Область техники, к которой относится изобретение
Изобретение относится к сборке добавок и способу подготовки сборки добавок для внедрения в фильтровальный жгут изделия табачной промышленности.
Уровень техники
Известные изделия табачной промышленности, такие как сигареты, содержат хрупкие капсулы, внедренные в фильтровальный материал и сконфигурированные для высвобождения добавки при их надломе или раздавливании. В документах US 2014/0209111 А и US 2012/080043 A раскрыты способ подготовки сборки добавки и цепочка для вставки в фильтровальный жгут изделия табачной промышленности. Из указанных документов также известны способ изготовления изделия табачной промышленности и изделия табачной промышленности. Однако, имеется проблема, которую необходимо решить – это процесс внедрения хрупких капсул и других механизмов высвобождения добавки в фильтровальный материал во время сборки сигареты. Конкретная проблема известных решений связана с высокой скоростью изготовления фильтровального материала, необходимой для обеспечения удовлетворительной скорости изготовления сигарет. Настоящее изобретение направлено на обеспечение решения этих проблем.
Раскрытие изобретения
В вариантах осуществления изобретения предлагается способ приготовления сборки добавок для внедрения в фильтровальный жгут изделия табачной промышленности, включающий в себя:
- предоставление полотна, содержащего массив дискретных порций добавки, расположенных в/на полотне, причем массив содержит по ширине полотна столбцы по меньшей мере из двух дискретных порций добавки;
- формирование цепочки дискретных порций добавки в полотне, включающей в себя:
- первые соединительные участки, которые соединяют соседние дискретные порции добавки в столбце массива; и
- вторые соединительные участи, которые имеют нелинейную конфигурацию для соединения дискретных порций добавки в соответствующих соседних столбцах массива.
Способ может дополнительно включать в себя формирование массива дискретных порций добавки в полотне.
Формирование массива дискретных порций добавки в полотне может включать в себя:
- предоставление первого листа, содержащего массив карманов;
- закладку добавки в карманы; и
- предоставление второго листа, покрывающего первый лист для герметизации карманов и формирования полотна.
Способ может дополнительно включать в себя формирование массива карманов на первом листе.
Формирование массива карманов может включать в себя пропускание первого листа между парой тиснильных валов для тиснения карманов на первом листе.
Первый и второй листы могут пропускаться в наложенном друг на друга состоянии между парой роликов, при этом по меньшей мере один из пары роликов нагревается для сплавления первого и второго листов друг с другом.
Формирование цепочки может включать в себя пропускание полотна материала между парой режущих роликов для вырезания цепочки в полотне материала.
Формирование цепочки может включать в себя использование лазера для расплавления полотна вокруг дискретных порций добавки.
Полотно материала может представлять собой полимер.
Соединительные участки, имеющие нелинейную конфигурацию, могут быть изогнутыми.
Также в вариантах осуществления изобретения предлагается цепочка для вставки в фильтровальный жгут изделия табачной промышленности, причем цепочка содержит дискретные порции добавки, связанные посредством соединяющих участков, при этом по меньшей мере один из соединительных участков сконфигурирован нелинейным.
Дискретные порции добавки могут представлять собой блистеры, заполненные добавкой, причем блистеры имеют плоскую поверхность, плоские поверхности по меньшей мере двух соседних блистеров в цепочке выровнены в одной плоскости, при этом по меньшей мере два соседних блистера соединены по меньшей мере одним соединительным участком, имеющем нелинейную конфигурацию, и в которой по меньшей мере один соединительный участок, имеющий нелинейную конфигурацию, имеет компенсационную геометрию, сконфигурированную таким образом, что после приложения выпрямляющего усилия по меньшей мере к одному соединительному участку, имеющему нелинейную конфигурацию, упомянутые плоские поверхности остаются в одной плоскости.
