Изобретение относится к области пайки, в частности к способу изготовления припоя для пайки изделий из меди и ее сплавов, а также способам изготовления припоя.
Известны припои для пайки меди и ее сплавов (см. Гржимальский Л.Л. и др. Справочник по пайке. М.: Машиностроение, 1975. 407 с.; Лакедомский А.В., Хряпин В.Е. Справочник паяльщика. М.: Машиностроение, 1967; Тихонов Б.С. Тяжелые цветные металлы и сплавы. Справочник. Том 1. М.: ЦНИИЭцветмет. 1999. С. 258), марок ПФО-7, ПМФ-7, ПМФ-9, ПСрФ-2-5, ПСр15-5, ПСр 25Ф, содержащих: медь (основа), олово, цинк, серебро, сурьму, никель в разных сочетаниях и соотношениях.
Недостатком этих припоев является использование многостадийной технологии изготовления, включающей методы сплавления медно-фосфористой лигатуры, меди и легирующих добавок при высоких температурах под слоем флюсов и древесного угля с последующей разливкой в пруток и высокотемпературным прессованием в пруток или полосу.
Известен припой для пайки изделий и способ изготовления припоя (см. RU №2124425, B23K 35/28, B23K 35/40, 10.01.1999). Припой содержит компоненты в следующем соотношении (мас. %): медь - 40-50; марганец - 7-15; никель - 1-3,4; олово - 2-6; алюминий - 0,05-1; бор - 0,05-0,5; цинк - остальное. Припой может содержать по крайней мере один элемент, выбранный из группы: кремний - 0,05-0,5%; германий - 0,02-0,5%; железо - 0,05-1,0%; кобальт - 0,05-1,5%; цирконий - 0,01-0,1%. Расправленный припой под давлением подается из питателя на охлаждаемый вращающийся барабан. Припой вытекает через желоб, установленный в отверстие в боковой поверхности питателя, при этом желоб располагают у барабана под углом 5 - 60° к горизонтальной плоскости, проходящей через его ось вращения. Барабан вращается со скоростью 0,1-3,8 м/с, кристаллизация осуществляется со скоростью 103-104°С/с. Полученная лента припоя может подвергаться изотермическому отжигу при 450-650°С в течение 15-40 мин.
К недостаткам этого припоя следует отнести многостадийность его производства, включающую приготовление расплава, дозирование и литье на барабанный водохлаждаемый кристаллизатор.
Известен способ изготовления ампульно-порошковой системы (см. RU №2128566, B23K 35/40, 10.04.1999). Способ предполагает предварительный выбор размеров исходной трубчатой заготовки по приведенным математическим формулам. В формулы входят, в частности, параметры готового элемента, требуемая плотность наполнителя. После выбора заготовки производят заполнение ее порошкообразным наполнителем, герметизацию обоих ее концов и получение готового элемента путем деформирования заготовки.
Наиболее близким по технической сущности является способ изготовления ампульно-порошковой системы, включающий засыпку в исходную трубчатую заготовку порошкообразного наполнителя с требуемыми характеристиками, герметизацию заготовки и получение готового элемента с заданными параметрами путем деформирования заготовки (см. GB 1383304, B23K 35/40, 12.02.1974). Способ предполагает одновременно с уплотнением шихты осуществление пластической деформации оболочки, что повышает качество выпускаемых изделий за счет увеличения однородности физико-механических свойств шихты. Режимы процесса деформирования выбирают так, чтобы исключить образование дефектов получаемого изделия, проявляющихся в разрывах оболочки, неоднородности наполнителя, образовании наплывов на оболочке, изменении толщины оболочки по длине и пр.
