[0001] УРОВЕНЬ ТЕХНИКИ
1. ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
[0002] Примерные варианты осуществления настоящего изобретения относятся к системам, способам и устройствам для преобразования листовых материалов в коробки. Более конкретно, примерные варианты осуществления относятся к машинам для формирования коробок, которые преобразуют картон, гофрированный картон, тонкий картон и подобные листовые материалы в заготовки для коробки и сгибают и клеят эти заготовки для формирования сложенных коробок.
2. СООТВЕТСТВУЮЩАЯ ТЕХНОЛОГИЯ
[0003] Грузоперевозочная и упаковочная отрасли промышленности часто используют технологическое оборудование для картона и другого листового материала, которое преобразует листовые материалы в заготовки для коробок. Одно преимущество такого оборудования состоит в том, что грузоотправитель может готовить коробки требуемых размеров по мере необходимости вместо хранения запасов стандартных, предварительно сделанных коробок различных размеров. Следовательно, грузоотправитель может избавиться от необходимости прогнозирования своих потребностей в конкретных размерах коробок, а также хранения предварительно изготовленных коробок стандартных размеров. Вместо этого грузоотправитель может хранить одну или более кип фальцованного материала, который может использоваться для производства коробок различных размеров на основе конкретных потребностей во время каждой отгрузки. Это позволяет грузоотправителю уменьшить место для хранения, обычно требуемое для периодически используемых отгрузок, а также уменьшить отходы и затраты, связанные с по существу неточным процессом прогнозирования потребностей в конкретных размерах коробок, поскольку перевозимые грузы и их размеры время от времени меняются.
[0004] В дополнение к уменьшению неэффективности, связанной с хранением предварительно изготовленных коробок различных размеров, производство коробок конкретных размеров в соответствии с потребностью также уменьшает затраты на упаковку и доставку. Считается, что перевозимые грузы как правило упаковываются в коробки, которые имеют приблизительно на 65% больший размер, чем эти перевозимые грузы. Коробки, которые являются слишком большими для конкретной единицы груза, являются более дорогими, чем коробка, которая точно соответствует ей по размеру, из-за стоимости избыточного материала. Когда товар упаковывается в слишком большую коробку, в нее часто помещается наполнитель (например, пенопласт, пенопластовые шарики, бумага, воздушные подушки и т.д.), чтобы препятствовать перемещению товара внутри коробки, а также ее смятию под давлением (например, когда коробки заклеиваются липкой лентой или укладываются в штабель). Эти наполнители дополнительно увеличивают затраты, связанные с упаковкой товара в слишком большую коробку.
[0005] Точно соответствующие по размеру коробки также уменьшают затраты на доставку по сравнению со слишком большими коробками. Транспортное средство, заполненное коробками, которые на 65% больше, чем упакованный в них товар, становится намного менее экономически эффективным, чем транспортное средство, заполненное коробками, точно соответствующими товару по размерам. Другими словами, транспортное средство, заполненное коробками, точно соответствующими товару по размерам, может перевозить значительно большее количество упаковок, что может сократить количество транспортных средств, требуемое для перевозки того же самого количества товаров. Соответственно, в дополнение или в качестве альтернативы вычислению стоимости перевозки на основе веса упаковки, стоимость перевозки часто зависит от размера используемой упаковки. Таким образом, уменьшение размера упаковки может уменьшить стоимость перевозки товара. Даже когда стоимость перевозки не вычисляется на основе размера упаковок (например, только на основе веса упаковок), использование упаковки соответствующего размера может уменьшить затраты на доставку, потому что упаковки соответствующего размера будут весить меньше, чем слишком большие упаковки, благодаря использованию меньшего количества упаковочного материала и наполнителя.
[0006] Хотя машины для обработки листового материала и соответствующее оборудование могут потенциально смягчить недостатки, связанные с хранением и доставкой упаковок стандартных размеров, а также уменьшить количество пространства, требуемого для хранения таких упаковочных материалов, известные машины и соответствующее оборудование имеют различные недостатки. Например, известные машины имеют значительные размеры и занимают большую площадь. Производственные площади, занимаемые этими большими машинами и оборудованием, могли бы лучше использоваться, например, для хранения перевозимых товаров. В дополнение к занимаемой большой площади, размер известных машин и соответствующего оборудования делает их производство, транспортировку, установку, обслуживание, ремонт и замену трудоемкими и дорогими.
[0007] В дополнение к этому, известные системы формирования коробок требуют использования множества машин и существенного ручного труда. Например, типичная система формирования коробок включает в себя преобразовательную машину, которая режет, надрезает и/или загибает листовой материал для того, чтобы сформировать заготовку коробки. Как только заготовка сформирована, оператор удаляет ее из преобразовательной машины, и в заготовке создается фабричный шов. Фабричный шов представляет собой соединение, в котором два противоположных конца заготовки соединяются друг с другом. Это может быть сделано вручную и/или с помощью дополнительного оборудования. Например, оператор может наносить клей (например, клеевым пистолетом) на один конец заготовки, и может сгибать заготовку для того, чтобы соединить ее противоположные концы вместе с клеем между ними. Альтернативно оператор может по меньшей мере частично согнуть заготовку и вставить ее в заклеивающую машину, которая наносит клей на один конец заготовки и соединяет ее противоположные концы вместе. В любом случае требуется существенное участие оператора. Дополнительно к этому, использование отдельной заклеивающей машины усложняет систему и может значительно увеличить размер полной системы.
[0008] Соответственно, было бы выгодно иметь относительно небольшую и простую машину для формирования коробок, которая могла бы формировать заготовки коробок, а также сгибать и склеивать их в непрерывном процессе без существенного использования ручного труда.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
[0009] Примерные варианты осуществления настоящего изобретения относятся к системам, способам и устройствам для преобразования листовых материалов в коробки. Более конкретно, примерные варианты осуществления относятся к машинам для формирования коробок, которые преобразуют картон, гофрированный картон, тонкий картон и подобные листовые материалы в заготовки для коробки и сгибают и клеят эти заготовки для формирования сложенных коробок.
[0010] Например, один вариант осуществления машины для формирования коробок включает в себя преобразовательный узел, узел фальцовки и узел соединения. преобразовательный узел выполнен с возможностью выполнять одну или более функций преобразования листового материала для того, чтобы превратить листовой материал в заготовку коробки. Узел фальцовки выполнен с возможностью взаимодействовать с первым концом заготовки коробки и перемещать его к предопределенному положению. Узел соединения выполнен с возможностью взаимодействовать со вторым концом заготовки коробки и перемещать его так, чтобы он вошел во взаимодействие с первым концом заготовки коробки.
[0011] В соответствии с другим вариантом осуществления машина для формирования коробок включает в себя преобразовательный узел, установленный на раме. преобразовательный узел выполнен с возможностью выполнять одну или более функций преобразования листового материала для того, чтобы превратить листовой материал в заготовку коробки. Узел фальцовки выполнен с возможностью взаимодействовать с первым концом заготовки коробки и перемещать его к предопределенному положению. Узел фальцовки содержит фальцовочную головку, имеющую фальцовочную пластину и первый зажим, между которыми может быть зажат первый конец заготовки коробки. Фальцовочная головка подвижно связана с рамой для того, чтобы позволить перемещение первого конца заготовки коробки к предопределенному положению. Узел соединения выполнен с возможностью взаимодействовать со вторым концом заготовки коробки и перемещать его так, чтобы он вошел во взаимодействие с первым концом заготовки коробки. Узел соединения содержит соединительную головку, имеющую один или более соединительных механизмов для выборочного присоединения ко второму концу заготовки коробки. Соединительная головка подвижно связана с рамой для того, чтобы позволить перемещение второго конца заготовки коробки так, чтобы она вошла во взаимодействие с первым концом заготовки коробки.
[0012] В соответствии с другим вариантом осуществления машина для формирования коробок включает в себя преобразовательный узел и устройство для смены подачи. Устройство для смены подачи выполнено с возможностью направлять различные листовые материалы в преобразовательный узел. Устройство для смены подачи включает в себя по меньшей мере один верхний набор направляющих каналов, выполненный с возможностью направления первого листового материала в устройство для смены подачи, и по меньшей мере один нижний набор направляющих каналов, выполненный с возможностью направления второго листового материала в устройство для смены подачи. Устройство для смены подачи также включает в себя активный ролик, выполненный с возможностью затягивать первый или второй листовой материал в устройство для смены подачи. Активный ролик выполнен с возможностью вращаться в первом направлении и во втором направлении. Вращение активного ролика в первом направлении затягивает первый листовой материал в устройство для смены подачи, а вращение активного ролика во втором направлении затягивает второй листовой материал в устройство для смены подачи.
[0013] Другой вариант осуществления включает в себя машину для формирования коробок, имеющую раму, преобразовательный узел и этикетировочное устройство. преобразовательный узел крепится к раме и выполнен с возможностью выполнять одну или более функций преобразования листового материала для того, чтобы превратить листовой материал в заготовку коробки, по мере того, как листовой материал перемещается через преобразовательный узел. Этикетировочное устройство подвижно крепится к раме и выполнено с возможностью перемещения относительно заготовки коробки и нанесения этикетки в желаемом месте на заготовку коробки по мере того, как она перемещается через преобразовательный узел.