Компенсационная геометрия может предусматривать гофрированную секцию на соединительном участке, имеющем нелинейную конфигурацию.
Гофрированная секция может быть тисненным или выбитым на соединительном участке, имеющем нелинейную конфигурацию.
Гофрированная секция может содержать: первые линии сгиба, сконфигурированные для облегчения сжатия в радиальном направлении наружу относительно нейтральной оси соединительного участка, имеющего нелинейную конфигурацию; и вторые линии сгиба, сконфигурированные для ослабления натяжения в радиальном направлении внутрь относительно нейтральной оси.
Первые линии сгиба могут продолжаться в радиальном направлении от точки, расположенной на нейтральной оси, до внешнего края соединительного участка, имеющего нелинейную конфигурацию.
Вторые линии сгиба могут продолжаться в радиальном направлении от упомянутой точки на нейтральной оси к внутреннему краю соединительного участка, имеющего нелинейную конфигурацию.
Материал, ограниченный вторыми линиями сгиба, может предварительно растягиваться для обеспечения провисания соединительного участка, имеющего нелинейную конфигурацию, между нейтральной осью и внутренним краем.
Также в вариантах осуществления изобретения предлагается способ приготовления изделия табачной промышленности с использованием цепочки добавок по любому из пунктов 10-16, включающий в себя:
- втягивание цепочки дискретных порций добавки в материал табачной промышленности;
- формование материала табачной промышленности в виде непрерывного стержня;
- обертывание материала табачной промышленности оберточным материалом.
Также в вариантах осуществления изобретения предлагается изделие табачной промышленности, содержащее фильтр с дискретной порцией добавки, в котором дискретная порция добавки прикреплена к соединительному участку, имеющему нелинейную конфигурацию.
Также в вариантах осуществления изобретения предлагается изделие табачной промышленности, содержащее фильтр с двумя внедренными в него дискретными порциями добавки, в котором дискретные порции добавки соединены друг с другом посредством соединительного участка, имеющего нелинейную конфигурацию.
Краткое описание чертежей
Варианты осуществления изобретения далее будут описаны исключительно в качестве примера со ссылкой на прилагаемые к описанию чертежи, на которых показано:
на фиг. 1 – схематический вид машины для изготовления фильтровальных стержней;
на фиг. 2 – схематический вид установки для изготовления сборки добавок;
на фиг. 3 – вид сборки добавок;
на фиг. 4 – вид криволинейного соединительного участка сборки добавок;
на фиг. 5 – вид сечения блистера сборки добавок;
на фиг. 6 – вид криволинейного соединительного участка с компенсационной геометрией;
на фиг. 7 – вид криволинейного соединительного участка, показанного на фиг. 7, в выпрямленном состоянии;
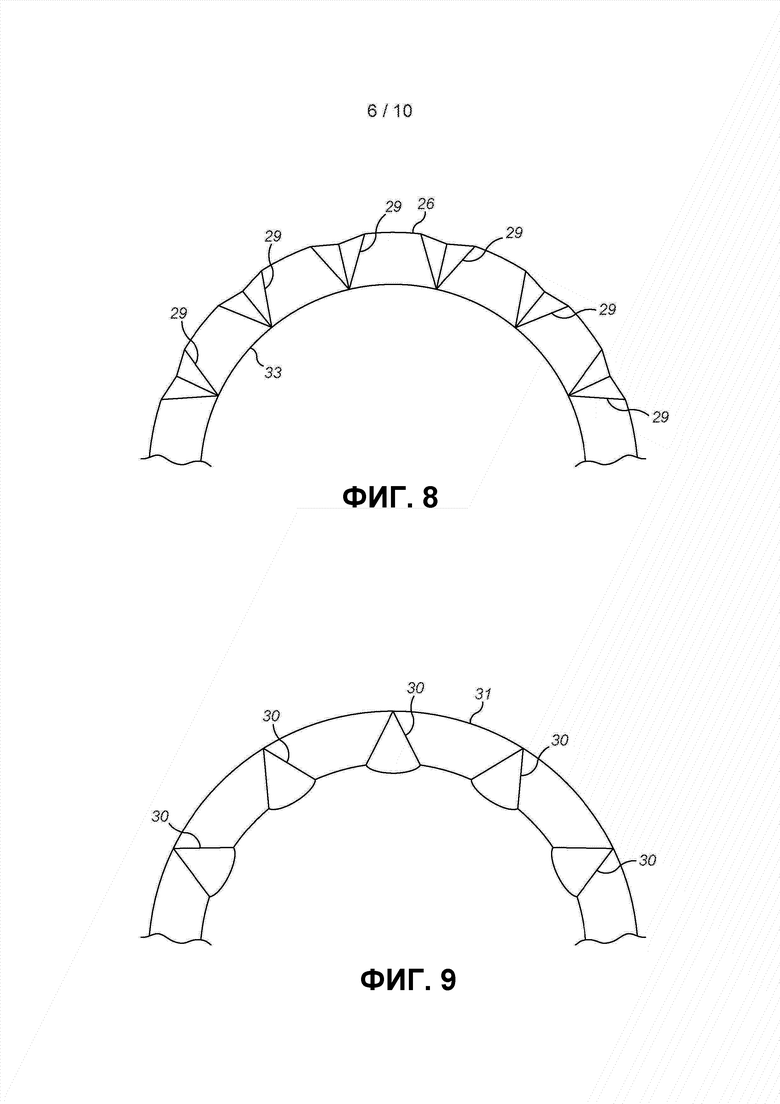
на фиг. 8 – вид криволинейного соединительного участка с компенсационной геометрией;
на фиг. 9 – вид криволинейного соединительного участка с компенсационной геометрией;
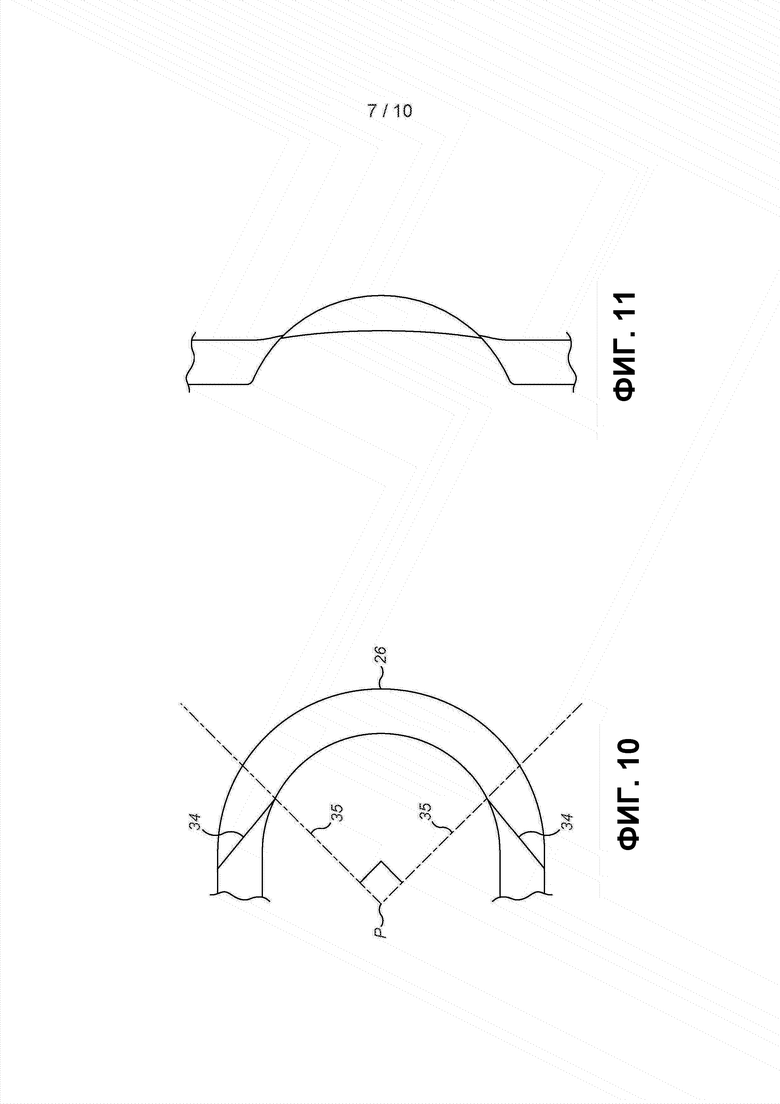
на фиг. 10 – вид криволинейного соединительного участка с компенсационной геометрией;
на фиг. 11 – вид криволинейного соединительного участка, показанного на фиг. 10, в выпрямленном состоянии;
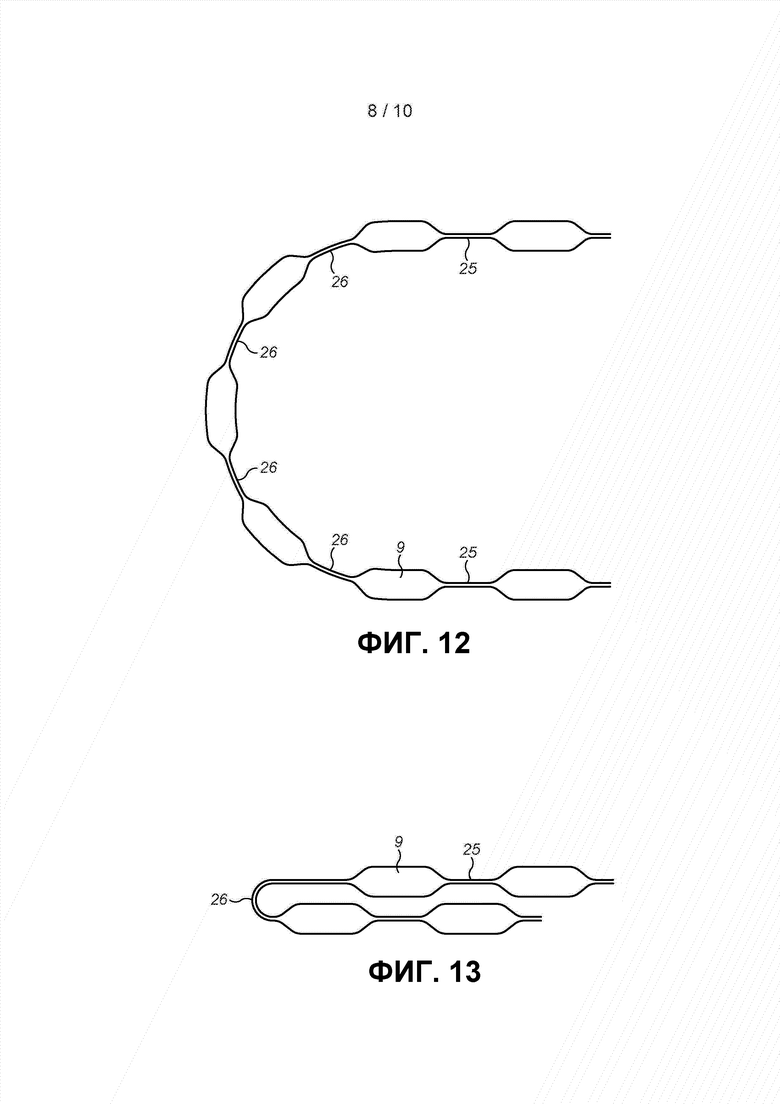
на фиг. 12 – вид сборки добавок;
на фиг. 13 – вид сборки добавок; и
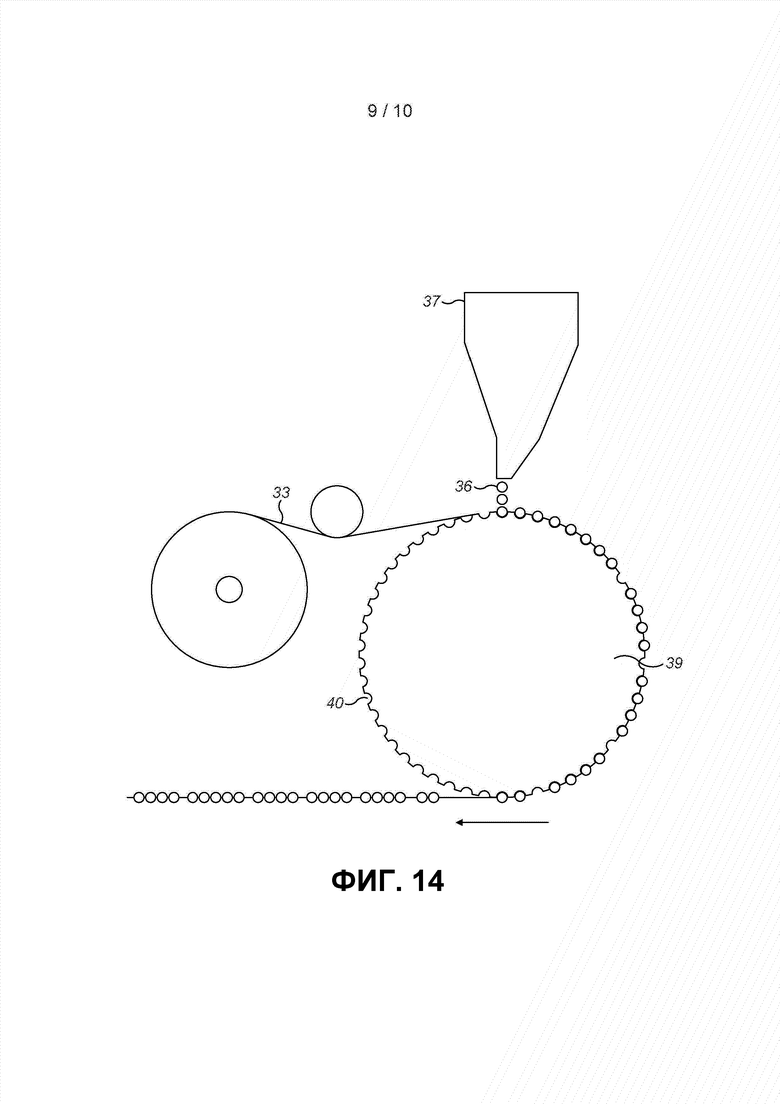
на фиг. 14 – схематический вид части установки для изготовления сборки добавок.
