ОБЛАСТЬ ТЕХНИКИ
Настоящее изобретение относится к области производства строительных материалов.
УРОВЕНЬ ТЕХНИКИ
Хорошо известно, что отдельные недостатки традиционно используемых строительных материалов могут быть устранены путем совмещения разных материалов в одном изделии.
В частности, строительные блоки из крупнопористого бетона обладают превосходными теплоизоляционными свойствами, являются легкими, но при этом имеют грубую непривлекательную внешнюю поверхность, крошатся, пропускают воздух, пар, влагу и не удерживают анкерные соединения.
Этот недостаток может быть устранен, например, за счет формирования на поверхности строительных блоков из крупнопористого бетона, дополнительного слоя материала высокой плотности, который был бы лишен упомянутых недостатков, например, бетона с малым размером частиц наполнителя.
Известны строительные блоки, у которых, по крайней мере, лицевая стенка выполнена из иного (чем сердцевина) материала (патенты РФ на изобретения №№2478040, 2465415, 2060332, 2742921, патент РФ на полезную модель №91690, GB 526787 A, DE 19917653 А1 и заявка РФ на изобретение №2003126451 А).
Недостаток известных блоков состоит в сложной технологии изготовления (например, в 2060332 необходимо использовать металлическую сетку-разделитель), либо в том, что слой плотного материала защищает только одну или две стороны блока.
Наиболее близким является способ, описанный в заявке РФ на изобретение №2003126451. Известный способ производства многослойного стенового камня, включает следующие этапы:
формируют несъемную опалубку путем установки замкнутой наружной формы, стороны которой выполнены с вертикальными прорезями, на поддон, либо на другую ровную поверхность,
размещают симметрично внутри нее подобную ей внутреннюю вставку, стороны которой снабжены вертикальными прорезями, соответствующие прорезям формы,
фиксируют относительно друг друга форму и вставку вертикальными элементами, установленными в прорезях,
заполняют пространство между формой и вставкой строительным песчаным бетоном,
омоноличивают его путем вибропрессования либо вибролитьем,
удаляют форму, вставку и вертикальные элементы,
формируют ячейки внутри полученной несъемной опалубки путем закладки разделительных взаимосвязанных перегородок, свободные концы которых фиксируют в щелях сторон несъемной опалубки, полученных от вертикальных элементов,
производят заливку ячеек либо ячеистым бетоном, либо бетоном на легких наполнителях в виде полистирола, керамзита, опилок, золы, выдерживают, высушивают, удаляют разделительные перегородки и
получают готовый многослойный стеновой камень, отправляемый на штабелирование.
Исходя из описания известного способа можно предположить, что заготовки блоков выдерживают для набора прочности осуществляют в разборных формах. На это указывает, например, упоминание трех отдельных элементов, из которых собирается первичная опалубка, что характерно для сборки форм для вибролитья, при котором применяются фиксирующие элементы (вставки).
Применение вертикальных фиксирующих элементов с четырех сторон также характерно для тонкостенной опалубки, применяемой по способу вибролитья и обусловлено необходимостью сохранению геометрии форм в момент принятия нагрузки от подаваемой смеси, и наоборот при применении метода вибропрессования на общеизвестных образцах вибропрессового оборудования вертикальные элементы как правило используются только с двух противоположных сторон формы и несут другую задачу, а именно постоянную фиксацию внутренней части формы (вставки) и так же из-за значительных воспринимаемых нагрузок от процесса вибропрессования, имеют конусообразный вид и размер значительно толще необходимого для разделительной перегородки, что делает сформированные прорези такой формы малопригодными для исполнения технических решений, указанных в рассматриваемом патенте.
В описании известного способа не упоминается, что материал стенок несъемной опалубки (смесь) сжимают прессом, но указано, что высота используемой опалубки равна высоте изделия, что возможно только при применении способа вибролитья т.к. при использовании метода вибропрессования на общеизвестных типах оборудования усадка смеси в форме достигает 10% и более.
В описании известного способа указано, что при вибропрессовании форму удаляют после первичной кристаллизации смеси, что подразумевает использование на каждое изделие отдельной формующей опалубки, что опять же характерно для технологий вибролитья, т.к. при вибропрессовании используется одна матрица с толстыми прочными стенками из устойчивых к нагрузкам сталей, и изделие выходит из опалубки в течение нескольких секунд после формовки без предварительного набора прочности.
Однако, в этом случае, для изготовления блоков в промышленных масштабах потребуется большое количество форм (равное количеству блоков, изготавливаемых за смену).
Кроме этого, в известном способе для изготовления наружного периметра блока применяют строительный песчаный бетон, который обладает низкими теплоизолирующими характеристиками, в связи с чем замкнутый наружный периметр несъемной опалубки создаст мостики холода, а блоки из такого материала не будут теплоэффективными. Бороться с этим предлагается за счет усложнения конструкции и технологии его изготовления блока посредством введения дополнительных слоев легкого бетона.
Сердцевину несъемной опалубки в известном способе заливают бетоном на легких наполнителях, без какой-либо дополнительной обработки в виде, например, вибрирования или заглаживания смеси, что возможно только если смесь очень подвижна и имеет пластичность П5 и выше (что характерно для бетонов с заполнением межзернового пространства). Это исключает применение для заполнения сердцевины блока крупнопористых беспесчаных бетонов из пористого наполнителя, капсулированного жидким цементным раствором, т.к. последний имеет пластичность, как правило, в среднем П2 и требует дополнительного физического воздействия для равномерной укладки в форму.
Можно констатировать, что известный способ скорее всего может быть реализован только при использовании вибролитья в форму для всех слоев несъемной опалубки и заполнения сердцевины. При этом данная технология предусматривает два цикла сборки разборки опалубки вначале формообразующая оснастка для несъемной опалубки, после сборка-разборка внутренних перегородок, что делает процесс трудоемким. Кроме этого, применение жесткой сварной опалубки из трех элементов для несъемной опалубки значительно затруднит снятие ее с готового изделия и сделает очень сложным очистку от остатков раствора и смазку разделительными составами внутренних стенок, соприкасающихся с бетоном из-за малого расстояния между стенок опалубки, формирующих изделие.
РАСКРЫТИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ
Задачей, на решение которой направлено изобретение, является улучшение технических и потребительских качеств строительных блоков, изготовленных из крупнопористого наполнителя, улучшение теплотехнических показателей блоков, используемых на территориях с жарким климатом, снижение затрат на эксплуатацию зданий.
Технический результат состоит в отсутствии необходимости в большом количестве металлических форм для изготовления строительного блока из крупнопористого бетона, снижении трудоемкости его изготовления и, одновременно, улучшении его эксплуатационных характеристик за счет наличия вентилируемого элемента.
Поставленная задача решена благодаря тому, что предлагаемый строительный блок имеет:
вертикальные стенки, образующие замкнутый периметр,
сердцевину, заполняющую полость, образованную упомянутыми вертикальными стенками от плоскости их нижнего торца до плоскости усадки, расположенной ниже плоскости их верхнего торца,
крепежный слой и
пустотелый вентилируемый элемент, соединенный с одной из вертикальных стенок посредством упомянутого крепежного слоя,
в котором,
упомянутый вентилируемый элемент снабжен каналами, имеющими открытые нижние и верхние концы,
упомянутые вертикальные стенки изготовлены из первого материала по методу полусухого вибропрессования,
упомянутый первый материал представляет собой увлажненную прессующуюся массу, содержащую гидравлическое вяжущее и мелкозернистый пористый наполнитель,
упомянутая сердцевина изготовлена из второго материала, посредством его вибрирования и прессования внутри заготовки, содержащей упомянутые вертикальные стенки,
упомянутый второй материал, представляет собой крупнопористый бетон, изготовленный по методу капсулирования крупнозернистого пористого наполнителя жидким раствором гидравлического вяжущего.
Вышеупомянтый блок, - в одной из частных форм выполнения, - может содержать в себе верхний слой, расположенный в пространстве, ограниченном снизу упомянутой плоскостью усадки, ограниченном сверху упомянутой плоскостью верхнего торца вертикальных стенок, и ограниченном по бокам внутренней поверхностью упомянутых вертикальных стенок, при этом, упомянутый верхний слой изготовлен из третьего материала, содержащего пористый наполнитель мелких фракций и гидравлическое вяжущее.
Вышеупомянутый вентилируемый элемент, - в одной из частных форм выполнения блока, - может быть изготовлен методом полусухого вибропрессования, методом вибролитья, методом вакуумного виброформования, посредством обжига керамического сырья, посредством обработки природного камня.
Вышеупомянутый вентилируемый элемент, - в одной из частных форм выполнения блока, - может быть изготовлен из пластика.
Вышеупомянутый вентилируемый элемент, - в одной из частных форм выполнения блока, - может иметь во фронтальной проекции силуэт, близкий к силуэту вертикальной стенки, к которой он примыкает во фронтальной проекции.
Вышеупомянутый вентилируемый элемент, - в одной из частных форм выполнения блока, - может иметь толщину от 20 до 160 мм.
Высота вышеупомянутого вентилируемого элемента, - в одной из частных форм выполнения блока, - может быть на 1-15 мм меньше высоты вышеупомянутой вертикальной стенки, к которой он примыкает.
Ширина вышеупомянутого вентилируемого элемента, - в одной из частных форм выполнения блока, - может быть на 1-12 мм меньше ширины вышеупомянутой вертикальной стенки, к которой он примыкает.
Лицевая поверхность вышеупомянутого вентилируемого элемента, - в одной из частных форм выполнения блока, - может быть снабжена декоративным рисунком и/или рельефом.
Вышеупомянутый вентилируемый элемент, - в одной из частных форм выполнения блока, - может быть соединен с вышеупомянутой вертикальной стенкой, к которой он примыкает, со смещением таким образом, что контуры вентилируемого элемента смещены вбок и/или вниз относительно контуров вертикальной стенки, к которой он примыкает на фронтальной проекции.
Тыльная сторона вышеупомянутого вентилируемого элемента, примыкающая к вышеупомянутому крепежному слою, - в одной из частных форм выполнения блока, - может быть снабжена выступами и пазами.
Вышеупомянутые выступы и пазы, - в одной из частных форм выполнения блока, - могут быть выполнены вертикальными на всю высоту вышеупомянутого вентилируемого элемента.
Вышеупомянутые выступы и пазы, - в одной из частных форм выполнения блока, - может быть выполнены с поперечным сечением, напоминающим ласточкин хвост.
Вышеупомянутые выступы и пазы на тыльной стороне вентилируемого элемента, - в одной из частных форм выполнения блока, - может быть расположены зеркально соответствующим выступам и пазам вертикальной стенки, к которой примыкает вентилируемый элемент.
Глубина выступов и пазов, расположенных на тыльной стороне вышеупомянутого вентилируемого элемента, - в одной из частных форм выполнения блока, - может составлять самое меньшее 3 мм.
Глубина вышеупомянутых каналов, - в одной из частных форм выполнения блока, - может быть составляет от 10 до 100 мм, а ширина - от 15 до 120 мм.
Вышеупомянутые вентиляционные каналы, - в одной из частных форм выполнения блока, - могут быть расположены, по существу, вертикально.
Вышеупомянутый крепежный слой, - в одной из частных форм выполнения блока, - может быть выполнен из клеевого состава методом вибролитья в съемную опалубку.
Вышеупомянутые вертикальные стенки, - в одной из частных форм выполнения блока, - могут иметь толщину от 18 до 35 мм.
