Изобретение относится к области подготовки природного газа к дальнему транспорту, в частности, к автоматическому управлению процессом осушки газа на установках комплексной подготовки газа (УКПГ) в условиях Крайнего Севера РФ.
Известен способ автоматического управления процессом абсорбционной осушки газа, который обеспечивает автоматическое поддержание заданных параметров технологических процессов на УКПГ [см., стр. 413-416, Исакович Р.Я., Логинов В.И., Попадько В.Е. Автоматизация производственных процессов нефтяной и газовой промышленности. Учебник для вузов. М., "Недра", 1983 г., 424 с.].
Недостатком указанного способа является то, что в нем подачу осушителя - абсорбента (на Крайнем Севере в качестве абсорбента используется диэтиленгликоль - ДЭГ) в абсорбер осуществляют только с учетом расхода и влагосодержания осушенного газа. При этом в реальном режиме не контролируют концентрацию насыщенного абсорбента, отводимого из абсорбера и его унос с осушаемым газом.
Все эти факторы в совокупности приводят к не оптимальному расходу абсорбента, подаваемого в абсорбер, и к безвозвратной потере этого ценного продукта. В результате происходят излишние потери абсорбента, повышаются энергетические затраты на регенерацию абсорбента, снижается качество подготовки газа к дальнему транспорту, т.е. в целом снижается эффективность процесса осушки газа на УКПГ.
Известен способ автоматизации блока абсорбции, который обеспечивает автоматическое поддержание заданных параметров технологического процесса осушки газа на УКПГ [см., стр. 352-354, Андреев Е.Б. и др. Автоматизация технологических процессов добычи и подготовки нефти и газа. - М., "Недра-Бизнесцентр", 2008. - 399 с.]
Недостатками указанного способа является то, что подачу абсорбента в абсорбер осуществляют только с учетом расхода и влагосодержания осушенного газа. При этом в реальном режиме времени не контролируют концентрацию насыщенного абсорбента, отводимого из абсорбера и унос его с осушаемым газом.
Известен способ определения удельного уноса абсорбента при осушке природного или попутного газа и устройство для его автоматического осуществления [см. патент РФ №2274483].
Недостатками указанного способа и устройство является то, что он работает лишь локально. Способ позволяет выявлять удельный унос абсорбента с осушаемым газом на УКПГ. Дальше, с учетом показания этого устройства по удельному уносу абсорбента, решение по управлению процессом осушки газа на УКПГ принимает оператор установки. Это снижает оперативность реагирования на динамически изменяющиеся значения технологических параметров на УКПГ и повышает вероятность принятия оперативным персоналом ошибочных действий (наличие человеческого фактора), которые могут привести к возникновению аварийных ситуаций. В результате излишней потери абсорбента, повышаются энергетические затраты на регенерацию абсорбента, снижается качество подготавливаемого газа к дальнему транспорту, увеличивается потребность в увеличении закупок абсорбента, т.е. в целом снижается эффективность процесса осушки газа на УКПГ
Наиболее близким, по технической сущности, к заявляемому изобретению является способ автоматического управления процессом осушки газа на УКПГ в условиях Севера [см. Патент РФ №2712665]. Способ предусматривает контроль и управление основными параметрами технологического процесса средствами автоматизированной системы управления технологическими процессами (АСУ ТП).
Существенным недостатком способа является то, что АСУ ТП переводит режим управления работой установки на оператора в случае, если становится разной и превысит допустимый порог динамика поведения фактического расхода регенерированного абсорбента Gф. и рассчитываемого по модели технологического процесса расхода регенерированного абсорбента Gpac. Кроме этого, АСУ ТП не учитывает унос абсорбента осушаемым газом во время контроля технологического процесса в абсорбере.
Эти факторы в совокупности приводят к ухудшению качества управления технологическим процессом осушки газа на УКПГ, снижают оперативность реагирования на динамически изменяющиеся значения технологических параметров и повышают вероятность принятия оперативным персоналом ошибочных действий (наличие человеческого фактора), которые могут привести к возникновению аварийных ситуаций. В результате возникают излишние потери абсорбента, повышаются энергетические затраты на регенерацию абсорбента, снижается качество подготавливаемого газа к дальнему транспорту, т.е. в целом снижается эффективность процесса осушки газа на УКПГ.
Цель изобретения - повышение качества управления технологическим процессом осушки газа на УКПГ, работающей в условиях Севера РФ, в рамках норм и ограничений, предусмотренных ее технологическим регламентом, и снижения роли человеческого фактора при управлении технологическим процессом подготовки газа к дальнему транспорту, обеспечивая при этом заданное качество его подготовки с минимально необходимым расходом абсорбента и затрат энергии на его регенерацию.
