Область техники
Иллюстративные варианты осуществления изобретения относятся к системам, способам и устройствам для обработки листовых материалов. В частности, иллюстративные варианты осуществления относятся к обрабатывающим машинам и их компонентам, которые могут делать под углом срезы и/или бороздки в картоне, гофрированном картоне, строительном картоне и аналогичных листовых материалах.
Уровень техники
В транспортировочной и тароупаковывающей промышленности часто используют оборудование для обработки картона и другого листового материала, которое обрабатывает листовые материалы в заготовки коробок. Одно преимущество такого оборудования состоит в том, что грузоотправитель может при необходимости получать коробки нужных размеров вместо того, чтобы держать под рукой запас стандартных, готовых коробок разных размеров. Следовательно, грузоотправитель может избавиться от необходимости прогнозировать свои потребности в конкретных размерах коробок, а также хранить готовые коробки стандартных размеров. Вместо этого, грузоотправитель может хранить один или более тюков сложенного гармошкой материала, который можно использовать для создания множества размеров коробок на основе потребности в конкретных размерах коробок во время каждой перевозки. Это позволяет грузоотправителю уменьшить складское пространство, обычно требуемое для периодически используемых транспортировочных запасов, а также снизить потери и затраты, связанные с изначально неточным способом прогнозирования требований к размерам коробок, так как перевозимые изделия и их соответствующие размеры время от времени меняются.
В дополнение к снижению неэффективности, связанной с хранением готовых коробок множества размеров, создание коробок с размерами под заказ также снижает затраты на упаковку и транспортировку. В индустрии выполнения заказов предполагается, что перевозимые изделия обычно упакованы в коробки, которые приблизительно на 65% больше перевозимых изделий. Коробки, которые являются слишком большими для конкретных изделий, дороже коробок, выполняемых по размеру изделия, из-за стоимости излишнего материала, используемого для получения большей коробки. Когда изделие упаковано в коробку слишком большого размера, в коробку часто помещают заполняющий материал (например, пенополистирол, пенопласт в виде гранул, бумагу, воздушные подушки и т.д.) для предотвращения движения изделия внутри коробки и для предотвращения оседания коробки при приложении давления (например, когда коробки заклеены или уложены стопкой). Эти заполняющие материалы дополнительно повышают стоимость, связанную с упаковыванием изделия в коробку слишком большого размера.
Коробки с размерами под заказ также снижают транспортные затраты, связанные с транспортируемыми изделиями, по сравнению с транспортировкой изделий в коробках со слишком большими размерами. Транспортное средство, заполненное коробками, которые на 65% больше упакованных изделий, эксплуатировать намного менее рентабельно, чем транспортное средство, заполненное коробками с размерами под заказ, чтобы соответствовать упакованным изделиям. Другими словами, транспортное средство, заполненное упаковками с размерами под заказ, может нести значительно большее количество упаковок, что может уменьшить количество транспортных средств, требуемых для транспортировки такого же количества изделий. Соответственно, дополнительно или альтернативно для расчета цен транспортировки на основе массы упаковки, на цены транспортировки часто влияет размер перевозимой упаковки. Таким образом, уменьшение размера упаковки изделия может уменьшить цену транспортировки изделия. Даже когда цены транспортировки рассчитывают не на основе размера упаковок (например, только по массе упаковок), использование упаковок с размерами под заказ может уменьшить затраты на транспортировку, потому что меньшие упаковки с размерами под заказ будут весить меньше упаковок со слишком большими размерами из-за использования меньшего количества упаковочного и заполняющего материала.
Хотя машины для обработки листового материала и связанное с ними оборудование могут потенциально облегчать неудобства, связанные с хранением материалов для транспортировки стандартных размеров и уменьшать величину пространства, требуемого для хранения таких материалов для транспортировки, ранее доступные машины и связанное с ними оборудование имеют различные недостатки или ограничения. Например, обычные машины для изготовления коробок имеют ограничения типов заготовок коробок, которые могут быть образованы с их помощью. Например, обычные машины для изготовления коробок содержат режущие и/или гибочные инструменты, которые образуют срезы или бороздки только в продольных и поперечных направлениях (относительно листового материала, используемого для изготовления заготовок коробок), которые ориентированы параллельно или перпендикулярно друг другу. В результате на машинах можно изготавливать только заготовки коробок со срезами и/или бороздками, параллельными и/или перпендикулярными друг другу. На таких машинах нельзя получать срезы или бороздки под углом (например, которые проходят по листовому материалу диагонально). Для того, чтобы делать заготовки коробок со срезами или бороздками под углом, требуются специальные машины, которые увеличивают стоимость, связанную с изготовлением коробок разных типов.
Соответственно, остается возможность для усовершенствования в области машин для обработки листового материала.
Сущность изобретения
Иллюстративные варианты осуществления изобретения относятся к системам, способам и устройствам для обработки листовых материалов в коробки. Более конкретно, иллюстративные варианты осуществления относятся к обрабатывающим машинам и их компонентам, которые могут делать под углом срезы и/или бороздки в картоне, гофрированном картоне, строительном картоне и аналогичных листовых материалах.
Например, один вариант осуществления относится к обрабатывающей машине, используемой для обработки листового материала в заготовки упаковок для сборки коробок или другой упаковки. Обрабатывающая машина содержит обрабатывающий узел, выполненный с возможностью выполнения функции поперечной обработки, функции продольной обработки и функции обработки листового материала под углом по мере того, как листовой материал движется через обрабатывающую машину в направлении подачи. Функция поперечной обработки, функция продольной обработки и функция обработки под углом для создания заготовок упаковок выбраны из группы, состоящей из биговки, сгибания, складывания, перфорации, резки и рифления. Обрабатывающий узел содержит инструментальную головку, которая может избирательно двигаться между противоположными сторонами обрабатывающего узла. Инструментальная головка содержит один или более обрабатывающих инструментов для выполнения функции обработки под углом и по меньшей мере одной из функции поперечной обработки или функции продольной обработки. Ориентацию одного или более обрабатывающих инструментов можно избирательно регулировать между ориентацией по умолчанию и ориентацией под углом.
В некоторых вариантах осуществления один или более обрабатывающих инструментов выполнены с возможностью выполнения функции обработки под углом, когда один или более обрабатывающих инструментов находятся в ориентации под углом. В отличие от этого, один или более обрабатывающих инструментов выполнены с возможностью выполнения функции поперечной обработки или функции продольной обработки, когда один или более обрабатывающих инструментов находятся в ориентации по умолчанию.
В некоторых вариантах осуществления инструментальная головка содержит установочный блок и соединенную с ним раму. Один или более обрабатывающих инструментов соединены с рамой, а раму можно регулировать вокруг первой оси для переориентации одного или более обрабатывающих инструментов между ориентацией по умолчанию и ориентацией под углом. Установочный блок, раму и один или более обрабатывающих инструментов также можно регулировать вокруг второй оси для переориентации одного или более обрабатывающих инструментов между ориентацией по умолчанию и ориентацией под углом.
Обрабатывающая машина также может содержать подающий ролик, который продвигает листовой материал через обрабатывающий узел. Также может иметься система управления, которая выполнена с возможностью управления работой подающего ролика и инструментальной головки. Система управления может синхронизировать скорость подающего ролика и движения инструментальной головки.
В некоторых вариантах осуществления функция обработки под углом выполняется по листовому материалу диагонально, тогда как в других вариантах осуществления функция обработки под углом выполняется под углом через листовой материал. В некоторых случаях функция обработки под углом предусматривает изогнутые срезы или бороздки, образованные в листовом материале.
Обрабатывающая машина также может содержать вторую инструментальную головку, имеющую один или более обрабатывающих инструментов для выполнения функции обработки под углом и по меньшей мере одной из функции поперечной обработки или функции продольной обработки. Ориентацию одного или более обрабатывающих инструментов можно избирательно регулировать между ориентацией по умолчанию и ориентацией под углом. В некоторых случаях инструментальная головка содержит длинную головку, а вторая инструментальная головка содержит поперечную головку. Один или более обрабатывающих инструментов длинной головки могут иметь ориентацию по умолчанию, в общем параллельную направлению подачи листового материала, а один или более обрабатывающих инструментов поперечной головки могут иметь ориентацию по умолчанию, в общем перпендикулярную направлению подачи листового материала. Инструментальная головка может выполнять функцию продольной обработки и функцию обработки под углом, а вторая инструментальная головка может выполнять функцию поперечной обработки.