Вышеупомянутые вертикальные стенки, которые в кладке располагаются со стороны фасада или со стороны помещения, - в одной из частных форм выполнения блока, - могут иметь толщину от 18 до 150 мм.
Одна из упомянутых вертикальных стенок, которая в кладке располагается со стороны фасада, и к которой примыкает вышеупомянутый крепежный слой, - в одной из частных форм выполнения блока, - может иметь вертикальные выступы и пазы.
Вышеупомянутые выступы и пазы в вертикальной стенке, которая в кладке располагается со стороны фасада, и к которой примыкает вышеупомянутый крепежный слой, - в одной из частных форм выполнения блока, - могут быть выполнены вертикальными.
Вышеупомянутые выступы и пазы в вертикальной стенке, которая в кладке располагается со стороны фасада, и к которой примыкает вышеупомянутый крепежный слои, - в одной из частных форм выполнения блока, - могут иметь глубину самое меньшее 3 мм.
Вышеупомянутые вертикальные стенки, расположенные на тычковых сторонах, - в одной из частных форм выполнения блока, - могут быть снабжены выступами и пазами ответной формы, обеспечивающими плотное примыкание соседних тычковых сторон в горизонтальном ряду кладки.
Вышеупомянутые выступы и пазы в вертикальных стенках, расположенных на тычковых сторонах, - в одной из частных форм выполнения блока, - могут иметь трапециевидную или прямоугольную форму поперечного сечения.
Вышеупомянутые вертикальные стенки, - в одной из частных форм выполнения блока, - могут вместе образовывать призматическое тело с прямоугольным поперечным сечением.
Вышеупомянутые вертикальные стенки, - в одной из частных форм выполнения блока, - могут вместе образовывать тело с контурами поперечного сечения, отличающимися от прямоугольника.
Вышеупомянутый верхний слой, - в одной из частных форм выполнения блока, - может иметь толщину от 5 до 20 мм, предпочтительно, от 5 до 15 мм.
Вышеупомянутый верхний слой, - в одной из частных форм выполнения блока, - может быть выполнен с терморазрывом в виде, по меньшей мере, одной частично незаполненной материалом полосы шириной от 20 до 150 мм.
Вышеупомянутое гидравлическое вяжущее в вышеупомянутых первом и/или втором и/или третьем материалах, - в одной из частных форм выполнения блока, - может быть выбрано из группы, включающей портландцемент, глиноземистый цемент их смеси друг с другом и/или с жидким стеклом.
Вышеупомянутое гидравлическое вяжущее в вышеупомянутых первом и/или втором и/или третьем материалах, - в одной из частных форм выполнения блока, - может быть выбрано из группы, включающей гипс, алебастр, магнезиальный цемент, альболит и их смеси друг с другом.
Вышеупомянутый первый и/или второй и/или третий материалы, - в одной из частных форм выполнения блока, - могут практически не содержать песка.
Вышеупомянутые первый и/или второй и/или третий материалы, - в одной из частных форм выполнения блока, - могут дополнительно содержать функциональные добавки, выбранные из группы, включающей пластификатор, ускоритель схватывания и воздухововлекающую добавку.
Вышеупомянутый первый и/или второй и/или третий материалы, - в одной из частных форм выполнения блока, - могут дополнительно содержать в себе золу уноса.
Вышеупомянутые первый и/или третий материалы, - в одной из частных форм выполнения блока, - могут иметь влажность массы 6-8 масс. %.
D60 частиц наполнителя в вышеупомянутом первом и/или третьем материале, - в одной из частных форм выполнения блока, - может составлять менее 2 мм.
Вышеупомянутый пористый наполнитель, содержащийся в вышеупомянутом первом и/или третьем материале, - в одной из частных форм выполнения блока, - может быть выбран из группы, включающей керамзит, дробленный керамзит, пеностекло, перлит, диатомит, шунгит, вермикулит, пенокерамику и их смесь.
Вышеупомянутый пористый наполнитель в вышеупомянутом первом и/или третьем материале, - в одной из частных форм выполнения блока, - может представлять собой дробленый пено- газо- бетон фракции 2-5 мм.
