ПЕРЕКРЕСТНАЯ ССЫЛКА НА РОДСТВЕННЫЕ ЗАЯВКИ
[0001] По настоящей заявке испрашивается приоритет заявки, если заявка на патент США с серийным номером 16/814,509, поданная 10 марта 2020 г., испрашивает приоритет и преимущество заявки на патент США с серийным номером 62/818,570, поданной 14 марта 2019, под названием «Упаковочная машина и системы», раскрытие которых включено в настоящий документ посредством этой ссылки.
ПРЕДПОСЫЛКИ ИЗОБРЕТЕНИЯ
1. ОБЛАСТЬ ТЕХНИКИ
[0002] Примеры осуществления раскрытия относятся к системам, способам и устройствам для преобразования исходного материала в шаблоны для упаковки.
2. СООТВЕТСТВУЮЩАЯ ТЕХНОЛОГИЯ
[0003] Транспортная и упаковочная промышленность часто использует картон и прочее оборудование для обработки листового материала, которое преобразует листовые материалы в шаблоны для коробок. Одним преимуществом такого оборудования является то, что грузоотправитель может подготовить коробки требуемых размеров по мере надобности вместо хранения запаса стандартных, предварительно изготовленных коробок различных размеров. Следовательно, грузоотправитель может исключить необходимость прогнозировать свои потребности к конкретным размерам коробок, а также хранить готовые коробки стандартных размеров. Вместо этого, грузоотправитель может хранить один или более пакетов фальцованного гармошкой материала, который может быть использован для создания коробок различных размеров на основе требований к размеру конкретной коробки во время каждой отгрузки. Это позволяет грузоотправителю уменьшить пространство для хранения, обычно требуемое для периодически используемых отгрузочных расходных материалов, а также уменьшить потери и затраты, связанные с неточным процессом прогнозирования требований к размеру коробки, поскольку отправляемые изделия и их соответствующие размеры время от времени меняются.
[0004] В дополнение к снижению неэффективности, связанной с хранением предварительно изготовленных коробок различных размеров, создание коробок нестандартного размера также снижает стоимость упаковки и доставки. По оценкам, в отрасли выполнения заказов, отправляемые изделия обычно упаковываются в коробки, которые примерно на 65% больше, чем отправляемые изделия. Коробки, которые являются слишком большими для конкретного изделия, стоят дороже, чем коробки, изготовленные по индивидуальному размеру для изделия, из-за стоимости лишнего материала, использованного для изготовления коробки большего размера. Когда изделие упаковывается в негабаритную коробку, наполнитель (например, Стирофом, гранулированный упаковочный наполнитель, бумага, надувные подушки и т.п.) часто помещается в коробку для предотвращения перемещения изделия внутри коробки и предотвращения продавливания коробки в том случае, когда прикладывается давление (например, когда коробки закрываются лентой или укладываются в стопку). Эти наполнители еще больше увеличивают стоимость упаковки товара в негабаритной коробке.
[0005] Коробки нестандартного размера также уменьшают стоимость доставки, связанную с доставкой изделий, по сравнению с доставкой изделий в негабаритных коробках. Транспортное средство, заполненное коробками, которые на 65% больше, чем упакованные изделия, намного менее экономично в эксплуатации, чем транспортное средство, заполненное коробками, изготовленными по индивидуальному размеру, чтобы соответствовать упакованным изделиям. Другими словами, транспортное средство, заполненное упаковками нестандартного размера, может нести значительно большее количество упаковок, что может уменьшить количество транспортных средств, необходимых для отправки такого же количества изделий. Соответственно, в дополнение или в качестве альтернативы, для расчета стоимости доставки на основе веса упаковки, на цены доставки часто влияет размер отгруженной упаковки. Таким образом, уменьшение размера упаковки изделия может снизить стоимость доставки изделия. Даже если цены на доставку не рассчитываются на основе размера упаковок (например, только на основе веса упаковок), использование упаковок нестандартного размера может снизить затраты на доставку, поскольку меньшие упаковки нестандартного размера будут весить меньше, чем негабаритные упаковки из-за использования меньшей упаковки и наполнителя.
[0006] Хотя машины для обработки листового материала и связанное оборудование могут потенциально уменьшить неудобства, связанные с хранением отгрузочных запасов стандартного размера, и уменьшить объем пространства, необходимого для хранения таких отгрузочных запасов, ранее доступные машины и связанное с ними оборудование имеют различные недостатки. Например, предыдущие системы включали инструменты для резки и биговки, которые требовали длительных перемещений и/или изменения положения, чтобы делать надрезы и складки в листовом материале. В результате, производительность таких машин была ограничена.
[0007] Соответственно, было бы выгодно иметь упаковочную машину, которая может образовывать шаблоны коробок быстрее и эффективнее.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
[0008] Примеры осуществления раскрытия относятся к системам, способам и устройствам для образования шаблонов для упаковки. Например, один вариант выполнения узла преобразования выполнен с возможностью выполнения множества функций преобразования листового материала для преобразования листового материала в шаблоны упаковки. Узел преобразования включает в себя множество инструментальных роликов. Каждый из инструментальных роликов имеется один или более инструментов преобразования. Один или более инструментов преобразования на отдельном инструментальном ролике выполнен с возможностью выполнения подмножества множества функций преобразования, которые преобразуют листовой материал в шаблоны упаковки.
[0009] Согласно другому варианту выполнения, машина для преобразования выполнена с возможностью преобразования листового материала в шаблоны упаковки. Машина для преобразования включает в себя устройство смены подачи, выполненное с возможностью выборочной подачи листовых материалов с различными характеристиками в машину для преобразования. Машина для преобразования также включает в себя узел преобразования, который выполнен с возможностью выполнения множества функций преобразования листового материала для преобразования листового материала в шаблоны упаковки. Узел преобразования включает в себя, по меньшей мере, первый и второй наборы роликов. Первый набор роликов включает в себя первый инструментальный ролик на первой оси. Первый инструментальный ролик включает один или более инструментов для поперечного преобразования на нем. Первый инструментальный ролик является выборочно вращательным на первой оси или вокруг нее для выборочного взаимодействия одного или более инструментов поперечного преобразования на нем с листовым материалом. Второй набор роликов включает, по меньшей мере, первый и второй инструментальные ролики на второй оси. Каждый из первого и второго инструментальных роликов на второй оси включает в себя один или более инструментов поперечного преобразования и/или один или более инструментов продольного преобразования на них. Первый и второй инструментальные ролики на второй оси являются выборочно вращательными на второй оси или вокруг нее для выборочного взаимодействия одного или более инструментов поперечного преобразования и/или одного или более инструментов продольного преобразования на них с листовым материалом. Первый и второй инструментальные ролики являются выборочно перемещаемыми по длине второй оси для переустановки одного или более инструментов поперечного преобразования и/или одного или более инструментов продольного преобразования относительно листового материала. Перемещения первого и второго инструментальных роликов могут быть симметричными относительно центральной линии узла преобразования.
[0010] Согласно другому варианту выполнения, предусмотрен способ для выполнения множества функций преобразования на листовом материале для преобразования листового материала в шаблоны упаковки. Способ включает в себя выполнение первого подмножества функций преобразования из множества функций преобразования на листовом материале с одним или несколькими инструментальными роликами на первой оси. Способ включает в себя выполнение второго подмножества функций преобразования из множества функций преобразования на листовом материале с одним или несколькими инструментальными роликами на второй оси.
[0011] Эти и другие задачи, и признаки настоящего раскрытия станут более очевидными из нижеследующего описания и прилагаемой формулы изобретения или могут быть уяснены практикой раскрытия, как изложено в дальнейшем.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0012] Для дополнительного разъяснения вышеприведенных и других преимуществ и признаков настоящего изобретения, более конкретное описание изобретения будет передано посредством ссылки к конкретным его вариантам осуществления, которые иллюстрированы на прилагаемых чертежах. Понятно, что на этих чертежах показаны только иллюстративные варианты осуществления изобретения и поэтому они не должны рассматриваться как ограничивающие его объем. Изобретение будет описано и объяснены с дополнительной специфичностью и детализацией посредством использования прилагаемых чертежей, на которых:
[0013] Фиг.1 иллюстрирует схематичный вид примера системы для образования шаблонов упаковки.
[0014] Фигуры 2A-2C иллюстрируют пример узла преобразования для преобразования листового материала в шаблоны упаковки.
[0015] Фиг.3 иллюстрирует другой пример узла преобразования для преобразования листового материала в шаблоны упаковки.
[0016] Фиг.4 иллюстрирует пример устройства печати для печати на шаблонах упаковки.
[0017] Фигуры 5А, 5В, 6А, 6В и 6С иллюстрируют пример механизмов для предотвращения нежелательного складывания листового материала.
ПОДРОБНОЕ ОПИСАНИЕ
[0018] Варианты выполнения, описанные здесь, в целом, относятся к системам, способам и устройствам для образования шаблонов упаковки. Хотя настоящее раскрытие будет описано детально со ссылкой к конкретным конфигурациям, описания являются иллюстративными и не должны рассматриваться как ограничивающие объем настоящего раскрытия. Различные модификации могут быть выполнены в иллюстрированных конфигурациях без отклонения от сущности и объема изобретения, как определено формулой изобретения. Для лучшего понимания, подобные компоненты обозначены одинаковыми ссылочными позициями на всех различных прилагаемых фигурах.
[0019] Используемый здесь термин «пакет» должен относиться к запасу листового материала, который обычно является жестким, по меньшей мере, в одном направлении, и может быть использован для изготовления шаблона коробки. Например, пакет может быть образован из непрерывного листа материала или листа материала любой конкретной длины, такого как листовые материалы из гофрированного картона и картона. Дополнительно, пакет может иметь материал заготовки, который является, по существу, плоским, сложенным гармошкой или намотанным на бобину.
[0020] Используемый здесь термин «шаблон коробки» относится, по существу, к плоской заготовке материала, который может быть сложен в коробчатую форму. Шаблон коробки может иметь выемки, вырезы, деления и/или линии сгиба, которые позволяют шаблону коробки быть согнутым и/или сложенным в коробку. Дополнительно, шаблон коробки может быть изготовлен из любого подходящего материала, в целом, общеизвестного специалистам в данной области. Например, картон или гофрированный картон могут быть использованы в качестве материала шаблона коробки. Подходящий материал также может иметь любую толщину и вес, которые позволили бы ему сгибаться и/или складываться в коробчатую форму.
[0021] Используемый здесь термин «линия сгиба» относится к линии, вдоль которой может шаблон коробки может быть сложен. Например, линия сгиба может быть углублением в материале шаблона коробки, что может способствовать складыванию участков шаблона коробки, разделенных линией сгиба, относительно друг друга. Подходящее углубление может быть создано путем приложения достаточного давления для уменьшения толщины материала в желаемом месте, и/или путем удаления некоторого количества материала вдоль желаемого места, например, путем надрезания.
[0022] Термины «выемка», «вырез» и «разрез» используются здесь взаимозаменяемо и должны относиться к форме, созданной путем удаления материала из шаблона или отделения участков шаблона, так что создается деление по шаблону материала.
[0023] Фиг.1 иллюстрирует пример системы 100, которая может быть использована для создания шаблонов упаковки (и, возможно, из них собираемых коробок). Система 100 включает в себя пакеты 102 (например, пакеты 102а, 102b) листового материала 104. Система 100 также включает устройство 106 смены подачи и узел 108 преобразования. Возможно, система 100 может также включать в себя узел 110 печати, узел 112 складывания и крепления и/или узел 114 сборки. Комбинации одного или более из устройства 106 смены подачи, узла 108 преобразования, узла 110 печати, узла 112 складывания и крепления и/или узла 114 сборки могут образовать машину 116 для преобразования.
[0024] Как правило, устройство 106 смены подачи выполнено с возможностью продвижения листового материала 104 из желаемой пачки 102a, 102b в узел 108 преобразования. Пачки 102а, 102b могут быть образованы из листового материала 104, который имеет отличные характеристики (например, ширину, длину, толщину, жесткость, цвет и т.д.) друг от друга. Например, ширина пачки 102b может быть меньше ширины пачки 102а. Таким образом, может быть желательно, использовать листовой материал 104 из тюка 102b, чтобы образовать меньшую коробку, чтобы было меньше отходов листового материала (например, боковой стороны).
[0025] Хотя фиг.1 иллюстрирует пачки 102 листового материала 104, используемые в качестве исходного материала, из которого могут быть изготовлены шаблоны упаковки, следует понимать, что это только пример. В других вариантах выполнения, листовой материал 104 может поступать из развернутого источника. Например, листовой материал 104 может иметь форму бесконечного или непрерывного листа, который не был сложен. Используемый здесь термин «бесконечный или непрерывный лист» может просто относиться к листовому материалу, который значительно длиннее, чем требуется для образования единого упаковочного шаблона, или достаточно длинный, чтобы образовать из него несколько шаблонов упаковки. В других вариантах выполнения, листовой материал 104 может быть образован путем соединения или сращивания вместе отдельных панелей или листов листового материала.
[0026] После того, как листовой материал 104 проходит через устройство 106 смены подачи, листовой материал 104 проходит через узел 108 преобразования, где одна или более функций преобразования выполняются на листовом материале 104 для образования шаблона упаковки из листового материала 104. Функции преобразования могут включать в себя разрезание, биговку, сгибание, складывание, перфорирование и/или надрезание листового материала 104 для образования из него шаблона упаковки.
[0027] Когда шаблон упаковки выходит из узла 108 преобразования, узел 110 печати может печатать этикетки, логотипы, инструкции или другой материал на шаблоне упаковки. Шаблон упаковки также возможно может быть сложен, и склеен посредством узла 112 складывания и крепления (например, для образования соединения производителя). Кроме того, узел 114 сборки, возможно, может также устанавливать сложенный и склеенный упаковочный шаблон в открытую коробку, готовую к заполнению продуктом (продуктами).
[0028] Как можно видеть на Фиг.1, устройство 106 смены подачи может принимать листовой материал 104 из множества пачек 102. Положение, по меньшей мере, участка устройства 106 смены подачи может быть отрегулировано относительно узла 108 преобразования, так что желаемый листовой материал 104 совмещается с узлом 108 преобразования и может подаваться в него. Например, листовой материал 104 из конкретной пачки 102 может быть желательным из-за одной или более характеристик листового материала (например, ширины, толщины, цвета, прочности и т.д.). Устройство 106 смены подачи может быть отрегулировано так, чтобы желаемый листовой материал 104 из соответствующей пачки 102 располагался для подачи в узел 108 преобразования. На фиг.1, например, устройство 106 смены подачи настроено для подачи листового материала 104 из пачки 102а в узел 108 преобразования.
[0029] В некоторых вариантах выполнения, устройство 106 смены подачи выполнено с возможностью регулировки "на лету". Например, устройство 106 смены подачи может быть выполнено с возможностью изменения того, какой листовой материал 104 подается в узел 108 преобразования, даже когда узел 108 преобразования выполняет функции преобразования на предыдущем шаблоне упаковки.
[0030] По мере продвижения листового материала 104 через узел 108 преобразования, один или более инструментов преобразования (более подробно обсуждаемых ниже) выполняют функции преобразования (например, сгибают, изгибают, складывают, перфорируют, разрезают, надрезают) листового материала 104 для создания шаблонов упаковки из листового материала 104. Некоторые из функций преобразования могут быть выполнены на листовом материале 104 в направлении, по существу, перпендикулярном направлению перемещения и/или длине листового материала 104. Другими словами, некоторые функции преобразования могут быть выполнены в поперечном направлении (например, между сторонами) листового материала 104. Такие функции преобразования можно рассматривать как «поперечные преобразования» или «функции поперечного преобразования». В противоположность, некоторые из функций преобразования могут быть выполнены на листовом материале 104 в направлении, по существу, параллельном направлению перемещения и/или длине листового материала 104. Такие функции преобразования могут рассматриваться как «продольные преобразования» или «функции поперечного преобразования». Узел 108 преобразования может также или альтернативно выполнять одну или более функций преобразования под углом и/или криволинейно на листовом материале 104. Такие функции преобразования под углом и/или криволинейно могут продолжаться, по меньшей мере, частично по длине листового материала и, по меньшей мере, частично между его противоположными боковыми краями. Кроме того, некоторые из функций преобразования могут включать в себя отрезание лишнего материала от листового материала 104. Например, если листовой материал 104 шире, чем необходимо для образования желаемого шаблона упаковки, часть ширины листового материала 104 может быть отрезана одним или несколькими инструментами преобразования.
