 4, изображено на фиг. 1, 2, 3, 4, 5.
Электрод 5 образует внутри каждого винтового зуба 25 камеру 24 для электролита 16, в стенке 33 каждого винтового зуба 25 электрода 5 выполнен ряд щелевых каналов 34 для направления электролита 16 в межэлектродный промежуток 35, винтовая задняя направляющая 7 выполнена в виде экрана 10 из диэлектрического материала, контактирующего с задним краем 9 электрода 5, а также содержит кожух 36 из диэлектрического материала (из капролона СТП-30 ТУ2224-003-39046337-04), прикрепленный к экрану 10 из диэлектрического материала винтовой задней направляющей 7, выполненной в виде зубчатого диска 8, при помощи резьбы 37 на буртике 38 болта 39, изображено на фиг. 1,2.
Электрод 5, имеющий винтовую зубчатую форму наружной поверхности 6, с числом зубьев 25 равным двум, выполнен из множества зубчатых модулей, а именно 40, 41, 42, 43, 44, 45, 46, 47, 48, 49, примыкающих друг к другу по плоскостям (торцам), соответственно 50 (модули 40 и 41), 51 (модули 41 и 42), 52 (модули 42 и 43), 53 (модули 43 и 44), 54 (модули 44 и 45), 55 (модули 45 и 46), 56 (модули 46 и 47), 57 (модули 47 и 48), 58 (модули 48 и 49) с возможностью образования внутри каждого из зубчатых модулей, а именно 40, 41, 42, 43, 44, 45, 46, 47, 48, 49 двух винтовых проточных каналов (или камер) 24 для электролита 16, изображено на фиг. 1, 2, 3, 4, 5.
Зубчатые модули, а именно 40, 41, 42, 43, 44, 45, 46, 47, 48, 49, установлены на оправке 13 с возможностью фиксации окружного расположения винтовых проточных каналов (или камер) 24 для электролита 16, плотного контакта друг с другом по плоскостям (торцам) 50, 51, 52, 53, 54, 55, 56, 57, 58 и образования внутри электрода 5 двух винтовых каналов (или камер) 24 для электролита 16 при помощи шпоночного соединения 59, 60, и 61, изображено на фиг. 1, 2, 3, 4, 6.
Вход 62 винтовых каналов (или камер) 24 для электролита 16 в электроде 5 расположен между чередующимися выступами 22 (вдоль впадин 23) на круглой боковой поверхности 19 центратора 18 (на передней части 26 электрода 5), выход 63 винтовых каналов 24 для электролита 16 в электроде 5 герметично перекрыт зубчатым диском 8 (и экраном 10), скрепленными с задним торцом 9 электрода 5 при помощи болтов 64 (с внутренним шестигранником), с возможностью поддержания избыточного давления электролита 16 в полости 17 внутри отверстия 3 трубчатой заготовки 4 между гильзой 12, электродом 5 и винтовой задней направляющей 7, выполненной в виде зубчатого диска 8 и экрана 10 из диэлектрического материала, скрепленной поверхностью (торцом) 65 зубчатого диска 8 с задним торцом 9 электрода 5, изображено на фиг. 1, 2, 3, 4, 6, 8, 9.
Электродный блок 1 содержит множество устройств, а именно 66 и 67, 68 и 69 центрирования электрода 5 относительно стенок винтового зубчатого профиля 2 в отверстии 3 трубчатой заготовки 4, причем каждая пара устройств, а именно 66 и 67, 68 и 69 центрирования электрода 5, расположенных между зубьями 25 электрода 5, размещена на расстоянии друг от друга вдоль оправки 13 и выполнена в виде двух противоположно расположенных опор, а именно 66 и 67, 68 и 69 из диэлектрического материала (из капролона СТП-30 ТУ2224-003-39046337-04) с возможностью подвижного зацепления со стенками винтового зубчатого профиля 2 в отверстии 3 трубчатой заготовки 4 одновинтового насоса, изображено на фиг. 1, 2, 4, 5, 8, 9.