[0014] Эти и другие цели и особенности настоящего изобретения станут более понятными из следующего описания и приложенной формулы изобретения, или могут быть изучены при практическом применении настоящего изобретения, как описано ниже.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0015] Для того, чтобы дополнительно прояснить вышеизложенные и другие преимущества и особенности настоящего изобретения, более конкретное описание настоящего изобретения будет представлено посредством ссылки на конкретные варианты его осуществления, которые проиллюстрированы в приложенных чертежах. Следует принимать во внимание, что эти чертежи изображают только проиллюстрированные варианты осуществления настоящего изобретения, и поэтому не должны рассматриваться как ограничивающие область его охвата. Настоящее изобретение будет описано и объяснено с дополнительной конкретикой и подробностями с помощью приложенных чертежей, в которых:
[0016] Фиг. 1 иллюстрирует машину для формирования коробок как часть системы для формирования коробок из листового материала;
[0017] Фиг. 2 иллюстрирует первый вид сбоку устройства для смены подачи машины для формирования коробок, показанной на Фиг. 1;
[0018] Фиг. 3 иллюстрирует второй вид сбоку устройства для смены подачи машины для формирования коробок, показанной на Фиг. 1;
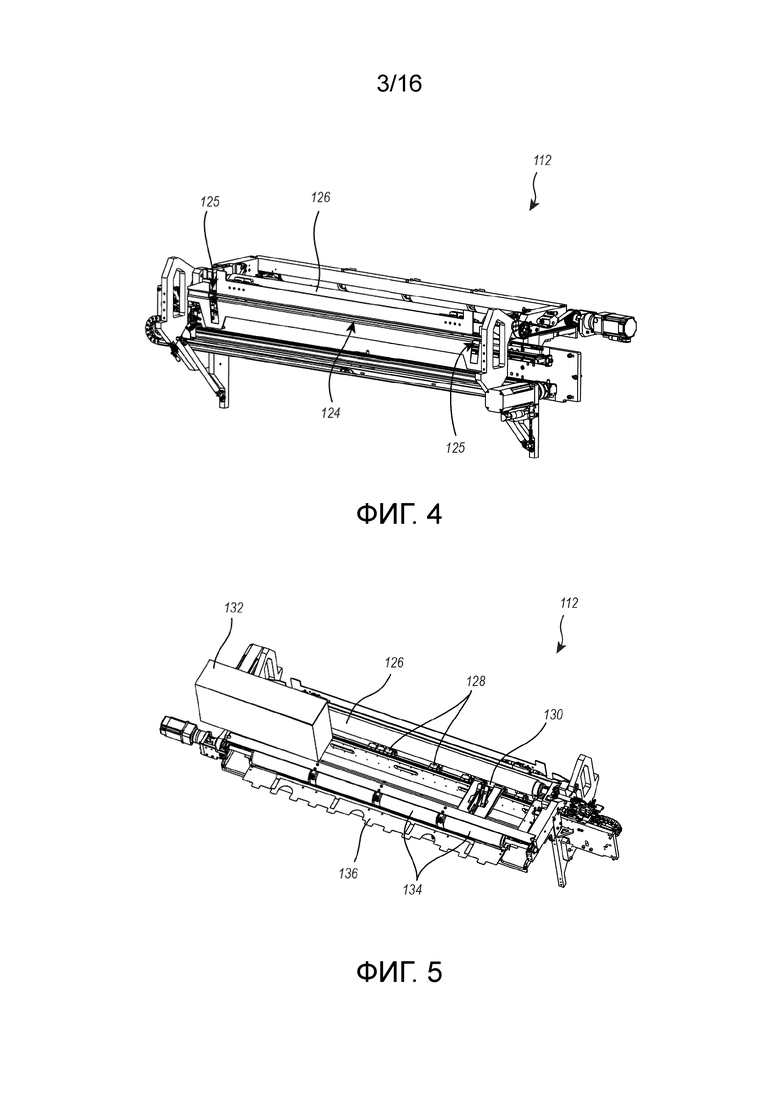
[0019] Фиг. 4 иллюстрирует первый вид сбоку преобразовательного узла машины для формирования коробок, показанной на Фиг. 1;
[0020] Фиг. 5 иллюстрирует второй вид сбоку преобразовательного узла машины для формирования коробок, показанной на Фиг. 1;
[0021] Фиг. 6 иллюстрирует вид в перспективе узла фальцовки машины для формирования коробок, показанной на Фиг. 1;
[0022] Фиг. 7A иллюстрирует вид в перспективе фальцовочной головки узла фальцовки, показанного на Фиг. 6;
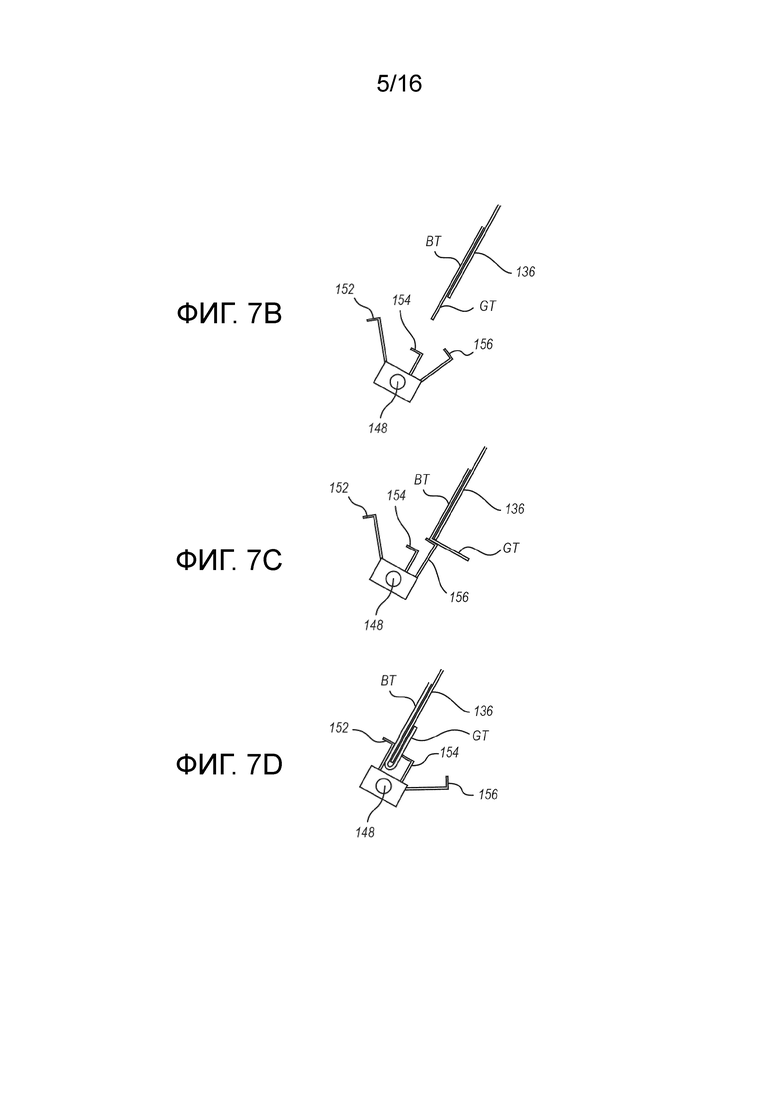
[0023] Фиг. 7B-7E иллюстрируют фальцовочную головку, показанную на Фиг. 7A, взаимодействующую с заготовкой коробки;
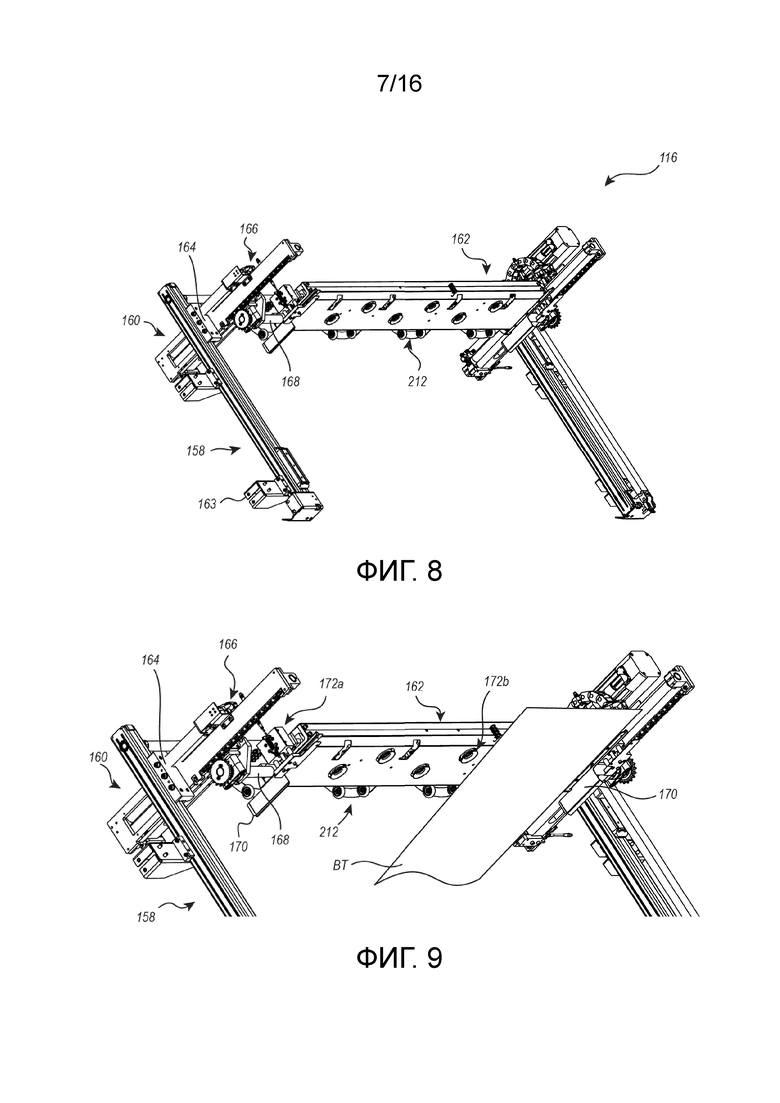
[0024] Фиг. 8 иллюстрирует вид в перспективе узла соединения машины для формирования коробок, показанной на Фиг. 1;
[0025] Фиг. 9 иллюстрирует вид в перспективе соединительной головки узла соединения, показанного на Фиг. 8;
[0026] Фиг. 10 и 11 иллюстрируют частичные виды соединительной головки узла соединения, показанного на Фиг. 8;
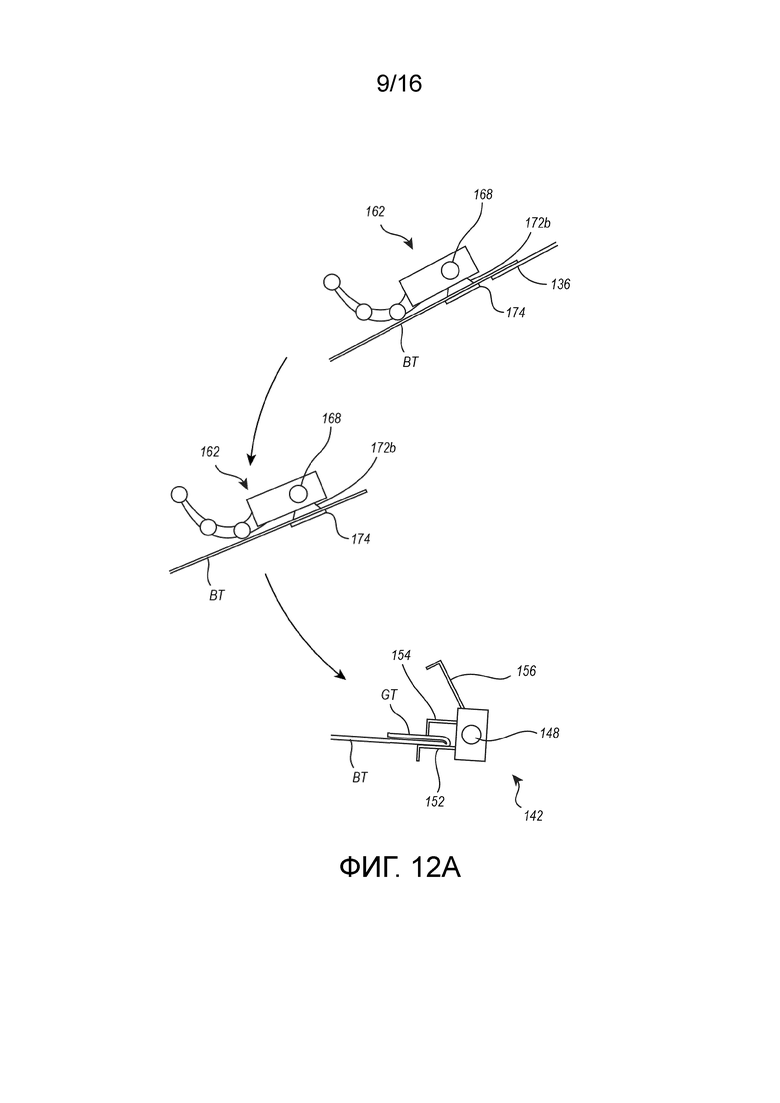
[0027] Фиг. 12A-12D иллюстрируют соединительную головку, показанную на Фиг. 8, взаимодействующую с заготовкой коробки; и
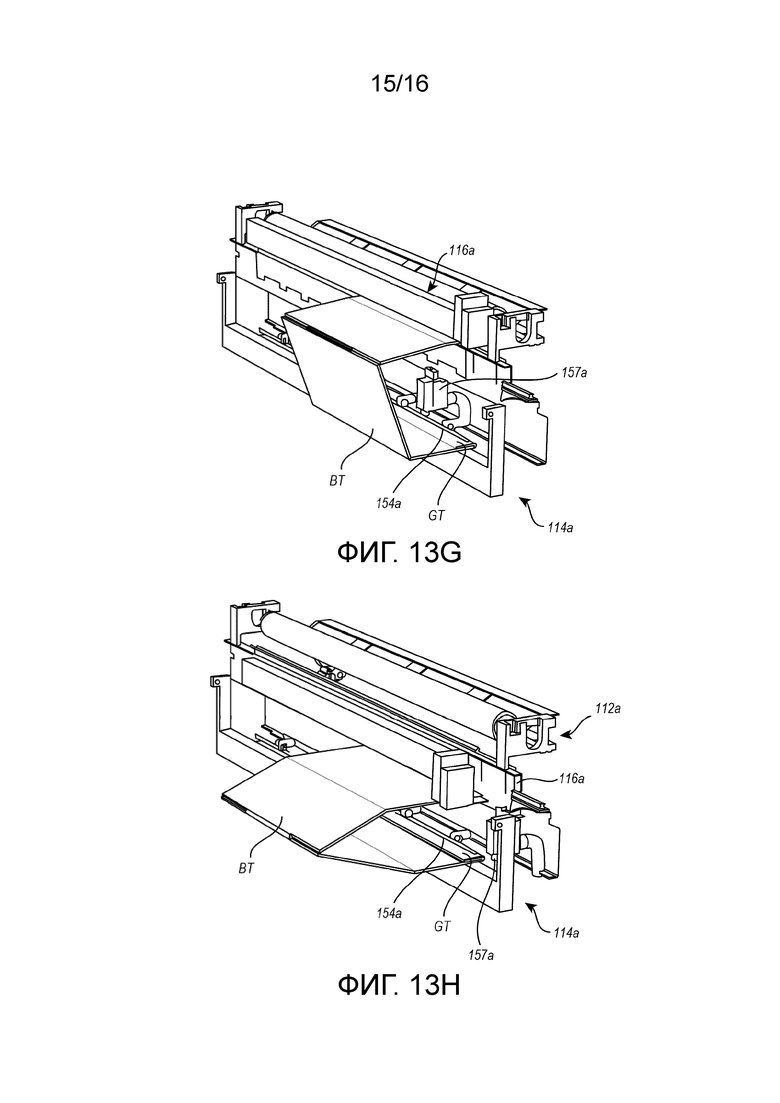
[0028] Фиг. 13A-13I иллюстрируют другой вариант осуществления машины для формирования коробок, взаимодействующей с заготовкой коробки.