Вышеупомянутый пористый наполнитель, содержащийся в вышеупомянутом первом и/или третьем материале, - в одной из частных форм выполнения блока, - может иметь крупность 0-7 мм.
Вышеупомянутый пористый наполнитель, содержащийся в первом и/или третьем материале, - в одной из частных форм выполнения блока, - может иметь насыпную плотность не более 700 кг/м3.
Вышеупомянутый первый и/или третий материалы, - в одной из частных форм выполнения блока, - может дополнительно содержать в себе волокнистый щелочеустойчивый наполнитель, выбранный из группы, включающей штапельное стекловолокно и штапельное базальтовое волокно
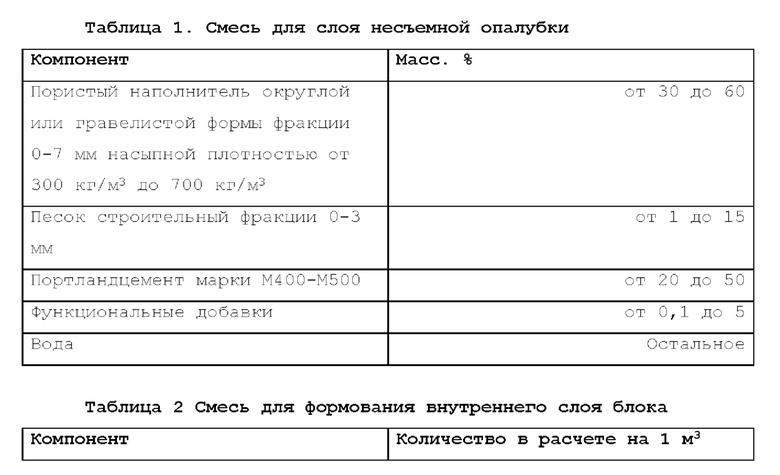
Вышеупомянутый первый и/или третий материал, - в одной из частных форм выполнения блока, - может иметь следующий состав, масс. %:
Вышеупомянутое гидравлическое вяжущее, - в одной из частных форм выполнения блока, - может не полностью заполнять пространство между частицами упомянутого наполнителя второго материала.
D60 частиц наполнителя в вышеупомянутом втором материале, - в одной из частных форм выполнения блока, - может составлять 7-25 мм.
Объемная доля наполнителя и пустот, не заполненных вяжущим, в вышеупомянутом втором материале, - в одной из частных форм выполнения блока, - может быть больше 50%.
Объемная доля воздушных пор в вышеупомянутом втором материале, - в одной из частных форм выполнения блока, - может быть больше 15%.
Вышеупомянутый второй материал, - в одной из частных форм выполнения блока, - может представлять собой крупнопористый беспесчаный керамзитобетон с крупными фракциями наполнителя диаметром от 7 до 25 мм и насыпной плотностью от 180 до 550 кг/м.
Вышеупомянутый второй материал, - в одной из частных форм выполнения блока, - может иметь следующий состав (в расчете на 1 м3):
Вышеупомянутый третий материал, - в одной из частных форм выполнения блока, - может представлять собой керамзитобетон с керамзитом фракций 0-5 мм или дробленным керамзитом фракций 0-7.
Вышеупомянутый третий материал, - в одной из частных форм выполнения блока, - может иметь следующий состав (масс. %):
Блок преимущественно предназначен для использования на территориях с жарким климатом и большой инсоляцией. За счет применения системы вентилируемого фасада отводится избыточное тепло от прямых и вторичных (отраженных) солнечных лучей от лицевой поверхности, так как отверстия в плитке (вентканалы) за счет движения воздуха позволяют охлаждать внутреннюю часть фасадных поверхностей, таким образом, уменьшая внешний тепловой поток на 20-30% в зависимости от интенсивности инсоляции и отражающих способностей фасада. Соответственно решения, заложенные в данном изделии, позволяют сэкономить до 30% энергии на охлаждение помещений внутри здания.
КРАТКОЕ ОПИСАНИЕ ФИГУР ЧЕРТЕЖЕЙ
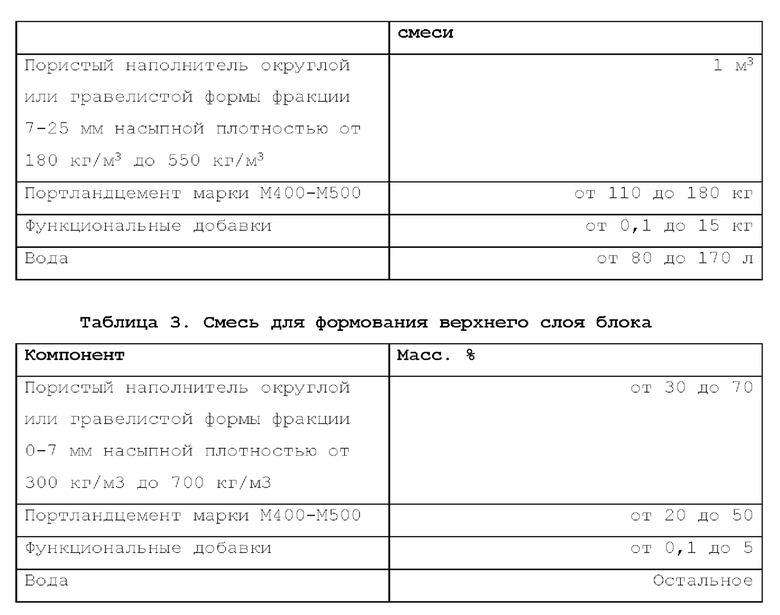
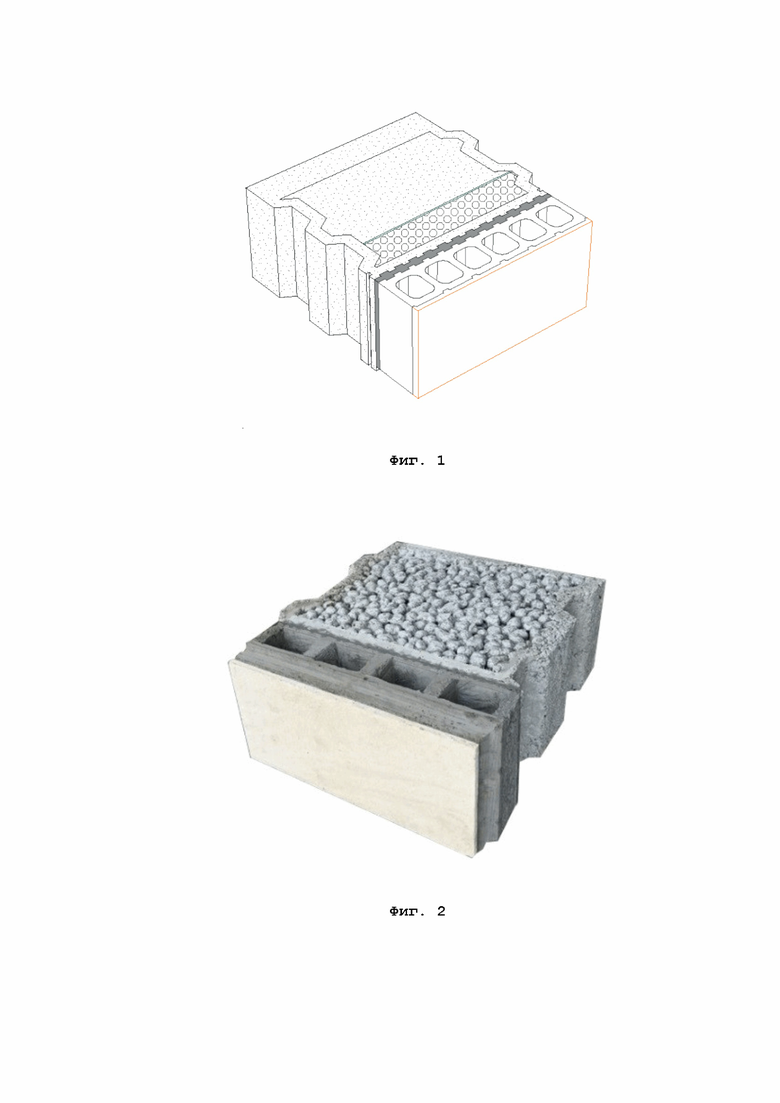
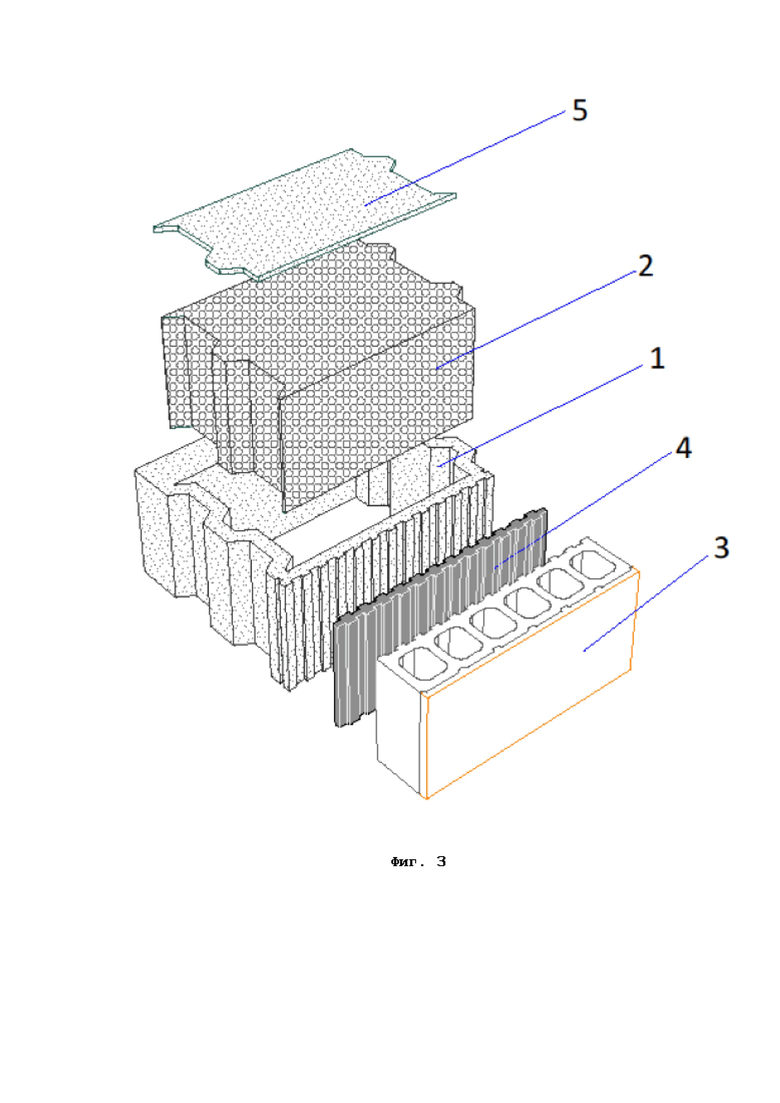
На фиг.1-3 показан один из вариантов строительного блока по изобретению (на фиг.1 - схематично; на фиг.2 - фотография; на фиг.3 - схема с условно-разнесенными в пространстве конструктивными элементами).
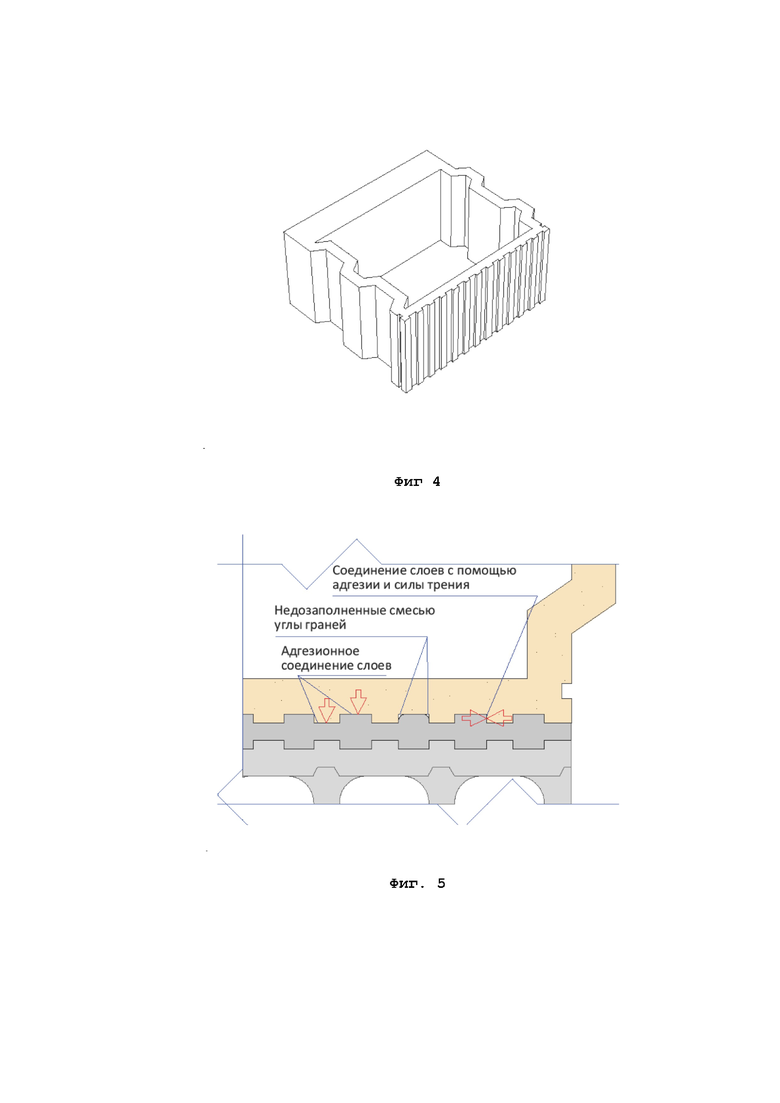
На фиг.4 схематично показана заготовка блока по одной из форм блока по изобретению, содержащая внешние стенки.
На фиг.5 схематично показан разрез примыкания между стенками блока и пустотелой лицевой панелью.
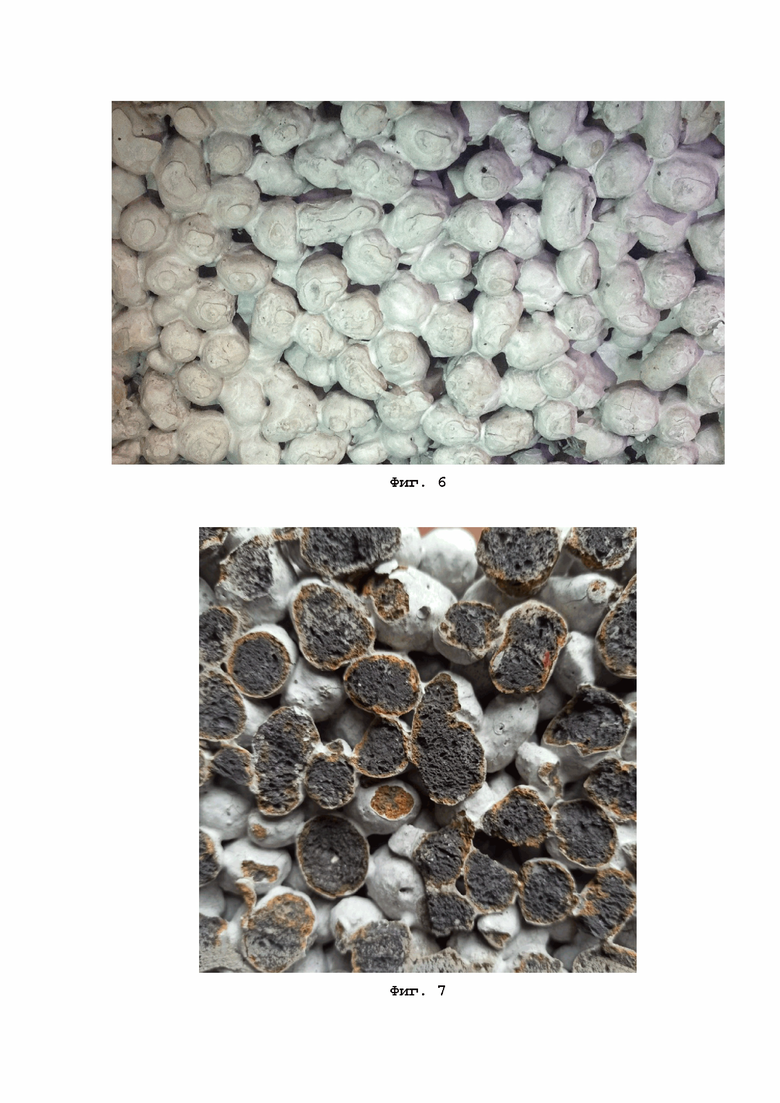
На фиг.6 представлена фотография наполнителя, капсулированного гидравлическим вяжущим.
На фиг.7 представлена фотография наполнителя, капсулированного гидравлическим вяжущим в разрезе.
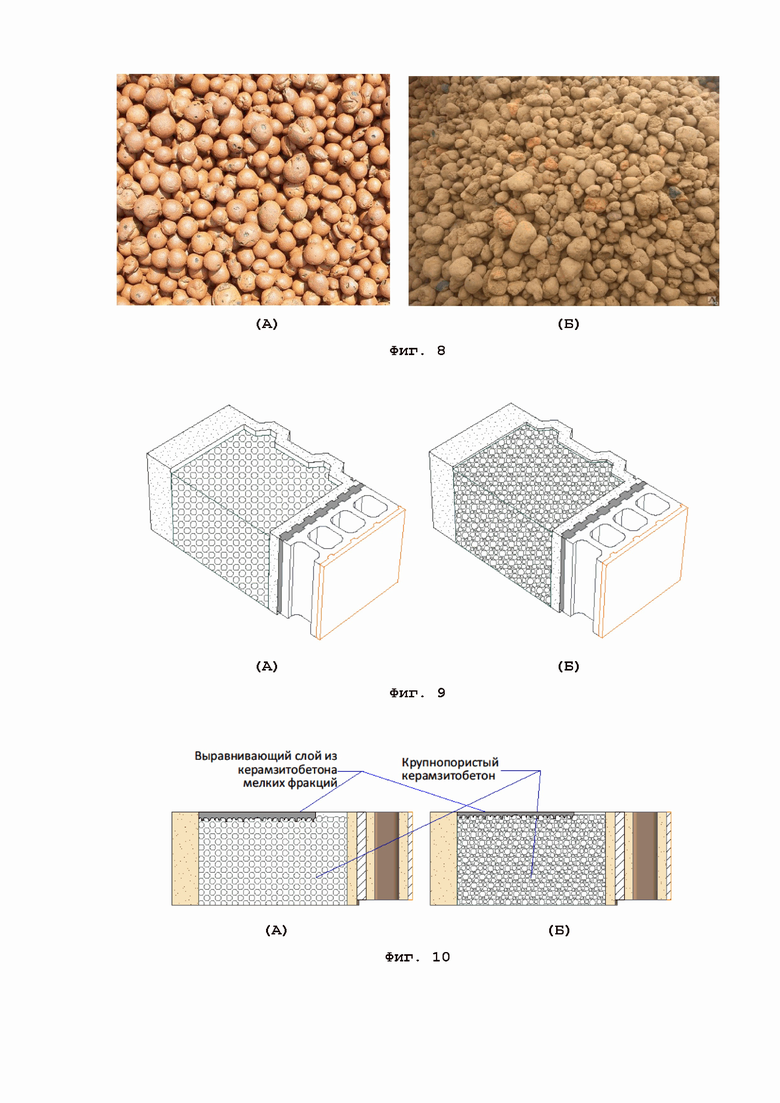
На фиг.8 представлена фотография керамзита разного вида (А слева - фотография фракцинированного керамзита округлой формы; Б справа - фотография нефракцинированного керамзита гравелистой формы).
