Изобретение относится к области подготовки природного газа к дальнему транспорту, в частности, к автоматическому управлению осушкой газа на установках комплексной подготовки газа (УКПГ) в условиях Севера РФ.
Известен способ автоматического управления процессом абсорбционной осушки газа, который обеспечивает автоматическое поддержание заданных параметров технологических процессов на УКПГ [см., стр. 413-416, Исакович Р.Я., Логинов В.И., Попадько В.Е. Автоматизация производственных процессов нефтяной и газовой промышленности. Учебник для вузов. М., "Недра", 1983 г., 424 с].
Недостатком указанного способа является то, что в нем подача осушителя (абсорбента) в абсорбер осуществляется только с учетом расхода и влагосодержания осушенного газа. При этом в реальном режиме не контролируется концентрация насыщенного абсорбента, отводимого из абсорбера и унос его с осушаемым газом.
Все эти факторы в совокупности приводят к не оптимальному расходу абсорбента, подаваемого в абсорбер, и к безвозвратной потере этого ценного продукта. В результате излишней потери абсорбента, повышаются энергетические затраты на регенерацию абсорбента, снижается качество подготовки газа к дальнему транспорту, т.е. в целом снижается эффективность процесса осушки газа на УКПГ.
Наиболее близким, по технической сущности, к заявляемому изобретению является способ автоматизации блока абсорбции, который обеспечивает автоматическое поддержание заданных параметров технологического процесса осушки газа на УКПГ [см., стр. 352-354, Андреев Е.Б. и др. Автоматизация технологических процессов добычи и подготовки нефти и газа. - М., "Недра-Бизнесцентр", 2008. - 399 с.]
Существенными недостатками указанного способа является то, что подача абсорбента в абсорбер осуществляется только с учетом расхода и влагосодержания осушенного газа. При этом в реальном режиме не контролируется концентрация насыщенного абсорбента, отводимого из абсорбера и унос его с осушаемым газом.
Эти факторы в совокупности ведут к не оптимальному расходу регенерированного абсорбента, подаваемого в абсорбер и безвозвратной потере этого ценного продукта. В результате излишней потери абсорбента, повышаются энергетические затраты на регенерацию абсорбента и снижается качество подготавливаемого газа к дальнему транспорту, т.е. в целом снижается эффективность процесса осушки газа на УКПГ.
Наличие в природном газе избыточной влаги вызывает ряд серьезных проблем при его транспортировании. Поэтому природные газы на Севере перед подачей в магистральные газопроводы осущают в соответствии с требованиями и нормами для природного газа холодной климатичсекой зоны по ОСТ 51.40-93 «Газы горючие природные, поставляемые и транспортируемые по магистральным газопроводам».
Как правило, подготовка газа сеноманских залежей нефтегазоконденсатных местрождений Севера РФ - Уренгойского, Ямбургского, Запольярного и т.д. нефтегазоконденсатных месторождений, осуществляется на УКПГ с использованием технологии абсорбционной осушки. В качестве абсорбента используется раствор диэтиленгликоля (ДЭГ) [см. стр. 106, Бекиров Т.М., Ланчаков Г.А. Технология обработки газа и конденсата. - М.: ООО «Недра-Бизнесцентр», 1999. - 596 с.].
Цель изобретения - повышение точности управления, технологическим процессом осушки газа, обеспечивая заданное качество подготовки газа для дальнего транспорта при минимальном расходе абсорбента на УКПГ.
Техническими результатами при использовании изобретения, являются:
- повышение эффективности процесса осушки газа на УКПГ с минимизацией объема подаваемого в абсорбер регенерированного ДЭГ (РДЭГ);
- автоматическое поддержание требуемой температуры точки росы осушенного газа;
- оперативное диагностирование работы абсорбера, позволяющее в реальном масштабе времени выявлять и парировать потенциальные нештатные ситуации в его работе.
Указанная задача решается, а технический результат достигается за счет того, что способ автоматического управления процессом осушки газа на УКПГ в условиях Севера реализует автоматизированная система управления технологическим процессом - АСУ ТП осушки газа. Она осуществляет контроль давления и температуры сырого газа, контроль давления, температуры, расход и точки росы осушенного газа, автоматическое поддержание подачи регенерированного абсорбента в абсорбер с учетом расхода добываемого газа, контроль массового расхода абсорбента. АСУ ТП использует для моделирования и управления технологическими процессами контролируемые ею параметры, которые измеряет с заданной дискретностью по времени. В их число так же входят концентрация насыщенного водой абсорбента и удельное количество извлекаемой влаги в результате осушки газа в абсорбере.
АСУ ТП рассчитывает значение расхода Gр регенерированного абсорбента, необходимого для осушки текущего расхода добываемого газа, проходящего через абсорбер, и подает сигнал этого значения расхода Gp на первый вход I1 блока коррекции массового расхода регенерированного абсорбента. На второй вход I2 блока коррекции подается сигнал коррекции, сформированный ПИД-регулятором подержания температуры точки росы осушенного газа на основании сравнения значения ее уставки - Тт.р.з. с фактически измеренным значением точки росы - Тт.р.ф. на данный момент. Получив эти два сигнала, блок коррекции производит расчет корректирующей поправки Δ к рассчитанному АСУ ТП значению Gp массового расхода регенерированного абсорбента. Расчет скорректированного значения задания расхода Gкор. абсорбента с использованием этой поправки Δ производится на основе следующих выражений:
если Тт.р.ф. > Тт.р.з., то Gкор. = Gp + Δ,
если Тт.р.ф. = Тт.р.з., то Gкор. = Gp,
если Тт.р.ф. < Тт.р.з., то Gкор. = Gp - Δ.
