Изобретение относится к способу изготовления разделительных пленок.
Разделительные пленки часто используются в качестве съемных защитных пленок для клейких лент, самоклеящихся этикеток или липких санитарно-гигиенических изделий для предотвращения склеивания односторонних или двухсторонних клейких изделий при хранении или переработке. Для этого разделительные пленки должны отличаться хорошей разделительной способностью в отношении клеев, таких как, например, чувствительных к давлению клеев или других клейких материалов. Для обеспечения этих свойств разделительные пленки часто имеют антиадгезионное покрытие, которое может базироваться, например, на полисилоксане.
Помимо этого, зачастую является желательным наносить на разделительную пленку печать, а именно, для информативных целей или по эстетическим, производственно-техническим или другим соображениям. Например, на заданных расстояниях на несущей стороне рядом или под антиадгезионным покрытием могут быть напечатаны тактильные метки, управляющие метки и/или печатные метки, то есть цветные маркировки. Затем эти цветные тактильные метки, управляющие метки и/или печатные метки делают возможным при изготовлении или упаковке изделий, таких как, например, санитарных или гигиенических изделий, в предусмотренном для этого устройстве посредством оптических способов точное позиционирование разделительных пленок и изделий.
WO 1993/23310 относится к гибкому контейнеру для упаковки изделий с чувствительным к давлению клеем, таких как, например, гигиенических поясов. Контейнер выполнен из бумажной или синтетической пленки, на которую с одной стороны нанесен слой из силикона, причем конструкция контейнера является такой, что силиконовое покрытие определяет внутреннюю поверхность контейнера. По причине антиадгезионных свойств силиконового покрытия может быть исключена общепринятая защитная вкладка для клея на упакованном изделии.
WO 1990/007560 раскрывает способ обеспечения по меньшей мере одной поверхности субстрата (несущего элемента), прежде всего лайнера, по меньшей мере одним покрытием по меньшей мере из одного разделительного средства (отталкивающего клейкие вещества средства) таким образом, что образуется в виде растра частичные поверхности с разными значениями силы разделения (силами разобщения).
WO 2005/075592 относится к носителю разделительного слоя с плоским субстратом и нанесенным на него разделительным слоем. Носитель разделительного слоя пригоден для нанесения на самоклеящийся материал со слоем контактного клея. Он имеет рельефную структуру с выпуклыми ребрами, которые образуют в слое контактного клея по существу комплементарные каналы, которые при наклеивании содействуют выходу воздуха.
WO 2007/079921 раскрывает способ изготовления лайнера для съемного покрывания клейких поверхностей, прежде всего, для повторно съемного нанесения покрытий клеевых поверхностей клейких лент или клейких пленок, включающий в себя следующие шаги: обеспечение несущего слоя, нанесение одной или нескольких выпуклых структур по меньшей мере на одну поверхность несущего слоя, причем структура или структуры жестко связаны с этой поверхностью, и покрывание поверхности структуры или структур, которые связаны с ней, неклейким слоем.
US 2004/137242 раскрывает катионно отверждаемые излучением чернила, которые не образуют побочные изображения, когда они покрываются не содержащими растворители и отверждаемыми излучением силиконовыми разделительными слоями. Если агрессивные клеи на основе растворителей наливаются на нанесенные на субстрат чернила и после высыхания отделяются, то побочные изображения не наблюдаются. Результатом является возможность печатать графику на субстрате и покрывать субстрат силиконовым разделительным слоем и покрытием с клеевым слоем, который после удаления разделительного слоя сохраняет допустимую прозрачность.
ЕР 2576383 В1 раскрывает контейнер с предохранительными средствами, которые указывают на манипулирование или более ранние попытки при открывании контейнера. Контейнер содержит язычок для открывания контейнера для получения доступа к внутренней части контейнера и его содержимому. Помимо этого, контейнер содержит приспособления для язычка, которые должны быть, по меньшей мере, частично отделены от субстрата контейнера, для того чтобы получить доступ к язычку. Отделение приспособлений для язычка информирует о попытках манипулирования или более ранних попытках открывания.
DE 19820274 раскрывает синтетическую пленку с покрытием против прилипания, прежде всего силиконом, для изготовления складной упаковки с тиснеными краевыми и закрывающими полосами.
DE 202014105973 U1 раскрывает пленку с содержащим по меньшей мере один гомополимер или сополимер слоем, причем на упомянутый слой, по меньшей мере, участками нанесен слой теплозащитного лака, и причем на слой теплозащитного лака, по меньшей мере, участками нанесено покрытие по меньшей мере с одним полисилоксаном.
Из уровня техники известно нанесение на первой технологической операции на несущую пленку печати с помощью, например, содержащей растворитель, например, основанной на нитроцеллюлозе краски и затем на второй технологической операции нанесение на высохшую краску антиадгезионного покрытия.
Однако изготовления таких разделительных пленок вследствие отдельных рабочих шагов для нанесения печати и затем нанесения антиадгезионного покрытия является сравнительно трудоемким, и существует потребность в улучшенных разделительных пленках, которые могут изготавливаться посредством улучшенного способа.
Задачей изобретения является разработка улучшенной разделительной пленки, а также способа ее изготовления.
Эта задача решена в способе изготовления разделительной пленки, предназначенной для упаковки и включающей в себя несущий слой, печатное изображение и антиадгезионное покрытие, причем печатное изображение по меньшей мере частично расположено между несущим слоем и антиадгезионным покрытием и включает в себя по меньшей мере одну отверждаемую посредством ультрафиолетового (УФ) излучения краску, а антиадгезионное покрытие включает в себя отверждаемый радикально (т.е. по радикальному механизму) или катионно (т.е. по катионному механизму) посредством УФ-излучения полисилоксан. Предлагаемый в изобретении способ включает в себя следующие шаги:
(A) нанесение печати по меньшей мере на часть поверхности несущего слоя с помощью по меньшей мере одной отверждаемой посредством УФ-излучения краски,
(Б) облучение отверждаемой краски с помощью УФ-излучения,
(B) нанесение композиции покрытия, содержащей отверждаемый посредством УФ-излучения полисилоксан, по меньшей мере на часть поверхности несущего слоя с нанесенной печатью, и
(Г) облучение отверждаемого полисилоксана с помощью УФ-излучения, причем шаг (Г) осуществляют не позднее чем через 300 секунд после шага (Б).
Изобретение также относится к разделительной пленке для упаковки, включающей в себя несущий слой, печатное изображение и антиадгезионное покрытие, причем печатное изображение, по меньшей мере, частично расположено между несущим слоем и антиадгезионным покрытием, так что печатное изображение, по меньшей мере, частично покрыто антиадгезионным покрытием, причем печатное изображение включает в себя по меньшей мере одну отверждаемую посредством УФ-излучения краску, и причем антиадгезионное покрытие включает в себя отверждаемый посредством УФ-излучения полисилоксан и имеет поверхностную плотность (отнесенную к единице площади массу), меньшую или равную 5 г/м2.
Неожиданно было обнаружено, что при изготовлении разделительной пленки согласно изобретению может быть исключена одна технологическая операция (шаг печати) и посредством этого значительно сокращены, в некоторых случаях даже сокращены вдвое сроки изготовления. Нанесение печати, отверждение печатного изображения, нанесение антиадгезионного покрытия и отверждение антиадгезионного покрытия могут проводиться в течение нескольких секунд в рамках общей технологической операции на одном устройстве. Посредством этого на имеющейся производственной установке выход продукции может быть значительно повышен, в некоторых случаях даже удвоен.
Кроме того, неожиданно было обнаружено, что при изготовлении разделительной пленки согласно изобретению возможно более точное управление, так как нанесение изображение и нанесение антиадгезионного покрытия могут согласованно происходить на общей технологической операции. Посредством этого могут подавляться нежелательные эффекты, которые возникают в рулоне пленки при обычной второй технологической операции нанесения антиадгезионного покрытия.
Помимо этого, неожиданно было обнаружено, что при изготовлении разделительной пленки согласно изобретению улучшается сцепление печатного изображения и антиадгезионного покрытия, прежде всего, когда используются не содержащие растворители печатные краски. В ином случае это может привести к тому, что антиадгезионное покрытие создаст слишком низкое сцепление на все еще смешанном с остаточным растворителем красочном слое, когда он основан, например, на нитроцеллюлозе и поэтому требует растворитель.
Пленка согласно изобретению является разделительной пленкой, то есть она пригодна и предназначена для того, чтобы использоваться в качестве съемной защитной пленки (антиадгезионного материала) для самоклеящихся изделий, таких как, например, клейкие ленты, самоклеящиеся этикетки или липкие санитарно-гигиенические изделия. Разделительная пленка согласно изобретению может называться синонимом "защитная пленка".
Разделительная пленка согласно изобретению пригодна, прежде всего, для применения в упаковках санитарно-гигиенических изделий, предпочтительно, выбранных из группы, включающей в себя женские гигиенические прокладки и прикрепляемые к нижнему белью прокладки (упаковки женских гигиенических прокладок, силиконизированная однослойная упаковочная пленка).
Предпочтительно, разделительная пленка согласно изобретению имеет общую толщину слоя по меньшей мере 5 мкм, более предпочтительно по меньшей мере 10 мкм. Предпочтительно, разделительная пленка согласно изобретению имеет общую толщину слоя в диапазоне от 5 до 50 мкм, более предпочтительно от 10 до 45 мкм, еще более предпочтительно в диапазоне от 15 до 40 мкм. Подходящие способы определения толщины слоя специалисту известны. Предпочтительно, согласно изобретению определение толщины слоя происходит посредством микротомного среза.
Пленка согласно изобретению включает в себя несущий слой. В качестве несущего слоя в смысле изобретения, в принципе, пригоден любой слой из пригодного для печати материала. Предпочтительно, несущий слой основывается на полимере или смеси нескольких полимеров, которые, предпочтительно, являются термопластичными, особо предпочтительно выбранных из группы, состоящей из полиолефинов, полиамидов, сложных полиэфиров и сополимеров и/или смесей по меньшей мере из двух мономеров вышеназванных полимеров.
Особо предпочтительными являются полиолефины, смеси нескольких полиолефинов или смеси нескольких полиолефинов с одним или несколькими другими полимерами. Особо предпочтительно, несущий слой основывается на полиэтилене, полипропилене или смеси полиэтилена и полипропилена.
Предпочтительно, для изготовления несущего слоя могут использоваться термопластичные полиолефины, термопластичные олефиновые гомополимеры или сополимеры α, β-ненасыщенных олефинов с 2-10 атомами углерода, такие как, например, полиэтилен (РЕ, прежде всего LDPE или HDPE), полипропилен (РР), полибутилен (РВ), полиизобутилен (PI), сополимеры и/или смеси по меньшей мере из двух вышеназванных полимеров.
Посредством "LDPE" обозначается полиэтилен низкой плотности, который имеет плотность в диапазоне 0,86-0,93 г/см3 и отличается высокой степенью разветвления молекул.