В задней части 70 экран 10 из диэлектрического материала, скрепленный с зубчатым диском 8 и задним торцом 9 электрода 5 при помощи болтов 64, а также закрепленный кожухом 36 с зубчатым диском 8 при помощи резьбы 37 на буртике 38 болта 39, содержит наружный (центрирующий) пояс 71, имеющий круглую боковую поверхность, подогнанную по размеру для подвижного зацепления со стенками винтового зубчатого профиля 2 в отверстии 3 трубчатой заготовки 4 одновинтового насоса, изображено на фиг. 1, 2, 7, 8.
Каждая пара устройств, а именно 66 и 67, 68 и 69 центрирования электрода 5, расположенных между зубьями 25 электрода 5, выполненных в виде двух противоположно расположенных опор, а именно 66 и 67, 68 и 69, размещена на расстоянии 72 друг от друга вдоль оправки 13, равном хода 73, Т винтовой линии винтового зубчатого профиля 2 в отверстии 3 трубчатой заготовки 4 одновинтового насоса, изображено на фиг. 1, 2, 4, 5, 8, 9, 10, 11.
Ход 73, Т (или шаг Pz) винтовой линии, например, вдоль впадины 74 винтового зубчатого профиля 2 в отверстии 3 трубчатой заготовки 4 одновинтового насоса, равен расстоянию по соосной поверхности между двумя положениями точки, образующей линию впадины 74 винтового зубчатого профиля 2 в отверстии 3 трубчатой заготовки 4, соответствующей ее полному обороту вокруг центральной оси 75 трубчатой заготовки 4, показано, например, в ГОСТ 16530-83, стр. 17, изображено на фиг. 10, 11.
Гильза 12 из диэлектрического материала, установленная на оправке 13, выполнена съемной и центрируется относительно оправки 13 при помощи винтов 76 с возможностью упора головок 77 винтов 76 в оправку 13 по поверхности 78 и обеспечения плотного контакта головок 77 винтов 76 с отверстиями 79 для головок 77 винтов 76 в гильзе 12, а отверстия 79 для головок 77 винтов 76 в гильзе 12 герметично закрыты заглушками 80 из диэлектрического материала, изображено на фиг. 1, 2, 8, 9.
Кроме того, на фиг. 10, 11 изображено: поз. 75 - центральная ось трубчатой заготовки 4 (статора); поз. 81 - центральная ось ротора 82; поз. 83, е - эксцентриситет зубчатого зацепления однозаходного винтового ротора 82 относительно двухзаходной трубчатой заготовки 4 (статора) одновинтового насоса, ротор 82 имеет на один винтовой зуб 84 меньше, чем число впадин 74 трубчатой заготовки 4 (статора); поз. 85 - шарнирная муфта для привода ротора 82 насоса; поз. 86 - направление насосной подачи нефти из продуктивного пласта на поверхность через насосно-компрессорные трубы (НКТ); поз. 87 - множеством аксиально движущихся камер между профилем 84 однозаходного винтового ротора 82 и профилем 74 двухзаходной трубчатой заготовки 4 (статора).
Количество ходов 37, Т винтовой пары определяет потенциальное давление, которое одновинтовой винтовой насос может развить, а объем замкнутых полостей 87 и скорость вращения ротора 82 определяет производительность насоса.
Кроме того, поз. 88 - полость всасывания; поз. 89 - полость нагнетания, изображено на фиг. 10.
Ниже представлен лучший вариант использования заявляемого электродного блока для электрохимической обработки винтового зубчатого профиля в отверстии трубчатой заготовки одновинтового насоса для изготовления статоров без обкладки из эластомера (Metal-to-Metal Progressing Cavity Pump), применяемых в одновинтовых насосах для добычи нефти из скважин.
Электродный блок используют на установке ЭХО компании "Радиус-Сервис" (RU), (патенты RU 2578895, RU 2710092) для электрохимической обработки винтового зубчатого профиля в необработанной поверхности отверстия трубчатой заготовки.