В других вариантах осуществления обрабатывающая машина, используемая для обработки листового материала в заготовки упаковок для сборки коробок или другой упаковки, содержит обрабатывающий узел, выполненный с возможностью выполнения функций продольной обработки листового материала по мере того, как листовой материал движется через обрабатывающую машину в направлении подачи. Для создания заготовок упаковок функции продольной обработки включают в себя по меньшей мере одно из биговки, сгибания, складывания, перфорации, резки и рифления. Обрабатывающий узел содержит инструментальную головку, избирательно передвигаемую между противоположными сторонами обрабатывающего узла. Инструментальная головка содержит один или более обрабатывающих инструментов для выполнения функций продольной обработки. Положение инструментальной головки можно избирательно регулировать в направлении, в общем перпендикулярном длине листового материала, и в то время как листовой материал продвигается через обрабатывающий узел.
Эти и другие цели и признаки настоящего изобретения станут более понятны из следующего описания и приложенной формулы изобретения или могут быть изучены при практическом исполнении изобретения, как изложено далее.
Краткое описание чертежей
Чтобы дополнительно прояснить описанные выше и другие преимущества и признаки настоящего изобретения, более конкретное описание изобретения будет представлено со ссылкой на конкретные варианты его осуществления, которые представлены на приложенных фигурах. Понятно, что на этих фигурах изображены только представленные варианты осуществления изобретения, которые, вследствие этого, не следует рассматривать как ограничение его объема. Изобретение будет описано далее более подробно со ссылкой на прилагаемые чертежи, на которых:
фиг. 1 - вид в перспективе иллюстративного варианта осуществления системы для создания заготовок упаковок;
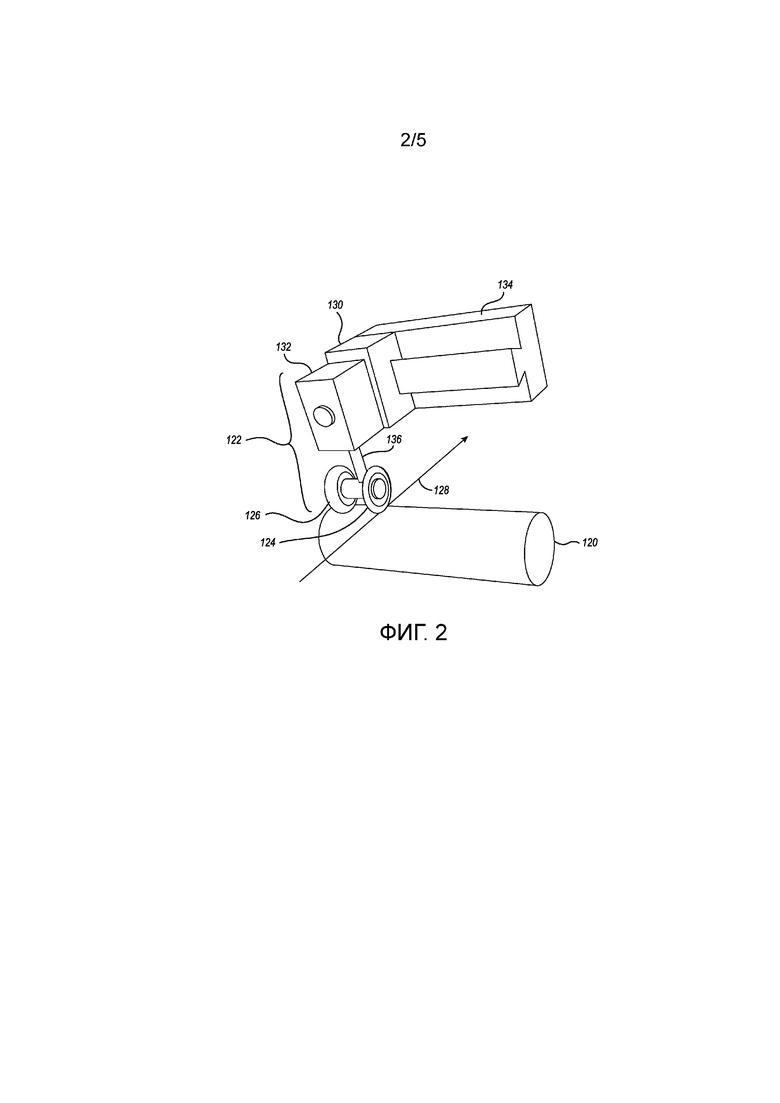
фиг. 2 - вид в перспективе части обрабатывающего узла системы, представленной на фиг. 1;
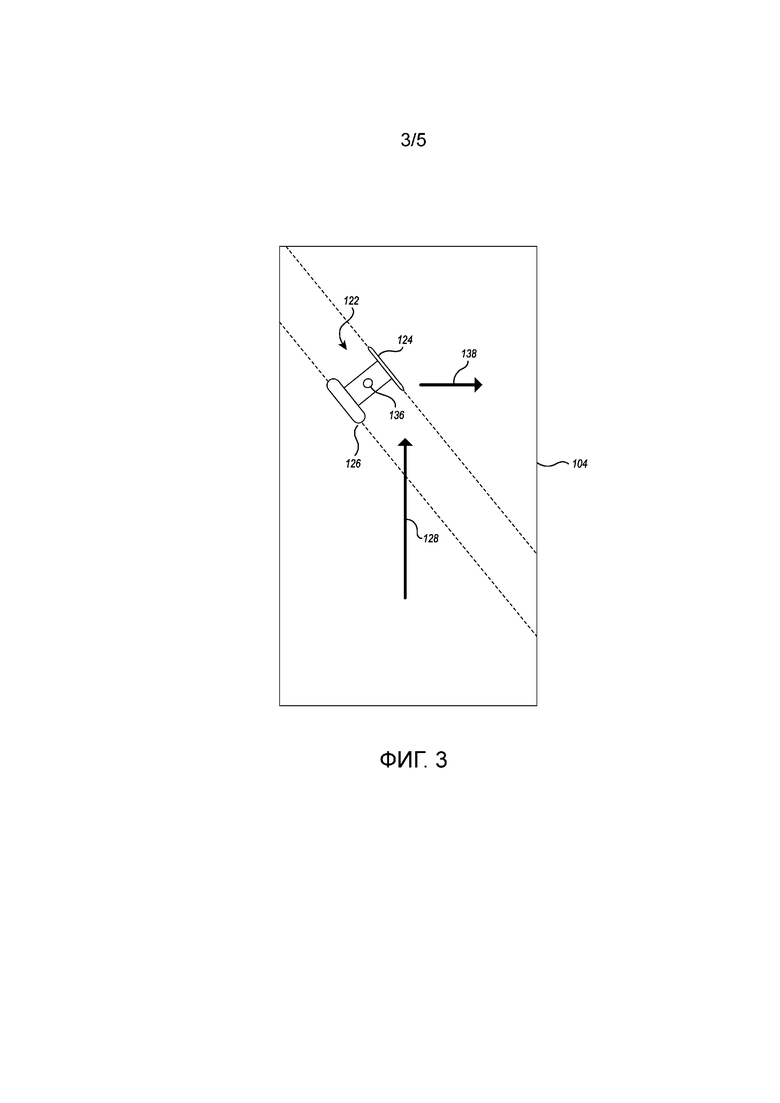
фиг. 3 - частичный вид сверху инструментальной головки, выполняющей функции обработки листового материала под углом;
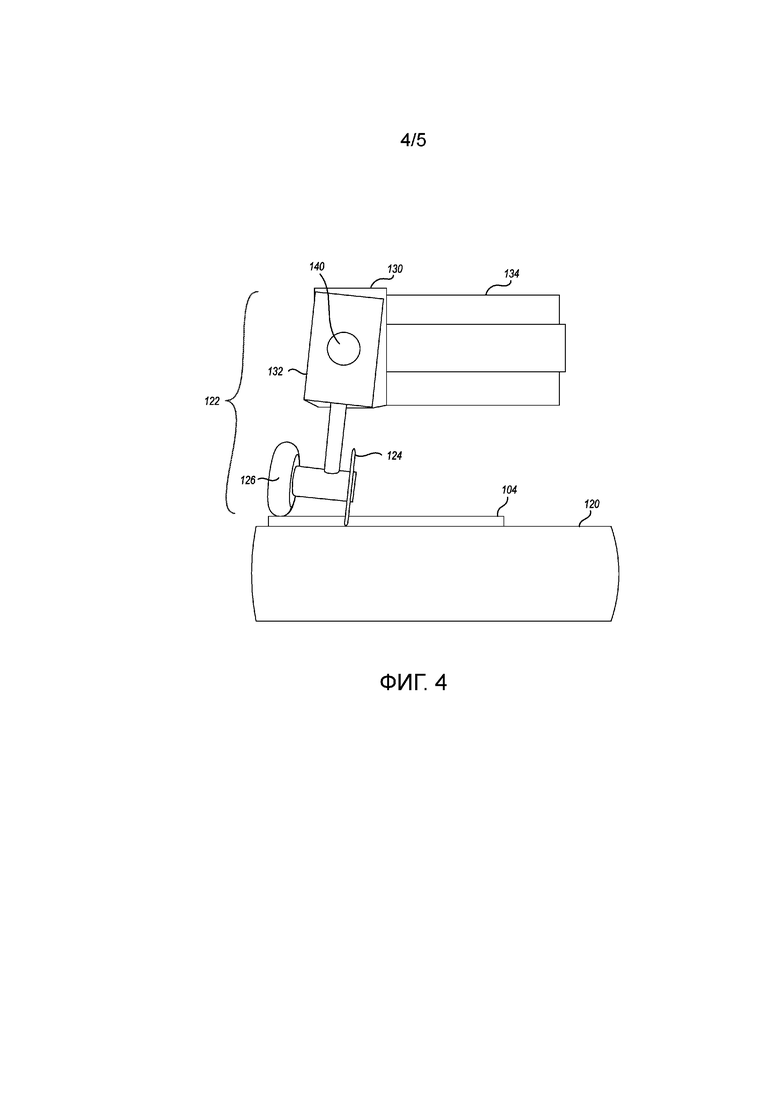
фиг. 4 - инструментальная головка, выполняющая функцию обработки листового материала под углом; и
фиг. 5 - вид в перспективе другой части обрабатывающего узла системы, представленной на фиг. 1.
Подробное описание изобретения
Варианты осуществления, описанные в данном документе, в общем относятся к системам, способам и устройствам для обработки листовых материалов и их обработки в заготовки упаковок. Более конкретно, описанные варианты осуществления относятся к обрабатывающим машинам или их компонентам для обработки листовых материалов (например, картона, гофрированного картона, строительного картона) в заготовки для коробок и другую упаковку.
Хотя в настоящем изобретении будут описаны детали вариантов осуществления со ссылкой на конкретные конфигурации, описание является иллюстративным, и его не следует истолковывать как ограничение объема настоящего изобретения. Можно сделать различные модификации представленных конфигураций без отклонения от сути и объема изобретения, которые определены в формуле изобретения. Для лучшего понимания одинаковые компоненты обозначены одинаковыми ссылочными номерами на всех разных прилагаемых фигурах.
В рамках настоящего изобретения термины «заготовка коробки» и «заготовка упаковки» будут относиться к по существу плоской заготовке материала, которую можно сложить в коробообразную форму. Заготовка коробки или упаковки может иметь выемки, вырезы, перегородки и/или бороздки, которые обеспечивают сгибание и/или складывание заготовки коробки или упаковки в коробку. Кроме того, заготовка коробки или упаковки может быть изготовлена из любого подходящего материала, широко известного специалистам в данной области. Например, в качестве материала заготовки можно использовать строительный картон или гофрированный картон. Подходящий материал также может иметь любую толщину и массу, которые обеспечили бы его сгибание и/или складывание в коробообразную форму.
