Изобретение относится к строительству и может быть использовано для изготовления преднапряженных железобетонных изделий.
Известен способ для одновременного изготовления большого числа преднапряженных конструкций, в частности плит и балок у которого между двумя натяжными упорами расположена установка, движущаяся по рельсам, состоящая из формы со сьемными боковыми стенками, лежащей на рессорах, и вибрирующего механизма, находящегося под формой. В нижней части установки имеются откидные стелажи для укладки готовых ЖБ конструкций. Упоры с натяжными приспособлениями устанавливаются на такой высоте, чтобы передвижная форма и вибрирующие приспособления находились под натянутой арматурой. (Ганс Мелль «Предварительно напряженный железобетон» гос издательство литературы по строительству, архитектуре и строительным материалам. Москва-1958 г стр 36).
Целью предлагаемого изобретения является повышение технологичности изготовления ЖБ изделий способом натяжения арматуры электротермическим методом при натяжении ее неравномерном преднапряжении вдоль арматурных стержней
Поставленная цель достигается тем, что арматура с натяжным устройством расположена на верху формы.
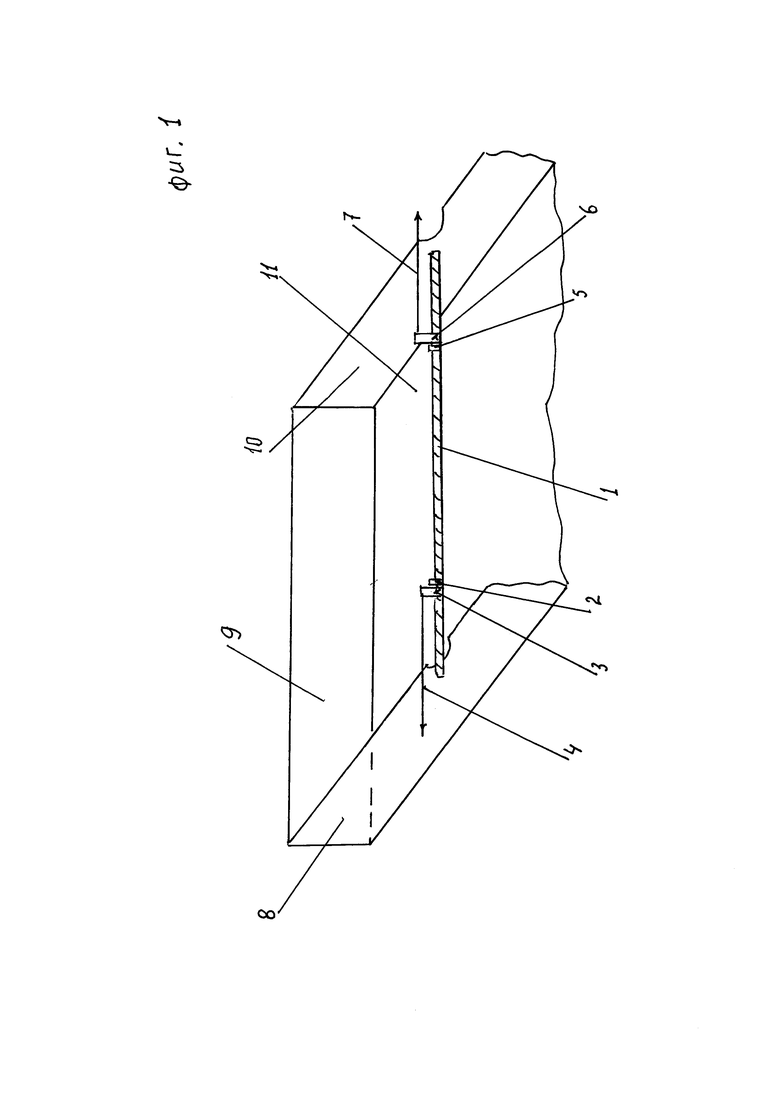
Предлагаемое изобретение поясняется чертежом где - ФИГ-1: 1-арматура, 2-зажим для подвода тока, 3-захват арматуры-1, 4-соединение захвата арматуры-3 со стационарным устройством (на чертеже не показано), 5-зажим для подвода тока, 6-захват арматуры-1, 7-соединение захвата-6 с натяжителем арматуры-1 (на чертеже не показано), 8-9-10-борта формы, 11-поддон формы.
Предлагаемое изобретение работает следующим образом: - рабочую арматуру-1 располагают на глубину защитного слоя считая от верха бортов формы-8,9,10, на клеммы 2 и 5 подается ток для нагрева арматуры-1 между ними, когда эту часть арматуры
Нагрели (как правило это 500 °С и 3-4 мин) через захват-6 и соединение-7 с натяжным устройством (на чертеже не показано) происходит натяжение арматуры (той части, что расположена между зажимами 2 и 5. Когда арматура натянулась ее фиксирует зажим-6 и натяжным устройством. После остывания арматуры-1 снимают зажимы 2 и 5 и происходит заполнение формы бетоном. После застывания бетона отсоединяют захваты 3 и 6, чтобы их было легче отсоединить в защитном слое оставляют окна, после отсоединения захватов 3 и 6 эти окна заливают бетоном. ЖБ изделие вместе с формой переворачивают на подготовленную площадку и изделие готово к эксплуатации. Технология укрепления ЖБ изделия в форме перед переворотом известна и не описывается.
Преимущества предлагаемого решения по сравнению с прототипом следующие:- натяжное и стационарное устройства легче (удобнее) обслуживать, отсоединение захватов 3 и 6 удобнее отсоединять, окна, оставленные для их отсоединения многократно удобнее заполнять бетоном. Все эти операции производятся быстрее и без нарушений ТБ, что ведет к повышению технологического процесса, а значит и к снижению стоимости изделия.
Изобретение относится к строительству и может быть использовано для изготовления преднапряженных железобетонных изделий. Способ натяжения арматуры электротермическим методом характеризует тем, что арматуру размещают в верхней части формы на глубину защитного слоя бетона, закрепляют на ней на расстоянии от каждого из ее концов захват и зажим для последующего подвода тока на клеммы зажимов, соединяют один из захватов с натяжным устройством, нагревают часть арматуры между зажимами. Затем осуществляют натяжение нагретой части арматуры и ее фиксацию. После остывания форму заполняют бетоном. После его застывания отсоединяют захваты через выполненные в защитном слое окна и форму переворачивают. 1 ил.
Способ натяжения арматуры электротермическим методом, характеризующийся тем, что арматуру размещают в верхней части формы на глубину защитного слоя бетона, закрепляют на ней на расстоянии от каждого из ее концов захват и зажим для последующего подвода тока на клеммы зажимов, соединяют один из захватов с натяжным устройством, нагревают часть арматуры между зажимами, затем осуществляют натяжение нагретой части арматуры и ее фиксацию, после остывания форму заполняют бетоном, после его застывания отсоединяют захваты через выполненные в защитном слое окна и форму переворачивают.
| Устройство для электротермического натяжения стержневой снабженной на концах головками арматуры железобетонных изделий | 1958 |
|
SU131488A1 |
| УСТРОЙСТВО ДЛЯ НАТЯЖЕНИЯ АРМАТУРЫ | 1996 |
|
RU2105115C1 |
| JP 2004225472 A, 12.08.2004 | |||
| SU 916718 A, 05.04.1982 | |||
| Способ определения микроколичеств карбонилов никеля в воздухе | 1960 |
|
SU135684A1 |