ПОДРОБНОЕ ОПИСАНИЕ ПРЕДПОЧТИТЕЛЬНЫХ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ
[0029] Описанные в настоящем документе варианты осуществления в целом относятся к системам, способам и устройствам для обработки листовых материалов и их преобразования в коробки. Более конкретно, описанные варианты осуществления относятся к машинам для формирования коробок, которые преобразуют листовые материалы (например, картон, гофрированный картон, тонкий картон) в заготовки коробки, а также фальцуют и склеивают заготовки коробки для того, чтобы сформировать сложенные коробки.
[0030] В то время как настоящее изобретение будет подробно описано со ссылкой на конкретные конфигурации, эти описания являются иллюстративными и не должны рассматриваться как ограничивающие область охвата настоящего изобретения. Различные модификации могут быть сделаны в проиллюстрированных конфигурациях без отступлений от духа и области охвата настоящего изобретения, определяемых приложенной формулой изобретения. Для лучшего понимания одинаковые компоненты обозначены одинаковыми ссылочными цифрами на всех чертежах.
[0031] Используемый в настоящем документе термин «кипа» относится к запасу листового материала, который обычно является жестким по меньшей мере в одном направлении, и может использоваться для изготовления заготовки коробки. Например, кипа может быть сформирована из непрерывного листа материала или листа материала любой конкретной длины, такого как гофрокартон и листовые картонные материалы. Дополнительно к этому, кипа может состоять из материала, который является по существу плоским, сложенным или намотанным на катушку.
[0032] Используемый в настоящем документе термин «заготовка коробки» относится к по существу плоскому материалу, который может быть согнут в коробчатую форму. Заготовка коробки может иметь надрезы, вырезы, границы и/или складки, которые позволяют заготовке коробки быть согнутой и/или сложенной в коробку. Дополнительно к этому, заготовка коробки может быть сделана из любого подходящего материала, известного специалистам в данной области техники. Например, картон или гофрокартон могут использоваться в качестве материала заготовки коробки. Подходящий материал также может иметь любую толщину и вес, которые позволяют ему быть согнутым и/или сложенным в коробчатую форму.
[0033] Используемый в настоящем документе термин «складка» относится к линии, вдоль которой может быть согнута заготовка коробки. Например, складка может быть углублением в материале заготовки коробки, которое может помочь сложить части заготовки коробки, разделенные этой складкой, друг относительно друга. Подходящее углубление может быть создано путем приложения достаточного давления для того, чтобы уменьшить толщину материала в желаемом месте, и/или путем удаления части материала вдоль желаемой линии, например с помощью надреза.
[0034] Термины «надрез», «вырез» и «разрез» в настоящем документе используются взаимозаменяемо, и относятся к форме, создаваемой путем удаления материала из заготовки или отделения части заготовки так, чтобы через материал заготовки была создана граница.
[0035] Фиг. 1 иллюстрирует вид в перспективе системы 100, которая может использоваться для создания коробок. Система 100 включает в себя кипы 102a, 102b листового материала 104. Система 100 также включает в себя питающий узел 106, который помогает направить листовой материал 104 в машину 108 для формирования коробок. Как более подробно будет описано ниже, машина 108 для формирования коробок включает в себя устройство 110 для смены подачи, преобразовательный узел 112, узел 114 фальцовки и узел 116 соединения. Устройство 110 для смены подачи, преобразовательный узел 112, узел 114 фальцовки, и узел 116 соединения крепятся или соединяются с рамой 117.
[0036] Обычно устройство 110 для смены подачи выполнено с возможностью продвижения листового материала 104 из желаемой кипы 102a, 102b в преобразовательный узел 112. Кипы 102a, 102b могут быть сформированы из листовых материалов 104, которые имеют отличающиеся друг от друга характеристики (например, ширину, длину, толщину, жесткость, цвет и т.д.). Как проиллюстрировано на Фиг. 1, например, ширина кипы 102a может быть меньше, чем ширина кипы 102b. Таким образом, может быть желательно использовать листовой материал 104 из кипы 102a для формирования коробок меньшего размера, и таким образом уменьшить количество отходов листового материала.
[0037] После того, как листовой материал 104 проходит через устройство 110 для смены подачи, он проходит через преобразовательный узел 112, где одна или более функций преобразования выполняются над листовым материалом 104 для того, чтобы сформировать заготовку коробки из листового материала 104. Эти функции преобразования могут включать в себя резание, коробление, изгиб, фальцовку, перфорирование и/или надрезание листового материала 104 для того, чтобы сформировать из него заготовку коробки.
[0038] Когда заготовка коробки выходит из преобразовательного узла 112, узел 114 фальцовки взаимодействует с передним концом листового материала 104/заготовки коробки. Узел 114 фальцовки перемещает и переориентирует передний конец листового материала 104/заготовки коробки к известному положению, где на передний конец листового материала 104/заготовки коробки наносится клей. В некоторых вариантах осуществления узел 114 фальцовки начинает перемещение/переориентирование переднего края листового материала 104/заготовки коробки в то время, как преобразовательный узел 112 продолжает выполнять функции преобразования над листовым материалом 104, чтобы завершить заготовку коробки.
[0039] В то время как передний конец заготовки коробки перемещается/переориентируется, и на него наносится клей, остальная часть заготовки коробки выходит из преобразовательного узла 112. В этот момент узел 116 соединения взаимодействует с задним концом заготовки коробки. Задний конец заготовки коробки и передний конец заготовки коробки затем совмещаются и соединяются друг с другом (для создания фабричного шва) с помощью клея, который был перед этим нанесен на передний конец заготовки коробки. После того, как передний и задний концы заготовки коробки будут соединены вместе, согнутая и склеенная заготовка коробки представляет собой сложенную коробку. Сложенная коробка затем выходит из машины 108 для формирования коробок и может быть разложена в коробку.
[0040] Рассмотрим теперь Фиг. 2 и 3, которые более подробно иллюстрируют устройство 110 для смены подачи. Для простоты и легкости понимания Фиг. 2 и 3 показывают устройство 110 для смены подачи без остальной части машины 108 для формирования коробок. Листовой материал 104 входит в устройство 110 для смены подачи с его первой или входной стороны, показанной на Фиг. 2. Листовой материал 104 выходит из устройства 110 для смены подачи с его второй или выходной стороны, показанной на Фиг. 3.
[0041] Как можно заметить на Фиг. 2, устройство 110 для смены подачи может включать в себя один или более направляющих каналов 118 (118a-118h). Направляющие каналы 118 могут быть выполнены с возможностью сглаживания листового материала 104 так, чтобы подавать его в преобразовательный узел 112 по существу плоским. Как показано, например, каждый направляющий канал 118 включает в себя противоположные верхнюю и нижнюю направляющие пластины, между которыми имеется промежуток, достаточный для прохождения листового материала 104 между ними, но в то же время достаточно малый для того, чтобы сглаживать листовой материал 104. В некоторых вариантах осуществления, как показано на Фиг. 2, верхняя и нижняя направляющие пластины могут расходиться или иметь увеличенный промежуток на входном конце для того, чтобы облегчить введение листового материала 104 между ними.
[0042] Некоторые из направляющих каналов 118 могут удерживаться или закрепляться в фиксированном положении вдоль ширины устройства 110 для смены подачи, в то время как другие направляющие каналы 118 могут перемещаться вдоль по меньшей мере часть ширины устройства 110 для смены подачи. В проиллюстрированном варианте осуществления устройство 110 для смены подачи включает в себя подвижные направляющие каналы 118b, 118c, 118f, 118g и фиксированные направляющие каналы 118a, 118d, 118e, 118h. Более конкретно, фиксированные направляющие каналы 118a, 118d, 118e, 118h могут быть закреплены около противоположных сторон устройства 110 для смены подачи. Подвижные направляющие каналы 118b, 118c, 118f, 118g расположены между левой и правой сторонами устройства 110 для смены подачи и фиксированных направляющих каналов 118a, 118d, 118e, 118h таким образом, что подвижные направляющие каналы 118b, 118c, 118f, 118g могут перемещаться вперед-назад между противоположными сторонами устройства 110 для смены подачи и фиксированных направляющих каналов 118a, 118d, 118e, 118h.
[0043] Подвижные направляющие каналы 118b, 118c, 118f, 118g могут перемещаться для того, чтобы устройство 110 для смены подачи могло принимать листовые материалы 104 различной ширины. Например, подвижные направляющие каналы 118b могут перемещаться ближе к фиксированному направляющему каналу 118a, когда обрабатывается более узкий листовой материал 104. Когда обрабатывается более широкий листовой материал 104, подвижные направляющие каналы 118b могут быть отодвинуты от фиксированных направляющих каналов 118a так, чтобы более широкий листовой материал 104 мог проходить между направляющими каналами 118a, 118b. Аналогичным образом подвижный направляющий канал 118c может перемещаться относительно фиксированного направляющего канала 118d для приема листовых материалов 104 другой ширины. Аналогичным образом подвижные направляющие каналы 118f, 118g могут быть подвижными относительно фиксированных направляющих каналов 118e, 118h, соответственно, для приема листовых материалов 104 другой ширины.
[0044] Подвижные направляющие каналы 118b, 118c, 118f, 118g могут смещаться к их соответствующим фиксированным направляющим каналам 118a, 118d, 118e, 118h так, чтобы независимо от того, насколько широким является листовой материал 104, наборы подвижных и фиксированных направляющих каналов 118 образовывали надлежащий промежуток для прохождения листового материала 104 через устройство 110 для смены подачи. Подвижные направляющие каналы 118b, 118c, 118f, 118g могут смещаться к фиксированным направляющим каналам 118a, 118d, 118e, 118h посредством пружин или других эластичных механизмов.
[0045] В проиллюстрированном варианте осуществления устройство 110 для смены подачи включает в себя четыре набора направляющих каналов 118 (например, фиксированный направляющий канал 118a и подвижный направляющий канал 118b; подвижный направляющий канал 118c и фиксированный направляющий канал 118d; фиксированный направляющий канал 118e и подвижный направляющий канал 118f; подвижный направляющий канал 118g и фиксированный направляющий канал 118h), которые направляют листовой материал 104 в устройство 110 для смены подачи. В проиллюстрированном варианте осуществления эти наборы направляющих каналов 118 расположены в виде матрицы размера два на два. Один ряд включает в себя набор направляющего канала 118a, 118b и набор направляющего канала 118c, 118d, в то время как второй ряд включает в себя набор направляющего канала 118e, 118f, и набор направляющего канала 118g, 118h. Точно так же один столбец включает в себя набор направляющего канала 118a, 118b и набор направляющего канала 118e, 118f, в то время как второй столбец включает в себя набор направляющего канала 118c, 118d и набор направляющего канала 118g, 118h.
[0046] Наборы направляющих каналов, которые находятся в одном и том же ряду, горизонтально смещены друг от друга и вертикально выровнены друг с другом. В отличие от этого, наборы направляющих каналов, которые находятся в одном и том же столбце, вертикально смещены друг от друга и могут быть по меньшей мере частично выровнены друг с другом. Например, фиксированные направляющие каналы 118a, 118e горизонтально выровнены друг с другом и вертикально смещены друг от друга. Благодаря их способности перемещаться для подстройки к листовым материалам 104 различных ширин, подвижные направляющие каналы 118b, 118f могут быть вертикально выровнены друг с другом, а могут и нет. Аналогичным образом подвижные направляющие каналы 118c, 118g могут быть вертикально выровнены друг с другом, а могут и нет.
[0047] В то время как устройство 110 для смены подачи показано и описано с четырьмя наборами направляющих каналов в компоновке «два на два», следует понимать, что устройство 110 для смены подачи может включать в себя один или множество наборов направляющих каналов в одном или более рядах и в одном или более столбцах для подачи одного или множества, бок о бок и/или вертикально смещенных листовых материалов 104 (например, из множества кип 102) через устройство 110 для смены подачи.
[0048] Как проиллюстрировано на Фиг. 2 и 3, устройство 110 для смены подачи также включает в себя множественные подающие ролики, которые затягивают листовой материал 104 в устройство 110 для смены подачи и продвигают листовой материал 104 через устройство 110 для смены подачи в преобразовательный узел 112. Более конкретно, проиллюстрированный вариант осуществления включает в себя активный подающий ролик 120 и множество прижимных подающих роликов 122 (например, верхние прижимные подающие ролики 122a и нижние прижимные подающие ролики 122b). Активный подающий ролик 120 может активно вращаться исполнительным механизмом или двигателем для того, чтобы продвигать листовой материал 104. Хотя прижимные подающие ролики 122 как правило активно не вращаются исполнительным механизмом, прижимные подающие ролики 122 могут тем не менее вращаться, помогая продвижению листового материала 104.
