Изобретение относится к области строительства, а именно к изготовлению конструкций и сооружений с предварительным напряжением арматуры.
Известен способ натяжения арматуры на упоры, состоящий из натяжения арматуры и фиксирования ее концов в бетоне анкерами. (А.К. Третьяков, М.Д. Рожненко. М.: Высшая школа, 1982 г., стр. 76-78).
Недостаток данного способа натяжения состоит в том, что в бетоне нужно предусматривать и оставить гнезда для анкеров, анкеры находятся на натянутой арматуре и их нужно закрепить на арматуре гидравлическими клещами и сжать на арматуре, делать это на натянутой арматуре - это нарушение ТБ. Когда анкер входит в подготовленное гнездо, то снижается натяжение арматуры, и это с двух концов арматуры, арматура сжимается и увеличивается в диаметре, бетон между утолщениями также сжимается и таким образом вокруг арматуры возникает зона распора бетона, что приводит к трещинам. Также следует учесть, что сокращение по длине арматуры нарушает контакт арматуры с бетоном (расстояние между утолщениями сокращается), что снижает качество изделия.
Наиболее близким, по нашему мнению, является способ натяжения и фиксирования канатной арматуры когда после насаживания анкерной гильзы на арматуру сначала производят опрессовку гильзы по всей длине, на поверхность гильзы на участке длиной не менее 0,8 диаметра гильзы наносят резьбу, затем осуществляют натяжение арматуры, после чего устанавливают на гильзу с упором в торец конструкции гайку и производят передачу усилия натяжения арматуры на конструкцию. (Патент 2134759 «Способ натяжения и фиксирования канатной арматуры» В.Г. Асатрян, ВНИИЖБ от 21.04.1998 г.)
Недостатком данного способа является - гильзу опрессовывают на канате, а затем нарезают резьбу (видимо, при опрессовке нарушаются геометрические ее размеры), лерку для нарезания резьбы нужно продевать через канат (вдоль каната), резьба ослабляет гильзу, для нарезки резьбы гильзу следует закрепить в тисы, а это надо сделать совместно с канатом, нетехнологично и дорого. Крепление гильзы гайкой, которая предотвращает продергивание арматуры, постоянно под натяжением, коррозией и усталостью металла, надежность весьма проблематична, ведь изделие рассчитано на срок службы не менее 40-50 лет.
Целью предлагаемого изобретения является повышение технологичности фиксации натяжения арматуры в конструкциях и сооружениях.
Поставленная цель достигается тем, что анкеры располагают во внутренней зоне формы с возможностью свободно перемещаться по арматуре, а после натяжения арматуры анкеры приближают к внутренним стенкам бортов и закрепляют их на арматуре путем нагрева, притом, что анкеры изготовлены из металла с памятью формы.
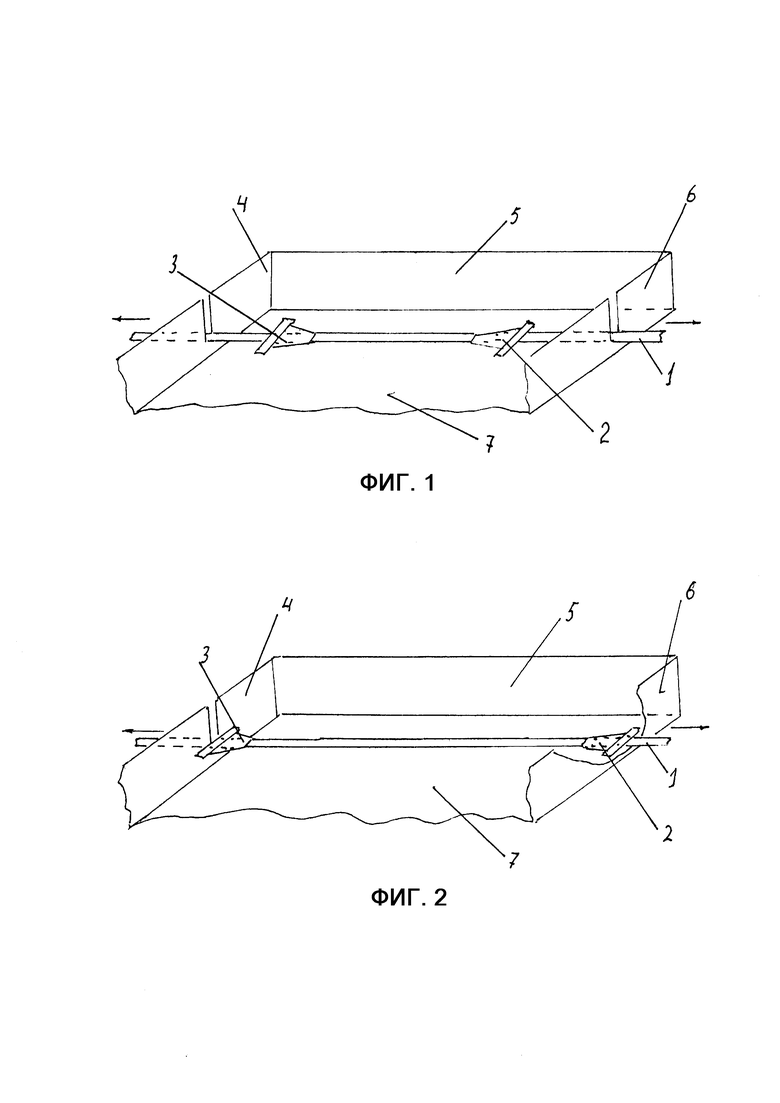
Предлагаемое изобретение поясняется чертежом, где Фиг. 1: 1 – арматура, 2-3 – анкеры, изготовленные из металла с памятью формы, и могут свободно перемещаться вдоль арматуры - 1, 4-5-6 – борта формы, 7 – поддон.
