Настоящее изобретение относится к способу изготовления составных конструкций путем соединения, осуществляемого в радиальном прессе, соответственно по меньшей мере двух компонентов, с соответствующей пластической радиальной деформацией по меньшей мере одного из указанных компонентов.
Известно, что путем пластической радиальной деформации по меньшей мере одного компонента, осуществляемой в радиальном прессе, указанный компонент может быть соединен с другим компонентом для получения составной конструкции. Очень распространенным примером этого является изготовление готовых к установке шлангопроводов для гидравлических систем. Для этого, как правило, путем радиальной деформации надежно закрепляют соединительные фитинги на обоих концах шланга. Указанные соединительные фитинги содержат два отдельных или уже соединенных друг с другом компонента - ниппель и муфту - в виде так называемого «моноблочного фитинга», причем ниппель вставлен внутрь концевой части шланга, а муфта окружает их снаружи, так что концевая часть шланга находится в кольцевом пространстве между ниппелем и муфтой. В радиальном прессе муфту пластически деформируют в направлении радиально внутрь, так что концевая часть шланга становится надежно обжатой между указанной муфтой и ниппелем. В качестве примера в документе DE 36 11 253 С2 описан соответствующий уровень техники для данного случая. Другие примеры радиальных прессов, которые могут быть использованы в связи со способом изготовления составных конструкций, упомянутым во вводной части, можно найти в документах DE 20 2016 100 660 U1, DE 20 2016 008 097 U1, DE 10 2016 106 650 A1, DE 10 2014 014 585 ВЗ, DE 10 2014 012 485 В3, DE 10 2014 008 613 A1, DE 10 2011 015 770 A1, DE 10 2011 015 654 A1, DE 10 2009 057 726 A1, DE 10 2005 041 487 A1, DE 10 2005 034 260 В3, DE 601 21 915 T2, DE 298 24 688 U1, DE 199 44 141 C1, DE 199 40 744 B4, DE 101 49 924 A1, DE 41 35 465 A1 и DE 35 13 129 A1.
Составные конструкции (например, гидравлические шлангопроводы), соединенные с использованием описанного в данном документе способа изготовления, т.е. путем пластической радиальной деформации по меньшей мере одного из используемых компонентов, имеют особенность, которая заключается в том, что после процесса соединения, как правило, по меньшей мере один из указанных компонентов находится внутри другого компонента (например, ниппель внутри шланга, а шланг, в свою очередь, внутри муфты). Таким образом, оптический или визуальный контроль изготовленного таким способом соединения, как правило, невозможен. Это означает, что из-за особенностей конкретного способа изготовления возможные дефекты в готовой составной конструкции могут быть обнаружены зачастую только с помощью относительно трудоемких способов испытаний (например, с помощью индивидуального испытания давлением каждой отдельной гидравлической линии). Кроме того, при выполнении рассматриваемого здесь способа для изготовления составных конструкций (например, шлангопроводов высокого давления) путем пластической радиальной деформации часто возникают очень сложные задачи, некоторые из которых чрезвычайно важны для безопасности. При отсутствии вышеупомянутого трудоемкого контроля, в зависимости от конкретного применения, вполне возможно, что составные конструкции, выполненные путем пластического радиального прессования по меньшей мере одного из компонентов, используемых так, как описано в вводной части, могут представлять значительную опасность.
В связи с этим, задачей настоящего изобретения является повышение безопасности при выполнении в промышленной практике способа, упомянутого во вводной части.