Посредством "HDPE" обозначается полиэтилен высокой плотности, который имеет лишь незначительное разветвление молекулярной цепи, причем плотность может находиться в диапазоне между 0,94 и 0,97 г/см3. Предпочтительными полимерами для изготовления несущего слоя являются гомополимеры или сополимеры этилена или гомополимеры или сополимеры пропилена.
Если для изготовления несущего слоя используются полиамиды, то являются пригодными термопластичные алифатические, частично ароматические или ароматические гомополимеры или сополимеры амидов. Такими полиамидами являются полиамиды из диаминов, такие как алифатические диамины с 2-10 углеродными атомами, прежде всего, гексаметилендиамина, или ароматических диаминов в 6-10 атомами углерода прежде всего п-фенилендиамина, и дикарбоновых кислот, такие как алифатические или ароматические дикарбоновые кислоты с 6-14 атомами углерода, такие как, например, адипиновой кислоты, терефталевой кислоты или изотерефталевой кислоты. Далее, могут изготавливаться полиамиды из лактамов с 4-10 атомами углерода, как, например, ε-капролактама. Особо пригодными для изготовления слоя (а) являются, например, РА 6, РА 12, РА 66, РА 6I, PA 6Т и/или смеси по меньшей мере из двух вышеназванных полиамидов.
В качестве сложных полиэфиров для изготовления несущего слоя могут использоваться термопластичные гомополимеры или сополимеры алифатических, частично ароматических или ароматических сложных полиэфиров. Такие сложные полиэфиры происходят из полиолов, таких как, например, этиленгликоля или 1,4-бутандиола, и дикарбоновых кислот или производных дикарбоновых кислот, таких как адипиновая кислота, и/или терефталевая кислота. Согласно изобретению для изготовления несущего слоя (слоев) в качестве сложного полиэфира может также использоваться поликарбонат (PC). Предпочтительно, пригодными являются полибутиленадипинат (РВА), полиэтилентерефталат (PET), полибутилентерефталат (РВТ) или соответствующие сополимеры.
В принципе, несущий слой может быть окрашен и для этого в некоторых случаях содержать пигменты, или может быть прозрачным для света. Предпочтительно, несущий слой является окрашенным.
Предпочтительно, несущий слой согласно изобретению имеет толщину по меньшей мере 5 мкм, более предпочтительно по меньшей мере 10 мкм. Предпочтительно, несущий слой согласно изобретению имеет толщину в диапазоне от 5 до 50 мкм, более предпочтительно в диапазоне от 10 до 45 мкм, еще более предпочтительно в диапазоне от 15 до 40 мкм. Подходящие способы определения толщины слоя специалисту известны. Предпочтительно, согласно изобретению определение толщины слоя происходит посредством микротомного среза.
Для улучшения пригодности для печати по меньшей мере одна из обеих поверхностей несущего слоя может быть частично или полностью предварительно обработана, прежде всего, посредством использование мер, которые повышают поверхностное натяжение, прежде всего, плазменных или коронных способов. Тогда предварительная обработка происходит, предпочтительно, по меньшей мере на плоских областях поверхности, на которых позднее печатается изображение. Предпочтительно, несущий слой на обращенной к печатному изображению передней стороне имеет поверхностное натяжение по меньшей мере 30 мН/м, более предпочтительно по меньшей мере 35 мН/м, и еще более предпочтительно по меньшей мере 40 мН/м.
Пленка согласно изобретению включает в себя печатное изображение, которое включает в себя отверждаемую УФ-излучением краску. Предпочтительно, печатное изображение включает в себя несколько разных отверждаемых УФ-излучением красок. Подходящие краски, с помощью которых на несущие пленки может быть нанесена печать и которые могут отверждаться посредством УФ-излучения, специалисту известны и имеются в продаже (например, группа УФ-изделий, Siegwerk или FLEXOCURE GEMINI®, FlintGroup).
В одном предпочтительном варианте осуществления отвержденная посредством УФ-излучениям краска отверждена радикально. В этом случае отвержденная посредством УФ-излучения краска, предпочтительно, основывается на отверждаемых посредством УФ-излучениям акрилатных композициях (например, FLEXOCURE GEMINI®, YELLOW, FlintGroup, FLEXOCURE GEMINI®, BLACK, FlintGroup или UV 259, Sigwerk).
В другом предпочтительном варианте осуществления отвержденная посредством УФ-излучения краска отверждена катионно. Предпочтительно, в этом случае отвержденная посредством УФ-излучения краска основывается на отверждаемой посредством УФ-излучения эпоксидной композиции (например, UV 16, Siegwerk).
У специалиста имеются в распоряжении аналитические способы, с помощью которых в последующем на основании готовой разделительной пленки можно проверить, произошло ли отверждение посредством радикальной реакции или катионной реакции. Например, это может происходить посредством спектроскопических методов, таких как спектроскопия ядерного магнитного резонанса или инфракрасная спектроскопия.
В одном предпочтительном варианте осуществления отвержденная посредством УФ-излучения краска включает в себя флюоресцирующий краситель или способный к люминесценции краситель.
Площадь поверхности печатного изображения с нанесенной печатью согласно изобретению особо не ограничена. Предпочтительно, печатное изображение напечатано не на всей поверхности несущего слоя. Предпочтительно, площадь поверхности с напечатанным печатным изображением лежит в диапазоне от 1% до 99% поверхности несущего слоя, более предпочтительно в диапазоне от 5% до 95%, еще более предпочтительно в диапазоне от 10% до 90%.
Пленка согласно изобретению включает в себя антиадгезионное покрытие, которое включает в себя отвержденный посредством УФ-излучения полисилоксан. Подходящие композиции покрытия, которыми может быть покрыты несущие пленки с нанесенной печатью и которые могут отверждаться посредством УФ-излучения также специалисту известны и также имеются в продаже (например, TEGO® RC, Evonik или SILFORCE® UV, Momentive).
Под понятием "полисилоксан" в смысле изобретения понимаются соединения, полимерная цепь которых состоит попеременно из атомов кремния и атомов кислорода. Полисилоксан основывается на п повторяющихся силоксановых единицах (-[Si(R2)-O]-)n, которые являются соответственно двузамещенными двумя органическими остатками R, причем R, предпочтительно, стоит соответственно вместо R1 или OR1, a R1 стоит соответственно вместо алкильного остатка или арильного остатка.
Предпочтительно, отвержденный полисилоксан согласно изобретению основывается на повторяющейся диалкилсилоксановой единице или на повторяющейся алкиларилсилоксановой единице. В зависимости от того, сколько Si-O-связей, соответственно в расчете на четырехвалентный атом кремния, содержит отдельная силоксановая единица, эти единицы могут подразделяться на концевые монофункциональные (М) силоксаны с одной Si-O-связью, бифункциональные (D) силоксаны с двумя Si-O-связями, трифункциональные (Т) силоксаны с тремя Si-O-связями, и тетрафункциональные (Q) силоксаны с четырьмя Si-O-связями.
Предпочтительно, используемый согласно изобретению полисилоксан имеет сшитую кольцевую или цепную, особо предпочтительно сшитую цепную, структуру, которая посредством (D)-, (Т) и/или (Q) единиц связана в двухмерную или трехмерную сеть.
В одном предпочтительном варианте осуществления отвержденный посредством УФ-излучения полисилоксан отвержден радикально. В этом случае отвержденный посредством УФ-излучения полисилоксан, предпочтительно, основывается на отверждаемой посредством УФ-излучения акрилатной композиции (например, TEGO® RC 702, Evonik).
В другом предпочтительном варианте осуществления отвержденный посредством УФ-излучения полисилоксан отвержден катионно. В этом случае отвержденный посредством УФ-излучения полисилоксан, предпочтительно, основывается на отверждаемой посредством УФ-излучения эпоксидной композиции (например, TEGO® RC 1401, Evonik или SILFORCE® UV9800, Momentive).
Предпочтительно, антиадгезионное покрытие разделительной пленки согласно изобретению основано по меньшей мере на одном отвержденном, то есть сшитом полисилоксане из группы, состоящей из сшитых реакцией присоединения, предпочтительно катализируемой металлом реакцией присоединения, сшитых реакцией конденсации, сшитых радикально и/или сшитых катионно полисилоксанов. Предпочтительно, антиадгезионное покрытие разделительной пленки согласно изобретению основано по меньшей мере на одном отвержденном полисилоксане, выбранном из группы, состоящей из полидиалкилсилоксанов, предпочтительно полидиметилсилоксанов, и полиалкиларилсилоксанов, предпочтительно полиметилфенилсилоксанов, которые соответственно отверждены.
Поверхностная плотность антиадгезионного покрытия разделительной пленки согласно изобретению составляет, предпочтительно, ≤5 г/м2, особо предпочтительно ≤2 г/м2, и в высшей степени предпочтительно лежит в диапазоне от 0,1 до 1,5 г/м2.
Предпочтительно, разделительная пленка согласно изобретению имеет одностороннее силиконовое покрытие, то есть в виде одного из ее поверхностных слоев. Факультативно разделительная пленка согласно изобретению может иметь силиконовое покрытие с двух сторон.
Площадь поверхности антиадгезионного покрытия согласно изобретению особо не ограничена. В одном предпочтительном варианте осуществления не вся поверхность несущего слоя покрыта антиадгезионным покрытием (раппорт, повторяющийся рисунок). В другом предпочтительном варианте осуществления вся поверхность несущего слоя покрыта антиадгезионным покрытием. Предпочтительно, площадь поверхности антиадгезионного покрытия лежит в диапазоне от 1% до 100% поверхности несущего слоя, более предпочтительно в диапазоне от 50% до 100%, еще более предпочтительно в диапазоне от 75% до 100%.
Печатное изображение может быть единичным сплошным изображением или включать в себя несколько отделенных друг от друга изображений. Предпочтительно, несколько таких отделенных друг от друга изображений печатаются за одну общую технологическую операцию, причем разные краски, предпочтительно, печатаются по времени друг за другом, например, посредством флексографической печати.
У пленки согласно изобретению печатное изображение, по меньшей мере, частично расположено между несущим слоем и антиадгезионным покрытием. Предпочтительно, печатное изображение полностью расположено между несущим слоем и антиадгезионным покрытием, так что печатное изображение по всей поверхности покрывается антиадгезионным покрытием. Предпочтительно, площадь антиадгезионного покрытия больше, чем площадь печатного изображения с нанесенной печатью, так что области поверхности несущего слоя без нанесенной печати полностью закрываются антиадгезионным покрытием.
Предпочтительно, печатное изображение граничит как непосредственно с несущим слоем, так и непосредственно с антиадгезионным покрытием, то есть касается как непосредственно несущего слоя, так и непосредственно антиадгезионного покрытия.
