Изобретение относится к области строительства и может быть применено для изготовления строительных элементов в виде блоков со сквозными пустотами, и замковой системой соединения, предназначено для возведения стен малоэтажных зданий из сборных строительных элементов, уложенных рядами.
Известен строительный блок [Патент RU № 2634136 от 24.10.2017, бюллетень 30] из полистиролбетона, который содержит внутри пустотелые каналы, расположенные перпендикулярно по отношению к основанию блока, и лицевую панель из прочного бетона. Каналы имеют круглое сечение и образованы трубками из легкого и прочного теплоизоляционного материала. В качестве трубок использованы бутылки из полиэтилентерефталата (ПЭТ) или близкого к нему по свойствам материала, а лицевая панель прикреплена к блоку с помощью залитых в нее и тело блока верхних частей бутылок ПЭТ, причем горлышки этих частей бутылок залиты в лицевую панель, а остальные части в тело блока.
Недостатком данного блока является, недостаточная прочность кладки и высокая материалоемкость в процессе использования блока в дальнейшем из-за отсутствия стыковых элементов в виде выступов и ответным выступам полостей.
Известен строительный пустотелый блок [Патент SU № 1624103 от 30.01.91, бюллетень 4], который принят за прототип. Строительный пустотелый блок, содержащий трубчатые соединители, выступающие из тела блока и образующие выступы. В качестве трубчатых соединителей использованы керамические трубки, сгруппированных в пустотелый сердечник, с выступами и ответными полостями для стыковки блока. При этом полость имеет очертания внешнего контура сгруппированных керамических трубок или многоугольника, описанного вокруг внешнего контура трубок, а внешнее очертание блока повторяет очертание полости.
Недостатком данного блока является, недостаточно высокое качество. Это связано с его низкой теплопроводностью, изъянами в поверхности блока, а так же недостаточно надежным креплением блоков между собой в кладе, что приводит к необходимости использовать большое количество кладочного раствора.
Близким по способу производства можно считать способ, описанный в патенте «Блок, способ его производства и способ возведения стен из этих блоков» [Патент RU 2289660 от 20.12.06, бюллетень 35]. Способ производства блока включает подготовку заливочной формы, содержащей поддон и боковые стороны, а так же заливку ее бетоном. Внутреннюю поверхность боковых сторон выполняют с вертикальными пазами, расположенными на расстоянии, кратном половине длины блока, и вертикальные пазы противоположных боковых сторон располагают друг против друга. При этом между вертикальными пазами выполняют сквозные отверстия, расположенные вдоль продольной центральной оси боковых сторон, а отверстия на противоположных сторонах выполняют на одной оси. В отверстия вставляют поперечные пустотообразующие вкладыши, фиксируют их относительно боковых сторон на их наружной поверхности, а внутреннюю поверхность боковых сторон форм снабжают короткими и длинными продольными накладками. При изготовлении блоков с одним отверстием в каждый вертикальный паз вставляют вертикальную перегородку, короткие продольные накладки закрепляют между собой пустотообразующими вкладышами и вертикальными перегородками, а длинные продольные накладки закрепляют между вертикальными перегородками. При изготовлении блоков с двумя отверстиями вертикальные перегородки вставляют с чередованием через вертикальный паз, а в оставшиеся вертикальные пазы вставляют вертикальные закладки, снабженные выступами, расположенными соответственно расположению коротких и длинных продольных накладок, после чего проводят заливку формы.
Недостатком данного способа является недостаточная технологичность, то есть большое количество операций для получения блока, а так же требования от рабочих определенного навыка по установке и закреплению всех необходимых элементов в последовательном технологическом процессе изготовления блоков.
В качестве прототипа для способа изготовления строительного пустотелого блока принят способ изготовления строительного пустотелого блока известный из Патента SU № 1624103 от 30.01.91, бюллетень 4.
Способ осуществляется следующим образом: на дно формы с откидными бортами помещают элемент, имеющий конфигурацию, например, описанную вокруг внешнего контура сгруппированных трубок многоугольника, и высоту, обусловленную технологическими свойствами бетона. На этот элемент устанавливают вертикально трубки, которые фиксируют к форме рамкой, наложенной на выступающие над формой трубки. Заполняют форму бетоном, после твердения, которого рамку снимают, откидывают борта и вынимают готовый блок.