Техническим результатом, достигаемом от реализации изобретения, является автоматическое поддержание режима подготовки газа к дальнему транспорту на УКПГ, работающей в условиях Крайнего Севера РФ с соблюдением технологических норм и ограничений, предусмотренных ее технологическим регламентом, на различных режимах ее работы с достижением минимально необходимого расхода абсорбента и затрат энергии на его регенерацию.
Указанная задача решается, а технический результат достигается за счет того, что способ автоматического управления процессом осушки газа на УКПГ в условиях Крайнего Севера РФ включает контроль и управление основными параметрами технологического процесса гликолевой осушки добываемого газа средствами АСУ ТП, которая наблюдает за динамикой поведения фактического расхода регенерированного абсорбента Gф и рассчитываемого по модели технологического процесса расхода регенерированного абсорбента Gpac. Одновременно АСУ ТП следит за выполнением планового задания по объему подачи осушенного газа Q в МГП, обеспечивая соответствие Q уставке расхода осушаемого газа Qуст..
Одновременно с этим АСУ ТП в реальном масштабе времени с заданной дискретностью измеряет фактический удельный унос Uфакт ДЭГ осушенным газом на выходе многофункционального абсорбера (МФА) и сравнивает его с уставкой удельного уноса Uзад.. Величину Uзад. вводят в базу данных (БД) АСУ ТП перед запуском установки в эксплуатацию. После запуска установки в эксплуатацию АСУ ТП контролирует соблюдение условия Uфакт≤Uзад.. И если это условие нарушается, то АСУ ТП немедленно формирует об этом сообщение