Осуществление изобретения
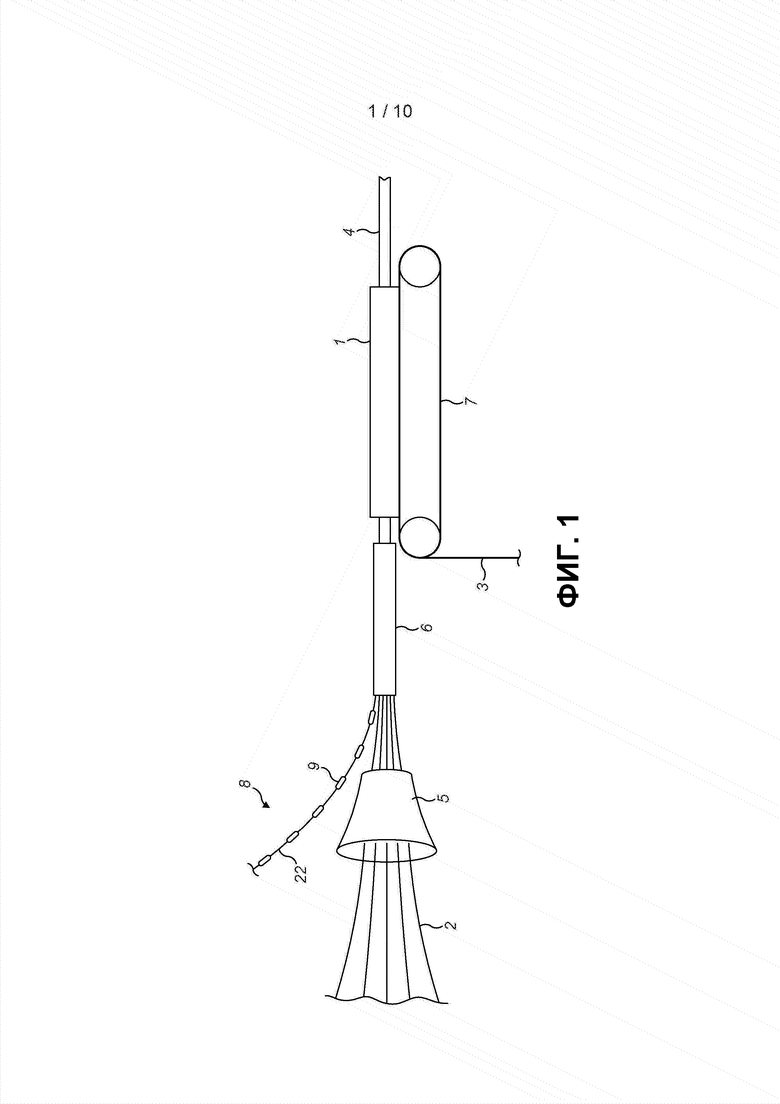
На фиг. 1 показан схематический вид машины для изготовления фильтровальных стержней для использования в изделиях табачной промышленности, таких как сигареты. Машина содержит гарнитуру 1, которая сконфигурирована для приема материала 2 фильтровальной пробки и упаковочного материала 3 для фильтра для формирования непрерывного обернутого фильтровального стержня 4. В процессе работы фильтровальный материал 2, обычно имеющий вид фильтровального жгута из ацетата целлюлозы, сматывается с источника (на чертеже не показан), растягивается в комплекте вытяжных роликов (на чертеже не показаны) и сжимается с помощью набивного патрубка 5. Набивной патрубок 5 направляет воздух и фильтровальный жгут 2 в формующую направляющую 6, которая заставляет жгут принимать форму стержня, прежде чем он попадет в гарнитуру 1 для обертывания.
Непрерывная лента 7 гарнитуры подает оберточную бумагу 3 для фильтров в гарнитуру 1. Гарнитура 1 имеет такую форму, что лента 7 и оберточная бумага 3 для фильтров обертывают жгут 2, при этом оберточная бумага 3 для фильтров приклеивается к стержню фильтровального материала, образуя непрерывный обернутый фильтровальный стержень 4. Во время последующей непоказанной на чертеже операции непрерывный фильтровальный стержень 4 разрезают на отдельные отрезки фильтровального стержня для соединения с изделием табачной промышленности, таким как сигарета.
Сборка 8 добавок, содержащая дискретные порции 9 добавки, такие как блистеры 9 с добавкой, сконфигурирована для вставки в жгут фильтровального волокна 2. Расстояние между блистерами 9 в сборке 8 добавок задается таким образом, чтобы отдельные отрезки фильтровальных стержней содержали один блистер 9 в заданном осевом положении. Блистеры 9 с добавками могут содержать воду или другую дополнительную субстанцию, такую как ароматизаторы, органолептические вещества или вещества, модифицирующие дым. При использовании изделия табачной промышленности, содержащего блистер 9 в фильтрующем стержне, взрослый пользователь может раздавить блистер 9 для высвобождения дополнительной субстанции путем приложения давления к фильтровальному стержню снаружи до тех пор, пока внутреннее давление не приведет к разрыву блистера 9.
Сборка 8 добавок представляет собой цепочку 22 блистеров 9, содержащих добавку. Как показано на фиг. 1, цепочка 22 блистеров 9 подается в машину для изготовления фильтровальных стержней, предпочтительно между набивным патрубком 5 и формующей направляющей 6. По мере сжатия жгута 2 в форме стержня в формующей направляющей 6, он смыкается вокруг блистеров 9 для протягивания цепочки 22 через гарнитуру 1. В результате блистеры 9 полностью утоплены в непрерывный фильтровальный стержень 4 с равными интервалами между ними.
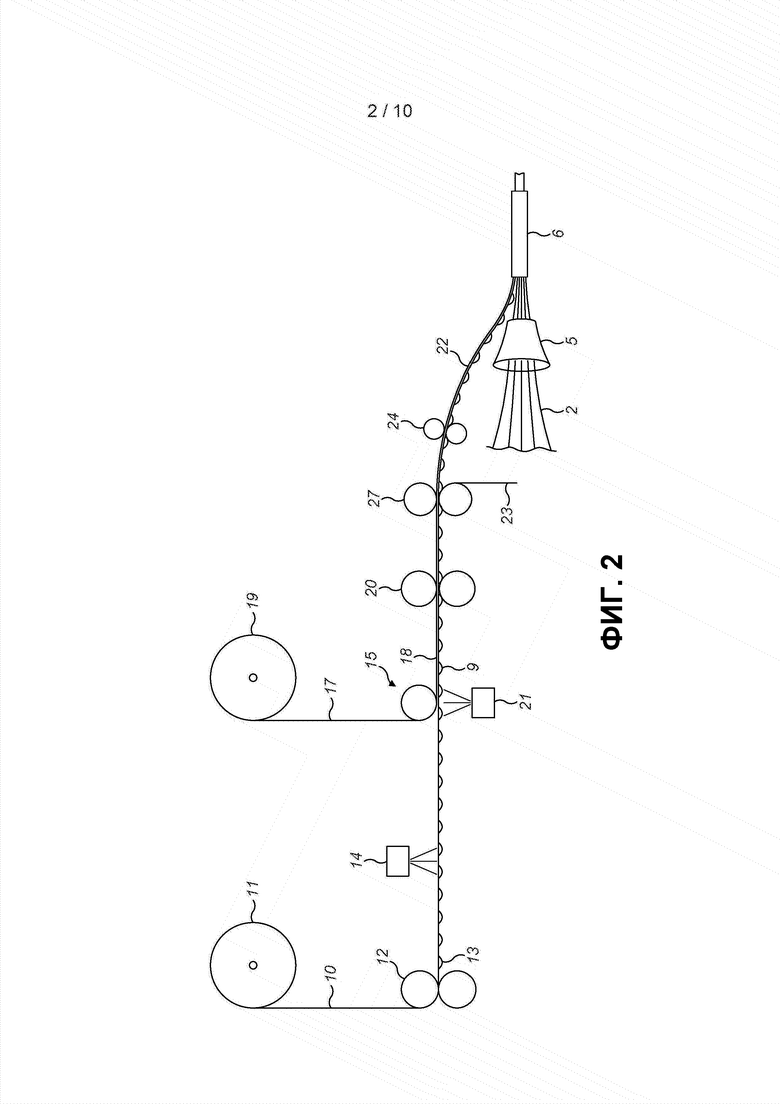
На фиг. 2 показана подготовка сборки 8 добавок в одном из вариантов осуществления изобретения. Первый лист материала 10 сматывают с барабана 11 посредством комплекта тиснильных валов 12. Тиснильные валы 12 сматывают лист материала 10 с барабана 11 и наносят тиснение на лист 10 в виде множества карманов 13. Конкретный рисунок карманов 13 нанесен на поверхность одного из валов 12 в виде ряда выступов, а на поверхность других валов 12 – в виде ряда соответствующих оттисков. Когда первый лист материала 10 проходит через валы 12, выступы и оттиски соприкасаются на границе между валами 12, захватывая лист 10 между ними и пластически выдавливая в нем массив карманов 13.