В одном предпочтительном варианте осуществления разделительная пленка согласно изобретению включает в себя на обращенной от печатного изображения задней стороне несущего слоя по меньшей мере еще один слой, предпочтительно, по меньшей мере еще один основанный по меньшей мере на одном термопластичном полимере слой. В одном предпочтительном варианте осуществления разделительная пленка согласно изобретению включает в себя на обращенной от печатного изображение задней стороне несущего слоя, предпочтительно, несколько других слоев, основанных независимо друг от друга соответственно по меньшей на одном термопластичном материале.
В одном предпочтительном варианте осуществления другой слой является барьерный слой или несколько других слоев являются барьерными слоями, предпочтительно, барьерный слой для кислорода, барьерный слой для водяного пара или барьерный слой для масла.
Для изготовления барьерных слоев, предпочтительно, пригоден по меньшей мере один термопластичный полимер, особо предпочтительно термопластичный полимер, выбранный из группы, включающей в себя полиамиды, сополимеры этиленвинилацетат (EVOH), поливиниловые спирты (PVOH) и смесь по меньшей мере из двух вышеназванных полимеров.
Предпочтительно, используемые для изготовления барьерных слоев полиамиды (РА) являются теми же самыми более подробно описанными выше полиамидами, которые могут быть также использованы для изготовления несущего слоя разделительной пленки согласно изобретению. Использованные для изготовления барьерного слоя поливиниловые спирты получаются посредством полного или неполного гидролиза соответствующих поливинилацетатов (PVA) и, следовательно, включают в себя как частично омыленные поливинилацетаты, которые имеют степень омыления от 50 до 98 молярных процентов, так и полностью омыленные поливинилацетаты со степенью омыления ≥98%. Используемые для изготовления барьерного слоя сополимеры этиленвинилацетат (EVOH) получаются посредством полного или неполного гидролиза соответствующих этиленсодержащих поливинилацетатов (EVAc) и включают в себя, прежде всего, этиленсодержащие поливинилацетаты со степенью омыления ≥98%.
Предпочтительно, несущий слой согласно изобретению имеется в виде многослойной пленки, предпочтительно, в виде составной части многослойной получаемой способом экструзии рукава с раздувом или литой пленки, или в виде составной части многослойной комбинированной пленки, предпочтительно, в виде трубчатой пленки. Особо предпочтительно, несущий слой согласно изобретению является составной частью многослойной получаемой способом экструзии рукава с раздувом пленки.
Предпочтительно, несущий слой согласно изобретению является составной частью многослойной пленки, которая в общем включает в себя по меньшей мере 2, 3, 4 или 5 слоем, из которых одним слоем является несущий слой. Тогда отдельные слои многослойной пленки могут согласно изобретению служить разным целям. Например, на свариваемость многослойной пленки может оказываться влияние посредством состава и толщина пленки внешней пленки. Также возможно придание функциональности и/или матирование отдельных слоев. Стабилизация может происходить, предпочтительно, посредством среднего слоя многослойной пленки.
Предпочтительно, согласно изобретению один или несколько барьерных слоев могут препятствовать тому, что способные к миграции составные части упакованного груза, например контактного клея на гигиеническом поясе, могут мигрировать через многослойную пленку и таким образом, например, достигать внешней упаковки.
В одном предпочтительном варианте осуществления несущий слой согласно изобретению является составной частью по меньшей мере одноосно растянутой, состоящей по меньшей мере на 50% по массе из полиолефинов многослойной синтетической пленки с разделительным действием и общей толщиной <18 мкм, предпочтительно <12 мкм, которая по меньшей мере на одной поверхности имеет по меньшей мере частичное тиснение. Предпочтительные варианты выполнения этой многослойной синтетической пленки описаны в WO 2015/139844, и здесь делается ссылка на его общий объем раскрытия, также в отношении предпочтительных вариантов осуществления изобретения.
В одном другом предпочтительном варианте осуществления несущий слой согласно изобретению является составной частью гибкой синтетической пленки, которая ориентирована по меньшей мере одноосно и в некоторых случаях является тисненой, и имеет по меньшей мере на 30% различающееся сопротивление разрастанию надрыва в направлении хода машины относительно сопротивления разрастанию надрыва поперечно направлению хода машины. Предпочтительные варианты выполнения этой многослойной синтетической пленки описаны в WO 2015/139845, и здесь делается ссылка на его общий объем раскрытия, также в отношении предпочтительных вариантов осуществления изобретения.
В другом предпочтительном варианте осуществления несущий слой согласно изобретению является составной часть растянутой по меньшей мере моноаксиально в направлении хода машины по меньшей мере в отношении 1:2 многослойной, состоящей по меньшей мере на 50% по массе из полиолефинов синтетической пленки с общей толщиной ≤18 мкм, предпочтительно, ≤12 мкм, которая имеет удлинение по большей мере 1% при силе растяжение по меньшей мере 3Н на 25 мм ширины согласно DIN EN ISO 527-3. Предпочтительные варианты выполнения этой многослойной синтетической пленки описаны в WO 2015/139843, и здесь делается ссылка на его общий объем раскрытия, также в отношении предпочтительных вариантов осуществления изобретения.
В другом предпочтительном варианте осуществления несущий слой согласно изобретению является составной частью многослойной полиолефиновой пленки, включающей в себя последовательность слоев из:
A) запечатываемого слоя (а), основанного на полиэтиленовой компоненте с плотностью в диапазоне от 0,910 до 0,940 г/см3 и температурой плавления в диапазоне от 110°С до 130°С,
Б) слоя (b), основанного на полимерной смеси из 51-85% по массе по меньшей мере одного полиэтилена с плотностью от 0,910 до 0,940 г/см3 и 15-49% по массе, соответственно относительно общей массы полимерной смеси, по меньшей мере одного гомополимера или сополимера полипропилена,
B) запечатываемого слоя (с), основанного на полиэтиленовой компоненте с плотностью в диапазоне от 0,910 до 0,940 г/см3 и температурой плавления с диапазоне от 110°С до 130°С,
причем температура плавления слоя (а) или слоя (с) по меньшей мере на 5°С ниже, чем температура плавления слоя (b), причем сопротивление разрастанию надрыва в направлении хода машины [MD] составляет <5Н, и сопротивление разрастанию надрыва поперечно направлению хода машины [CD] по меньшей мере в четыре раза выше, чем в [MD], соответственно измеренное по DIN 53356, и прочность при растяжении примерно одинаковая в направлении хода машины [MD], как и поперечно направлению хода машины [CD] и составляет >15Н, измеренная по DIN ISO 527-3. Предпочтительные варианты выполнения этой многослойной синтетической пленки описаны в WO 2017/016660, и здесь делается ссылка на его общий объем раскрытия, также в отношении предпочтительных вариантов осуществления изобретения.
В другом предпочтительном варианте осуществления разделительная пленка согласно изобретению не имеет других слоев, кроме несущего слоя и антиадгезионного покрытия, то есть разделительная пленка согласно изобретению тогда состоит из несущего слоя и антиадгезионного покрытия (а также печатного изображения и в некоторых случаях других имеющихся печатных изображений). Тогда несущий слой согласно изобретению имеется, предпочтительно, в виде однослойной получаемой способом экструзии рукава с раздувом или литой пленки.
Антиадгезионное покрытие, несущий слой, а также в некоторых случаях другие имеющиеся слои или другие слои разделительной пленки согласно изобретению при необходимости могут быть, соответственно независимо друг от друга, обеспечены или допированы дополнительными веществами из группы, состоящей из средств против слеживания полимеров, антистатических средств, антиконденсационных средств, антимикробных действующих веществ, красителей, цветных пигментов, стабилизаторов, предпочтительно термостабилизаторов, технологических стабилизаторов, вспомогательных технологических средств, огнезащитных средств, зародышеобразователей, вызывающих кристаллизацию средств, предпочтительно образователей зародышей кристаллов, смазочных материалов, оптических отбеливателей, повышающих гибкость средств, герметизирующих средств, пластификаторов, дистанционных элементов, наполнителей, облегчающих отслаивание добавок, восков, смачивающих средств, поверхностно-активных соединений, предпочтительно поверхностно-активных веществ, и диспергирующих средств. При этом разделительное действие силиконового покрытия, то есть полисилоксана, должно сохраняться.
Антиадгезионное покрытие, несущий слой, а также в некоторых случаях имеющийся другой слой или другие слои разделительной пленки согласно изобретению, когда необходимо, независимо друг от друга содержат по меньшей мере 0,01-30% по массе, предпочтительно, по меньшей мере 0,1-20% по массе, соответственно относительно суммарной массы отдельного слоя, независимо друг от друга одну из вышеупомянутых добавок.
В одном предпочтительном варианте осуществления разделительная пленка согласно изобретению, наряду с печатным изображением на несущем слое, а именно на обращенной от печатного изображения обратной стороне, имеет другое печатное изображение.
Предпочтительно, печатное изображение и другое печатное изображение отличаются друг от друга. Например, является предпочтительным, что одно из обоих печатных изображений представляет собой инструкцию по эксплуатации для упакованного изделия, а другое из обоих печатных изображений представляет собой руководство по утилизации упакованного изделия после его использования по назначению.
Если несущий слой прозрачный, то печатное изображение и другое печатное изображения на виде сверху на антиадгезионное покрытие и расположенное под ним печатное изображение могут быть видны оба, то есть другое печатное изображение просвечивает через прозрачный несущий слой.
В одном предпочтительном варианте осуществления разделительной пленки согласно изобретению печатное изображение и другое печатное изображения являются тактильными метками, управляющими метками и/или печатными метками, которые, предпочтительно, расположены в краевой области разделительной пленки.
В одном особо предпочтительном варианте осуществления разделительной пленки печатное изображение и/или другое печатное изображения включает в себя дополнительные тактильные метки, управляющие метки и/или печатные метки, которые, предпочтительно, расположены в краевой области разделительной пленки.
Предпочтительно, согласно изобретению "краевая область разделительной пленки" включает в себя обращенную к краю область размером в 20%, более предпочтительно 10% общей протяженности перпендикулярно краю разделительной пленки в соответствующем месте. Если разделительная пленка имеет, например, перпендикулярно краю общую протяженность (ширину) в 15 см, то краевая область разделительной пленки в этом месте, предпочтительно, включает в себя обращенные к краю 3 см, более предпочтительно 1,5 см.
В одном особо предпочтительном варианте осуществления разделительной пленки согласно изобретению она имеет на своих обеих внешних сторонах, по меньшей мере, частично антиадгезионное покрытие, причем состав антиадгезионного покрытия, предпочтительно, одинаков. Если несущий слой является единственным слоем, то тогда обе внешние стороны несущего слоя, предпочтительно, по меньшей мере, частично имеют антиадгезионное покрытие. Если несущий слой является составной частью многослойной пленки, то несущий слой на обращенной к печатному изображению стороне имеет, по меньшей мере, частично антиадгезионное покрытие, а противолежащий самый внешний слой многослойной пленки, то есть другая внешняя сторона, также имеет, по меньшей мере, частично другое антиадгезионное покрытие.