Указанная цель достигнута в данном изобретении с помощью способа, охарактеризованного в п. 1 формулы изобретения. Соответственно, способ, упомянутый во вводной части, по своей природе отличается, согласно данному изобретению, тем, что его выполняют с использованием устройства, содержащего радиальные прессы, установленные в разных местах, причем
указанные радиальные прессы соответственно содержат блок управления, содержащий программируемый логический контроллер (PLC-контроллер) и модуль связи Bluetooth с низким энергопотреблением (BTLE),
с каждым радиальным прессом связан мобильный терминал, выполненный с возможностью обмена данными с модулем связи BTLE этого радиального пресса, и
мобильные терминалы выполнены с возможностью обмена данными, по мобильной сети передачи данных, с центральным сервером, который установлен в другом месте и содержит память для хранения программ,
причем в указанном способе
обеспечивают хранение конфигурационных программ, используемых для настройки соответствующего связанного радиального пресса, в указанных мобильных терминалах,
настраивают соответствующий радиальный пресс с помощью связанного с ним мобильного терминала для партии изделий, требующих аналогичных процессов радиальной деформации, в частности, путем конфигурирования PLC-контроллера пресса с помощью конкретной программы прессования, которая учитывает программно-специфичные данные, вызываемые мобильным терминалом с центрального сервера применительно к указанной партии изделий, и
запускают соответствующий индивидуальный процесс радиальной деформации в рамках указанной партии изделий с помощью пускового средства, находящегося непосредственно на радиальном прессе.
Предложенный способ управления, который отличается несколькими аспектами, находящимися в синергетическом взаимодействии друг с другом, обеспечивает, по сравнению с существующим в данное время уровнем техники, ряд преимуществ, причем некоторые из этих преимуществ имеют довольно существенное значение для безопасности. В частности, следует отметить настройку соответствующего радиального пресса, которую выполняют перед изготовлением партии изделий, требующих аналогичных процессов радиальной деформации, с помощью мобильного терминала, который, с одной стороны, обеспечивает обмен данными по стандарту BTLE (Bluetooth Low Energy: Bluetooth с низким энергопотреблением) с блоком управления соответствующего радиального пресса, а с другой стороны -обеспечивает обмен данными по мобильной сети передачи данных с центральным сервером, содержащим память для хранения программ. Таким образом, при настройке указанного радиального пресса возможен учет самых актуальных данных, связанных с процессом прессования, и информации, запрашиваемой с центрального сервера, относительно выполняемого задания на прессование, которое определено, в частности, соответствующей индивидуальной парой соединяемых компонентов (например, специальным шлангом и специальным соединительным фитингом). Это относится не только к параметрам пресса, связанным с выполняемым процессом прессования в более узком смысле, например, к усилию/давлению прессования, размеру пресса, скорости прессования и т.д. Напротив, центральным сервером, могут быть предоставлены предупреждения, основанные, в частности, даже на самых последних/актуальных эмпирических знаниях, полученных на другом радиальном прессе, подключенном к устройству или каким-либо другим образом, например, относительно возможной долгосрочной несовместимости определенных компонентов, которые могут быть соединены друг с другом, в том смысле, что пара соединяемых компонентов оказалась недостаточно надежной или не поддающейся контролю в ходе испытаний или в промышленной практике.
Таким образом, согласно данному изобретению, настройка соответствующего радиального пресса оптимизирована с точки зрения безопасности и лишена недостатка, связанного с возможностью преднамеренного или случайного повреждения указанного радиального пресса, или подверженности заражению вредоносными программами. Это связано с тем, что радиальные прессы, связанные с предложенным устройством, не требуют подключения или возможности подключения непосредственно к сети Интернет или к действующей беспроводной локальной сети (WLAN). Так как радиальные прессы не могут быть активированы непосредственно через Интернет или действующую WLAN, их настройка возможна исключительно через соответствующий связанный с ними мобильный терминал, который выполнен с возможностью обмена данными с радиальным прессом по стандарту BTLE; при этом другой возможный «шлюз» для преднамеренной или непреднамеренной неправильной настройки заблокирован.