Первый лист материала 10 с тиснеными карманами 13 проходит на станцию 14 заполнения добавкой, где карманы 13 заполняются добавкой. Станция 14 заполнения добавкой может содержать набор сопел, которые могут точно дозировать добавку в каждый из карманов 13, например, активируя каждое из сопел в соответствии с прохождением карманов 13 через станцию 14 заполнения. В качестве альтернативы сопла могут создавать туман добавки, который оседает на листе 10 и заполняет карманы 13. Избыток добавки может удаляться с поверхности листа 10 с помощью скребка (на чертеже не показан), расположенного ниже по потоку относительно сопел.
После того заполнения карманов 13, лист 10 проходит к станции 15 запечатывания, где карманы 13 запечатываются с образованием блистеров 9. Процесс запечатывания включает в себя непрерывную подачу второго листа 17 поверх первого листа 10, тем самым закрывая заполненные добавкой карманы, чтобы образовывать блистеры 9, заполненные добавкой. Первый и второй листы 10, 17 соединяются вместе, например, путем нагрева, образуя полотно 18.
Второй лист 17 сматывается со второго барабана 19 парой приводных роликов 20. Первый и второй листы 10, 17 вытягивают параллельно друг другу перед тем, как совместно пройти через приводные ролики 20. Приводные ролики 20 могут снабжаться рядом карманов на их поверхности, которые соответствуют форме блистеров 9, сформированных в полотне 18, чтобы позволять блистерам 9, заполненным добавкой, проходить между роликами 20.
В одном из примеров приводные ролики 20 могут иметь нагреваемую поверхность для сплавления первого и второго листов 10, 17 друг с другом и образования полотна 18. В другом примере первый и второй листы 10, 17 могут проходить через источник 21 тепла, предназначенный для передачи тепла первому и второму листам 10, 17. Источник 21 тепла может представлять собой инфракрасный нагреватель, который облучает первый и второй листы 10, 17, заставляя их сплавляться вместе. Или, в другом примере, источник 21 тепла может быть конвекционным нагревателем, который локально нагревает воздух, при этом нагретый воздух передает тепло первому и второму листам 10, 17 посредством конвекции.
Тепло от источника 21 тепла может сплавлять первый и второй листы 10, 17 вместе посредством частичного расплавления по меньшей мере части первого и второго листов 10, 17. Первый и второй листы 10, 17 могут изготавливаться из обычного полимерного материала, так что частично расплавленные участки образуют однородный участок при охлаждении до твердого состояния. В качестве альтернативы, первый и/или второй листы 10, 17 могут снабжаться клеевым слоем или покрытием. Клеевой слой может содержать термоактивируемый клей, так что он склеивает первый и второй листы 10, 17 друг с другом после приложения тепла любым из описанных выше способов.
После формирования полотна 18 из первого и второго листов 10, 17, массив блистеров 9, сформированных в полотне 18, разрезают, чтобы сформировать цепочку 22 блистеров 9, содержащих добавку. Цепочка 22 может отделяться от остального полотна 23 отходов с помощью приводных роликов 24 цепочки блистеров и затем укладываться в ящик для последующего использования или подаваться непосредственно в фильтровальный жгут 2, как описано выше.
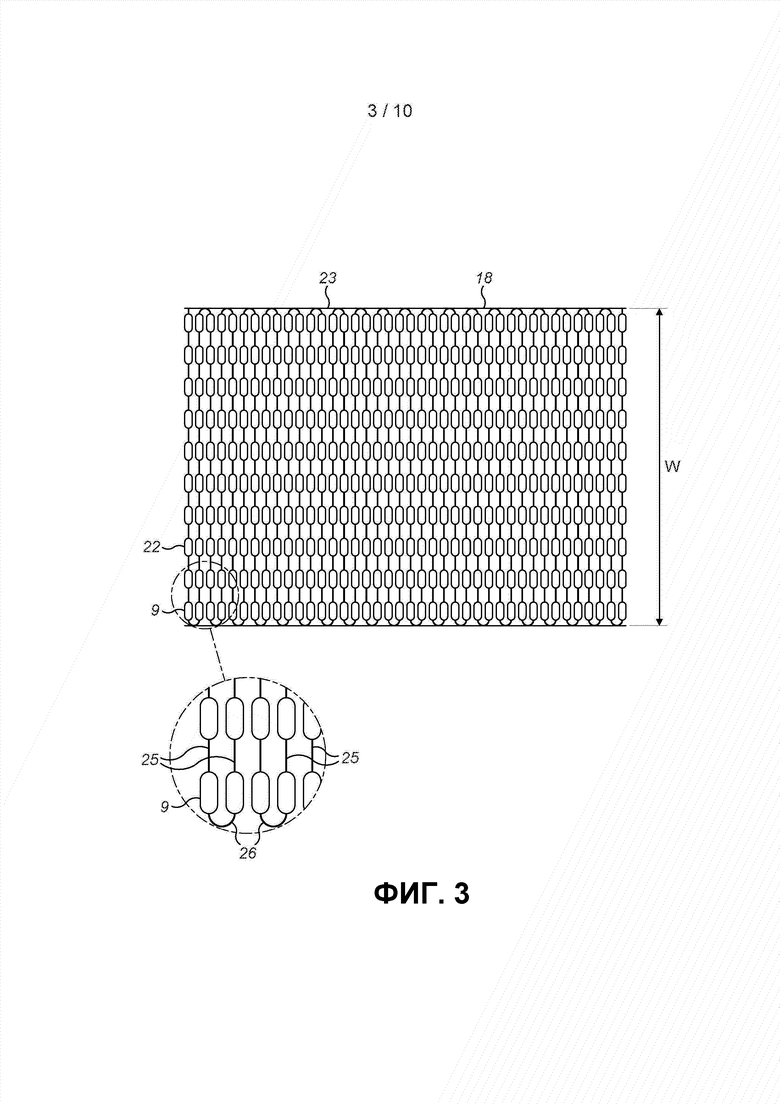
Чтобы увеличить производительность изготовления блистеров 9, массив карманов 13 содержит по меньшей мере два кармана 13, разнесенных на некоторое расстояние друг от друга по ширине первого листа 10. Это соответствует по меньшей мере двум блистерам 9, сформированным по ширине полотна 18 после запечатывания карманов 13 вторым листом 17. В предпочтительном варианте осуществления, по ширине W полотна 18 предусматривается множество блистеров 9, как показано на фиг. 3. Это позволяет изготавливать большое количество блистеров 9 за относительно короткий промежуток времени, но создает проблему преобразования массива блистеров 9 в отдельные блистеры 9, которые можно внедрять в фильтровальный жгут 2. Путем разрезания полотна 18 на цепочку 22 блистеров 9, блистеры 9 можно втягивать в фильтровальный жгут 2 с увеличенной скоростью. Например, приводные ролики 24 блистерной цепочки 22 будут двигаться с большей тангенциальной скоростью, чем приводные ролики 20 полотна 18. Такая увеличенная скорость учитывает необходимость распускания цепочки 22 по мере ее отрезания от полотна 18.