Другой аспект изобретения относится к упаковке для санитарно-гигиенических изделий, предпочтительно, выбранных из группы, включающей в себя женские гигиенические прокладки и прикрепляемые к нижнему белью прокладки, причем упаковка включает в себя описанную выше разделительную пленку согласно изобретению.
Предпочтительно, упаковка согласно изобретению выполнена в виде складной упаковки. Предпочтительно, вся упаковка состоит из разделительной пленки и упакованного изделия (гигиенического изделия).
Несущий слой имеет печатное изображение, которое, предпочтительно, которое полностью или, по меньшей мере, частично закрыто расположенным перед ним гигиеническим изделием. Предпочтительно, гигиеническое изделие на его обратной стороне имеет контактный клей, посредством которого гигиеническое изделие закреплен на антиадгезионном покрытии. Посредством снятия вручную контактный клей может быть отделен от антиадгезионного покрытия, и гигиеническое изделие извлечено из упаковки. При этом сила сцепления контактного клея с гигиеническим изделием, предпочтительно, больше, чем сила сцепления с антиадгезионным покрытием, так что контактный клей при извлечении из упаковки остается на гигиеническом изделии. Предпочтительно, контактный клей затем может выполнять другие функции. Если, например, в отношении гигиенического изделия речь идет о женской гигиенической прокладке, то она при применении по назначению закрепляется на внутренней стороне нижнего белья. За счет удаления гигиенического изделия расположенное за ним печатное изображение становится полностью видимым и может служить, например, эстетическим целям и/или, например в виде пиктограмм и/или текста, включать в себя указания по утилизации гигиенического изделия после его использования по назначению.
В одном предпочтительном варианте осуществления несущий слой в краевой области имеет соответственно полосу из контактного клея, посредством которой упаковка при складывании может быть закрыта сбоку. Предпочтительно, упаковка выполнена с возможностью повторного закрывания. Специалисту понятно, что для закрывания сбоку факультативно могут быть использованы также другие возможности, такие как, например, горячая сварка, усадка и т.п.Для обеспечения возможности повторного закрывания согласно изобретению, предпочтительно, используется контактный клей.
В одном предпочтительном варианте осуществления гигиеническое изделие располагается не центрированным относительно несущего слоя, а со смещением в сторону, так что одна область гигиенического изделия выступает над краем несущего слоя.
С целью разъяснения образа действия складной упаковки ниже будет описан процесс повторного закрывания. При первом открывании складной упаковки соответствующие шаги будет выполняться в обратной последовательности. Для разъяснения образа действия упаковки в качестве складной упаковки разделительная пленка может быть мысленно разделена посредством первого сгиба на узкий складывающийся участок, а также средний складывающийся участок. Кроме этого, разделительная пленка может быть разделена посредством второго складывающего сгиба на складывающийся участок, а также широкий складывающийся участок.
При повторном закрывании в первом шаге узкий складывающийся участок сгибается вдоль первого сгиба (складывается), вследствие чего расположенное в некоторых случаях на обратной стороне другое печатное изображение будет располагаться на передней стороне упаковки и поэтому будет видно на виде сверху. Другое печатное изображения может служить эстетическим целям и/или, например в виде пиктограмм и/или текста, включать в себя указания по надлежащему извлечению женской гигиенической прокладки из упаковки. Тогда посредством предпочтительного, нанесенного на краевую область контактного клея задний средний складывающийся участок, а также передний узкий складывающийся участок образуют своеобразный закрытый пакет, в отверстие которого вкладывается сложенная женская гигиеническая прокладка.
При повторном закрывании во втором шаге средний складывающийся участок, а также сложенный над ним узкий складывающийся участок, снова сгибается (складывается) вдоль второго сгиба, вследствие чего другой участок расположенного в некоторых случаях на обратной стороне другого печатного изображения будет располагаться на передней стороне упаковки и поэтому будет виден на виде сверху. Другое печатное изображения также может служить эстетическим целям и/или, например в виде пиктограмм и/или текста, включать в себя указания по надлежащему извлечению женской гигиенической прокладки из упаковки. Посредством предпочтительного, нанесенного на краевую область контактного клея задний широкий складывающийся участок, а также передний средний складывающийся участок, а также расположенный в центре узкий складывающийся участок образуют своеобразный закрытый пакет, во внутреннем пространстве которого находится сложенное вдвое гигиеническое изделие.
Предпочтительно, при этом выступающая область разделительной пленки не закрывается широким складывающимся участком, итак, остается видимой и может быть, например, служить в качестве язычка для упрощенного открывания упаковки вручную. Специалисту понятно, что может быть предпочтительным, когда также и обратная сторона несущего слоя или в случае многослойной пленки задний внешний слой разделительной пленки по меньшей мере в краевой области имеет другое антиадгезионное покрытие, чтобы контактный клей мог к нему прилипать и также снова от него отделяться.
Другой аспект изобретения относится к применению описанной выше разделительной пленки согласно изобретению в качестве упаковочного материала для санитарно-гигиенического изделия, предпочтительно, выбранного из группы, включающей в себя женские гигиенические прокладки и прикрепляемые к нижнему белью прокладки.
Другой аспект изобретения относится к способу изготовления описанной выше разделительной пленки согласно изобретению, причем способ включает в себя шаги:
(A) нанесение печати на, по меньшей мере, часть поверхности несущего слоя с помощью по меньшей мере одной отверждаемой посредством УФ-излучения краски,
(Б) облучение отверждаемой краски с помощью УФ-излучения,
(B) нанесение композиции покрытия, которая включает в себя отверждаемый посредством УФ-излучением полисилоксан, на, по меньшей мере, часть поверхности несущего слоя с нанесенной печатью, и
(Г) облучение отверждаемого полисилоксана с помощью УФ-излучения.
Изготовление разделительной пленки согласно изобретению может происходить в соответствии с известными способами изготовления, такими как, например, ламинированием или (со)экструзией, предпочтительно, посредством соэкструзии. При этом несущий слой и/или имеющийся в некоторых случаях другой слой или имеющиеся в некоторых случаях другие слои выполняют посредством экструзии, предпочтительно, экструзии плоской пленки (плоскощелевой экструзии) или экструзии рукава с раздувом, прежде всего посредством соэкструзии плоской пленки (плоскощелевой соэкструзии) или соэкструзии рукава с раздувом, причем предпочтительной согласно изобретению является соэкструзия рукава с раздувом.
Предпочтительно, несущий слой и/или имеющийся в некоторых случаях другой слой или имеющиеся в некоторых случаях другие слои производят и перерабатывают в некоторых случаях в виде в виде пленки, получаемой способом экструзии рукава с раздувом.
Полученную таким образом однослойную или, предпочтительно, многослойную полученную экструзией рукава с раздувом или литую пленку или полученную таким образом всю в некоторых случаях многослойную комбинированную пленку в виде трубчатой пленки могут затем без предшествующего складирования или факультативно при ее изготовлении подвергать тиснению. Предпочтительно, однослойную или, предпочтительно, многослойную полученную экструзией рукава с раздувом или литую пленку или полученную таким образом в некоторых случаях многослойную комбинированную пленку в виде трубчатой пленки могут подвергать тиснению уже при ее изготовлении.
Предпочтительно, шаги (А)-(Г) выполняют в алфавитной последовательности, причем возможно, что шаги (А) и (Б), шаги (Б) и (В) и/или шаги (В) и (Г) выполняют независимо друг от друга, по меньшей мере, частично одновременно. Прежде всего, согласно изобретению является предпочтительным, что отверждение отверждаемой краски, которое индуцируется посредством УФ-излучения на шаге (Б), не должно полностью завершаться, когда уже на шаге (В) наносят композицию покрытия и затем на шаге (Г) облучают УФ-излучением.
Как указано выше, шаг (Г) осуществляют не позднее чем через 300 секунд после шага (Б), так что шаги (А)-(Г) выполняют практически на одной технологической операции. В предпочтительных вариантах осуществления шаг (Г) осуществляют не позднее чем через 240 секунд, или не позднее чем через 180 секунд, или не позднее чем через 120 секунд, или не позднее чем через 60 секунд, или не позднее чем через 30 секунд, или не позднее чем через 10 секунд после шага (Б). В предпочтительных варианта осуществления шаг (Г) осуществляют не позднее чем через 9 секунд, или не позднее чем через 8 секунд, или не позднее чем через 7 секунд, или не позднее чем через 6 секунд, или не позднее чем через 5 секунд, или не позднее чем через 4 секунды после шага (Б). Поскольку способ согласно изобретению осуществляют, предпочтительно, непрерывно, то специалисту понятно, что приведенные выше временные данные в этом случае относятся к конкретным участкам разделительной пленки согласно изобретению, когда на эти участки, например на общем центральном цилиндре, с помощью подключенных друг за другом красящих устройств сначала печатают и облучают печатное изображение, и непосредственно после этого наносят антиадгезионное покрытие и снова облучают. Тогда промежуток времени между шагом (Б) и (Г) получается из пространственного расстояния между источниками УФ-излучения на окружности общего центрального цилиндра и скорости машины. Последующее печатающее устройство для нанесения композиции покрытия может быть факультативно закреплено на собственном центральном цилиндре обратной печати.
Предпочтительно, скорость машины составляет от 100 до 800 м/мин, предпочтительно 200 м/мин и 450 м/мин, и зависит от типа несущей пленки, числа разных техник печати и печатных красок или также в некоторых случаях точного управления несколькими нанесенными печатями или покрытиями.
Предпочтительно, как краска для печатаного изображения, так и антиадгезионное покрытие, например композицию покрытия для изготовления отверждаемых УФ-излучением силиконовых слоев, наносят на одной общей технологической операции непосредственно друг за другом, например на общем центральном цилиндре в первом красящем устройстве (печатное изображение) и втором красящем устройстве (антиадгезионное покрытие). При этом антиадгезионное покрытие наносят по всей поверхности или на часть поверхности (раппорт).
В одном предпочтительном варианте осуществления антиадгезионное покрытие наносят на часть поверхности (раппорт) управляемо, причем управление может происходить с помощью тактильных меток, управляющих меток и/или печатных меток или печатного изображения внутри антиадгезионного покрытия.
В одном предпочтительном варианте осуществления на обращенную от печатного изображения обратную сторону несущей пленки наносят другое печатное изображение, причем процесс печати этого другого печатного изображение происходит, предпочтительно, неуправляемо. В одном предпочтительном варианте осуществления антиадгезионное покрытие наносят на часть поверхности (раппорт) управляемо, причем управление может происходить с помощью этого другого печатного изображения на обращенной от печатного изображения обратной стороне несущей пленки.