Тем не менее, не всегда удается обеспечить требуемые характеристики готового изделия только изменением режимов процесса деформирования, что приводит к необходимости увеличивать толщину исходной заготовки для повышения ее прочностных свойств в процессе деформирования для получения заданных размеров готового изделия. При этом размеры исходных заготовок подбирают экспериментально, добиваясь приемлемого результата, без учета влияния их на технологию получения АПС. Кроме того, при выборе более толстостенной заготовки может нарушиться соотношение весов засыпки и заготовки, что заставляет в каждом отдельном случае изменять эти соотношения и применять для порошковой засыпки только чистые порошки, исключают возможность применения порошковых сплавов.
Задачей настоящего изобретения является создание способа изготовления припоя для пайки меди и ее сплавов на основе ампульно-порошковой системы, исключающей образование дефектов получаемого изделия.
Поставленная задача достигается тем, что в способе изготовления припоя, включающем изготовление ампульно-порошковой системы путем засыпки в исходную медную трубную заготовку порошкового наполнителя с требуемыми характеристиками, герметизацию заготовки и получение готового элемента с заданными параметрами путем деформирования заготовки, объем трубчатой заготовки-ампулы подбирают из расчета содержания металла ампулы в припое, наполнение ампулы производят с помощью направленной вибрации при амплитуде 3-5 мм, с частотой 25-50 Гц, затем наполненную заготовку прокатывают в валковом стане с возвратом заготовки для прокатки с уменьшением ее поперечного сечения. Причем при изготовлении припоя для пайки меди объем трубчатой заготовки-ампулы подбирают из расчета содержания в ампуле порошков фосфида меди с содержанием фосфора от 20 до 30% и серебра в соотношениях от 1,228:1,0 до 1,842:1,0.
Способ реализуется следующим образом.
Трубки-ампулы вставляют в отверстия эластичной плиты снизу с определенным шагом. При этом отверстия в плите существенно меньше наружных диаметров трубок-ампул. Плита имеет борта, образующие вместе с плитой бункер с плоским днищем. В этот бункер засыпают смесь порошков. Вся система подвергается направленной вертикальной вибрации с амплитудой колебания 3-5 мм, с частотой 25-50 Гц до полного наполнения ампул смесью порошков. Затем входной конец ампулы плотно заделывают и ампулы с порошком подвергают прокатке в клетевом стане с постепенным уменьшением поперечного сечения ампулы до требуемых размеров, обычно исходный диаметр ампулы уменьшается в два - три раза, например с 9 мм до 2-3-х мм.
Пример 1
Медные трубки (5 шт.) диаметром 9 мм, с толщиной стенки 1 мм, длиной 1 м, закрытые снизу, размещались вертикально в бункере с плоским резиновым дном, в котором выполнялись отверстия диаметром 5 мм, расположенные в шахматном порядке. В бункер засыпалась тщательно перемешанная смесь порошков состава: порошки фосфида меди, с содержанием фосфора 20%; серебра, в соотношении 1,228:1,0, всего 297,135 г. Далее вся система подвергалась вибрации амплитудой 3 мм и частотой 25 Гц в течение 5 мин, до полного исчезновения смеси порошков в бункере, т.е. полного заполнения ампул. Далее наполненные смесью порошков трубки-ампулы подвергают прокатке в валковом прессе со ступенчатым изменением радиусов желобков до получения трубчатого припоя заданного диаметра.
Пример 2
Медные трубки (5 шт.) диаметром 9 мм, с толщиной стенки 1 мм, длиной 1 м, закрытые снизу, размещались вертикально в бункере с плоским резиновым дном, в котором выполнялись отверстия диаметром 5 мм, расположенные в шахматном порядке. В бункер засыпалась тщательно перемешанная смесь порошков состава: порошки фосфида меди, с содержанием фосфора 20%; порошка серебра, в соотношении 1,228:1,0, всего 297,135 г. Далее вся система подвергалась вибрации амплитудой 3 мм и частотой 50 Гц в течение 5 мин, до полного исчезновения смеси порошков в бункере, т.е. полного заполнения ампул. Далее наполненные смесью порошков трубки-ампулы подвергают прокатке в валковом прессе со ступенчатым изменением радиусов желобков до получения трубчатого припоя заданного диаметра.