Точное расположение массива блистеров 9 может варьироваться, но предпочтительный пример показан на фиг. 3. В этом примере рисунок цепочки 22 блистеров, вырезанный в полотне 18, изгибается вперед и назад по ширине полотна 18 и содержит соединительные участки 25, 26, соединяющие соседние блистеры 9. Цепочка блистеров расположена столбцами, соединенными прямыми соединительными участками 25. Каждый столбец проходит по ширине W полотна 18. Концевые блистеры 9 в соседних столбцах соединены криволинейными соединительными участками 26.
Термин "криволинейный соединительный участок" означает, что криволинейные соединительные участки являются изогнутыми, когда они находятся в составе полотна 18, а не изогнуты просто в результате изгибания или деформации полотна 18 под действием силы тяжести или любой другой силы. Напротив, криволинейные соединительные участки 26 изогнуты, чтобы позволять рисунку блистерной цепочки изгибаться вперед и назад по ширине полотна 18. Т.е. можно сказать, что криволинейные соединительные участки 26 "сконфигурированы" таким образом, чтобы быть изогнутыми.
Криволинейные соединительные участки 26 должны вытягиваться в прямую линию, когда цепочка 22 блистеров разматывается для внедрения в материал 2 фильтровального жгута, как более подробно поясняется ниже.
В одном из примеров рисунок блистерной цепочки 20 вырезается в полотне 18 парой взаимодействующих режущих роликов 27, которые вдавливают рисунок в полотно 18, см. фиг. 2. Рисунок цепочки блистеров наносят на поверхность одного из двух режущих роликов 27 в виде лопастного выступа, другой из двух режущих роликов 27 может иметь тот же рисунок, нанесенный в виде соответствующего отпечатка, или, альтернативно, другой из двух роликов может иметь гладкую поверхность. Когда полотно 18 проходит между режущими роликами 27, лопастной выступ режет полотно 18 о поверхность другого из двух роликов 27 либо за счет взаимодействия с соответствующим оттиском, если он имеется, либо за счет прижимания полотна 18 к гладкой поверхности.
В другом примере рисунок блистерной цепочки получают с помощью лазерного резака (на чертеже не показан). Лазерный резак содержит головку, излучающую лазерный луч, расположенную непосредственно над или под полотном 18. Излучающая лазерная головка наносит рисунок цепочки блистеров путем сканирования вперед и назад по поверхности полотна 18 по мере его прохождения.
Одна конкретная проблема, связанная с распутыванием цепочки 22 блистеров, заключается в том, что соседние блистеры 9 по обе стороны от криволинейных соединительных участков 26 поворачиваются относительно друг друга. Это происходит из-за неравномерного распределения напряжения по криволинейному соединительному участку 26. Нейтральная ось N-N примерного криволинейного соединительного участка 26 показана на фиг. 4. Отсюда следует, что во время выпрямления материал, находящийся радиально снаружи относительно нейтральной оси N-N криволинейного соединительного участка 26 сжимается, в то время как материал, находящийся радиально внутри относительно нейтральной оси N-N, растягивается. Этот дисбаланс растяжения и сжатия порождает выходящее из плоскости усилие, которое поворачивает соседние блистеры 9 во время выпрямления.
Такой поворот соседних блистеров 9 не способствует цели контролируемой ориентации блистеров 9 при их внедрении в жгут 2. Одна из причин упомянутой цели – обеспечение вращательного выравнивания блистеров 9, которые имеют не совсем круглое сечение, с визуальным индикатором на оберточной бумаге 3 для фильтров. Обращаясь к фиг. 5, можно видеть, что блистеры 9 имеют вид полукруга в сечении; круглый участок, образован карманом 13 в первом листе 10, в то время как второй лист 17 определяет плоскую поверхность 17, которая закрывает карман, как показано на фиг. 5.
Отсутствие круглой формы блистеров 9 означает, что прочность на разрыв любого данного блистера 9 будет зависеть от того, в каком месте блистера 9 прикладывается давление при использовании. Поэтому желательно иметь визуальный индикатор на оберточной бумаге 3 фильтра, чтобы подсказать пользователю, в каком месте необходимо прикладывать давление, чтобы раздавить содержащийся внутри блистер 9. Чтобы обеспечить совмещение такого визуального индикатора с оптимальным местом для приложения давления к блистерам 9, необходимо контролировать ориентацию блистеров 9 по мере их подачи в материал фильтровального жгута 2. Другими словами, предполагается, что каждая плоская поверхность 17 каждого блистера 9 остается в плоскости во время распутывания цепочки 22 блистеров. Соответственно, криволинейные соединительные участки 26 цепочек 22 блистеров 9 имеют компенсационную геометрию, которая позволяет выпрямлять криволинейные соединительные участки 26 без возникновения вращающего усилия на блистерах 9.
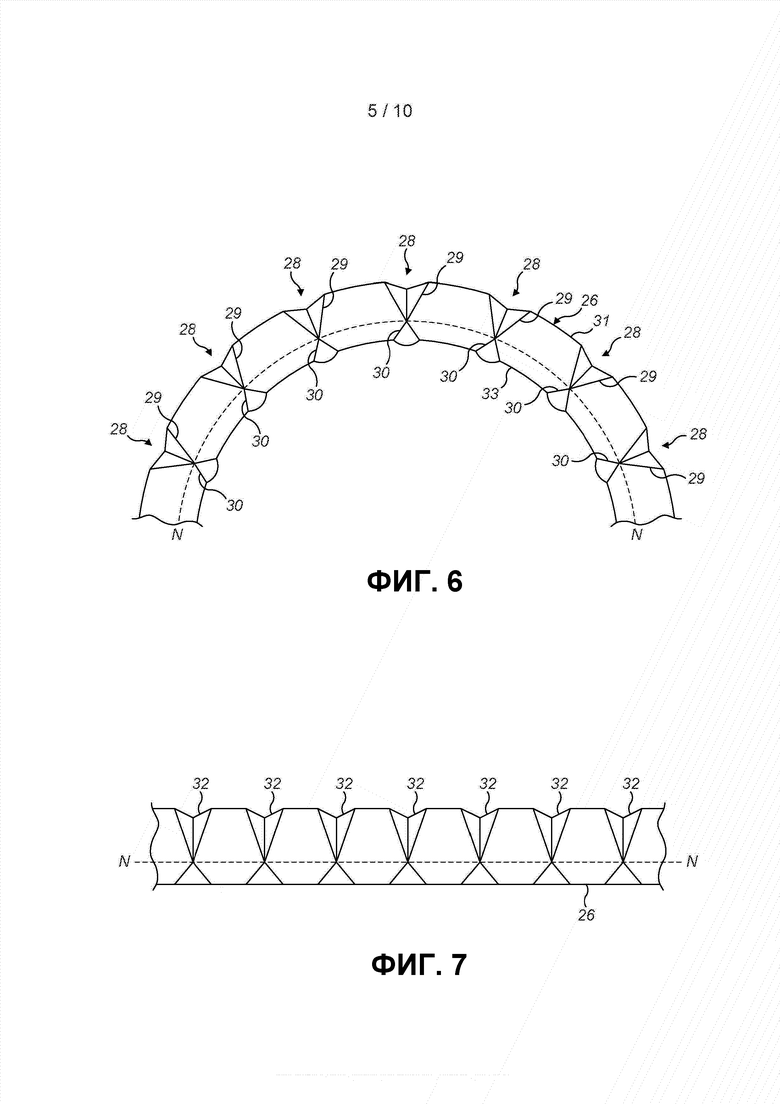
В одном из примеров, показанном на фиг. 6, компенсационная геометрия включает в себя гофрированные секции 28 криволинейного соединительного участка 26. Гофрированные секции 28 могут выдавливаться на полотне 18 с помощью приводных роликов 20 или отдельной пары роликов для гофрированного тиснения (на чертеже не показаны). В любом случае конкретный рисунок гофрированных секций 28 нанесен на поверхность одного из роликов в виде ряда выступов, а на поверхность другого из роликов – в виде ряда соответствующих оттисков. Когда полотно 18 проходит между роликами, выступы и оттиски сопрягаются друг с другом на границе раздела между роликами, захватывая полотно 18 между ними для пластического тиснения гофрированных секций 28. Желательно, чтобы тиснильные ролики имели на своей поверхности карманы для размещения блистеров 9, когда они проходят между роликами.
В качестве альтернативы, гофрированные секции 28 могут рельефно печататься лазером на полотне 18. Такой процесс предусматривает облучение области тиснения лазером (на чертежах не показан). Облучаемая область частично плавится и растягивается, что имеет почти такой же эффект, как если бы область была подвергнута тиснению с использованием тиснильных валов, как описано выше. Степень растяжения можно контролировать с помощью лазера. Лазер также можно использовать для частичного расплавления поверхности полотна 18 с образованием линии сгиба или чего-либо подобного, так что с помощью одной лазерной установки может быть сформирован рисунок линий сгиба и тисненых областей. Лазер может содержать лазерную головку (на чертеже не показана), расположенную непосредственно над или под полотном 18, которая вычерчивает рисунок тиснения путем сканирования вперед и назад по поверхности полотна 18 по мере его прохождения. Лазерное тиснение работает особенно хорошо, когда первый и второй листы 10, 17 полотна 18 изготовлены из полимерного материала.