[0049] Активный подающий ролик 120 крепится к устройству 110 для смены подачи таким образом, что активный подающий ролик 120 обычно поддерживается в одном и том же положении. В отличие от этого, по меньшей мере некоторые из прижимных подающих роликов 122 могут быть подвижными вдоль по меньшей мере части ширины устройства 110 для смены подачи. Например, в зависимости от размера формируемой заготовки коробки прижимные подающие ролики 122 могут сдвигаться ближе друг к другу, или отодвигаться друг от друга для того, чтобы помочь продвигать листовой материал 104 обычно в прямом направлении.
[0050] В некоторых вариантах осуществления, таких как проиллюстрированный, каждый из прижимных подающих роликов 122 соединен или иным образом связан с направляющим каналом 118. Таким образом, прижимные подающие ролики 122, связанные с подвижными направляющими каналами 118b, 118c, 118f, 118g, перемещаются вместе с перемещением подвижных направляющих каналов 118b, 118c, 118f, 118g. Например, если подвижный направляющий канал 118b перемещается для приема более широкого или более узкого листового материала 104, то прижимной подающий ролик 122a, связанный с направляющим каналом 118b, будет перемещаться так, чтобы быть выровненным с более широким или более узким листовым материалом 104.
[0051] В проиллюстрированном варианте осуществления имеются верхние прижимные подающие ролики 122a и нижние прижимные подающие ролики 122b. Верхние прижимные подающие ролики 122a обычно расположены вертикально над активным подающим роликом 120, а нижние прижимные подающие ролики 122b обычно расположены вертикально под активным подающим роликом 120. Расположение верхних и нижних прижимных подающих роликов 122a, 122b и вращательное направление активного подающего ролика 120 позволяют продвигать листовой материал 104 из различных кип 102 в и через устройство 110 для смены подачи.
[0052] Например, если активный подающий ролик 120 вращается в первом направлении (то есть когда верхняя поверхность активного подающего ролика 120 вращается в направлении от входной стороны устройства 110 для смены подачи, показанной на Фиг. 2, к выходной стороне устройства 110 для смены подачи, показанной на Фиг. 3), листовой материал 104, расположенный между одним или обоими из верхних наборов направляющих каналов (то есть фиксированным направляющим каналом 118a и подвижным направляющим каналом 118b; подвижным направляющим каналом 118c и фиксированным направляющим каналом 118d), будет продвигаться через устройство 110 для смены подачи. В отличие от этого, если активный подающий ролик 120 вращается во втором направлении (то есть когда нижняя поверхность активного подающего ролика 120 вращается в направлении от входной стороны устройства 110 для смены подачи, показанной на Фиг. 2, к выходной стороне устройства 110 для смены подачи, показанной на Фиг. 3), листовой материал 104, расположенный между одним или обоими из нижних наборов направляющих каналов (фиксированным направляющим каналом 118е и подвижным направляющим каналом 118f; подвижным направляющим каналом 118g и фиксированным направляющим каналом 118h), будет продвигаться через устройство 110 для смены подачи. Таким образом, путем простого изменения направления вращения активного подающего ролика 120 листовой материал 104 из различных кип 102 может быть выбран и продвинут через устройство 110 для смены подачи.
[0053] В некоторых вариантах осуществления прижимные подающие ролики 122 могут перемещаться между активным и неактивным положениями. В неактивном положении прижимные подающие ролики 122 могут не прижимать листовой материал 104 к активному подающему ролику 120 (или по меньшей мере прижимать с недостаточным давлением) для того, чтобы позволить активному подающему ролику 120 продвигать листовой материал 104. В отличие от этого, когда прижимные подающие ролики 122 перемещаются в активное положение, они могут прижимать листовой материал 104 к активному подающему ролику 120 с достаточным давлением так, чтобы активный подающий ролик 120 продвигал листовой материал 104.
[0054] Рассмотрим теперь Фиг. 4 и 5, которые более подробно иллюстрируют преобразовательный узел 112. Для простоты и легкости понимания Фиг. 4 и 5 показывают преобразовательный узел 112 без остальной части машины 108 для формирования коробок. Листовой материал 104 входит в преобразовательный узел 112 с его первой или входной стороны, показанной на Фиг. 4. Листовой материал 104 выходит из преобразовательного узла 112 с его второй или выходной стороны, показанной на Фиг. 5.
[0055] В проиллюстрированном варианте осуществления преобразовательный узел 112 включает в себя щель 124 подачи в его первой стороне. Щель 124 подачи принимает листовой материал 104, выходящий из устройства 110 для смены подачи, и направляет листовой материал 104 в преобразовательный узел 112. В проиллюстрированном варианте осуществления щель 124 подачи имеет расширяющийся открытый конец для того, чтобы помочь направить листовой материал 104 в преобразовательный узел. Щель 124 подачи также включает в себя одну или более бороздок 125. Эти одна или более бороздок 125 могут по меньшей мере частично вмещать в себя концы фиксированных направляющих каналов 118a, 118d, 118e, 118h (противоположные их расширяющимся открытым концам). Таким образом, концы фиксированных направляющих каналов 118a, 118d, 118e, 118h могут по меньшей мере частично проходить в щель 124 подачи. Прохождение фиксированных направляющих каналов 118a, 118d, 118e, 118h в щель 124 подачи может способствовать плавному перемещению листового материала 104 из устройства 110 для смены подачи в преобразовательный узел 112. Например, фиксированные направляющие каналы 118a, 118d, 118e, 118h могут поддерживать листовой материал 104 в плоской конфигурации, когда листовой материал входит в щель 124 подачи, уменьшая или устраняя тем самым возможность застревания листового материала 104 при перемещении от устройства 110 для смены подачи к преобразовательному узлу 112.
[0056] После прохождения через щель 124 подачи листовой материал 104 зацепляется активным подающим роликом 126. Активный подающий ролик 126 вращается для того, чтобы продвинуть листовой материал 104 через преобразовательный узел 112. По мере того, как листовой материал 104 продвигается через преобразовательный узел 112, один или более преобразующих инструментов 128 выполняют функции преобразования (например, складывание, изгиб, сгиб, перфорацию, резку, надрезание) листового материала 104 для того, чтобы создать упаковочные заготовки из листового материала 104. Некоторые из функций преобразования могут выполняться на листовом материале 104 в направлении, по существу перпендикулярном направлению перемещения и/или длине листового материала 104. Другими словами, некоторые функции преобразования могут выполняться поперек (например, между сторонами) листового материала 104. Такие преобразования можно считать «поперечными преобразованиями». В отличие от этого, некоторые из функций преобразования могут выполняться на листовом материале 104 в направлении, по существу параллельном направлению перемещения и/или длине листового материала 104. Такие преобразования можно считать «продольными преобразованиями». Дополнительные детали преобразующих инструментов, включая структуры и функции, которые могут использоваться в преобразовательном узле 112, раскрыты в патентной публикации США № 2015/0018189, опубликованной 15 января 2015 г. и озаглавленной как « преобразовательная машина» («заявка '189»), полное содержание которой включено в настоящий документ посредством ссылки.
[0057] Некоторые из функций преобразования могут включать в себя отрезание избыточного материала от листового материала 104. Например, если листовой материал 104 является более широким, чем это необходимо для того, чтобы сформировать желаемую заготовку коробки, часть ширины листового материала 104 может быть отрезана инструментом преобразования. Избыточный материал или обрезок может отводиться из преобразовательного узла 112 одним или более отводящими инструментами 130. Как проиллюстрировано на Фиг. 5, отклоняющий инструмент 130 включает в себя наклонную поверхность, которая перенаправляет обрезок через дно или нижнее отверстие в преобразовательном узле 112. В результате обрезок не выходит из второй или выходной стороны преобразовательного узла 112 вместе с заготовкой коробки. Вместо этого обрезок направляется из преобразовательного узла 112 до его выходной стороны так, чтобы обрезок был отделен от законченной заготовки коробки.
[0058] Как обсуждено в заявке '189, преобразующие инструменты могут перемещаться вдоль ширины листового материала 104 для того, чтобы выполнять функции преобразования в желаемых местах вдоль ширины листового материала 104. Таким образом, например, преобразующий инструмент 128, показанный на Фиг. 5, может быть передвинут вдоль ширины преобразовательного узла 112 для резки листового материала 104 в желаемых положениях и удаления обрезков.
[0059] Отклоняющий инструмент 130 может быть соединен или иным образом связан с одним из преобразующих инструментов 128 (например, режущим колесом или ножом), который обрезает листовой материал 104. В результате, когда преобразующий инструмент 128 перемещается в требуемое положение для удаления желаемого количества обрезка от листового материала 104, отклоняющий инструмент 130 перемещается вместе с преобразующим инструментом 128 так, чтобы отклоняющий инструмент 130 был позиционирован должным образом для того, чтобы перенаправлять обрезок из преобразовательного узла 112.
[0060] Этикетка или другой идентификатор может быть нанесена на листовой материал 104 (по меньшей мере частично сформированную заготовку коробки) во время его продвижения через преобразовательный узел 112. Например, как показано на Фиг. 5, преобразовательный узел 112 может включать в себя подвижно установленное на нем этикетировочное устройство 132. Этикетировочное устройство 132 может перемещаться между противоположными сторонами преобразовательного узла 112 и может наносить этикетки на по меньшей мере частично сформированные заготовки коробки. Поскольку может существовать множественное число расположенных бок о бок дорожек для обрабатываемого листового материала 104 через преобразовательный узел 112, а также поскольку заготовки коробки изменяются по размерам, этикетировочное устройство 132 должно уметь наносить этикетки в различных положениях вдоль ширины преобразовательного узла.
[0061] Система управления может управлять работой машины 108 для формирования коробок. Более конкретно, система управления может управлять перемещением и/или расположением различных компонентов машины 108 для формирования коробок. Например, система управления может управлять направлением вращения активного подающего ролика 120 для выбора желаемого листового материала 104 и позиционированием преобразующих инструментов 128 для выполнения функций преобразования в желаемых местах листового материала 104.
[0062] Аналогичным образом система управления может управлять работой этикетировочного устройства 132. В качестве примера, система управления может заставить этикетировочное устройство 132 напечатать и нанести этикетку на конкретную заготовку коробки. Например, во время формирования заготовки коробки, которая будет использоваться для доставки конкретного заказа конкретному получателю, система управления может заставить этикетировочное устройство 132 напечатать на этикетке желаемую информацию (например, адрес доставки, упаковочный лист и т.д.). По мере того, как заготовка коробки перемещается через преобразовательный узел 112, система управления может заставить этикетировочное устройство 132 перемещаться над заготовкой коробки и наносить этикетку на заготовку коробки.
[0063] В некоторых вариантах осуществления этикетировочное устройство 132 наносит этикетку на заготовку коробки по мере того, как заготовка коробки перемещается через преобразовательный узел 112, что может уменьшить время, требуемое для формирования и маркировки заготовки коробки. В других вариантах осуществления, однако, перемещение заготовки коробки через преобразовательный узел 112 может быть приостановлено на достаточное время для того, чтобы этикетировочное устройство 132 нанесло этикетку.
[0064] Система управления может также контролировать положение и работу различных компонентов машины 108 для формирования коробок для того, чтобы позволить этикетировочному устройству 132 наносить этикетки в желаемых местах на заготовки коробки. Например, система управления может контролировать угловую скорость активных роликов 120, 126. Угловая скорость роликов 120, 126 может использоваться для определения скорости, с которой листовой материал 104 перемещается через машину 108 для формирования коробок. Аналогичным образом система управления может контролировать положение преобразующих инструментов и/или момент активации преобразующих инструментов для выполнения функций преобразования листового материала 104.
[0065] Для стандартной заготовки коробки преобразующие инструменты создают разрезы и складки в листовом материале 104 для того, чтобы определить различные секции заготовки коробки. Различные секции заготовки коробки могут включать в себя стенные секции и секции закрывающего клапана. Путем контролирования работы и/или положений компонентов машины 108 для формирования коробок система управления может перемещать этикетировочное устройство 132 и заставлять его наносить этикетку в конкретный момент времени так, чтобы этикетка наносилась в конкретном месте или в пределах конкретной области на заготовке коробки. В некоторых вариантах осуществления, например, может быть желательно наносить этикетку на конкретную стенную секцию или закрывающий клапан. Путем контролирования положения и/или работы компонентов машины 108 для формирования коробок система управления может направлять этикетировочное устройство 132 к требуемому положению над заготовкой коробки (например над желаемой стенной секцией или закрывающим клапаном) и заставлять этикетировочное устройство наносить этикетку в правильное время (когда желаемая стенная секция или закрывающий клапан проходит или располагается под этикетировочным устройством 132).