Недостатком данного способа является недостаточная технологичность, что объясняется большим количеством операций для получения блока, а именно: необходимость в форму поместить элемент для получения ответной полости блока, установить на этот элемент сердечник в виде сгруппированных трубок, зафиксировать их рамкой к форме. Только после этого заполняется все бетонной смесью и затем расформовывается после твердения.
С существенными признаками строительного пустотелого блока совпадает следующая совокупность признаков прототипа: наличие несъемного пустотелого сердечника, заформованного в теле блока связующим материалом перпендикулярно основанию, наличие выступов и, соответствующих им, ответных полостей.
С существенными признаками способа изготовления строительного пустотелого блока совпадает следующая совокупность признаков прототипа: изготовление сердечника, установка сердечника в форму, заполнение пространства между формой и сердечником связующим материалом, расформовка.
Задачей, на решение которой направлено изобретение, является повышение качества строительного пустотелого блока, путем получения точных геометрических параметров, ровных поверхностей блока, тонкостенных перегородок и системы соединения блоков между собой и повышение технологичности процесса изготовления блока, за счет его упрощения при применении сердечника, полученного методом аддитивных технологий, имеющего специальную конструкцию и позволяющего применять высокоподвижные высокопрочные литые смеси.
Повышение качества строительного пустотелого блока достигается за счет того, что строительный пустотелый блок, содержит несъемный пустотелый сердечник, заформованный в теле блока связующим материалом перпендикулярно основанию, имеющий выступы и, соответствующие им, ответные полости. В предложенном решении выступы, имеющие Х-образную форму, расположены на верхней плоскости Х-образных перегородок блока и несъемную часть сердечника, выполненную в виде восьми подобных треугольных пустотелых элементов, образующих средний пустотелый канал и два, симметричных относительно него, Х-образных канала, связанных в нижней части сплошными перегородками, образующими изолированные пространства ответных выступам полостей.
Несъемная часть сердечника выполненная в виде восьми подобных треугольных пустотелых элементов расположенных с образованием среднего пустотелого канала и двух, симметричных относительно него, Х-образных каналов, которые служат для создания в блоке бетонных тонкостенных перегородок, играющих конструкционную роль, а также уменьшают мостик холода, коэффициент теплопроводности и увеличивают звукоизоляцию, что обеспечивает повышение качества блока.
У несъемной части сердечника, Х-образные каналы, связанны в нижней части сплошными перегородками, что способствует образованию изолированных пространств ответных выступам полостей. Выступы блока имеют Х-образную форму и расположены на верхней плоскости Х-образных перегородок блока, что обеспечивает в дальнейшем укладку блоков порядно с продольным смещением рядов.
Повышение технологичности изготовления строительного пустотелого блока, обеспечивается путем изготовления сердечника, установки сердечника в форму, заполнения пространства между формой и сердечником связующим материалом, расформовки. В предложенном решении сердечник изготавливается из двух частей, съемной и несъемной, методом аддитивных технологий из термопластичного материала, при этом съемная часть выполняется на технологической подставке путем формирования двух Х-образных полых отсеков с центральными каналами и подложки с соответствующими форме отсеков отверстиями, на которой далее формируется несъемная часть сердечника, образуя продолжение центральных пустотелых каналов каждого отсека, сердечник снимается с подставки, устанавливается в форму, пространство между формой и сердечником заполняется самоуплотняющейся бетонной смесью, после затвердевания блок расформовывается, удаляется съемная часть сердечника, а несъемная остается в теле блока.
В качестве термопластичного материала для изготовления сердечника может быть экологически чистый полилактид (PLA), полученный из кукурузы или сахарного тростника, или вторичный пластик от переработки пластиковых бутылок, благодаря чему не наносится вред окружающей среде, а сырье для его производства дешевое и доступное.
За счет изготовления сердечника методом аддитивных технологий под размер формы, готовое изделие может иметь разные геометрические размеры. Сердечник состоит из двух частей, несъемной, которая остается в теле блока и способствует образованию тонкостенных бетонных перегородок, треугольных пустот и Х-образных ответных полостей и съемной изготовленной в виде двух Х-образных полых отсеков, для формирования выступов блока и подложки с соответствующими форме отсеков отверстиями. Причем несъемная часть сердечника расположена на подложке съемной части сердечника.