На фиг.9 схематично показано разрез блока по изобретению без пятого слоя (А слева - блок с использованием фракцинированного керамзита с большой усадкой внутреннего слоя; Б справа - блок с использованием нефракцинированного керамзита с малой усадкой внутреннего слоя).
На фиг.10 схематично показан разрез блока с пятым слоем по изобретению (А слева - блок с использованием фракцинированного керамзита с большой усадкой внутреннего слоя; Б справа - блок с использованием нефракцинированного керамзита с малой усадкой внутреннего слоя).
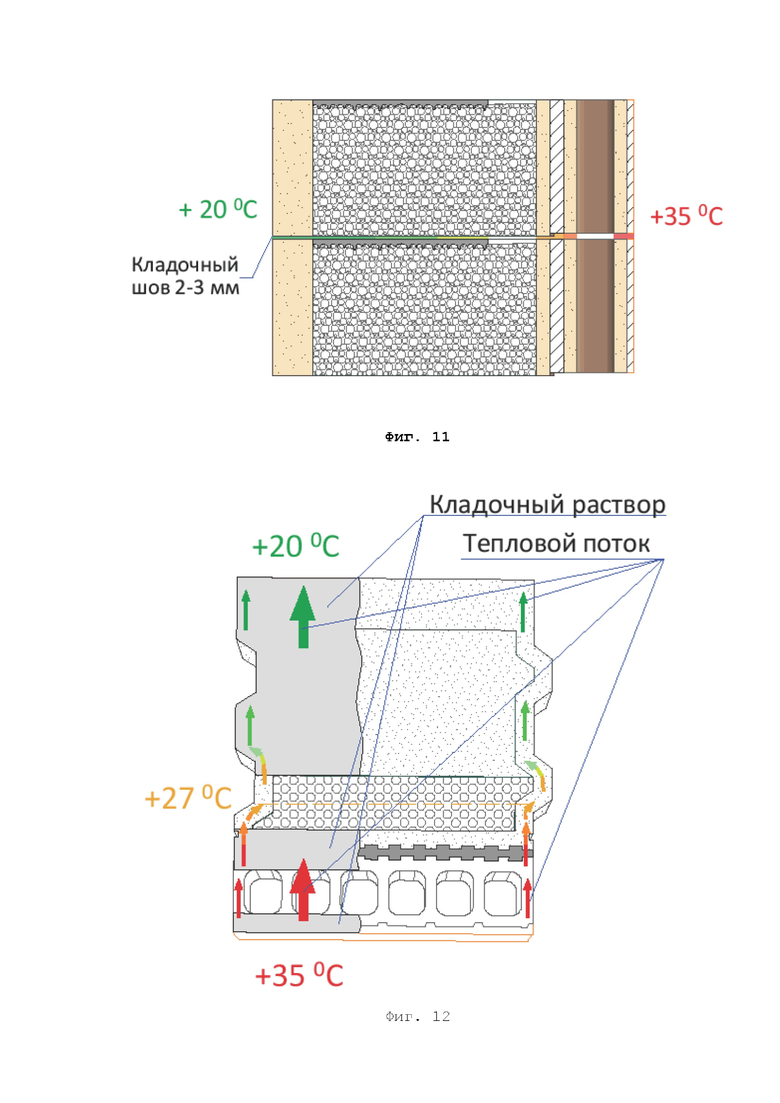
На фиг.11 схематично показан тепловой поток в разрезе стены из блоков.
На фиг.12 схематично показан тепловой поток в стене, вид сверху.
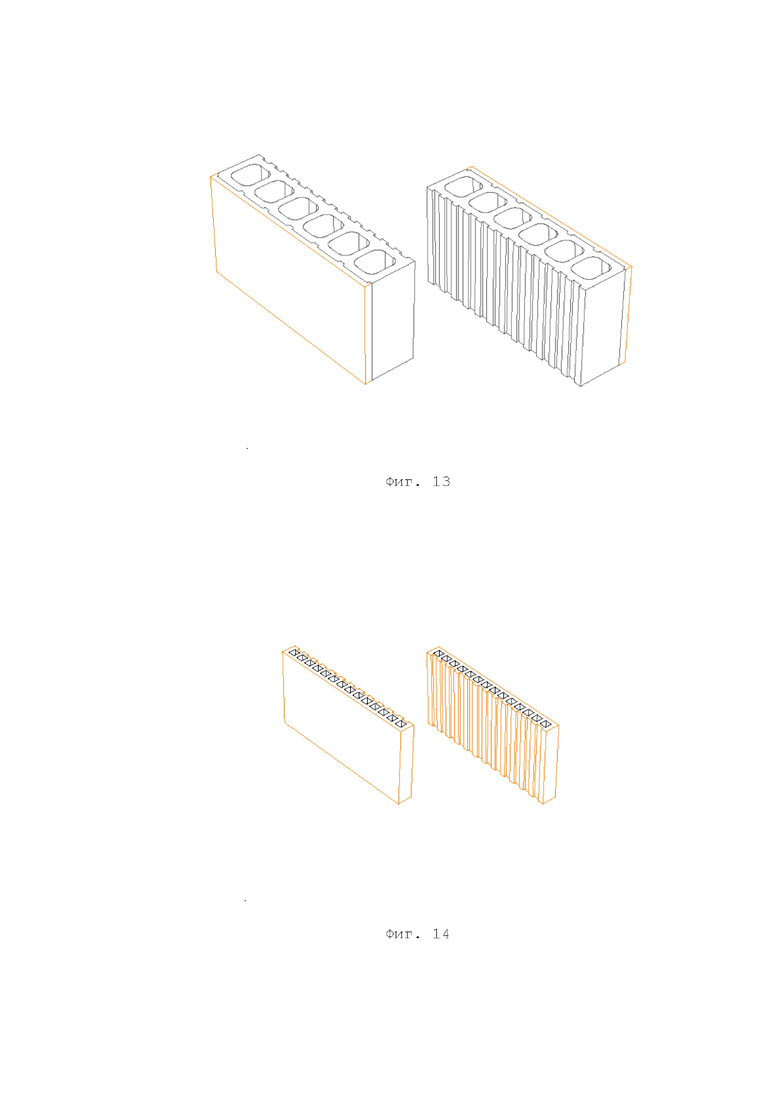
На фиг.13 показана вентилируемая фасадная плитка, изготовленная по методу вибропрессования.
На фиг.14 показана вентилируемая керамическая фасадная плитка.
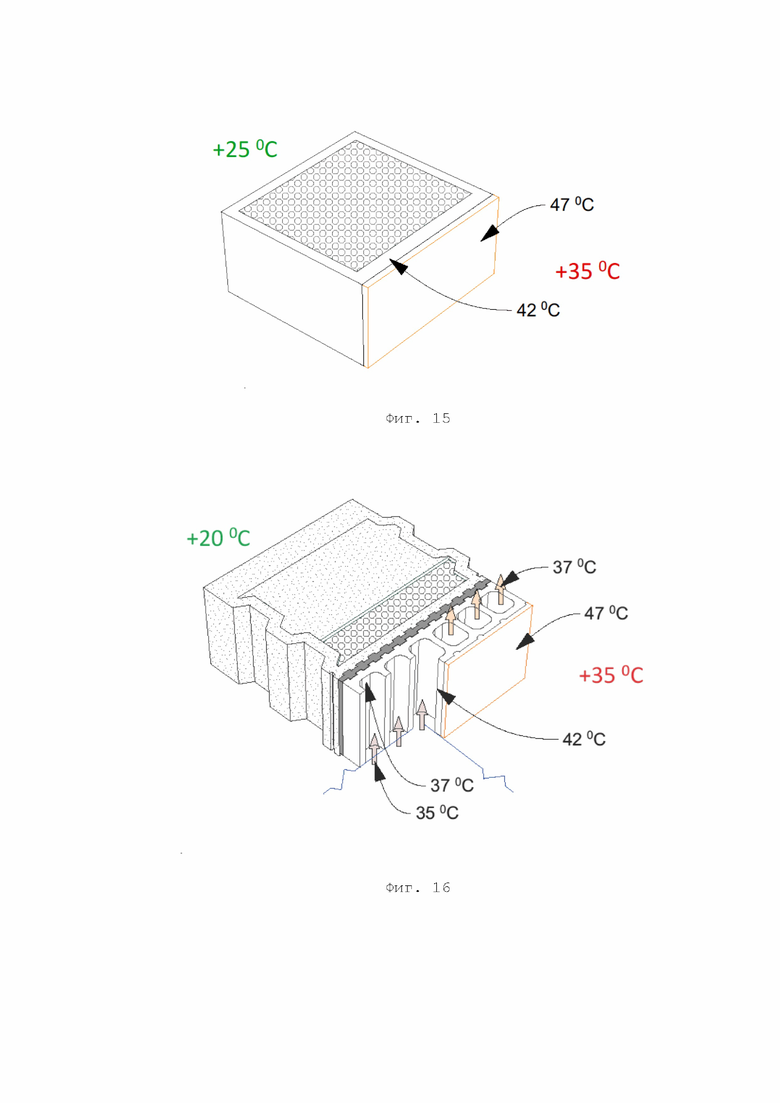
На фиг.15 и 16 схематично показан блок по изобретению без системы вентфасада и с системой вентфасада и параметры их теплоэффективности, соответственно.