[0066] Один или более дополнительных подающих роликов 134 располагаются около выходной или второй стороны преобразовательного узла 112. Подающий ролик (ролики) 134 может быть активным роликом (аналогично роликам 120, 126) или пассивным роликом (аналогично роликам 122). Подающий ролик (ролики) 134 может помогать направлению заготовки коробки из преобразовательного узла 112. Более конкретно, подающий ролик (ролики) 134 может прижимать заготовку коробки к выдающей пластине 136 таким образом, чтобы заготовка коробки выходила из преобразовательного узла 112 с известной ориентацией и/или в известном положении.
[0067] Рассмотрим теперь Фиг. 6-7E, которые более подробно иллюстрируют узел 114 фальцовки. Для простоты и легкости понимания Фиг. 6-7E показывают узел 114 фальцовки без остальной части машины 108 для формирования коробок. Кроме того, Фиг. 7B-7E показывают упрощенную версию части узла 114 фальцовки и взаимодействий с заготовкой коробки. Узел 114 фальцовки взаимодействует с заготовками коробки, сформированными из листового материала 104, по мере того, как они выходят из преобразовательного узла 112. Как более подробно обсуждается ниже, узел 114 фальцовки выполнен с возможностью взаимодействовать и перемещать и/или переориентировать первый конец заготовки коробки таким образом, чтобы на него мог быть нанесен клей, и чтобы второй конец заготовки коробки мог быть присоединен к первому концу.
[0068] Как можно заметить на Фиг. 6, узел 114 фальцовки включает в себя первую и вторую подрамы 138, 140 и фальцовочную головку 142. Первая подрама 138 сдвигаемым и/или шарнирным образом крепится к раме 117 (см. Фиг. 1). Например, первая подрама 138 может включать в себя одну или более дорожек, углублений, бороздок и т.п. которые взаимодействуют с одним или более зажимами дорожки, соединенными с рамой 117, чтобы позволить первой подраме 138 скользить и/или поворачиваться относительно одного или более зажимов дорожки. Зажимы дорожки могут быть неподвижно прикреплены к раме 117. Аналогичным образом вторая подрама 140 может быть сдвигаемым и/или шарнирным образом прикреплена к первой подраме 138 посредством одного или более зажимов 144 дорожки. Например, вторая подрама 140 может включать в себя одну или более дорожек, углублений, бороздок и т.п. которые взаимодействуют с одним или более зажимами 144 дорожки, соединенными с первой подрамой 138, чтобы позволить второй подраме 140 скользить и/или поворачиваться относительно одного или более зажимов 144 дорожки на первой подраме 138.
[0069] Подвижность первой и второй подрам 138, 140 позволяет фальцовочной головке 142 перемещаться в переменном диапазоне движений в области X-Y. В результате фальцовочная головка 142 может перемещаться вертикально вверх и вниз относительно преобразовательного узла 112 и/или горизонтально к и от преобразовательного узла 112.
[0070] В дополнение к перемещению, доступному фальцовочной головке 142 за счет перемещения первой и второй подрам 138, 140, фальцовочная головка 142 подвижно крепится ко второй подраме 140. Более конкретно, как показано на Фиг. 6 и 7A, фальцовочная головка 142 включает в себя вал 148, который вращательно крепится ко второй подраме 140, и который может вращаться исполнительным механизмом 150. Этот исполнительный механизм может принимать различные формы. Например, в проиллюстрированном варианте осуществления исполнительный механизм 150 включает в себя двигатель и приводной ремень. На валу 148 устанавливается фальцовочная пластина 152 и первый и второй зажимы 154, 156. Каждый из первого и второго зажимов 154, 156 может перемещаться одним или более исполнительными механизмами.
[0071] При работе фальцовочная головка 142 может перемещаться рядом с выдающей пластиной 136 преобразовательного узла 112 так, чтобы быть в состоянии зацепить заготовку коробки, когда она выходит из преобразовательного узла 112. Например, Фиг. 7B иллюстрирует фальцовочную головку 142, расположенную рядом с выдающей пластиной 136 преобразовательного узла 112. Фиг. 7B также показывает первый конец заготовки коробки BT, выходящий из преобразовательного узла 112. Как показано, заготовка коробки BT может быть выдвинута из преобразовательного узла 112 так, чтобы клейкий клапан GT проходил за краем выдающей пластины 136, и так, чтобы складка между клейким клапаном GT и смежной панелью на заготовке коробки BT была выровнена с краем выдающей пластины 136.
[0072] Когда клейкий клапан GT расположен таким образом (то есть, со складкой, выровненной с краем выдающей пластины 136), фальцовочная головка 142 может повернуться во взаимодействие с клейким клапаном GT, чтобы согнуть клейкий клапан GT относительно остальной части заготовки коробки BT. Фиг. 7C показывает фальцовочную головку 142, вращающуюся вокруг вала 148 и/или перемещающуюся относительно заготовки коробки BT, чтобы согнуть клейкий клапан GT. Как было отмечено выше, клейкий клапан GT располагается так, чтобы складка была выровнена с краем выдающей пластины 136. Выравнивание складки и вращение/перемещение фальцовочной головки 142 заставляет клейкий клапан GT предсказуемым образом складываться вдоль складки. Фальцовочная головка 142 может продолжать вращаться и/или перемещаться (например, к преобразовательному узлу 112) до тех пор, пока клейкий клапан GT не будет загнут к задней поверхности выдающей пластины 136, как показано на Фиг. 7D.
[0073] Когда клейкий клапан будет загнут, фальцовочная пластина 152 и/или первый зажим 154 могут быть перемещены из первого или открытого положения (Фиг. 7A) во второе или закрытое положение, как показано на Фиг. 7D. Когда фальцовочная пластина 152 и первый зажим 154 находятся в закрытом положении, сложенный край заготовки коробки BT зажимается или удерживается между фальцовочной пластиной 152 и первым зажимом 154, как показано на Фиг. 7D. В некоторых вариантах осуществления первый зажим 154 зажимает приблизительно 25 мм или меньше загнутого края заготовки коробки BT. В других вариантах осуществления первый зажим 154 зажимает приблизительно 20 мм, 15 мм, 10 мм или меньше загнутого края заготовки коробки BT.
[0074] С согнутым краем заготовки коробки BT, зажатым или удерживаемым между фальцовочной пластиной 152 и первым зажимом 154, фальцовочная головка 142 может затем переместить и/или переориентировать первый конец заготовки коробки BT. Например, как показано на Фиг. 7E, фальцовочная головка 142 может отодвинуться от выдающей пластины 136, выталкивая тем самым сложенную заготовку коробки BT с выдающей пластины 136.
[0075] В некоторых вариантах осуществления края выдающей пластины 136 (Фиг. 5) и первого зажима 154 (Фиг. 6 и 7A) включают в себя конфигурации с бороздками. Более конкретно, край выдающей пластины 136 включает в себя множество отстоящих друг от друга бороздок. Аналогичным образом край первого зажима 154, который зацепляет заготовку коробки, включает в себя множество отстоящих друг от друга бороздок. В некоторых вариантах осуществления бороздки на первом зажиме 154 смещены относительно бороздок на выдающей пластине 136. Смещенные бороздки могут уменьшить трение между заготовкой коробки BT и выдающей пластиной 136, когда сложенная заготовка коробки BT снимается с выдающей пластины 136.
[0076] Когда первый конец заготовки коробки BT вытолкнут с выдающей пластины 136, фальцовочная головка 142 может переместить и/или переориентировать (посредством перемещения первой и второй подрам 138, 140 и/или вращения фальцовочной головки 142) первый конец заготовки коробки BT в желаемое положение и/или ориентацию. Например, как проиллюстрировано на Фиг. 7E, фальцовочная головка 142, может переместиться горизонтально и вертикально от выдающей пластины 136. Благодаря загнутому концу заготовки коробки BT, зажатому между фальцовочной пластиной 152 и первым зажимом 154, загнутый конец заготовки коробки BT также может переместиться горизонтально и вертикально от выдающей пластины 136. Как было отмечено выше, горизонтальное и вертикальное перемещение фальцовочной головки 142 может быть достигнуто с помощью перемещения первой и второй подрам 138, 140.
[0077] Как было отмечено выше, фальцовочная головка 142 может также вращаться вокруг вала 148 для того, чтобы переориентировать загнутый конец заготовки коробки BT. В варианте осуществления, проиллюстрированном на Фиг. 7E, например, фальцовочная головка 142 показана как вращающаяся по часовой стрелке вокруг вала 148. По мере того, как фальцовочная головка 142 вращается, загнутый конец заготовки коробки BT переориентируется. Более конкретно, когда фальцовочная головка 142 сначала зажимает загнутый край заготовки коробки BT, открытая поверхность клейкого клапана GT обычно обращена вниз. По мере того, как фальцовочная головка 142 вращается, открытая поверхность клейкого клапана GT переориентируется до тех пор, пока она не будет обращена вверх, как показано в нижней части Фиг. 7E.
[0078] Таким образом, узел 114 фальцовки может согнуть клейкий клапан GT относительно остальной части заготовки коробки BT и зажать загнутый край заготовки коробки BT. После этого узел 114 фальцовки может переместить и/или переориентировать загнутый край (на первом конце) заготовки коробки BT из первого положения и/или ориентации (рядом с выдающей пластиной 136, с клейким клапаном GT, обычно обращенным вниз) во второе положение и/или ориентацию (вертикально ниже, чем выдающая пластина 136, с клейким клапаном GT, обычно обращенным вверх) так, чтобы клейкий клапан GT был расположен и ориентирован в предопределенном или известном положении и/или ориентации.
[0079] Как показано на Фиг. 7E, второе положение и/или ориентация могут быть расположены так, чтобы позволить склеивающему устройству 157 нанести клей на открытую поверхность клейкого клапана GT. Например, когда загнутый край заготовки коробки BT находится во втором положении и/или ориентации, склеивающее устройство 157 может перемещаться относительно клейкого клапана GT для того, чтобы нанести на него клей. Склеивающее устройство 157 может быть соединено с рамой 117 таким образом, чтобы склеивающее устройство 157 (или его часть) могло перемещаться между противоположными сторонами машины 108 для формирования коробок, чтобы наносить клей на клейкий клапан GT заготовки коробки BT.
[0080] Когда фальцовочная головка 142 перемещает и/или переориентирует загнутый край заготовки коробки BT, и на него наносится клей, заготовка коробки BT может продолжать выходить из преобразовательного узла 112. Как будет более подробно обсуждено ниже, перемещение/переориентация загнутого края заготовки коробки BT и дополнительный выход заготовки коробки BT из преобразовательного узла 112 может заставить заготовку коробки BT складываться пополам.
[0081] Когда второй конец заготовки коробки BT достигает выходной стороны преобразовательного узла 112, узел 116 соединения взаимодействует со вторым концом заготовки коробки BT. При взаимодействии со вторым концом заготовки коробки BT узел 116 соединения перемещает и/или переориентирует второй конец заготовки коробки BT для того, чтобы привести второй конец во взаимодействие с первым концом и соединить вместе первый и второй концы заготовки коробки BT.
[0082] Как проиллюстрировано на Фиг. 8, узел соединения включает в себя первую и вторую подрамы 158, 160 и соединительную головку 162. В проиллюстрированном варианте осуществления первая подрама 158 может быть сдвигаемым и/или шарнирным образом прикреплена к раме 117 (Фиг. 1) посредством одного или более зажимов 163 дорожки. Как и в случае первой подрамы 138, первая подрама 158 может включать в себя одну или более дорожек, углублений, бороздок и т.п. которые взаимодействуют с одним или более зажимами 163 дорожки, чтобы позволить первой подраме 158 скользить и/или поворачиваться относительно одного или более зажимов 163 дорожки, и чтобы позволить первой подраме 158 скользить и/или поворачиваться относительно рамы 117.
[0083] Вторая подрама 160 сдвигаемым образом крепится к первой подраме 158 посредством одного или более зажимов 164 дорожки. Вторая подрама 160 может скользить вдоль и/или вращаться относительно первой подрамы 158 посредством зажимов 164 дорожки. Дополнительно к этому, вторая подрама 160 является выборочно расширяемой посредством одного или более механизмов 166 расширения. Эти механизмы 166 расширения могут выборочно расширяться или втягиваться для перемещения соединительной головки 162.
[0084] Подвижность первой и второй подрам 158, 160 (включая расширение/втягивание механизма (механизмов) 166 расширения) позволяет соединительной головке 162 перемещаться в некотором диапазоне в области X-Y. В результате соединительная головка 162 может перемещаться вертикально вверх и вниз относительно преобразовательного узла 112 и/или горизонтально к и от преобразовательного узла 112.