Кроме того, благодаря ориентированной на группу изделий, в определенном смысле оперативной, настройке радиальных прессов, входящих в состав устройства, с помощью соответствующего мобильного терминала с учетом данных, получаемых с центрального сервера, также возможно избежать хранения, в соответствующих блоках памяти, разных программ прессования в блоках управления радиальных прессов, из которых оператор выбирает одну. Это снижает вероятность неправильной работы, что является дополнительным аспектом, связанным с безопасностью, который может быть обеспечен данным изобретением. Кроме того, имеется экономическое преимущество, которое заключается в том, что соответствующий радиальный пресс может иметь соответственно более простую конструкцию. Это происходит потому, что могут быть «сокращены», в более узком смысле, не только блоки управления, предусмотренные для радиальных прессов, но и соответствующие входные и выходные блоки. В рамках данного изобретения радиальные прессы выполнены, как правило, с возможностью работы с минимальным дисплеем. В частности, нет необходимости в сенсорном дисплее.
В отличие от настройки соответствующего радиального пресса, запуск соответствующего индивидуального процесса радиальной деформации в рамках данного изобретения выполняют не с помощью соответствующего мобильного терминала. В интересах обеспечения высокого уровня безопасности для пользователей его выполняют с помощью пускового средства, расположенного непосредственно на радиальном прессе. Этим средством может быть, в частности, приводное средство (например, ручной выключатель, педаль и т.п.), которое выполнено с возможностью приведения в действие оператором вручную. Тем не менее, особенно если данный радиальный пресс является частью автоматизированного сборочного участка, также возможно выполнение пусковых средств, встроенных в пресс.К таким пусковым средствам относится, в частности, запуск соответствующих отдельных процессов радиальной деформации на рассматриваемом радиальном прессе с помощью контроллера пресса в зависимости от конкретных входных сигналов, связанных с прессом, которые могут быть обеспечены, например, надлежащим оснащением рассматриваемого радиального пресса средствами автоматизации в виде датчиков, выполненных с возможностью отслеживания состояния соединяемых компонентов и/или имеющих отношение к безопасности.
Согласно другому предпочтительному варианту выполнения изобретения, на мобильных терминалах, входящих в состав устройства, обеспечивают хранение дополнительной конфигурационной программы, предназначенной для настройки других, отличающихся радиальных прессов. Таким образом, описанные преимущества, достигаемые в данном изобретении, проявляются особенно заметно, так как с помощью одного мобильного терминала возможна настройка нескольких радиальных прессов (установленных на рассматриваемом производственном участке). Благодаря возможному в данном случае ограничению количества мобильных терминалов, предназначенных для настройки радиальных прессов на рассматриваемом производственном участке, риск недопустимого воздействия на радиальные прессы сведен к минимуму. В связи с этим обеспечивается особое преимущество в случае, когда устройство содержит радиальные прессы разных типов, причем конфигурационные программы всех мобильных терминалов идентичны. Возможность настройки нескольких радиальных прессов посредством одного мобильного терминала с помощью одной конфигурационной программы также может снижать опасность возникновения неполадок в работе.
Особенно предпочтительно, чтобы входящие в устройство мобильные терминалы содержали память для хранения данных, связанных с компонентами, выполненную с возможностью активации с помощью соответствующей конфигурационной программы. В этом случае будет обеспечено хранение данных для компонентов, обрабатываемых на радиальных прессах, входящих в состав устройства. Аналогичным образом, для определенной пары компонентов возможно хранение соответствующих данных и параметров процесса, характерных для соответствующей операции прессования (например, усилие/давление прессования, размер пресса, скорость прессования и т.д.). При необходимости эти данные могут быть проверены или изменены путем запроса данных с центрального сервера.