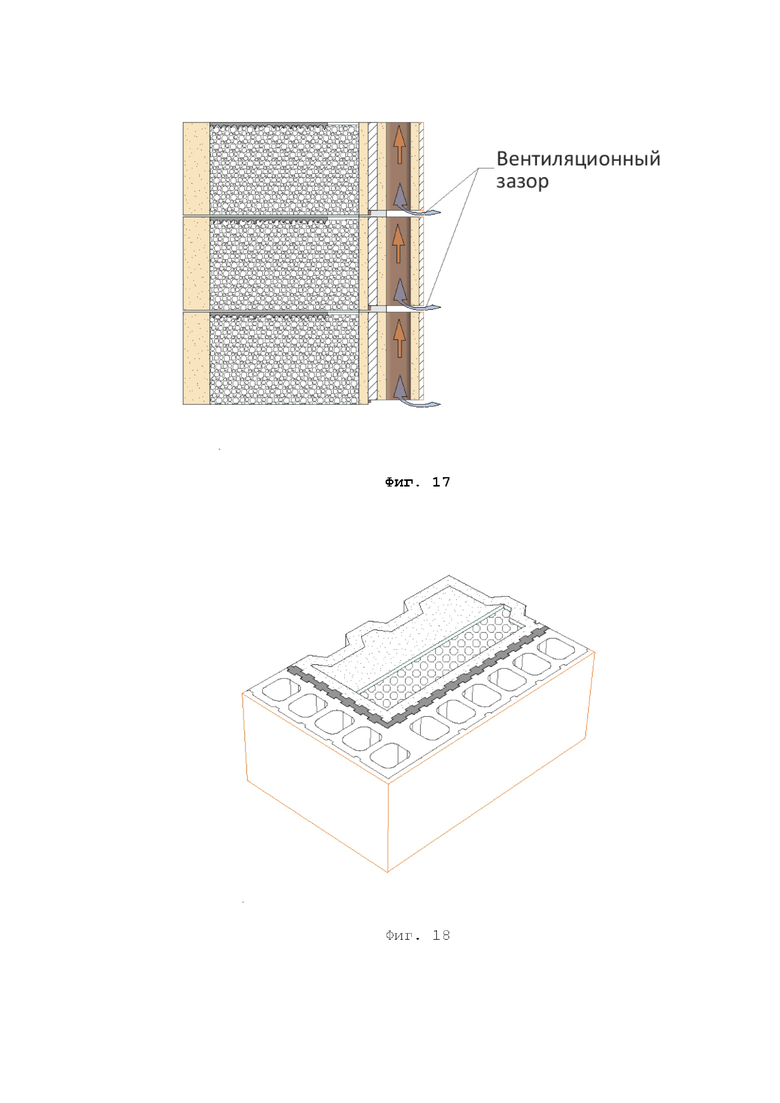
На фиг.17 схематично изображен разрез стены из блоков по изобретению с вентфасадом.
На фиг.18 схематично показан угловой блок с вентилируемым фасадом по изобретению.
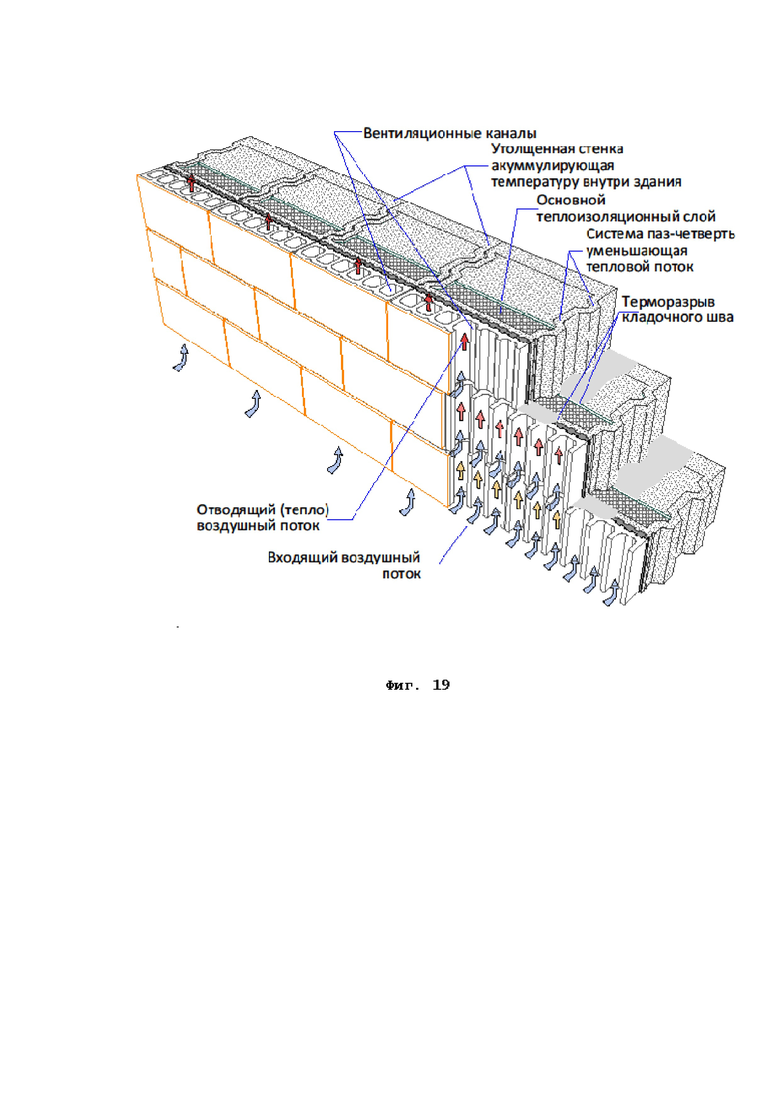
На фиг.19 схематично показана стена из блоков с вентилируемым фасадом по изобретению.
На фиг.20 показаны примеры (сравнительные) разрушающегося многослойного фасада с минераловатным утеплителем.
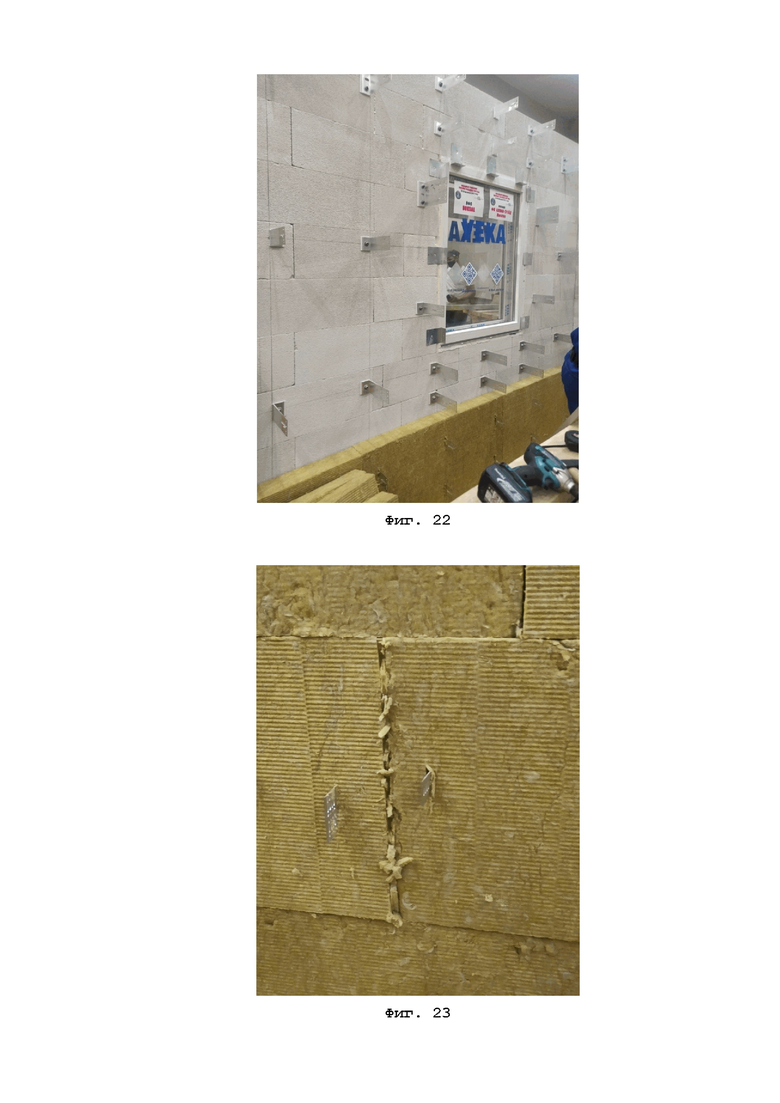
На фиг.21 и 22 показан пример (сравнительный), иллюстрирующий сложность монтажа конструкций наиболее распространенных фасадов.
Фиг.23 показан распространенный дефект приводящий к дополнительным теплопотерям при монтаже утеплителя в вентилируемом фасаде с фиг.22.
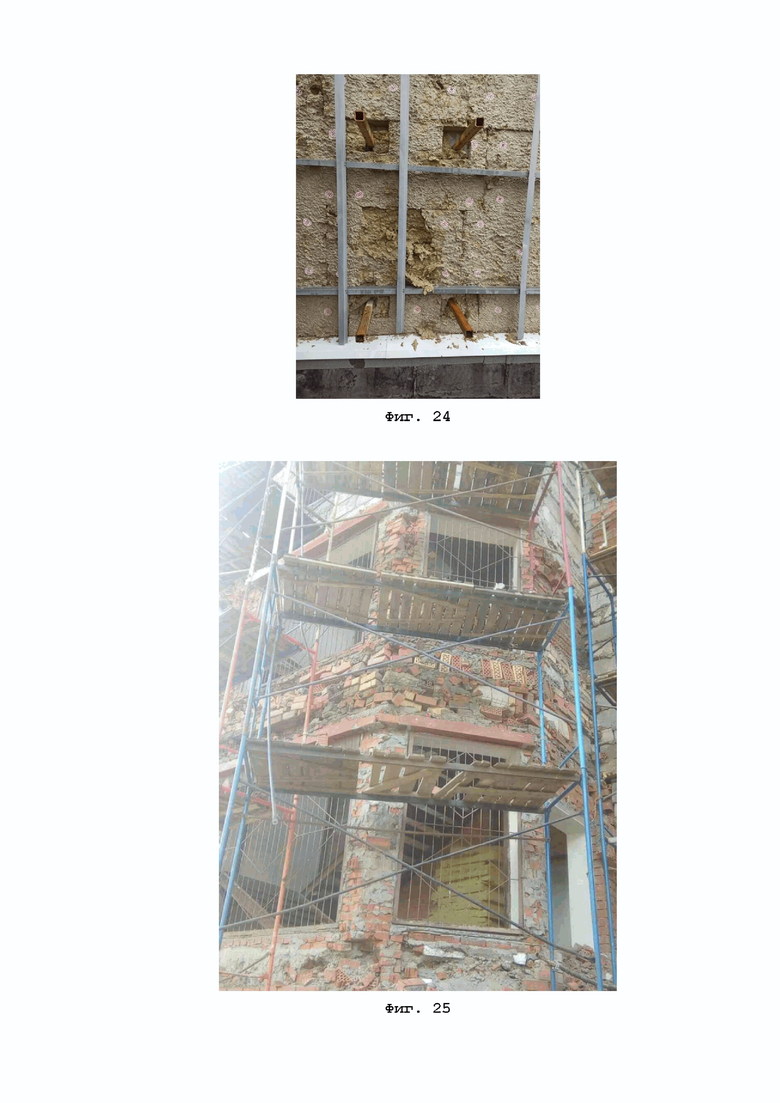
Фиг. 24 и 25 показаны примеры некачественно выполненных работ, скрытых за утеплителем.
ОСУЩЕСТВЛЕНИЕ ИЗОБРЕТЕНИЯ
Строительный блок по изобретению производят по смешанной технологии полусухого вибропрессования и капсулирования жидким гидравлическим вяжущим.