Пример 3
Медные трубки (5 шт.) диаметром 9 мм, с толщиной стенки 2 мм, длиной 1 м, закрытые снизу, размещались вертикально в бункере с плоским резиновым дном с отверстиями диаметром 5 мм, расположенными в шахматном порядке. В бункер засыпалась тщательно перемешанная смесь порошков состава: порошки фосфида меди, с содержанием фосфора 20% и порошка серебра, в соотношении: 1,228:1,01, всего 297,135 г. Далее вся система подвергалась вибрации амплитудой 3 мм и частотой 20 Гц в течение 5 мин, до полного исчезновения смеси порошков в бункере, т.е. полного заполнения ампул. Далее наполненные смесью порошков трубки-ампулы подвергают прокатке в валковом прессе со ступенчатым изменением радиусов желобков до получения трубчатого припоя заданного диаметра.
Пример 4
Медные трубки (5 шт.) диаметром 9 мм, с толщиной стенки 2 мм, длиной 1 м, закрытые снизу, размещались вертикально в бункере с плоским резиновым дном с отверстиями диаметром 5 мм, расположенными в шахматном порядке. В бункер засыпалась тщательно перемешанная смесь порошков состава: порошки фосфида меди, с содержанием фосфора 20% и порошка серебра, в соотношении: 1,228:1,01, всего 297,135 г. Далее вся система подвергалась вибрации амплитудой 3 мм и частотой 55 Гц в течение 5 мин, до полного исчезновения смеси порошков в бункере, т.е. полного заполнения ампул. Далее наполненные смесью порошков трубки-ампулы подвергают прокатке в валковом прессе со ступенчатым изменением радиусов желобков до получения трубчатого припоя заданного диаметра.
Пример 5
Медные трубки (5 шт.) диаметром 10 мм, с толщиной стенки 2 мм, длиной 1 м, закрытые снизу, размещались вертикально в бункере с плоским резиновым дном с отверстиями диаметром 5 мм, расположенными в шахматном порядке. В бункер засыпалась тщательно перемешанная смесь порошков состава: порошки фосфида меди, с содержанием фосфора 20% и порошка серебра, в соотношении: 1,842:1,0, всего 389,0 г. Далее вся система подвергалась вибрации амплитудой 3 мм и частотой 50 Гц в течение 5 мин, до полного исчезновения смеси порошков в бункере, т.е. полного заполнения ампул. Далее наполненные смесью порошков трубки-ампулы подвергают прокатке в валковом прессе со ступенчатым изменением радиусов желобков до получения трубчатого припоя заданного диаметра.
В таблице приводятся примеры прочности паяных соединений, МПа.
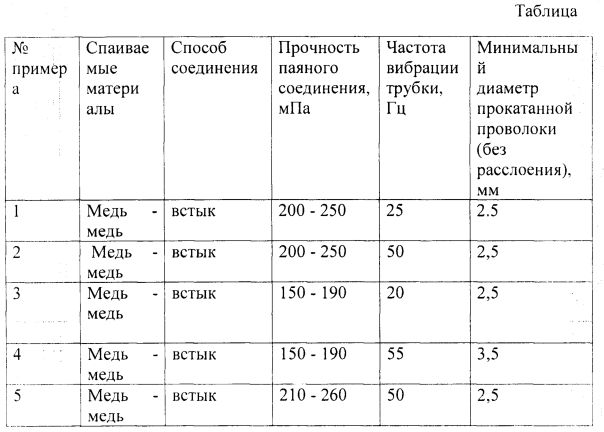
Как видно из приведенной таблицы, оптимальной при наполнении медной трубки смесью порошков фосфида меди и серебра является вибрация при амплитуде 3 мм с частотой в пределах 25-50 Гц.