Тактильные метки, управляющие метки и/или печатные метки специалисту известны и могут выполнять разные функции. Согласно изобретению тактильные метки, управляющие метки и/или печатные метки могут служить для того, чтобы:
- в процессе печати на шаге (А) задавать относительное положение печатного изображения на разделительной пленке,
- при дополнительном наличии, в процессе печати задавать относительное положение другого печатного изображения на разделительной пленке,
- при нанесении на шаге (В) антиадгезионного покрытия задавать относительное положение антиадгезионного покрытия на разделительной пленке, прежде всего, когда антиадгезионное покрытие наносится только на часть поверхности, и/или
- при последующем применении разделительной пленки, например в качестве упаковочного материала, задавать относительное положение упаковываемого изделия или нанесенного на упаковываемое изделие контактного клея на разделительной пленке или антиадгезионном покрытии.
Предпочтительно, используемое на шаге (Б) УФ-излучение по существу имеет такую же длину волны, как и длина волны используемого на шаге (Г) УФ-излучения.
При этом печатные краски и/или композиции покрытий, которые являются катионно отверждаемыми (например, на основе эпоксидов), иногда имеют преимущество, что на отверждение не оказывается влияние посредством содержащегося в воздухе кислорода, так что можно отказаться от использования инертного газа. Зато такие печатные краски и/или композиции покрытий иногда имеют тенденцию к неприятному запаху.
В отличие от этого, печатные краски и/или композиции покрытий, которые является радикально отверждаемыми (например, на акрилатной основе), имеют преимущество, что они не приводят к вредным запахам. Впрочем, для этого такие печатные краски и/или композиции покрытий требуют использования инертных газов.
В предпочтительных вариантах осуществления способа согласно изобретению:
(i) отверждаемая посредством УФ-излучения краска является радикально отверждаемой, и отверждаемый посредством УФ-излучения полисилоксан является радикально отверждаемый,
(ii) отверждаемая посредством УФ-излучения краска является радикально отверждаемой, а отверждаемый посредством УФ-излучения полисилоксан является катионно отверждаемым,
(iii) отверждаемая посредством УФ-излучения краска является катионно отверждаемой, а отверждаемый посредством УФ-излучения полисилоксан является радикально отверждаемым,
(iv) отверждаемая посредством УФ-излучения краска является катионно отверждаемой, и отверждаемый посредством УФ-излучения полисилоксан является катионно отверждаемым.
В одном предпочтительном варианте осуществления способа согласно изобретению шаги (А)-(Г) выполняют в защитной атмосфере.
В одном другом предпочтительном варианте осуществления способа согласно изобретению шаги (А)-(Г) выполняют без защитной атмосферы.
В предпочтительном варианте осуществления способа согласно изобретению:
(i) отверждаемая посредством УФ-излучения краска содержит растворитель, и отверждаемый посредством УФ-излучения полисилоксан содержит растворитель,
(ii) отверждаемая посредством УФ-излучения краска содержит растворитель, а отверждаемый посредством УФ-излучения полисилоксан не содержит растворителя,
(iii) отверждаемая посредством УФ-излучения краска не содержит растворителя, а отверждаемый посредством УФ-излучения полисилоксан содержит растворитель,
(iv) отверждаемая посредством УФ-излучения краска не содержит растворителя, и отверждаемый посредством УФ-излучения полисилоксан не содержит растворителя.
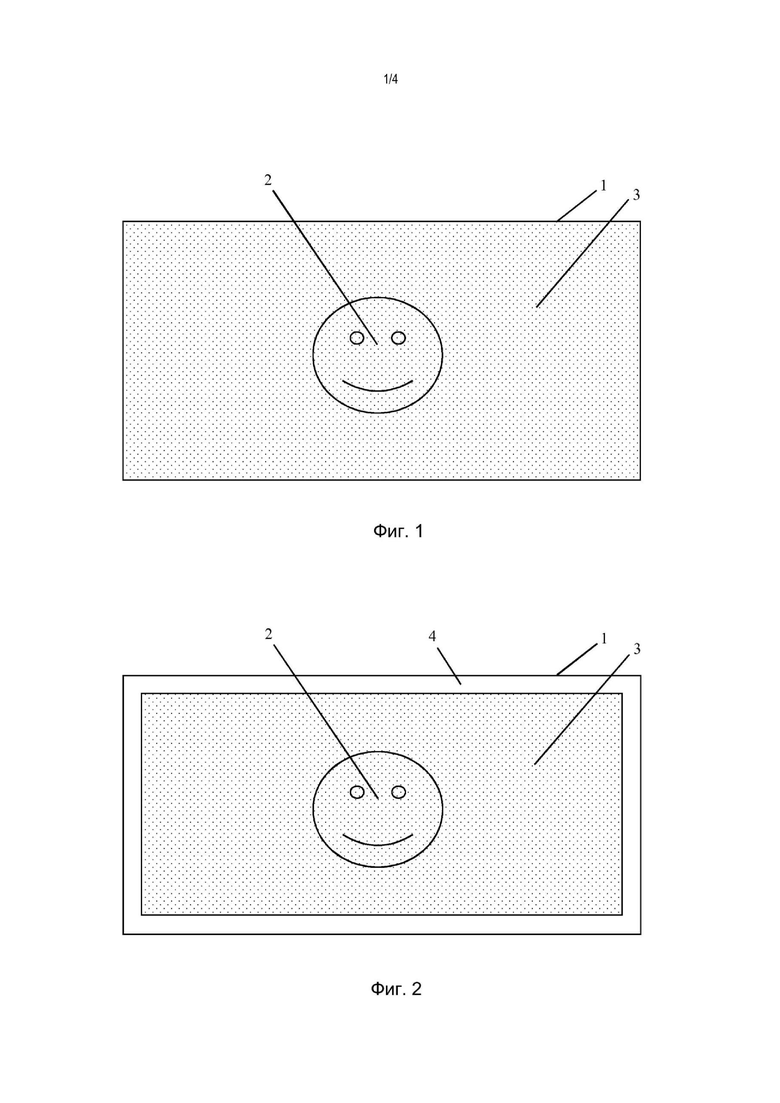
На фиг. 1 схематически показан предпочтительный вариант осуществления разделительной пленки согласно изобретению из несущего слоя (1), печатного изображения (2) и антиадгезионного покрытия (3). В варианте осуществления согласно рисунку 1 антиадгезионное покрытие (3) нанесено по всей поверхности на несущий слой (1) вместе с печатным изображением (2), так что площадь антиадгезионного покрытия (3) соответствует площади несущего слоя (1).
На фиг. 2 схематически показан предпочтительный вариант разделительной пленки согласно изобретению из несущего слоя (1), печатного изображения (2) и антиадгезионного покрытия (3). В варианте осуществления согласно рисунку 2 антиадгезионное покрытие (3) нанесено на несущий слой (1) на часть поверхности вместе с печатным изображением (2), так что площадь антиадгезионного покрытия (3) меньше площади несущего слоя (1), остается краевая область (4), которая не покрыта антиадгезионным покрытием (3).
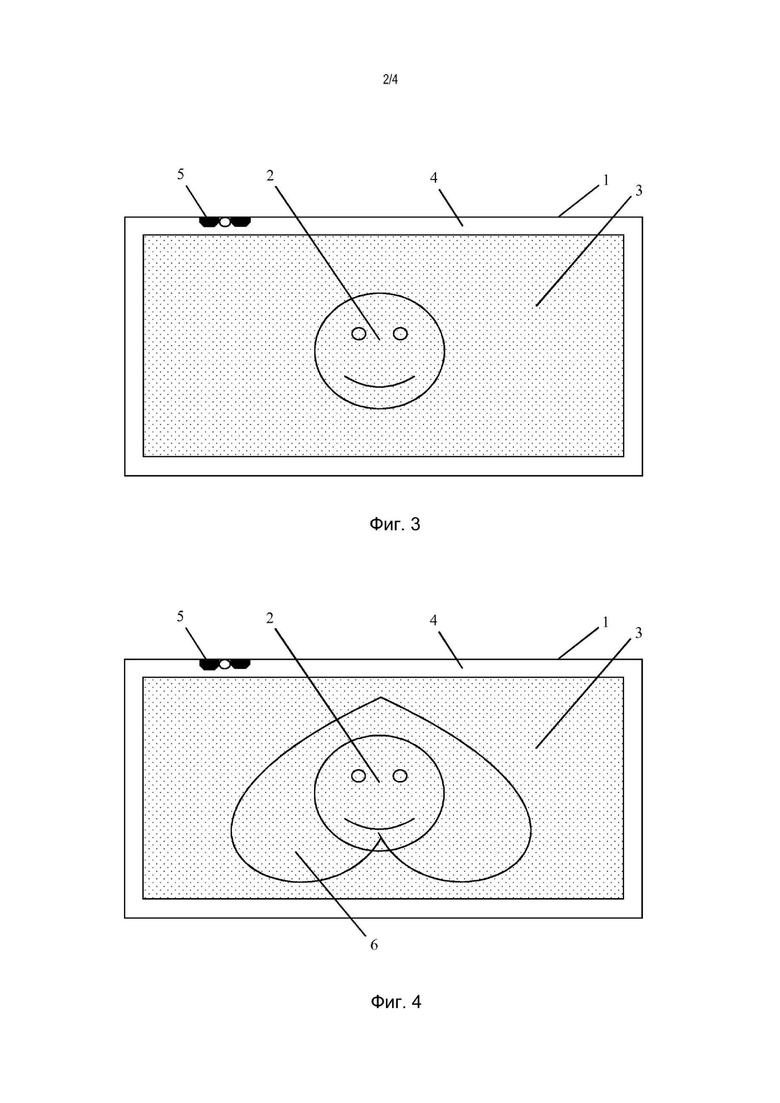
На фиг. 3 схематически показан предпочтительный вариант разделительной пленки согласно изобретению из несущего слоя (1), печатного изображения (2) и антиадгезионного покрытия (3), которая, наряду с печатным изображением (2) в краевой области (4), имеет тактильную метку, управляющую метку и/или печатную метку (5).
На фиг. 4 схематически показан предпочтительный вариант разделительной пленки согласно изобретению из несущего слоя (1), печатного изображения (2), антиадгезионного покрытия (3), краевой области (4), тактильной метки, управляющей метки и/или печатной метки (5), которая имеет на обратной стороне другое печатное изображение (6).