Тем не менее, децентрализованное хранение данных, связанных с компонентами, в памяти хранения данных, связанных с компонентами, соответствующего мобильного терминала ни в коем случае не является обязательным для данной цели. Тем не менее, в особенно предпочтительной конфигурации изобретения данные, связанные с компонентами, также хранятся в блоке памяти центрального сервера. Это происходит, в частности, когда компоненты, подлежащие обработке в рамках предложенного способа, имеют соответственно считываемые коды (например, штрих-код или приемопередатчик), которые однозначно идентифицируют эти компоненты, а мобильные терминалы содержат соответственно приемник или интерфейс считывания (например, камеру или антенну радиочастотной идентификации (RFID)), с помощью которых возможно считывание кодов компонентов. Затем коды компонентов соединяемой пары компонентов передают с соответствующего мобильного терминала на центральный сервер, так что запрашиваемые с него мобильным терминалом и учитываемые при настройке указанного радиального пресса данные, относящиеся к конкретной программе прессования, точно соответствуют заданной паре компонентов. Такая конфигурация обеспечивает особенно высокий стандарт безопасности, так как исключен ошибочный ввод данных.
Согласно еще одному предпочтительному варианту выполнения изобретения, мобильный терминал одновременно с запросом данных с центрального сервера передает свои собственные данные о расположении, которые связаны с конфигурацией рассматриваемого радиального пресса. Они могут быть обработаны центральным сервером для проверки. В особенно предпочтительной конфигурации в данном отношении, такая проверка заключается в сравнении переданного расположения мобильного терминала с данными о расположении, сохраненными в памяти хранения данных, связанных с прессом, на центральном сервере, для радиальных прессов, подключенных к устройству. Если сравнение показывает, что данные о расположении мобильного терминала отличаются от данных о расположении, хранящихся в памяти для хранения данных, связанных с прессом, для радиального пресса, который должен быть настроен этим мобильным терминалом, эта ситуация может быть рассмотрена как признак нарушения (например, похищения пресса) и обработана соответствующим образом, например, путем отказа в настройке этого радиального пресса.
Еще один предпочтительный вариант выполнения изобретения отличается тем, что центральный сервер содержит память для хранения данных о производственном процессе, причем данные о процессах радиальной деформации, происходящих в соответствующем радиальном прессе в рамках обрабатываемой партии изделий, передают по каналу связи BTLE от контроллера пресса к мобильному терминалу, а от мобильного терминала - по мобильной сети передачи данных на центральный сервер. Таким образом, центральный сервер выполнен с возможностью автоматического документирования всех операций прессования, выполняемых на радиальных прессах, связанных с устройством. Это является существенным преимуществом для обеспечения стандартов качества в рамках существующих процедур сертификации. Кроме того, соответствующая документация по использованию прессов, хранящаяся на центральном сервере, может быть использована для контроля соблюдения интервалов сервисного или технического обслуживания. В частности, для рассматриваемых радиальных прессов, работающих согласно более строгим стандартам безопасности, в каждом конкретном случае может быть отказано в запуске отдельного пресса до тех пор, пока не будут выполнены необходимые работы по техническому обслуживанию или ремонту, либо пока не будет подтверждено выполнение этих работ. В этом случае также обеспечивается значительный выигрыш в плане безопасности.
Именно в связи с вышеизложенным вариантом выполнения изобретения обеспечивается важное преимущество, состоящее в том, что центральный сервер содержит память для хранения данных, связанных с обслуживанием, содержащую сохраненные инструкции по обслуживанию, которые могут быть запрошены мобильными терминалами. Таким образом, оператору на его/ее мобильный терминал могут быть переданы совершенно конкретные, индивидуальные инструкции для выполнения задач по обслуживанию и ремонту соответствующего пресса. Таким образом возможно исключение случайных ошибок технического обслуживания, например, связанных с ошибочным использованием руководства по эксплуатации для другого радиального пресса. В этом случае также обеспечивается весьма значительное преимущество с точки зрения безопасности.
Аналогичным образом, описанная выше документация по использованию пресса, хранящаяся на центральном сервере, может быть использована для возможности определения эксплуатационных затрат, связанных с использованием и зависящих от объема использования соответствующего радиального пресса. Особенно предпочтительно, такие эксплуатационных затраты могут быть заранее определены центральным сервером в ответ на запрос, с помощью мобильного терминала, данных с центрального сервера для конкретного размера партии изделий и могут быть переданы указанному мобильному терминалу, причем выдача данных о конфигурации радиального пресса с центрального сервера на мобильный терминал может зависеть, в данном случае, от подтверждения с мобильного терминала прогнозируемых понесенных затрат.