Предварительно собирают электродный блок 1.
На оправку 13 устанавливают гильзу 12 из диэлектрического материала, используемую в качестве передней направляющей 11 электрода 5, совмещают каналы 15 в гильзе 12 и оправке 13 (при помощи фиксатора), центрируют гильзу 12 на оправке 13 при помощи винтов 76 с возможностью упора головок 77 винтов 76 в оправку 13 и обеспечения плотного контакта головок 77 винтов 76 с отверстиями 79 для головок 77 винтов 76 в гильзе 12, отверстия 79 для головок 77 винтов 76 закрывают с наружной поверхности гильзы 12 заглушками 80 из диэлектрического материала, устанавливают уплотнители 14 из эластомера, изображено на фиг. 1, 2.
Зубчатый модуль 49, образующий винтовую заднюю направляющую 7, предварительно скрепляют с зубчатым диском 8 и экраном 10 при помощи болтов 64, изображено на фиг. 1, 2, 8.
В электродный блок 1 предварительно устанавливают множество устройств, а именно 66 и 67, 68 и 69 центрирования электрода 5 относительно стенок винтового зубчатого профиля 2 в отверстии 3 трубчатой заготовки 4, причем каждую пару устройств, а именно 66 и 67, 68 и 69 центрирования электрода 5, расположенных между зубьями 25 электрода 5, выполненных в виде двух противоположно расположенных опор, а именно 66 и 67, 68 и 69, располагают на расстоянии 72 друг от друга вдоль оправки 13, равном хода 73, Т винтовой линии винтового зубчатого профиля 2 в отверстии 3 трубчатой заготовки 4 одновинтового насоса, изображено на фиг. 1, 2, 4,5,8, 9, 10, 11.
Например, для статора SN.RSK1200L.1T108T05N1 габарита 108 мм и длиной 4850 мм ход винтовой линии профиля составляет 230 мм.
На оправку 13 устанавливают шпонки 59, 60, 61 шпоночного соединения 59, 60, и 61, устанавливают центратор 18 из диэлектрического материала, снабженный втулкой 28 из токопроводящего материала, вплотную к задней части 27 гильзы 12, устанавливают зубчатые модули, а именно 40, 41, 42, 43, 44, 45, 46, 47, 48, 49, с возможностью фиксации окружного расположения винтовых проточных каналов (или камер) 24 для электролита 16, плотного контакта друг с другом по плоскостям (торцам) 50, 51, 52, 53, 54, 55, 56, 57, 58 и образования внутри электрода 5 двух винтовых каналов (или камер) 24 для электролита 16 при помощи шпоночного соединения 59, 60, и 61, изображено на фиг. 1, 2, 3, 4, 6.
Винтовую заднюю направляющую 7, выполненную в виде экрана 10, контактирующего с задним краем 9 электрода 5, а также содержащую кожух 36, прикрепляют к экрану 10 винтовой задней направляющей 7, выполненной в виде зубчатого диска 8, при помощи резьбы 37 на буртике 38 болта 39, изображено на фиг. 1, 2.
Устанавливают кран-балкой трубчатую заготовку 4 в люнеты: ближний край трубчатой заготовки 4 устанавливают на ролики неподвижно скрепленного с рамой установки регулируемого люнета, а дальний край трубчатой заготовки 4 устанавливают на ролики скрепленного с рамой установки, перемещаемого на раме установки в продольном направлении, вдоль отверстия 3 трубчатой заготовки 4 второго люнета (не показано).
Устанавливают приводную штангу 30 на собственные люнеты, скрепляют болтами фланец приводной штанги 30 с приводом вращения приводной штанги 30, установленном на суппорте, соединенном с приводом продольного перемещения суппорта (не показано), изображено на фиг. 1, 2, 7, 8.