Блок имеет:
первый слой бетона (несъемная опалубка), содержащего пористый наполнитель мелких фракций, из которого сформованы, по меньшей мере, четыре вертикальные стенки, расположенные, например, в виде многогранника, и образующие замкнутый периметр,
второй слой (теплоизолирующая сердцевина блока) крупнопористого беспесчаного бетона, изготовленный по методу капсулирования пористого наполнителя округлой или гравелистой формы жидким гидравлическим вяжущим, заполняющего пространство внутри упомянутых вертикальных стенок,
третий слой (вентилируемый элемент), представляющий собой плитку, внутри которой имеются сквозные вентиляционные каналы, и расположенный со стороны фасадной части блока,
четвертый слой (крепежный), состоящий из клеевого состава соединяющий упомянутую плитку с одной из упомянутых вертикальных стенок,
пятый слой (компенсационный), содержащий пористый наполнитель и гидравлическое вяжущее, расположенный сверху и выполненный заподлицо с верхними торцами упомянутых вертикальных стенок.
Упомянутые вертикальные стенки имеют толщину от 18 до 35 мм, а стенки со стороны внешнего фасада и внутреннего помещения имеют толщины - от 18 до 150 мм.
Вертикальные стенки изготовлены по технологии полусухого вибропрессования,
В состав материала, из которого состоит первый слой, входит пористый наполнитель мелких фракций 0-7 мм, такой как керамзит, пеностекло, перлит, диатомит, шунгит, вермикулит, или пенокерамика плотностью не более 700 кг/м3 и гидравлическое вяжущее
Одна из упомянутых вертикальных стенок (со стороны фасада), к которой примыкает четвертый слой из клеевого состава, имеет вертикальные выступы и пазы глубиной не менее 3 мм для улучшения соединения первого и четвертого слоев.
Две другие вертикальные стенки, примыкающие к упомянутой вертикальной стенке, снабженной выступами и пазами, снабжены углублениями. Выступы и пазы с одной стороны служат для улучшения теплоэффективности блоков, увеличивая длину прохождения теплового потока, с другой стороны создают дополнительные ребра жесткости и связи в конструкции стены, увеличивая ее прочность.
Второй слой выполнен из крупнопористого беспесчаного бетона, содержащего пористый наполнитель округлой или гравелистой формы по методу капсулирования жидким гидравлическим вяжущим, в состав которого входит пористый наполнитель фракции от 7 мм до 25 мм плотностью от 180 до 550 кг/м3. Этот слой заполняет несъемную опалубку, формируя сердцевину блока.
Третий слой (вентилируемый элемент) имеет вертикально расположенные вентиляционные каналы глубиной от 10 до 100 мм и шириной от 15 до 120 мм. Каналы служат для вентиляции фасада и предназначены для уменьшения проникновения избыточного тепла с внешней стороны здания.
Третий слой (вентилируемый элемент) может быть изготовлен любым подходящим способом, например, вентилируемый элемент изготовлен методом полусухого вибропрессования, вибролитья, вакуумного виброформования, обжигом керамического сырья, обработкой природного камня, или сочетанием этих способов.
Третий слой (вентилируемый элемент) имеет форму, близкую к форме фасадной части вертикальной стенки, к которой он примыкает.
Третий слой может иметь толщину от 20 до 160 мм.
Тыльная сторона вентилируемого элемента, примыкающая к четвертому (крепежному) слою, может быть снабжена вертикальными выступами и пазами на всю высоту вентилируемого элемента для улучшения сцепления.
Предпочтительно, когда эти выступы и пазы вентилируемого элемента расположены зеркально соответствующим выступам и пазам вертикальной стенки, к которой примыкает вентилируемый элемент.
Предпочтительно, глубина выступов и пазов вентилируемого элемента составляет не менее 3 мм.
При этом высота вентилируемого элемента на 1-15 мм меньше высоты блока.
Ширина вентилируемого элемента на 1-12 мм меньше ширины фасадной части блока.
Четвертый слой выполнен из клеевого состава методом вибролитья в съемную опалубку. Этот слой служит для соединения (склеивания) третьего слоя с соответствующей вертикальной стенкой, при этом четвертый слой выполнен заподлицо с верхней гранью несъемной опалубки.
Пятый слой изготавливают из бетона, в состав которого входит в том числе пористый наполнитель мелких фракций. Этот слой предназначен в том числе для формирования более плотного заполнения плоскости поверх крупнопористого беспесчаного бетона на которую в процессе строительства укладывается кладочный раствор с целью уменьшения толщины кладочного шва и улучшения теплотехнических характеристик.
Блок, может иметь сложную форму, в т.ч. с обратными углами, относительно плоскости наружных или внутренних сторон блока и стенками, образующими две и более лицевых стенок блока.
При производстве основного тела блока используют смешанную технологию полусухого вибропрессования (изготовление несъемной опалубки), посредством которой получают несъемную опалубку, а затем заполняют ее наполнителем, капсулированным жидким гидравлическим вяжущем (заполнение крупнопористым беспесчаным бетоном), вибрируют и после набора прочности присоединяют лицевую часть блока (пластину с вентиляционными отверстиями).
Применение сочетаний этих технологий обусловлено помимо всего прочего высокой точностью изготовления блока и прогнозируемой повторяемостью технологических операций за счет возможности высокой степени автоматизации.
Конструкция блока по изобретению может быть упрощенно описана со ссылками на 5 слоев, показанных на фиг.3.
Первый слой блока образует стенки блока, имеющие форму замкнутого многогранника - несъемной опалубки. Последнюю заполняют крупнопористым беспесчаным бетоном с формированием второго слоя - сердцевины блока.
Применение бетона, в состав которого входит в т.ч. пористый наполнитель мелких фракций 0-7 мм таких как керамзит, перлит, диатомит, шунгит, вермикулит или пенокерамика обусловлено необходимостью заполнения узкой формы стенок в процессе вибропрессования, ширина которых должна быть больше 3,5 диаметра используемого сырья.
Применение пористого наполнителя плотностью не более 700 кг/м3 для производства несъемной опалубки обусловлено необходимостью сохранения теплоэффективных свойств изделия. Также по этой причине толщина боковых и лицевой стенок составляет от 18 до 30 мм, так как чем меньше толщина стенок тем меньше проникающий тепловой поток, при этом данная толщина минимально возможна при производстве по методу полусухого вибропрессования из-за технологических особенностей (свежесформованная стенка должна без внешней поддержки сохранять форму до набора заданной прочности).
Тыльная стенка несъемной опалубки может быть утолщенной по сравнению с остальными стенками, что обусловлено необходимостью сохранения тепловой инерции внутри здания (для сглаживания ночных и дневных температурных перепадов). Остальные слои, между окружающей средой и помещением, прежде всего уменьшают тепловой поток (выполняют барьерные функции) и не вносят большого вклада в накопление тепла внутри помещения.
Наружная стенка несъемной опалубки, примыкающая к четвертому слою, выполненному из клеевого состава, имеет вертикальные грани на всю высоту слоя (стенки) для формирования лучшего сцепления (соединения) этих слоев глубиной не менее 3 мм. Этот размер обусловлен тем, что при заполнении клеевой смесью в зависимости от пластичности применяемой смеси, возможно появление неполностью заполненных пустот в месте соединения граней (углах), как правило размер таких пустот не более 1-2 мм, применение граней более 3 мм перекрывает эти пустоты.
Две другие боковые стенки несъемной опалубки, примыкающие к стенке с гранями, могут иметь углубления (различные технологические пазы) на всю высоту стенки (см. фиг.4 и 5).
Второй слой представляет собой сердцевину блока. Он выполнен из беспесчаного крупнопристого бетона.
Такой бетон получают капсулированием наполнителя жидким гидравлическим вяжущим.
Капсулирование гранул наполнителя осуществляют цементным молочком тонким слоем от 200 мкм до 1,5 мм цементного покрытия (см. фиг.6 и 7), что значительно улучшает теплотехнические характеристики изделия за счет наличия крупных пор между гранулами наполнителя, снижает вес и уменьшает расход цемента.
Применение пористого наполнителя фракции от 7 мм до 25 мм плотностью от 180 до 550 кг/м3 снижает вес изделия и делает его теплоэффективным.
Пятый (горизонтальный) слой располагается поверх второго слоя. Он выполнен заподлицо с верхними краями несъемной опалубки и предназначен для формирования по нему постели из кладочных растворов. Наличие этого слоя обусловлено необходимостью выравнивания перепадов по высоте при укладке слоя из беспесчаного крупнопористого бетона (в связи с непостоянством качества наполнителя, как показано на фиг.8 слева и справа, величину усадки сердцевины блока после вибрирования невозможно точно предсказать заранее).
Для сохранения теплоэффективности изделия пятый слой выполнен из бетона, в состав которого входит пористый наполнитель мелких фракций, таких, например, как 0-5 мм или дробленого пористого наполнителя фракций 0-7. Также применение данных фракций создает более однородный горизонтальный слой (без крупных пор), который позволяет использовать теплоэффективную тонкошовную растворную кладку.
Применяемая толщина слоя от 5 до 15 мм обусловлена размером фракций пористого наполнителя и усредненной величиной усадки формируемого слоя крупнопористого бетона. Применение слоев толще 15 мм нежелательно, т.к. при этом снижается теплоэффективность изделия из-за потерь через толстые швы.
Также возможно исполнение, при котором пятый слой не доходит до наружной стенки (слоя) изделия от 30 до 120 мм, формируя таким образом терморазрыв кладочного шва, увеличивая теплоэффективность блока.
Терморазрыв предпочтительно смещен к наружной части блока (см. фиг.10-12), так как внутренняя часть блока используется как инерционный накопитель необходимой температуры внутренних помещений и кладочные швы являются также накопителями внутренней температуры.
Третий слой в виде лицевой плитки с внутренними вертикально расположенными вентиляционными каналами производят методом полусухого вибропрессования (см. фиг.13), вибролитья или вакуумного виброформования, из керамических материалов (см. фиг.14), природного камня или их сочетаний.
Этот слой имеет форму, близкую к форме фасадной части несъемной опалубки.
Толщина третьего слоя составляет предпочтительно от 20 до 160 мм. Она обусловлена геометрическими размерами вентиляционных каналов и технологическими ограничениями при изготовлении плитки с учетом типа материала.
Вентиляционные каналы (см. фиг.16, 17 и 19) образуют систему воздушного охлаждения фасадной части стен за счет постоянного притока воздуха, охлаждая лицевую часть стен, которая нагревается в значительной мере от инсоляции (солнечного света) и выступает фактически барьером от проникновения избыточного тепла в конструкцию стен.
Глубина вентиляционных каналов составляет от 10 до 100 мм, а ширина от 15 до 120 мм.
Размеры каналов зависят от высоты, типов стен, используемой пластины, способах и конкретных особенностях региона использования. Минимальный размер каналов 10 мм х 15 мм, как правило, применим в керамической пластине, изготовленной методом экструзии с вентзазорами в каждом кладочном ряду, максимальный размер 100 х 120 мм, как правило, применим в цементно-песчаной плитке с вентзазорами в каждом этаже здания.
На тыльной стороне, примыкающей к четвертому слою из клеевого состава, плитка имеет вертикальные выступы и впадины глубиной не менее 3 мм на всю высоту слоя (стенки) для улучшения сцепления (соединения) этих слоев, расположенные зеркально граням несъемной опалубки с такими же гранями, для лучшего заполнения клеевого раствора между ними.