Из вышеизложенных пояснений ясно, что конструктивные признаки, отличающие устройство, используемое для выполнения предложенного способа, также имеют важное значение для выполнения данного изобретения. В связи с этим в п. 13 формулы изобретения заявлено именно такое устройство, для получения охранного документа также на это устройство. Другие предпочтительные варианты выполнения этого устройства вытекают непосредственно из вышеизложенного описания предложенного способа.
Предпочтительный вариант выполнения данного изобретения будет более подробно описан далее на основе предпочтительного примерного варианта выполнения, показанного на чертежах, на которых:
фиг. 1 схематично изображает устройство, предназначенное для выполнения предложенного способа; и
фиг. 2 изображает в подробностях аспекты устройства, показанного на фиг. 1.
Согласно фиг. 1, предложенное устройство содержит различные радиальные прессы R, установленные в разных местах А, В, С, а именно: радиальный пресс типа R1, радиальный пресс типа R2 и радиальный пресс типа R3 в первом месте А, радиальный пресс типа R2 и радиальный пресс типа R3 во втором месте В и радиальный пресс типа R1 и радиальный пресс типа R2 в третьем месте С. Три места А, В и С следует понимать здесь как три разных рабочих объекта, разделенных в пространстве. Радиальные прессы R1, R2 и R3 соответственно подходят и приспособлены для изготовления гидравлических линий путем присоединения к концам шланга 4 двух соединительных фитингов 3, содержащих, соответственно, ниппель 1 и муфту 2 (см. фиг. 2).
Каждый из радиальных прессов R содержит, как известно, блок 6 управления, содержащий PLC-контроллер 5 пресса (см. фиг. 2). Кроме того, он содержит модуль 7 связи BTLE, который обеспечивает обмен данными по стандарту «Bluetooth с низким энергопотреблением» (Bluetooth Low Energy, BTLE) с мобильным терминалом 8, в частности, со смартфоном S или планшетом Т. На каждом из трех участков А, В и С имеется по меньшей мере один такой мобильный терминал 8, в котором хранится соответственно одна конфигурационная программа, предназначенная для настройки всех радиальных прессов R, установленных на соответствующем участке А, В или С.
Указанные мобильные терминалы 8 содержат соответствующую камеру К, с помощью которой можно считывать в мобильный терминал 8 оптически считываемые коды 9, имеющиеся на ниппеле 1, на муфте 2 и на шланге 4 и однозначно идентифицирующие данные компоненты.
Для автоматической настройки соответствующего радиального пресса R путем соответствующего программирования PLC-контроллера 5 пресса связанный с этим прессом соответствующий мобильный терминал 8 обращается к центральному серверу 10, расположенному в другом месте D. Такая связь между соответствующим мобильным терминалом 8 и центральным сервером 10 обеспечивается по мобильной сети передачи данных (мобильной радиосвязи) согласно установленному стандарту, например, LTE. Указанный мобильный терминал 8, в рамках хранящейся на нем конфигурационной программы, может запрашивать с центрального сервера 10, а именно из его памяти 11 для хранения программ, индивидуальную программу прессования для конкретного заказа с возможностью ее установки, с помощью BTLE-связи, на соответствующий радиальный пресс R, т.е. с возможностью программирования PLC-контроллера 5 этого пресса в соответствии с конфигурационными данными, полученными с центрального сервера 10. Программный вызов, направляемый с мобильного терминала 8 на центральный сервер 10, обеспечивает определение конкретной индивидуальной задачи прессования, для выполнения которой на рассматриваемый радиальный пресс R должна быть установлена соответствующая программа прессования, на основе, с одной стороны, машинных данных, точно характеризующих соответствующий радиальный пресс R, который в данный момент обменивается данными с мобильным терминалом 8, и, с другой стороны, кодов 9 компонентов, считываемых с помощью камеры К и точно характеризующих ниппель 1, муфту 2 и шланг 4. Для выполнения функции управления мобильный терминал 8 также передает данные о своем местоположении на центральный сервер 10 во время соответствующего программного вызова.