[0031] В варианте выполнения, иллюстрированном на фиг.1, узел 108 преобразования включает в себя ряд наборов 118 роликов (например, наборов 118a, 118b, 118c роликов). Каждый набор 118 роликов может включать в себя один или более инструментов преобразования для выполнения функций преобразования на листовом материале 104. Например, в некоторых вариантах выполнения, набор 118a роликов может включать в себя один или более инструментов преобразования, которые выполнены с возможностью выполнения разрезов и/или складок вдоль всей или участка ширины листового материала 104. Аналогичным образом, в некоторых вариантах выполнения, набор 118b роликов может включать в себя один или более инструментов преобразования, которые сконфигурированы для выполнения разрезов и/или складок вдоль всей или участка длины листового материала 104. Подобным образом, в некоторых вариантах выполнения, набор 118c роликов может включать в себя один или более инструментов преобразования для выполнения поперечных и/или продольных разрезов (например, для образования клапанов шаблона упаковки).
[0032] В некоторых вариантах выполнения, каждый набор 118 роликов может включать в себя один или более роликов, которые включают в себя инструменты преобразования (называемые здесь инструментальными роликами), и один или более противоположных роликов (называемых здесь опорными роликами) напротив них. Например, фиг.1 иллюстрирует набор 118a роликов с инструментальным роликом 120 и опорным роликом 122, набор 118b роликов с инструментальным роликом 124 и опорным роликом 126, а также набор 118c роликов с инструментальным роликом 128 и опорным роликом 130.
[0033] В проиллюстрированном варианте выполнения, инструментальные ролики 120, 124, 128 расположены на одной стороне (например, вверху) листового материала 104, а опорные ролики 122, 126, 130 расположены на противоположной стороне (например, ниже) листового материала 104. В других вариантах выполнения, инструментальные ролики 120, 124, 128 могут быть расположены под листовым материалом 104, а опорные ролики 122, 126, 130 могут быть расположены над листовым материалом 104. В еще одних вариантах выполнения, некоторые из инструментальных роликов 120, 124, 128 могут быть расположены над листовым материалом 104, а некоторые из инструментальных роликов 120, 124, 128 могут быть расположены под листовым материалом 104. В таких вариантах выполнения, некоторые из опорных роликов 122, 126, 130 могут быть расположены над листовым материалом 104, а некоторые из опорных роликов 122, 126, 130 могут быть расположены под листовым материалом 104. В еще одних вариантах выполнения, по меньшей мере, один из инструментальных роликов 120, 124, 128 может быть расположен над листовым материалом 104, и, по меньшей мере, один из инструментальных роликов 120, 124, 128 может быть расположен ниже листового материала 104 и, как правило, напротив инструментального ролика, который находится над листовым материалом 104. В таком варианте выполнения, противоположные инструментальные ролики могут выполнять как функции преобразования на листовом материале, так и действовать как опорный ролик для противоположного инструментального ролика (например, верхний инструментальный ролик может действовать как опорный ролик для нижнего инструментального ролика, а нижний инструментальный ролик может выступать в качестве опорного ролика для верхнего инструментального ролика).
[0034] Используемые здесь термины относительного положения, такие как «верхний, «нижний», «вверху» и «внизу», используются просто для удобства. По меньшей мере, в некоторых вариантах выполнения, такие термины следует понимать как означающие, что указанный элемент расположен с той или иной стороны от другого элемента. Например, как отмечено выше, некоторые из инструментальных роликов 120, 124, 128 и опорных роликов 122, 126, 130 могут быть расположены на той или иной стороне листового материала 104. В некоторых вариантах выполнения, некоторые из инструментальных роликов 120, 124, 128 и/или опорных роликов 122, 126, 130 могут фактически располагаться над или под листовым материалом 104. Однако в других вариантах выполнения, некоторые из инструментальных роликов 120, 124, 128 и/или опорных роликов 122, 126, 130 могут быть просто расположены на одной или другой стороне листового материала. Таким образом, ссылка в данном документе на инструментальные ролики и/или опорные ролики как на «верхние» или «нижние» ролики или на расположенные «над» или «ниже» листового материала предназначена для того, чтобы, в широком смысле, покрывать инструментальные ролики и/или опорные ролики, расположенные с одной стороны или иной стороны листового материала, независимо от того, ориентирован ли листовой материал горизонтально, вертикально или под углом (например, как показано на фиг.1).
[0035] В некоторых вариантах выполнения, каждый из инструментальных роликов в данном наборе 118 роликов может быть установлен на общей оси и/или вдоль общей оси. Аналогичным образом, в некоторых вариантах выполнения, каждый из опорных роликов в данном наборе 118 роликов может быть установлен на общей оси и/или вдоль общего вала. Опорные ролики могут обеспечивать опорную поверхность для листового материала 104, поскольку инструментальные ролики выполняют на нем функции преобразования. В некоторых вариантах выполнения, вращение опорных роликов (и, возможно, инструментальных роликов) также может способствовать продвижению листового материала 104 через узел 108 преобразования.
[0036] Теперь обратим внимание к Фигурам 2A и 2B, которые иллюстрируют пример варианта выполнения узла 116 преобразования. Более конкретно, Фигуры 2A и 2B главным образом иллюстрируют примеры вариантов выполнения инструментальных роликов 120, 124, 128 узла 116 преобразования. Хотя фигуры 2A и 2B иллюстрируют конкретную конфигурацию инструментальных роликов 120, 124, 128, следует понимать, что проиллюстрированный и описанный вариант выполнения является просто примерным, и инструментальные ролики могут быть переставлены, может использоваться меньше или больше инструментальных роликов, и/или их инструменты преобразования могут быть переставлены или перераспределены между роликами 120, 124, 128 или меньшим или большим числом инструментальных роликов.
[0037] В проиллюстрированном варианте выполнения, инструментальный ролик 120 установлен на первой оси или вокруг первого вала, чтобы позволить инструментальному ролику 120 вращаться вокруг нее. Инструментальный ролик 120 может включать в себя один или более инструментов 132 для биговки, расположенных на нем. Как видно на фигурах 2A и 2B, инструмент (инструменты) 132 для биговки может быть гребнем или выступом, образованным на внешней поверхности инструментального ролика 120 или продолжающимся радиально от нее. Когда инструментальный ролик 120 вращается так, что инструмент 132 для биговки входит в контакт с листовым материалом 104, инструмент 132 для биговки может образовывать складку в листовом материале 104. Более конкретно, инструмент 132 для биговки может взаимодействовать с опорным роликом 122 (фиг.1) для сжатия или создания углубления в листовом материале 104, тем самым образуя складку в листовом материале 104.
[0038] В некоторых вариантах выполнения, инструмент 132 для биговки может быть постоянно прикреплен или интегрирован в инструментальный ролик 120. В других вариантах выполнения инструмент (инструменты) 132 для биговки может быть выборочно прикреплен к инструментальному ролику 120 или съемным с него. В проиллюстрированном варианте выполнения инструмент (инструменты) 132 для биговки продолжается, по меньшей мере, вдоль участка длины инструментального ролика 120. В некоторых вариантах выполнения, один или более инструментов 132 для биговки могут продолжаться непрерывно, по меньшей мере, вдоль участка длины инструментального ролика 120. В других вариантах выполнения, один или более инструментов 132 для биговки могут прерывисто продолжаться вдоль, по меньшей мере, участка длины инструментального ролика 120 (например, так, чтобы между участками инструмента 132 для биговки оставались зазоры). Один или более инструментов 132 для биговки могут быть расположены в одном или более различных местах по окружности инструментального ролика 120. В некоторых вариантах выполнения, один или более инструментов 132 для биговки могут продолжаться, по меньшей мере, частично по окружности инструментального ролика 120.
[0039] Как лучше всего видно на фиг.2B, инструментальный ролик 120 может также включать один или более разделяющих ножей 134. Разделяющий нож 134, показанный на фиг.2B, может быть ножом или лезвием, образованным на внешней поверхности инструментального ролика 120 или продолжающимся радиально от нее. Когда инструментальный ролик 120 вращается так, что разделяющий нож 134 входит в контакт с листовым материалом 104, разделяющий нож 134 может образовывать разрез в листовом материале 104. В некоторых вариантах выполнения, по меньшей мере, один разделяющий нож 134 продолжается, по существу, вдоль всего или значительного участка ширины узла 108 преобразования. По существу, разделяющий нож 134 может быть выполнен с возможностью образования разреза по всей ширине листового материала 104 для разделения листового материала 104 на отдельные части. После того, как такой разделяющий разрез сделан, устройство 106 смены подачи может изменить, какой листовой материал 104 будет подан в узел 108 преобразования следующим.
[0040] В некоторых вариантах выполнения, инструментальный ролик 120 может включать в себя один или более упругих элементов, примыкающих к инструменту (инструментам) 132 для биговки и/или разделяющему ножу (ножам) 134. Например, как показано на фиг.2B, инструментальный ролик 120 включает в себя упругие элементы 136 на противоположных сторонах разделяющего ножа 134. В проиллюстрированном варианте выполнения, упругие элементы 136 включают в себя множество упругих элементов 136, расположенных вдоль противоположных сторон разделяющего ножа 134. В других вариантах выполнения, инструментальный ролик 120 может включать в себя один или более упругих элементов 136 на одной стороне разделяющего ножа 134, один или более упругих элементов 136 с каждой стороны разделяющего ножа 134, или один упругий элемент 136 с одной стороны разделяющего ножа 134, и множество упругих элементов 136 на его противоположной стороне. Аналогичным образом, один или более упругих элементов 136 могут быть расположены на одной или обеих сторонах одного или более инструментов 132 для биговки.
[0041] Упругий элемент (элементы) 136 может быть образован из резины, пены или других материалов или устройств (например, пружин), которые могут сжиматься, а затем расширяться до исходного размера. Упругий элемент (элементы) 136 может выполнять различные функции инструментального ролика 120. Например, упругий элемент (элементы) 136 может быть сжат между инструментальным роликом 120 и листовым материалом 104, когда инструмент 132 для биговки или разделяющий нож 134 вращается для взаимодействия с листовым материалом 104. Когда инструментальный ролик 120 вращается для выведения из взаимодействия инструмента 132 для биговки или разделяющего ножа 134 от листового материала 104, расширение упругого элемента 136 может способствовать извлечению инструмента 132 для биговки или разделяющего ножа 134 из листового материала 104. Упругий элемент (элементы) 136 может также взаимодействовать с листовым материалом 104 во время вращения инструментального ролика 120, чтобы способствовать продвижению листового материала 104 через узел 108 преобразования.
[0042] При постоянном внимании к фигурам 2A и 2B, теперь внимание будет направлено на инструментальный ролик 124. В проиллюстрированном варианте выполнения, инструментальный ролик 124 образован из четырех инструментальных роликов 124a, 124b, 124c, 124d, которые установлены на второй оси или вокруг второго вала. В проиллюстрированном варианте выполнения, вторая ось или второй вал является, по существу, параллельной первой оси или первому валу.
[0043] Инструментальные ролики 124a, 124b, 124c, 124d включают в себя один или более инструментов преобразования, которые могут быть использованы для выполнения одной или более функций преобразования на листовом материале 104. Например, каждый из инструментальных роликов 124а и 124d включает в себя нож 138 обрезки бока. В некоторых вариантах выполнения, ножи 138 обрезки бока продолжаются вокруг всего или значительного участка окружности инструментальных роликов 124a, 124d и радиально от них. Ножи 138 обрезки бока могут быть ориентированы перпендикулярно второй оси или валу и, в целом, параллельно длине листового материала 104. В этой конфигурации, ножи 138 обрезки бока выполнены с возможностью обрезки боков листового материала 104, когда листовой материал 104 шире, чем необходимо для образования желаемого шаблона упаковки. В некоторых вариантах выполнения, ножи 138 обрезки бока могут непрерывно взаимодействовать с листовым материалом 104, если листовой материал 104 шире, чем необходимо для изготовления желаемого шаблона упаковки. В других вариантах выполнения, если листовой материал 104 уже имеет надлежащую ширину для изготовления желаемого шаблона упаковки, ножи 138 обрезки бока могут не взаимодействовать с листовым материалом 104.
[0044] Инструментальные ролики 124a, 124d могут также включать в себя один или более дополнительных ножей 140, как показано на фигурах 2A и 2B. Ножи 140 могут быть выполнены с возможностью обрезания боковой стороны листового материала 104 на более мелкие части. В некоторых вариантах выполнения, ножи 140 продолжаются преимущественно параллельно второй оси или валу. Однако, как можно видеть на фигурах 2A и 2B, ножи 140 могут продолжаться, по меньшей мере, частично вокруг окружности инструментальных роликов 124a, 124d. Таким образом, ножи 140 могут быть расположены под углом или перпендикулярно второй оси или валу. В дополнение к ножам 140 обрезки бока, некоторые варианты выполнения могут включать в себя один или более элементов притяжения обрезки для притягивания частей боковой стороны. В некоторых вариантах выполнения, один или более элементов притяжения обрезки могут включать в себя один или более нагнетателей, вентиляторов, пылесосов или элементов, генерирующих статическое электричество, которые могут притягивать или направлять боковую обрезку в желаемую область.
[0045] Подобно инструментальному ролику 120, инструментальные ролики 124a, 124d могут включать в себя один или более упругих элементов 136, расположенных на одной или более сторонах инструментов преобразования, включая ножи 138 обрезки бока и ножи 140.
[0046] Инструментальные ролики 124b, 124c могут включать в себя инструменты 141 для биговки для образования продольных складок в листовом материале 104. Инструменты 141для биговки могут включать в себя гребни или другие выступы, которые радиально выступают из инструментальных роликов 124b, 124c. В некоторых вариантах выполнения, инструменты 141 для биговки могут продолжаться по всей или практически по всей окружности инструментальных роликов 124b, 124c. Инструменты 141 для биговки на инструментальных роликах 124b, 124c могут образовывать складки в листовом материале 104, которые будут определять границы между панелями боковых стенок и верхними и нижними клапанами образуемого шаблона упаковки.
[0047] В некоторых вариантах выполнения, инструментальные ролики 124a-124d могут вращаться вокруг второй оси или вала, чтобы заставить инструменты преобразования на них зацеплять или выводить из взаимодействия листовой материал 104. Кроме того, в некоторых вариантах выполнения, инструментальные ролики 124a-124d могут также перемещаться вдоль длины второй оси или вала или ближе, или дальше друг от друга. Например, инструментальные ролики 124a, 124d расположены дальше друг от друга на фиг.2A, чем на фиг.2B. Расстояние между инструментальными роликами 124a, 124d может определяться шириной образуемого шаблона упаковки. Например, инструментальные ролики 124a, 124d могут быть разнесены друг от друга таким образом, чтобы расстояние между их соответствующими ножами 138 обрезки бока было равно желаемой ширине образуемого шаблона упаковки.
[0048] Аналогичным образом, инструментальные ролики 124b, 124c также могут быть перемещены ближе друг к другу или дальше друг от друга, что может быть установлено при сравнении между фигурами 2A и 2B. Инструментальные ролики 124b, 124c могут быть разнесены так, чтобы расстояние между их соответствующими инструментами для биговки было равно желаемому размеру шаблона упаковки (например, высоте боковых стенок).