Включают привод продольного перемещения суппорта и вдвигают приводную штангу 30 в отверстие 3 трубчатой заготовки 4, установленной в собственных люнетах, при этом край приводной штанги 30 располагают с "вылетом" из отверстия 3 трубчатой заготовки 4 таким образом, чтобы было удобно монтировать электродный блок 1 с оправкой 13 на краю приводной штанги 30, изображено на фиг. 1, 2.
На краю приводной штанги 30 в резьбу 29 заворачивают оправку 13 с собранным на ней электродным блоком 1 для электрохимической обработки винтового зубчатого профиля 2 в отверстии 3 трубчатой заготовки 4, содержащим электрод 5, включающий винтовую заднюю направляющую 7, выполненную в виде зубчатого диска 8, контактирующего с задним торцом 9 электрода 5, и экран 10, скрепленный с задним торцом 9 электрода 5 (и зубчатым диском 8) для перемещения за ним в винтовом отверстии -винтовом зубчатом профиле 2 в отверстии 3 трубчатой заготовки 4, и переднюю направляющую 11, выполненную в виде гильзы 12, скрепленной с оправкой 13, содержащей уплотнители 14 для герметизации гильзы 12 в отверстии 3 трубчатой заготовки 4, при помощи специального приспособления с фиксаторами, устанавливаемыми в отверстия 15 в оправке 13 и гильзе 14, изображено на фиг. 1, 2, 9.
Установка для электрохимической обработки винтового зубчатого профиля внутренней поверхности в отверстии трубчатой заготовки содержит первую камеру для электролита 16, присоединенную к ближнему от привода вращения приводной штанги 30 краю трубчатой заготовки 4, и вторую камеру для электролита 16, присоединенную к дальнему от привода вращения приводной штанги 30 краю трубчатой заготовки 4, (не показано).
Перемещают вдоль направляющей рамы на второй край трубчатой заготовки 4 камеру для электролита 16, снабженную устройством для поддержания избыточного давления электролита 16 в межэлектродном промежутке 35, (не показано).
Электродный блок 1, скрепленный с приводной штангой 30, располагают в камере для электролита 16 (не показанной), переднюю направляющую 11, выполненную в виде гильзы 12 и центратора 18, установленных на оправке 13, причем оправка 13 с установленным на ней электродом 5 скреплена с приводной штангой 30 для продвижения электрода 5 вдоль прямолинейной траектории и одновременного вращения электрода 5 вокруг оси 31 параллельно прямолинейной траектории для обеспечения равномерного зазора 32 между зубьями 25 электрода 5 и внутренней поверхностью трубчатой заготовки 4 с винтовым зубчатым профилем 2, а электрод 5 образует внутри каждого винтового зуба 25 камеру 24 для электролита 16, в стенке 33 каждого винтового зуба 25 электрода 5 выполнен ряд щелевых каналов 34 для направления электролита 16 в межэлектродный промежуток 35, устанавливают по программе установки ЭХО в необработанном отверстии 3 трубчатой заготовки 4, изображено на фиг. 1.
Присоединяют источник электрического тока, например, выпрямитель KRAFT 12000/24 (DE), для подключения неподвижной трубчатой заготовки 4 в виде анода, и с токосъемником для подключения вращающейся приводной штанги 30 и электрода 5 в виде катода, через поток электролита 16 в межэлектродном промежутке 35, а также соединяют блок управления с электрическими выходными сигналами параметров установки с компьютером.
Включают блок управления, соединенный с компьютером, при этом включаются насосы, электрооборудование, источник электрического тока -выпрямитель, привод продольного перемещения суппорта, приводной штанги 30 и скрепленного с ней электродного блока 1 вдоль прямолинейной траектории внутри необработанного отверстия 3 трубчатой заготовки 4, привод вращения приводной штанги 30 и скрепленного с ней электродного блока 1 вокруг оси 31 приводной штанги 30 и оправки 13, сила технологического тока составляет 12000 А, напряжение составляет 24 В, при этом происходит передача вращающего момента от приводной штанги 30 и образование винтового зубчатого профиля 2 в отверстии 3 трубчатой заготовки 4 одновинтового насоса для изготовления статоров без обкладки из эластомера (Metal-to-Metal Progressing Cavity Pump), применяемых в одновинтовых насосах для добычи нефти из скважин, изображено на фиг. 1, 2, 3,4, 6, 5,6, 7.
