Изобретение относится к космической технике и может быть использовано при создании космических аппаратов (КА) модульного типа различного назначения.
В качестве прототипа выбран способ изготовления трехслойной панели, представленный в патенте RU №2286290, согласно которому сборка приборной панели, заключается в изготовлении сотовой панели, с установленными и зафиксированными закладными элементами в отверстиях сотовой панели, причем, закладные элементы содержат резьбовые соединения, и установки прибора на поверхность сотовой панели при помощи болтовых соединений.
Недостатком данного прототипа являются отсутствие единой установочной поверхности на сотовой панели для точного размещения приборов на поверхности сотовой панели, что может привести к недопустимому изменению позиционирования приборов, в результате чего снижается эффективность работы КА и может привести к их неправильной работе на орбите.
Для заявленного изобретения выявлены следующие общие с прототипом существенные признаки:
- изготовление сотовой панели;
- наличие закладных элементов, установленных в отверстия сотовой панели;
- установка прибора на поверхность сотовой панели.
Технической проблемой, на решение которой направлено изобретение, является точное позиционирование приборов на поверхности сотовой панели.
Указанная проблема решается за счет того, что способ сборки приборной панели, заключающийся в изготовлении сотовой панели, с установленными и зафиксированными закладными элементами в отверстиях сотовой панели, причем, закладные элементы содержат резьбовые соединения, и установке прибора на поверхность сотовой панели при помощи болтовых соединений, осуществляют так, что закладные элементы содержат механически обработанные приливы, выступающие над поверхностью сотовой панели, образующие единую установочную плоскость, при этом прибор устанавливают на закладные элементы с помощью двух посадочных болтов с классной частью, которые расположены на одной линии так, что один из них своей классной частью образует беззазорное соединение в круглых отверстиях прибора и закладного элемента, а второй – в круглом отверстии закладного элемента и в пазу прибора, в остальных местах крепления прибора к закладным элементам резьбовые соединения выполняют с зазорами в гладких частях посадочных отверстий
Техническим результатом данного решения является повышение технологичности установки прибора на поверхность сотовой панели за счет достижения стабильного относительного положения между прибором и сотовой панелью.
Сущность технического решения поясняется 6 иллюстрациями.
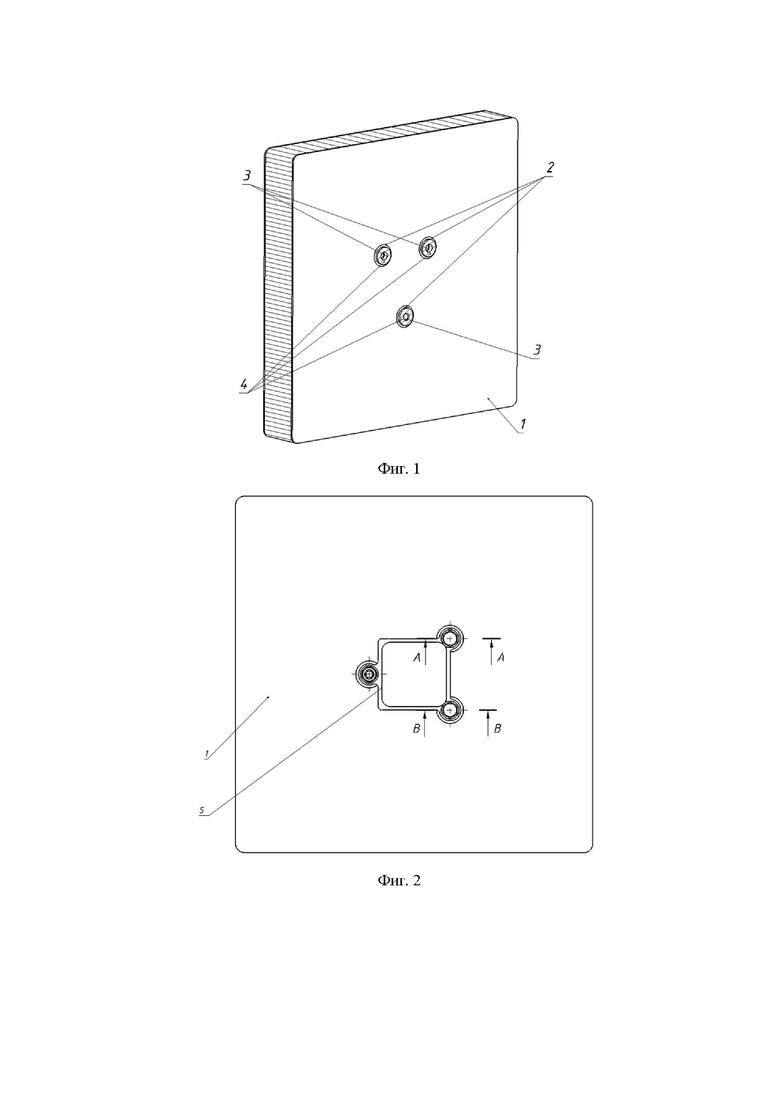
- на фиг. 1 - 3D проекция сотовой панели с закладными элементами;
- на фиг. 2 - фрагмент сотовой панели с прибором;