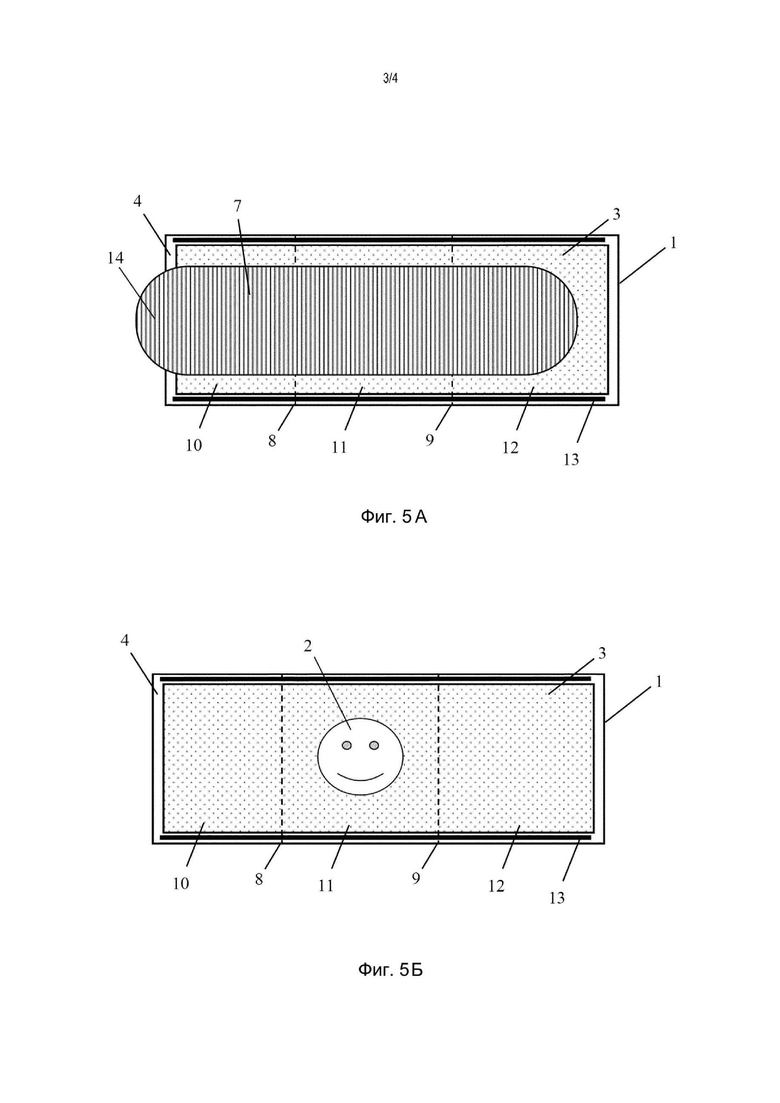
На фиг. 5 схематически показана предпочтительная согласно изобретению упаковка для гигиенического изделия, которая включает в себя разделительную пленку согласно изобретению. При этом упаковка для примера выполнена в виде складной упаковки для женской гигиенической прокладки, однако может быть применена также для упаковки других упаковываемых изделий, прежде всего гигиенических изделий. Предпочтительно, вся упаковка состоит из разделительной пленки и женской гигиенической прокладки. Разделительная пленка упаковки согласно изобретению может включать в себя тактильные метки, управляющие метки и/или печатные метки, которые, однако, на фиг. 5 по причине наглядности опущены. На фиг. 5А-5Г показаны разные состояние упаковки согласно изобретению.
На фиг. 5А показана упаковка согласно изобретению в полностью разложенном состоянии. Несущий слой (1) имеет печатное изображение, которое в показанном состоянии закрыто лежащей перед ним женской гигиенической прокладкой (7). Специалисту понятно, что печатное изображение факультативно может располагаться смещенным к женской гигиенической прокладке (7) или выполнено с такой большой площадью, что по меньшей мере часть его не закрывается женской гигиенической прокладкой (7), то есть является видимым. Антиадгезионное покрытие (3) нанесено на несущий слой (1) вместе с печатным изображением на часть поверхности, так что площадь антиадгезионного покрытия (3) меньше, чем площадь несущего слоя (1), остается краевая область (4), которая не покрыта антиадгезионным покрытием (3). Предпочтительно, женская гигиеническая прокладка на ей обратной стороне имеет контактный клей (не показан), посредством которого она закреплена на антиадгезионном покрытии (3). Посредством снятия вручную женская гигиеническая прокладка может быть отделена вместе с контактным клеем от антиадгезионного покрытия (3). Затем контактный клей при использования женской гигиенической прокладки (7) по назначению может служить для крепления на внутренней стороне нижнего белья. На обеих продольных сторонах несущий слой (1) в краевой области (4) имеет соответственно полосу из контактного клея (13), посредством которой упаковка может быть закрыта сбоку путем складывания. Предпочтительно, упаковка выполнена с возможностью повторного закрывания. Специалисту понятно, что для закрывания сбоку факультативно могут быть использованы также другие возможности, такие как, например, горячая сварка, усадка и т.п. Предпочтительно, женская гигиеническая прокладка (7) расположена не по центру, а смещена вбок, так что одна область (14) женской гигиенической прокладки разделена посредством первого сгиба (8) на узкий складывающийся участок (10), а также средний складывающийся участок (11). Кроме этого, разделительная пленка может быть разделена посредством второго складывающего сгиба (9) на средний складывающийся участок (11), а также широкий складывающийся участок (12).
На фиг. 5Б показана упаковка согласно изобретению в полностью раскрытом состоянии после извлечения женской гигиенической прокладки. Посредством этого расположенное за ней печатное изображение (2) становится видимым и может служить эстетическим целям и/или может включать в себя в виде пиктограмм и/или текста руководство по утилизации женской гигиенической прокладки после ее использования по назначению.
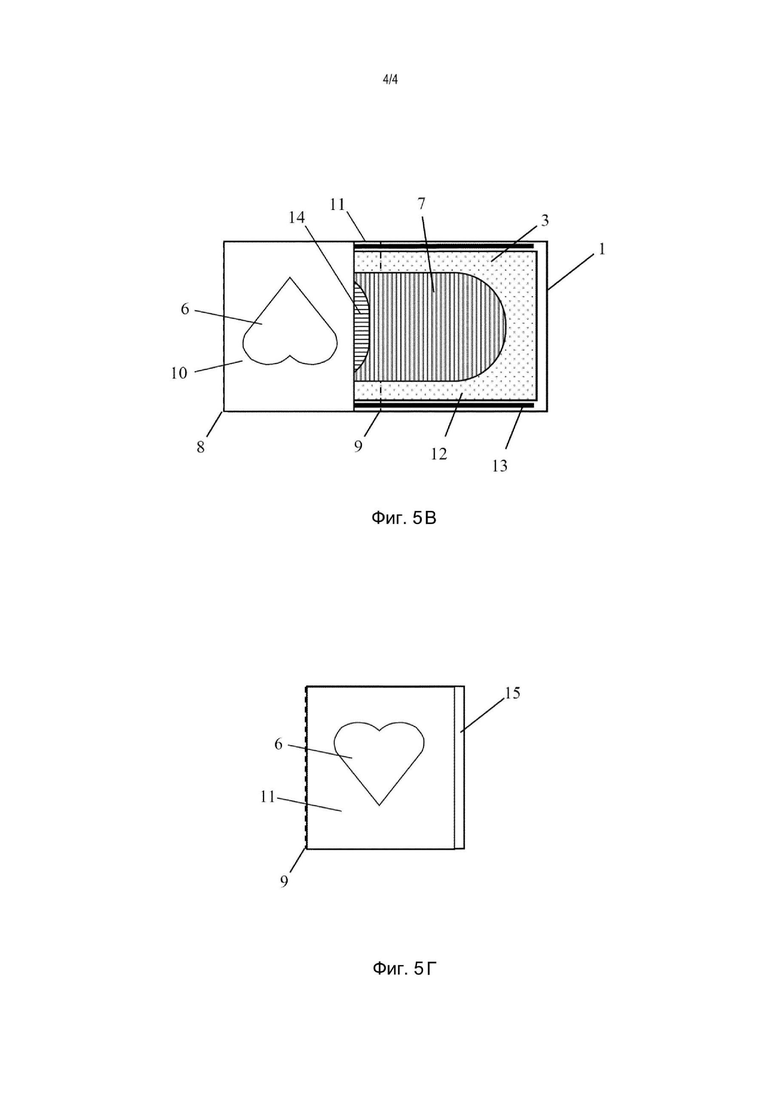
На фиг. 5В показана упаковка согласно изобретению в частично развернутом состоянии. Через это состояние упаковка может проходить как при первом открывании упаковки, так и при ее повторном закрывании. При этом узкий складывающийся участок (10) сгибается (складывается), вдоль первого сгиба (8), вследствие чего расположенное на фигурах 5А/Б с обратной стороны и поэтому там на показанном виде сверху еще не видимое другое печатное изображение (6) согласно рисунку 5В располагается на передней стороне упаковки и поэтому на показанном виде сверху становится видимым. Другое печатное изображение может служить эстетическим целям и/или включать в себя, например в виде пиктограмм и/или текста, указания по надлежащему извлечению женской гигиенической прокладки из упаковки. Посредством нанесенного на краевую область (4) контактного клея (13) задний средний складывающийся участок (11), а также передний узкий складывающийся участок (10) образуют своеобразный закрытый пакет, в отверстие которого помещается сложенная женская гигиеническая прокладка (7). При этом выступающая область (14) женской гигиенической прокладки (7) не закрывается узким складывающимся участком (10), итак, остается видимой (с задней стороны по сравнению с изображением согласно рисунку 5А).
На фиг. 5Г показана упаковка согласно изобретению в полностью закрытом состоянии. Через это состояние упаковка может проходить как при первом открывании упаковки, так и при ее повторном закрывании. При этом средний складывающийся участок (11), а также сложенный над ним узкий складывающийся участок (10) снова сгибаются (складываются) вдоль второго сгиба (9), вследствие чего другой участок расположенного на фигурах 5А/Б с обратной стороны и поэтому там невидимого на показанном виде сверху другого печатного изображение (6) согласно рисунку 5Г располагается на передней стороне упаковки и поэтому на показанном виде сверху становится видимым. Другое печатное изображение также может служить эстетическим целям и/или включать в себя, например в виде пиктограмм и/или текста, указания по надлежащему извлечению женской гигиенической прокладки из упаковки. Показанное на фиг. 5В другое изображение (6) посредством этого закрывается. Посредством нанесенного на краевую область (4) контактного клея (13) задний широкий складывающийся участок (12), а также передний средний складывающийся участок (11), а также расположенный в центре узкий складывающийся участок (10) образуют своеобразный закрытый пакет, во внутреннем пространстве которого находится сложенная вдвое женская гигиеническая прокладка (7). Предпочтительно, при этом выступающая область (15) разделительной пленки не закрывается широким вкладывающимся участком (12), следовательно, остается видимой и может служить, например, в качестве язычка для упрощенного открывания упаковки вручную. Специалисту понятно, что может быть предпочтительным, когда также и обратная сторона несущего слоя (1) или в случае многослойной пленки задний внешний слой показанной на фигурах 5А/Б разделительной пленки, по меньшей мере в краевой области, имеет другое антиадгезионное покрытие, чтобы контактный клей (13) мог к нему прилипать и также снова быть от него отделяемым.
Перечень ссылочных обозначений
1 - несущий слой
2 - печатное изображение
3 - антиадгезионное покрытие
4 - краевая область
5 - тактильная метка, управляющая метка и/или печатная метка
6 - другое печатное изображение
7 - женская гигиеническая прокладка
8 - первый сгиб
9 - второй сгиб
10 - узкий складывающийся участок
11 - средний складывающийся участок
12 - широкий складывающийся участок
13 - контактный клей
14 - выступающая область женской гигиенической прокладки
15 - выступающая область разделительной пленки
Следующие примеры служат для иллюстрации изобретения, однако их не следует рассматривать в качестве ограничивающих.