[0085] В дополнение к перемещению, доступному соединительной головке 162 за счет перемещения первой и второй подрам 158, 160, соединительная головка 162 подвижно крепится ко второй подраме 160. Более конкретно, соединительная головка 162 включает в себя вал 168, который крепится с возможностью вращения ко второй подраме 160, и который может вращаться исполнительным механизмом.
[0086] Как можно заметить на Фиг. 9-11, соединительная головка 162 может включать в себя одну или более направляющих 170. Эти одна или более направляющих 170 могут быть расположены на одной или обеих сторонах соединительной головки 162. Эти одна или более направляющих 170 могут помочь выравниванию заготовки коробки BT относительно соединительной головки 162.
[0087] Соединительная головка 162 может также включать в себя один или более соединительных механизмов 172. Например, как проиллюстрировано на Фиг. 9-11, соединительная головка 162 может включать в себя соединительный механизм 172a и/или соединительный механизм 172b. В проиллюстрированном варианте осуществления соединительный механизм 172a сдвигаемым образом крепится на валу 168 таким образом, что соединительный механизм 172a может перемещаться ближе или дальше от заготовки коробки BT. Например, Фиг. 10 иллюстрирует положение соединительного механизма 172a на валу 168 во втянутом положении. Во втянутом положении зажим 174 соединительного механизма 172a располагается снаружи направляющей 170 таким образом, что соединительный механизм 172a не выровнен с заготовкой коробки BT. В отличие от этого, Фиг. 11 иллюстрирует положение соединительного механизма 172a на валу 168 в положении взаимодействия. В положении взаимодействия зажим 174 соединительного механизма 172a проходит за (внутри) направляющей 170 к середине соединительной головки 162 таким образом, что зажим 174 выровнен по ширине или по меньшей мере частично перекрывает заготовку коробки BT.
[0088] В дополнение к соединительному механизму 172a, перемещающемуся на валу 168 между втянутым и положениями взаимодействия, зажим 174 может выборочно расширяться или втягиваться для взаимодействия с некоторой частью заготовки коробки BT или ее освобождения. На Фиг. 10, например, зажим 174 показан в расширенном от вала 168 состоянии. В результате, когда соединительный механизм 172a перемещается из втянутого положения, показанного на Фиг. 10, в положение взаимодействия, показанное на Фиг. 11, зажим 174 может располагаться ниже заготовки коробки BT так, чтобы заготовка коробки BT помещалась между зажимом 174 и другой частью соединительной головки 162. Когда заготовка коробки BT помещается между зажимом 174 и другой частью соединительной головки 162, зажим 174 может быть перемещен в положение взаимодействия так, чтобы зажать заготовку коробки BT между зажимом 174 и другой частью соединительной головки 162, как показано на Фиг. 11.
[0089] В некоторых вариантах осуществления поверхность зажима 174, которая взаимодействует с заготовкой коробки BT, может конфигурироваться для взаимодействия с заготовкой коробки BT надежным и/или нескользящим образом. Например, зажим 174 может включать в себя резиновую или другую нескользкую поверхность. Зажим 174 может дополнительно или альтернативно включать в себя один или более выступов (таких как стопорный винт или шипы), которые взаимодействуют с заготовкой коробки BT для обеспечения надежного соединения с ней.
[0090] В некоторых вариантах осуществления, в дополнение или альтернативно соединительному механизму 172a, заготовка коробки BT может вводится во взаимодействие с соединительной головкой 162 и выборочно присоединяться к соединительной головке 162 с помощью соединительного механизма 172b. В проиллюстрированном варианте осуществления соединительный механизм 172b включает в себя одну или более вакуумных головок. Как показано на Фиг. 11, эти одна или более вакуумных головок могут взаимодействовать с плоской поверхностью заготовки коробки BT и использовать отрицательное давление для выборочного прикрепления заготовки коробки BT к соединительной головке 162.
[0091] Как лучше всего видно на Фиг. 9, соединительный механизм 172b может включать в себя массив вакуумных головок, выровненных в один или более рядов. Проиллюстрированный вариант осуществления включает в себя два ряда вакуумных головок, но соединительный механизм 172b может включать в себя один ряд или более двух рядов вакуумных головок. Дополнительно проиллюстрированный вариант осуществления показывает, что ряды вакуумных головок смещены друг относительно друга. Смещение рядов вакуумных головок может помочь гарантировать надежный контакт вакуумных головок с заготовкой коробки BT. Например, заготовка коробки BT может включать в себя различные складки, надрезы или другие неровности поверхности, которые мешают одной вакуумной головке надежно присоединиться к заготовке коробки BT. В таких случаях смещенная вакуумная головка может надежно зацепить другую часть заготовки коробки BT, которая не содержит таких складок, надрезов или других неровностей поверхности.
[0092] Когда заготовка коробки BT выходит из преобразовательного узла 112, и соединительная головка 162 взаимодействует со вторым концом заготовки коробки BT (например, посредством соединительного механизма 172a и/или 172b), узел 116 соединения может совместить второй конец заготовки коробки BT с ее первым концом. Например, верхняя часть Фиг. 12A иллюстрирует соединительную головку 162, взаимодействующую со вторым концом заготовки коробки BT, смежным с выдающей пластиной 136. Затем соединительная головка 162 может переместиться вертикально и/или горизонтально относительно преобразовательного узла 112, чтобы привести второй конец заготовки коробки BT во взаимодействие с ее первым концом. Как проиллюстрировано на Фиг. 12A, например, соединительная головка 162 может перемещать заготовку коробки BT вертикально, а также горизонтально. Как было обсуждено выше, горизонтальное и/или вертикальное перемещение соединительной головки 162 может быть достигнуто посредством перемещения первой и/или второй подрам 158, 160. Дополнительно к этому, соединительная головка 162 может вращаться вокруг вала 168 для того, чтобы переориентировать второй конец заготовки коробки BT по мере того, как она перемещает второй конец заготовки коробки BT к ее первому концу.
[0093] Как проиллюстрировано на Фиг. 12B, соединительная головка 162 может приводить второй конец заготовки коробки BT во взаимодействие с первым концом заготовка коробки BT таким образом, чтобы эти два конца заготовки коробки BT были в целом параллельны друг другу. В некоторых вариантах осуществления соединительная головка 162 может выравнивать край второго конца заготовки коробки BT с первым зажимом 154 фальцовочной головки 142. Как видно на Фиг. 12B, благодаря положению первого зажима 154 над частью клейкого клапана GT второй конец заготовки коробки BT не полностью покрывает клейкий клапан GT.
[0094] Со вторым концом заготовки коробки BT, расположенным поверх первого конца заготовки коробки BT, второй зажим 156 фальцовочной головки 142 может переместиться из открытого положения, показанного на Фиг. 12B, в закрытое положение, показанное на Фиг. 12C. Перемещение второго зажима 156 в закрытое положение сжимает второй конец заготовки коробки BT, клейкий клапан GT и клей, который был нанесен на клейкий клапан GT склеивающим устройством 157, между вторым зажимом 156 и фальцовочной пластиной 152, как показано на Фиг. 12C. Такое сжатие помогает гарантировать, что второй конец заготовки коробки BT и клейкий клапан GT будут склеены вместе.
Когда эти два конца заготовки коробки BT будут скреплены, первый и второй зажимы 154, 156 освобождаются. Соединительная головка 162 может также освободить заготовку коробки BT, чтобы позволить удаление заготовки коробки BT из машины 108 для формирования коробок. В некоторых вариантах осуществления, когда первый и второй зажимы 154, 156 освобождаются, соединительная головка 162 может переместить заготовку коробки BT прочь от фальцовочной головки 142 в такое положение, из которого заготовка коробки BT может быть легко удалена из машины 108 для формирования коробок. Например, как показано на Фиг. 12D, соединительная головка 162 может вращаться вокруг вала 168 и перемещаться (посредством перемещения подрам 158, 160) так, чтобы поместить заготовку коробки BT около точки выхода из машины 108 для формирования коробок.
[0095] Сравнение Фиг. 12C и 12D показывает, что соединительная головка 162 повернута приблизительно на 180 градусов после освобождения фальцовочной головкой 142 заготовки коробки BT. В других вариантах осуществления соединительная головка 162 может поворачиваться приблизительно на 90 градусов после освобождения фальцовочной головкой 142 заготовки коробки BT. В некоторых вариантах осуществления перед поворотом соединительной головки 162 заготовка коробки BT может быть ориентирована в целом параллельно к выдающей пластине 136. После поворота соединительной головки 162 заготовка коробки BT может быть ориентирована в целом перпендикулярно выдающей пластине 136.
[0096] В любом случае, после или во время поворота соединительной головки 162, она может затем переместить заготовку коробки BT к точке выхода (например, к отверстию, щели и т.п. в машине 108), через которую заготовка коробки BT может быть выдана или извлечена из машины 108 для формирования коробок. Во время такого перемещения один или более соединительных механизмов 172 может продолжать прикреплять заготовку коробки BT к соединительной головке 162, так что заготовка коробки BT вращается и перемещается вместе с соединительной головкой 162.
[0097] В некоторых вариантах осуществления, как показано на Фиг. 12D, один или более наборов противоположных роликов 204, 206 могут быть расположены рядом с точкой выхода машины 108. Противоположные ролики 204, 206 могут быть активированы для того, чтобы выдать заготовку коробки BT из машины 108. Например, ролики 204 могут придвинуться к роликам 206 и вращаться для того, чтобы выдать заготовку коробки BT из машины 108. В других вариантах осуществления ролики 206 могут придвигаться к роликам 204, или ролики 204 и ролики 206 могут придвигаться друг к другу. В любом случае, один или более роликов 204, 206 могут быть активными роликами (например, вращаемыми двигателем и т.д.), которые продвигают заготовку коробки BT из машины 108 для формирования коробок.
[0098] В некоторых случаях даже после того, как концы заготовки коробки BT были скреплены вместе, заготовка коробки BT может не лежать плоско. Например, панели заготовки коробки BT могут отходить друг от друга. Это может быть вызвано сгибами в листовом материале 104, использованными для формирования заготовки коробки BT. Как было отмечено выше, листовой материал 104 складывается в кипы 102 перед тем, как использоваться для формирования заготовок коробки BT. В то время как сгибы, сформированные в листовом материале 104, могут позволять складывать листовой материал 104 в кипы 102, такие сгибы могут также не давать сформированным заготовкам коробки BT лежать плашмя.
[0099] Для уплощения заготовок коробки BT перед подачей их через ролики 204, 206 заготовки коробки BT могут быть пропущены через выходной направляющий канал 208, как показано на Фиг. 12D. Выходной направляющий канал 208 может постепенно сглаживать заготовку коробки BT таким образом, что дополнительные складки не формируются в заготовке коробки BT, когда она подается через ролики 204, 206.
[00100] В проиллюстрированном варианте осуществления выходной направляющий канал 208 включает в себя наклонную пластину 210. Наклонная пластина 210 расположена напротив соединительной головки 162 (когда соединительная головка 162 вращается и движется к точке выхода машины 108, как показано на Фиг. 12D) таким образом, что заготовка коробки BT располагается между соединительной головкой 162 и наклонной пластиной 210. Наклонная пластина 210 наклонена к соединительной головке 162, так что продвижение заготовки коробки BT вдоль наклонной пластины 210 подает заготовку коробки BT к соединительной головке 162.
[00101] Выходной направляющий канал 208 может также включать в себя одну или более направляющих 212. В проиллюстрированном варианте осуществления эти направляющие крепятся на соединительной головке 162 таким образом, что направляющие 212 перемещаются вместе с соединительной головкой 162. Каждая направляющая 212 включает в себя дугообразную или наклонную рамку 214. Рамка 214 расположена таким образом, что рамка 214 и наклонная пластина 210 вместе образуют сужающийся канал. Другими словами, наклонная пластина 210 и рамка 214 формируются и ориентируются так, чтобы канал между ними постепенно сужался. Сужающийся канал, сформированный наклонной пластиной 210 и рамкой 214 постепенно сглаживает заготовки коробки BT по мере того как эти заготовки продвигаются между ними и выходят из точки выхода машины 108.
[00102] В некоторых вариантах осуществления наклонная пластина 210 и/или рамка 214 могут включать в себя одно или более колес для того, чтобы способствовать продвижению заготовки коробки BT через сужающийся канал. Например, Фиг. 12D показывает колеса 216, установленные на рамке 214. Колеса 216 могут вращаться для уменьшения трения между рамкой 214 и заготовками коробки BT по мере того как эти заготовки выходят из машины 108.