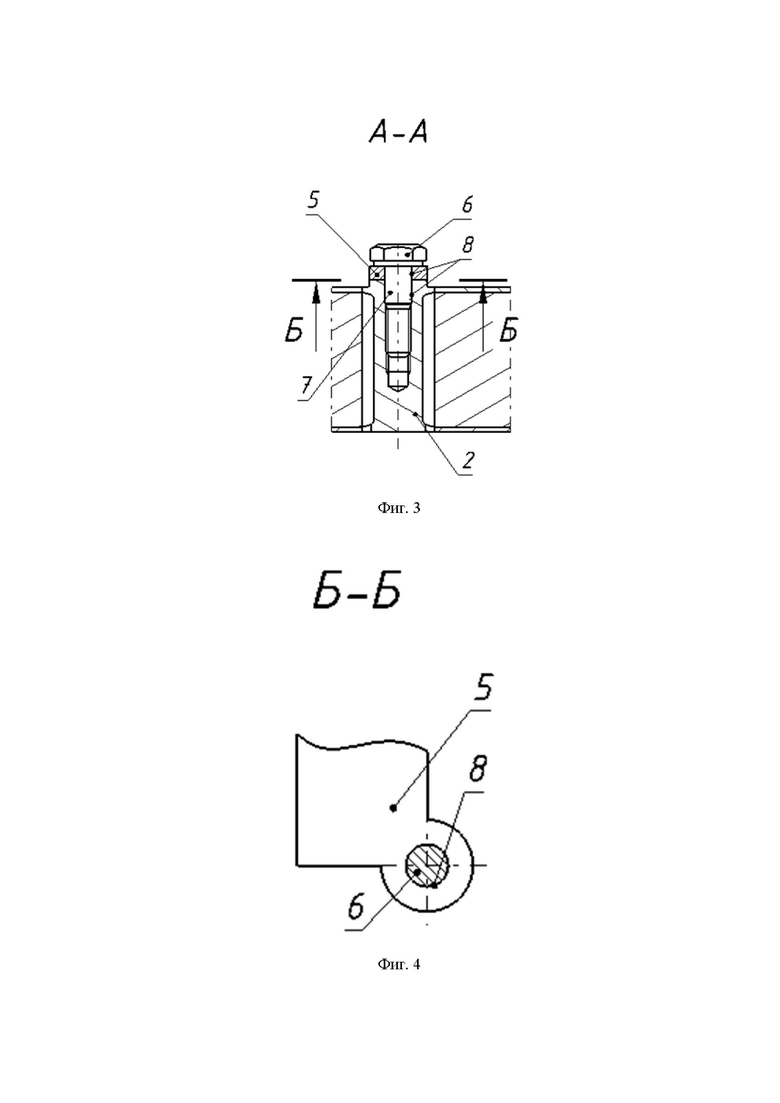
- на фиг. 3 - расположение направляющего болта отверстие;
- на фиг. 4 - размещение направляющего болта в отверстие;
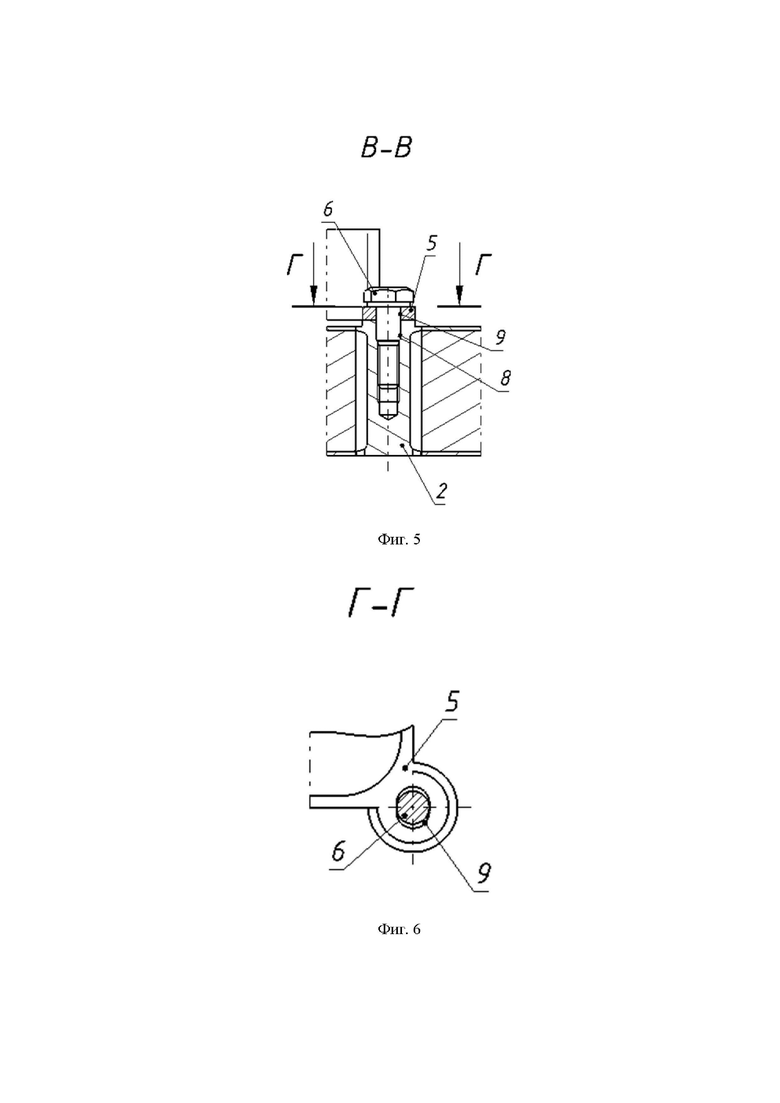
- на фиг. 5 - расположение направляющего болта в пазу;
- на фиг. 6 - размещение направляющего болта в пазу.
На фиг. 1 показана 3D проекция сотовой панели 1 с установленными закладными элементами 2 в отверстиях сотовой панели 1, причем закладные элементы 2 содержат резьбовые отверстия 3. Закладные элементы 2 содержат приливы 4, выступающие над поверхностью сотовой панели 1, подвергаемые механической обработки, для получения единой установочной плоскости.
После этого производят монтаж прибора 5 на сотовую панель 1 (см. фиг. 2). При этом прибор 5 устанавливают на закладные элементы 2 с помощью двух болтов 6 с гладкой частью, которые расположены на одной линии так, что один из них своей гладкой частью 7 образует беззазорное соединение в круглом отверстии 8 прибора 5 и закладного элемента 2 (см. фиг. 3 и 4). Второй болт – в круглом отверстии 8 закладного элемента 2 и в пазу 9 прибора 5 с возможностью свободного перемещения прибора 5 относительно сотовой панели 1 (см. фиг. 5 и 6). В остальных местах крепления прибора 5 к закладным элементам 2 резьбовые отверстия 3 выполняют с зазорами в классных частях посадочных отверстий.