В качестве несущего слоя использовалась полиолефиновая пленка толщиной 24 мкм, обработанная с одной стороны с помощью коронного разряда (42 мН/м).
Использовался обычный флексографический способ печати, причем печатающее устройство было расположено на центральном печатном цилиндре. Печатное устройство состояло из печатного цилиндра, на котором был закреплен печатный рукав с подлежащим печати рисунком. На печатный цилиндр с подлежащим печати рисунком с помощью растрового валика наносилась краска, причем избыточная краска снималась с поверхности растрового валика посредством ракельного ножа (так называемое "печатное устройство с закрытым камерным ракелем").
Нанесение силиконового покрытия происходило в следующем за цветным печатным устройством печатном устройстве (состоящем из печатного цилиндра, растрового валика и камерного ракеля), посредством которого печаталось силиконовое покрытие (силиконовое печатное устройство). При испытаниях как цветное печатное устройство, так и силиконовое печатное устройство закреплялись на одном центральном печатном цилиндре.
Соответствующие структуры испытанных разделительных пленок представлены в обобщенном виде в нижеследующей таблице, причем примеры от V-1 до V8 являются примерами сравнения, а примеры от В-1 до В-5 являются примерами согласно изобретению: 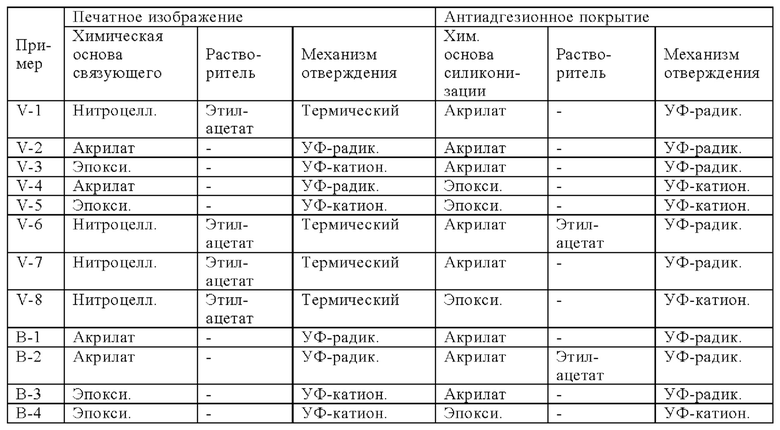

Нитроцел.: нитроцеллюлоза
Эпокси.: эпоксидная смола
УФ-радик.: индуцированная УФ-излучением радикальная реакция отверждения
УФ-радик.: индуцированная УФ-излучением катионная реакция отверждения
Соответствующее число технологических операций, а также соответствующее требуемое время для изготовления представлены в обобщенном виде в нижеследующей таблице:
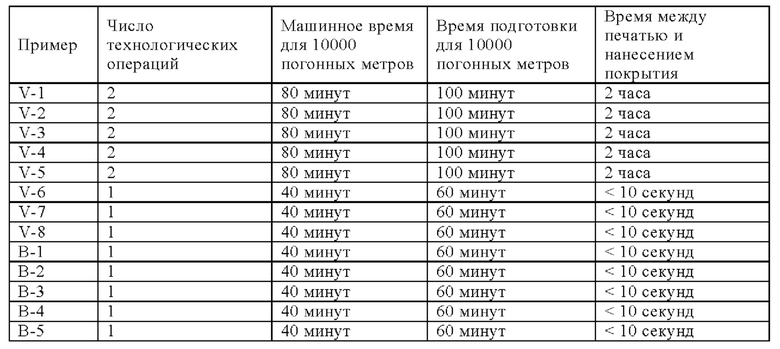
Машинное время: чистое машинное время [мин]=погонные метры [м] / скорость машины [м/мин]
Время подготовки: чистое время подготовки включает в себя в том числе установку и снятие рулона пленки, подготовку краски, затраты времени на наладку, затраты на очистку и т.д.
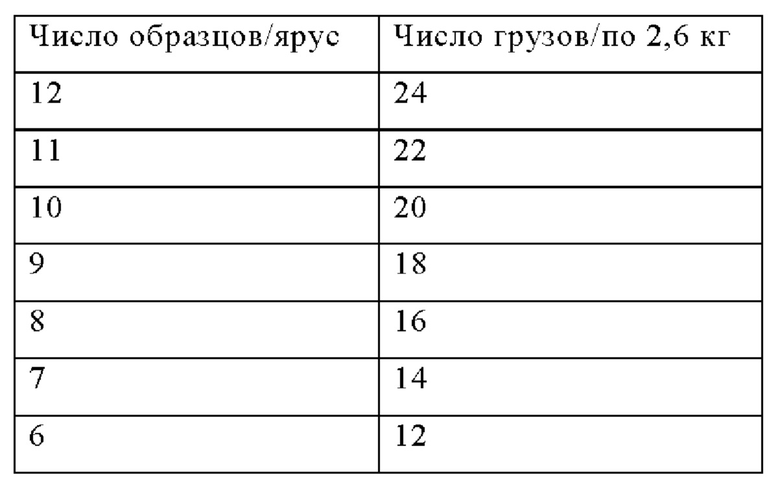
Сила разделения определялась при 70°С с помощью электронного разрывного устройства (разрешение 0,02 Н). Для этого использовалась Tesaband А 7475 шириной 25 мм. Свежесиликонизированный образец был обеспечен в виде стопок с примерно 6 слоями длиной примерно 24-19 мм, завернутых в черную пленку. Теперь образец был подвергнут тепловой обработке. Тепловая обработка проходила с сушильном шкафу в течение 2 часов при 70°С, в то время как стопки были намотаны вокруг решеток. За счет этого воздух мог свободно циркулировать через решетки и тем самым равномерно нагревать стопки. Образцы извлекались, и на подлежащее проверке место наклеивалась без пузырей клейкая лента. Клейкая лента 4 раза прокатывалась с помощью FINAT-ролика (ролик с резиновым покрытием для испытаний по методу FTM-2 весом 2 кг) со скоростью 20 см/с.Разделительная пленка нарезалась так, что сбоку от клейкой ленты образовывалась свободная кромка шириной 1 см. Образцы были нарезаны на полосы одинаковой длины (примерно 30 см) и промаркированы. Затем образцы были положены между двумя тонкими металлическими листами, и на них были положены грузы. Нагрузка происходила равномерно. Число грузов зависело от числа образцов на ярус.
Это соответствовало нагрузке 70 г/см2. Затем образцы были помещены на 20 часов при 70°С в сушильный шкаф и после извлечения наклеены на металлический опорный лист. Жесткая пленочная полоса закреплялась на испытательной клейкой ленте, и металлический опорный лист был закреплен в нижнем зажиме, а жесткая пленочная полоса закреплена в верхнем зажиме испытательного устройства Zwick. После настройки датчика измерения силы испытуемая клейкая лента отслаивалась под углом 175° со скоростью 300 мм/мин.
Для определения "стирания" силиконизированная пленка укладывалась на гладкую подложку. Затем с помощью большого пальца над силиконовым слоем 4-5 раз выполняли "стирание". В случае частичного отслоения силиконовой пленки делалась заметка "стирание". В противном случае испытание было помечено как "в порядке".
Величина разделения, степень отверждения, закрепления и "стирания" представлены в обобщенном виде в нижеследующей таблице:
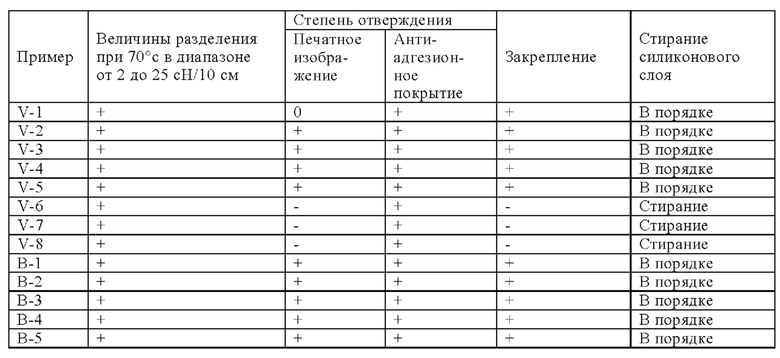
Как показывают приведенные выше экспериментальные данные, изготовление разделительных пленок в соответствии примерами сравнения от V-1 до V-4 связано с большими трудозатратами и следующими из этого большим рабочим временем. Разделительные пленки в соответствии с примерами сравнения от V-6 до V-8 хотя и не проявляют эти недостатки, однако зато проявляют их в переносе краски в силиконовое печатное устройство (загрязнение), а также стирании.
В отличие от этого, разделительные пленки в соответствии с примерами В-1 и В-2 согласно изобретению не проявляют никаких недостатков. Однако в отношении разделительных пленок в соответствии с примерами от В-3 до В-5 следует принимать во внимание, что вследствие использования катионно отверждаемых красок или композиций покрытий может появиться тенденцию к неприятному запаху.