[0049] Кроме того, инструментальные ролики 124а, 124b могут быть разнесены друг от друга на желаемый размер. Подобным образом, инструментальные ролики 124c, 124d также могут быть разнесены друг от друга на желаемый размер. В некоторых вариантах выполнения, размеры между инструментальными роликами 124a, 124b и между инструментальными роликами 124c, 124d могут быть равны друг другу. В некоторых вариантах выполнения, расстояние между инструментальными роликами 124a, 124b и между инструментальными роликами 124c, 124d может быть равно желаемому размеру клапанов шаблона упаковки.
[0050] В некоторых вариантах выполнения, инструментальные ролики 124a, 124d могут перемещаться симметрично вдоль длины второй оси или вала. Например, когда инструментальный ролик 124a движется к первому концу второй оси или вала, инструментальный ролик 124d может перемещаться в противоположном направлении по направлению ко второму концу второй оси или вала. Аналогичным образом, когда инструментальный ролик 124a движется к продольному центру второй оси или осевой линии, инструментальный ролик 124d может аналогичным образом перемещаться в противоположном направлении к продольному центру второй оси или вала. В результате, инструментальные ролики 124a, 124d всегда могут быть расположены на равном расстоянии от продольного центра второй оси или вала. Таким же образом, инструментальные ролики 124b, 124c также могут быть симметрично установлены и перемещаться на второй оси или валу, так что инструментальные ролики 124b, 124c всегда могут быть расположены на равном расстоянии от продольного центра второй оси или вала.
[0051] В некоторых вариантах выполнения, инструментальный ролик 124 может также включать в себя один или более подающих роликов 142, установленных на второй оси или вокруг второго вала. Один или более подающих роликов могут вращаться вокруг второй оси или вала и зацеплять листовой материал 104, чтобы способствовать продвижению листового материала 104 через узел 108 преобразования.
[0052] В некоторых вариантах выполнения, вращение второй оси и/или инструментальных роликов 124a, 124b, 124c, 124d и подающего ролика 142 может активно приводиться в действие (например, через один или более двигателей). В других вариантах выполнения, вторая ось может свободно вращаться и/или инструментальные ролики 124a, 124b, 124c, 124d и подающий ролик 142 могут свободно вращаться вокруг второй оси или вала. Например, вторая ось и/или инструментальные ролики 124a, 124b, 124c, 124d и подающий ролик 142 могут не иметь активного и прямого привода (например, с одним или несколькими двигателями). Скорее, опорный ролик 126 (см. фиг.1), связанный со второй осью или валом, может активно приводиться в движение (например, двигателем). Вращение опорного ролика 126 и/или перемещение листового материала 104 между опорным роликом 126 и инструментальными роликами на второй оси может привести к вращению инструментов и/или роликов на второй оси.
[0053] В некоторых вариантах выполнения, инструменты преобразования на второй оси могут зацепляться и/или проникать в связанный опорный ролик 126. Чтобы изменить положение инструментальных роликов 124a, 124b, 124c, 124d вдоль длины второй оси или вала, может сначала потребоваться освободить инструменты преобразования на них от опорного ролика 126. Это может быть достигнуто путем перемещения второй оси от опорного ролика 126, перемещения опорного ролика 126 от второй оси, или их комбинации посредством одного или более приводов. Альтернативно или дополнительно, инструментальные ролики 124a, 124b, 124c, 124d могут быть повернуты с тем, чтобы повернуть инструменты преобразования от опорного ролика 126, тем самым выводя из взаимодействия инструменты преобразования от опорного ролика 126.
[0054] После того, как инструменты преобразования выведены из взаимодействия от опорного ролика 126, инструментальные ролики 124a, 124b, 124c, 124d могут быть перемещены вдоль длины второй оси или вала, и инструменты преобразования могут быть повторно зацеплены с опорным роликом 126 (например, посредством перемещения второй оси по направлению к опорному ролику 126, перемещения опорного ролика 126 по направлению ко второй оси, поворотом инструментальных роликов 124a, 124b, 124c, 124d так, что инструменты преобразования входят в зацепление с опорным роликом 126, или их комбинации).
[0055] Продолжая ссылаться на фигуры 2A, 2B, теперь внимание будет обращено на инструментальный ролик 128. В проиллюстрированном варианте выполнения, инструментальный ролик 128 включает в себя инструментальные ролики 128a, 128b, установленные на третьей оси или вокруг третьего вала. В проиллюстрированном варианте выполнения, третья ось или вал является, по существу, параллельной первой и второй осям или валам.
[0056] Инструментальные ролики 128a, 128b включают в себя один или более инструментов преобразования, которые могут быть использованы для выполнения одной или более функций преобразования на листовом материале 104. Например, каждый инструментальный ролик 128а и 128b включает в себя один или более клапанных ножей 144. Один или более клапанных ножей 144, показанных на фигурах 2A и 2B, могут быть ножами или лезвиями, образованными на внешней поверхности инструментальных роликов 128a, 128b или радиально выступающими от нее. Один или более клапанных ножей 144 могут продолжаться, в целом, параллельно третьей оси или валу.
[0057] Когда инструментальные ролики 128a, 128b вращаются так, что клапанные ножи 144 зацепляются с листовым материалом 104, клапанные ножи 144 могут образовывать надрезы или выемки в листовом материале 104. Надрезы или выемки, образованные клапанными ножами 144, могут, по меньшей мере, частично определять откидные клапаны шаблона упаковки. В некоторых вариантах выполнения, клапанные ножи 144 продолжаются вдоль всей или значительной части ширины инструментальных роликов 128a, 128b.
[0058] В некоторых вариантах выполнения, инструментальные ролики 128a, 128b могут включать продольные ножи 146. Продольные ножи 146 могут быть ориентированы, в целом, перпендикулярно третьей оси или валу и параллельно длине или направлению подачи листового материала 104. В некоторых вариантах выполнения, продольные ножи 146 могут продолжаться вдоль всей или участка окружности инструментальных роликов 128a, 128b. Продольные ножи 146 могут быть повернуты для взаимодействия с листовым материалом 104, чтобы отрезать участки листового материала 104. Например, продольные ножи 146 могут отрезать участки листового материала 104 рядом с клеевым клапаном, образованным в нем как часть шаблона упаковки. Например, как показано на фиг.2C, продольные ножи 146 могут быть повернуты для взаимодействия с листовым материалом 104 и образования продольных надрезов на краях 147, 149. Надрезы на краях 147, 149 вместе с надрезами на краях 151, 153 (образованных клапанными ножами 144) отрезают излишки листового материала на противоположных сторонах клеевого клапана GF.
[0059] Подобно инструментальным роликам 120 и 124, инструментальные ролики 128a, 128b могут включать в себя один или более упругих элементов 136, расположенных на одной или более сторонах инструментов преобразования, включая клапанные ножи 144 и продольные ножи 146. Кроме того, подобно инструментальным роликам 120 и 124a-124d, инструментальные ролики 128a, 128b могут вращаться вокруг третьей оси или вала, чтобы заставить инструменты преобразования на них зацеплять или выводить из взаимодействия листовой материал 104. Дополнительно, подобно инструментальным роликам 124a-128d, инструментальные ролики 128a, 128b могут также перемещаться симметрично вдоль длины третьей оси или вала или ближе, или дальше друг от друга. Например, инструментальные ролики 128a, 128b расположены дальше друг от друга на фиг.2A, чем на фиг.2B. Расстояние между инструментальными роликами 128a, 128b может определяться шириной образуемого шаблона упаковки. Например, продольные ножи 146 могут быть, в целом, выровнены с инструментами для биговки на инструментальных роликах 124b, 124c. Дополнительно, концы клапанных ножей 144, наиболее близкие к продольному центру третьей оси или вала, могут быть разнесены друг от друга таким образом, что расстояние между отмеченными концами равно желаемому размеру (например, высоте боковой стенки шаблона упаковки) образуемого шаблона упаковки.
[0060] В некоторых вариантах выполнения, инструментальные ролики 128a, 128b могут перемещаться симметрично вдоль длины третьей оси или вала. Например, когда инструментальный ролик 128a перемещается к первому концу третьей оси или осевой линии, инструментальный ролик 128b может перемещаться в противоположном направлении по направлению ко второму концу третьей оси или вала. Аналогичным образом, когда инструментальный ролик 128a перемещается к продольному центру третьей оси или вала, инструментальный ролик 128b может аналогичным образом перемещаться к продольному центру третьей оси или вала. В результате, инструментальные ролики 128a, 128b всегда могут быть расположены на равном расстоянии от продольного центра третьей оси или вала.
[0061] В некоторых вариантах выполнения, вращение третьей оси и/или инструментальных роликов 128a, 128b вокруг третьего вала может активно приводиться в действие (например, посредством двигателя) или свободно вращаться (аналогично второй оси и инструментальных роликов на ней). В других вариантах выполнения, инструменты преобразования на инструментальных роликах 128a, 128b могут быть выведены из взаимодействия от опорного ролика 130 (см. фиг.1), посредством перемещения третьей оси от опорного ролика 130, перемещения опорного ролика 130 от третьей оси, или их комбинации посредством одного или более приводов. Такое выведение из взаимодействия инструментов преобразования может дать возможность инструментальным роликам 128a, 128b быть переставленным вдоль длины третьей оси, и инструменты преобразования могут быть повторно зацеплены с опорным роликом 130 (например, посредством перемещения третьей оси к опорному ролику 130, перемещения опорного ролика 130 к третьей оси, или их комбинации).
[0062] Как отмечалось выше, количество наборов роликов, инструментальных роликов и опорных роликов, а также их порядок и конфигурация инструментов преобразования на них могут быть изменены от одного варианта выполнения к другому. В качестве примера, фиг.3 иллюстрирует другой вариант выполнения узла 116 преобразования. Многие аспекты варианта выполнения, иллюстрированного на фиг.3, могут быть аналогичными или идентичными варианту выполнения, показанному и описанному в связи с фигурами 2A и 2B. Соответственно, нижеследующее описание Фиг.3 будет сосредоточено в первую очередь на аспектах, которые отличаются от варианта выполнения фигур 2A и 2B.
[0063] Как можно видеть на фиг.3, узел 116 преобразования включает в себя множество наборов роликов. Каждый набор роликов включает в себя один или более инструментальных роликов и один или более опорных роликов. В отличие от узла преобразования на фигурах 2A и 2B, который включал в себя три набора роликов, узел преобразования на фигуре 3 включает в себя четыре набора роликов, а именно наборы 150, 152, 154, 156 роликов.
[0064] Набор 150 роликов может включать в себя инструментальный ролик 158 и опорный ролик 160. Инструментальный ролик 158 может включать в себя один или более разделительных ножей и/или упругих элементов, подобных или идентичных инструментальному ролику 120 на фигурах 2A и 2B. Однако, в отличие от инструментального ролика 120, инструментальный ролик 158 не включает в себя инструменты для поперечной биговки в проиллюстрированном варианте выполнения. Скорее, набор 156 роликов включает в себя инструментальный ролик 162, который включает в себя один или более инструментов для поперечной биговки, подобных инструментам 132 для биговки на инструментальном ролике 120. Набор 156 роликов также включает опорный ролик 164.
[0065] Наборы 152 роликов являются, по существу, аналогичными ранее описанному набору роликов, который включает в себя инструментальные ролики 124. Например, набор 152 роликов имеет такие же инструментальные ролики (и соответствующие инструменты преобразования), что и инструментальный ролик 124. Однако, в отличие от этого, расположение инструментальных роликов и опорных роликов на фиг.3 отличается от расположения на Фигурах 2A и 2B. В качестве примера, набор 152 роликов включает в себя инструментальные ролики 152a, 152b, 152c, 152d. Вместо того, чтобы иметь один опорный ролик для всех инструментальных роликов 152a, 152b, 152c, 152d, набор 152 роликов включает в себя отдельные опорные ролики 155a, 155b, 155c, 155d, которые соответствуют инструментальным роликам 152a, 152b, 152c, 152d.
[0066] Дополнительно, расположение инструментальных роликов 152a, 152b, 152c, 152d и опорных роликов 155a, 155b, 155c, 155d является уникальным по сравнению с вариантом, показанным на фигурах 2A и 2B. Например, вместо того, чтобы располагать инструментальные ролики и опорные ролики на противоположной стороне листового материала, некоторые из инструментальных роликов 152a, 152b, 152c, 152d расположены так, чтобы быть на одной стороне листового материала, а некоторые так, чтобы быть на противоположной стороне. Точно так же некоторые из опорных роликов 155a, 155b, 155c, 155d расположены на одной стороне листового материала, а некоторые расположены на противоположной стороне.
[0067] Набор 154 роликов является, по существу, аналогичным ранее описанному набору роликов, который включает в себя инструментальный ролик 128. Например, набор 154 роликов имеет такие же инструментальные ролики (и соответствующие инструменты преобразования), что и инструментальный ролик 128. Однако, в отличие от этого, расположение инструментальных роликов и опорных роликов на фиг.3 отличается от расположения на Фигурах 2A и 2B. Более конкретно, фиг.3 иллюстрирует инструментальные ролики 154a, 154b, расположенные так, чтобы они находились ниже листового материала, а опорные ролики 157a, 157b расположены так, чтобы быть выше листового материала, когда листовой материал продвигается через узел 116 преобразования. В отличие от этого, инструментальный ролик 128 на фигурах 2A и 2B расположен над листовым материалом, а соответствующий опорный ролик (ролики) ниже листового материала.
[0068] Как отмечалось в другом месте в данном документе, относительные термины позиционирования, такие как «выше» и «ниже», используются просто для удобства и не должны быть ограничивающими. Скорее, «выше» и «ниже» используются просто для обозначения одного элемента, расположенного с той или иной стороны от другого элемента. Таким образом, например, хотя инструментальные ролики 154a, 154b и опорные ролики 157a, 157b описаны как расположенные соответственно «ниже» и «выше» листового материала, машина может быть перевернута так, чтобы инструментальные ролики 154a, 154b и опорные ролики 157а, 157b были расположены, соответственно, «выше» и «ниже» листового материала. В целом, элемент может считаться «выше» или «ниже» ссылочного элемента (например, листового материала) до тех пор, пока элемент расположен с одной или другой стороны от ссылочного элемента, независимо от ориентации ссылочного элемента (например, по горизонтали, вертикали, диагонали и т.д.).
[0069] Как отмечалось выше, в дополнение к выполнению функций преобразования листового материала для создания шаблонов упаковки машина 116 преобразования может дополнительно включать в себя узел 110 печати для печати на шаблонах упаковки, как показано на Фигурах 1 и 4. Как показано на фиг.4, узел 110 печати может включать в себя печатающие головки 170, 172 (хотя здесь предполагаются одна печатающая головка, или более двух печатающих головок).
[0070] В проиллюстрированном варианте выполнения, печатающие головки 170, 172 смещены друг относительно друга в направлении подачи листового материала 104. В результате, листовой материал 104 начнет проходить печатающую головку 170 до того, как листовой материал 104 начнет проходить печатающую головку 172. Как можно видеть на фиг.4, печатающие головки 170, 172 расположены так, что набор печатающих головок 170, 172 расположен по центру листового материала 104. В результате, печатающие головки 170, 172 могут, при желании, печатать на листовом материале 104, так что печать центрируется на листовом материале 104.