оператору УКПГ и переключает режим управления МФА на пошаговое снижение расхода осушаемого газа в нем с заданной дискретностью по времени и уровню квантования с помощью ПИД-регулятора, управляющего клапаном-регулятором - КР, установленным на выходе МФА. После каждого шага прикрытия этого КР АСУ ТП выжидает заданный интервал времени τ, длительность которого определяется временем окончания переходных процессов в МФА, и только после этого проверяет соблюдение условия Uфакт≤Uзад.. И если АСУ ТП обнаружит, что условие Uфакт ≤ Uзад. снова выполняется, то она последнее зафиксированное значение потока осушаемого газа Q, проходящего в МФА, принимает за значение новой уставки расхода осушаемого газа Uуст.. После этого АСУ ТП управляет работой МФА в основном режиме с учетом новой уставки.
Обслуживающий персонал перед запуском УКПГ в эксплуатацию вводит в БД АСУ ТП значение нижней границы, до которой АСУ ТП может понижать уставку расхода осушаемого газа Qyст. в МФА, и значение шага понижения этой уставки. И если производительность МФА в процессе эксплуатации опустится до минимально допустимого значения расхода газа, которое определено паспортными характеристиками МФА, ниже которого необходимо остановить работу МФА, АСУ ТП формирует сообщение оператору о необходимости смены режима работы установки.
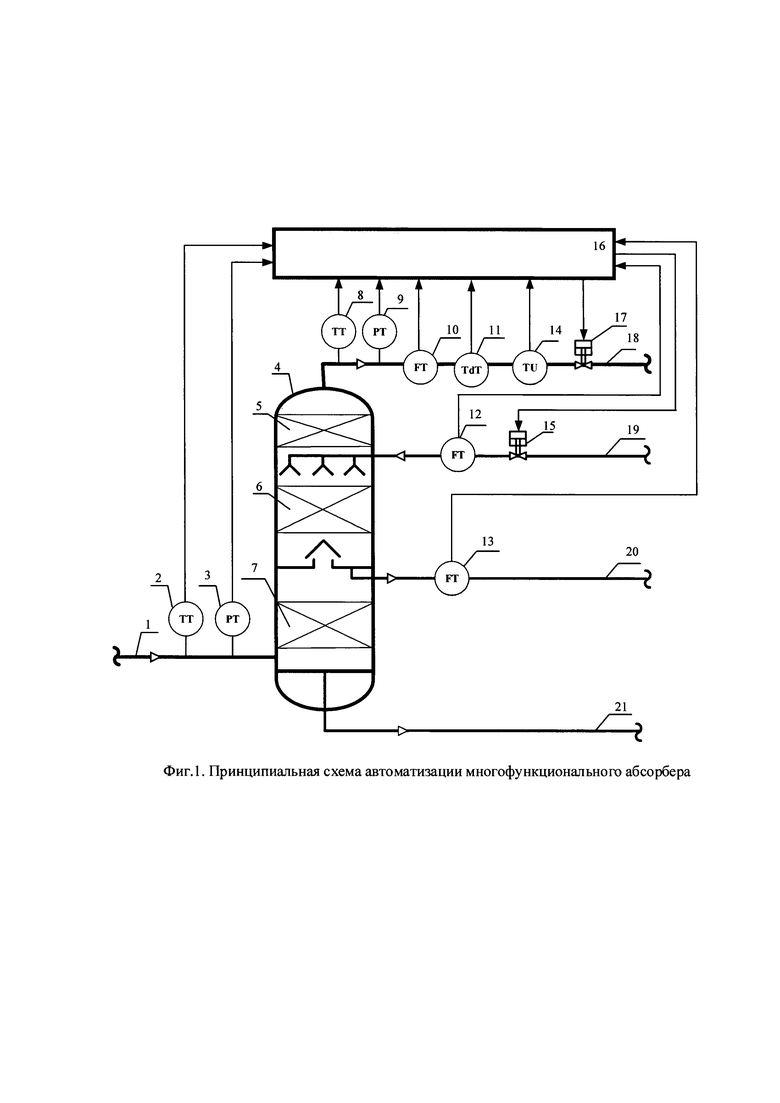
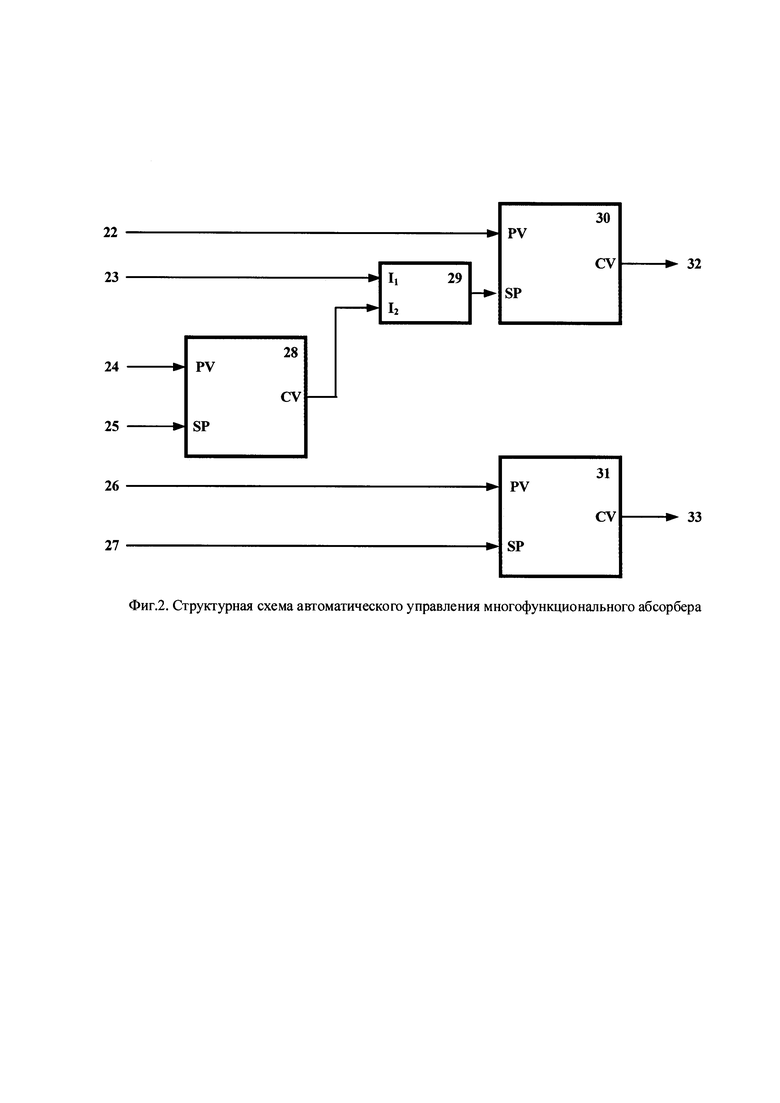
Принципиальная технологическая схема основного аппарата технологии осушки газа на УКПГ - МФА представлена на фиг. 1, а структурная схема автоматического управления МФА показана на фиг. 2.