Подложка сердечника хорошо прилегает к стенкам формы без образования щелей, предотвращая вытекания смеси, что позволяет в качестве связующего материала использовать самоуплотняющуюся высокопрочную смесь, повышая тем самым технологичность процесса изготовления. Кроме того, при этом обеспечивается получение блока с более высокой плотностью, прочностью, с ровной гладкой поверхностью и точными геометрическими параметрами.
При использовании блоков предлагаемой конструкции при возведении стен в ответные выступам полости на нижней плоскости блока вставляются Х-образные выступы на верхней плоскости другого блока, при этом пустотелые каналы блоков по вертикали совпадают, образуя сквозной канал, который при необходимости можно заполнить теплоизоляционным материалом, для дополнительного повышения теплоизоляционных свойств. При возведении стен таким образом достаточно минимального количества кладочного раствора или вовсе отказаться от него, а соединение более надежно, так как закрепление происходит сразу в нескольких направлениях, что упрочняет конструкцию, а так же облегчает возведение стен.
Таким образом, совокупность отличительных признаков предлагаемой конструкции блока и способа его изготовления обеспечивает повышение качества блока, повышение технологического процесса и, в последующем, повышения качества конструкции возведенной из блоков.
Сущность технического решения поясняется графическими материалами.
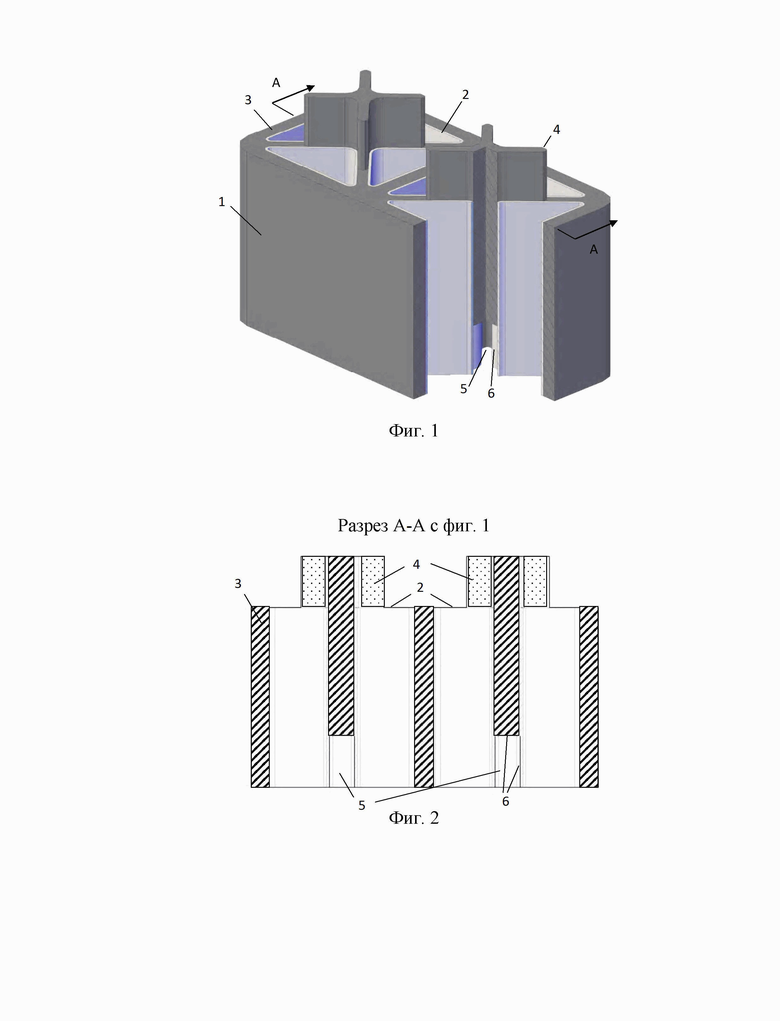
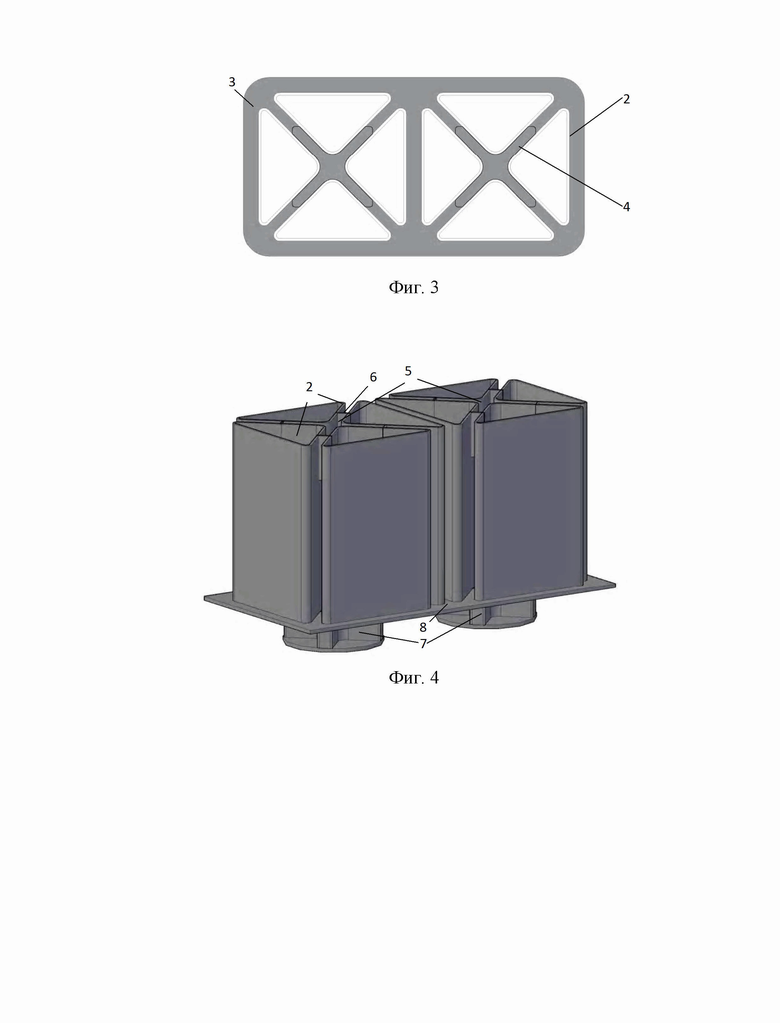