Центральный сервер 10 содержит память 12 для хранения данных, связанных с компонентами, содержащую данные о компонентах, которые идентифицированы с помощью соответствующих кодов 9. На центральном сервере 10 выполняют проверку достоверности в соответствии с конкретным программным вызовом (см. выше), особенно в отношении совместимости компонентов - шланга 4, ниппеля 1 и муфты 2, - объединяемых друг с другом. Если результат проверки положительный, передают программу прессования, которая должна быть установлена, по мобильной радиосвязи на мобильный терминал 8, а с этого мобильного терминала - по BTLE-связи на конкретный радиальный пресс R. Если результат проверки достоверности отрицательный, центральный сервер 10 отправляет соответствующее сообщение или предупреждение на упомянутый мобильный терминал 8.
Запуск соответствующего отдельного процесса радиальной деформации для надежного и неразделимого соединения соответствующих трех компонентов друг с другом в виде составного изделия (в данном случае гидравлической линии) путем пластической деформации муфты 2 в соответствии с установленной программой прессования происходит, в рамках соответствующей партии изделий, с помощью пускового средства 13, расположенного непосредственно на радиальном прессе R. В данном примерном варианте выполнения указанное пусковое средство выполнено в виде кнопки, приводимой в действие вручную оператором радиального пресса R.
Центральный сервер 10 также содержит память 14 для хранения данных о производственном процессе. В ней хранят данные о всех процессах радиальной деформации, происходящих в соответствующем радиальном прессе R. Кроме того, эти данные о производственном процессе передают по каналу связи BTLE от контроллера 5 пресса к мобильному терминалу 8, а от этого мобильного терминала - по мобильной сети передачи данных к центральному серверу 10. Часть этих данных о производственном процессе, передаваемых на центральный сервер 10 и хранящихся там в памяти 14 для хранения данных о производственном процессе, может быть, в частности, данными о измерениях или испытаниях, полученных с помощью отдельных датчиков на соответствующей заготовке.
Кроме того, центральный сервер 10 содержит память 15 для хранения данных об обслуживании, которая выполнена с возможностью хранения инструкций по обслуживанию для всех индивидуально зарегистрированных радиальных прессов R, связанных с устройством. Эти инструкции могут быть вызваны соответствующим мобильным терминалом 8 или активно переданы на него с учетом специфичных планов обслуживания для отдельных радиальных прессов R.


Группа изобретений относится к области управления технологическими процессами и может быть использована для изготовления составных конструкций путем соединения, осуществляемого в радиальном прессе. Техническим результатом является повышение безопасности конструкций. Устройство содержит радиальные прессы, установленные в различных местах, для изготовления составных конструкций путем соединения, соответственно, по меньшей мере двух компонентов с помощью пластической радиальной деформации соответственно по меньшей мере одного из указанных компонентов, обрабатываемых в одном из указанных радиальных прессов, причем радиальные прессы содержат блок управления, содержащий PLC-контроллер пресса и модуль связи Bluetooth с низким энергопотреблением (BTLE), и пусковое средство, с каждым радиальным прессом связан мобильный терминал, выполненный с возможностью обмена данными с модулем связи BTLE этого радиального пресса, и обмена данными, по мобильной сети передачи данных, с центральным сервером, который установлен в другом месте и содержит память для хранения конфигурационных программ прессования, используемых для настройки соответствующего связанного радиального пресса. 2 н. и 10 з.п. ф-лы, 2 ил.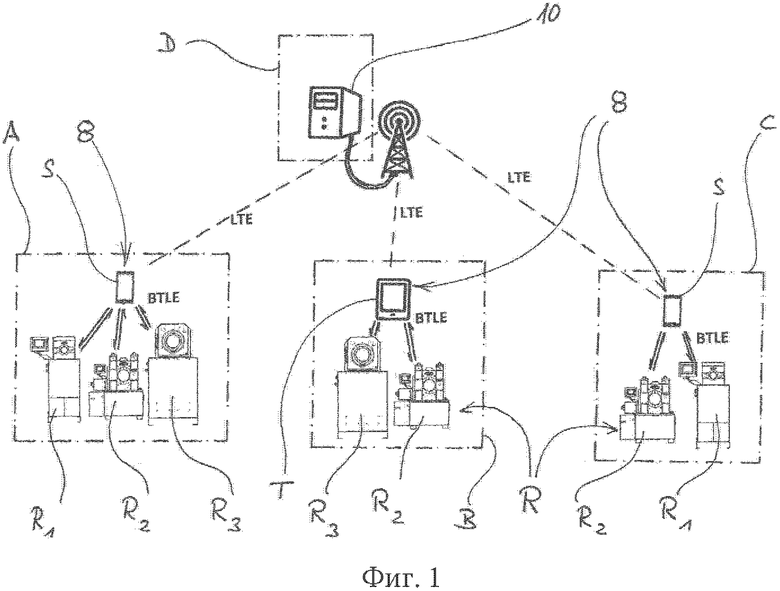