Фиг. 2 тоже, что и на фиг. 1, но анкеры приближены к внутренним стенкам бортов 4 и 6.
Предложенное изобретение работает следующим образом: каждый анкер 2 и 3, изготовленный из металла с памятью формы, деформируют при низкой температуре таким образом, чтобы его внутренний диаметр был больше диаметра арматуры - 1, продевают арматуру через анкер таким образом, чтобы они (анкеры) находились внутри формы, затем производят натяжение арматуры до предусмотренных проектом величин, анкеры 2 и 3 приближают к внутренним стенкам бортов 4 и 6 и после нагрева (ток) выше температуры обратного мартенситового превращения внутренний диаметр анкера восстанавливается до того диаметра, который анкер имел до расширения и надежно фиксируется на арматуре, предотвращая ее продергивание – Фиг. 2. Заполняют форму бетоном и после набора бетоном прочности 70% от проектной, арматуру обрезают и изделие готово к эксплуатации.
Преимущество данного способа состоит в том, что упрощается технология фиксации арматуры анкером, натяжение арматуры до рабочих параметров не ослабляется вставкой анкеров в гнезда изделия, а это 5-7 см с каждой стороны изделия, следует отметить и то, что при таком способе нарушается связь арматуры с бетоном и происходит распор (арматура утолщается, утолщения (бетон между утолщениями на арматуре) выдавливаются), все это приводит к трещинам в изделии, не нарушается ТБ, борта формы можно изготавливать без шарниров, что снижает цену и повышает прочность формы.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОДЕВАНИЯ АРМАТУРНЫХ ЭЛЕМЕНТОВ В КАНАЛЫ | 2020 |
|
RU2774250C2 |
| СПОСОБ НАТЯЖЕНИЯ АРМАТУРНОГО ЭЛЕМЕНТА В ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЯХ | 2020 |
|
RU2778369C2 |
| СПОСОБ НАТЯЖЕНИЯ АРМАТУРЫ, ИЗГОТОВЛЕННОЙ ИЗ МЕТАЛЛА С ПАМЯТЬЮ ФОРМЫ, В ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЯХ | 2020 |
|
RU2765004C2 |
| ЗАХВАТ ДЛЯ СТЕРЖНЕВОЙ АРМАТУРЫ С НЕРАВНОМЕРНЫМ НАТЯЖЕНИЕМ ПО ДЛИНЕ | 2021 |
|
RU2774252C1 |
| СПОСОБ НАТЯЖЕНИЯ АРМАТУРЫ ЭЛЕКТРОТЕРМИЧЕСКИМ МЕТОДОМ | 2020 |
|
RU2774249C2 |
| СПОСОБ НАТЯЖЕНИЯ АРМАТУРЫ ЭЛЕКТРОТЕРМИЧЕСКИМ МЕТОДОМ | 2020 |
|
RU2770963C2 |
| СПОСОБ ВОЗВЕДЕНИЯ МОНОЛИТНОГО ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННОГО ЖЕЛЕЗОБЕТОННОГО КАРКАСА ЗДАНИЯ | 2008 |
|
RU2384675C1 |
| СПОСОБ НАТЯЖЕНИЯ АРМАТУРНОГО ЭЛЕМЕНТА С АНКЕРНОЙ ГИЛЬЗОЙ | 1995 |
|
RU2098572C1 |
| СПОСОБ НАТЯЖЕНИЯ И ФИКСИРОВАНИЯ КАНАТНОЙ АРМАТУРЫ | 1998 |
|
RU2134759C1 |
| СПОСОБ ВОЗВЕДЕНИЯ МОНОЛИТНОГО ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННОГО ЖЕЛЕЗОБЕТОННОГО КАРКАСА ЗДАНИЯ | 2008 |
|
RU2382852C1 |
Изобретение относится к области строительства, а именно к изготовлению конструкций и сооружений с предварительным напряжением арматуры. Технический результат – упрощение технологии натяжения и фиксации арматуры. Предварительно изготавливают анкеры из металла с памятью формы, деформируют их при низкой температуре и располагают во внутренней зоне формы с возможностью свободного перемещения по арматуре. Затем осуществляют натяжение арматуры до проектной величины. После чего анкеры приближают к внутренним стенкам бортов формы и нагревают для фиксации на арматуре. 2 ил.
Способ натяжения арматуры в форме, характеризующийся тем, что изготавливают анкеры из металла с памятью формы, деформируют их при низкой температуре и располагают во внутренней зоне формы с возможностью свободного перемещения по арматуре, затем осуществляют натяжение арматуры до проектной величины, после чего анкеры приближают к внутренним стенкам бортов формы и нагревают для фиксации на арматуре.
| УПЛОТНЕНИЕ ДЛЯ ЧЕРНИЛЬНОГО КАРТРИДЖА СТРУЙНОГО ПРИНТЕРА | 2006 |
|
RU2358880C2 |
| СПОСОБ НАТЯЖЕНИЯ АРМАТУРЫ, ИЗГОТОВЛЕННОЙ ИЗ МЕТАЛЛА С ПАМЯТЬЮ ФОРМЫ, В ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЯХ | 2020 |
|
RU2765004C2 |
| СПОСОБ СОЗДАНИЯ ПРЕДВАРИТЕЛЬНОГО НАПРЯЖЕНИЯ В ЖЕЛЕЗОБЕТОННОЙ КОНСТРУКЦИИ | 1990 |
|
RU2020233C1 |
| СПОСОБ НАТЯЖЕНИЯ И ФИКСИРОВАНИЯ КАНАТНОЙ АРМАТУРЫ | 1998 |
|
RU2134759C1 |