На фиг. 1 изображен общий вид строительного пустотелого блока, с вырезом; на фиг. 2 – строительный пустотелый блок (разрез А-А с фиг. 1); на фиг. 3 – тот же блок, вид сверху; на фиг. 4 изображен общий вид сердечника.
Строительный пустотелый блок 1 содержит несъемную часть сердечника, выполненную в виде восьми подобных треугольных пустотелых элементов 2, заформованный в слое связующего материала, например бетона 3, содержит Х-образные выступы 4 и ответные выступам полости 5, образованные за счет сплошных перегородок 6.
Для изготовления блока используется сердечник, состоящий из двух частей. Несъемная часть остается в теле блока. Съемная часть сердечника содержит, в нижней части два Х-образных полых отсека 7 (шириной 40-50 % поперечного сечения Х-образных каналов несъемной части) для формирования выступов 4 блока 1, подложку 8 с соответствующими форме отсеков отверстиями. На ней расположена несъемная часть сердечника, для формирования внутренних бетонных перегородок, выполненная в виде восьми подобных треугольных пустотелых элементов 2, в верхней части которых имеются изолированные пространства, образованные за счет сплошных перегородок 6, для получения ответных полостей 5 Х-образных выступов 4, используемых для соединения блоков между собой, формирующие единое пространство для размещения цементирующего материала.
Приведенная ширина поперечного сечения полых отсеков является оптимальной и получена при проведении опытно-экспериментальных работ в лаборатории технологии бетонов БГТУ им. В.Г. Шухова.
Способ изготовления блока включает в себя несколько этапов.