[0071] В некоторых вариантах выполнения, печатающие головки 170, 172 могут быть подвижными относительно друг друга и листового материала 104. Например, печатающие головки 170, 172 могут перемещаться ближе или дальше друг от друга. В некоторых вариантах выполнения, перемещения печатающих головок 170, 172 могут быть симметричными относительно средней линии машины и/или листового материала 104 (аналогично симметричным движениям инструментальных роликов, описанным выше). Такое симметричное перемещение может позволить печатающим головкам 170, 172 регулироваться по размеру шаблона упаковки, на котором осуществляется печать. Например, печатающие головки 170, 172 могут раздвигаться дальше, чтобы печатать на более крупном шаблоне упаковки, и могут двигаться ближе друг к другу, чтобы печатать на меньшем шаблоне упаковки. Смещение печатающих головок 170, 172 может позволить печатающим головкам 170, 172 двигаться еще ближе друг к другу, даже частично перекрывая друг друга, как показано на фиг.4.
[0072] Вкратце вернемся к фиг.1. Как отмечено выше, листовой материал 104 может быть расположен в пачках 102. Для образования пачки 102 из листового материала 104, листовой материал 104 в этом варианте выполнения складывается назад и вперед на себя. Из-за такой схемы сгиба, пачки 102 иногда называют пачками с z-образным сгибом или фальцовкой гармошкой. При образовании пачки 102, в листовом материале 104 образуются линии 180 сгиба 180 для фальцовки гармошкой. Когда листовой материал 104 извлекается из пачки 102, линии 180 сгиба для фальцовки гармошкой разворачиваются. К сожалению, однако, линии 180 сгиба для фальцовки гармошкой могут попытаться повторно сложить листовой материал 104, что может вызвать проблемы, когда листовой материал 104 продвигается через машину 116 для преобразования. Например, сгибание листового материала 104 по линиям 180 сгиба для фальцовки гармошкой может привести к застреванию листового материала 104 в машине 116 для преобразования.
[0073] Фигуры 5A и 5B иллюстрируют один механизм для ограничения или предотвращения линий 108 сгиба фальцовки гармошкой от складывания листового материала 104. Фигуры 5A и 5B иллюстрируют вид сечения листового материала 104 (показывающего ширину листового материала 104). Как можно видеть, листовой материал 104 имеет дугообразную или изогнутую конфигурацию. Когда листовой материал 104 имеет такую дугообразную или изогнутую конфигурацию, любые складки (включая линии 180 сгиба фальцовки гармошкой), которые продолжаются между противоположными сторонами листового материала 104, будут принудительно развернуты или предотвращены от складывания. В результате, листовой материал 104 с меньшей вероятностью будет захватываться или застревать в машине 116 для преобразования.
[0074] На фигурах 5A и 5B, листовой материал 104 расположен или удерживается в дугообразной или изогнутой конфигурации элементами 182, 184, 186. В проиллюстрированном варианте выполнения, элементы 182, 186 зацепляют верхнюю поверхность листового материала 104, а элемент 184 зацепляет нижнюю поверхность листового материала 104. Как может быть видно на фигурах 5A и 5B, размещение элемента 184 относительно элементов 182, 186 заставляет листовой материал 104 выгибаться или изгибаться, как показано. Например, нижние поверхности элементов 182, 186 и верхняя поверхность элемента 184 могут быть, в целом, выровнены друг с другом. В качестве примера, верхняя поверхность элемента 184 может быть смещена по вертикали ниже, чем нижние поверхности элементов 182, 186 (например, поверхности могут быть разнесены по вертикали) на размер, который меньше толщины листового материала 104. В некоторых вариантах выполнения, верхняя поверхность элемента 184 и нижняя поверхность элементов 182, 186 могут лежать в одной и той же вертикальной плоскости. В других вариантах выполнения, верхняя поверхность элемента 184 может быть вертикально выше, чем нижние поверхности элементов 182, 186.
[0075] Элементы 182, 184, 186 могут включать в себя направляющие, ремни, роликовые колеса или любой другой подходящий механизм для выгибания или изгиба листового материала 104, как описано. Хотя на фигурах 5A и 5B показаны элементы 182, 186 над листовым материалом 104 и элемент 184 под листовым материалом 104, следует понимать, что предполагается обратное расположение, так что листовой материал 104 будет выгибаться или изгибаться в противоположном направлении.
[0076] Теперь обратим внимание на фигуры 6A, 6B и 6C, которые иллюстрируют другие механизмы для ограничения или предотвращения складок (включая линии 180 сгиба фальцовки гармошкой) от нежелательного складывания листового материала 104. Механизмы, показанные на фигурах 6A, 6B и 6C, могут использоваться в комбинации или отдельно друг от друга и/или механизма, показанного на фигурах 5A и 5B.
[0077] Как можно увидеть на фигурах 6A, 6B и 6C, узел 116 преобразования включает в себя противоположные приводные ремни 190, 191, которые продолжаются, по меньшей мере, частично через них и, по меньшей мере, между некоторыми из инструментальных роликов и/или опорных роликов. Приводные ремни 190, 191 могут способствовать продвижению листового материала 104 через узел 116 преобразования. Дополнительно, приводные ремни 190, 191 могут зацепляться с листовым материалом 104 для ограничения или предотвращения складывания листового материала 104 (например, по линиям 180 сгиба фальцовки гармошкой) по направлению к приводным ремням 190, 191. Хотя проиллюстрированный вариант выполнения включает в себя два приводных ремня (например, 190, 191), другие варианты выполнения могут включать в себя один приводной ремень (например, приводной ремень 190 или приводной ремень 191). Еще другие варианты выполнения могут включать более двух приводных ремней.
[0078] Фигуры 6A, 6B, 6C также иллюстрируют серию щеток 192, 193. Щетки 192, 193 могут быть расположены рядом с инструментальным роликом 194 и/или опорным роликом 195, так что щетки зацепляются с листовым материалом 104 непосредственно после того, как листовой материал 104 пройдет мимо инструментального ролика 194 и/или опорного ролика 195. Щетки 192, 193 могут действовать для ограничения или предотвращения листового материала 104 от складывания или даже распрямлять листовой материал 104, если он сложен. В некоторых вариантах выполнения, щетки 192, 193 ограничивают или предотвращают складывание листового материала 104 достаточно долго, чтобы приводной ремень (ремни) 190, 191 и/или другие приводные ремни зацеплялись с листовым материалом 104 и ограничивали или предотвращали листовой материал 104 от складывания. Например, щетки 192, 193 могут вращаться в противоположном направлении (например, щетки 192 вращаются против часовой стрелки, а щетки 193 вращаются по часовой стрелке в проиллюстрированном варианте выполнения, показанном на фиг.6B), для предотвращения складывания листового материала 104 в направлении щеток 192, 193. Окружная скорость щеток (например, около радиальных концов щеток 192, 193) может быть, по меньшей мере, выше, или выше скорости подачи листового материала 104.
[0079] Система управления может управлять работой машины для преобразования. Более конкретно, система управления может управлять подачей листового материала и/или размещением различных компонентов машины для преобразования. Например, система управления может управлять позиционированием инструментальных роликов вдоль длины осей или валов так, чтобы инструменты преобразования располагались относительно ширины листового материала, чтобы выполнять функции преобразования на желаемом участке (участках) листового материала. Дополнительно, система управления может управлять вращением инструментальных роликов, чтобы требуемый инструмент (инструменты) преобразования зацеплял листовой материал в желаемом месте (местах). В некоторых вариантах выполнения, система управления также синхронизирует работу различных компонентов машин преобразования. Например, система управления может управлять скоростью подачи листового материала и вращением инструментальных роликов, чтобы инструменты преобразования выполняли функции преобразования в желаемом месте (местах) на листовом материале.
[0080] В некоторых вариантах выполнения, синхронизация, выполняемая системой управления, выполняется между моментами, когда различные инструменты преобразования зацепляются с листовым материалом и/или опорным роликом (роликами). Например, инструментальный ролик 120 может вращаться вокруг первой оси или вала для выведения из взаимодействия его инструментов преобразования от листового материала и/или опорного ролика 122. В то время как инструменты преобразования инструментального ролика 120 выведены из зацепления листового материала, листовой материал может быть (или продолжать) продвинут в узел преобразования или через него. Основываясь, по меньшей мере, частично, на скорости, с которой продвигается листовой материал, система управления может управлять, когда и в каком направлении вращать инструментальный ролик 120, так что конкретный инструмент преобразования на нем будет зацеплять листовой материал, так что конкретный инструмент зацепляется в правильном положении на листовом материале. Точно так же, вращение инструментальных роликов 128a, 128b на третьей оси или вокруг третьего вала может управляться для взаимодействия или выведения из взаимодействия конкретных инструментов преобразования с листовым материалом, по меньшей мере, частично, на основе скорости продвижения листового материала.
[0081] Система управления может координировать скорость продвижения листового материала и вращение (направление и синхронизацию) инструментальных роликов, так что желаемые инструменты преобразования на различных инструментальных роликах зацепляются с листовым материалом в желаемых местах на листовом материале. Чтобы отрегулировать размер шаблонов упаковки, система управления может увеличивать или уменьшать скорость продвижения листового материала (например, регулируя скорость вращения одного или более опорных роликов или приводных ремней) и/или время, когда инструментальные ролики вращаются во взаимодействии с листовым материалом.
[0082] Кроме того, система управления может управлять поперечными регулировками инструментальных роликов по длине их соответствующих осей или валов. Например, в промежутке времени между зацеплением с участками листового материала, которые будут образовать последовательные шаблоны упаковки, система управления может заставить инструментальные ролики перемещаться вдоль длины их соответствующих осей или валов. В качестве примера, ссылаясь к фиг.2A, после того, как инструментальные ролики 124a, 124b, 124c, 124d завершили выполнение функций преобразования на шаблоне упаковки и перед началом выполнения функций преобразования в последующем шаблоне упаковки, система управления может заставить инструментальные ролики 124a, 124b, 124c, 124d к изменению положения вдоль второй оси или вала на основе размеров последующего шаблона упаковки. Система управления может координировать такую корректировку, чтобы она происходила между последовательными шаблонами упаковки. В некоторых вариантах выполнения, система управления координирует такие корректировки, по меньшей мере, частично, на основе скорости продвижения листового материала и/или времени, когда выполнялись предыдущие функции преобразования (например, выполняемые инструментальным роликом 120).
[0083] Следует понимать, что количество, размещение и порядок инструментов преобразования могут варьироваться от одного варианта выполнения к другому. Например, инструменты преобразования могут различаться в зависимости от типа или стиля образуемого шаблона упаковки. Кроме того, хотя инструментальные ролики и опорные ролики показаны как имеющие в целом круглые сечения, это является всего лишь примером. Например, в некоторых вариантах выполнения, один или более инструментальных роликов и/или опорных роликов могут иметь не круглое сечение, такое как овальное, квадратное и т.д. Также будет принято во внимание, что система управления может синхронизировать инструментальные ролики и/или скорость продвижения листового материала для регулировки, по меньшей мере, некоторых размеров шаблона упаковки без необходимости замены или изменения порядка инструментов преобразования.
[0084] В некоторых вариантах выполнения, машина для преобразования согласно настоящему раскрытию может включать в себя один или более датчиков. Один или более датчиков могут определять текущие положения или другие рабочие параметры различных компонентов машины (например, инструментальных роликов, инструментов преобразования, листового материала, механизмов продвижения и т.д.). Один или более датчиков могут передавать обнаруженную информацию в систему управления, чтобы дать возможность системе управления эффективно и точно управлять работой машины для преобразования.
[0085] В свете вышеизложенного, будет понятно, что узел преобразования согласно настоящему раскрытию может включать в себя множество наборов роликов. Каждый набор роликов может включать в себя один или более инструментальных роликов с одним или несколькими инструментами преобразования на них. Каждый набор роликов может также включать в себя один или более опорных роликов напротив инструментальных роликов для поддержки листового материала, поскольку инструменты преобразования выполняют одну или более функций преобразования в отношении листового материала. Также будет понятно, что порядок или расположение наборов роликов и связанных с ними инструментов преобразования может изменяться от одного варианта выполнения к другому.
[0086] Также будет понятно, что узел преобразования, раскрытый в данном документе, может обеспечивать симметричное перемещение инструментальных роликов на общих осях или валах. Например, если ось или вал включает в себя набор инструментальных роликов, инструментальные ролики могут перемещаться симметрично (например, на равное расстояние в противоположных направлениях) вдоль длины оси или вала. В результате, узел преобразования может образовать шаблоны упаковки, симметричные по их длинам.
[0087] Также будет понятно, что узел преобразования, раскрытый в данном документе, может обеспечивать асимметричное перемещение инструментальных роликов на общих осях или валах. Например, если ось или вал включает в себя набор инструментальных роликов, инструментальные ролики могут перемещаться асимметрично (например, на неравные расстояния и/или в общих направлениях) по длине оси или вала. В результате, узел преобразования может образовать шаблоны упаковки, асимметричные по их длинам.
[0088] Узел преобразования, описанный здесь, может обеспечить множество преимуществ и достоинств по сравнению с существующими технологиями. Например, посредством обеспечения инструментов преобразования на разных роликах, включая ролики на разных осях или валах, можно значительно увеличить скорость, с которой листовой материал может быть преобразован в шаблоны упаковки различных размеров. Повышенная скорость может быть достигнута, по меньшей мере, частично, потому, что некоторые из инструментальных роликов могут быть перемещены или переориентированы при подготовке к выполнению определенных функций преобразования, в то время как инструменты преобразования на других инструментальных роликах выполняют функции преобразования. Другими словами, описанные здесь узлы преобразования могут работать с непрерывной или почти непрерывной (и обычно более высокой) скоростью. Напротив, существующие технологии требуют запусков и остановок в процессе преобразования, чтобы дать время для корректировки инструментов преобразования.
[0089] Кроме того, возможность регулировки положения и/или ориентации инструментальных роликов «на лету» позволяет узлам преобразования, раскрытым в данном документе, быть особенно полезными при изготовлении шаблонов различных размеров. Как используется здесь, регулировка положения и/или ориентации инструментальных роликов «на лету» включает в себя настройку положения или ориентации, по меньшей мере, некоторых из инструментальных роликов после того, как они выполняют функции преобразования для образования первого шаблона упаковки и до того, как они выполнят функцию преобразования для образования второго шаблона упаковки. Как используется здесь, регулировка положения и/или ориентации инструментальных роликов «на лету» также может включать в себя регулировку положения и/или ориентации, по меньшей мере, некоторых из инструментальных роликов, в то время как некоторые другие инструментальные ролики все еще выполняют функции преобразования на листовом материале.. Такая регулировка «на лету» может значительно увеличить пропускную способность узла преобразования. Дополнительно, такая регулировка «на лету» может позволить образовать партии шаблонов упаковки, равные единичному шаблону упаковки, без значительного или заметного снижения производительности узла преобразования.
[0090] Отмеченные преимущества являются особенно полезными, когда изготавливаются шаблоны упаковки различных размеров, а не большие партии шаблона упаковки одного размера. Например, в области электронной коммерции, размер подлежащих упаковке товаров может варьироваться от одного заказа к другому. В результате, машина для преобразования, которая может быстро приспосабливаться к постоянно меняющимся требованиям (например, размерам) для шаблонов упаковки, может увеличить скорость обработки заказов (например, упаковки и отправки).
[0091] В свете раскрытия в данном документе, узел преобразования для выполнения множества функций преобразования листового материала, для преобразования листового материала в шаблоны упаковки может включать в себя множество инструментальных роликов. На каждом из инструментальных роликов может быть один или более инструментов преобразования. Один или более инструментов преобразования на отдельном инструментальном ролике могут быть выполнены с возможностью выполнения подмножества из множества функций преобразования, которые преобразуют листовой материал в шаблоны упаковки.
[0092] В некоторых вариантах выполнения, по меньшей мере, некоторые из множества инструментальных роликов расположены последовательно рядом друг с другом, так что множество инструментальных роликов последовательно зацепляют листовой материал.