1. Способ изготовления составных конструкций путем соединения, осуществляемого в радиальном прессе (R), соответственно по меньшей мере двух компонентов, с соответствующей пластической радиальной деформацией по меньшей мере одного из указанных компонентов, причем указанный процесс выполняют с использованием устройства, содержащего радиальные прессы (R), установленные в разных местах (А, В, С), причем
указанные радиальные прессы (R) соответственно содержат блок (6) управления, содержащий программируемый логический контроллер (PLC-контроллер) (5) пресса и модуль (7) связи Bluetooth с низким энергопотреблением (модуль связи BTLE),
с каждым радиальным прессом (R) связан мобильный терминал (8), выполненный с возможностью обмена данными с модулем (7) связи BTLE этого радиального пресса (R), и
мобильные терминалы (8) выполнены с возможностью обмена данными, по мобильной сети передачи данных, с центральным сервером (10), который установлен в другом месте (D) и содержит память (11) для хранения программ прессования,
причем в указанном способе
обеспечивают хранение конфигурационных программ, используемых для настройки соответствующего связанного радиального пресса (R), в указанных мобильных терминалах (8),
настраивают соответствующий радиальный пресс (R) с помощью связанного с ним мобильного терминала (8) для партии изделий, требующих аналогичных процессов радиальной деформации, в частности, путем конфигурирования PLC-контроллера (5) пресса с помощью конкретной программы прессования, которая учитывает программно-специфичные данные, вызываемые мобильным терминалом (8) с центрального сервера (10) применительно к указанной партии изделий, и
запускают соответствующий индивидуальный процесс радиальной деформации в рамках указанной партии изделий с помощью пускового средства (13), находящегося непосредственно на радиальном прессе (R).
2. Способ по п. 1, отличающийся тем, что в мобильных терминалах (8) хранят одну соответствующую конфигурационную программу, предназначенную для настройки других, отличающихся радиальных прессов (R).
3. Способ по п. 1 или 2, отличающийся тем, что указанное устройство содержит радиальные прессы (R) различных видов (R1, R2, R3), причем конфигурационные программы всех мобильных терминалов (8) идентичны.
4. Способ по любому из пп. 1-3, отличающийся тем, что мобильные терминалы (8) содержат память для хранения данных, связанных с компонентами, к которой имеет доступ соответствующая конфигурационная программа.
5. Способ по любому из пп. 1-3, отличающийся тем, что указанные компоненты соответственно имеют бесконтактно считываемый код, однозначно идентифицирующий эти компоненты, а мобильные терминалы (8) содержат, соответственно, преобразователь, с помощью которого считывают коды (9) компонентов, причем коды (9) компонентов, связанные с парой соответственно соединяемых компонентов, передают с соответствующего мобильного терминала (8) на центральный сервер (10).
