Изобретение относится к строительству и может быть использовано для изготовления преднапряженных железобетонных изделий.
Известен «Способ изготовления предварительно-напряженной ЖБ балки», когда участки арматурных стержней, которые следует подвернуть предварительному растяжению или сжатию, оставляются обнаженными и после набора бетоном достаточной прочности с помощью навинченных на арматурные стержни муфт осуществляется предварительное сжатие арматуры на сжимаемых от внешней нагрузки участках арматуры и предварительное растяжение - на растянутых, при этом в зоне действия предварительного сжимающего напряжения в арматуре, имеющей сцепление с бетоном, последний не подвергается предварительному растяжению. (Патент РФ №2170312 «Способ изготовления предварительно-напряженной железобетонной балки» автор Р.Л. Маилян, Д.Р Маилян. Опублковано 10.07.2001 г)
Недостатком такой технологии по изготовлению предварительно-напряженной железобетонной балки является сложность соединения арматуры муфтами, закрутку муфт сложно механизировать, невозможность контролировать качество натяжения арматуры, сложность и том, что работы по скрутки муфт надо осуществлять снизу конструкции - нарушение ТБ, наличие муфт приводит к увеличению защитного слоя, приводит к утяжелению конструкции и повышению цены. В преднапряженном ЖБ, желательно чтобы все ветви арматуры по всей их длине работали синхронно, но наличие муфт не могут этому способствовать, муфты удорожают ЖБ конструкцию и понижают ее надежность.
Наиболее близким, по нашему мнению, является электротермический способ натяжения арматуры, когда арматурные стержни нагретые с помощью электрического тока растягиваются, фиксируются в жестких упорах, которые препятствуют укорочению арматуры при остывании (А.К. Третьяков, М.Д. Рожненко «Арматурные м бетонные работы» М. «Высшая школа»1982 год стр 86)
Недостатком такого способа является нагрев арматуры по всей ее длине, большие затраты электроэнергии, концевые части арматуры, которые не участвуют в удлинении и сжатии при изменении нагрузки на ЖБ изделие тоже испытывают преднапряжение и что бы они не сдвинулись со своих мест, их анкеруют, что усложняет работу и увеличивает стоимость.
Целью предлагаемого изобретения является создание ЖБ изделия с неравномерным преднапряжением вдоль арматурных стержней.
Поставленная цель достигается тем, что нагреву и растяжению подвергается только та часть арматуры, которая подвергается наибольшему растяжению.
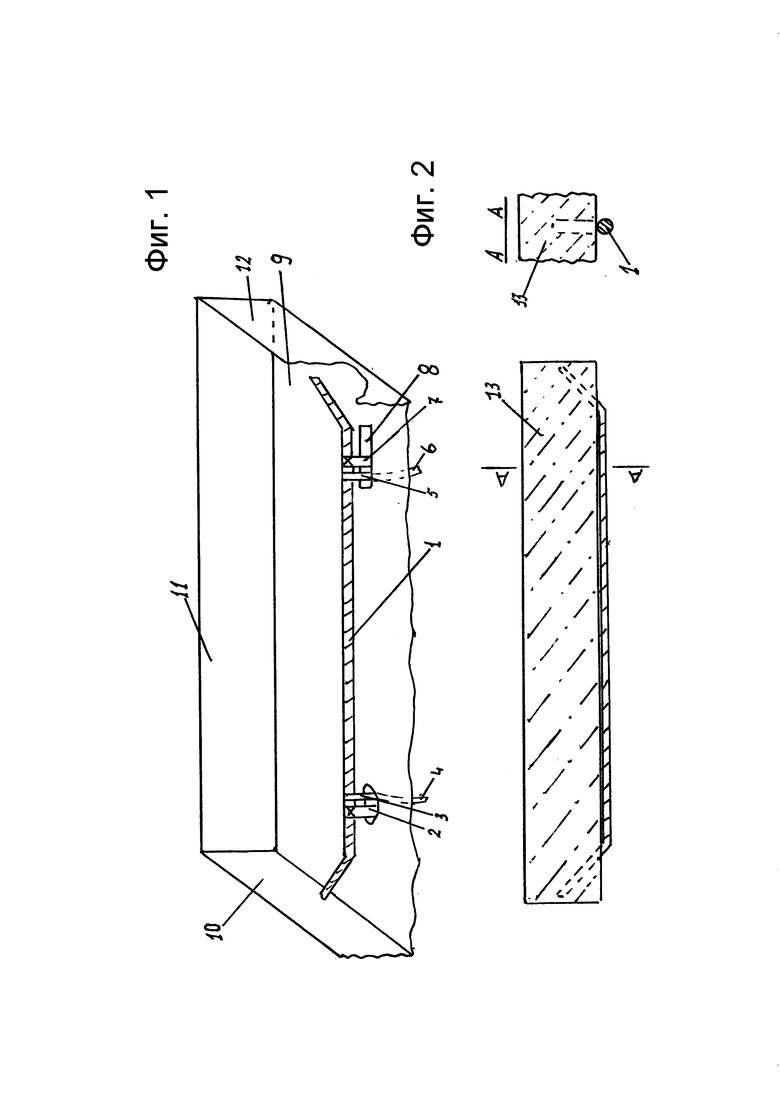
Предлагаемое изобретение поясняется чертежами Фиг-1 1 - арматура, 2 - неподвижный стопор с захватом арматуры - 1, 3 - клемма соединяющая арматуру-1 с электропроводом - 4, 5 - клемма соединяющая арматуру-1 с электропроводом - 6, 7 - захват арматуры-1 который может двигаться вправо для натяжения арматуры - 1 (той части арматуры, которая подвергается наибольшему растяжению при работе жб изделия), 8 - отверстие для движения захвата - 7 с клеммой - 5, 9 - поддон формы, 10-11-12-борта формы. Фиг-2 1 - арматура, 13 - бетон. (готовое изделие)