Электролит 16 в процессе электрохимической обработки циркулирует по гидравлической схеме: бак рабочий с электролитом 16, бак промежуточный с электролитом 16, бак промывки с электролитом 16, насосы, модули фильтров, а также арматура (теплообменники, фильтры, вентили, затворы дисковые, датчики давления, температуры, расхода, рукав высокого давления и гибкий рукав сливной) и устройства для регулирования параметров электролита, управляемых выходными сигналами блока управления, при этом давление электролита в системе - 4,0 МПа.
В электрохимическом процессе используют электролит 16 на основе хлорида натрия на водной основе (Na Cl), при осуществлении указанного процесса вода разлагается, а ионы ОН соединяются с ионами железа, образуя FOH, который выпадает в осадок и подвергается фильтрованию в модуле фильтров, концентрация электролита 18÷20%, температура электролита 40С°, водородный показатель электролита 7÷9 рН, допустимое количество продуктов анодного растворения в электролите 50 г/л.
Скорость рабочей подачи электродного блока 1 (бесступенчатое регулирование) составляет 15÷45 мм/мин, частота вращения приводной штанги 30 (бесступенчатое регулирование) составляет 1,75÷2,75 об/мин.
Масса металлического шлама при электрохимической обработке винтового зубчатого профиля 2 в отверстии 3 трубчатой заготовки 4 для изготовления статора одновинтового насоса, например, статора SN.RSK1200L.1T108T05N1 габарита 108 мм и длиной 4850 мм составляет 75÷125 кг.
Отключают по программе при помощи компьютера источник электрического тока, а именно выпрямитель KRAFT 12000/24 (DE), для отключения неподвижной трубчатой заготовки 4 в виде анода, и с токосъемником для отключения вращающейся приводной штанги 30 и электрода 5 в виде катода.
Отключают токосъемник для подключения неподвижной трубчатой заготовки 4 в виде анода, и токосъемник для подключения вращающейся приводной штанги 30 и электрода 5 в виде катода.
Для этого отводят две полумуфты токосъемника с колодками от неподвижной трубчатой заготовки 4, отсоединяют устройство для удерживания заготовки 4 в местах крепления его крепление с рамой, перемещают вдоль направляющей рамы камеру для электролита 16 вместе с устройством для удерживания заготовки 4.
Включают привод продольного перемещения суппорта и вдвигают приводную штангу 30, скрепленную с электродным блоком 1, в обработанное электродом отверстие 3 трубчатой заготовки 4, прошедшее процесс электрохимической обработки винтового зубчатого профиля, установленной в собственных люнетах, при этом край приводной штанги 30 располагают с "вылетом" из отверстия 3 трубчатой заготовки 4 таким образом, чтобы было удобно демонтировать электродный блок 1 с оправкой 13 на краю приводной штанги 30, изображено на фиг. 1, 2.
Отключают блок управления, соединенный с компьютером, насосы, электрооборудование, источник электрического тока - выпрямитель, привод продольного перемещения суппорта, приводной штанги 30 и скрепленного с ней электродного блока 1 вдоль прямолинейной траектории внутри отверстия 3 трубчатой заготовки 4, привод вращения приводной штанги 30 и скрепленного с ней электродного блока 1 вокруг оси 31 приводной штанги 30 и оправки 13.