6. Способ по п. 5, отличающийся тем, что бесконтактно считываемые коды компонентов являются, соответственно, оптически считываемым кодом (9), а преобразователи мобильных терминалов являются, соответственно, камерой (К).
7. Способ по любому из пп. 1-6, отличающийся тем, что центральный сервер (10) содержит память (14) для хранения данных о производственном процессе, причем данные о процессах радиальной деформации, происходящих в соответствующем радиальном прессе (R) в рамках указанной партии изделий, передают по каналу связи BTLE от контроллера (5) пресса к мобильному терминалу (8), а от этого мобильного терминала -по мобильной сети передачи данных на центральный сервер (10).
8. Способ по п. 7, отличающийся тем, что данные, хранящиеся в памяти (14) для хранения данных о производственном процессе, используют для автоматического расчета эксплуатационных затрат.
9. Способ по п. 8, отличающийся тем, что понесенные эксплуатационные затраты определяют с помощью центрального сервера в ответ на запрос данных мобильным терминалом и передают данные этому мобильному терминалу, причем передача данных о конфигурации радиального пресса с центрального сервера на мобильный терминал зависит от подтверждения мобильным терминалом понесенных затрат.
10. Способ по любому из пп. 1-9, отличающийся тем, что обеспечивают передачу мобильным терминалом (8) данных о его расположении центральному серверу (10) одновременно с запросом от указанного сервера данных, связанных с конфигурацией рассматриваемого радиального пресса (R).
11. Способ по любому из пп. 1-10, отличающийся тем, что центральный сервер (10) содержит память (15) для хранения данных об обслуживании, содержащую хранимые инструкции по обслуживанию, которые могут быть запрошены мобильным терминалом (8).
12. Устройство, содержащее радиальные прессы (R), установленные в различных местах (А, В, С), для изготовления составных конструкций путем соединения, соответственно, по меньшей мере двух компонентов с помощью пластической радиальной деформации соответственно по меньшей мере одного из указанных компонентов, обрабатываемых в одном из указанных радиальных прессов (R), причем
указанные радиальные прессы (R) соответственно содержат блок (6) управления, содержащий PLC-контроллер (5) пресса и модуль (7) связи Bluetooth с низким энергопотреблением (модуль связи BTLE),
с каждым радиальным прессом (R) связан мобильный терминал (8), выполненный с возможностью обмена данными с модулем (7) связи BTLE этого радиального пресса (R),
мобильные терминалы (8) выполнены с возможностью обмена данными, по мобильной сети передачи данных, с центральным сервером (10), который установлен в другом месте (D) и содержит память (11) для хранения программ,
указанные мобильные терминалы (8) выполнены с возможностью хранения в них конфигурационных программ, используемых для настройки соответствующего связанного радиального пресса (R),
соответствующий радиальный пресс (R) выполнен с возможностью настройки с помощью связанного с ним мобильного терминала (8) для партии изделий, требующих аналогичных процессов радиальной деформации, в частности, путем конфигурирования PLC-контроллера (5) пресса с помощью конкретной программы прессования, которая учитывает программно-специфичные данные, вызываемые мобильным терминалом (8) с центрального сервера (10) применительно к указанной партии изделий, и
на радиальном прессе (R) находится пусковое средство (13), выполненное с возможностью обеспечения запуска соответствующего индивидуального процесса радиальной деформации в рамках указанной партии изделий.
| US 20170308050 A1, 26.10.2017 | |||
| DE 102011015705 A1, 04.10.2012 | |||
| DE 3611253 C2, 16.03.1989 | |||
| RU 2016145440 A, 09.07.2018 | |||
| УСТРОЙСТВО ДЛЯ СООСНОГО СОЕДИНЕНИЯ МУФТЫ С АРМИРУЮЩИМ ПРУТКОМ | 1998 |
|
RU2159312C2 |