Полученное значение Gкор. подается на вход задания SP ПИД-регулятора поддержания расхода регенерированного абсорбента. Одновременно, на вход обратной связи PV этого же ПИД-регулятора поступает сиг3нал G(t) фактического расхода регенерированного абсорбента. В результате обработки этих двух сигналов ПИД-регулятор поддержания расхода регенерированного абсорбента формирует на своем выходе CV сигнал для клапана-регулятора, управляющего подачей регенерированного абсорбента в абсорбер. Одновременно с этим АСУ ТП ведет контроль динамики поведения фактического расхода регенерированного абсорбента G(t) относительно непрерывно рассчитываемого для этих же моментов времени значений его расхода Gp(t), которые по факту являются функциями времени. И если АСУ ТП выявляет то, что динамика поведения G(t) и Gp(t) становится разной, то система формирует сообщение оператору УКПГ о том, что произошло увеличение уноса абсорбента из абсорбера.
АСУ ТП анализирует динамику поведения G(t) и Gp(t) путем контроля модуля разности этих функций, который должен удовлетворять неравенству ⏐Gp(t) - G(t)⏐ ≤ ΔG, где ΔG максимально допустимая разность между рассчитанным Gp(t) и фактическим G(t) расходом регенерированного абсорбента. Одновременно АСУ ТП контролирует поведение их первых производных по времени. И если разность первых производных в некоторый момент времени t1 превысит допустимый порог ωзад., определяемый соотношением ⏐dG(t)/dt - dGp(t)/dt⏐ > ωзад., АСУ ТП фиксирует имеющую место в момент времени t1 разность значений {G(t1) - Gр(t1)} = ΔG(t1) и производит поиск зафиксированных перед этим отклонений в режиме работы газового промысла, таких как гидратообразование в шлейфах, вынос воды или песка из скважин, и т.д. Обнаружив такое отклонение, АСУ ТП выбирает специальный, конкретный режим управления процессом для парирования сложившейся ситуации. Этот режим управления АСУ ТП реализует до момента времени t2, при котором станут выполняться условия: ⏐dG(t)/dt - dG(t)/dt⏐ = 0 и ΔG(t1) = ΔG(t2).
При переходе на специальный режим управления процессом АСУ ТП формирует сообщение об этом оператору установки со всеми данными, определившими ее выбор режима управления процессами установки.
При этом значение величин ΔG и ωзад. для каждого абсорбера выбирает обслуживающий персонал установки индивидуально с учетом его состояния и по результатам гидродинамических исследований эксплуатируемых скважин и вводит их в базу данных АСУ ТП.
В случае, если АСУ ТП не находит зафиксированных отклонений в режиме работы газового промысла, и/или отсутствуют алгоритмы парирования в автоматическом режиме сложившейся ситуации, система формирует сообщение оператору. На основе этого оператор принимает решения, позволяющие парировать возникшую нештатную ситуацию в работе УКПГ, например, путем изменения режима работы установки, снижения объема пропускаемого через абсорбер газа и т.д.
Основной аппарат технологии осушки на УКПГ, эксплуатируемых на Севере - многофункциональный абсорбер (МФА), состоящий из сепарационной, массобменной и фильтрующей секций [см. стр. 11, Ланчаков Г.А., Кульков А.Н., Зиберт Г.К. Технологические процессы подготовки природного газа и методы расчета оборудования. - М.: ООО «Недра - Бизнесцентр», 2000. - 279 с.: ил.].
В сепарационной секции МФА осуществляется предварительная сепарация газа, в массообменной секции - абсорбция влаги, которая имеется в газе, а в фильтрующей секции - окончательная очистка газа.