Следует учитывать, что процесс тиснения гофрированных секций 28 в полотне 18 должен согласовываться с процессом нарезания блистерной цепочки 22, чтобы гарантировать, что гофрированные секции 28 сформированы вокруг криволинейных соединительных участков 26, как показано на фиг. 6.
Обращаясь, по-прежнему, к фиг. 6, гофрированные секции 28 могут иметь первое расположение линий 29 сгиба, сконфигурированное для облегчения сжатия материала в радиальном направлении наружу относительно нейтральной оси N-N криволинейного соединительного участка 26; и второе расположение линий 30 сгиба, сконфигурированное для ослабления натяжения материала в радиальном направлении внутрь относительно нейтральной оси N-N.
Линии 29, 30 сгиба продолжаются радиально от точек, расположенных на криволинейном соединительном участке 26, предпочтительно на нейтральной оси N-N криволинейного соединительного участка, как показано на чертежах.
Первые расположения линий 29 сгиба продолжаются радиально от точки к внешнему краю 31 соответствующего криволинейного соединительного участка. Каждое из первого расположения линий сгиба содержит по меньшей мере две линии сгиба, но предпочтительно по меньшей мере три линии сгиба. Когда криволинейные соединительные участки 26 выпрямляются, материал, ограниченный линиями сгиба, выгибается из плоскости изгиба соответствующего криволинейного соединительного участка 26, образуя небольшие пирамидальные гребни 32, которые уменьшают сжимающее усилие в материале за пределами нейтральной оси. Наиболее четко это показано на фиг. 7, на котором показан выпрямленный криволинейный соединительный участок 26.
Второе расположение линий 30 сгиба продолжается радиально от точки к внутреннему краю 33 соответствующего криволинейного соединительного участка. Области материала, ограниченные вторым расположением линий 30 сгиба, растягиваются в процессе тиснения, чтобы обеспечить провисание криволинейного соединительного участка 26 радиально внутрь относительно нейтральной оси N-N. Когда криволинейные соединительные участки 26 выпрямляют, провисание устраняется, уменьшая количество материала, которое необходимо растянуть и уменьшая натяжение в радиальном направлении внутрь относительно нейтральной оси N-N.
За счет уменьшения усилий растяжения и сжатия в криволинейных соединительных участках 26 во время выпрямления снижается склонность бластеров 9 по обе стороны от любого конкретного криволинейного соединительного участка 26 к скручиванию.
Хотя предпочтительно, чтобы каждый из криволинейных соединительных участков 26 содержал как первое, так и второе расположение линий 29, 30 сгиба, которые проходят с противоположных сторон нейтральной оси N-N; в другом примере криволинейные соединительные участки 26 содержат только одно из первого или второго расположений линий 29, 30 сгиба. В примерах, где используется только первое расположение линий 29 сгиба, предпочтительно, чтобы точки, из которых исходят линии 29 сгиба, располагались на нейтральной оси N-N. Однако они могут располагаться в другом месте, например, на внутренних краях 33 криволинейных соединительных участков, как показано в примере на фиг. 8.
В примерах, где предусмотрено только второе расположение линий 30 сгиба, также предпочтительно, чтобы точки, из которых исходят линии сгиба, располагались на нейтральной оси N-N. Однако они также могут располагаться снаружи от нейтральной оси, например, на внешних краях 31 криволинейных соединительных участков 26, как показано в примере на фиг. 9.
Следует понимать, что нейтральные оси N-N криволинейных соединительных участков 26 будут расположены ближе к внутренним краям 33, чем к внешним краям 31. Точное положение нейтральной оси определяется теорией изгиба криволинейной балки и очевидно специалисту в данной области.
Другой пример компенсационной геометрии, показанный на фиг. 10, содержит две линии 34 сгиба, каждая из которых расположена рядом с концами криволинейных соединительных участков 26. Линии 34 сгиба сконфигурированы таким образом, чтобы позволять криволинейным соединительным участкам 26 поворачиваться относительно блистеров 9, в то время как сами блистеры 9 остаются вращательно выровненными относительно друг друга, как показано на фиг. 11. Предпочтительно, чтобы линии 34 сгиба располагались под углом примерно 90 градусов к соответствующей ортогональной линии 35. Каждая ортогональная линия проходит от центральной точки P криволинейного соединительного участка 26 и, как показано, перпендикулярна другой ортогональной линии.
Другой пример компенсационной геометрии показан на фиг. 12. В этом примере криволинейные соединительные участки 26 образуют не полукруг, а меньший сегмент, так что каждый соединительный участок 26 поворачивается по меньшей дуге. Это приводит к меньшему изгибу криволинейных соединительных участков 26 по мере их выпрямления, что снижает склонность блистеров 9 по обе стороны от криволинейных соединительных участков к скручиванию. Однако этот пример приводит к большему количеству отходов.
Следует принимать во внимание, что дополнительное преимущество описанных выше систем сборок добавок состоит в том, что они обеспечивают равномерное распределение блистеров 9, подаваемых в фильтровальный жгут 2, причем расстояние между блистерами 9 определяется длиной соединительных участков 25, 26. Это важно, поскольку непрерывный фильтровальный стержень 4, который формируется в гарнитуре 1, позже разрезается на отдельные фильтровальные стержни в процессе резки, как упомянуто выше. Процесс резки должен согласовываться с внедрением блистеров 9, чтобы гарантировать, что каждый отдельный фильтровальный стержень содержит единственный блистер 9 в заданном положении по его длине.
Криволинейные соединительные участки 26 в распрямленном состоянии предпочтительно имеют такую же длину, что и прямые соединительные участки 25, чтобы упрощать определение точного положения блистеров 9 для успешного совмещения с процессом резки. Однако можно настроить процесс резки с учетом различий в длине соединительных участков 25, 26, если, например, требуются соединительные участки 25, 26 разной длины. Другой пример сборки добавок показан на фиг. 13. В этом примере криволинейные соединительные участки 26 длиннее, чем прямые соединительные участки 25, что позволяет блистерам 9 образовывать показанную на чертеже мозаику. Это позволяет формировать большее количество блистеров 9 на любом данном полотне 18 и сокращает количество отходов.
Следует иметь в виду, что изобретение не ограничивается описанной выше технологией формирования блистеров 9, при которой карманы 13 выдавлены в первом листе 10, заполнены добавкой и затем закрыты вторым листом 17. Важным аспектом изобретения является то, что массив дискретных порций 9 добавки формируется на полотне 18 материала для увеличения производительности изготовления порций 9 добавки. Это требует отрезания от полотна 18 цепочки 22 порций 9 добавки, имеющей криволинейные соединительные участки 26, которые распрямляются, когда цепочка 22 втягивается в фильтровальный жгут 2.
Например, в другом варианте осуществления, показанном на фиг. 14, сферические капсулы 36, содержащие добавку, находятся в бункере 37. Бункер 37 снабжен несколькими каналами (на чертеже не показаны), каждый из которых имеет дискретное отверстие, расположенное над полотном 38 материала. Отверстия выполнены с возможностью подачи капсул 36 на полотно 38 в виде массива, который имеет ширину по меньшей мере в две капсулы 36 по ширине полотна 38. Полотно 38 поддерживается внешней цилиндрической поверхностью карусели 39. Поверхность карусели содержит массив карманов 40, который соответствует массиву капсул 36, когда они выгружаются на полотно 38. Полотно 38 втягивается в карманы 40 с помощью вакуума, и на полотно 38 наносится клей. Затем капсулы 36 подаются в карманы 40, облицованные полотном, где они и остаются благодаря клею после схода полотна 38 с карусели 39.
Полотно 38, содержащее массив капсул 36, затем может пропускаться через режущие ролики 27, как объяснено выше, для получения цепочки 22 капсул 36 с добавкой, имеющей криволинейные соединительные участки 26.