Первый этап изготовление сердечника методом аддитивных технологий из термопластичного материала. Применение термопластичного материала обеспечивает возможность технологичного получения практически любой формы сердечника. Изготовление сердечника начинают со съёмной части, а именно с Х-образных пустотелых отсеков 7, для формирования выступов 4 блока 1. Они формируются на столе принтера в предварительно установленной технологической подставке (на фиг. не показана). Технологическая подставка служит для поддержания формирующейся подложки 8, на которой далее производится формирование подложки 8 с отверстиями по форме соответствующими отсекам.
На подложке 8 формируется несъемная часть, выполненная в виде восьми подобных треугольных пустотелых элементов 2 расположенных с образованием среднего пустотелого канала и двух, симметричных относительно него и соединённых в верхней части сплошными перегородками 6 образующими изолированные пространства ответных выступам полостей 5.
Следующий этап подготовка и формовка. Аддитивно изготовленный сердечник снимают с технологической подставки и устанавливают в форму. Так как сердечник изготовлен под размер формы, то подложка 8 хорошо прилегает к стенкам формы без образования щелей.
Блок 1 формуется перевернутым, пространство между формой и сердечником заполняется самоуплотняющейся бетонной смесью, которая легко растекается без дополнительных внешних воздействий и заполняет все пространство формы без образования пустот, позволяя получить бетон с низкой пористостью и высокой прочностью.
Завершающий этап. После затвердевания самоуплотняющейся бетонной смеси производят расформовку с удалением съёмной части сердечника. Внутри тела блока, в бетоне остаётся несъемная часть сердечника.
Таким образом обеспечивается высокое качество строительного пустотелого блока, за счёт применяемого сердечника, полученного методом аддитивных технологий, имеющего специальную конструкцию и позволяющего применять высокоподвижные высокопрочные литые смеси. Это позволяет получить точные геометрические параметры и ровную поверхность блока, тонкостенные перегородки и систему пазогребенную (замковую) систему соединения блоков между собой. Кроме того использование аддитивных технологий позволяет расширить номенклатуру изделий, снижает металлоёмкость форм и упрощает процесс формования изделия. Строительный пустотелый блок можно применять для малоэтажного строительства. Предлагаемый блок может быть изготовлен с помощью известных в технике средств и материалов. Следовательно, предлагаемый строительный блок обладает промышленной применимостью.
| название | год | авторы | номер документа |
|---|---|---|---|
| МНОГОСЛОЙНЫЙ СТЕНОВОЙ КАМЕНЬ И СПОСОБ ЕГО ПРОИЗВОДСТВА | 2003 |
|
RU2254230C2 |
| СТЕНА | 2000 |
|
RU2179217C1 |
| Трёхкамерный стеновой строительный профиль | 2018 |
|
RU2681747C1 |
| КОМПЛЕКТ НЕСЪЕМНОЙ ОПАЛУБКИ, СПОСОБ ЕЕ СБОРКИ И СПОСОБ ВОЗВЕДЕНИЯ МОНОЛИТНЫХ СТЕН ЗДАНИЯ И СООРУЖЕНИЯ В НЕСЪЕМНОЙ ОПАЛУБКЕ ИЗ МОДУЛЬНЫХ ЭЛЕМЕНТОВ | 2013 |
|
RU2561135C2 |
| СТРОИТЕЛЬНЫЙ БЛОК | 2022 |
|
RU2830386C2 |
| УНИФИЦИРОВАННАЯ СТЕНОВАЯ ПАНЕЛЬ | 2018 |
|
RU2694088C1 |
| СПОСОБ ВОЗВЕДЕНИЯ СЛОИСТОЙ МОНОЛИТНОЙ СТЕНЫ И ПУСТОТЕЛЫЙ КЕРАМИЧЕСКИЙ КАМЕНЬ ДЛЯ ВОЗВЕДЕНИЯ МОНОЛИТНОЙ СЛОИСТОЙ СТЕНЫ | 1999 |
|
RU2148130C1 |
| КОМПЛЕКТ НЕСЪЕМНОЙ ОПАЛУБКИ И СПОСОБ ВОЗВЕДЕНИЯ СТЕН ЗДАНИЯ СООРУЖЕНИЯ | 2005 |
|
RU2270302C1 |
| ОГРАЖДАЮЩАЯ КОНСТРУКЦИЯ ЗДАНИЙ И СООРУЖЕНИЙ | 2004 |
|
RU2274711C1 |