[0093] В некоторых вариантах выполнения, множество инструментальных роликов содержит первый инструментальный ролик на первой оси и, по меньшей мере, два инструментальных ролика на второй оси. Первый инструментальный ролик может выборочно вращаться на первой оси или вокруг нее, чтобы выборочно зацеплять листовой материал одним или несколькими инструментами преобразования на нем. По меньшей мере, два инструментальных ролика на второй оси могут выборочно вращаться на второй оси или вокруг нее для выборочного взаимодействия одного или более инструментов преобразования, по меньшей мере, на двух инструментальных роликах с листовым материалом.
[0094] В некоторых вариантах выполнения, первый инструментальный ролик содержит один или более разделительных ножей, выполненных с возможностью для поперечного разрезания листового материала на отдельные части, которые могут быть преобразованы в отдельные шаблоны упаковки. Отдельные части могут быть расположены последовательно в направлении подачи листового материала.
[0095] В некоторых вариантах выполнения, первый инструментальный ролик дополнительно содержит один или более инструментов для поперечной биговки, выполненных с возможностью образования поперечных складок в листовом материале как части преобразования листового материала в шаблоны упаковки.
[0096] В некоторых вариантах выполнения, первый инструментальный ролик содержит один или более инструментов для поперечной биговки, выполненных с возможностью образования поперечных складок в листовом материале как части преобразования листового материала в шаблоны упаковки.
[0097] В некоторых вариантах выполнения, по меньшей мере, два инструментальных ролика на второй оси содержат первый и второй инструментальные ролики. Каждый из первого и второго инструментальных роликов содержит инструмент для продольной биговки, выполненный с возможностью образования продольной складки в листовом материале, как части преобразования листового материала в шаблоны упаковки.
[0098] В некоторых вариантах выполнения, первый и второй инструментальные ролики выполнены с возможностью выборочного перемещения вдоль длины второй оси.
[0099] В некоторых вариантах выполнения, первый и второй инструментальные ролики выполнены с возможностью симметричного перемещения вдоль длины второй оси относительно средней линии узла преобразования.
[0100] В некоторых вариантах выполнения, по меньшей мере, два инструментальных ролика на второй оси содержат третий и четвертый инструментальные ролики. Каждый из третьего и четвертого инструментальных роликов содержит нож для обрезки боковой стороны, выполненный с возможностью отрезания избыточной боковой стороны от листового материала, как части преобразования листового материала в шаблоны упаковки.
[0101] В некоторых вариантах выполнения, третий и четвертый инструментальные ролики выполнены с возможностью выборочного перемещения вдоль длины второй оси.
[0102] В некоторых вариантах выполнения, третий и четвертый инструментальные ролики выполнены с возможностью симметричного перемещения вдоль длины второй оси вокруг средней линии узла преобразования.
[0103] В некоторых вариантах выполнения, каждый из третьего и четвертого инструментальных роликов содержит один или более дополнительных ножей, которые выполнены с возможностью разрезания избыточной боковой стороны листового материала на более мелкие части.
[0104] В некоторых вариантах выполнения, включен элемент притяжения, который выполнен с возможностью притяжения меньших частей обрезанной боковой стороны к желаемой области.
[0105] В некоторых вариантах выполнения, множество инструментальных роликов содержат, по меньшей мере, два инструментальных ролика на третьей оси. По меньшей мере, два инструментальных ролика на третьей оси являются выборочно вращательными на третьей оси или вокруг нее для выборочного взаимодействия одного или более инструментов преобразования, по меньшей мере, на двух инструментальных роликах на третьей оси с листовым материалом.
[0106] В некоторых вариантах выполнения, по меньшей мере, два инструментальных ролика на третьей оси содержат первый и второй инструментальные ролики на третьей оси. Каждый из первого и второго инструментальных роликов на третьей оси содержит один или более клапанных ножей, выполненных с возможностью образования прорезей в листовом материале, по меньшей мере, для частичного образования клапанов в шаблонах упаковки.
[0107] В некоторых вариантах выполнения, по меньшей мере, два инструментальных ролика на третьей оси содержат первый и второй инструментальные ролики на третьей оси. Каждый из первого и второго инструментальных роликов на третьей оси содержит один или более продольных ножей, выполненных с возможностью образования продольных разрезов в листовом материале.
[0108] В некоторых вариантах реализации, по меньшей мере, два инструментальных ролика на третьей оси выполнены с возможностью выборочного перемещения вдоль длины третьей оси.
[0109] В некоторых вариантах выполнения, по меньшей мере, два инструментальных ролика выполнены с возможностью симметричного перемещения вдоль длины третьей оси вокруг средней линии узла преобразования.
[0110] В некоторых вариантах выполнения, один или более упругих элементов расположены рядом с одним или несколькими из одного или более инструментов преобразования.
[0111] В некоторых вариантах выполнения, предусмотрен приводной ремень для содействия продвижению листового материала через узел преобразования.
[0112] В некоторых вариантах выполнения, приводной ремень выполнен с возможностью ограничения или предотвращения складывания листового материала вверх или вниз по мере продвижения листового материала через узел преобразования.
[0113] В некоторых вариантах выполнения, одна или более щеток расположены рядом, по меньшей мере, с одним из инструментальных роликов. Одна или более щеток выполнены с возможностью ограничения или предотвращения складывания листового материала вверх или вниз после того, как листовой материал проходит мимо, по меньшей мере, одного из инструментальных роликов.
[0114] В некоторых вариантах выполнения, предусмотрены один или более опорных роликов.
[0115] В некоторых вариантах выполнения, один или более опорных роликов содержат единственный опорный ролик, расположенный напротив множества инструментальных роликов.
[0116] В некоторых вариантах выполнения, один или более опорных роликов содержат опорный ролик, расположенный напротив каждого из множества инструментальных роликов.
[0117] В некоторых вариантах выполнения, по меньшей мере, для одного из одного или более инструментов преобразования, только участок, по меньшей мере, одного инструмента преобразования используется для выполнения функции преобразования для шаблона упаковки, имеющего первый размер, и все, по меньшей мере, из одного инструмента преобразования используются для выполнения функции преобразования для шаблона упаковки, имеющего второй размер.
[0118] В некоторых вариантах выполнения, один или более инструментальных роликов сконфигурированы так, чтобы их инструменты преобразования были выведены из взаимодействия листового материала и переставлены или переориентированы, в то время как один или более других инструментальных роликов выполняют функции преобразования на листовом материале.
[0119] В другом варианте выполнения, машина для преобразования для преобразования листового материала в шаблоны упаковки включает устройство смены подачи и узел преобразования. Устройство смены подачи выполнено с возможностью выборочной подачи листовых материалов с различными характеристиками в машину для преобразования. Узел преобразования выполнен с возможностью выполнения множества функций преобразования на листовом материале для преобразования листового материала в шаблоны упаковки. Узел преобразования включает в себя, по меньшей мере, первый и второй наборы роликов. Первый набор роликов содержит первый инструментальный ролик на первой оси или валу. Первый инструментальный ролик содержит один или более инструментов поперечного преобразования на нем и является выборочно вращательным на или вокруг первой оси или вала для выборочного взаимодействия одного или более инструментов поперечного преобразования на нем с листовым материалом. Второй набор роликов включает, по меньшей мере, первый и второй инструментальные ролики на второй оси или валу. Каждый из первого и второго инструментальных роликов на второй оси или валу содержит один или более инструментов поперечного преобразования и/или один или более инструментов продольного преобразования на них. Первый и второй инструментальные ролики являются выборочно вращательными на или вокруг второй оси или вала для выборочного взаимодействия одного или более инструментов поперечного преобразования и/или одного или более инструментов продольного преобразования на них с листовым материалом. Первый и второй инструментальные ролики являются выборочно перемещаемыми вдоль длины второй оси или вала для переустановки одного или более инструментов поперечного преобразования и/или одного или более инструментов продольного преобразования относительно листового материала.
[0120] В некоторых вариантах выполнения, второй набор роликов дополнительно содержит третий и четвертый инструментальные ролики на второй оси. Каждый из третьего и четвертого инструментальных роликов содержит один или более инструментов поперечного преобразования и/или один или более инструментов продольного преобразования.
[0121] В некоторых вариантах выполнения, узел преобразования дополнительно содержит третий набор роликов, имеющий, по меньшей мере, первый и второй инструментальные ролики на третьей оси или валу. Каждый из первого и второго инструментальных роликов на третьей оси или валу включает в себя один или более инструментов поперечного преобразования и/или один или более инструментов продольного преобразования.
[0122] В некоторых вариантах выполнения, перемещения первого и второго инструментальных роликов являются симметричными относительно средней линии узла преобразования.
[0123] В некоторых вариантах выполнения, устройство смены подачи выполнено с возможностью изменения того, какой листовой материал подается в машину для преобразования, даже когда узел преобразования выполняет функции преобразования на предыдущем шаблоне упаковки.
[0124] В некоторых вариантах выполнения, механизм продвижения выполнен с возможностью продвижения листового материала через машину для преобразования.
[0125] В некоторых вариантах выполнения, механизм продвижения содержит один или более опорных роликов, расположенных напротив инструментального ролика.
[0126] В некоторых вариантах выполнения, механизм продвижения содержит один или более приводных ремней.
[0127] В некоторых вариантах выполнения, система управления выполнена с возможностью синхронизации перемещений инструментальных роликов и скорости, с которой механизм продвижения продвигает листовой материал через машину для преобразования.
[0128] В некоторых вариантах выполнения, система управления выполнена с возможностью вращения инструментальных роликов для взаимодействия инструментов преобразования с заданными участками листового материала.
[0129] В некоторых вариантах выполнения, система управления выполнена с возможностью вращения инструментальных роликов инструмента для взаимодействия инструментов преобразования с заданными участками листового материала, по меньшей мере, частично, на основе скорости продвижения листового материала.
[0130] В некоторых вариантах выполнения, система управления выполнена с возможностью заставить первый и второй инструментальные ролики на второй оси или валу перемещаться вдоль длины второй оси или вала после выполнения функций преобразования для образования первого шаблона упаковки и до выполнения функции преобразования для образования второго шаблона упаковки.
[0131] В некоторых вариантах выполнения, предусмотрен механизм для предотвращения нежелательного складывания листового материала.
[0132] В некоторых вариантах выполнения, механизм для предотвращения нежелательного складывания листового материала содержит множество удерживающих элементов, расположенных и выполненных с возможностью удержания листового материала в выгнутой или дугообразной форме.
[0133] В некоторых вариантах выполнения, удержание листового материала в выгнутой или дугообразной форме выполняется с возможностью удержания листового материала прямо в направлении, перпендикулярном кривизне выгнутости или дуги, даже когда листовой материал включает линию сгиба фальцевания гармошкой на нем.
[0134] В некоторых вариантах выполнения, направление, перпендикулярное кривизне выгнутости или дуги, является параллельным направлению подачи листового материала через машину для преобразования.
[0135] В некоторых вариантах выполнения, механизм для предотвращения нежелательного складывания листового материала содержит одну или более вращающихся щеток, которые взаимодействуют с листовым материалом и вращаются, чтобы предотвратить складывание листового материала или даже выпрямить его, если он уже сложен.
[0136] Согласно другому варианту выполнения, способ выполнения множества функций преобразования для листового материала для преобразования листового материала в шаблоны упаковки включает в себя выполнение первого подмножества функций преобразования из множества функций преобразования для листового материала одним или несколькими инструментальными роликами на первой оси или валу и выполнение второго подмножества функций преобразования из множества функций преобразования на листовом материале одним или несколькими инструментальными роликами на второй оси или валу.
[0137] В некоторых вариантах выполнения, выполнение первого подмножества функций преобразования содержит выполнение единственной функции преобразования на листовом материале.
[0138] В некоторых вариантах выполнения, выполнение одной функции преобразования включает разрезание листового материала на отдельные части для использования при изготовлении отдельных шаблонов упаковки. Отдельные части расположены последовательно в направлении подачи листового материала.
[0139] В некоторых вариантах выполнения, выполнение первого подмножества функций преобразования содержит выполнение первой и второй функций преобразования на листовом материале.
[0140] В некоторых вариантах выполнения, выполнение первой и второй функций преобразования, содержит выполнение разделительного разреза и одной или более поперечных складок в листовом материале.
[0141] В некоторых вариантах выполнения, выполнение второго подмножества функций преобразования на листовом материале включает образование одной или более продольных складок в листовом материале набором инструментальных роликов на второй оси или валу.
[0142] В некоторых вариантах выполнения, выполнение второго подмножества функций преобразования на листовом материале включает отрезание боковой стороны от листового материала вторым набором инструментальных роликов на второй оси или валу.
[0143] В некоторых вариантах выполнения, способ также включает выполнение третьего подмножества функций преобразования на листовом материале одним или несколькими инструментальными роликами на третьей оси или валу.
[0144] В некоторых вариантах выполнения, выполнение третьего подмножества функций преобразования содержит образование одного или более поперечных разрезов в листовом материале набором инструментальных роликов на третьей оси или валу. Один или более поперечных разрезов, по меньшей мере, частично образуют один или более клапанов шаблона упаковки.
[0145] В некоторых вариантах выполнения, выполнение третьего подмножества функций преобразования содержит образование одного или более поперечных разрезов в листовом материале набором инструментальных роликов на третьей оси или валу. Один или более поперечных разрезов, по меньшей мере, частично образуют один или более клапанов шаблона упаковки.
[0146] В некоторых вариантах выполнения, способ также включает продвижение листового материала, в целом, с постоянной скоростью при выполнении множества функций преобразования листового материала для преобразования листового материала в шаблоны упаковки.
[0147] В некоторых вариантах выполнения, выполнение второго подмножества функций преобразования включает регулировку положений набора инструментальных роликов по длине второй оси или вала набора инструментальных роликов.
[0148] В некоторых вариантах осуществления регулировка положений набора инструментальных роликов включает симметричное перемещение инструментальных роликов по длине второй оси или оси.