На фиг. 1 использованы следующие обозначения:
1 - входная линия сырого газа;
2 - датчик температуры сырого газа;
3 - датчик давления сырого газа;
4 - МФА;
5 - фильтрующая секция МФА;
6 - массообменная секция МФА;
7 - сепарационная секция МФА;
8 - датчик температуры осушенного газа;
9 - датчик давления осушенного газа;
10 - датчик расхода осушенного газа;
11 - датчик температуры точки росы осушенного газа;
12 - датчик контроля массового расхода регенерированного ДЭГ (РДЭГ);
13 - многопараметрический датчик измерения концентрации и расхода насыщенного ДЭГ (НДЭГ);
14 - датчик удельного уноса ДЭГ;
15 - КР расхода РДЭГ; 16-АСУ ТП УКПГ;
17 - КР расхода осушенного газа;
18 - выходная линия осушенного газа
19 - линия подачи РДЭГ;
20 - линия отвода НДЭГ на регенерацию;
21 - линия отвода водного раствора ингибитора (ВРИ).
На фиг. 2 использованы следующие обозначения:
22 - сигнал фактического массового расхода РДЭГ (поступает с датчика 12 на вход ПИД-регулятора 30);
23 - сигнал расчетного значения Gpac. массового расхода РДЭГ, необходимого для осушки газа (поступает на вход I1 блока коррекции 29 массового расхода РДЭГ из АСУ ТП 16);
24 - сигнал с датчика температуры точки росы 11 осушенного газа (поступает на вход обратной связи PV ПИД-регулятора 28);
25 - сигнал уставки температуры точки росы осушенного газа (поступает на вход SP ПИД-регулятора 28 из АСУ ТП 16);
26 - сигнал расхода осушенного газа (поступает с датчика 10 на вход обратной связи PV ПИД-регулятора 31);
27 - сигнал уставки расхода осушенного газа (поступает на вход задания SP ПИД-регулятора 31);
28 - ПИД-регулятор подержания температуры точки росы осушенного газа;
29 - блок коррекции массового расхода РДЭГ;
30 - ПИД-регулятор подержания массового расхода РДЭГ;
31 - ПИД-регулятор подержания заданного расхода осушаемого газа в МФА 4;
32 - управляющий сигнал, подаваемый с выхода CV ПИД-регулятора 30 на КР 15 расхода РДЭГ;
33 - управляющий сигнал, подаваемый с выхода CV ПИД-регулятора 31 на КР 17 расхода осушенного газа в МФА 4.
ПИД-регуляторы 28, 30 и 31, а также блок коррекции 29 массового расхода РДЭГ реализованы на базе АСУ ТП УКПГ 16.
Способ автоматического управления процессом осушки газа на УКПГ в условиях Крайнего Севера РФ реализуют следующим образом.
По входной линии 1 добытый газ подают в сепарационную секцию 7 МФА 4, где из него выделяется капельная жидкость и механические примеси. Выделившаяся из сырого газа жидкость - ВРИ собирается в кубовой (нижней) части МФА 4 и ее через линию отвода 21 направляют либо на регенерацию, либо на утилизацию. Газ из сепарационной секции 7 МФА 4, через полуглухую тарелку, поступает в его массообменную секцию 6. Навстречу потоку газа подают раствор РДЭГ концентрацией 98-99%. На контактных тарелках происходит барботажный массообмен между встречными потоками осушаемого газа и РДЭГ (влага удаляется из газа за счет абсорбции, а ДЭГ насыщается влагой). Количество РДЭГ с контролируемой концентрацией, необходимое для осушки газа, определяют по расходу и влагосодержанию газа, проходящего через установку.
НДЭГ собирают на полуглухой тарелке массообменной секции 6 МФА 4 и по линии отвода 20 отправляют на регенерацию. Осушенный газ из массообменной секции 6 поступает в фильтрующую секцию 5, которая улавливает уносимый с газом раствор ДЭГ. Пылевидные частицы ДЭГ, уносимые газом, коагулируют на фильтр-патронах и стекают по их наружной поверхности на тарелку, с которой ДЭГ по выносному трубопроводу (на фиг. 1 не показан) направляют на полуглухую тарелку абсорбера и далее, по линии отвода 20 отправляют на регенерацию. Уровень НДЭГ на полуглухой тарелке выполняет роль гидрозатвора, препятствующего проходу газа по выносному трубопроводу в фильтрующую часть 5 МФА 4.
Из МФА 4 осушенный до заданного значения температуры точки росы газ подают по выходной линии 18 в коллектор осушенного газа УКПГ. Процесс осушки газа на УКПГ АСУ ТП 16 реализует, удерживая контролируемые ею параметры в рамках заданных границ, предусмотренных технологическим регламентом, и подает необходимое количество РДЭГ в МФА 4, которое автоматически вычисляет в реальном масштабе времени используя результаты измерений, подключенных к ней приборов.