В рамках настоящего изобретения термин «бороздка» будет относиться к линии, вдоль которой можно складывать листовой материал или заготовку коробки. Например, бороздкой может быть вдавливание в листовом материале. В случае сложенных гармошкой бороздок вдавливание можно сделать путем складывания листового материала в многослойные стопки в тюке. Другие бороздки можно образовать в листовом материале для помощи в складывании частей листового материала, отделенных бороздкой, друг относительно друга, для образования коробки.
Термины «выемка», «вырез» и «разрез» в данном документе использованы взаимозаменяемо и будут относиться к форме, создаваемой за счет удаления материала из заготовки или за счет разделения частей заготовки таким образом, чтобы создать разделение через заготовку.
На фиг. 1 представлен вид в перспективе системы 100, которую можно использовать для создания заготовок упаковок. Система 100 содержит один или более тюков 102 листового материала 104. Система 100 также содержит обрабатывающую машину 106, которая выполняет одну или более функций обработки листового материала 104, как описано более подробно ниже, для создания заготовок 108 упаковок. Лишний или ненужный листовой материал 104, получаемый в процессе обработки, может скапливаться в собирающем бункере 110. После получения, заготовки 108 упаковок можно сформировать в тароупаковывающие контейнеры, такие как коробки.
Как показано на фиг. 1, обрабатывающая машина 106 содержит опорную конструкцию 112 и обрабатывающий узел 114, установленный на опорной конструкции 112. Тюки 102 можно разместить рядом с задней стороной обрабатывающей машины 106, и листовой материал 104 можно подавать в обрабатывающий узел 114. Листовой материал 104 может быть расположен в тюках 102 с множеством уложенных стопкой слоев. Слои листового материала 104 в каждом тюке 102 могут иметь в общем равную длину и ширину и могут быть сложены друг на друга в чередующихся направлениях.
По мере того как листовой материал 104 подают через обрабатывающий узел 114, обрабатывающий узел 114 может выполнять одну или более функций обработки (например, биговки, сгибания, складывания, перфорации, резки и рифления) листового материала 104 для создания заготовок 108 упаковок. Как показано на фиг. 2 и описано ниже, обрабатывающий узел 114 может содержать компоненты, которые подают листовой материал 104 через обрабатывающий узел 114 и выполняют функции его обработки.
Например, на фиг. 2 представлены некоторые иллюстративные компоненты обрабатывающего узла 114. В обрабатывающем узле 114 имеется подающий ролик 1, который тянет листовой материал 104 в обрабатывающий узел 114 и продвигает через него листовой материал 104. Подающий ролик 1 может быть выполнен с возможностью протягивания листового материала 104 с ограниченным проскальзыванием или без него и может быть гладким, текстурированным, с ямочками и/или зубцами. Подающий ролик 1 может активно вращаться от исполнительного механизма или двигателя, чтобы продвигать листовой материал 104 через обрабатывающий узел 114. Хотя на фиг. 2 представлен один подающий ролик, понятно, что обрабатывающий узел 114 может содержать множество подающих роликов.
Как также показано на фиг. 2, обрабатывающий узел 114 также содержит инструментальную головку 122. В некоторых вариантах осуществления инструментальная головка 122 также может называться длинной головкой 122. Инструментальная головка 122 выполнена с возможностью выполнения функций обработки (например, биговки, сгибания, складывания, перфорации, резки и рифления) листового материала 104 для создания из него заготовок 108 упаковок. Чтобы обеспечить возможность выполнения инструментальной головкой 122 функций обработки, инструментальная головка 122 содержит режущее колесо 124 и биговочное колесо 126. В других вариантах осуществления инструментальная головка может содержать только режущее колесо 124 (а не биговочное колесо 126) или биговочное колесо 126 (а не режущее колесо 124). В других вариантах осуществления инструментальная головка может содержать одно или более режущих колес и биговочных колес. В других вариантах осуществления обрабатывающий узел 114 может содержать отдельные инструментальные головки для режущего колеса (колес) 124 и биговочного колеса (колес) 126.