[00103] Когда ролики 204, 206 взаимодействуют с заготовкой коробки BT, соединительная головка 162 может отпустить заготовку коробки BT. В частности соединительный механизм (механизмы) 172 может отпустить заготовку коробки BT, позволяя тем самым роликам 204, 206 продвинуть заготовку коробки BT из машины 108.
[00104] Рассмотрим теперь Фиг. 13A-13I, которые иллюстрируют части альтернативного варианта осуществления машины 108a для формирования коробок. Машина 108a для формирования коробок может быть подобной или идентичной машине 108 для формирования коробок во многих отношениях. Соответственно, следующее описание машины 108a для формирования коробок будет сфокусировано прежде всего на тех особенностях, которые отличают ее от машины 108 для формирования коробок. Следует иметь в виду, однако, что различные особенности машин 108, 108a для формирования коробок могут быть взаимозаменяемыми друг с другом.
[00105] Как можно заметить на Фиг. 13A-13I, машина 108a для формирования коробок включает в себя преобразовательный узел 112a, узел 114a фальцовки и узел 116a соединения. После того, как преобразовательный узел 112a выполнит одну или более функций преобразования фальцованного материала для того, чтобы преобразовать его в заготовку коробки BT, заготовка коробки BT выдается из преобразовательного узла 112a на выдающую пластину 136a. Как показано на Фиг. 13B, заготовка коробки BT выдается из преобразовательного узла 112a до тех пор, пока складка не поравняется с краем выдающей пластины 136a.
[00106] Когда складка клейкого клапана GT поравняется с краем выдающей пластины 136a, узел 114a фальцовки взаимодействует с заготовкой коробки BT для того, чтобы загнуть клейкий клапан GT относительно остальной части заготовки коробки BT. Например, как показано на Фиг. 13C, узел 114a фальцовки может перемещаться вертикально и/или горизонтально для того, чтобы зацепить клейкий клапан GT. Более конкретно, как показано на Фиг. 13C-13D, первый зажим 154a узла 114a фальцовки может взаимодействовать с клейким клапаном GT для того, чтобы загнуть клейкий клапан GT вокруг выдающей пластины 136a.
[00107] Загнутый конец заготовки коробки BT может быть сжат между первым зажимом 154a и фальцовочной пластиной 152a, как показано на Фиг. 13D. Как показано на Фиг. 13E-13G, узел 114a фальцовки может затем удалиться от преобразовательного узла 112a. В проиллюстрированном варианте осуществления узел 114a фальцовки может вращаться вокруг оси поворота. По мере перемещения узла 114a фальцовки сила зажима, приложенная к загнутому концу заготовки коробки BT (то есть приложенная фальцовочной пластиной 152a и первым зажимом 154a), заставляет первый конец заготовки коробки BT перемещаться и переориентироваться вместе с узлом 114a фальцовки.
[00108] Сравнение Фиг. 13D и 13G, например, показывает, что узел 114a фальцовки может перемещать и переориентировать первый конец заготовки коробки из первого положения и ориентации, смежного с преобразовательным узлом 112a, ко второму положению и ориентации, смежному со склеивающим устройством 157a. Как и в предыдущем варианте осуществления, когда первый конец заготовки коробки BT находится в первом положении и ориентации, клейкий клапан GT обычно обращен вниз. Во втором положении и ориентации клейкий клапан GT обычно обращен вверх. Когда первый конец заготовки коробки BT переместится и переориентируется ко второму положению и ориентации, склеивающее устройство 157a может нанести клей на клейкий клапан GT, как показано на Фиг. 13G.
[00109] В то время, как узел 114a фальцовки перемещает первый конец заготовки коробки BT, и склеивающее устройство 157a наносит клей на клейкий клапан GT, заготовка коробки BT продолжает выдаваться из преобразовательного узла 112a, что видно на Фиг. 13C-13G. Перемещение первого конца заготовки коробки BT и непрерывная выдача заготовки коробки BT заставляет заготовку коробки BT складываться пополам, как показано на чертежах.
[00110] Когда второй конец заготовки коробки BT выдается из преобразовательного узла 112a, узел 116a соединения взаимодействует со вторым концом заготовки коробки BT и может переместить его к первому концу заготовки коробки BT. Например, Фиг. 13H-13I иллюстрируют узел 116a соединения, перемещающий второй конец заготовки коробки BT от выходной стороны преобразовательного узла 112a для обеспечения его контакта с клейким клапаном GT. В некоторых вариантах осуществления узел 116a соединения может прижимать второй конец заготовки коробки BT к клейкому клапану GT (с клеем между ними) для соединения двух концов заготовки коробки BT вместе. В других вариантах осуществления, подобных описанному выше, узел 114a фальцовки может включать в себя второй зажим, который сжимает второй конец заготовки коробки BT и клейкий клапан GT вместе с клеем между ними.
[00111] Когда два конца заготовки коробки BT соединены вместе, заготовка коробки BT может быть удалена из машины 108a для формирования коробок. Например, узел 114a фальцовки и узел 116a соединения могут освободить свои зажимы на заготовке коробки BT. После этого заготовка коробки BT может быть свободно удалена из машины 108a.
[00112] В свете вышеизложенного следует понимать, что настоящее раскрытие относится к машинам для формирования коробок, которые могут выполнять одну или более функций преобразования листового материала для того, чтобы преобразовать листовой материал в заготовки коробки. В дополнение к этому, машины для формирования коробок по настоящему изобретению могут взаимодействовать с первым концом заготовки коробки и перемещать первый конец заготовки коробки к предопределенному положению. При взаимодействии с первым концом заготовки коробки машина для формирования коробок может загнуть первую часть заготовки коробки (например, клейкий клапан) относительно второй части заготовки коробки. При перемещении первого конца заготовки коробки к предопределенному положению машина для формирования коробок может переориентировать первый конец заготовки коробки в желаемую ориентацию. Когда первый конец заготовки коробки находится в предопределенном положении и желаемой ориентации, клей может быть нанесен на первый конец заготовки коробки.
[00113] Машины для формирования коробок по настоящему изобретению могут также взаимодействовать со вторым концом заготовки коробки и перемещать его во взаимодействие с первым концом заготовки коробки. При перемещении второго конца заготовки коробки во взаимодействие с первым концом заготовки коробки машина для формирования коробок может переориентировать второй конец заготовки коробки в желаемую ориентацию (например, параллельно первому концу заготовки коробки). В некоторых вариантах осуществления эти машины для формирования коробок могут сжимать первый и второй концы заготовки коробки вместе с клеем между ними для их скрепления. Когда первый и второй концы заготовки коробки будут скреплены вместе, машина для формирования коробок может либо освободить заготовку коробки, либо переместить заготовку коробки в желаемое положение, откуда она может быть удалена из машины для формирования коробок.
[00114] Описанные выше варианты осуществления включают в себя отгибание первого конца заготовки коробки, а затем приведение второго конца заготовки коробки во взаимодействие с загнутым концом заготовки коробки. Следует иметь в виду, однако, что это является просто примером. В других вариантах осуществления, например, машины для формирования коробок могут взаимодействовать с первым концом заготовки коробки без сгибания его части. Первый конец заготовки коробки может быть затем перемещен и/или переориентирован в предопределенное и желаемое положение. Машина для формирования коробок может затем зацепить второй конец заготовки коробки. Взаимодействие со вторым концом заготовки коробки может включать в себя отгибание первой части (например, клейкого клапана) относительно другой части заготовки коробки. Машина для формирования коробок может затем переместить загнутый второй конец заготовки коробки во взаимодействие с первым концом заготовки коробки для их соединения.
[00115] Настоящее изобретение может быть воплощено в других конкретных формах без отступлений от его духа или существенных характеристик. Описанные варианты осуществления должны рассматриваться во всех отношениях только как иллюстративные, а не ограничивающие. Следовательно, область охвата настоящего изобретения обозначается прилагаемой формулой изобретения, а не предшествующим описанием. Все изменения, которые находятся внутри значения и диапазона эквивалентности формулы изобретения, охватываются настоящим изобретением.
| название | год | авторы | номер документа |
|---|---|---|---|
| МАШИНА ДЛЯ ФОРМИРОВАНИЯ КОРОБОК | 2017 |
|
RU2790315C2 |
| МАШИНА ДЛЯ ФОРМИРОВАНИЯ КОРОБОК | 2023 |
|
RU2818940C1 |
| ПРЕОБРАЗУЮЩАЯ МАШИНА С МЕХАНИЗМОМ ОБНАРУЖЕНИЯ СКЛАДКИ | 2018 |
|
RU2769414C2 |
| ПРЕОБРАЗУЮЩАЯ МАШИНА С МЕХАНИЗМОМ ОБНАРУЖЕНИЯ СКЛАДКИ | 2018 |
|
RU2758178C2 |
| УПАКОВОЧНАЯ МАШИНА И СИСТЕМЫ | 2020 |
|
RU2811505C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ЗАГРУЗКИ ПАКЕТОВ В КАРТОННЫЕ КОРОБКИ | 2009 |
|
RU2481257C2 |
| ОБРАБАТЫВАЮЩАЯ МАШИНА | 2012 |
|
RU2614483C2 |
| ПОДАЮЩИЙ, РАЗДЕЛИТЕЛЬНЫЙ И БИГОВАЛЬНЫЙ МЕХАНИЗМЫ УПАКОВОЧНОЙ МАШИНЫ | 2019 |
|
RU2765224C1 |
| РЕГУЛИРУЕМЫЕ РЕЖУЩИЕ И БИГОВОЧНЫЕ ГОЛОВКИ ДЛЯ СОЗДАНИЯ СРЕЗОВ И БОРОЗДОК ПОД УГЛОМ | 2019 |
|
RU2801141C2 |
| ОБРАБАТЫВАЮЩАЯ МАШИНА | 2012 |
|
RU2731337C2 |











Группа изобретений относится к машине для формирования коробок (варианты) и способу формирования коробки. Машина для формирования коробок по первому варианту содержит преобразовательный узел, выполненный с возможностью выполнять одну или более функций преобразования листового материала в заготовку коробки, которая имеет множество стенных секций, секции закрывающего клапана и клейкий клапан, узел фальцовки, выполненный с возможностью взаимодействовать с первым концом заготовки коробки и перемещать его к предопределенному положению и содержащий фальцовочную головку, имеющую фальцовочную пластину и первый зажим, причем фальцовочная пластина и первый зажим выполнены с возможностью зажимать и удерживать первый конец заготовки коробки, включая клейкий клапан на первом конце заготовки коробки, и узел соединения, выполненный с возможностью взаимодействовать со вторым концом заготовки коробки и перемещать второй конец заготовки коробки так, чтобы он вошел во взаимодействие с первым концом заготовки коробки. Технический результат заключается в уменьшении места для хранения, отходов и затрат. 4 н. и 46 з.п. ф-лы, 13 ил.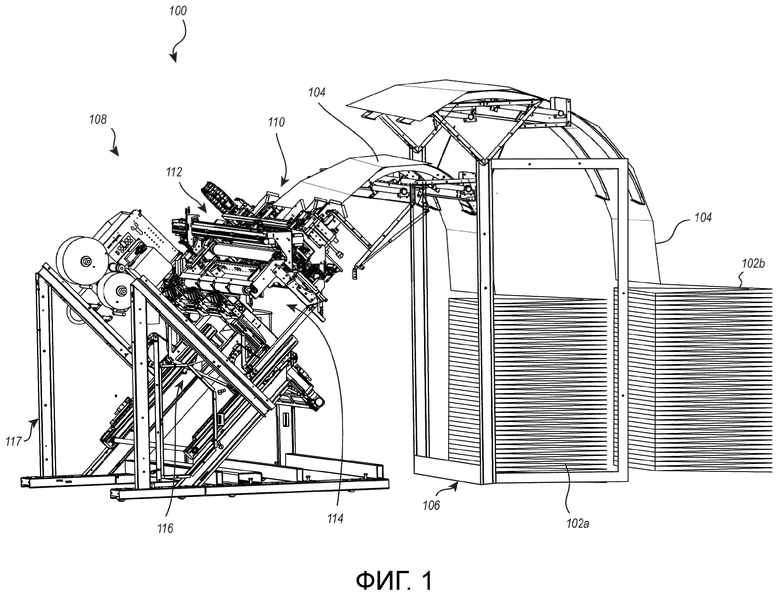
1. Машина для формирования коробок, содержащая:
преобразовательный узел, выполненный с возможностью выполнять одну или более функций преобразования листового материала для преобразования листового материала в заготовку коробки, которая имеет множество стенных секций, секции закрывающего клапана и клейкий клапан;
узел фальцовки, выполненный с возможностью взаимодействовать с первым концом заготовки коробки и перемещать первый конец заготовки коробки к предопределенному положению, причем узел фальцовки содержит фальцовочную головку, имеющую фальцовочную пластину и первый зажим, причем фальцовочная пластина и первый зажим выполнены с возможностью зажимать и удерживать первый конец заготовки коробки, включая клейкий клапан на первом конце заготовки коробки; и
узел соединения, выполненный с возможностью взаимодействовать со вторым концом заготовки коробки и перемещать второй конец заготовки коробки так, чтобы он вошел во взаимодействие с первым концом заготовки коробки.