Для определения количества РДЭГ, которое необходимо подавать для осушки газа в МФА 4, АСУ ТП 16 с заданной дискретностью производит измерение следующих базовых параметров:
- температуры и давления сырого газа на входе МФА 4 (соответственно, датчики 2 и 3);
- концентрацию НДЭГ (многопараметрический датчик расхода 13);
- температуры, давления, расхода и температуры точки росы осушенного газа (соответственно, датчики 8, 9, 10 и 11).
Количество РДЭГ, необходимое для подачи в МФА 4 АСУ ТП 16 определяет по формуле [см., стр. 111, Бекиров Т.М., Шаталов А.Т. Сбор и подготовка к транспорту природных газов. - М.: Недра, 1986. - 261 с.]:

где Gpac. - рассчитанный массовый расход РДЭГ (кг/час);
Q - заданный расход осушаемого газа через МФА 4, тысяч м3/час;
ΔW - удельное количество извлекаемой влаги в результате осушки газа в МФА 4, кг/1000 м3;
Wвх, Wвых - влагосодержание поступающего и выходящего осушенного газа в МФА 4, соответственно, кг/1000 м3;
ХРДЭГ, ХНДЭГ - концентрация РДЭГ и НДЭГ, соответственно, % масс.
Значения Wвх и Wвых определяют из формулы Бюкачека [см. стр. 14, Клюсов, В.А. Технологические расчеты систем абсорбционной осушки газа. Справочное пособие. Издательство: Тюмень: ТюменНИИгипрогаз. 140 страниц; 2002 г.]:


где рвх, рвых - давление газа на входе и выходе МФА 4, измеряемое датчиками давления 3 и 9, соответственно;
Твх, Твых - температура газа на входе и выходе МФА 4, измеряемая датчиками температуры 2 и 8, соответственно.
Значение концентрации ХНДЭГ в АСУ ТП 16 поступает с многопараметрического датчика контроля 13 (в качестве датчика 13 можно использовать массовые расходомеры фирм KROHNE из серии OPTIMASS или Micro Motion фирмы Метран).
Значение концентрации ХРДЭГ в АСУ ТП 16 поступает из цеха регенерации УКПГ. Поддержание значения концентрации ДЭГ, а также поддержание его температуры в пределах заданных границ, предусмотренных технологическим регламентом УКПГ, обеспечивает цех регенерации ДЭГ.
АСУ ТП 16 осуществляет поддержание заданного значения температуры точки росы Тт.р.з осушаемого газа, используя каскадную схему ПИД-регуляторов 28 и 30 с блоком коррекции 29 массового расхода РДЭГ, а для поддержания заданного расхода осушаемого газа в МФА 4, использует ПИД-регулятор 31, управляющий КР 17.
Опыт эксплуатации УКПГ показывает, что реальная температура точки росы осушенного газа всегда на несколько градусов выше, чем теоретическая, т.е. расчетная [см., стр. 111, Бекиров Т.М., Шаталов А.Т. Сбор и подготовка к транспорту природных газов. - М.: Недра, 1986. - 261 с.]. Учитывая сказанное и опыт эксплуатации газовых промыслов Ямбурга и Заполярного, в предлагаемом техническом решении введен блок коррекции 29, позволяющий в автоматическом режиме скорректировать расчетное значение Gp массового расхода абсорбента так, чтобы гарантировано обеспечить заданное значение Тт.р.з. температуры точки росы осушенного газа на выходе абсорбера.
Решая эту задачу АСУ ТП 16 отслеживает в реальном масштабе времени отклонение фактического значения температуры точки росы Тт.р.ф. от значения ее уставки Тт.р.з. Для этого она на вход задания SP ПИД-регулятора 28 подает сигнал 25 уставки Тт.р.з., значение которой определяют по ОСТ 51.40-93 и вводят в БД АСУ ТП. Одновременно, на вход обратной связи PV этого же ПИД регулятора АСУ ТП 16 подает сигнал 24 - фактическое значение температуры точки росы Тг.р.ф., регистрируемое датчиком 11. Сравнивая эти два сигнала ПИД-регулятор 28 на своем выходе CV непрерывно формирует текущее значение поправки Δ, необходимой для корректировки рассчитанного по формуле (1) значения массового расхода РДЭГ. Сигнал этой поправки подают на вход I2 блока коррекции 29 массового расхода РДЭГ. Одновременно на вход Ii блока коррекции 29 АСУ ТП 16 подает сигнал 23 значения массового расхода РДЭГ, рассчитанного по формуле (1).