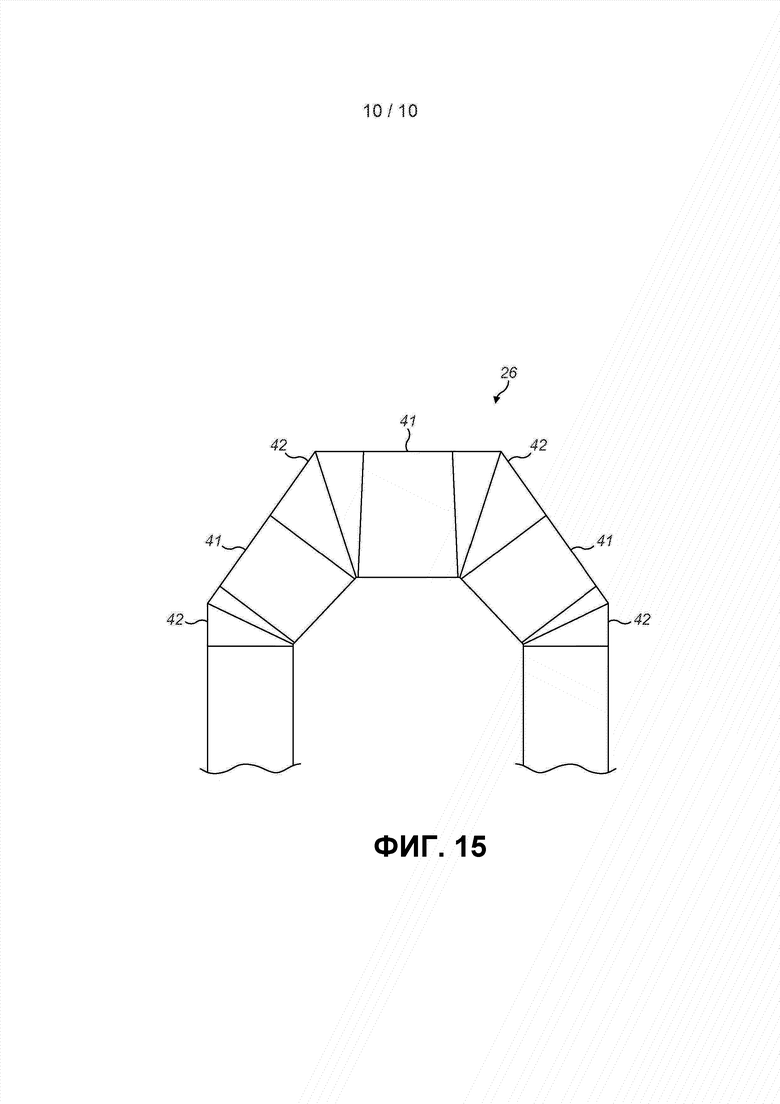
Хотя в описанных выше вариантах осуществления криволинейные соединительные участки 26 имеют, как правило, плавные формы, специалисту в данной области техники понятно, что плавная кривая не является существенной для изобретения, но является основным соображением при конструировании криволинейного соединительного участка 26, когда он является нелинейным. Например, в варианте осуществления, показанном на фиг. 15, криволинейные соединительные участки 26 содержат пять линейных секций 41, формирующих букву U. Однако можно использовать любое количество линейных секций 41, большее 1. В этом варианте осуществления компенсационная геометрия предусматривает гофрированные секции 42 между линейными секциями 41, которые выполнены с возможностью складывания гармошкой при приложении выпрямляющего усилия.
В контексте настоящего описания термин "изделие табачной промышленности" следует понимать как включающий в себя курительные изделия, содержащие горючие курительные изделия, такие как сигареты, сигариллы, сигары, табак для трубок или сигареты для самостоятельного скручивания (будь то на основе табака, производных табака, расширенного табака, восстановленного табака, заменителей табака или другого курительного материала), электронные курительные изделия, такие как электронные сигареты, нагревательные устройства, которые выделяют соединения из материалов субстрата без горения, такие как изделия для нагревания табака; и гибридные системы для создания аэрозоля из комбинации материалов субстрата, например гибридные системы, содержащие жидкость или гель или твердый субстрат.
В одном из вариантов осуществления изделие табачной промышленности представляет собой курительное изделие для сжигания, выбранное из группы, состоящей из сигареты, сигариллы и сигары.
В одном из вариантов осуществления изделие табачной промышленности представляет собой негорючее курительное изделие.
В одном из вариантов осуществления изделие табачной промышленности представляет собой нагревательное устройство, которое высвобождает соединения путем нагревания, но не сжигания материала субстрата. Материал может быть, например, табаком или другими нетабачными изделиями, которые могут содержать или не содержать никотин. В одном из вариантов осуществления нагревательное устройство представляет собой устройство для нагревания табака.
В другом варианте осуществления изделие табачной промышленности представляет собой гибридную систему для генерации аэрозоля путем нагревания, но не сжигания комбинации материалов субстрата. Материалы субстрата могут включать в себя, например, твердое вещество, жидкость или гель, которые могут содержать или не содержать никотин. В одном из вариантов осуществления гибридная система содержит жидкий или гелевый субстрат и твердый субстрат. Твердым субстратом может быть, например, табак или другие нетабачные изделия, которые могут содержать или не содержать никотин. В одном из вариантов осуществления гибридная система содержит жидкий или гелевый субстрат и табак.
Варианты осуществления изобретения описаны со ссылкой на изделия табачной промышленности, например сигареты. Однако следует понимать, что предлагаемые в настоящем изобретении упаковки могут альтернативно использоваться для изделий, не связанных с табачной промышленностью.
Для решения различных вопросов и развития уровня техники, в настоящем раскрытии рассмотрены различные варианты осуществления заявленного изобретения (изобретений), которые обеспечивают превосходную упаковку изделий табачной промышленности. Преимущества и отличительные признаки раскрытия относятся только репрезентативной выборке вариантов осуществления и не являются исчерпывающими и/или исключительными. Они представлены только для того, чтобы помочь в понимании и обучении заявленным отличительным признакам. Следует понимать, что преимущества, варианты осуществления, примеры, функции, отличительные признаки, конструкции и/или другие аспекты раскрытия не должны рассматриваться как ограничения изобретения, как оно определено формулой изобретения, или ограничениями эквивалентов формулы изобретения, и что могут быть использованы другие варианты осуществления, и могут быть сделаны изменения, не выходящие за рамки объема и/или сущности изобретения. Различные варианты осуществления могут соответственно содержать, состоять или состоять по существу из различных комбинаций раскрытых элементов, компонентов, функций, частей, этапов, средств и т.д. Кроме того, изобретение включает в себя другие изобретения, не заявленные в настоящее время, но которые могут быть заявлены в будущем.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И МАШИНА ДЛЯ ИЗГОТОВЛЕНИЯ ФИЛЬТРОВ ДЛЯ ТАБАЧНЫХ ИЗДЕЛИЙ | 2005 |
|
RU2375935C2 |
| ТАБАЧНЫЙ ФИЛЬТР | 2012 |
|
RU2594557C2 |
| ЖЕСТКАЯ УПАКОВКА ДЛЯ ТАБАЧНЫХ ИЗДЕЛИЙ | 2002 |
|
RU2276050C2 |
| ФИЛЬТР ТАБАЧНОГО ДЫМА | 2011 |
|
RU2603597C2 |
| Фильтр для табачного дыма | 2013 |
|
RU2631628C2 |
| КУРИТЕЛЬНОЕ ИЗДЕЛИЕ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2012 |
|
RU2605833C2 |
| ОБЕРТКА ДЛЯ ИЗДЕЛИЙ ТАБАЧНОЙ ПРОМЫШЛЕННОСТИ | 2018 |
|
RU2715790C1 |
| ПАЧКА ДЛЯ ИЗДЕЛИЙ ТАБАЧНОЙ ПРОМЫШЛЕННОСТИ | 2009 |
|
RU2519039C2 |
| КОМПОНЕНТ ИЗДЕЛИЯ ТАБАЧНОЙ ПРОМЫШЛЕННОСТИ И СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОНЕНТА ИЗДЕЛИЯ ТАБАЧНОЙ ПРОМЫШЛЕННОСТИ | 2019 |
|
RU2764977C1 |
| ИЗДЕЛИЕ, ГЕНЕРИРУЮЩЕЕ АЭРОЗОЛЬ, ИМЕЮЩЕЕ СТЕРЖЕНЬ С НЕСКОЛЬКИМИ ПРОДОЛЬНЫМИ ПРОДОЛГОВАТЫМИ ЭЛЕМЕНТАМИ ИЗ ТАБАЧНОГО МАТЕРИАЛА | 2018 |
|
RU2772853C2 |

Группа изобретений относится к способу подготовки сборки добавок, цепочке для вставки в фильтровальный жгут изделия табачной промышленности, способу изготовления изделий табачной промышленности и изделию табачной промышленности. Способ подготовки сборки добавок для вставки в фильтровальный жгут изделия табачной промышленности, включающий предоставление полотна (18), содержащего массив дискретных порций (9) добавки, расположенных в/на полотне, причем массив содержит столбцы по меньшей мере из двух дискретных порций (9) добавки по ширине полотна (18), формирование цепочки (22) дискретных порций (9) добавки в полотне (18), содержащей соединительные участки (25), которые соединяют соседние дискретные порции добавки в столбце массива, и соединительные участки (26), которые сконфигурированы нелинейными, чтобы соединять дискретные порции (9) добавки в соответствующих соседних столбцах массива. Обеспечивается возможность соединения соседних столбцов блистеров в массиве блистеров и, как следствие, увеличивается производительность соединения блистеров, позволяя соединить по меньшей мере два столбца блистеров по ширине полотна. 5 н. и 15 з.п. ф-лы, 15 ил.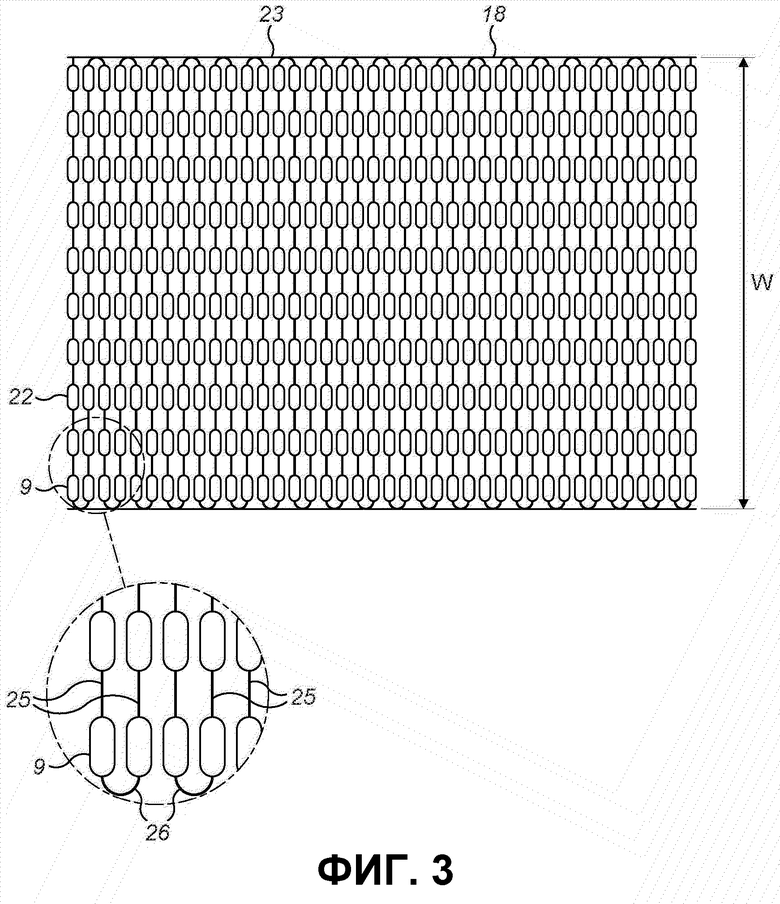