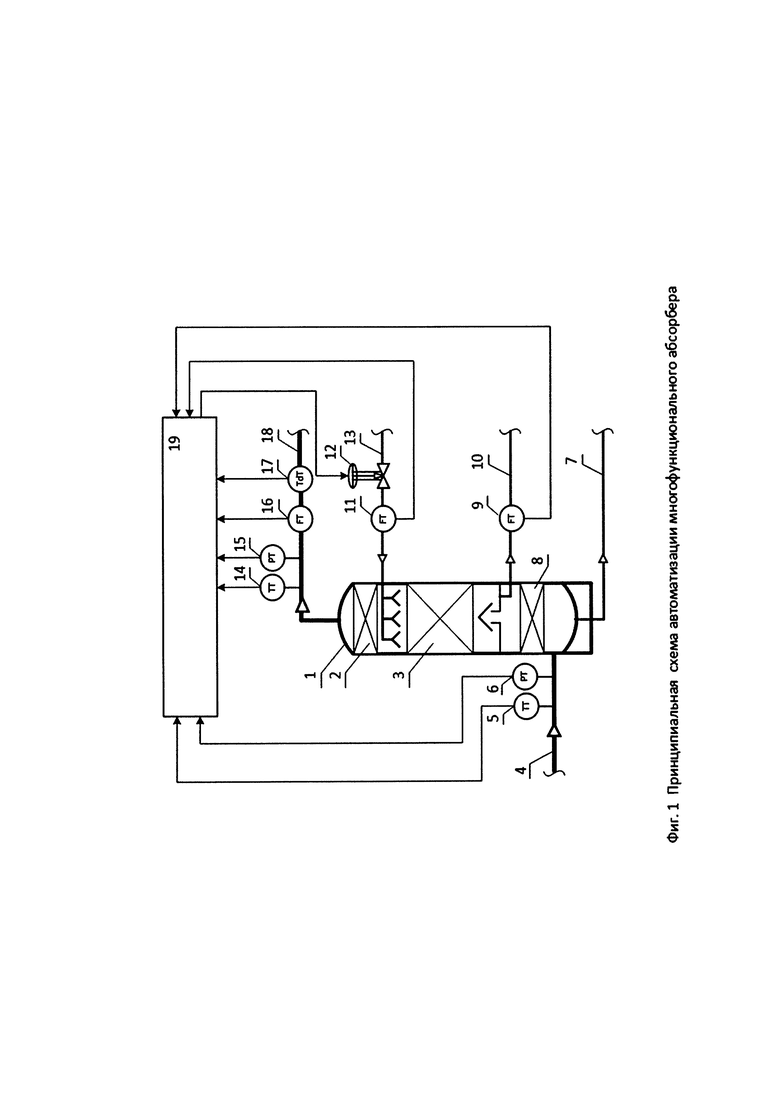
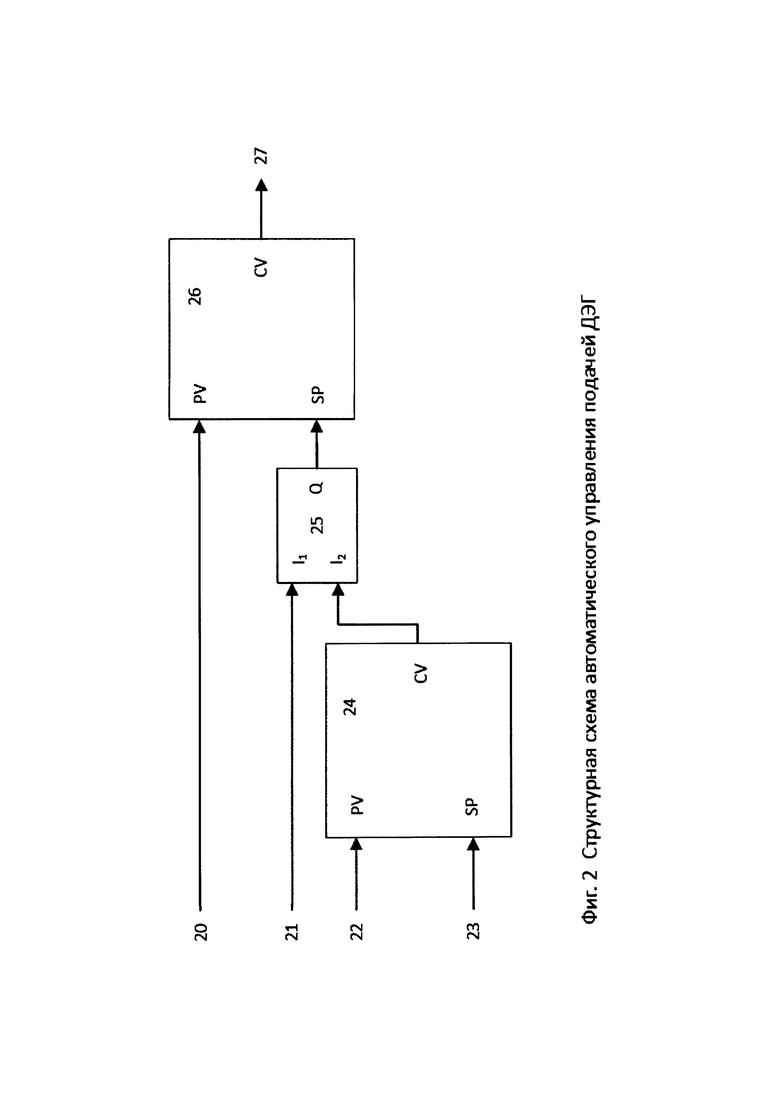
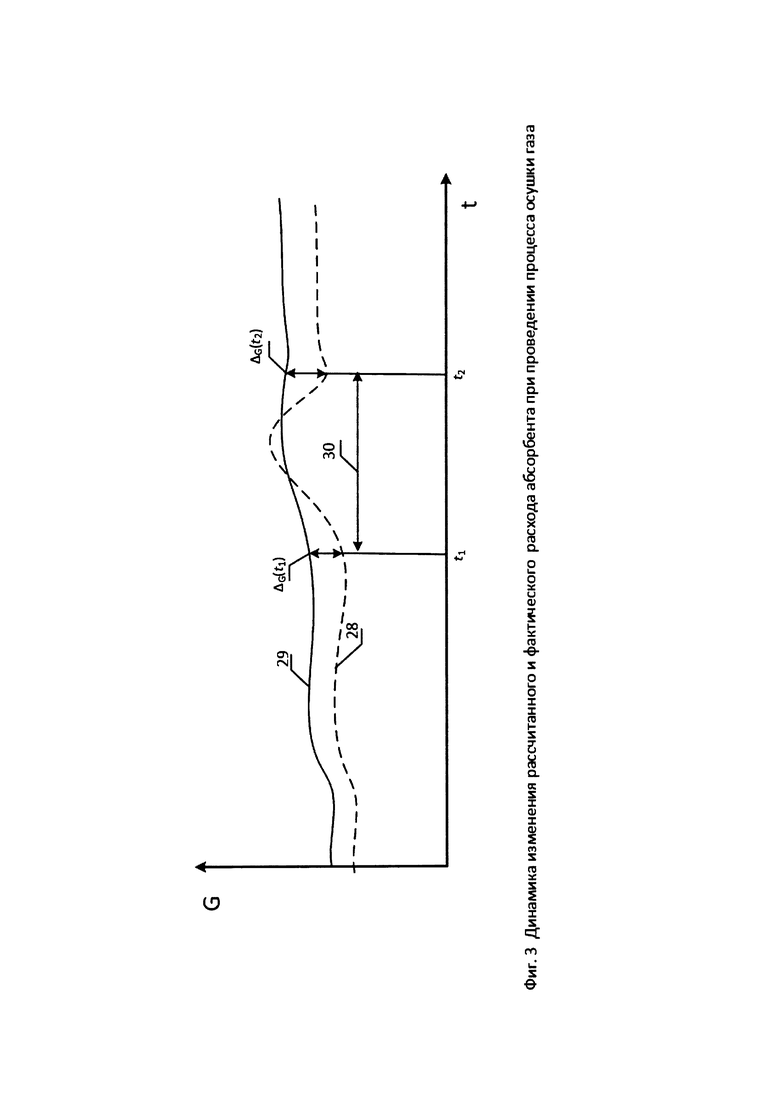
На фиг. 1 представлена принципиальная технологическая схема МФА, на фиг. 2 - структурная схема автоматического управления подачей РДЭГ в МФА, а на фиг. 3 продемонстрирована динамика изменения значений расчетного и фактического расхода РДЭГ в процессе осушки газа на МФА.
На фиг. 1 использованы следующие обозначения:
1 - МФА;
2 - фильтрующая секция МФА;
3 - абсорбционная секция МФА;
4 - входная линия сырого газа;
5 - датчик температуры сырого газа;
6 - датчик давления сырого газа;
7 - линия отвода водного раствора ингибитора (ВРИ);
8 - сепарационная секция МФА;
9 - многопараметрический датчик для измерения концентрации и расхода насыщенного ДЭГ (НДЭГ);
10 - линия отвода НДЭГ на регенерацию;
11 - датчик контроля массового расхода РДЭГ;
12 - клапан-регулятор расхода РДЭГ;
13 - линия подачи РДЭГ;
14 - датчик температуры осушенного газа;
15 - датчик давления осушенного газа;
16 - датчик расхода осушенного газа;
17 - датчик температуры точки росы осушенного газа;
18 - выходная линия осушенного газа
19 - АСУ ТП УКПГ.
На фиг. 2 использованы следующие обозначения:
20 - сигнала расхода РДЭГ, поступающий с датчика 11;
21 - сигнал расчетного значения массового расхода РДЭГ, необходимого для осушки газа;
22 - сигнал с датчика температуры точки росы 17 осушенного газа, поступающий на вход PV ПИД-регулятора 24;
23 - сигнал задания уставки значения температуры точки росы осушенного газа, поступающий на вход SP ПИД-регулятора 24;
24 - ПИД-регулятор подержания температуры точки росы осушенного газа;
25 - блок коррекции массового расхода РДЭГ;
26 - ПИД-регулятор подержания расхода РДЭГ;
27 - управляющий сигнал, подаваемый с выхода CV ПИД-регулятора 26 на клапан-регулятор 12 расхода РДЭГ.