Получив эти два сигнала блок 29 производит рассчет значения массового расхода РДЭГ с учетом поправки Δ, используя следующие выражения:
если Tт.р.ф.>Tт.р.з., то Gкор.=Gpac.+Δ,
если Тт.р.ф.=Тт.р.з., то Gкор.=Gрас.,
если Тт.р.ф.<Тт.р.з., то Gкор.=Gpac.-Δ.
Определенное значение Gкор. блок 29 подает на вход задания SP ПИД-регулятора 30. На вход обратной связи PV этого же ПИД-регулятора поступает сигнал 22 фактического расхода РДЭГ, контролируемого датчиком 12. Сравнивая эти два сигнала, ПИД-регулятор 30 на своем выходе CV формирует управляющий сигнал 32, который он подает на КР 15 расхода РДЭГ. В результате этого обеспечивается автоматическое управление подачей необходимого количества РДЭГ в МФА 4, достаточного для осушки газа до заданной температуры точки росы.
Поддержание заданного значения расхода осушенного газа АСУ ТП 16 осуществляет следующим образом. На вход задания SP ПИД-регулятора 31 она подает сигнал 27 уставки расхода осушаемого газа Qуст. по установке. Одновременно на вход обратной связи PV этого же ПИД-регулятора АСУ ТП 16 подает сигнал 26 - фактическое значение расхода осушаемого газа Qф, измеряемое датчиком расхода 10. Сравнивая эти два сигнала, ПИД-регулятор 31 формирует на своем выходе CV управляющий сигнал 33, который подает на КР 17, поддерживая заданный расход осушаемого газа в МФА 4.
АСУ ТП 16 в реальном масштабе времени с заданной дискретностью измеряет фактический удельный унос ДЭГ осушенным газом на выходе МФА 4 с помощью датчика 14 и отслеживает соблюдение условия

путем сравнения фактического значения удельного уноса ДЭГ Uфакт из МФА 4 с его значением Uзад., которое в виде уставки удельного уноса вводится в БД АСУ ТП 16 перед запуском установки обслуживающим персоналом.
Если условие (2) соблюдается АСУ ТП, используя ПИД-регулятор 31, поддерживает заданное значение расхода осушенного газа в МФА 4.
Если условие (2) не соблюдается, а это означает то, что ухудшилось качество поступающего газа из скважин (произошел выброс пластовой воды, увеличилось количество мех примесей, поступающих с добытым газом и т.д.), либо изменилось состояние оборудования, то АСУ ТП 16 немедленно формирует извещение об этом оператору УКПГ и приступает к снижению нагрузки на МФА 4, чтобы исключить рост потерь ДЭГ в системе.
Для этого АСУ ТП 16 с заданной дискретностью по времени и уровнем квантования по величине производит пошаговое прикрытие КР 17. Для этого АСУ ТП 16 последовательно снижает значение сигнала 27 на входе задания SP ПИД-регулятора 31, т.е. корректирует уставку расхода осушаемого газа Qуст. в МФА 4. В результате происходит пошаговое снижение расхода газа в МФА 4. После каждого шага прикрытия КР 17 АСУ ТП 16 проверяет соблюдение условия (2), выждав заданный интервал времени, длительность которого определяется временем окончания переходных процессов в МФА 4. Если АСУ ТП 16 обнаружит, что условие (2) снова выполняется, то она последнее значение сигнала задания 27, подавемого на вход SP ПИД-регулятора 31, фиксирует в своей БД в качестве уставки расхода осушенного газа в МФА 4 и переключает ПИД-регулятор 31 в режим управления процессом осушки газа в МФА 4 с этой новой уставкой. Одновременно АСУ ТП 16 формирует сообщение об этом оператору УКПГ.
Возможна ситуация, когда АСУ ТП 16, производя пошаговое прикрытие КР 17 после того, как было нарушено условие (2), доведет производительность МФА 4 до минимально допустимого значения расхода газа, которое определено паспортными характеристиками МФА, ниже которого необходимо остановить работу МФА, то она сразу формирует сообщение обслуживающему персоналу УКПГ о необходимости принятия решения по изменению режима работы установки.
Настройку ПИД-регуляторов производят согласно общеизвестным методам, изложенным, например, в «Энциклопедии АСУ ТП», п. 5.5, ПИД-регулятор, ресурс http://www.bookasutp.ru/Chapter5_5.aspx#HandTuning.