[0149] Настоящее изобретение может быть воплощено в других конкретных формах без отхода от его духа или существенных характеристик. Описанные варианты осуществления следует рассматривать во всех отношениях как иллюстративные, а не ограничивающие. Объем изобретения, поэтому, указывается прилагаемой формулой изобретения, нежели предшествующим описанием. Все изменения, которые оказываются в пределах значения и диапазона эквивалентности формулы изобретения, должны включаться в пределы ее объема.
| название | год | авторы | номер документа |
|---|---|---|---|
| РЕГУЛИРУЕМЫЕ РЕЖУЩИЕ И БИГОВОЧНЫЕ ГОЛОВКИ ДЛЯ СОЗДАНИЯ СРЕЗОВ И БОРОЗДОК ПОД УГЛОМ | 2019 |
|
RU2801141C2 |
| ПОДАЮЩИЙ, РАЗДЕЛИТЕЛЬНЫЙ И БИГОВАЛЬНЫЙ МЕХАНИЗМЫ УПАКОВОЧНОЙ МАШИНЫ | 2022 |
|
RU2786160C1 |
| ПОДАЮЩИЙ, РАЗДЕЛИТЕЛЬНЫЙ И БИГОВАЛЬНЫЙ МЕХАНИЗМЫ УПАКОВОЧНОЙ МАШИНЫ | 2019 |
|
RU2765224C1 |
| ПОДАЮЩИЙ, РАЗДЕЛИТЕЛЬНЫЙ И БИГОВАЛЬНЫЙ МЕХАНИЗМЫ УПАКОВОЧНОЙ МАШИНЫ | 2019 |
|
RU2777383C2 |
| ПРЕОБРАЗУЮЩАЯ МАШИНА С МЕХАНИЗМОМ ОБНАРУЖЕНИЯ СКЛАДКИ | 2018 |
|
RU2769414C2 |
| ПРЕОБРАЗУЮЩАЯ МАШИНА С МЕХАНИЗМОМ ОБНАРУЖЕНИЯ СКЛАДКИ | 2018 |
|
RU2758178C2 |
| ОБРАБАТЫВАЮЩАЯ МАШИНА | 2012 |
|
RU2614483C2 |
| ОБРАБАТЫВАЮЩАЯ МАШИНА | 2012 |
|
RU2731337C2 |
| СИСТЕМА ДЛЯ ОБРАБОТКИ ИЗДЕЛИЙ | 2009 |
|
RU2499756C2 |
| РЕЗАЛЬНЫЙ И БИГОВАЛЬНЫЙ ДИСКОВЫЙ УЗЕЛ И СПОСОБ РЕЗКИ И БИГОВКИ СЖИМАЕМОГО МАТЕРИАЛА | 2006 |
|
RU2397859C2 |
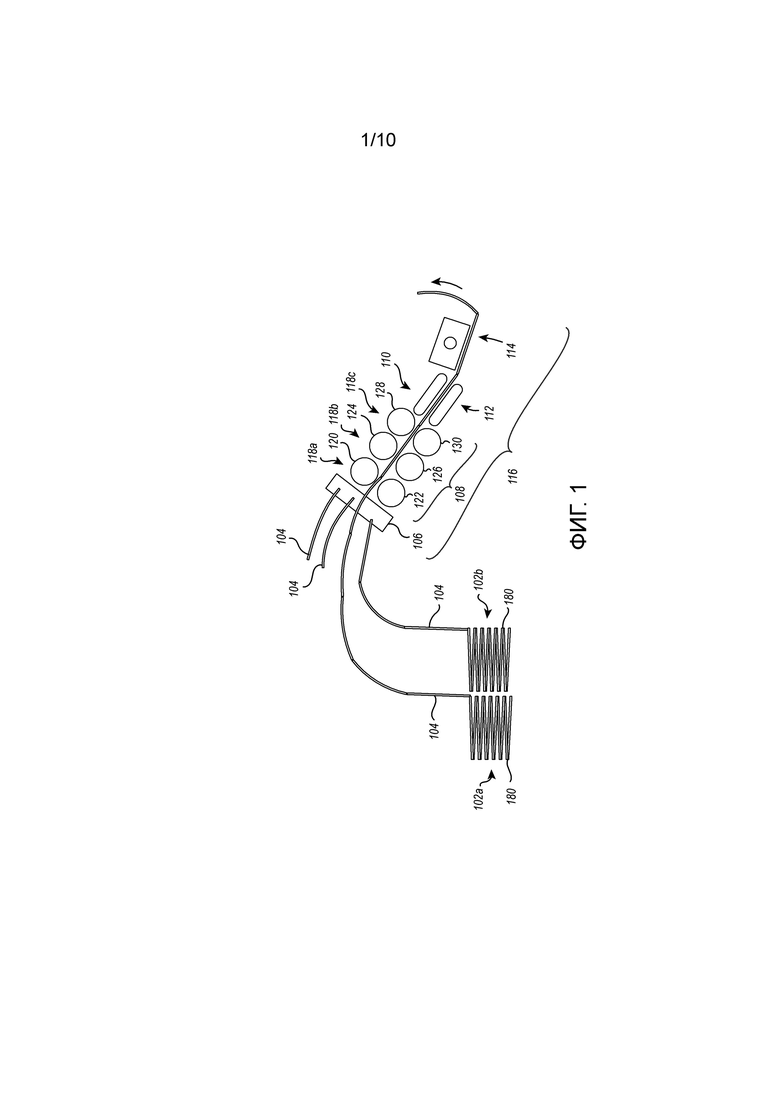
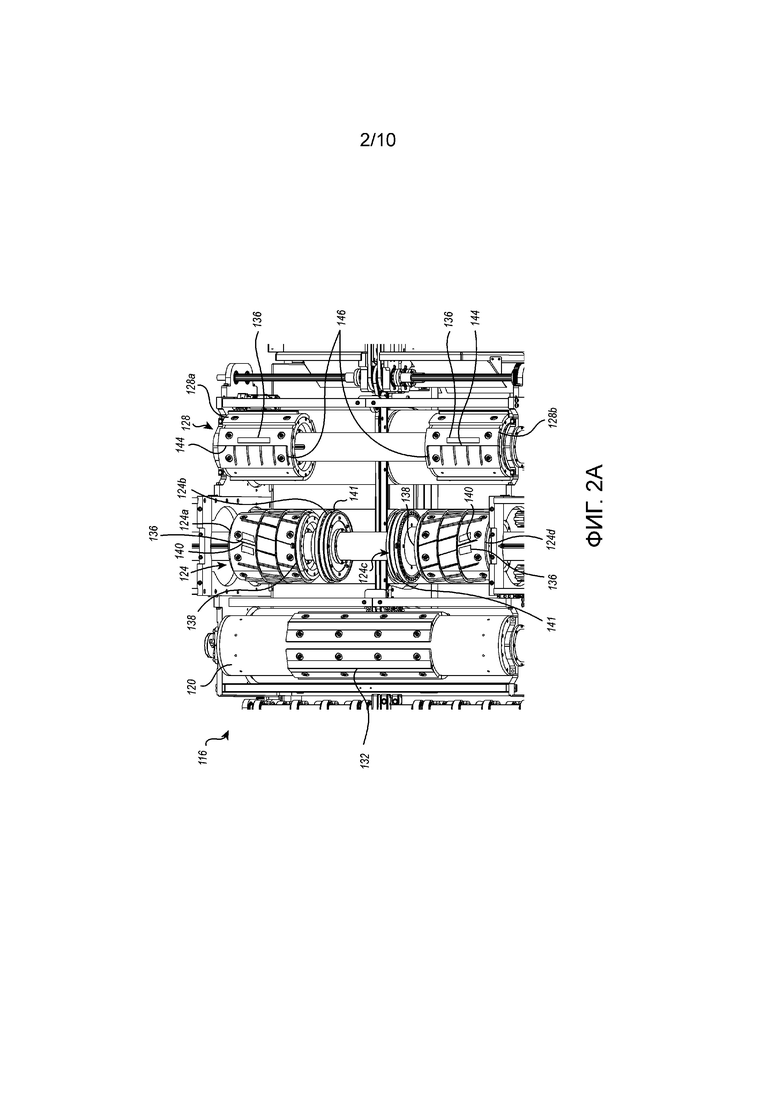
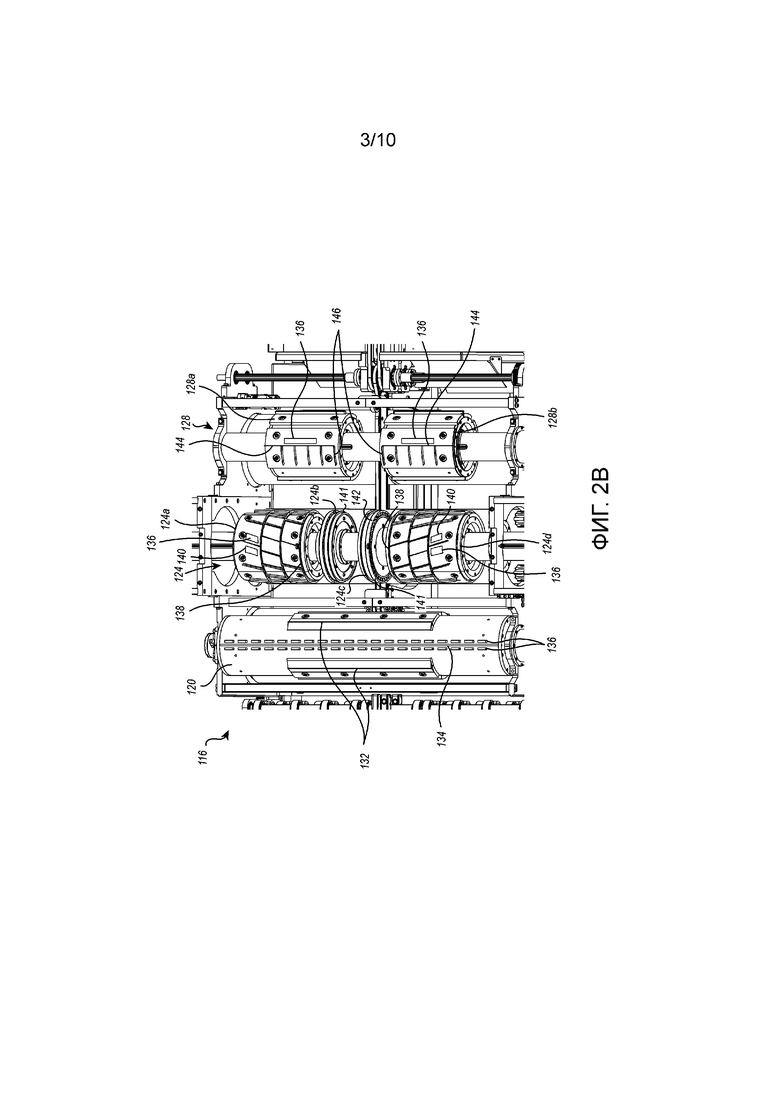
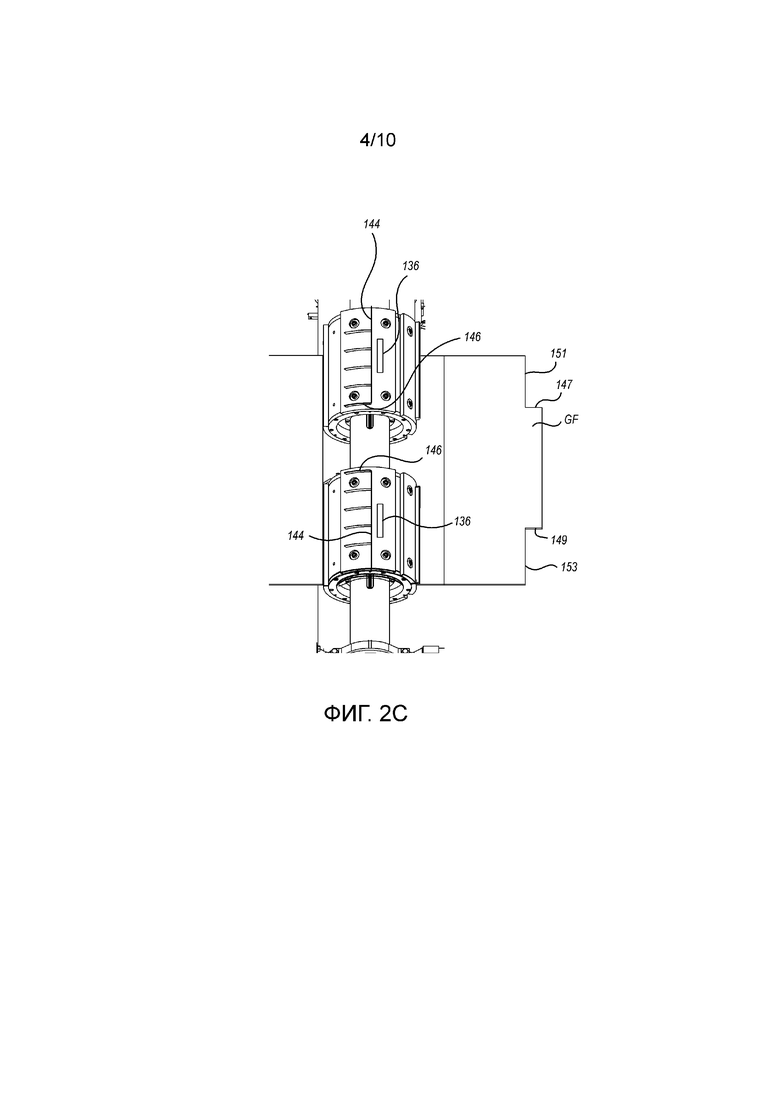
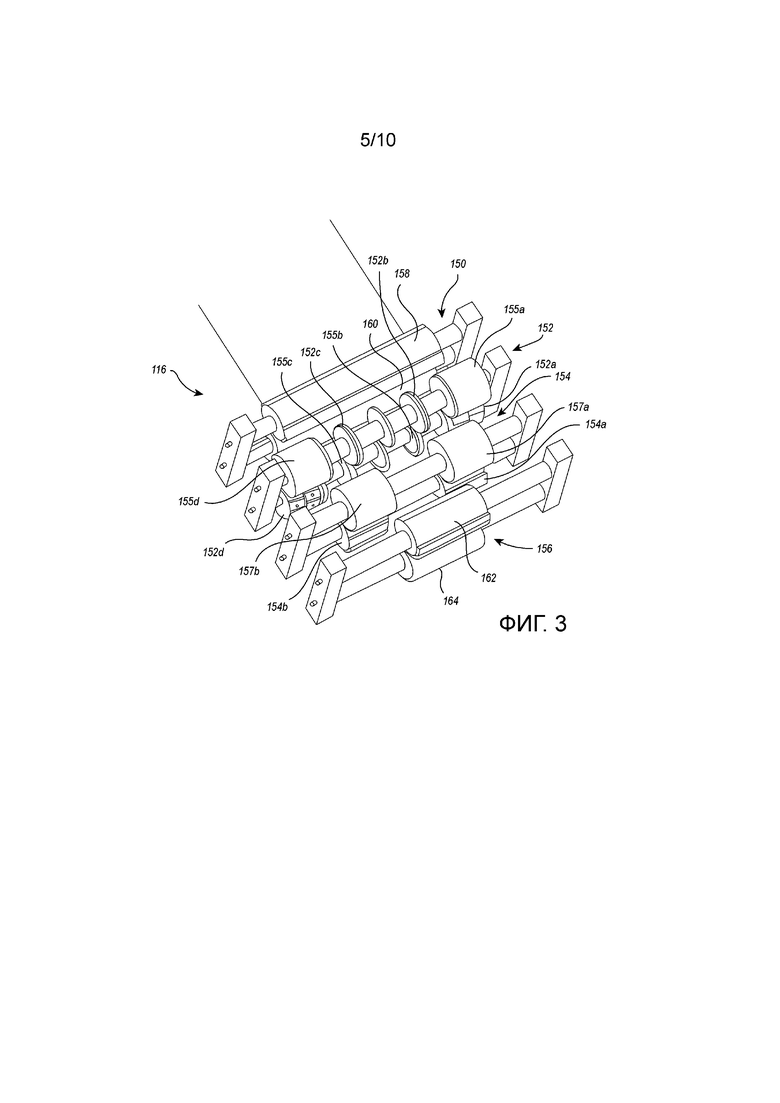
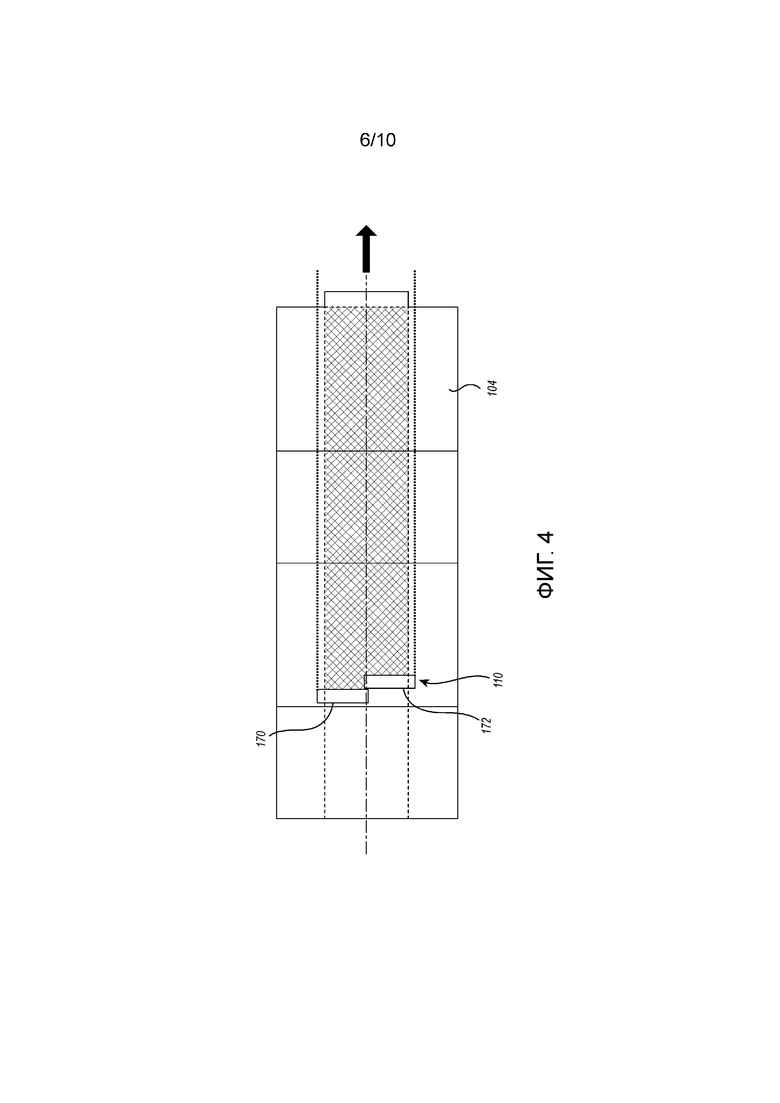
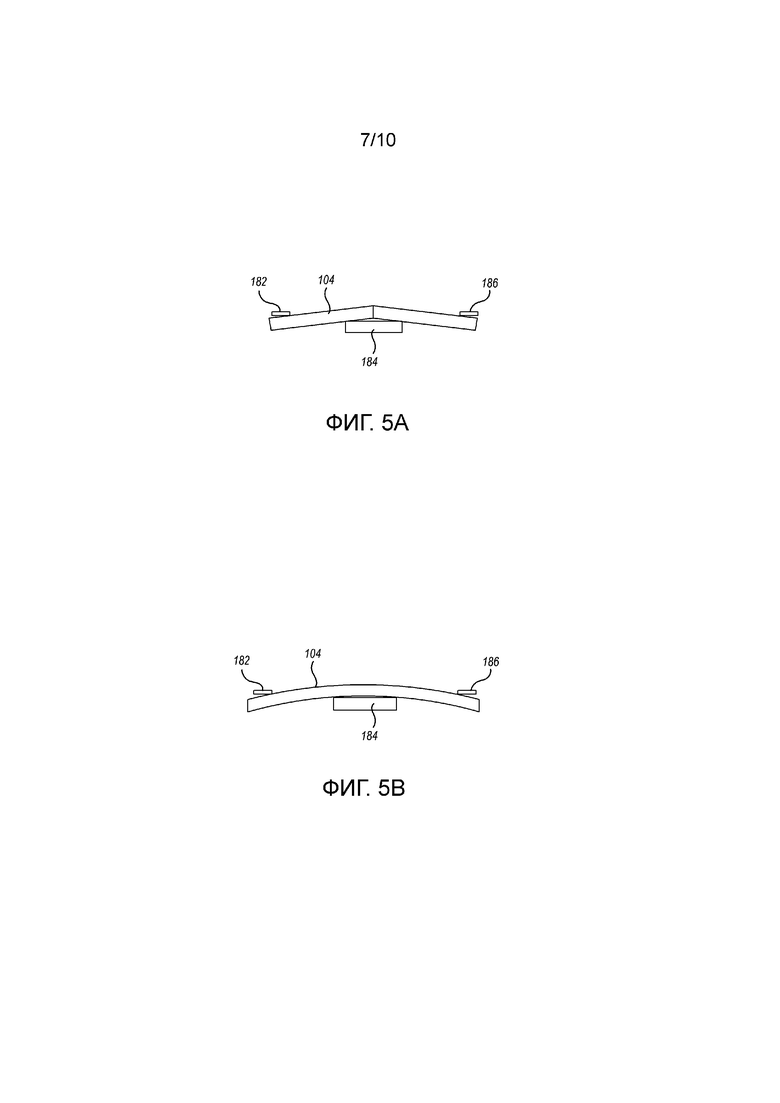
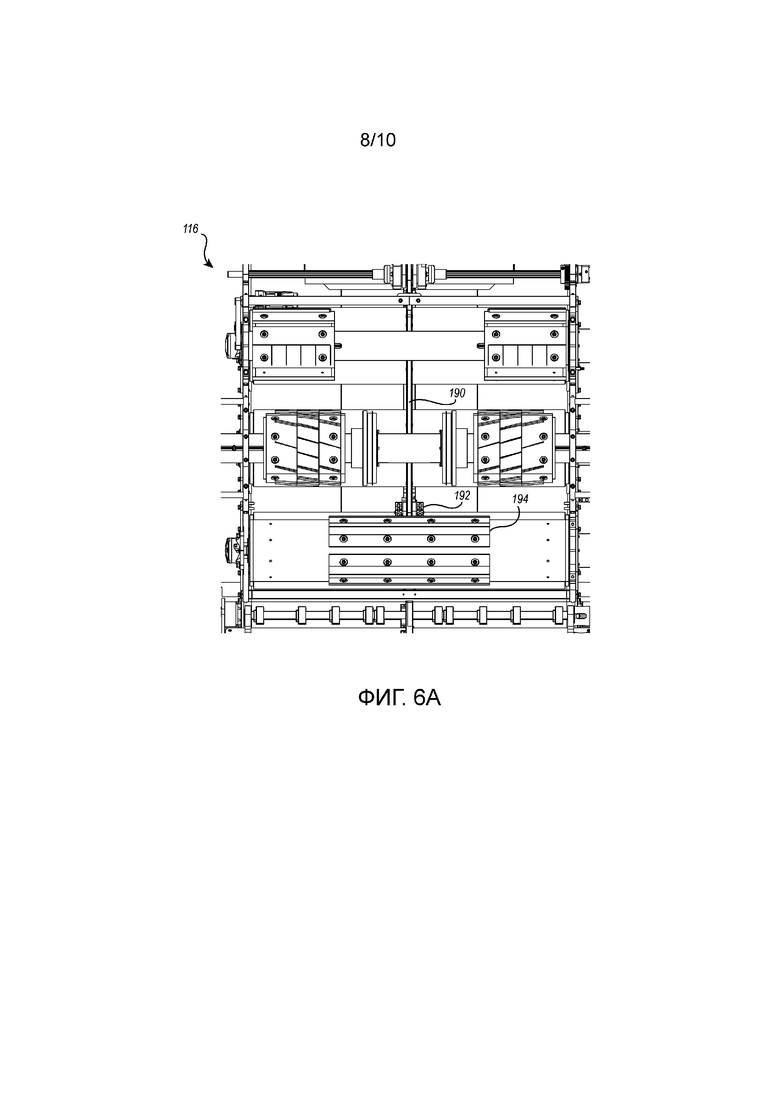