На краю приводной штанги 30 отворачивают оправку 13, скрепленную резьбой 29 с собранным на ней электродным блоком 1 для электрохимической обработки винтового зубчатого профиля 2 в отверстии 3 трубчатой заготовки 4, содержащим электрод 5, включающий винтовую заднюю направляющую 7, выполненную в виде зубчатого диска 8, контактирующего с задним торцом 9 электрода 5, и экран 10, скрепленный с задним торцом 9 электрода 5 (и зубчатым диском 8) для перемещения за ним в винтовом отверстии -винтовом зубчатом профиле 2 в отверстии 3 трубчатой заготовки 4, и переднюю направляющую 11, выполненную в виде гильзы 12, скрепленной с оправкой 13, содержащей уплотнители 14 для герметизации гильзы 12 в отверстии 3 трубчатой заготовки 4, при помощи специального приспособления с фиксаторами, устанавливаемыми в отверстия 15 в оправке 13 и гильзе 14, изображено на фиг. 1, 2, 9.
Устанавливают технологические заглушки, производят промывку винтового зубчатого профиля внутренней поверхности 3 трубчатой заготовки 4 специальным раствором.
Выполнение электродного блока для электрохимической обработки таким образом, что электрод 5, имеющий винтовую зубчатую форму наружной поверхности 6, с числом зубьев 25 равным двум, выполнен из множества зубчатых модулей 40, 41, 42, 43, 44, 45, 46, 47, 48, 49, примыкающих друг к другу по плоскостям, с возможностью образования внутри каждого из упомянутых зубчатых модулей двух винтовых проточных каналов 24 для электролита 16, при этом упомянутые зубчатые модули установлены на оправке 13 с возможностью фиксации окружного расположения винтовых проточных каналов 24 для электролита 16, плотного контакта друг с другом по упомянутым плоскостям и образования внутри электрода 5 двух винтовых каналов 24 для электролита 16 при помощи шпоночного соединения 59, 60, и 61, при этом вход 62 винтовых каналов 24 для электролита 16 в электроде 5 расположен между чередующимися выступами 22 на круглой боковой поверхности 19 центратора 18, выход 63 винтовых каналов 24 для электролита 16 в электроде 5 герметично перекрыт зубчатым диском 8, скрепленными с задним торцом 9 электрода 5 при помощи болтов 64, с возможностью поддержания избыточного давления электролита 16 в полости 17 внутри отверстия 3 трубчатой заготовки 4 между гильзой 12, электродом 5 и винтовой задней направляющей 7, выполненной в виде зубчатого диска 8 и экрана 10 из диэлектрического материала, скрепленной поверхностью 65 зубчатого диска 8 с задним торцом 9 электрода 5, при этом электродный блок 1 содержит множество устройств 66 и 67, 68 и 69 центрирования электрода 5 относительно стенок винтового зубчатого профиля 2 в отверстии 3 трубчатой заготовки 4, причем каждая пара упомянутых устройств центрирования электрода 5, расположенных между зубьями 25 электрода 5, размещена на расстоянии друг от друга вдоль оправки 13 и выполнена в виде двух упомянутых противоположно расположенных опор из диэлектрического материала с возможностью подвижного зацепления со стенками винтового зубчатого профиля 2 в отверстии 3 трубчатой заготовки 4 одновинтового насоса, обеспечивает надежный контроль межэлектродного зазора 32 в межэлектродном промежутке 35 за счет использования электронных датчиков давления, температуры и расхода электролита, а также блока управления с электрическими выходными сигналами параметров установки, соединенного с компьютером.
Изобретение обеспечивает повышение скорости электрохимической обработки винтового зубчатого профиля в отверстии трубчатой заготовки одновинтового насоса для изготовления статоров без обкладки из эластомера (Metal-to-Metal Progressing Cavity Pump), применяемых в одновинтовых насосах для добычи нефти из скважин, снижение расхода электроэнергии, повышение точности обработки путем улучшения теплоотвода, создания дополнительной турбулентности и повышения эффективности уноса и очистки металлического шлама из межэлектродного промежутка потоком электролита для предотвращения коротких замыканий ("прижегов") в межэлектродном промежутке.
