Изобретение предназначено для электрохимической обработки и может быть использовано в машиностроении, например при обработке сложнопрофильных поверхностей деталей типа фасонных круглых или призматических резцов из твердых сплавов или быстрорежущих сталей.
Известна конструкция электрода-инструмента для электрохимической размерной обработки, на рабочей поверхности которого имеются расположенные по винтовой линии диэлектрические буртики, выполненные в виде вставок или путем нанесения слоя лака. Буртики предназначены для предотвращения короткого замыкания при непосредственном контакте электродов и для формирования и стабилизации потока электролита в межэлектродном пpoмeжyтVe lj
Недостатками данной конструкции являются неспособность формировать и стабилизировать поток электролита в зазорах 0,1-0,2 мм или особенно в зазорах 0,03-0,О мм, а также быстрый износ буртиков.
Известна конструкцией электрода-инструмента, предназначенного для обработки цилиндрических отверстий большой протяженности при малых скоростях вращения инструмента и при протоке электролита вдоль оси обрабатываемого отверстия, на рабочей поверхности которого с целью улучшения условий
10 удаления шлама из межэлектродного промежутка и предотвращения коротких замыканий врезаны три жесткие пластины, выступающие над телом инструмента на величину первоначального межэлектрод15ного зазора 2.
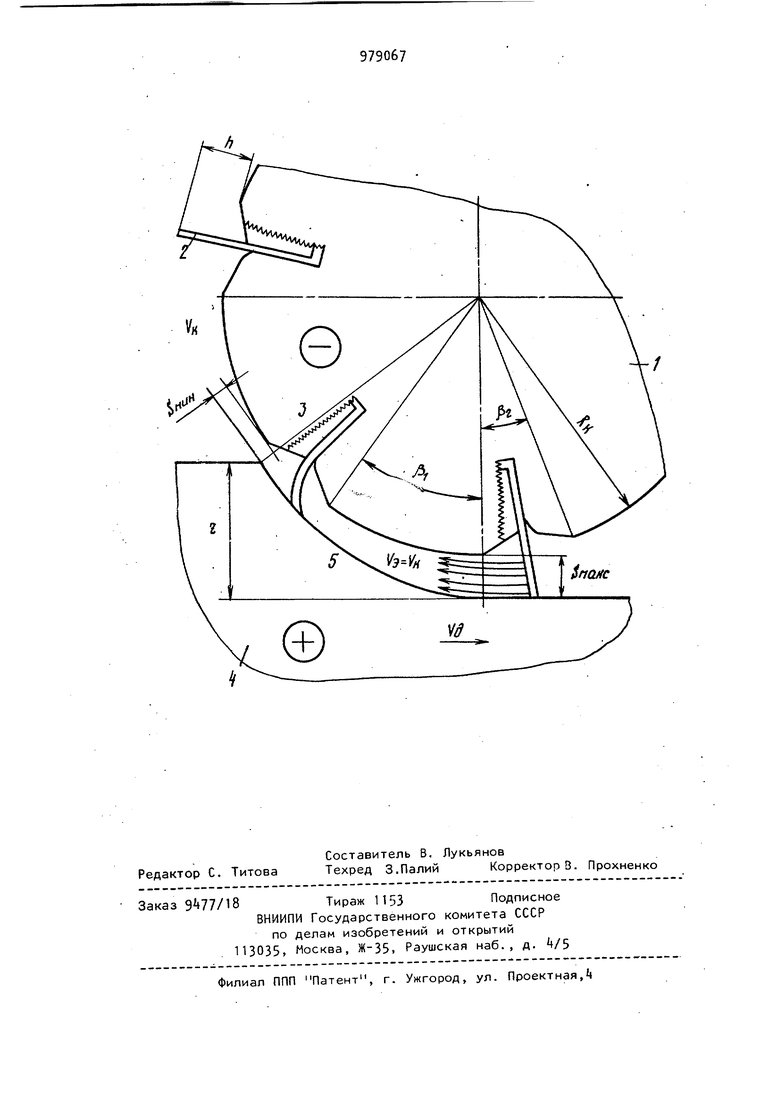
Известная конструкция электродаинструмента не позволяет производить обработку деталей с высокими значениями окружной скорости вращения инструмента, так как при этом не обеспечиваются ни достаточная скорость эвакуации продуктов электродных реакций И9 рабочей зоны, ни выравнивание гидро 397 динамического режима во всем объеме межэлектродного промежутка. С целью повышения производительности обработки и выравнивания гидродинамического режима во всем объеме меж электродного пространства рабочая поверхность предлагаемого электрода-инструмента имеет треугольные пазы, раз деляющие ее на рабочие и нерабочие участки, в центре которых размещены гибкие элементы в виде пластин из изоляционного материала, выступающие над рабочей поверхностью инструмента на величину, равную или несколько большую величины максимального межэлектродного зазора. На чертеже представлена конструкция предлагаемого электрода-инструмента. Корпус электрода-инструмента, представляющий собой диск 1 из токопроводящего материала, имеет на своей рабочей поверхности треугольные пазы, разделяющие эту поверхность на рабочие и нерабочие участки, протяженность которых оценивается радиусом инструмента R и центральными углами р и 5, В центре пазов прорезаны щели, в которые вставлены гибкие элементы в виде пластин 2 из изоляционного материала, например, целлулоида. Крепление пластин 2 в пазах осуществляется клиньями 3. Поверхности близлежащих пластин 2, диска 1 и анода-заготовки А определяют в рабочей зоне замкнутое пространство ij. Рабочая поверхность диска 1 и выступающая часть пластин 2, определяемая размером И , имеют профиль, соответствующий необходимому профилю обрабатываемой детали, Величина выступания | равна величине максимального межэлектродного зазора S плюс 9ТОЙ величины. При вращении электрода-инструмента 1, частично погруженного в электролит, с окружной скоростью V и при встречном движении подачи aHoiqa-загоk со