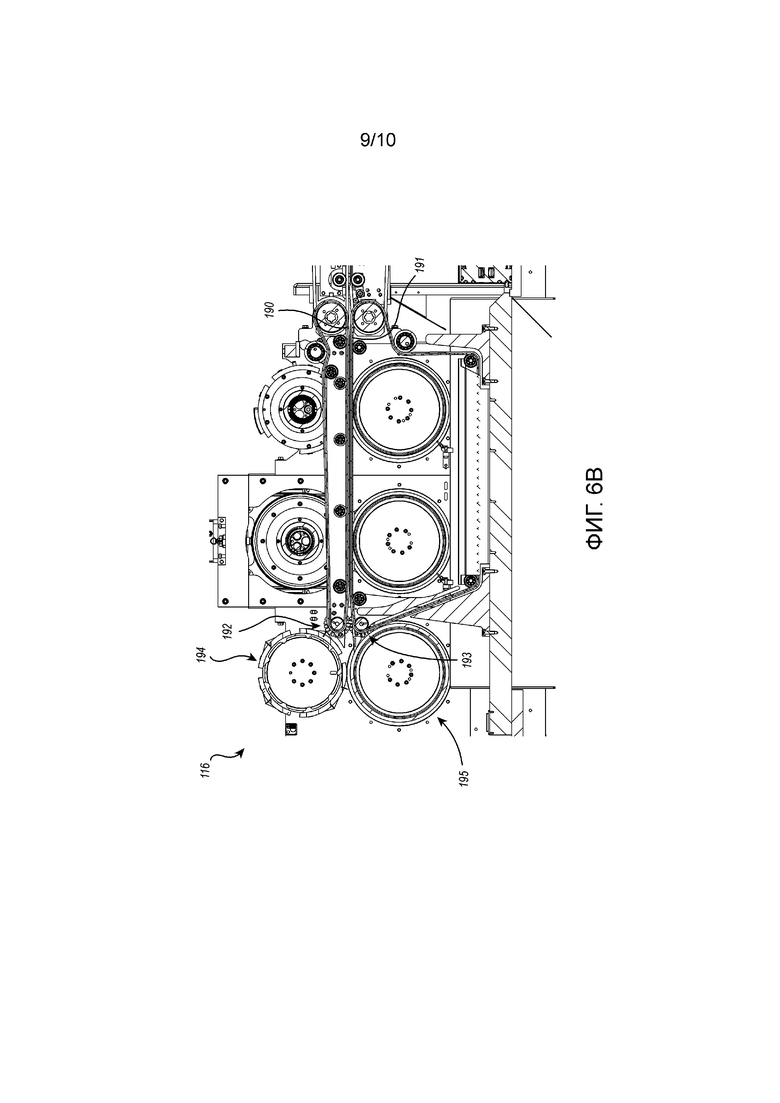
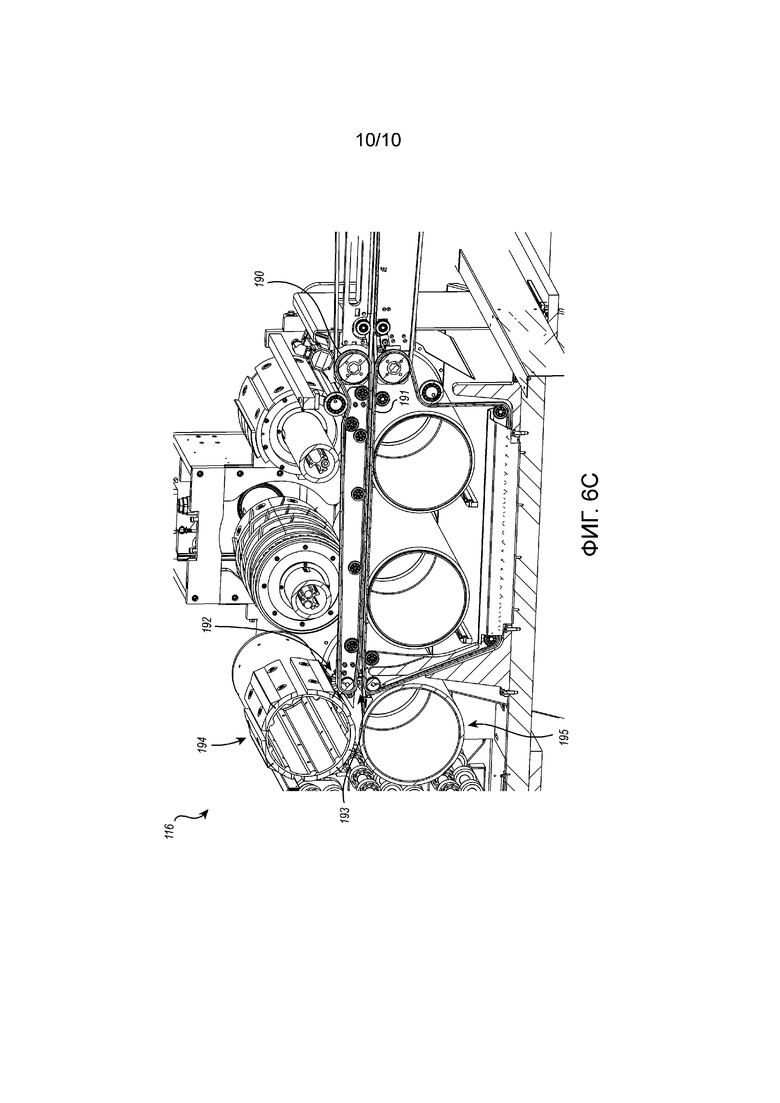
Узел преобразования выполняет множество функций преобразования на листовом материале для преобразования листового материала в шаблоны упаковки. Узел преобразования включает в себя множество инструментальных роликов. На каждом из инструментальных роликов имеется один или более инструментов преобразования. Один или более инструментов преобразования на отдельном инструментальном ролике выполнены с возможностью выполнения подмножества из множества функций преобразования, которые преобразуют листовой материал в шаблоны упаковки. Повышается скорость работы упаковочной машины. 3 н. и 56 з.п. ф-лы, 10 ил.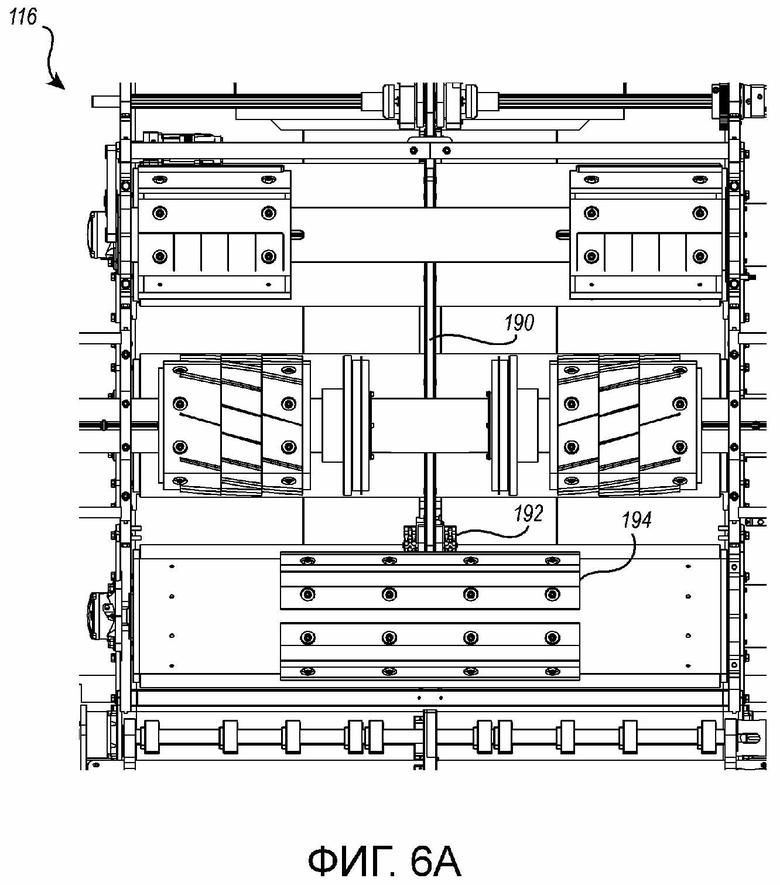
1. Узел преобразования для выполнения множества функций преобразования на листовом материале для преобразования листового материала в шаблоны упаковки, при этом узел преобразования содержит:
множество инструментальных роликов, содержащее первый инструментальный ролик на первой оси и по меньшей мере два инструментальных ролика на второй оси, при этом на каждом из инструментальных роликов имеется один или более инструментов преобразования, причем один или более инструментов преобразования на отдельном инструментальном ролике выполнены с возможностью выполнения подмножества из множества функций преобразования, которые преобразуют листовой материал в шаблоны упаковки, причем указанные по меньшей мере два инструментальных ролика на второй оси выполнены с возможностью выборочного перемещения вдоль длины второй оси; а также
систему управления, выполненную с возможностью управления перемещением указанных по меньшей мере двух инструментальных роликов вдоль длины второй оси.