Наличие ребер (см. фиг.13 и 14) необходимо, в том числе для формирования сцепления основного тела блока и плитки не только за счет адгезии материалов, но и за счет силы трения образующейся гранями несъемной опалубки, плитки и клеевого раствора, что в свою очередь увеличивает эксплуатационную надежность и долговечность фасада. Высота третьего слоя (плитки) меньше на 1-15 мм высоты блока, это необходимо для формирования вентзазора в системе вентилируемого фасада. Ширина третьего слоя (плитки) меньше на 1-12 мм ширины фасадной части блока обусловлен необходимостью наличия зазора для сохранения целостности фасадной части (плитки) блока в момент транспортировки, погрузки и разгрузки, т.к. в этом случае все ударные нагрузки принимает на себя «тело» блока оставляя нетронутым плитку.
Также можно изготавливать третий слой со смещением лицевой части плитки вбок или вниз или вбок и вниз одновременно, образуя таким образом систему паз-четверть для улучшения качеств фасада, таких как, например, отвод конденсируемой или внешней влаги наружу или формирование закрытого горизонтального усадочного или вертикального усадочного/термо шва стен (см. фиг.2).
Четвертый слой выполнен из клеевого состава методом вибролитья в съемную опалубку и служит для соединения (склеивания) третьего слоя (плитки) с первым слоем (стенкой несъемной опалубки), при этом четвертый слой выполнен заподлицо с верхней гранью несъемной опалубки.
Применение способа вибролитья позволяет качественно заполнять полости между гранями плитки и несъемной опалубки клеевым составом.
Блок по изобретению может иметь сложную форму, в т.ч. с обратными углами, относительно плоскости наружных или внутренних сторон блока и стенками, образующими две и более лицевых стенок блока (см. фиг.18). При этом на соответствующих стенках несъемной опалубки формуются грани для сцепления с лицевой пластиной, а лицевая пластина как правило состоит из двух или более частей формируя таким образом нужную фасадную часть.
Теплоэффективность стен на территориях с холодным климатом определяется возможностью максимально сохранить внутреннюю тепловую энергию, предотвратив ее выход наружу, при этом суточные перепады внешних температур в среднем относительно небольшие 5-10°С, что в свою очередь определяет как правило для таких территорий моно конструкцию стен, а использование вентфасада носит декоративный (архитектурный) характер и с технической точки предназначен только для защиты утеплителя от атмосферных осадков, но как элемент теплоэффективной системы не работает. Представленное изделие преимущественно предназначено для использования на территориях с жарким климатом и большой инсоляцией. Теплоэффективность стен на территориях с таким климатом определяется возможностью максимально не допустить внешнего нагрева конструкций от солнечного излучения и сохранения суточной инерции температуры внутри помещения, если речь идет, например, о пустынном климате, характерной чертой которого бывают суточные перепады до 20-30°С. Для достижения этих технических целей блок имеет фасадную часть в виде лицевой пластины в средней части которой расположены вентиляционные отверстия, по которым за счет естественного движения воздуха вверх идет охлаждение лицевой пластины, которая соединена клеевым составом с «телом» блока который в средней части имеет конструкционно-теплоизоляционный слой препятствующий проникновению тепла извне и как вариант утолщенную часть внутренней стенки блока выступающей в роли аккумулятора температуры внутри помещения, а также подстилающий слой под кладочный раствор как вариант с терморазрывом, смещенным к фасадной части для поддержания тепловой инерции внутри помещения. Стенка, выложенная из данного блока, может вентилироваться как в рамках каждого блока, так и в рамках одного этажа или других расчетных проектных размерах в зависимости от здания и климатических особенностей территории. За счет применения системы вентилируемого фасада отражается избыточное тепло от прямых и вторичных (отраженных) солнечных лучей от лицевой поверхности, а вентканалы за счет движения воздуха позволяют охлаждать внутреннюю часть фасадных поверхностей, таким образом, уменьшая внешний тепловой поток на 20-30% в зависимости от интенсивности инсоляции и отражающих способностей фасада. Соответственно решения, заложенные в данном изделии, позволяют сэкономить до 30% энергии на охлаждение помещений внутри здания. Так как изделие является готовой моноконструкцией для применения в наружных стенах (фасад+утеплитель+несущий элемент три в одном), то при строительстве стен исключается большое количество скрытых работ, таких, например, как утепление и устройство подсистемы вентфасада, что в свою очередь значительно снижает строительные риски. Блок изготавливается в заводских условиях, что помогает избежать некачественного выполнения отдельных технологических операций на стройплощадке, таких как, например крепление фасадной части. Блок полностью состоит из негорючих компонентов, соответствует классу НГ, что добавляет пожарной безопасности зданию. Применение моно- системы значительно экономит трудозатраты и увеличивает скорость возведения стен. В сравнении с общепринятой системой вентфасада количество технологических операций уменьшается в четыре раза. В изделии используются компоненты с неменяющимися или мало меняющимися техническими характеристиками, такие как цемент, песок, керамика, что позволяет прогнозировать значительный срок службы изделия от 75 до 100 лет. При этом большинство применяемых в конструкции стен минераловатных утеплителей имеет гарантийный срок службы всего 25-35 лет, после чего материал теряет свои качества. При этом при изготовлении минерального утеплителя используется связующее, в состав которого, как правило, входит формальдегид, признанный вредным для здоровья человека. Представленный блок выполнен из экологически чистых материалов и может подвергаться простой 100% вторичной переработке (например, дроблением), что поддерживает принципы устойчивого развития. При этом утилизация стен с классическим вентфасадом осложняется наличием четырех разных видов материалов (заполнитель газобетон, утеплитель минеральная вата, металлическая подсистема, наружные панели) каждый из которых требует отдельных операций по утилизации. В целом при применении представленных блоков в конструкции наружных стен комплексная цена (включающая в себя работу, материалы и косвенные расходы) в три-пять раз ниже в сравнении с комплексной ценой возведения общепринятых конструкций стен с вентфасадом.
Описание технологии производства блоков по изобретению
В способе изготовления блоков по изобретению можно выделить две основные стадии: изготовление несъемной опалубки и формирование сердцевины блока внутри несъемной опалубки.
Массу для формования несъемной опалубки (т.е. внешних стенок блока) готовят следующим образом:
Вначале для изготовления полусухой смеси дозирующим комплексом отмеряют необходимое количество пористого наполнителя фракции 0-7, строительного песка фракции 0-3, портландцемента марки М400 - М500 и подают в смеситель, где указанные компоненты смешивают в сухом состоянии.
Далее отмеряют воду и функциональные добавки и подают в смеситель с ранее подготовленными другими компонентами, после чего окончательно перемешивают до получения необходимой консистенции смеси.
Полученная полусухая смесь кроме параметров, достигаемых в изделии, должна соответствовать параметрам работы оборудования (вибропрессу) - удобоукладываемости, сжатию, сохранению заданной формы при выходе из матрицы и до набора прочности.
После подачи на вибропресс, в пресс-форме смесь вибрируют и сжимают, образуя на технологическом поддоне устойчивую форму несъемной опалубки (наружную оболочку блока). После этого полученную заготовку отправляют в сушку для первичного набора прочности.
После выхода из сушки несъемную опалубку отправляют на линию заполнения сердцевины блока. Далее для производства крупнопористого бетона методом капсулирования жидким цементным раствором отмеряют необходимое количество цемента, воды, добавок и подают в смеситель и смешивают. Полученная смесь должна иметь жидкую фазу для возможности последующего обволакивания гранул наполнителя тонким слоем. Далее в смеситель подают пористый наполнитель крупных фракций, и смешивают. В процессе смешивания частицы наполнителя обволакиваются (капсулируются) тонким слоем цементного молочка. При этом для смешивания предпочтительно использовать либо специальные механизмы «капсуляторы», либо смесители принудительного действия с горизонтальными валами т.к. в этом случае при выдаче готового бетона лопастями смесителя излишки жидкой фракции смеси (цементное молочко) стекают на дно смесителя. Полученный таким образом крупнопористый бетон подают в несъемную опалубку, которая зафиксирована по периметру зажимами на технологическом поддоне. После подачи крупнопористого бетона, штырьевой вибратор опускают в эту смесь и вибрируют, тем самым равномерно распределяя ее по внутреннему объему несъемной опалубки. Далее распределенную смесь сжимают, одновременно вибрируя посредством пластинчатого вибратора до уровня ниже верхней кромки стенки несъемной опалубки. Одновременно с этим готовят смесь для верхнего слоя блока, для чего отмеряют необходимое количество пористого наполнителя фракции 0-7, портландцемента марки М400 - М500 и подают в смеситель. После этого указанные компоненты смешивают в сухом состоянии. Далее отмеряют воду и функциональные добавки и подают в смеситель с ранее подготовленными другими компонентами, после чего происходит окончательное перемешивание до получения необходимой консистенции смеси. Полученная полусухая смесь кроме параметров, достигаемых в изделии в т.ч. должна соответствовать параметрам работы оборудования (вибропрессу)-удобоукладываемости, сжатию, сохранению заданной формы после формовки и до набора прочности. После подачи в несъемную опалубку поверх слоя из крупнопористого бетона, в матрице смесь вибрируют и сжимают до уровня вровень с верхней кромкой несъемной опалубки.
После чего полученное изделие отправляют в сушку либо при достаточной прочности, для выполнения последующей
технологической операции по креплению фасадной плитки. Во время, которой устанавливается съемная опалубка, прикрывающая зазоры между «телом» блока и фасадной плиткой. При этом такая опалубка прикрывает две боковые или две боковые и нижнюю грань вновь формируемого слоя, оставляя открытым верх, через который подается жидкий клеевой состав. После подачи и вибрации клеевого состава изделие отправляется в сушку для набора прочности. После набора проектной прочности съемная опалубка удаляется и изделие готово к использованию.
Для изготовления блоков можно использовать, например, смеси, состав которых приведен в табл.1-3.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТРОИТЕЛЬНЫЙ БЛОК | 2022 |
|
RU2820672C2 |
| СПОСОБ ПРОИЗВОДСТВА СТРОИТЕЛЬНЫХ БЛОКОВ | 2022 |
|
RU2828722C2 |
| Цемент наномодифицированный (ЦНМ) низкой водопотребности | 2021 |
|
RU2802732C2 |
| МНОГОСЛОЙНЫЙ СТЕНОВОЙ КАМЕНЬ И СПОСОБ ЕГО ПРОИЗВОДСТВА | 2003 |
|
RU2254230C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРЕХСЛОЙНОЙ НАВЕСНОЙ СТЕНЫ | 2005 |
|
RU2285094C1 |
| СПОСОБ ВОЗВЕДЕНИЯ СТЕН МОНОЛИТНОГО ЗДАНИЯ | 2020 |
|
RU2737387C1 |
| Способ изготовления фасадной панели | 2023 |
|
RU2806113C1 |
| СПОСОБ ВОЗВЕДЕНИЯ НАРУЖНЫХ СТЕН ЗДАНИЯ | 2013 |
|
RU2528758C1 |
| Термопанель фасадная высокопрочная и способ её изготовления | 2017 |
|
RU2652211C1 |
| МНОГОСЛОЙНЫЙ СТРОИТЕЛЬНЫЙ БЛОК И СПОСОБ ЕГО ПРОИЗВОДСТВА | 2016 |
|
RU2638197C1 |

Изобретение относится к области производства строительных материалов. Строительный блок имеет: вертикальные стенки, образующие замкнутый периметр, сердцевину, заполняющую полость, образованную упомянутыми вертикальными стенками от плоскости их нижнего торца до плоскости усадки, расположенной ниже плоскости их верхнего торца, крепежный слой и пустотелый вентилируемый элемент, соединенный с одной из вертикальных стенок посредством упомянутого крепежного слоя, в котором упомянутый вентилируемый элемент снабжен каналами, имеющими открытые нижние и верхние концы, упомянутые вертикальные стенки изготовлены из первого материала по методу полусухого вибропрессования, упомянутый первый материал представляет собой увлажненную прессующуюся массу, содержащую гидравлическое вяжущее и мелкозернистый пористый наполнитель, упомянутая сердцевина изготовлена из второго материала, посредством его вибрирования и прессования внутри заготовки, содержащей упомянутые вертикальные стенки, упомянутый второй материал представляет собой крупнопористый бетон, изготовленный по методу капсулирования крупнозернистого пористого наполнителя жидким раствором гидравлического вяжущего. 47 з.п. ф-лы, 25 ил., 3 табл.