| название | год | авторы | номер документа |
|---|---|---|---|
| Электродный блок для электрохимической обработки винтового зубчатого профиля в отверстии трубчатой заготовки | 2021 |
|
RU2774195C1 |
| Электродный блок для электрохимической обработки винтового зубчатого профиля в отверстии трубчатой заготовки | 2017 |
|
RU2663789C1 |
| ЭЛЕКТРОДНЫЙ БЛОК ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ВИНТОВОГО ЗУБЧАТОГО ПРОФИЛЯ В ОТВЕРСТИИ ТРУБЧАТОЙ ЗАГОТОВКИ | 2014 |
|
RU2586365C1 |
| Электродный блок для электрохимической обработки винтового зубчатого профиля в отверстии трубчатой заготовки | 2019 |
|
RU2709881C1 |
| Электродный блок для электрохимической обработки винтового зубчатого профиля в отверстии трубчатой заготовки | 2021 |
|
RU2774193C1 |
| Электродный блок для электрохимической обработки кольцевых канавок в отверстии трубчатой заготовки с винтовым зубчатым профилем | 2022 |
|
RU2784617C1 |
| УСТАНОВКА ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ВИНТОВОГО ЗУБЧАТОГО ПРОФИЛЯ ВНУТРЕННЕЙ ПОВЕРХНОСТИ В ОТВЕРСТИИ ТРУБЧАТОЙ ЗАГОТОВКИ | 2014 |
|
RU2578895C2 |
| Установка для электрохимической обработки винтового зубчатого профиля внутренней поверхности в отверстии трубчатой заготовки | 2019 |
|
RU2710092C1 |
| Электрод-инструмент для электрохимической обработки | 1980 |
|
SU979067A1 |
| Устройство для электрохимической обработки винтов | 2018 |
|
RU2700894C1 |
Изобретение относится к области нефтяного машиностроения, а именно к оборудованию для электрохимической обработки винтового зубчатого профиля в отверстии трубчатой заготовки одновинтового насоса для изготовления статоров без обкладки из эластомера, применяемых в одновинтовых насосах для добычи нефти из скважин. Изобретение направлено на повышение скорости электрохимической обработки, снижение расхода электроэнергии, повышение точности обработки путем улучшения теплоотвода, создания дополнительной турбулентности и повышения эффективности уноса и очистки металлического шлама из межэлектродного промежутка потоком электролита для предотвращения коротких замыканий в межэлектродном промежутке. 3 з.п. ф-лы, 11 ил.
1. Электродный блок для электрохимической обработки винтового зубчатого профиля в отверстии трубчатой заготовки одновинтового насоса, содержащий электрод, имеющий винтовую зубчатую форму наружной поверхности, включающий винтовую заднюю направляющую, выполненную в виде зубчатого диска, контактирующего с задним торцом электрода, и экрана из диэлектрического материала, скрепленных с задним торцом электрода для перемещения за ним в винтовом отверстии, и переднюю направляющую, выполненную в виде гильзы из диэлектрического материала, скрепленной с оправкой, содержащей уплотнители для герметизации гильзы относительно отверстия трубчатой заготовки, причем гильза и оправка снабжены каналами для направления электролита в полость внутри отверстия трубчатой заготовки между гильзой и электродом, а также содержащий центратор из диэлектрического материала, имеющий круглую боковую поверхность, подогнанную по размеру для подвижного зацепления отверстия трубчатой заготовки, два торца, чередующиеся выступы и пазы на круглой боковой поверхности, выполненные с возможностью направления электролита в камеры внутри винтовых зубьев электрода, причем центратор из диэлектрического материала, расположенный на оправке между передней частью электрода и задней частью гильзы из диэлектрического материала, снабжен втулкой, выполненной из токопроводящего материала, при этом оправка с установленным на ней электродом скреплена с приводной штангой для продвижения электрода вдоль прямолинейной траектории и одновременного вращения электрода вокруг своей оси параллельно прямолинейной траектории для обеспечения равномерного зазора между