2. Узел преобразования по п.1, в котором по меньшей мере некоторые из множества инструментальных роликов расположены последовательно рядом друг с другом, так что множество инструментальных роликов последовательно взаимодействуют с листовым материалом.
3. Узел преобразования по п.1, в котором первый инструментальный ролик выполнен с возможностью выборочного вращения на первой оси или вокруг нее для выборочного взаимодействия одного или более инструментов преобразования на нем с листовым материалом, при этом по меньшей мере два инструментальных ролика на второй оси выполнены с возможностью выборочного вращения на второй оси или вокруг нее для выборочного взаимодействия одного или более инструментов преобразования на указанных по меньшей мере двух инструментальных роликах с листовым материалом.
4. Узел преобразования по п.1, в котором первый инструментальный ролик содержит один или более разделительных ножей, причем один или более разделительных ножей выполнены с возможностью поперечного разрезания листового материала на отдельные части, которые могут быть преобразованы в отдельные шаблоны упаковки, при этом отдельные части расположены последовательно в направлении подачи листового материала.
5. Узел преобразования по п.4, в котором первый инструментальный ролик дополнительно содержит один или более инструментов для поперечной биговки, выполненных с возможностью образования поперечных складок в листовом материале как части преобразования листового материала в шаблоны упаковки.
6. Узел преобразования по п.1, в котором первый инструментальный ролик содержит один или более инструментов для поперечной биговки, выполненных с возможностью образования поперечных складок в листовом материале как части преобразования листового материала в шаблоны упаковки.
7. Узел преобразования по п.1, в котором по меньшей мере два инструментальных ролика на второй оси содержат первый и второй инструментальные ролики, при этом каждый из первого и второго инструментальных роликов содержит инструмент для продольной биговки, выполненный с возможностью образования продольной складки в листовом материале как части преобразования листового материала в шаблоны упаковки.
8. Узел преобразования по п.1, в котором указанные по меньшей мере два инструментальных ролика выполнены с возможностью асимметричного перемещения вдоль длины второй оси.
9. Узел преобразования по п.1, в котором указанные по меньшей мере два инструментальных ролика выполнены с возможностью перемещения симметрично вдоль длины второй оси относительно средней линии узла преобразования.
10. Узел преобразования по п.7, в котором указанные по меньшей мере два инструментальных ролика на второй оси включают в себя третий и четвертый инструментальные ролики, при этом каждый из третьего и четвертого инструментальных роликов содержит нож для обрезания боковой стороны, выполненный с возможностью обрезания излишков боковой стороны листового материала как части преобразования листового материала в шаблоны упаковки.
11. Узел преобразования по п.10, в котором третий и четвертый инструментальные ролики выполнены с возможностью выборочного перемещения вдоль длины второй оси.
12. Узел преобразования по п.11, в котором третий и четвертый инструментальные ролики выполнены с возможностью перемещения симметрично вдоль длины второй оси относительно средней линии узла преобразования.
13. Узел преобразования по п.10, в котором каждый из третьего и четвертого инструментальных роликов содержит один или более дополнительных ножей, которые выполнены с возможностью разрезания избыточной боковой стороны листового материала на более мелкие части.
14. Узел преобразования по п.13, дополнительно содержащий элемент притяжения, выполненный с возможностью притяжения мелких частей обрезанной боковой стороны к желаемой области.
15. Узел преобразования по п.1, в котором множество инструментальных роликов содержит по меньшей мере два инструментальных ролика на третьей оси, причем по меньшей мере два инструментальных ролика на третьей оси выполнены с возможностью выборочного вращения на третьей оси или вокруг нее для выборочного взаимодействия одного или более инструментов преобразования на указанных по меньшей мере двух инструментальных роликах на третьей оси с листовым материалом.
16. Узел преобразования по п.15, в котором по меньшей мере два инструментальных ролика на третьей оси включают в себя первый и второй инструментальные ролики на третьей оси, причем каждый из первого и второго инструментальных роликов на третьей оси содержит один или более клапанных ножей, при этом один или более клапанных ножей выполнены с возможностью образования разрезов в листовом материале, чтобы по меньшей мере частично образовать клапаны в шаблонах упаковки.
17. Узел преобразования по п.15, в котором по меньшей мере два инструментальных ролика на третьей оси включают в себя первый и второй инструментальные ролики на третьей оси, причем каждый из первого и второго инструментальных роликов на третьей оси содержит один или более продольных ножей, выполненных с возможностью образования продольных разрезов в листовом материале.
18. Узел преобразования по п.15, в котором по меньшей мере два инструментальных ролика на третьей оси выполнены с возможностью выборочного перемещения вдоль длины третьей оси.
19. Узел преобразования по п.18, в котором по меньшей мере два инструментальных ролика на третьей оси выполнены с возможностью перемещения симметрично вдоль длины третьей оси относительно средней линии узла преобразования.
20. Узел преобразования по п.1, дополнительно содержащий один или более упругих элементов, расположенных рядом с одним или более из указанного одного или более инструментов преобразования.
21. Узел преобразования по п.1, дополнительно содержащий приводной ремень, причем приводной ремень выполнен с возможностью содействия продвижению листового материала через узел преобразования.
22. Узел преобразования по п.21, в котором приводной ремень выполнен с возможностью ограничения или предотвращения складывания листового материала вверх или вниз по мере продвижения листового материала через узел преобразования.
23. Узел преобразования по п.1, дополнительно содержащий одну или более щеток, расположенных рядом по меньшей мере с одним из инструментальных роликов, причем одна или более щеток выполнены с возможностью ограничения или предотвращения складывания листового материала вверх или вниз после того, как листовой материал проходит мимо указанного по меньшей мере одного из инструментальных роликов.
24. Узел преобразования по п.1, дополнительно содержащий один или более опорных роликов.
25. Узел преобразования по п.24, в котором содержится единственный опорный ролик, расположенный напротив множества инструментальных роликов.
26. Узел преобразования по п.24, в котором содержится опорный ролик, расположенный напротив каждого из множества инструментальных роликов.
27. Узел преобразования по п.1, в котором по меньшей мере для одного из указанного одного или более инструментов преобразования используется только участок указанного по меньшей мере одного инструмента преобразования для выполнения функции преобразования для шаблона упаковки, имеющего первый размер, а существенный участок указанного по меньшей мере одного инструмента преобразования используется для выполнения функции преобразования для шаблона упаковки, имеющего второй размер.
28. Узел преобразования по п.1, в котором один или более из инструментальных роликов выполнены так, чтобы их инструменты преобразования были выведены из взаимодействия с листовым материалом и переставлены или переориентированы, в то время как один или более из других инструментальных роликов выполняют функции преобразования на листовом материале.
29. Машина для преобразования листового материала в шаблоны упаковки, при этом машина для преобразования содержит:
- механизм продвижения, выполненный с возможностью продвижения листовых материалов через машину для преобразования; и
- узел преобразования, выполненный с возможностью выполнения множества функций преобразования на листовом материале для преобразования листового материала в шаблоны упаковки, при этом узел преобразования содержит по меньшей мере первый и второй наборы роликов, причем:
первый набор роликов содержит первый инструментальный ролик на первой оси, при этом на первом инструментальном ролике содержится один или более инструментов поперечного преобразования, при этом первый инструментальный ролик выполнен с возможностью выборочного вращения на первой оси или вокруг нее для выборочного взаимодействия одного или более инструментов поперечного преобразования на нем с листовым материалом, и
второй набор роликов содержит по меньшей мере первый и второй инструментальные ролики на второй оси, при этом на каждом из первого и второго инструментальных роликов на второй оси содержится один или более инструментов поперечного преобразования и/или один или более инструментов продольного преобразования, причем первый и второй инструментальные ролики выполнены с возможностью выборочного вращения на второй оси или вокруг нее для выборочного взаимодействия одного или более инструментов поперечного преобразования и/или одного или более инструментов продольного преобразования на них с листовым материалом, при этом первый и второй инструментальные ролики выполнены с возможностью выборочного перемещения вдоль длины второй оси для изменения положения одного или более инструментов поперечного преобразования и/или одного или более инструментов продольного преобразования относительно листового материала, причем первый и второй инструментальные ролики выполнены с возможностью выборочного перемещения вдоль длины второй оси при непрерывном перемещении листового материала механизмом продвижения через машину для преобразования.
30. Машина для преобразования по п.29, в которой второй набор роликов дополнительно содержит третий и четвертый инструментальные ролики на второй оси, при этом каждый из третьего и четвертого инструментальных роликов содержит один или более инструментов поперечного преобразования и/или один или более инструментов продольного преобразования.
31. Машина для преобразования по п.29, в которой узел преобразования дополнительно содержит третий набор роликов, причем третий набор роликов имеет по меньшей мере первый и второй инструментальные ролики на третьей оси, при этом каждый из первого и второго инструментальных роликов на третьей оси имеет один или более инструментов поперечного преобразования и/или один или более инструментов продольного преобразования.
32. Машина для преобразования по п.29, в которой перемещения первого и второго инструментальных роликов являются симметричными относительно средней линии узла преобразования.
33. Машина для преобразования по п.29, дополнительно содержащая устройство смены подачи, выполненное с возможностью выборочной подачи листовых материалов, имеющих различные характеристики, в машину для преобразования.
34. Машина для преобразования по п.33, в которой устройство смены подачи выполнено с возможностью изменения того, какой листовой материал подается в машину для преобразования, даже когда узел преобразования выполняет функции преобразования на предыдущем шаблоне упаковки.
35. Машина для преобразования по п.29, в которой механизм продвижения содержит один или более опорных роликов, расположенных напротив инструментального ролика.
36. Машина для преобразования по п.29, в которой механизм продвижения содержит один или более приводных ремней.
37. Машина для преобразования по п.29, дополнительно содержащая систему управления, выполненную с возможностью синхронизации перемещений инструментальных роликов и скорости, с которой механизм продвижения продвигает листовой материал через машину для преобразования.
38. Машина для преобразования по п.37, в которой система управления выполнена с возможностью вращения инструментальных роликов для взаимодействия инструментов преобразования с заданными участками листового материала.
39. Машина для преобразования по п.38, в которой система управления выполнена с возможностью вращения инструментальных роликов для взаимодействия инструментов преобразования с заданными участками листового материала по меньшей мере частично на основе скорости продвижения листового материала.
40. Машина для преобразования по п.37, в которой система управления выполнена с обеспечением возможности перестановки первого и второго инструментальных роликов на второй оси вдоль длины второй оси после выполнения функций преобразования для образования первого шаблона упаковки и до выполнения функции преобразования для образования второго шаблона упаковки.
41. Машина для преобразования по п.29, дополнительно содержащая механизм для предотвращения нежелательного складывания листового материала.
42. Машина для преобразования по п.41, в которой механизм для предотвращения нежелательного складывания листового материала содержит множество удерживающих элементов, при этом множество удерживающих элементов расположены и выполнены с возможностью удержания листового материала в изогнутой или дугообразной форме, при этом удержание листа материала в изогнутой или дугообразной форме выполняется с возможностью удержания листового материала прямым в направлении, перпендикулярном кривизне изгиба или дуги, даже когда листовой материал включает в себя линии сгиба фальцовки гармошкой.
43. Машина для преобразования по п.42, в которой направление, перпендикулярное кривизне изгиба или дуги, является параллельным направлению подачи листового материала через машину для преобразования.
44. Машина для преобразования по п.41, в которой механизм для предотвращения нежелательного складывания листового материала содержит одну или более вращающихся щеток, которые зацепляют листовой материал и вращаются для предотвращения складывания листового материала, и/или выпрямляют его, если он уже сложен.
45. Способ выполнения множества функций преобразования на листовом материале с использованием машины для преобразования, для преобразования листового материала в шаблоны упаковки, при этом способ включает этапы, при которых:
- выполняют первое подмножество функций преобразования из множества функций преобразования на листовом материале одним или более инструментальными роликами на первой оси;
- выполняют второе подмножество функций преобразования из множества функций преобразования на листовом материале двумя или более инструментальными роликами на второй оси; и
- регулируют положение двух или более инструментальных роликов вдоль длины второй оси при непрерывном продвижении листового материала через машину для преобразования.
46. Способ по п.45, в котором выполнение первого подмножества функций преобразования включает выполнение единственной функции преобразования на листовом материале.
47. Способ по п.46, в котором выполнение единственной функции преобразования включает разрезание листового материала на отдельные части для использования при изготовлении отдельных шаблонов упаковки, при этом отдельные части располагают последовательно в направлении подачи листового материала.
48. Способ по п.45, в котором выполнение первого подмножества функций преобразования включает выполнение первой и второй функций преобразования на листовом материале.
49. Способ по п.48, в котором выполнение первой и второй функций преобразования включает выполнение разделительного разреза и одной или более поперечных складок в листовом материале.
50. Способ по п.45, в котором выполнение второго подмножества функций преобразования на листовом материале включает образование одной или более продольных складок в листовом материале набором инструментальных роликов на второй оси.
51. Способ по п.50, в котором выполнение второго подмножества функций преобразования на листовом материале включает обрезание боковой стороны листового материала вторым набором инструментальных роликов на второй оси.
52. Способ по п.45, дополнительно включает выполнение третьего подмножества функций преобразования на листовом материале одним или более инструментальными роликами на третьей оси.
53. Способ по п.52, в котором выполнение третьего подмножества функций преобразования включает образование одного или более поперечных разрезов в листовом материале набором инструментальных роликов на третьей оси, причем один или более поперечных разрезов по меньшей мере частично образуют один или более клапанов шаблона упаковки.
54. Способ по п.53, в котором выполнение третьего подмножества функций преобразования дополнительно включает образование одного или более продольных разрезов в листовом материале набором инструментальных роликов на третьей оси, причем один или более продольных разрезов по меньшей мере частично образуют клеевой клапан шаблона упаковки.
55. Способ по п.45, дополнительно включающий продвижение листового материала, в целом, с постоянной скоростью при выполнении множества функций преобразования на листовом материале для преобразования листового материала в шаблоны упаковки.
56. Способ по п.45, в котором регулировка положения двух или более инструментальных роликов вдоль длины второй оси включает управление положением двух или более инструментальных роликов посредством системы управления.
57. Способ по п.45, в котором регулировка положений набора инструментальных роликов включает симметричное перемещение инструментальных роликов вдоль длины второй оси.
58. Способ по п.45, дополнительно включающий удержание листового материала в изогнутой или дугообразной форме для удержания листового материала прямо в направлении, перпендикулярном кривизне изгиба или дуги, и предотвращения нежелательного складывания листового материала, даже когда листовой материал включает линию сгиба фальцевания гармошкой на нем.
59. Способ по п.58, в котором направление, перпендикулярное кривизне изгиба или дуги, является параллельным направлению подачи, в котором листовой материал перемещается, когда на нем выполняют первое подмножество функций преобразования и/или второе подмножество функций преобразования.
| Способ и приспособление для нагревания хлебопекарных камер | 1923 |
|
SU2003A1 |
| Упругая муфта | 1984 |
|
SU1183744A1 |
| Способ приготовления мыла | 1923 |
|
SU2004A1 |
| Приспособление для суммирования отрезков прямых линий | 1923 |
|
SU2010A1 |
| US 4224847 А, 30.09.1980 | |||
| Способ и приспособление для нагревания хлебопекарных камер | 1923 |
|
SU2003A1 |
| Способ получения цианистых соединений | 1924 |
|
SU2018A1 |
| УСТРОЙСТВО ПЕРВИЧНОЙ СОРТИРОВКИ БЫТОВОГО МУСОРА | 2009 |
|
RU2395352C1 |
| Автомобиль-сани, движущиеся на полозьях посредством устанавливающихся по высоте колес с шинами | 1924 |
|
SU2017A1 |