На фиг. 3 использованы следующие обозначения:
28 - значения фактического расхода РДЭГ;
29 - расчетные значения расхода РДЭГ;
30 - область обнаружения нештатных ситуаций.
Способ автоматического управления процессом осушки газа на УКПГ в условиях Крайнего Севера реализуют следующим образом.
Из коллектора сырого газа УКПГ по входной линии 4 добытый газ поступает во входную сепарационную секцию 8 МФА 1, где из него выделяется капельная жидкость и механические примеси. Выделившаяся из сырого газа жидкость представляет собой ВРИ, который из кубовой (нижней) части МФА 1 через линию отвода ВРИ 7, направляется либо на регенерацию, либо на утилизацию. Газ из сепарационной части через полуглухую тарелку поступает в абсорбционную секцию 3 МФА 1. Навстречу потоку газа подается раствор РДЭГ концентрацией 98-99%. На контактных тарелках происходит барботажный массообмен между встречными потоками осушаемого газа и РДЭГ (влага удаляется из газа за счет абсорбции, а ДЭГ насыщается влагой). Количество РДЭГ, подаваемого на осушку, в основном зависит от расхода газа через установку, от его влагосодержания и концентрации РДЭГ.
НДЭГ собирается на полуглухой тарелке массообменной секции МФА 1 и через линию отвода 10 отводится на регенерацию. Осушенный газ из массообменной секции поступает в фильтрующую секцию, где улавливается уносимый газом раствор ДЭГ. Пылевидные частицы ДЭГ, уносимые газом, коагулируются на фильтр-патронах и стекают по их наружной поверхности на тарелку, с которой ДЭГ по выносному трубопроводу направляется на полуглухую тарелку абсорбера или в линию сброса НДЭГа с полуглухой тарелки. Уровень ДЭГ на полуглухой тарелке выполняет роль гидрозатвора, препятствующего проходу газа по трубопроводу в фильтрующую часть абсорбера.