1. Способ подготовки сборки добавок для вставки в фильтровальный жгут изделия табачной промышленности, включающий в себя:
- предоставление полотна, содержащего массив дискретных порций добавки, расположенных в/на полотне, причем массив содержит столбцы по меньшей мере из двух дискретных порций добавки по ширине полотна;
- формирование цепочки дискретных порций добавки в полотне, содержащей:
- соединительные участки, которые соединяют соседние дискретные порции добавки в столбце массива; и
- соединительные участки, которые сконфигурированы нелинейными, чтобы соединять дискретные порции добавки в соответствующих соседних столбцах массива.
2. Способ по п. 1, дополнительно предусматривающий формирование массива дискретных порций добавки в полотне.
3. Способ по п. 2, в котором формирование массива дискретных порций добавки в полотне включает в себя:
- предоставление первого листа, содержащего массив карманов;
- внесение добавки в карманы; и
- предоставление второго листа, покрывающего первый лист, для герметизации карманов и формирования полотна.
4. Способ по п. 3, дополнительно предусматривающий формирование массива карманов в первом листе.
5. Способ по п. 4, в котором формирование массива карманов предусматривает пропускание первого листа между парой тиснильных валов для тиснения карманов в первом листе.
6. Способ по любому из пп. 3-5, в котором первый и второй листы пропускают в наложенном друг на друга состоянии между парой роликов, при этом по меньшей мере один ролик из пары роликов нагревают для сплавления первого и второго листов друг с другом.
7. Способ по любому из предшествующих пунктов, в котором формирование цепочки предусматривает пропускание полотна материала между парой режущих роликов для нарезания цепочки в полотне материала.
8. Способ по любому из пп. 1-6, в котором формирование цепочки предусматривает использование лазера для расплавления полотна вокруг дискретных порций добавки.
9. Способ по любому из предшествующих пунктов, в котором полотно материала выполнено из полимера.
10. Способ по любому из предшествующих пунктов, в котором соединительные участки, имеющие нелинейную конфигурацию, изогнуты.
11. Цепочка для вставки в фильтровальный жгут изделия табачной промышленности, содержащая дискретные порции добавки, связанные соединительными участками, при этом по меньшей мере один из соединительных участков имеет нелинейную конфигурацию.
12. Цепочка по п. 11, в которой дискретные порции добавки представляют собой блистеры, заполненные добавкой, и в которой блистеры имеют плоскую поверхность, причем плоские поверхности по меньшей мере двух соседних блистеров цепочки находятся в плоскостном выравнивании, при этом по меньшей мере два соседних блистера соединены по меньшей мере одним соединительным участком, имеющим нелинейную конфигурацию, и при этом по меньшей мере один соединительный участок, имеющий нелинейную конфигурацию, имеет компенсационную геометрию, сконфигурированную таким образом, чтобы после приложения выпрямляющего усилия по меньшей мере к одному соединительному участку, имеющему нелинейную конфигурацию, упомянутые плоские поверхности оставались в плоскостном выравнивании.
13. Цепочка по п. 12, в которой компенсационная геометрия содержит гофрированную секцию на соединительном участке, имеющем нелинейную конфигурацию.
14. Цепочка по п. 13, в которой гофрированная секция имеет тиснение или просечки на соединительном участке, имеющем нелинейную конфигурацию.
15. Цепочка по п. 14, в которой гофрированная секция имеет первые линии сгиба, сконфигурированные для облегчения сжатия в радиальном направлении наружу относительно нейтральной оси соединительного участка, имеющего нелинейную конфигурацию; и вторые линии сгиба, сконфигурированные для ослабления натяжения радиально внутрь относительно нейтральной оси.
16. Цепочка по п. 15, в которой первые линии сгиба продолжаются радиально от точки на нейтральной оси к внешнему краю соединительного участка, имеющего нелинейную конфигурацию, а вторые линии сгиба проходят радиально от упомянутой точки на нейтральной оси к внутреннему краю соединительного участка, имеющего нелинейную конфигурацию.
17. Цепочка по п. 16, в которой материал, ограниченный вторыми линиями сгиба, предварительно растянут для обеспечения провисания соединительного участка, имеющего нелинейную конфигурацию, между нейтральной осью и внутренним краем.
18. Способ изготовления изделия табачной промышленности с использованием цепочки порций добавки по любому из пп. 11-17, предусматривающий:
- втягивание цепочки дискретных порций добавки в материал табачной промышленности;
- формование материала табачной промышленности в виде непрерывного стержня;
- обертывание материала табачной промышленности оберточным материалом.
19. Изделие табачной промышленности, включающее в себя фильтр, содержащий дискретную порцию добавки, причем дискретная порция добавки прикреплена к соединительному участку, имеющему нелинейную конфигурацию.
20. Изделие табачной промышленности, содержащее фильтр с двумя дискретными порциями добавки, внедренными в него, при этом дискретные порции добавки прикреплены друг к другу посредством соединительного участка, имеющего нелинейную конфигурацию.
| Способ защиты переносных электрических установок от опасностей, связанных с заземлением одной из фаз | 1924 |
|
SU2014A1 |
| Изложница с суживающимся книзу сечением и с вертикально перемещающимся днищем | 1924 |
|
SU2012A1 |
| Способ защиты переносных электрических установок от опасностей, связанных с заземлением одной из фаз | 1924 |
|
SU2014A1 |
| СИГАРЕТНЫЙ ФИЛЬТР И СИГАРЕТА | 2011 |
|
RU2550333C2 |