Технический результат заключается в упрощении технологического процесса производства с одновременным обеспечением стабильности свойств трубчатого припоя, позволяющей получать снижение дефектов при деформации заготовки, что позволяет уменьшить потери материалов, оболочки, а также существенно повысить однородность порошкообразного наполнителя.
| название | год | авторы | номер документа |
|---|---|---|---|
| Состав трубчатого припоя для пайки меди и ее сплавов | 1980 |
|
SU882086A1 |
| ПРИПОЙ ДЛЯ ПАЙКИ МЕДИ И ЕЕ СПЛАВОВ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1991 |
|
RU2036064C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОРОШКА ФОСФИДА МЕДИ | 2003 |
|
RU2241053C1 |
| ЛИСТ ТВЕРДОГО МЕТАЛЛИЧЕСКОГО ПРИПОЯ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2003 |
|
RU2317185C2 |
| Композиционный припой | 1990 |
|
SU1745475A1 |
| СПОСОБ ПОЛУЧЕНИЯ ЛИГАТУРЫ МЕДЬ-ФОСФОР | 2000 |
|
RU2198950C2 |
| ПРИПОЙ ДЛЯ ВЫСОКОТЕМПЕРАТУРНОЙ ПАЙКИ | 1991 |
|
RU1793619C |
| Способ изготовления направляющей клапана двигателя внутреннего сгорания и материал для направляющей клапана двигателя внутреннего сгорания | 1990 |
|
SU1836191A3 |
| Припой для пайки меди и ее сплавов | 1990 |
|
SU1706816A1 |
| Припой для пайки меди и медных сплавов | 1987 |
|
SU1496970A1 |
Изобретение может быть использовано при изготовлении припоя для пайки изделий из меди и ее сплавов. Порошковый наполнитель в виде смеси фосфида меди и серебра засыпают в исходную заготовку трубчатой формы в виде ампулы из меди. Засыпку наполнителя осуществляют с помощью направленной вибрации при амплитуде 3-5 мм с частотой 25-50 Гц. Герметизируют заготовку и прокатывают ее в валковом стане с возвратом заготовки для повторной прокатки с уменьшением ее поперечного сечения. Объем ампулы выбирают с учетом содержания металла ампулы и наполнителя в припое. Используют фосфид меди с содержанием фосфора от 20 до 30%. Соотношение порошков фосфида меди и серебра составляет от 1,228:1,0 до 1,842:1,0. Способ обеспечивает упрощение технологического процесса производства с одновременным обеспечением стабильности свойств порошковой проволоки, позволяет снизить количество дефектов при деформации заготовки и уменьшить потери материалов, а также существенно повысить однородность порошкообразного наполнителя. 1 з.п. ф-лы, 1 табл., 5 пр.
1. Способ изготовления трубчатого припоя для пайки меди, включающий засыпку порошкового наполнителя в исходную заготовку трубчатой формы, отличающийся тем, что в качестве наполнителя используют порошковую смесь фосфида меди и серебра, при этом в качестве трубчатой заготовки используют ампулу из меди, которую заполняют упомянутой смесью с помощью направленной вибрации при амплитуде 3-5 мм с частотой 25-50 Гц, после чего герметизируют заготовку и осуществляют ее прокатку в валковом стане с возвратом заготовки для повторной прокатки с уменьшением ее поперечного сечения, причем объем ампулы выбирают с учетом содержания металла ампулы и наполнителя в припое.
2. Способ по п. 1, отличающийся тем, что используют фосфид меди с содержанием фосфора от 20 до 30 %, а соотношение порошков фосфида меди и серебра в наполнителе составляет от 1,228:1,0 до 1,842:1,0.
| Устройство для контроля группы временных датчиков | 1986 |
|
SU1383304A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АМПУЛЬНО-ПОРОШКОВОЙ СИСТЕМЫ | 1995 |
|
RU2128566C1 |
| Состав трубчатого припоя для пайки меди и ее сплавов | 1980 |
|
SU882086A1 |
| Способ изготовления трубчатого припоя | 1982 |
|
SU1074693A1 |
| Способ контроля трубчатого припоя | 1988 |
|
SU1563938A1 |