Режущие и/или биговочные колеса 124, 126 можно избирательно располагать для зацепления листового материала 104, когда листовой материал 104 продвигается через обрабатывающий узел 114 для того, чтобы выполнять функции его обработки. Например, в некоторых вариантах осуществления инструментальная головка 122 обеспечивает подъем и опускание режущих и/или биговочных колес 124, 126 (относительно подающего ролика 120) для расцепления и зацепления листового материала 104. В представленном варианте осуществления инструментальная головка 122 расположена относительно подающего ролика 1 так, что листовой материал 104 продвигается между подающим роликом 1 и режущими и биговочными колесами 124, 126. Подающий ролик 104 может также поддерживать листовой материал 104, тогда как инструментальная головка 122 выполняет функции его обработки. В других вариантах осуществления обрабатывающий узел 114 может содержать опорную поверхность (отдельно от подающего ролика 134) для поддержки листового материала 104 при выполнении функции его обработки.
В положении по умолчанию, показанном на фиг. 2, режущие и биговочные колеса 124, 126 ориентированы параллельно направлению подачи листового материала 104. Направление подачи листового материала 104 показано стрелкой 128. В этой ориентации функции обработки листового материала 104 можно осуществлять в направлении, по существу параллельном направлению движения и/или по длине листового материала 104. Обработку, проводимую по длине и/или в общем параллельно направлению движения листового материала 104, можно считать «продольной обработкой».
Инструментальную головку 122 можно использовать для создания продольной обработки листового материала 104. Более конкретно, можно избирательно менять положение инструментальной головки 122 по ширине обрабатывающего узла 114 (например, вперед и назад в направлении, перпендикулярном длине листового материала 104), чтобы правильно расположить инструментальную головку 122 относительно сторон листового материала 104. Например, если нужно сделать продольную бороздку или разрез на два дюйма от одного края листового материала 104 (например, чтобы срезать лишний материал с края листового материала 104), инструментальную головку 122 можно двигать перпендикулярно по листовому материалу 104, чтобы правильно расположить режущее колесо 124 и/или биговочное колесо 126, чтобы обеспечить получение разреза или бороздки в нужном месте. Другими словами, инструментальную головку 122 можно двигать в поперечном направлении по листовому материалу 104, чтобы располагать инструментальную головку 122 в правильных местах для получения продольной обработки листового материала 104.
В дополнение к возможности расположения в нужном месте для выполнения функции обработки листового материала 104 в нужном месте, также можно регулировать положение инструментальной головки 122 во время продвижения листового материала 104 через обрабатывающий узел 114. Например, инструментальную головку 122 можно двигать так, чтобы биговочное колесо 126 могло выполнять функцию биговки в заданном месте листового материала 104. После выполнения биговочным колесом 126 функции биговки в заданном месте и вдоль заданной длины листового материала положение инструментальной головки 122 можно регулировать так, чтобы биговочное колесо 126 могло выполнять функцию биговки в другом заданном месте и вдоль второй длины листового материала 104. Аналогично, положение инструментальной головки 122 можно регулировать во время продвижения листового материала 104 через обрабатывающий узел 114 так, чтобы обеспечить формирование режущим колесом 124 смещенных срезов вдоль другой длины листового материала 104.
В некоторых вариантах осуществления регулировку положения инструментальной головки 122 можно выполнять во время продвижения листового материала 104 через обрабатывающий узел 114. Например, регулировку положения инструментальной головки 122 можно выполнять во время продвижения или во время непрерывного продвижения листового материала через обрабатывающий узел 114. Кроме того, регулировку положения инструментальной головки 122 можно выполнять, когда режущее колесо 124 и/или биговочное колесо 126 находятся в ориентации по умолчанию, показанной на фиг. 2 (например, ориентированы параллельно длине листового материала 104).
Длина такой регулировки положения может соответствовать толщине одного или более слоев листового материала 104. В некоторых вариантах осуществления, например, биговочное колесо 126 может быть расположено с возможностью выполнения функции биговки в первом положении вдоль первой длины листового материала 104. После этого положение биговочного колеса 126 можно регулировать на расстояние, которое соответствует толщине, например, одного или двух слоев листового материала 104. В отрегулированном положении биговочное колесо 126 может быть расположено с возможностью выполнения функции биговки во втором положении вдоль второй длины листового материала 104. Бороздки, образованные в первом и втором положениях, могут облегчать складывание полученной заготовки коробки в законченную коробку. Например, смещение бороздок может обеспечивать складывание одной панели или створки полученной заготовки коробки либо внутрь, либо наружу другой панели или створки заготовки коробки при образовании из нее коробки.
Чтобы обеспечить движение инструментальной головки 122 в поперечном направлении по листовому материалу 104, с установочным блоком 132 инструментальной головки 122 соединена каретка 130. Каретка 1 соединена с возможностью скольжения по направляющей 134. Направляющая 134 ориентирована поперек (то есть перпендикулярно) направлению 128 подачи листового материала 104. В результате, когда каретка 1 движется по длине направляющей 134, инструментальная головка 122 меняет положение в поперечном направлении по ширине листового материала 104.
В дополнение к возможности обеспечения продольной обработки инструментальная головка 122 может быть выполнена с возможностью обеспечения обработки листового материала под углом 104. Например, режущее колесо 124 и/или биговочное колесо 126 можно устанавливать на раме 136, которую можно поворачивать так, что можно регулировать ориентацию режущего колеса 124 и/или биговочного колеса 126. Поворот рамы 136 может обеспечивать ориентацию режущего колеса 124 и/или биговочного колеса 126 под непараллельным углом относительно направления 128 подачи.
На фиг. 3 представлен вид в плане листового материала 104 и режущих и биговочных колес 124, 126. Как можно видеть, режущие и биговочные колеса 124, 126 повернуты вокруг оси рамы 136. В результате режущие и биговочные колеса 124, 126 ориентированы под углом (например, не параллельно) относительно направления 128 подачи листового материала 104. Когда режущие и/или биговочные колеса 124, 126 расположены с таким углом, режущие и/или биговочные колеса 124, 126 могут выполнять функции обработки, которые находятся под углом на листовом материале 104.
Для того, чтобы режущие и/или биговочные колеса 124, 126 выполняли функцию обработки под углом, листовой материал 104 двигается через обрабатывающий узел 114, а инструментальная головка 122 одновременно двигается по листовому материалу 104 в поперечном направлении. Комбинированные движения листового материала 104 в направлении 128 подачи и инструментальной головки 122 поперек него (например, в направлении стрелки 138), а также ориентация режущих и/или биговочных колес 124, 126 под углом обеспечивает выполнение обработки под углом (показанных на фиг. 3 пунктирными линиями) листового материала 104.
На фиг. 3 представлены режущие и/или биговочные колеса 124, 126, расположенные под углом в первом направлении, и инструментальная головка 122, движущаяся в направлении стрелки 138, чтобы выполнять функцию обработки в первом диагональном направлении. Будет понятно, что режущие и/или биговочные колеса 124, 126 могут находиться под углом в противоположном направлении, а инструментальная головка 122 может двигаться в направлении, противоположном стрелке 138, чтобы выполнять функцию обработки во втором диагональном направлении. Кроме того, понятно, что режущие и/или биговочные колеса 124, 126 можно располагать по существу с любым углом относительно направления 128 подачи, чтобы выполнять функции обработки листового материала 104 по существу под любым углом.