Из МФА 1 осушенный до заданного значения точки росы газ подается по выходной линии 18 осушенного газа в коллектор осушенного газа УКПГ.
Процесс осушки газа на установке реализуют в реальном режиме в рамках заданных границ, предусмотренных технологическим регламентом УКПГ, путем контроля основных параметров технологического процесса с автоматическим вычислением и подачей в реальном масштабе времени необходимого количества РДЭГ в МФА 1.
Для определения количества РДЭГ, которое необходимо подавать для осушки газа в МФА 1, АСУ ТП 19 с заданной дискретностью производит измерение базовых параметров:
- температуры и давления сырого газа (соответственно, датчики 5 и 6);
- концентрацию НДЭГ (многопараметрический датчик расхода 9);
- температуры, давления и расхода осушенного газа (соответственно, датчики 14, 15, 16 и 17).
Количество РДЭГ, необходимого для подачи в МФА 1 определяется по формуле [см. стр. 111, Бекиров Т.М., Шаталов А.Т. Сбор и подготовка к транспорту природных газов. - М.: Недра, 1986. - 261 с.]:

где Gp - рассчитанный расход РДЭГ (кг/час);
Q - поток осушаемого газа через МФА 1, тысяч м3/час;
ΔW - удельное количество извлекаемой влаги в результате осушки газа в МФА 1, кг/1000 м3;
Wвх, Wвых - влагосодержание поступающего и осушенного газа в МФА 1, соответственно, кг/1000 м3;
ХРДЭГ, ХНДЭГ - концентрация РДЭГ и НДЭГ, соответственно, % масс.
Значения Wвх и Wвых определяют из формулы Бюкачека [см. стр. 14, Клюсов, В.А. Технологические расчеты систем абсорбционной осушки газа. Справочное пособие. Издательство: Тюмень: ТюменНИИгипрогаз. 140 страниц; 2002 г.]:
где рвх, рвых - давление газа на входе и выходе МФА 1, измеряемое датчиками давления 6 и 15, соответственно; Твх, Твых - температура газа на входе и выходе МФА 1, измеряемая датчиками температуры 5 и 14, соответственно.
Значение концентрации ХНДЭГ в АСУ ТП 19 поступает с многопараметрического датчика контроля 9 (в качестве датчика 10 можно использовать массовые расходомеры фирм KROHNE из серии OPTIMASS или Micro Motion фирмы Метран).
Значение концентрации ХРДЭГ в АСУ ТП 19 поступает из цеха регенерации УКПГ. Поддержание значения концентрации ДЭГ, а также поддержание его температуры в пределах заданных границ, предусмотренных технологическим регламентом УКПГ, обеспечивается при регенерации в цехе регенерации ДЭГ.
Поддержание заданного значения температуры точки росы Тт.р.з. осушаемого газа обеспечивает каскадная схема ПИД-регуляторов 24 и 26, реализованных на базе АСУ ТП 19 установки. ПИД-регулятор 24 подержания температуры точки росы осушенного газа, отслеживает в реальном масштабе времени отклонение фактического значения температуры точки росы Тт.р.ф. от заданного значения Тт.р.з. Для этого на вход задания SP ПИД-регулятора 24 подается сигнал 23 уставки температуры точки росы Тт.р.з., которая определяется по ОСТ 51.40-93. Одновременно, на вход обратной связи PV этого же ПИД регулятора, подается сигнал 22 фактического значения температуры точки росы Тт.р.ф., регистрируемой датчиком 17. Сравнивая эти два сигнала, ПИД-регулятор 24 формирует на своем выходе CV значение поправки Δ, необходимой для корректировки рассчитанного АСУ ТП значения массового расхода РДЭГ по формуле (1). Сигнал этой поправки подается на вход I2 блока коррекции 25 массового расхода РДЭГ, также реализованного на базе АСУ ТП 19 УКПГ. Одновременно на вход I1 блока коррекции 25 подается из АСУ ТП сигнал значения массового расхода РДЭГ, рассчитанного по формуле (1).
Получая эти два сигнала, блок 25 производит расчет корректирующей поправки к рассчитанному АСУ ТП значению массового расхода РДЭГ, используя следующие выражения:
если Тт.р.ф. > Тт.р.з., то Gкор. = Gp + Δ,
если Тт.р.ф. = Тт.р.з., то Gкор. = Gp,
если Тт.р.ф. < Тт.р.з., то Gкор. = Gp - Δ.
Для управления подачей РДЭГ в МФА 1 используется ПИД-регулятор 26 поддержания расхода РДЭГ, на вход задания SP которого подается сигнал скорректированного значения расхода РДЭГ Gкор. с выхода Q блока коррекции 25, а на вход PV обратной связи данного ПИД-регулятора одновременно подают сигнал 20 фактического расхода РДЭГ G(t), поступающий с датчика 11. (Сигнал G(t) по своей сути является некоторой функцией времени). Сравнивая эти два сигнала, ПИД-регулятор 26 на своем выходе CV формирует управляющий сигнал 27, который подается на клапан-регулятор 12 расхода РДЭГ. В результате этого обеспечивается автоматическое управление подачей необходимого количества РДЭГ в МФА 1, достаточного для осушки газа до заданной температуры точки росы.
Настройку ПИД-регуляторов производят согласно общеизвестным методам, изложенным, например, в «Энциклопедии АСУ ТП», п. 5.5, ПИД-регулятор, ресурс http://www.bookasutp.ru/Chapter5_5.aspx#HandTuning.