Способ автоматического управления процессом осушки газа на УКПГ в условиях Крайнего Севера РФ, частично реализован на Заполярном нефтегазоконденсатном месторождении на УКПГ-1С, УКПГ-2С и УКПГ-3С ООО «Газпром добыча Ямбург» ПАО «Газпром». Результаты реализации показали его высокую эффективность. Заявляемое изобретение может широко использоваться и на других действующих и вновь осваиваемых газоконденсатных месторождениях Крайнего Севера РФ.
Применение данного способа позволяет повысить качество управления технологическим процессом осушки газа на УКПГ, работающей в условиях Крайнего Севера РФ, в рамках норм и ограничений, предусмотренных ее технологическим регламентом, и снижает роль человеческого фактора при управлении технологическим процессом подготовки газа к дальнему транспорту. Благодаря этому удается поддерживать заданное качество осушаемого газа, отправляемого потребителю, при возникновении отклонений в ходе технологического процесса на УКПГ и исключить человеческий фактор при принятии управляющих решений.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ автоматического управления процессом осушки газа на установках комплексной подготовки газа в условиях Севера РФ | 2023 |
|
RU2811554C1 |
| Способ автоматического управления процессом осушки газа в многофункциональных абсорберах установок комплексной подготовки газа | 2023 |
|
RU2803998C1 |
| Способ автоматического управления процессом осушки газа на многофункциональных абсорберах установок комплексной подготовки газа, расположенных на севере РФ | 2023 |
|
RU2803993C1 |
| СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПРОЦЕССОМ ОСУШКИ ГАЗА НА УСТАНОВКАХ КОМПЛЕКСНОЙ ПОДГОТОВКИ ГАЗА В УСЛОВИЯХ СЕВЕРА | 2019 |
|
RU2712665C1 |
| Способ автоматического управления процессом осушки газа на многофункциональных абсорберах установок комплексной подготовки газа | 2023 |
|
RU2811555C1 |
| Способ автоматического управления процессом осушки газа на установках комплексной подготовки газа, расположенных в районах Крайнего Севера РФ | 2023 |
|
RU2809096C1 |
| Способ автоматического распределения нагрузки между технологическими линиями осушки газа на установках комплексной подготовки газа | 2023 |
|
RU2804000C1 |
| Способ автоматического распределения нагрузки между технологическими линиями осушки газа на установках комплексной подготовки газа | 2023 |
|
RU2805067C1 |
| СПОСОБ АВТОМАТИЧЕСКОГО РАСПРЕДЕЛЕНИЯ НАГРУЗКИ МЕЖДУ ТЕХНОЛОГИЧЕСКИМИ ЛИНИЯМИ ОСУШКИ ГАЗА НА УСТАНОВКАХ КОМПЛЕКСНОЙ ПОДГОТОВКИ ГАЗА, РАСПОЛОЖЕННЫХ НА СЕВЕРЕ РФ | 2019 |
|
RU2724756C1 |
| СПОСОБ АВТОМАТИЧЕСКОГО РАСПРЕДЕЛЕНИЯ НАГРУЗКИ МЕЖДУ ТЕХНОЛОГИЧЕСКИМИ ЛИНИЯМИ НИЗКОТЕМПЕРАТУРНОЙ СЕПАРАЦИИ ГАЗА НА УСТАНОВКАХ КОМПЛЕКСНОЙ ПОДГОТОВКИ ГАЗА НЕФТЕГАЗОКОНДЕНСАТНЫХ МЕСТОРОЖДЕНИЙ СЕВЕРА РФ | 2020 |
|
RU2743870C1 |
Изобретение относится к области подготовки природного газа к дальнему транспорту и может быть использовано для автоматического управления процессом осушки газа на установках комплексной подготовки газа – УКПГ в условиях Крайнего Севера РФ. Автоматизированная система управления технологическими процессами - АСУ ТП измеряет фактический удельный унос Uфакт диэтиленгликоля - ДЭГ осушенным газом на выходе многофункционального абсорбера - МФА и сравнивает его с уставкой удельного уноса Uзад.. После чего АСУ ТП контролирует соблюдение условия Uфакт≤Uзад. и в случае его нарушения АСУ ТП немедленно формирует сообщение оператору УКПГ и переключает режим управления МФА на пошаговое снижение расхода осушаемого газа в нем с помощью ПИД-регулятора, управляющего клапаном-регулятором - КР, установленным на выходе МФА. При обнаружении АСУ ТП выполнения условия Uфакт≤Uзад. она последнее зафиксированное значение потока осушаемого газа Q принимает за значение новой уставки расхода осушаемого газа Qуст. в МФА и далее управляет работой МФА в основном режиме с учетом новой уставки. Техническим результатом является обеспечение автоматического поддержания режима подготовки газа к дальнему транспорту и качества осушаемого газа, отправляемого потребителю. 1 з.п. ф-лы, 2 ил.