Хотя на фиг. 3 представлены режущие и биговочные колеса 124, 126, расположенные под углом, чтобы обеспечить обработку листового материала 104 под углом, инструментальная головка 122 также может быть выполнена с возможностью обработки листового материала 104 под углом. Например, инструментальная головка 122 (или ее части) может поворачиваться вокруг пальца 140, чтобы наклонять режущие и/или биговочные колеса 124, 126 относительно плоской поверхности листового материала 104. Как показано на фиг. 4, например, инструментальная головка 122 повернута вокруг пальца 140 так, чтобы режущее колесо 124 резало листовой материал 104 под углом. Более конкретно, режущее колесо 124 расположено под углом так, чтобы полученный разрез по листовому материалу 104 находился под углом между противоположными плоскими сторонами листового материала 104. Понятно, что направление и величину функции обработки можно менять между по существу любым направлением и/или величиной.
Хотя на фиг. 2-4 и в вышеизложенном описании раскрыта одна инструментальная головка, которую можно регулировать для выполнения разных обработки листового материала 104 под углом, понятно, что обрабатывающий узел 114 может содержать множество таких инструментальных головок. Также будет понятно, что обрабатывающий узел 114 может содержать множество регулируемых инструментальных головок. Например, обрабатывающий узел может содержать одну или более регулируемых инструментальных головок, которые могут выполнять обработки под углом в первом направлении или ориентации и одну или более других регулируемых инструментальных головок, которые могут выполнять обработки под углом во втором направлении или ориентации.
Кроме того, фиг. 2-4 и вышеизложенное описание сосредоточены на инструментальной головке, которая может выполнять продольную обработку и может быть переориентирована на выполнение обработки под углом поперек и/или по листовому материалу 104. Как отмечено выше, такая инструментальная головка также может называться длинной головкой, поскольку она выполняет продольные обработки. Как показано на фиг. 5, обрабатывающий узел 114 также может содержать одну или более инструментальных головок 150, которые могут выполнять «поперечную обработку» и могут быть переориентированы на выполнение обработки под углом поперек и/или по листовому материалу 104. Такая инструментальная головка 150 также может называться поперечной головкой 150, поскольку она выполняет поперечную обработку по листовому материалу 104 (например, функции обработки, выполняемые в направлении по существу, перпендикулярном направлению движения и/или по длине листового материала 104).
Для выполнения поперечной обработки инструментальная головка 150 может двигаться вдоль по меньшей мере части ширины обрабатывающего узла 114 в направлении, в общем перпендикулярном направлению 128 подачи (направлению, в котором листовой материал 104 подают через обрабатывающий узел 114, и/или по длине листового материала 104). Другими словами, инструментальная головка 150 может двигаться по листовому материалу 104 для выполнения поперечных обработки листового материала 104.
Чтобы обеспечить инструментальная головка 150 перемещение в поперечном направлении по листовому материалу 104, каретка 152 соединен с установочным блоком 154 инструментальной головки 150. Каретка 152 соединена с возможностью скольжения с направляющей 156. Направляющая 156 ориентирована поперек (то есть перпендикулярно) направлению 128 подачи листового материала 104. В результате, когда каретка 152 движется по длине направляющей 156, инструментальная головка 152 движется в поперечном направлении по листовому материалу 104.
Инструментальная головка 150 может содержать один или более обрабатывающих инструментов, таких как режущее колесо 158 и/или биговочное колесо, которые могут выполнять одну или более поперечных обработки листового материала 104. Например, когда инструментальная головка 150 движется вперед и назад по листовому материалу 104, режущее колесо 158 и/или биговочное колесо могут создавать бороздки, сгибы, складки, перфорации, срезы и/или рифление листового материала 104.
В дополнение к возможности движения в поперечном направлении по листовому материалу 104 для выполнения функций поперечной обработки в нужном месте листового материала 104 листовой материал 104 может постепенно продвигаться через обрабатывающий узел 114, в то время как инструментальная головка 150 двигается по листовому материалу 104 в поперечном направлении. Например, инструментальная головка 150 может двигаться по листовому материалу 104 так, что режущее колесо 158 образует поперечный разрез в нужном месте в листовом материале 104. После выполнения инструментальной головкой 150 функции обработки в заданном месте и вдоль заданной ширины листового материала 104 листовой материал 104 можно регулировать (например, постепенно продвигать через обрабатывающий узел 114) так, чтобы инструментальная головка 150 могла выполнять функцию обработки в другом заданном месте и вдоль второй ширины листового материала 104.
В некоторых вариантах осуществления постепенное продвижение листового материала 104 можно осуществлять в то время, как инструментальная головка 10 все еще двигается по листовому материалу 104. Например, постепенное продвижение листового материала 104 можно осуществлять в то время, как инструментальная головка 10 двигается или непрерывно двигается по листовому материалу 104. Кроме того, постепенное продвижение листового материала 104 можно осуществлять в то время, как режущее колесо 58 и/или биговочное колесо имеет ориентацию по умолчанию, показанную на фиг. 5 (например, ориентировано перпендикулярно длине листового материала 104).
Длина таких постепенных продвижений листового материала 104 может соответствовать толщине одного или более слоев листового материала 104. В некоторых вариантах осуществления, например, листовой материал 104 может быть расположен так, что режущее колесо 158 и/или биговочное колесо может выполнять функцию обработки в первом положении вдоль первой ширины листового материала 104. После этого листовой материал 104 может постепенно продвигаться на расстояние, которое соответствует толщине, например, одного или двух слоев листового материала 104. С листовым материалом 104 в состоянии постепенного продвижения режущее колесо 158 и/или биговочное колесо может продолжать продвигаться по листовому материалу 104 для выполнения функции обработки во втором положении вдоль второй ширины листового материала 104.
По аналогии с инструментальной головкой 122 инструментальная головка 150 может быть выполнена так, чтобы можно было избирательно регулировать ориентацию режущего колеса 158 и/или биговочного колеса. Например, режущее колесо 158 и/или биговочное колесо можно устанавливать на раме 160, которую можно поворачивать так, чтобы можно было регулировать ориентацию режущего колеса 158 и/или биговочного колеса. поворот рамы 160 может обеспечивать ориентацию режущего колеса 158 и/или биговочного колеса под неперпендикулярным углом относительно направления 128 подачи. Когда режущее колесо 158 и/или биговочное колесо ориентированы под неперпендикулярным углом относительно направления 128 подачи, режущее колесо 158 и/или биговочное колесо может выполнять функции обработки листового материала под углом 104.
Для того, чтобы режущее колесо 158 и/или биговочное колесо выполняли функцию обработки под углом, листовой материал 104 двигается через обрабатывающий узел 114, а инструментальная головка 150 одновременно двигается по листовому материалу 104 в поперечном направлении. Комбинированные движения листового материала 104 в направлении 128 подачи и инструментальной головки 150 поперек него (например, перпендикулярно направлению 128 подачи), а также ориентация режущего колеса 158 и/или биговочного колеса под углом, обеспечивает выполнение обработки листового материала 104 под углом.
Хотя на фиг. 5 не показано, инструментальная головка 150 (или ее части) также могут быть регулируемыми, чтобы обеспечить выполнение режущим колесом 158 срезов под углом через листовой материал 104 по аналогии с обсуждением варианта осуществления, показанного на фиг. 4.
Ориентацию различных инструментальных головок и/или их обрабатывающих инструментов (например, режущих колес, биговочных колес и т.д.) можно регулировать по ходу работы (например, по мере выполнения функций обработки). Регулировки этих компонентов по ходу работы могут увеличивать скорость, с которой выполняются функции обработки, уменьшая или устраняя за счет этого необходимость остановки подачи листового материала во время проведения регулировки. Кроме того, регулируемость отмеченных компонентов может обеспечить проведение диагональной и/или криволинейной обработки листового материала. Такая способность может обеспечить образование более широкого диапазона заготовок коробок и/или придание дополнительной функциональности коробкам, образованным из заготовок коробок.
Обрабатывающие инструменты (например, режущие колеса, биговочные колеса и т.д.), описанные в данном документе, могут быть пассивными или активными. Например, режущее или биговочное колесо может свободно вращаться по мере того, как двигается листовой материал. В других случаях режущее колесо или биговочное колесо может иметь активный привод (например, от двигателя или другого исполнительного механизма). Кроме того, инструментальные головки могут содержать исполнительные механизмы, двигатели, шестерни и т.д. для переориентации обрабатывающих инструментов под нужным углом.