скоростью V. рабочая зона товки в поперечном сечении -представляет собой клин с дугообразными направляющими, размеры которого определяются величиной снимаемого припуска Z и радиуса инструмента R, Гибкие элементы 2 при входе в межэлектродный проме ток, имеющий максимальный размер захватывают порции чистого электролита и проталкивают их при своем движе74ним вдоль поверхности обработки через всю рабочую зону. Этим самым производится выравнивание скоростей движения газожидкостной смеси во всем объеме межэлектродного промежутка, т. е. достигается равенство скорости протока электролита V и окружной скорости вращения инст умента 1 по всей высоте межэлектродного зазора. При скольжении гибких пластин 2, под усилием упругости их прижимающихся к обрабатываемой поверхности анода-заготовки , вдоль этой поверхности производится интенсивная очистка рабочей зоны от продуктов электродных реакций механическое депассирование обрабатываемой поверхности от окисных пленок со скоростью, равной окружной скорости вращения электрода-инструмента. Этим самым достигается высокая производительность процесса обработки, При уменьшении межэлектродного зазора на выходе из рабочей зоны до величины S. .. выступающая часть гибких элементов утопляется в пазах корпуса электрода-инструмента. формула изобретения Электрод-инструмент для электрохимической обработки, выполненный в виде тела вращения из токопроводного материала с расположенными на рабочей поверхности выступающими над ней элементами из электроизоляционного материала,- отличающийся тем, что, с целью повышения производительнoctи обработки путем увеличения скорости эвакуации продуктов электродных peakций из зоны обработки в среде неподвижного относительно его рабочей поверхности электролита и выравнивания гидродинамического режима во всем объеме межэлектродного промежутка, на его рабочей поверхности выполнены пазы, причем элементы из электроизоляционного материала выполнены в виде гибких пластин и установлены в пазах. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 513825, кл. В 23 Р 1/12, 197. 2.Технология машиностроения, вып. 39. Тула, изд-во ТПИ, 1975, с. (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ НЕПРОФИЛИРОВАННЫМ ЭЛЕКТРОДОМ-ИНСТРУМЕНТОМ И УСТРОЙСТВА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2647413C2 |
| Устройство для электрохимической обработки | 1983 |
|
SU1094715A1 |
| Электродный блок для электрохимической обработки винтового зубчатого профиля в отверстии трубчатой заготовки одновинтового насоса | 2022 |
|
RU2798263C1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ШЕЕК КОЛЕНЧАТОГО ВАЛА | 1999 |
|
RU2157744C2 |
| Электродный блок для электрохимической обработки кольцевых канавок в отверстии трубчатой заготовки с винтовым зубчатым профилем | 2022 |
|
RU2784617C1 |
| ЭЛЕКТРОДНЫЙ БЛОК ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ВИНТОВОГО ЗУБЧАТОГО ПРОФИЛЯ В ОТВЕРСТИИ ТРУБЧАТОЙ ЗАГОТОВКИ | 2014 |
|
RU2586365C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2005 |
|
RU2306211C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2005 |
|
RU2301134C2 |
| СПОСОБ ПОЛУЧЕНИЯ РЕЛЬЕФНОГО ИЗОБРАЖЕНИЯ НА МЕТАЛЛИЧЕСКОЙ ПОВЕРХНОСТИ ИЗДЕЛИЯ | 2017 |
|
RU2666658C1 |
| Электродный блок для электрохимической обработки винтового зубчатого профиля в отверстии трубчатой заготовки | 2021 |
|
RU2774195C1 |