1. Способ автоматического управления процессом осушки газа на установках комплексной подготовки газа - УКПГ в условиях Крайнего Севера РФ, включающий контроль и управление основными параметрами технологического процесса гликолевой осушки добываемого газа средствами автоматизированной системы управления технологическими процессами - АСУ ТП, которая наблюдает за динамикой поведения фактического расхода регенерированного абсорбента Gф. и рассчитываемого по модели технологического процесса расхода регенерированного абсорбента Gрас., а также следит за выполнением планового задания по объему подачи осушенного газа Q в магистральный газопровод, обеспечивая соответствие Q уставке расхода осушаемого газа Qуст., отличающийся тем, что АСУ ТП в реальном масштабе времени с заданной дискретностью измеряет фактический удельный унос Uфакт диэтиленгликоля - ДЭГ осушенным газом на выходе многофункционального абсорбера - МФА и сравнивает его с уставкой удельного уноса Uзад., которое вводят в базу данных - БД АСУ ТП перед запуском установки в эксплуатацию, после чего АСУ ТП контролирует соблюдение условия Uфакт≤Uзад., и если это условие нарушается, то АСУ ТП немедленно формирует об этом сообщение оператору УКПГ и переключает режим управления МФА на пошаговое снижение расхода осушаемого газа в нем с заданной дискретностью по времени и уровню квантования с помощью ПИД-регулятора, управляющего клапаном-регулятором - КР, установленным на выходе МФА, и после каждого шага прикрытия КР АСУ ТП проверяет соблюдение условия Uфакт≤Uзад., выждав заданный интервал времени τ, длительность которого определяется временем окончания переходных процессов в МФА, и если АСУ ТП обнаружит, что условие Uфакт≤Uзад. снова выполняется, то она последнее зафиксированное значение потока осушаемого газа Q принимает за значение новой уставки расхода осушаемого газа Qуст. в МФА и далее управляет работой МФА в основном режиме с учетом новой уставки.
2. Способ по п. 1, отличающийся тем, что обслуживающий персонал перед запуском УКПГ в эксплуатацию вводит в БД АСУ ТП значение нижней границы, до которой АСУ ТП может понижать уставку расхода осушаемого газа Qуст. в МФА, и значение шага понижения этой уставки, а если производительность МФА опустится до минимально допустимого значения расхода газа, которое определено паспортными характеристиками МФА, ниже которого необходимо остановить работу МФА, АСУ ТП формирует сообщение оператору о необходимости смены режима работы установки.
| СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПРОЦЕССОМ ОСУШКИ ГАЗА НА УСТАНОВКАХ КОМПЛЕКСНОЙ ПОДГОТОВКИ ГАЗА В УСЛОВИЯХ СЕВЕРА | 2019 |
|
RU2712665C1 |
| Устройство для передачи длинномерных изделий | 1959 |
|
SU127177A1 |
| СПОСОБ АВТОМАТИЧЕСКОГО РАСПРЕДЕЛЕНИЯ НАГРУЗКИ МЕЖДУ ТЕХНОЛОГИЧЕСКИМИ ЛИНИЯМИ НИЗКОТЕМПЕРАТУРНОЙ СЕПАРАЦИИ ГАЗА НА УСТАНОВКАХ КОМПЛЕКСНОЙ ПОДГОТОВКИ ГАЗА, С ПРИМЕНЕНИЕМ АППАРАТОВ ВОЗДУШНОГО ОХЛАЖДЕНИЯ, НЕФТЕГАЗОКОНДЕНСАТНЫХ МЕСТОРОЖДЕНИЙ СЕВЕРА РФ | 2020 |
|
RU2743869C1 |
| СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПРОИЗВОДИТЕЛЬНОСТЬЮ УСТАНОВКИ НИЗКОТЕМПЕРАТУРНОЙ СЕПАРАЦИИ ГАЗА В УСЛОВИЯХ КРАЙНЕГО СЕВЕРА | 2019 |
|
RU2709044C1 |
| US 7531030 B2, 12.05.2009 | |||
| CN 105674054 A, 15.06.2016 | |||
| CN 104006295 A, 27.08.2014. | |||