В процессе ведения технологического процесса АСУ ТП с помощью датчика 11 следит за динамикой и квазистатическим уровнем фактического расхода РДЭГ G(t), подаваемого для осушки газа в МФА 1.
Для контроля квазистатического уровня фактического расхода РДЭГ, регистрируемого датчиком 11, АСУ ТП строит текущий (фактический) расход G(t) в виде графика 28 временной функции (см. фиг. 3). Параллельно этому графику АСУ ТП строит синхронизированную с ним временную функцию 29 непрерывно рассчитываемого значения расхода РДЭГ Gp(t), определяемого по формуле (1). Если оба графика идут параллельно, т.е. их динамика одинакова и разность этих расходов практически постоянна, т.е. ⏐Gp(t) - G(t)⏐≤ ΔG, где ΔG максимально допустимая разность между рассчитанным Gp(t) и фактическим G(t) расходом РДЭГ для каждого момента времени, то однозначно можно утверждать, что технологический процесс осушки газа проходит в нормальном режиме. При этом величину ΔG назначают индивидуально для каждого МФА УКПГ и уточняют ее после каждого цикла газодинамических исследований эксплуатируемых скважин.
Для контроля динамики поведения фактического расхода G(t) относительно непрерывно рассчитываемого для этих же моментов времени значений расхода Gp(t) (по факту являющимися функциями времени t), АСУ ТП анализирует динамику поведения G(t) и Gp(t) путем контроля модуля разности этих функций, который должен удовлетворять неравенству ⏐Gp(t) - G(t)⏐≤ ΔG. Одновременно АСУ ТП следит за первыми производными по времени фактического dG(t)/dt и расчетного dGp(t)/dt расхода РДЭГ. Если динамика изменения Gфакт.(t) относительно G(t) отсутствует (кривые идут параллельно), то разность их первых производных будет равна нулю, т.е. ⏐dG(t)/dt - dG(t)/dt⏐ = 0. Если поведение G(t) и Gp(t) различаются, то модуль разности их первых производных будет отличен от нуля. Характер такого изменения этих графиков во времени представлен на фиг. 3. Тогда, когда динамика графиков станет действительно различной, она будет характеризоваться тем, что разность их первых производных (разность тангенсов угла наклона этих кривых) превысит некоторый заранее установленный предел ωзад. Это утверждение математически записывается в виде выражения

С этого момента необходимо принимать меры по управлению технологическим процессом для парирования возникшей нештатной ситуации. Реализация этого алгоритма выявления нештатной ситуации легко осуществляется АСУ ТП с помощью ПИД-регуляторов, которые обеспечивают необходимое сглаживание регистрируемой (фактической) G(t) и рассчитываемой Gp(t) кривых для исключения из анализа случайных выбросов. Именно поэтому АСУ ТП легко обнаруживает момент начала отклонения в ходе технологического процесса (эта область на фиг. 3 обозначена как «область обнаружения нештатных ситуаций» 30).
В этот момент АСУ ТП фиксирует имеющую место на момент времени t1 разность значений {G(t1) - Gр(t1)} = ΔG(t1) и осуществляет поиск зафиксированных перед этим отклонений в режиме работы газового промысла, таких как:
- гидратообразование в шлейфах, которое АСУ ТП определяет и фиксирует в соответствии с технологиями, см. патенты РФ №2329371, №2560028, и №2573654;
- АСУ ТП выявило изменения в состоянии скважин, см. патент РФ №2607004;
- система обнаружила вынос воды или песка из скважин, см. патенты РФ №2474685, №2619602 и №2608141 и т.д.
Определив причину отклонения в режиме эксплуатации установки, АСУ ТП парирует его следующим образом:
- в момент t1 выявления различия в динамике поведения функций G(t) и Gp(t) система запоминает величину и знак разности между этими двумя функциями;
- система осуществляет поиск алгоритма технологии парирования сложившейся ситуации;
- система переходит на режим управления технологическими процессами установки и начинает изменять фактический расход РДЭГ (управлять фактическим расходом РДЭГ) в соответствии с выбранным алгоритмом;
- система формирует сообщение оператору установки о причинах и переходе на режим управления технологическим процессом, позволяющим парировать сложившуюся ситуацию;
- система реализует выбранный алгоритм управления установкой до момента t2, когда снова станут выполняться условия:
⏐dG(t)/dt - dGp(t)/dt⏐ = 0
ΔG(t1) = ΔG(t2).
При этом значение величин ΔG и ωзад. для каждого МФА выбирает обслуживающий персонал индивидуально с учетом его состояния и по результатам гидродинамических исследований эксплуатируемых скважин.
Если АСУ ТП не находит зафиксированных отклонений в режиме работы газового промысла, и/или отсутствуют алгоритмы парирования в автоматическом режиме сложившейся ситуации, система немедленно формирует сообщение оператору для принятия решений, позволяющие парировать возникшую нештатную ситуацию в работе УКПГ. Так же система предлагает оператору решить проблему, например, путем изменения режима работы установки, снижения объема пропускаемого через абсорбер газа и т.д.
Такая ситуация возникает в случаях, когда:
- происходит залповый выброс пластовой воды в скважинах (выше допустимой нормы);
- произошло нарушение в работе МФА - забиты твердыми частицами и порваны сетчатые маты в сепарационной секции, засорились фильтр-патроны и т.д.