| ЛИНИЯ ИЗГОТОВЛЕНИЯ УКРУПНЕННЫХ СТЕНОВЫХ ЭЛЕМЕНТОВ И СТЕНОВОЕ ТЕПЛОСБЕРЕГАЮЩЕЕ ОГРАЖДЕНИЕ ЗДАНИЙ, ПОЛУЧЕННОЕ НА ДАННОЙ ЛИНИИ | 2008 |
|
RU2398677C2 |
Изобретение относится к области строительства и может быть применено для изготовления строительных элементов в виде блоков со сквозными пустотами и замковой системой соединения, предназначено для возведения стен малоэтажных зданий из сборных строительных элементов, уложенных рядами. Технический результат: повышение качества строительного пустотелого блока, повышение технологичности процесса изготовления блока. Строительный пустотелый блок, содержащий несъемный пустотелый сердечник, заформованный в теле блока связующим материалом перпендикулярно основанию, имеет выступы и соответствующие им ответные полости. Выступы имеют Х-образную форму и расположены на верхней плоскости Х-образных перегородок блока. Блок содержит несъемную часть сердечника, выполненную в виде восьми подобных треугольных пустотелых элементов, образующих средний пустотелый канал и два симметричных относительно него Х-образных канала, связанных в нижней части сплошными перегородками, образующими изолированные пространства ответных выступам полостей. Также описан способ изготовления блока. 2 н.п. ф-лы, 4 ил.
1. Строительный пустотелый блок, содержащий несъемный пустотелый сердечник, заформованный в теле блока связующим материалом перпендикулярно основанию, имеющий выступы и соответствующие им ответные полости, отличающийся тем, что выступы имеют Х-образную форму и расположены на верхней плоскости Х-образных перегородок блока, и содержит несъемную часть сердечника, выполненную в виде восьми подобных треугольных пустотелых элементов, образующих средний пустотелый канал и два симметричных относительно него Х-образных канала, связанных в нижней части сплошными перегородками, образующими изолированные пространства ответных выступам полостей.
2. Способ изготовления строительного пустотелого блока включает изготовление сердечника, установку сердечника в форму, заполнение пространства между формой и сердечником связующим материалом, расформовку, отличающийся тем, что сердечник изготавливают из двух частей, съемной и несъемной, методом аддитивных технологий из термопластичного материала, при этом съемную часть выполняют на технологической подставке путем формирования двух Х-образных полых отсеков с центральными каналами и подложки с соответствующими форме отсеков отверстиями, на которой далее формируют несъемную часть сердечника, образуя продолжение центральных пустотелых каналов каждого отсека, сердечник снимают с технологической подставки, устанавливают в форму, пространство между формой и сердечником заполняют самоуплотняющейся бетонной смесью, после затвердевания блок расформовывают, удаляют съемную часть сердечника, а несъемную оставляют в теле блока.
| БЛОК, СПОСОБ ЕГО ПРОИЗВОДСТВА И СПОСОБ ВОЗВЕДЕНИЯ СТЕН ИЗ ЭТИХ БЛОКОВ | 2005 |
|
RU2289660C2 |
| Строительный пустотелый блок | 1989 |
|
SU1624103A1 |
| Приспособление для развертывания изображения кривых по линии времени преимущественно в осциллографических устройствах | 1933 |
|
SU37767A1 |
| 0 |
|
SU157709A1 | |
| Строительный блок (варианты) | 2018 |
|
RU2688696C2 |
| ДВУХСТУПЕНЧАТЫЙ ГАЗОСТРУЙНЫЙ ЭЖЕКТОР | 0 |
|
SU210664A1 |
| CN 105220813 A, 06.01.2016 | |||
| УСТРОЙСТВО ДЛЯ ПРОВЕРКИ АППАРАТОВ ТОКОВОЙ ЗАЩИТЫ | 1990 |
|
RU2024888C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРИПОЯ | 2015 |
|
RU2598734C1 |