Работой обрабатывающей машины 106 может управлять система управления. Более конкретно, система управления может управлять движением и/или размещением различных компонентов обрабатывающей машины 106. Например, система управления может управлять скоростью и/или направлением вращения подающих роликов 134 для того, чтобы управлять направлением (то есть вперед или назад) подачи листового материала 104 и/или скоростью, с которой листовой материал 104 подают через обрабатывающую машину 106. Система управления может также управлять расположением и/или движением инструментальных головок 122, 150, включая ориентацию режущих колес 124, биговочных колес 126 и режущих колес 158, чтобы инструментальные головки 122, 150 выполняли функции обработки с требуемой ориентацией и в нужных местах листового материала 104. Система управления может также синхронизировать работу подающих роликов 134 (например, скорость и направление), инструментальных головок 122, 150 (положение, движение и направление) и ориентацию режущих колес 124, биговочных колес 126 и режущих колес 158 так, чтобы выполнять нужные функции обработки.
Система управления может быть встроена в обрабатывающую машину 106. В других вариантах осуществления обрабатывающая машина 106 может быть соединена и взаимодействовать с отдельной системой управления, такой как компьютер, который управляет работой обрабатывающей машины 106. В других вариантах осуществления части системы управления могут быть встроены в обрабатывающую машину 106, тогда как другие части системы управления отделены от обрабатывающей машины 106. Кроме того, система управления может содержать аппаратные компоненты, программные компоненты или их комбинации. Независимо от конкретной конфигурации системы управления система управления может управлять операциями обрабатывающей машины 106, в которых из листового материала 104 образуют заготовки 108 коробок.
В одном варианте осуществления предусмотрена обрабатывающая машина, используемая для обработки листового материала в заготовки упаковок для сборки коробок или другой упаковки. Обрабатывающая машина содержит обрабатывающий узел, выполненный с возможностью выполнения функции поперечной обработки, функции продольной обработки и функции обработки листового материала под углом по мере того, как листовой материал движется через обрабатывающую машину в направлении подачи. для создания заготовок упаковок функция поперечной обработки, функция продольной обработки и функция обработки под углом могут быть выбраны из группы, состоящей из биговки, сгибания, складывания, перфорации, резки и рифления. Обрабатывающий узел содержит инструментальную головку, избирательно передвигаемую между противоположными сторонами обрабатывающего узла. Инструментальная головка содержит один или более обрабатывающих инструментов для выполнения функции обработки под углом и по меньшей мере одной из функции поперечной обработки или функции продольной обработки. Ориентацию одного или более обрабатывающих инструментов можно избирательно регулировать между ориентацией по умолчанию и ориентацией под углом.
В некоторых вариантах осуществления один или более обрабатывающих инструментов выполнены с возможностью выполнения функции обработки под углом, когда один или более обрабатывающих инструментов находятся в ориентации под углом.
В некоторых вариантах осуществления один или более обрабатывающих инструментов выполнены с возможностью выполнения функции поперечной обработки или функции продольной обработки, когда один или более обрабатывающих инструментов находятся в ориентации по умолчанию.
В некоторых вариантах осуществления инструментальная головка содержит установочный блок и соединенную с ним раму, причем с рамой соединены один или более обрабатывающих инструментов.
В некоторых вариантах осуществления раму можно регулировать вокруг первой оси для переориентации одного или более обрабатывающих инструментов между ориентацией по умолчанию и ориентацией под углом.
В некоторых вариантах осуществления установочный блок, раму и один или более обрабатывающих инструментов можно регулировать вокруг второй оси для переориентации одного или более обрабатывающих инструментов между ориентацией по умолчанию и ориентацией под углом.
В некоторых вариантах осуществления обрабатывающая машина также содержит подающий ролик, который выполнен с возможностью продвижения листового материала через обрабатывающий узел.
В некоторых вариантах осуществления обрабатывающая машина также содержит систему управления, которая выполнена с возможностью управления работой подающего ролика и инструментальной головки.
В некоторых вариантах осуществления система управления синхронизирует скорость подающего ролика и движения инструментальной головки.
В некоторых вариантах осуществления один или более обрабатывающих инструментов содержат режущее колесо или биговочное колесо.
В некоторых вариантах осуществления в ориентации по умолчанию один или более обрабатывающих инструментов расположены в общем параллельно направлению подачи листового материала.
В некоторых вариантах осуществления в ориентации по умолчанию один или более обрабатывающих инструментов расположены в общем перпендикулярно направлению подачи листового материала.
В некоторых вариантах осуществления обрабатывающая машина также содержит каретку, соединенную с инструментальной головкой и направляющей, причем каретка может скользить вдоль направляющей с передвижением инструментальной головки.
В некоторых вариантах осуществления функция обработки под углом выполняется по листовому материалу диагонально.
В некоторых вариантах осуществления функция обработки под углом выполняется под углом через листовой материал.
В некоторых вариантах осуществления функция обработки под углом содержит изогнутые срезы или бороздки, образованные в листовом материале.
В другом варианте осуществления предусмотрена обрабатывающая машина, используемая для обработки листового материала в заготовки упаковок для сборки коробок или другой упаковки. Обрабатывающая машина содержит обрабатывающий узел, выполненный с возможностью выполнения функции поперечной обработки, функции продольной обработки и функции обработки листового материала под углом по мере того, как листовой материал движется через обрабатывающую машину в направлении подачи. Функция поперечной обработки, функция продольной обработки и функция обработки под углом для создания заготовок упаковок могут быть выбраны из группы, состоящей из биговки, сгибания, складывания, перфорации, резки и рифления. Обрабатывающий узел содержит первую инструментальную головку, избирательно передвигаемую между противоположными сторонами обрабатывающего узла. Инструментальная головка содержит один или более обрабатывающих инструментов для выполнения функции обработки под углом и по меньшей мере одной из функции поперечной обработки или функции продольной обработки. Ориентацию одного или более обрабатывающих инструментов можно избирательно регулировать между ориентацией по умолчанию и ориентацией под углом. Обрабатывающий узел также содержит вторую инструментальную головку, имеющую один или более обрабатывающих инструментов для выполнения функции обработки под углом и по меньшей мере одной из функции поперечной обработки или функции продольной обработки. Ориентацию одного или более обрабатывающих инструментов можно избирательно регулировать между ориентацией по умолчанию и ориентацией под углом.
В некоторых вариантах осуществления первая инструментальная головка содержит длинную головку, а вторая инструментальная головка содержит поперечную головку.
В некоторых вариантах осуществления в ориентации по умолчанию один или более обрабатывающих инструментов длинной головки расположены в общем параллельно направлению подачи листового материала, а один или более обрабатывающих инструментов поперечной головки расположены в общем перпендикулярно направлению подачи листового материала.
В некоторых вариантах осуществления первая инструментальная головка выполняет функцию продольной обработки и функцию обработки под углом, а вторая инструментальная головка выполняет функцию поперечной обработки.
В некоторых вариантах осуществления, когда один или более обрабатывающих инструментов первой инструментальной головки находятся в ориентации по умолчанию, положение первой инструментальной головки можно избирательно регулировать в направлении, в общем перпендикулярном длине листового материала, и в то время как листовой материал продвигается через обрабатывающий узел.
В другом варианте осуществления предусмотрена обрабатывающая машина, используемая для обработки листового материала в заготовки упаковок для сборки коробок или другой упаковки. Обрабатывающая машина содержит обрабатывающий узел, выполненный с возможностью выполнения функций продольной обработки листового материала по мере того, как листовой материал движется через обрабатывающую машину в направлении подачи. Функции продольной обработки включают по меньшей мере одно из биговки, сгибания, складывания, перфорации, резки и рифления для создания заготовок упаковок. Обрабатывающий узел содержит инструментальную головку, избирательно передвигаемую между противоположными сторонами обрабатывающего узла. Инструментальная головка содержит один или более обрабатывающих инструментов для выполнения функций продольной обработки. Положение инструментальной головки можно избирательно регулировать в направлении, в общем перпендикулярном длине листового материала, и в то время как листовой материал продвигается через обрабатывающий узел.