Способ автоматического управления процессом осушки газа на УКПГ, эксплуатируемых в условиях Крайнего Севера, реализован на Заполярном нефтегазоконденсатном месторождении на УКПГ-1С, УКПГ-2С и УКПГ-3С ООО «Газпром добыча Ямбург» ПАО «Газпром». Результаты эксплуатации показали его высокую эффективность. Заявляемое изобретение может широко использоваться и на других действующих и вновь осваиваемых газоконденсатных месторождениях Севера РФ.
Применение данного способа позволяет:
- в реальном режиме времени автоматически определять необходимое количество РДЭГ с учетом расхода осушаемого газа через абсорбер, концентрации НДЭГ, отводимого из него и удельного количества извлекаемой влаги в результате осушки газа. Благодаря этому удается минимизировать количество подаваемого РДЭГ в МФА без снижения качества процесса осушки газа на УКПГ;
- автоматически удерживать заданную температуру точки росы, являющуюся основным параметром, определяющим влажность осушенного газа на УКПГ, путем обеспечения подачи в МФА необходимого в данный момент объема РДЭГ, обеспечивая подготовку газа к дальнему транспорту с заданными параметрами качества;
- оперативно выявлять возникающие нештатные ситуации в работе МФА, значительно упрощая принятие эффективных управляющих решений (изменение режимов работ скважин, УКПГ и т.д.) на технологических объектах, задействованных в цикле добычи, транспортировки и подготовки газа к дальнему транспорту.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ автоматического управления процессом осушки газа в многофункциональных абсорберах установок комплексной подготовки газа | 2023 |
|
RU2803998C1 |
| Способ автоматического управления процессом осушки газа на многофункциональных абсорберах установок комплексной подготовки газа, расположенных на севере РФ | 2023 |
|
RU2803993C1 |
| Способ автоматического управления процессом осушки газа на установках комплексной подготовки газа в условиях Крайнего Севера РФ | 2023 |
|
RU2803996C1 |
| Способ автоматического управления процессом осушки газа на установках комплексной подготовки газа в условиях Севера РФ | 2023 |
|
RU2811554C1 |
| Способ автоматического управления процессом осушки газа на многофункциональных абсорберах установок комплексной подготовки газа | 2023 |
|
RU2811555C1 |
| Способ автоматического управления процессом осушки газа на установках комплексной подготовки газа, расположенных в районах Крайнего Севера РФ | 2023 |
|
RU2809096C1 |
| Способ автоматического распределения нагрузки между технологическими линиями осушки газа на установках комплексной подготовки газа | 2023 |
|
RU2804000C1 |
| СПОСОБ АВТОМАТИЧЕСКОГО РАСПРЕДЕЛЕНИЯ НАГРУЗКИ МЕЖДУ ТЕХНОЛОГИЧЕСКИМИ ЛИНИЯМИ ОСУШКИ ГАЗА НА УСТАНОВКАХ КОМПЛЕКСНОЙ ПОДГОТОВКИ ГАЗА, РАСПОЛОЖЕННЫХ НА СЕВЕРЕ РФ | 2019 |
|
RU2724756C1 |
| Способ автоматического распределения нагрузки между технологическими линиями осушки газа на установках комплексной подготовки газа | 2023 |
|
RU2805067C1 |
| Способ двухступенчатой осушки углеводородного газа | 2023 |
|
RU2809095C1 |
Изобретение относится к области подготовки природного газа к дальнему транспорту, в частности к автоматическому управлению осушкой газа на установках комплексной подготовки газа - УКПГ в условиях Севера РФ. Автоматизированная система управления технологическим процессом - АСУ ТП осушки газа осуществляет контроль давления и температуры сырого газа, контроль давления, температуры, расхода и точки росы осушенного газа, автоматическое поддержание подачи регенерированного абсорбента в абсорбер с учетом расхода добываемого газа, контроль массового расхода абсорбента. Она использует для моделирования и управления технологическими процессами контролируемые ею параметры, которые измеряет с заданной дискретностью по времени. В их число также входят концентрация насыщенного водой абсорбента и удельное количество извлекаемой влаги в результате осушки газа в абсорбере. Изобретение позволяет минимизировать количество подаваемого абсорбента в абсорбер без снижения качества процесса осушки газа на УКПГ; автоматически удерживать заданную температуру точки росы, являющуюся основным параметром, определяющим влажность осушенного газа на УКПГ, обеспечивая подготовку газа к дальнему транспорту с заданными параметрами качества; оперативно выявлять возникающие нештатные ситуации в работе абсорбера, упрощая принятие эффективных управляющих решений на технологических объектах, задействованных в цикле добычи, транспортировки и подготовки газа к дальнему транспорту. 2 з.п. ф-лы, 3 ил.