2. Машина для формирования коробок по п. 1, в которой фальцовочная головка выполнена с возможностью вращаться для загибания клейкого клапана, расположенного на первом конце заготовки коробки, относительно остальной части заготовки коробки.
3. Машина для формирования коробок по п. 2, в которой фальцовочная головка дополнительно содержит второй зажим, причем фальцовочная пластина и второй зажим выполнены с возможностью сжимать вместе первый и второй концы заготовки коробки, когда узел соединения обеспечит взаимодействие второго конца заготовки коробки с первым концом заготовки коробки.
4. Машина для формирования коробок по п. 1, в которой узел фальцовки содержит первую и вторую подрамы, которые подвижно соединены вместе.
5. Машина для формирования коробок по п. 4, в которой фальцовочная головка соединена со второй подрамой, причем подвижность первой и второй подрам позволяет фальцовочной головке перемещаться внутри области X-Y для перемещения первого конца заготовки коробки к предопределенному положению.
6. Машина для формирования коробок по п. 5, в которой фальцовочная головка выполнена с возможностью вращаться, причем вращение фальцовочной головки обеспечивает возможность переориентировать первый конец заготовки коробки из первой ориентации во вторую ориентацию.
7. Машина для формирования коробок по п. 1, в которой узел фальцовки выполнен с возможностью загибания клейкого клапана, расположенного на первом конце заготовки коробки, на смежную часть заготовки коробки.
8. Машина для формирования коробок по п. 1, в которой узел соединения содержит соединительную головку, имеющую один или более соединительных механизмов, причем один или более соединительных механизмов выполнены с возможностью выборочно удерживать второй конец заготовки коробки.
9. Машина для формирования коробок по п. 8, в которой один или более соединительных механизмов содержат один или более зажимов, которые могут быть выборочно перемещены во взаимодействие со вторым концом заготовки коробки для того, чтобы выборочно удерживать второй конец заготовки коробки.
10. Машина для формирования коробок по п. 8, в которой один или более соединительных механизмов содержат одну или более вакуумных головок, которые могут быть выборочно активированы для того, чтобы выборочно удерживать второй конец заготовки коробки.
11. Машина для формирования коробок по п. 10, в которой предусмотрено по меньшей мере две вакуумные головки, которые смещены друг относительно друга.
12. Машина для формирования коробок по п. 8, в которой соединительная головка дополнительно содержит одну или более направляющих.
13. Машина для формирования коробок по п. 12, в которой одна или более направляющих содержат одну или более дугообразных или наклонных рамок, выполненных с возможностью сглаживания и направления заготовки коробки из машины для формирования коробок.
14. Машина для формирования коробок по п. 13, в которой одна или более дугообразных или наклонных рамок содержат одно или более установленных на них колес.
15. Машина для формирования коробок по п. 1, в которой узел соединения содержит первую и вторую подрамы, которые подвижно соединены вместе.
16. Машина для формирования коробок по п. 15, в которой вторая подрама является выборочно расширяемой или втягивающейся.
17. Машина для формирования коробок по п. 15, в которой узел соединения дополнительно содержит соединительную головку, связанную со второй подрамой, причем подвижность первой и второй подрам позволяет соединительной головке перемещаться внутри области X-Y для перемещения второго конца заготовки коробки к первому концу заготовки коробки.
18. Машина для формирования коробок по п. 17, в которой соединительная головка выполнена с возможностью вращаться, причем вращение соединительной головки обеспечивает возможность переориентировать второй конец заготовки коробки из первой ориентации во вторую ориентацию.
19. Машина для формирования коробок по п. 18, в которой соединительная головка выполнена с возможностью перемещения заготовки коробки к точке выхода машины для формирования коробок.
20. Машина для формирования коробок по п. 18, дополнительно содержащая наклонную пластину, расположенную рядом с точкой выхода, выполненную с возможностью сглаживания и направления заготовки коробки из машины для формирования коробок.
21. Машина для формирования коробок по п.1, дополнительно содержащая:
устройство для смены подачи, выполненное с возможностью направлять различные листовые материалы в преобразовательный узел, содержащее:
по меньшей мере один верхний набор направляющих каналов, выполненный с возможностью направлять первый листовой материал в устройство для смены подачи;
по меньшей мере один нижний набор направляющих каналов, выполненный с возможностью направлять второй листовой материал в устройство для смены подачи; и
активный ролик, выполненный с возможностью затягивать первый или второй листовые материалы в устройство для смены подачи, выполненный с возможностью вращения в первом направлении и во втором направлении, причем вращение активного ролика в первом направлении затягивает первый листовой материал в устройство для смены подачи, а вращение активного ролика во втором направлении затягивает второй листовой материал в устройство для смены подачи.
22. Машина для формирования коробок по п. 21, в которой:
по меньшей мере один верхний набор направляющих каналов содержит фиксированный направляющий канал и подвижный направляющий канал и/или
по меньшей мере один нижний набор направляющих каналов содержит фиксированный направляющий канал и подвижный направляющий канал.
23. Машина для формирования коробок по п. 21, в которой по меньшей мере один направляющий канал по меньшей мере одного верхнего набора направляющих каналов содержит расширяющийся открытый конец.
24. Машина для формирования коробок по п. 21, в которой по меньшей мере один направляющий канал по меньшей мере одного нижнего набора направляющих каналов содержит расширяющийся открытый конец.
25. Машина для формирования коробок по п. 21, в которой преобразовательный узел содержит щель подачи, через которую листовой материал входит в преобразовательный узел.
26. Машина для формирования коробок по п. 25, в которой щель подачи содержит расширяющийся открытый конец.
27. Машина для формирования коробок по п. 25, в которой щель подачи содержит одну или более бороздок, которые принимают по меньшей мере часть по меньшей мере одного верхнего набора направляющих каналов и по меньшей мере одного нижнего набора направляющих каналов.
28. Машина для формирования коробок по п. 25, в которой по меньшей мере часть по меньшей мере одного верхнего набора направляющих каналов и по меньшей мере часть по меньшей мере одного нижнего набора направляющих каналов проходит в щель подачи.
29. Машина для формирования коробок по п. 21, дополнительно содержащая один или более верхних прижимных роликов и один или более нижних прижимных роликов, причем первый листовой материал продвигается через устройство для смены подачи между активным роликом и одним или более верхними прижимными роликами, а второй листовой материал продвигается через устройство для смены подачи между активным роликом и одним или более нижними прижимными роликами.
30. Машина для формирования коробок по п. 21, в которой один или более верхних прижимных роликов и один или более нижних прижимных роликов являются выборочно подвижными между активным и неактивным положениями, причем:
один или более верхних прижимных роликов выполнены с возможностью прижимать первый листовой материал к активному ролику, когда один или более верхних прижимных роликов находятся в активном положении; и
один или более нижних прижимных роликов выполнены с возможностью прижимать второй листовой материал к активному ролику, когда один или более нижних прижимных роликов находятся в активном положении.
31. Машина для формирования коробок по п.1, дополнительно содержащая:
раму и
этикетировочное устройство, подвижно установленное на раме и выполненное с возможностью перемещения относительно заготовки коробки и нанесения этикетки в желаемом месте на заготовку коробки по мере того, как она перемещается через преобразовательный узел.
32. Машина для формирования коробок по п. 31, в которой этикетировочное устройство выполнено с возможностью печати этикетки перед ее нанесением на заготовку коробки.
33. Машина для формирования коробок по п. 31, в которой этикетировочное устройство выполнено с возможностью нанесения этикетки на предопределенную стеновую секцию или секцию закрывающегося клапана заготовки коробки.
34. Машина для формирования коробок, содержащая:
раму;
преобразовательный узел, установленный на раме, выполненный с возможностью выполнять одну или более функций преобразования листового материала для преобразования листового материала в заготовку коробки;
узел фальцовки, выполненный с возможностью взаимодействия с первым концом заготовки коробки и перемещения первого конца заготовки коробки к предопределенному положению, который содержит фальцовочную головку, имеющую фальцовочную пластину и первый зажим, причем фальцовочная головка выполнена с возможностью выборочно вращаться для загибания клейкого клапана на первом конце заготовки коробки относительно остальной части заготовки коробки, причем фальцовочная головка выполнена с возможностью выборочно зажимать первый конец заготовки коробки, включая загнутый клейкий клапан, причем фальцовочная головка подвижно связана с рамой для обеспечения возможности перемещения первого конца заготовки коробки к предопределенному положению; и
узел соединения, выполненный с возможностью взаимодействия со вторым концом заготовки коробки и перемещения второго конца заготовки коробки во взаимодействие с первым концом заготовки коробки, содержащий соединительную головку, имеющую один или более соединительных механизмов для выборочного присоединения ко второму концу заготовки коробки, причем соединительная головка подвижно связана с рамой для обеспечения возможности перемещения второго конца заготовки коробки во взаимодействие с первым концом заготовки коробки.
35. Машина для формирования коробок по п. 34, в которой соединительная головка подвижно связана с рамой посредством одной или более подвижных подрам.
36. Машина для формирования коробок по п. 34, в которой фальцовочная головка вращательно связана с рамой посредством одной или более подвижных подрам.
37. Машина для формирования коробок по п. 34, в которой фальцовочная головка шарнирно связана с рамой.
38. Машина для формирования коробок по п. 34, в которой узел фальцовки выполнен с возможностью загибания клейкого клапана, расположенного на первом конце заготовки коробки, вокруг выдающей пластины преобразовательного узла.
39. Машина для формирования коробок по п. 34, дополнительно содержащая склеивающее устройство, которое выполнено с возможностью нанесения клея на первый конец заготовки коробки после того, как первый конец заготовки коробки будет перемещен в предопределенное положение.
40. Машина для формирования коробок, содержащая:
узел фальцовки, выполненный с возможностью зажимания первого конца заготовки коробки и управления им;
подающий механизм, выполненный с возможностью продвижения заготовки коробки, в то время как узел фальцовки зажат на первом конце заготовки коробки; и
узел соединения, выполненный с возможностью взаимодействия со вторым концом заготовки коробки и управления им, причем узел фальцовки и узел соединения выполнены с возможностью их взаимодействия для соединения вместе первого и второго концов заготовки коробки.
41. Машина для формирования коробок по п. 40, в которой узел фальцовки выполнен с возможностью загибания клейкого клапана заготовки коробки.
42. Машина для формирования коробок по п. 41, в которой клейкий клапан расположен на первом конце заготовки коробки.
43. Машина для формирования коробок по п. 40, в которой клейкий клапан расположен на втором конце заготовки коробки.
44. Машина для формирования коробок по п. 40, дополнительно содержащая выдающую пластину, вокруг которой может быть загнут клейкий клапан.
45. Способ формирования коробки с использованием машины для формирования коробок, содержащий:
использование фальцовочной головки, имеющей фальцовочную пластину и первый зажим, зажимающие и перемещающие первый конец заготовки коробки к предопределенному положению;
продвижение заготовки коробки, в то время как первый конец заготовки коробки зажат и перемещается к предопределенному положению;
взаимодействие со вторым концом заготовки коробки и его перемещение во взаимодействие с первым концом заготовки коробки и
соединение вместе первого и второго концов заготовки коробки.
46. Способ по п. 45, в котором при соединении вместе первого и второго концов заготовки коробки склеивают первый и второй концы.
47. Способ по п. 45, дополнительно содержащий загибание клейкого клапана, расположенного на первом конце заготовки коробки.
48. Способ по п. 45, дополнительно содержащий загибание клейкого клапана, расположенного на втором конце заготовки коробки.
49. Способ по п. 45, который выполняют с использованием машины для формирования коробок по п. 40.
50. Способ по п. 49, в котором:
узел фальцовки зажимает первый конец заготовки коробки и перемещает его;
подающий механизм продвигает заготовку коробки и
узел соединения взаимодействует со вторым концом заготовки коробки и перемещает его.
| US 3105419 A1, 01,10,1963 | |||
| Способ устранения заикания с помощью комплексной логоритмики | 2018 |
|
RU2721301C2 |
| RU 2008137649 A, 27.03.2010 | |||
| Приспособление против отвинчивания гаек | 1931 |
|
SU29683A1 |