1. Строительный блок, имеющий:
вертикальные стенки, образующие замкнутый периметр,
сердцевину, заполняющую полость, образованную упомянутыми вертикальными стенками от плоскости их нижнего торца до плоскости усадки, расположенной ниже плоскости их верхнего торца,
крепежный слой и
пустотелый вентилируемый элемент, соединенный с одной из вертикальных стенок посредством упомянутого крепежного слоя,
в котором
упомянутый вентилируемый элемент снабжен каналами, имеющими открытые нижние и верхние концы,
упомянутые вертикальные стенки изготовлены из первого материала по методу полусухого вибропрессования,
упомянутый первый материал представляет собой увлажненную прессующуюся массу, содержащую гидравлическое вяжущее и мелкозернистый пористый наполнитель,
упомянутая сердцевина изготовлена из второго материала, посредством его вибрирования и прессования внутри заготовки, содержащей упомянутые вертикальные стенки,
упомянутый второй материал представляет собой крупнопористый бетон, изготовленный по методу капсулирования крупнозернистого пористого наполнителя жидким раствором гидравлического вяжущего.
2. Блок по п. 1, характеризующийся тем, что дополнительно содержит верхний слой, расположенный в пространстве, ограниченном снизу упомянутой плоскостью усадки, ограниченном сверху упомянутой плоскостью верхнего торца вертикальных стенок, и ограниченном по бокам внутренней поверхностью упомянутых вертикальных стенок, при этом упомянутый верхний слой изготовлен из третьего материала, содержащего пористый наполнитель мелких фракций и гидравлическое вяжущее.
3. Блок по п. 1, в котором вышеупомянутый вентилируемый элемент изготовлен методом полусухого вибропрессования, методом вибролитья, методом вакуумного виброформования, посредством обжига керамического сырья или посредством обработки природного камня.
4. Блок по п. 1, в котором вышеупомянутый вентилируемый элемент изготовлен из пластика.
5. Блок по п. 1, в котором вышеупомянутый вентилируемый элемент имеет толщину от 20 до 160 мм.
6. Блок по п. 1, в котором высота вышеупомянутого вентилируемого элемента на 1-15 мм меньше высоты вышеупомянутой вертикальной стенки, к которой он примыкает.
7. Блок по п. 1, в котором ширина вышеупомянутого вентилируемого элемента на 1-12 мм меньше ширины вышеупомянутой вертикальной стенки, к которой он примыкает.
8. Блок по п. 1, в котором лицевая поверхность вышеупомянутого вентилируемого элемента снабжена декоративным рисунком и/или рельефом.
9. Блок по п. 1, в котором вышеупомянутый вентилируемый элемент соединен с вышеупомянутой вертикальной стенкой, к которой он примыкает, со смещением таким образом, что контуры вентилируемого элемента смещены вбок и/или вниз относительно контуров вертикальной стенки, к которой он примыкает на фронтальной проекции.
10. Блок по п. 1, в котором тыльная сторона вышеупомянутого вентилируемого элемента, примыкающая к вышеупомянутому крепежному слою, снабжена выступами и пазами.
11. Блок по п. 10, в котором вышеупомянутые выступы и пазы выполнены вертикальными на всю высоту вышеупомянутого вентилируемого элемента.
12. Блок по любому из пп. 10 или 11, в котором упомянутые выступы и пазы выполнены с поперечным сечением, напоминающим ласточкин хвост.
13. Блок по любому из пп. 10-12, в котором вышеупомянутые выступы и пазы на тыльной стороне вентилируемого элемента расположены зеркально соответствующим выступам и пазам вертикальной стенки, к которой примыкает вентилируемый элемент.
14. Блок по любому из пп. 10-13, в котором глубина выступов и пазов, расположенных на тыльной стороне вышеупомянутого вентилируемого элемента, составляет самое меньшее 3 мм.
15. Блок по п. 1, в котором глубина вышеупомянутых каналов составляет от 10 до 100 мм, а ширина - от 15 до 120 мм.
16. Блок по п. 1, в котором вышеупомянутые вентиляционные каналы расположены вертикально.
17. Блок по п. 1, в котором вышеупомянутый крепежный слой выполнен из клеевого состава методом вибролитья в съемную опалубку.
18. Блок по п. 1, в котором вышеупомянутые вертикальные стенки имеют толщину от 18 до 35 мм.
19. Блок по п. 1, в котором вышеупомянутые вертикальные стенки, которые в кладке располагаются со стороны фасада или со стороны помещения, имеют толщину от 18 до 150 мм.
20. Блок по п. 1, в котором одна из упомянутых вертикальных стенок, которая в кладке располагается со стороны фасада и к которой примыкает вышеупомянутый крепежный слой, имеет вертикальные выступы и пазы.
21. Блок по п. 20, в котором вышеупомянутые выступы и пазы в вертикальной стенке, которая в кладке располагается со стороны фасада и к которой примыкает вышеупомянутый крепежный слой, выполнены вертикальными.
22. Блок по любому из пп. 20 или 21, в котором вышеупомянутые выступы и пазы в вертикальной стенке, которая в кладке располагается со стороны фасада и к которой примыкает вышеупомянутый крепежный слой, имеют глубину самое меньшее 3 мм.
23. Блок по п. 1, в котором вышеупомянутые вертикальные стенки, расположенные на тычковых сторонах, снабжены выступами и пазами ответной формы, обеспечивающими плотное примыкание соседних тычковых сторон в горизонтальном ряду кладки.
24. Блок по п. 23, в котором вышеупомянутые выступы и пазы в вертикальных стенках, расположенных на тычковых сторонах, имеют трапециевидную или прямоугольную форму поперечного сечения.
25. Блок по п. 1, в котором вышеупомянутые вертикальные стенки вместе образуют призматическое тело с прямоугольным поперечным сечением.
26. Блок по п. 1, в котором вышеупомянутые вертикальные стенки вместе образуют тело с контурами поперечного сечения, отличающимися от прямоугольника.
27. Блок по п. 2, в котором вышеупомянутый верхний слой имеет толщину от 5 до 20 мм, предпочтительно от 5 до 15 мм.
28. Блок по п. 2, в котором вышеупомянутый верхний слой выполнен с терморазрывом в виде по меньшей мере одной частично незаполненной материалом полосы шириной от 20 до 150 мм.
29. Блок по п. 2, в котором вышеупомянутое гидравлическое вяжущее в вышеупомянутых первом, и/или втором, и/или третьем материалах выбрано из группы, включающей портландцемент, глинозёмистый цемент и их смеси друг с другом и/или с жидким стеклом.
30. Блок по п. 1, в котором вышеупомянутое гидравлическое вяжущее в вышеупомянутых первом, и/или втором, и/или третьем материалах выбрано из группы, включающей гипс, алебастр, магнезиальный цемент, альболит и их смеси друг с другом.
31. Блок по п. 1, в котором вышеупомянутые первый, и/или второй, и/или третий материалы дополнительно содержат функциональные добавки, выбранные из группы, включающей пластификатор, ускоритель схватывания и воздухововлекающую добавку.
32. Блок по п. 1, в котором вышеупомянутый первый, и/или второй, и/или третий материалы дополнительно содержат в себе золу уноса.
33. Блок по п. 1, в котором вышеупомянутые первый и/или третий материалы имеют влажность массы 6-8 масс. %.
34. Блок по п. 1, в котором D60 частиц наполнителя в вышеупомянутом первом и/или третьем материале составляет менее 2 мм.
35. Блок по п. 1, в котором вышеупомянутый пористый наполнитель, содержащийся в вышеупомянутом первом и/или третьем материале, выбран из группы, включающей керамзит, дробленный керамзит, пеностекло, перлит, диатомит, шунгит, вермикулит, пенокерамику и их смесь.
36. Блок по п. 1, в котором вышеупомянутый пористый наполнитель в вышеупомянутом первом и/или третьем материале представляет собой дробленый пеногазобетон фракции 2-5 мм.
37. Блок по п. 1, в котором вышеупомянутый пористый наполнитель, содержащийся в вышеупомянутом первом и/или третьем материале, имеет крупность 0-7 мм.
38. Блок по п. 1, в котором вышеупомянутый пористый наполнитель, содержащийся в первом и/или третьем материале, имеет насыпную плотность не более 700 кг/м3.
39. Блок по п. 2, в котором вышеупомянутый первый и/или третий материал дополнительно содержит в себе волокнистый щелочеустойчивый наполнитель, выбранный из группы, включающей штапельное стекловолокно и штапельное базальтовое волокно.
40. Блок по п. 2, в котором вышеупомянутый первый и/или третий материал имеет следующий состав, масс. %:
41. Блок по п. 1, в котором гидравлическое вяжущее не полностью заполняет пространство между частицами упомянутого наполнителя второго материала.
42. Блок по п. 1, в котором D60 частиц наполнителя в вышеупомянутом втором материале составляет 7-25 мм.
43. Блок по п. 1, в котором объемная доля наполнителя и пустот, не заполненных вяжущим, в вышеупомянутом втором материале больше 50 %.
44. Блок по п. 1, в котором объемная доля воздушных пор в вышеупомянутом втором материале больше 15 %.
45. Блок по п. 1, в котором вышеупомянутый второй материал представляет собой крупнопористый беспесчаный керамзитобетон с крупными фракциями наполнителя диаметром от 7 до 25 мм и насыпной плотностью от 180 до 550 кг/м3.
46. Блок по п. 1, в котором вышеупомянутый второй материал имеет следующий состав, в расчете на 1 м3:
47. Блок по п. 2, в котором вышеупомянутый третий материал представляет собой керамзитобетон с керамзитом фракций 0-5 мм или дробленным керамзитом фракций 0-7.
48. Блок по п. 2, в котором вышеупомянутый третий материал имеет следующий состав, масс. %:
| МНОГОСЛОЙНЫЙ СТЕНОВОЙ КАМЕНЬ И СПОСОБ ЕГО ПРОИЗВОДСТВА | 2003 |
|
RU2254230C2 |
| Датчик давления | 1975 |
|
SU526787A1 |
| RU 2002007 C1, 30.10.1993 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕНОВЫХ ИЗДЕЛИЙ ИЗ ЛЕГКИХ БЕТОНОВ С ЛИЦЕВЫМ ФАКТУРНЫМ СЛОЕМ И ИЗДЕЛИЯ, ИЗГОТОВЛЕННЫЕ ЭТИМ СПОСОБОМ | 2005 |
|
RU2288838C1 |
| МНОГОСЛОЙНЫЙ СТРОИТЕЛЬНЫЙ БЛОК | 2006 |
|
RU2317381C1 |
| НАБОР СТРОИТЕЛЬНЫХ БЛОКОВ | 2008 |
|
RU2381336C1 |