В некоторых вариантах осуществления длина регулировки положения инструментальной головки в общем соответствует толщине одного или двух слоев листового материала.
В некоторых вариантах осуществления один или более обрабатывающих инструментов имеют ориентацию по умолчанию, в которой один или более обрабатывающих инструментов расположены в общем параллельно направлению подачи листового материала или выполняют функции продольной обработки в общем параллельно направлению подачи листового материала.
В некоторых вариантах осуществления один или более обрабатывающих инструментов можно избирательно регулировать из ориентации по умолчанию в ориентацию под углом для выполнения одной или более функций обработки листового материала под углом.
В некоторых вариантах осуществления в ориентации под углом один или более обрабатывающих инструментов ориентированы под непараллельным и неперпендикулярным углом относительно направления подачи листового материала.
В некоторых вариантах осуществления положение инструментальной головки можно избирательно регулировать в направлении, в общем перпендикулярном длине листового материала, и в то время как листовой материал непрерывно двигается через обрабатывающий узел
В некоторых вариантах осуществления обрабатывающий узел также содержит вторую инструментальную головку, имеющую один или более обрабатывающих инструментов для выполнения одной или более функций поперечной обработки.
В некоторых вариантах осуществления обрабатывающий узел выполнен с возможностью постепенного продвижения через него листового материала, по мере того как один или более обрабатывающих инструментов второй инструментальной головки выполняют одну или более функций обработки листового материала.
Понятно, что такие относительные термины, как «горизонтальный», «вертикальный», «верхний», «нижний», «поднятый», «опущенный», «выше», «ниже» и тому подобное, использованы в данном документе просто для удобства. Такие относительные термины не предназначены для ограничения объема настоящего изобретения. Скорее должно быть понятно, что компоненты, описанные в данном документе, могут быть выполнены и расположены так, что эти относительные термины требуют регулировки.
Настоящее изобретение может быть исполнено в других конкретных формах без отклонения от его сути или основных характеристик. Таким образом, описанные варианты осуществления во всех отношениях следует рассматривать только как иллюстративные, а не ограничивающие. Вследствие этого, объем изобретения указан в приложенной формуле изобретения, а не в вышеизложенном описании. Все изменения, которые попадают в пределы значения и диапазона эквивалентности формулы изобретения, должны попадать в ее объем.
| название | год | авторы | номер документа |
|---|---|---|---|
| УПАКОВОЧНАЯ МАШИНА И СИСТЕМЫ | 2020 |
|
RU2811505C2 |
| ПОДАЮЩИЙ, РАЗДЕЛИТЕЛЬНЫЙ И БИГОВАЛЬНЫЙ МЕХАНИЗМЫ УПАКОВОЧНОЙ МАШИНЫ | 2022 |
|
RU2786160C1 |
| ПОДАЮЩИЙ, РАЗДЕЛИТЕЛЬНЫЙ И БИГОВАЛЬНЫЙ МЕХАНИЗМЫ УПАКОВОЧНОЙ МАШИНЫ | 2019 |
|
RU2765224C1 |
| ПОДАЮЩИЙ, РАЗДЕЛИТЕЛЬНЫЙ И БИГОВАЛЬНЫЙ МЕХАНИЗМЫ УПАКОВОЧНОЙ МАШИНЫ | 2019 |
|
RU2777383C2 |
| МАШИНА ДЛЯ ФОРМИРОВАНИЯ КОРОБОК (ВАРИАНТЫ) | 2017 |
|
RU2765595C2 |
| МАШИНА ДЛЯ ФОРМИРОВАНИЯ КОРОБОК | 2017 |
|
RU2790315C2 |
| МАШИНА ДЛЯ ФОРМИРОВАНИЯ КОРОБОК | 2023 |
|
RU2818940C1 |
| ОБРАБАТЫВАЮЩАЯ МАШИНА | 2012 |
|
RU2614483C2 |
| ОБРАБАТЫВАЮЩАЯ МАШИНА | 2012 |
|
RU2731337C2 |
| ПРЕОБРАЗУЮЩАЯ МАШИНА С МЕХАНИЗМОМ ОБНАРУЖЕНИЯ СКЛАДКИ | 2018 |
|
RU2769414C2 |


Изобретение относится к области устройств для обработки листовых материалов. Обрабатывающая машина, используемая для обработки листового материала в заготовки упаковок для сборки коробок, содержит обрабатывающий узел, который выполняет функцию поперечной обработки, функцию продольной обработки и функцию обработки листового материала под углом для создания заготовок упаковок. Обрабатывающая машина содержит инструментальную головку с обрабатывающим инструментом. Обрабатывающий инструмент выполнен с возможностью регулировки его ориентации. Техническим результатом изобретений является обеспечение эффективности функции обработки под углом и по меньшей мере одной из функции продольной обработки и функции поперечной обработки. 3 н. и 26 з.п. ф-лы, 5 ил.
1. Обрабатывающая машина, используемая для обработки листового материала в заготовки упаковок для сборки коробок, причем обрабатывающая машина содержит:
обрабатывающий узел, выполненный с возможностью осуществления функции поперечной обработки, функции продольной обработки и функции обработки под углом листового материала по мере того, как листовой материал движется через обрабатывающую машину в направлении подачи, причем функция поперечной обработки, функция продольной обработки и функция обработки под углом для создания заготовок упаковок выбраны из группы, состоящей из биговки, сгибания, складывания, перфорации, резки или рифления, причем обрабатывающий узел содержит:
инструментальную головку, выполненную с возможностью избирательного перемещения между противоположными сторонами обрабатывающего узла, причем инструментальная головка содержит установочный блок, раму, соединенную с установочным блоком, и один или более обрабатывающих инструментов, соединенных с рамой, при этом один или более обрабатывающих инструментов выполнены с возможностью выполнения функции обработки под углом и по меньшей мере одной из функции поперечной обработки или функции продольной обработки, при этом ориентация одного или более обрабатывающих инструментов является избирательно регулируемой вокруг первой оси между ориентацией по умолчанию и ориентацией под углом, причем ориентация по умолчанию является либо параллельной, либо перпендикулярной направлению подачи листового материала, а ориентация под углом отличается от параллельной или перпендикулярной направлению подачи листового материала, при этом первая ось ориентирована в первом направлении, причем установочный блок выполнен с возможностью поворота вокруг второй оси, при этом вторая ось ориентирована во втором направлении, которое отличается от первого направления, посредством чего один или более обрабатывающих инструментов являются перемещаемыми как вокруг первой, так и вокруг второй осей.
2. Обрабатывающая машина по п. 1, в которой один или более обрабатывающих инструментов выполнены с возможностью осуществления функции обработки под углом, когда один или более обрабатывающих инструментов находятся в ориентации под углом.
3. Обрабатывающая машина по п. 1, в которой один или более обрабатывающих инструментов выполнены с возможностью осуществления функции поперечной обработки или функции продольной обработки, когда один или более обрабатывающих инструментов находятся в ориентации по умолчанию.
4. Обрабатывающая машина по п. 1, в которой один или более обрабатывающих инструментов содержат режущий инструмент и биговочный инструмент, соединенные с рамой таким образом, что регулировка вокруг первой оси изменяет ориентацию как режущего инструмента, так и биговочного инструмента.
5. Обрабатывающая машина по п. 1, в которой один из одного или более обрабатывающих инструментов выполнен с возможностью вхождения во взаимодействие с листовым материалом или выхода из взаимодействия с ним при повороте установочного блока вокруг второй оси.
6. Обрабатывающая машина по п. 5, в которой один или более обрабатывающих инструментов содержат режущий инструмент, при этом режущий инструмент выполнен с возможностью прохождения сквозь листовой материал под углом между противоположными основными поверхностями листового материала при повороте установочного блока вокруг второй оси.
7. Обрабатывающая машина по п. 1, дополнительно содержащая подающий ролик, который выполнен с возможностью продвижения листового материала через обрабатывающий узел.