зубьями электрода и внутренней поверхностью трубчатой заготовки, причем электрод образует внутри каждого винтового зуба камеру для электролита, в стенке каждого винтового зуба электрода выполнен ряд щелевых каналов для направления электролита в межэлектродный промежуток, винтовая задняя направляющая выполнена в виде экрана из диэлектрического материала, контактирующего с задним краем электрода, а также содержит кожух из диэлектрического материала, прикрепленный к экрану из диэлектрического материала, отличающийся тем, что электрод, имеющий винтовую зубчатую форму наружной поверхности, с числом зубьев равным двум, выполнен из множества зубчатых модулей, примыкающих друг к другу с возможностью образования внутри каждого из зубчатых модулей двух винтовых проточных каналов для электролита, при этом зубчатые модули установлены на оправке с возможностью фиксации окружного расположения винтовых проточных каналов для электролита, плотного контакта друг с другом и образования внутри электрода двух винтовых каналов для электролита, вход винтовых каналов для электролита в электроде расположен между чередующимися выступами на круглой боковой поверхности центратора, выход винтовых каналов для электролита в электроде герметично перекрыт зубчатым диском, скрепленным с задним торцом электрода, с возможностью поддержания избыточного давления электролита в полости внутри отверстия трубчатой заготовки между гильзой, электродом и винтовой задней направляющей, выполненной в виде зубчатого диска и экрана из диэлектрического материала, скрепленной с задним торцом электрода, при этом электродный блок содержит множество устройств центрирования электрода относительно стенок винтового зубчатого профиля в отверстии трубчатой заготовки, причем каждая пара устройств центрирования электрода, расположенных между зубьями электрода, размещена на расстоянии друг от друга вдоль оправки и выполнена в виде двух противоположно расположенных опор из диэлектрического материала с возможностью подвижного зацепления со стенками винтового зубчатого профиля в отверстии трубчатой заготовки одновинтового насоса.
2. Электродный блок по п. 1, отличающийся тем, что в задней части экран содержит наружный пояс, имеющий круглую боковую поверхность, подогнанную по размеру для подвижного зацепления со стенками винтового зубчатого профиля в отверстии трубчатой заготовки одновинтового насоса.
3. Электродный блок по п. 1, отличающийся тем, что каждая пара устройств центрирования электрода относительно стенок винтового зубчатого профиля в отверстии трубчатой заготовки расположена на расстоянии друг от друга вдоль оправки, равном  хода винтовой линии винтового зубчатого профиля в отверстии трубчатой заготовки одновинтового насоса.
хода винтовой линии винтового зубчатого профиля в отверстии трубчатой заготовки одновинтового насоса.
4. Электродный блок по п. 1, отличающийся тем, что гильза из диэлектрического материала, установленная на оправке, выполнена съемной и центрируется относительно оправки при помощи винтов с возможностью упора головок винтов в оправку и обеспечения плотного контакта головок винтов с отверстиями для головок винтов в гильзе, а отверстия для головок винтов в гильзе герметично закрыты заглушками из диэлектрического материала.
| ЭЛЕКТРОДНЫЙ БЛОК ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ВИНТОВОГО ЗУБЧАТОГО ПРОФИЛЯ В ОТВЕРСТИИ ТРУБЧАТОЙ ЗАГОТОВКИ | 2014 |
|
RU2586365C1 |
| Электродный блок для электрохимической обработки винтового зубчатого профиля в отверстии трубчатой заготовки | 2017 |
|
RU2663789C1 |
| ЭЛЕКТРОХИМИЧЕСКИЙ СПОСОБ ОБРАБОТКИ ДЛЯ РОТОРОВ ИЛИ СТАТОРОВ ДЛЯ НАСОСОВ МУАНО | 2015 |
|
RU2699367C2 |
| US 7192260 B2, 20.03.007 | |||
| US 6413407 B1, 02.07.2002 | |||
| US 7192260 B2, 20.03.2007. | |||