Предлагаемое изобретение работает следующим образом: на клеммы 3 и 5 подается напряжение, после нагрева арматуры-1 на расстоянии между клеммами 3-5, арматура нагревается до проектной величины (это, как правило 400-500 град. и время от 1 до 3 минут). Затем захват арматуры - 7 движется вправо до проектной отметки, фиксируется (движущий механизм на чертеже не показан), клеммы 3 и 5 отсоединяются, арматура остывает и форма заполняется бетоном. После того как бетон наберет 75% своей прочности неподвижный стопор - 2 и захват арматуры - 7 освобождают арматуру, остаточное натяжение передается на концы арматуры. Если же арматура прямая и защищена от коррозии защитным слоем из бетона то тогда следует в защитном слое оставлять окна для отсоединения стопоров.
Преимущества предлагаемого изобретения: - не надо нагревать всю арматуру - экономия электричества, экономия заготовок арматуры - арматуру заготавливают меньшей длины чем само жб изделие, а затем при нагревании она удлиняется до проектной величины, диаметр арматуры на ее концах не изменяется - лучше схватывание с бетоном, процесс натяжения происходит быстрее чем при традиционном способе, концы арматуры надежно ее фиксируют (они же не натянуты) и не надо их анкеровать, при таком способе натяжения арматуры отсутствует выгиб ЖБ изделия в обратную сторону, если арматура защищена слоем бетона то для ее освобождения от клемм и стопоров следует оставлять окна в защитном слое и затем их бетонировать.
Изобретение относится к строительству. При осуществлении способа натяжения арматуры электротермическим методом при изготовлении железобетонных изделий арматуру размещают в форме, закрепляют на ней на расстоянии от ее концов неподвижный стопор с захватом и подвижный захват с последующим подсоединением к арматуре клемм, ограничивая часть арматуры, подверженную наибольшему растяжению при работе железобетонного изделия, для нагрева этой части арматуры. После чего передвигают подвижный захват до проектной отметки для растяжения арматуры и снимают клеммы. После остывания форму заполняют бетоном, по достижении которым 75% прочности снимают неподвижный стопор с захватом и подвижный захват. 2 ил.
.
Способ натяжения арматуры электротермическим методом при изготовлении железобетонных изделий, характеризующийся тем, что арматуру размещают в форме, закрепляют на ней на расстоянии от ее концов неподвижный стопор с захватом и подвижный захват с последующим подсоединением к арматуре клемм, ограничивая часть арматуры, подверженную наибольшему растяжению при работе железобетонного изделия, для нагрева этой части арматуры, после чего передвигают подвижный захват до проектной отметки для растяжения арматуры и снимают клеммы, а после остывания форму заполняют бетоном, по достижении которым 75% прочности снимают неподвижный стопор с захватом и подвижный захват.
| Устройство для электротермического натяжения стержневой снабженной на концах головками арматуры железобетонных изделий | 1958 |
|
SU131488A1 |
| Способ изготовления железобетонных конструкций | 1982 |
|
SU1028820A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННОЙ ЖЕЛЕЗОБЕТОННОЙ БАЛКИ | 1999 |
|
RU2170312C1 |
| Способ электронапряжения железобетонных конструкций | 1946 |
|
SU76815A1 |
| JP 2004225472 A, 12.08.2004 | |||
| ЛЕВИ С.С., А.А.ФОЛОМЕЕВ | |||
| Арматурные работы | |||
| М.: Высшая школа, 1968, с.16, 17, рис.3. | |||