8. Обрабатывающая машина по п. 7, дополнительно содержащая систему управления, которая выполнена с возможностью управления работой подающего ролика и инструментальной головки.
9. Обрабатывающая машина по п. 8, в которой система управления выполнена с возможностью синхронизации скорости подающего ролика и движений инструментальной головки.
10. Обрабатывающая машина по п. 1, в которой один или более обрабатывающих инструментов содержат режущее колесо или биговочное колесо.
11. Обрабатывающая машина по п. 1, в которой в ориентации по умолчанию один или более обрабатывающих инструментов расположены параллельно направлению подачи листового материала.
12. Обрабатывающая машина по п. 1, в которой в ориентации по умолчанию один или более обрабатывающих инструментов расположены перпендикулярно направлению подачи листового материала.
13. Обрабатывающая машина по п. 1, дополнительно содержащая каретку, соединенную с инструментальной головкой и направляющей, причем каретка выполнена с возможностью скольжения вдоль направляющей для передвижения инструментальной головки.
14. Обрабатывающая машина по п. 1, в которой функция обработки под углом выполняется по листовому материалу диагонально.
15. Обрабатывающая машина по п. 1, в которой функция обработки под углом выполняется через листовой материал под углом.
16. Обрабатывающая машина по п. 1, в которой функция обработки под углом содержит изогнутые срезы или бороздки, образованные в листовом материале.
17. Обрабатывающая машина, используемая для обработки листового материала в заготовки упаковок для сборки коробок, причем обрабатывающая машина содержит:
обрабатывающий узел, выполненный с возможностью осуществления функции поперечной обработки, функции продольной обработки и функции обработки под углом листового материала по мере того, как листовой материал движется через обрабатывающую машину в направлении подачи, при этом функция поперечной обработки, функция продольной обработки и функция обработки под углом для создания заготовок упаковок выбраны из группы, состоящей из биговки, сгибания, складывания, перфорации, резки или рифления, причем обрабатывающий узел содержит:
первую инструментальную головку, выполненную с возможностью избирательного перемещения между противоположными сторонами обрабатывающего узла, причем инструментальная головка содержит установочный блок, раму, соединенную с установочным блоком, и один или более обрабатывающих инструментов, соединенных с рамой, при этом инструментальная головка содержит один или более обрабатывающих инструментов, выполненных с возможностью осуществления функции обработки под углом и по меньшей мере одной из функции поперечной обработки или функции продольной обработки, причем ориентация одного или более обрабатывающих инструментов является избирательно регулируемой вокруг первой оси между ориентацией по умолчанию и ориентацией под углом, причем ориентация по умолчанию является либо параллельной, либо перпендикулярной направлению подачи листового материала, а ориентация под углом отличается от параллельной или перпендикулярной направлению подачи листового материала, при этом первая ось ориентирована в первом направлении, причем установочный блок выполнен с возможностью поворота вокруг второй оси, причем вторая ось ориентирована во втором направлении, которое отличается от первого направления; и
вторую инструментальную головку, содержащую установочный блок, раму, соединенную с установочным блоком, режущий инструмент и биговочный инструмент, причем как режущий инструмент, так и биговочный инструмент соединены с рамой, и рама подвижно соединена с установочным блоком таким образом, что перемещение рамы вокруг первой оси одновременно изменяет ориентацию и режущего инструмента, и биговочного инструмента относительно направления подачи, причем режущий инструмент и биговочный инструмент выполнены с возможностью осуществления функции обработки под углом и по меньшей мере одной из функции поперечной обработки или функции продольной обработки.
18. Обрабатывающая машина по п. 17, в которой ориентация режущего инструмента и биговочного инструмента второй инструментальной головки выполнены с возможностью избирательного регулирования между ориентацией по умолчанию и ориентацией под углом, при этом ориентация режущего инструмента и биговочного инструмента второй инструментальной головки либо параллельна, либо перпендикулярна направлению подачи листового материала и ориентация под углом отличается от параллельной или перпендикулярной направлению подачи листового материала.
19. Обрабатывающая машина по п. 18, в которой в ориентации по умолчанию один или более обрабатывающих инструментов первой инструментальной головки являются параллельными направлению подачи листового материала, и режущий инструмент и биговочный инструмент второй инструментальной головки являются перпендикулярными направлению подачи листового материала.
20. Обрабатывающая машина по п. 19, отличающаяся тем, что первая инструментальная головка выполнена с возможностью выполнения функции продольной обработки и функции обработки под углом, а вторая инструментальная головка выполнена с возможностью выполнения функции поперечной обработки.
21. Обрабатывающая машина по п. 17, в которой, когда один или более обрабатывающих инструментов первой инструментальной головки находятся в ориентации по умолчанию, положение первой инструментальной головки является избирательно регулируемым в направлении, поперечном длине листового материала, и в то время как листовой материал продвигается через обрабатывающий узел.
22. Обрабатывающая машина, используемая для обработки листового материала в заготовки упаковок для сборки в коробки, причем обрабатывающая машина содержит:
обрабатывающий узел, выполненный с возможностью осуществления функций продольной обработки листового материала по мере того, как листовой материал движется через обрабатывающую машину в направлении подачи, при этом функция продольной обработки включает в себя одно или более из биговки, сгибания, складывания, перфорации, резки или рифления, для создания заготовок упаковок, причем обрабатывающий узел содержит:
инструментальную головку, выполненную с возможностью избирательного перемещения между противоположными сторонами обрабатывающего узла, причем инструментальная головка содержит установочный блок, раму, соединенную с установочный блоком, режущий инструмент и биговочный инструмент, причем режущий инструмент и биговочный инструмент соединены с рамой, и рама подвижно соединена с установочным блоком таким образом, что перемещение рамы вокруг первой оси одновременно изменяет ориентацию как режущего инструмента, так и биговочного инструмента относительно направления подачи, причем режущий инструмент и биговочный инструмент выполнены с возможностью осуществления функций продольной обработки.
23. Обрабатывающая машина по п. 22, в которой установочный блок выполнен с возможностью избирательного поворота вокруг второй оси, которая ориентирована в направлении, отличном от направления первой оси, причем один из одного или более обрабатывающих инструментов выполнен с возможностью вхождения во взаимодействие с листовым материалом или выхода из взаимодействия с ним при повороте установочного блока.
24. Обрабатывающая машина по п. 22, в которой каждый из режущего инструмента и биговочного инструмента имеет ориентацию по умолчанию, в которой инструмент является параллельным направлению подачи листового материала, для осуществления функций продольной обработки, параллельной направлению подачи листового материала.
25. Обрабатывающая машина по п. 24, в которой режущий инструмент и биговочный инструмент выполнены с возможностью избирательной регулировки из ориентации по умолчанию в ориентацию под углом для выполнения одной или более функций обработки листового материала под углом.
26. Обрабатывающая машина по п. 25, в которой в ориентации под углом режущий инструмент и биговочный инструмент ориентированы под непараллельным и неперпендикулярным углом относительно направления подачи листового материала.
27. Обрабатывающая машина по п. 22, в которой инструментальная головка выполнена с возможностью избирательного регулирования её положения в направлении, перпендикулярном длине листового материала, и в то время как листовой материал непрерывно двигается через обрабатывающий узел.
28. Обрабатывающая машина по п. 22, дополнительно содержащая вторую инструментальную головку, имеющую один или более обрабатывающих инструментов для выполнения одной или более функций поперечной обработки.
29. Обрабатывающая машина по п. 28, в которой обрабатывающий узел выполнен с возможностью постепенного продвижения через него листового материала по мере того, как один или более обрабатывающих инструментов второй инструментальной головки выполняют одну или более функций обработки листового материала.
| US 2008115641 A1, 22.05.2008 | |||
| US 2018086018 A1, 29.03.2018 | |||
| US 2007125212 A1, 07.06.2007 | |||
| US 2014091511 A1, 03.04.2014 | |||
| НАСТОЛЬНОЕ РЕЖУЩЕЕ УСТРОЙСТВО | 2009 |
|
RU2398674C1 |