1. Способ автоматического управления процессом осушки газа на установках комплексной подготовки газа - УКПГ в условиях севера, включающий контроль средствами автоматизированных систем управления технологическими процессами - АСУ ТП давления и температуры сырого газа, контроль давления, температуры, расхода и точки росы осушенного газа, автоматическое поддержание подачи регенерированного абсорбента в абсорбер с учетом расхода добываемого газа, контроль массового расхода абсорбента, отличающийся тем, что АСУ ТП, используя контролируемые ею параметры, измеряемые с заданной дискретностью по времени, в том числе концентрацию насыщенного водой абсорбента и удельное количество извлекаемой влаги в результате осушки газа в абсорбере, рассчитывает значение расхода Gp регенерированного абсорбента, необходимого для осушки текущего расхода добываемого газа, проходящего через абсорбер, и подает сигнал этого значения расхода Gp на первый вход I1 блока коррекции массового расхода регенерированного абсорбента, а на второй вход I2 блока коррекции подается сигнал коррекции, сформированный ПИД-регулятором поддержания температуры точки росы осушенного газа на основании сравнения значения ее уставки - Тт.р.з. с фактически измеренным значением точки росы - Тт.р.ф. на данный момент, и, получив эти два сигнала, блок коррекции производит расчет корректирующей поправки Δ к рассчитанному АСУ ТП значению Gp массового расхода регенерированного абсорбента, используя следующие выражения:
если Тт.р.ф. > Тт.р.з., то Gкор. = Gp + Δ,
если Тт.р.ф. = Тт.р.з., то Gкор. = Gp,
если Тт.р.ф. < Тт.р.з., то Gкор. = Gp - Δ,
и подает сигнал Gкор. на вход задания SP ПИД-регулятора поддержания расхода регенерированного абсорбента, на вход обратной связи PV которого одновременно поступает сигнал фактического расхода регенерированного абсорбента G(t), и в результате обработки этих двух сигналов ПИД-регулятор поддержания расхода регенерированного абсорбента формирует на своем выходе CV сигнал для клапана-регулятора, управляющего подачей регенерированного абсорбента в абсорбер, и одновременно с этим АСУ ТП ведет контроль динамики поведения фактического расхода регенерированного абсорбента G(t) относительно непрерывно рассчитываемого для этих же моментов времени значений его расхода Gp(t), который по факту также является функцией времени, и если АСУ ТП выявляет то, что динамика поведения G(t) и Gp(t) становится разной, то система формирует сообщение оператору УКПГ о том, что произошло увеличение уноса абсорбента из абсорбера.
2. Способ по п. 1, отличающийся тем, что АСУ ТП анализирует динамику поведения G(t) и Gp(t) путем контроля модуля разности этих функций, который должен удовлетворять неравенству ⏐Gp(t) - G(t)⏐≤ΔG, где ΔG максимально допустимая разность между рассчитанным Gp(t) и фактическим G(t) расходом регенерированного абсорбента, а также контролирует поведение их первых производных по времени, и если разность первых производных в некоторый момент времени t1 превысит допустимый порог ωзад., определяемый соотношением ⏐dG(t)/dt - dGp(t)/dt⏐ > ωзад., АСУ ТП фиксирует имеющую место на момент времени t1 разность значений {G(t1) - Gр(t1)}=ΔG(t1) и осуществляет поиск зафиксированных перед этим отклонений в режиме работы газового промысла, таких как гидратообразование в шлейфах, вынос воды или песка из скважин, и т.д., и выбирает специальный режим управления процессом для парирования сложившейся ситуации, и этот режим управления АСУ ТП реализует до момента времени t2, при котором станут выполняться условия: ⏐dG(t)/dt - dG(t)/dt⏐ = 0 и ΔG(t1) = ΔG(t2), и при переходе на специальный режим управления процессом система формирует сообщение об этом оператору установки со всеми данными, определившими ее выбор режима, при этом значение величин ΔG и ωзад. для каждого абсорбера выбирает обслуживающий персонал установки индивидуально с учетом его состояния и по результатам гидродинамических исследований эксплуатируемых скважин.
3. Способ по п. 2, отличающийся тем, что если АСУ ТП не находит зафиксированных отклонений в режиме работы газового промысла, и/или отсутствуют алгоритмы парирования в автоматическом режиме сложившейся ситуации, система формирует сообщение оператору для принятия решений, позволяющих парировать возникшую нештатную ситуацию в работе УКПГ, например, путем изменения режима работы установки, снижения объема пропускаемого через абсорбер газа и т.д.
| АНДРЕЕВ Е.Б., КЛЮЧНИКОВ А.И | |||
| И ДР | |||
| АВТОМАТИЗАЦИЯ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ ДОБЫЧИ И ПОДГОТОВКИ НЕФТИ И ГАЗА | |||
| - МОСКВА., НЕДРА-БИЗНЕСЦЕНТР, 2008 | |||
| - С | |||
| Судно | 1918 |
|
SU352A1 |
| СПОСОБ УПРАВЛЕНИЯ ТЕХНОЛОГИЧЕСКИМИ ПРОЦЕССАМИ ГАЗОВОГО ПРОМЫСЛА | 2007 |
|
RU2344339C1 |
| СПОСОБ ОПЕРАТИВНОГО КОНТРОЛЯ ВЫНОСА ВОДЫ И ПЕСКА С ДОБЫВАЕМЫМ ПРОДУКТОМ ИЗ СКВАЖИНЫ В АСУ ТП ГАЗОПРОМЫСЛОВЫХ ОБЪЕКТОВ НЕФТЕГАЗОКОНДЕНСАТНЫХ МЕСТОРОЖДЕНИЙ КРАЙНЕГО СЕВЕРА | 2011 |
|
RU2474685C2 |
| СПОСОБ РЕГУЛИРОВАНИЯ ПРОИЗВОДИТЕЛЬНОСТИ ГАЗОДОБЫВАЮЩЕГО ПРЕДПРИЯТИЯ, РАСПОЛОЖЕННОГО В РАЙОНАХ КРАЙНЕГО СЕВЕРА | 2017 |
|
RU2657313C1 |
| US 20080282781 A1, 20.11.2008 | |||
| US 7531030 B2, 12.05.2009. | |||