Таким образом, установка прибора на поверхность сотовой панели при помощи двух болтов с классной частью, а также проведение механической обработки закладных элементов для получения единой установочной плоскости позволяет решить техническую проблему изобретения - по достижения стабильного относительного положения между прибором и сотовой панелью.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СБОРКИ КОРПУСА МАЛОГО КОСМИЧЕСКОГО АППАРАТА | 2024 |
|
RU2826932C1 |
| Способ сборки модуля полезной нагрузки космического аппарата | 2021 |
|
RU2771087C1 |
| ТЕПЛОПЕРЕДАЮЩАЯ ПАНЕЛЬ КОСМИЧЕСКОГО АППАРАТА | 2013 |
|
RU2536760C1 |
| ПРИБОРНАЯ ПАНЕЛЬ КОСМИЧЕСКОГО АППАРАТА | 2023 |
|
RU2807772C1 |
| Силовая термопанель космического аппарата | 2021 |
|
RU2757134C1 |
| УЗЕЛ КРЕПЛЕНИЯ МОДУЛЯ СЛУЖЕБНЫХ СИСТЕМ С МОДУЛЕМ ПОЛЕЗНОЙ НАГРУЗКИ КОСМИЧЕСКОГО АППАРАТА | 2021 |
|
RU2818027C2 |
| СПОСОБ УСТАНОВКИ ЗАКЛАДНОЙ ВСТАВКИ В СОТОВУЮ ПАНЕЛЬ | 2021 |
|
RU2768815C1 |
| ОПОРНЫЙ УЗЕЛ СОТОВОЙ ПАНЕЛИ И СПОСОБ УСТАНОВКИ ОПОРНОГО УЗЛА В СОТОВУЮ ПАНЕЛЬ | 2021 |
|
RU2783874C1 |
| СПОСОБ СБОРКИ УНИФИЦИРОВАННОЙ ПЛАТФОРМЫ КОСМИЧЕСКОГО АППАРАТА | 2021 |
|
RU2761958C1 |
| Несущая конструкция малого космического аппарата из пеноалюминиевого материала | 2018 |
|
RU2710126C2 |
Изобретение относится к созданию панелей слоистой конструкции, преимущественно для установки оборудования космических аппаратов (КА) модульного типа. Способ заключается в изготовлении сотовой панели (СП), в установке и фиксации закладных элементов с резьбовыми соединениями в отверстиях СП. Закладные элементы содержат механически обработанные приливы, выступающие над поверхностью СП и образующие единую установочную плоскость. Прибор устанавливают на закладные элементы с помощью двух посадочных болтов, расположенных на одной линии так, что один из них своей классной частью образует беззазорное соединение в круглых отверстиях прибора и закладного элемента, а второй – в круглом отверстии закладного элемента и в пазу прибора. В остальных местах крепления прибора к закладным элементам резьбовые соединения выполняют с зазорами в гладких частях посадочных отверстий. Техническим результатом является повышение технологичности точной установки прибора на поверхность СП за счет достижения стабильного положения прибора относительного сотовой панели. 6 ил.
Способ сборки приборной панели космического аппарата, заключающийся в изготовлении сотовой панели, установке и фиксации закладных элементов в отверстиях сотовой панели, причем закладные элементы содержат резьбовые соединения, и установке прибора на поверхность сотовой панели при помощи болтовых соединений, отличающийся тем, что на закладных элементах выполняют механически обработанные приливы, выступающие над поверхностью сотовой панели, образующие единую установочную плоскость, при этом прибор устанавливают на закладные элементы с помощью двух посадочных болтов с классной частью, которые расположены на одной линии так, что один из них своей классной частью образует беззазорное соединение в круглых отверстиях прибора и закладного элемента, а второй – в круглом отверстии закладного элемента и в пазу прибора, причем в остальных местах крепления прибора к закладным элементам резьбовые соединения выполняют с зазорами в гладких частях посадочных отверстий.
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРЕХСЛОЙНОЙ ПАНЕЛИ | 2005 |
|
RU2286290C1 |
| US 4817264 A, 04.04.1989 | |||
| КОНСТРУКЦИЯ РАЗМЕРОСТАБИЛЬНОЙ ПЛАТФОРМЫ ИЗ СЛОИСТОГО ПОЛИМЕРНОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2018 |
|
RU2674205C1 |
| СПОСОБ УСТАНОВКИ ЗАКЛАДНОЙ ВСТАВКИ В СОТОВУЮ ПАНЕЛЬ | 2021 |
|
RU2768815C1 |
| 0 |
|
SU213822A1 | |