| название | год | авторы | номер документа |
|---|---|---|---|
| УПАКОВКА | 2015 |
|
RU2676980C2 |
| УПАКОВОЧНАЯ ПЛЕНКА | 2015 |
|
RU2685651C2 |
| ОТВЕРЖДАЕМАЯ УФ ИЗЛУЧЕНИЕМ ПЕРЕВОДНАЯ ПЛЕНКА, СПОСОБ ЕЕ ПОЛУЧЕНИЯ И ПРИМЕНЕНИЕ | 2009 |
|
RU2503548C2 |
| МНОГОСЛОЙНАЯ КОМПОЗИЦИЯ, ПЛЕНКА И СООТВЕТСТВУЮЩИЕ СПОСОБЫ | 2012 |
|
RU2628388C2 |
| БЕСШУМНО ОТКРЫВАЕМАЯ ОБЕРТОЧНАЯ УПАКОВКА | 2012 |
|
RU2574994C2 |
| РАДИКАЛЬНО-ОТВЕРЖДАЕМЫЕ ПОД ВОЗДЕЙСТВИЕМ УФ-СВЕТОДИОДНОГО ИЗЛУЧЕНИЯ КРАСКИ ДЛЯ ОФСЕТНОЙ ПЕЧАТИ И СПОСОБЫ ПЕЧАТИ | 2020 |
|
RU2833478C1 |
| ПАНЕЛЬ ИЗ ПВХ ПОЛИМЕРА | 2017 |
|
RU2725658C1 |
| ЗАЩИТНЫЙ ЭЛЕМЕНТ С ЧАСТИЧНЫМ МАГНИТНЫМ СЛОЕМ | 2005 |
|
RU2329153C2 |
| ПАНЕЛЬ ИЗ ПВХ ПОЛИМЕРА, ПОДВЕРГНУТАЯ ТЕПЛОВОЙ ОБРАБОТКЕ | 2018 |
|
RU2741588C1 |
| СИСТЕМА ПЕЧАТНЫХ КРАСОК ДЛЯ ПЕЧАТИ НА ОБОЛОЧКАХ ДЛЯ ПИЩЕВЫХ ПРОДУКТОВ НА ОСНОВЕ ПОЛИАМИДА, ИМЕЮЩИХ ПЕЧАТЬ ОБОЛОЧКИ ДЛЯ ПИЩЕВЫХ ПРОДУКТОВ, И СПОСОБ ИХ ПОЛУЧЕНИЯ | 2008 |
|
RU2485153C2 |
Изобретение относится к способу изготовления разделительной пленки, предназначенной для упаковки и включающей в себя несущий слой, печатное изображение и антиадгезионное покрытие, причем печатное изображение по меньшей мере частично расположено между несущим слоем и антиадгезионным покрытием и включает в себя по меньшей мере одну отверждаемую посредством УФ-излучения краску, а антиадгезионное покрытие включает в себя отверждаемый радикально или катионно посредством УФ-излучения полисилоксан. Способ включает в себя следующие шаги: (A) нанесение печати по меньшей мере на часть поверхности несущего слоя с помощью по меньшей мере одной отверждаемой посредством УФ-излучения краски, (Б) облучение отверждаемой краски с помощью УФ-излучения, (B) нанесение композиции покрытия, содержащей отверждаемый посредством УФ-излучения полисилоксан, по меньшей мере на часть поверхности несущего слоя с нанесенной печатью и (Г) облучение отверждаемого полисилоксана с помощью УФ-излучения, причем шаг (Г) осуществляют не позднее чем через 300 секунд после шага (Б). Технический результат – обеспечение способа получения разделительной пленки с исключением технологической операции (шаг печати) и посредством этого значительное сокращение, в некоторых случаях даже сокращение вдвое, сроков изготовления. Нанесение печати, отверждение печатного изображения, нанесение антиадгезионного покрытия и его отверждение могут проводиться в течение нескольких секунд в общей технологической операции на единственном устройстве. 26 з.п. ф-лы, 4 табл., 8 ил., 8 пр.
1. Способ изготовления разделительной пленки, предназначенной для упаковки и включающей в себя несущий слой, печатное изображение и антиадгезионное покрытие, причем печатное изображение по меньшей мере частично расположено между несущим слоем и антиадгезионным покрытием и включает в себя по меньшей мере одну отверждаемую посредством УФ-излучения краску, а антиадгезионное покрытие включает в себя отверждаемый радикально или катионно посредством УФ-излучения полисилоксан, причем способ включает в себя следующие шаги:
(A) нанесение печати по меньшей мере на часть поверхности несущего слоя с помощью по меньшей мере одной отверждаемой посредством УФ-излучения краски,
(Б) облучение отверждаемой краски с помощью УФ-излучения,
(B) нанесение композиции покрытия, содержащей отверждаемый посредством УФ-излучения полисилоксан, по меньшей мере на часть поверхности несущего слоя с нанесенной печатью, и
(Г) облучение отверждаемого полисилоксана с помощью УФ-излучения, причем шаг (Г) осуществляют не позднее чем через 300 секунд после шага (Б).
2. Способ по п. 1, причем печатное изображение граничит как непосредственно с несущим слоем, так и непосредственно с антиадгезионным покрытием.
3. Способ по п. 1 или 2, причем печатное изображение расположено полностью между несущим слоем и антиадгезионным покрытием.
4. Способ по одному из предшествующих пунктов, причем несущий слой включает в себя полиолефин.
5. Способ по п. 4, причем несущий слой включает в себя полиолефин, который выбран из группы, состоящей из:
- термопластичных олефинов, и/или
- термопластичных олефиновых гомополимеров или сополимеров α,β-ненасыщенных олефинов с 2-10 атомами углерода, предпочтительно выбранных из группы, включающей в себя полиэтилен, полипропилен, полибутилен, полиизобутилен (PI), сополимеры и/или смеси по меньшей мере из двух названных полимеров.
6. Способ по одному из предшествующих пунктов, причем несущий слой окрашен.
7. Способ по одному из пп. 1-6, причем несущий слой имеет толщину в диапазоне от 5 до 50 мкм.
8. Способ по п. 7, причем несущий слой имеет толщину в диапазоне от 10 до 45 мкм.
9. Способ по п. 8, причем несущий слой имеет толщину в диапазоне от 15 до 40 мкм.
10. Способ по одному из пп. 1-9, причем антиадгезионное покрытие основано по меньшей мере на одном отвержденном полисилоксане, который выбран из группы, состоящей из полиалкилсилоксанов, предпочтительно полидиметилсилоксанов, и полиалкиларилсилоксанов, предпочтительно полиметилфенилсилоксанов.
11. Способ по одному из предшествующих пунктов, причем антиадгезионное покрытие имеет поверхностную плотность, меньшую или равную 2 г/м2, в частности составляющую от 0,1 до 1,5 г/м2.
12. Способ по одному из предшествующих пунктов, причем разделительная пленка в качестве поверхностного слоя (слоев) имеет с одной стороны или с двух сторон силиконовое покрытие.
13. Способ по одному из предшествующих пунктов, причем отверждаемая посредством УФ-излучения краска включает в себя флюоресцирующий краситель или способный к люминесценции краситель.
14. Способ по одному из предшествующих пунктов, причем разделительная пленка на обращенной от печатного изображения задней стороне несущего слоя включает в себя по меньшей мере один другой слой.
15. Способ по одному из предшествующих пунктов, причем антиадгезионное покрытие, несущий, а также имеющийся в некоторых случаях другой слой или другие слои разделительной пленки соответственно независимо друг от друга обеспечены дополнительными веществами:
- которые выбраны из группы, состоящей из средств против слеживания полимеров, антистатических средств, антиконденсационных средств, антимикробных действующих веществ, красителей, цветных пигментов, стабилизаторов, предпочтительно термостабилизаторов, технологических стабилизаторов, вспомогательных технологических средств, огнезащитных средств, зародышеобразователей, вызывающих кристаллизацию средств, предпочтительно образователей зародышей кристаллов, смазочных материалов, оптических отбеливателей, повышающих гибкость средств, герметизирующих средств, пластификаторов, дистанционных элементов, наполнителей, облегчающих отслаивание добавок, восков, смачивающих средств, поверхностно-активных соединений, предпочтительно поверхностно-активных веществ, и диспергирующих средств, и/или
- причем массовая доля других дополнительных веществ соответственно независимо друг от друга составляет по меньшей мере от 0,01 до 30% по массе, предпочтительно от 0,1 до 20% по массе, соответственно относительно общей массы отдельного слоя.
16. Способ по одному из предшествующих пунктов, причем силиконовый слой в рамках испытания силы прилипания FINAT согласно методике испытания FTM 10 при снятии испытуемой клейкой ленты при температуре 70°С под углом отслаивания 175° и скорости снятия 300 мм/мин, соответственно величин разделения в диапазоне от 2 до 25 сН/10 см, не имеет обозначаемые как "стирание" проявления отслаивания.
17. Способ по одному из предшествующих пунктов, причем несущий слой на обращенной от печатного изображения задней стороне включает в себя другое печатное изображение.
18. Способ по одному из предшествующих пунктов, причем печатное изображение и/или другое печатное изображение является тактильной меткой, управляющей меткой и/или печатной меткой или включает их в себя.
19. Способ по п. 18, причем тактильная метка, управляющая метка и/или печатная метка расположена в краевой области разделительной пленки.
20. Способ по одному из предшествующих пунктов, причем отверждаемую посредством УФ-излучения краску отверждают радикально или катионно.
21. Способ по одному из предыдущих пунктов, причем разделительную пленку изготавливают непрерывно с применением машины при скорости машины от 100 до 800 м/мин, предпочтительно от 200 до 450 м/мин.
22. Способ по одному из предыдущих пунктов, причем как краску для печатного изображения, так и антиадгезионное покрытие печатают на одной общей технологической операции непосредственно друг за другом.
23. Способ по одному из предыдущих пунктов, причем используемое на шаге (Б) УФ-излучение имеет по существу такую же длину волны, как и длина волны используемого на шаге (Г) УФ-излучения.
24. Способ по одному из предыдущих пунктов, причем:
(i) отверждаемая посредством УФ-излучения краска является радикально отверждаемой, и отверждаемый посредством УФ-излучения полисилоксан является радикально отверждаемым,
(ii) отверждаемая посредством УФ-излучения краска является радикально отверждаемой, а отверждаемый посредством УФ-излучения полисилоксан является катионно отверждаемым,
(iii) отверждаемая посредством УФ-излучения краска является катионно отверждаемой, а отверждаемый посредством УФ-излучения полисилоксан является радикально отверждаемым, или
(iv) отверждаемая посредством УФ-излучения краска является катионно отверждаемой, и отверждаемый посредством УФ-излучения полисилоксан является катионно отверждаемым.
25. Способ по одному из предыдущих пунктов, причем
(i) отверждаемая посредством УФ-излучения краска содержит растворитель, и отверждаемый посредством УФ-излучения полисилоксан содержит растворитель,
(ii) отверждаемая посредством УФ-излучения краска содержит растворитель, а отверждаемый посредством УФ-излучения полисилоксан не содержит растворителя,
(iii) отверждаемая посредством УФ-излучения краска не содержит растворителя, а отверждаемый посредством УФ-излучения полисилоксан содержит растворитель,
(iv) отверждаемая посредством УФ-излучения краска не содержит растворителя, и отверждаемый посредством УФ-излучения полисилоксан не содержит растворителя.
26. Способ по одному из предыдущих пунктов, причем шаги (А)-(Г) выполняют в защитной атмосфере.
27. Способ по одному из предыдущих пунктов, причем шаги (А)-(Г) выполняют без защитной атмосферы.
| US 20040137242 A1, 15.07.2004 | |||
| Способ изготовления антиадгезионной бумаги | 1981 |
|
SU1016413A1 |
| DE 102009042008 A1, 24.03.2011 | |||
| РЕТРООТРАЖАЮЩЕЕ ИЗДЕЛИЕ | 2010 |
|
RU2559156C2 |
| ОБЕРТЫВАЮЩИЙ КОМПОНЕНТ ДЛЯ ИЗДЕЛИЙ ЛИЧНОЙ ГИГИЕНЫ, ИМЕЮЩИЙ СЕНСОРНУЮ МЕТКУ ДЛЯ ОТКРЫВАНИЯ | 2004 |
|
RU2359651C2 |
| РАЗДЕЛИТЕЛЬНАЯ ПЛЕНКА С ДЛИТЕЛЬНЫМ АНТИСТАТИЧЕСКИМ ДЕЙСТВИЕМ | 2011 |
|
RU2573680C2 |
| РАЗДЕЛИТЕЛЬНАЯ ПЛЕНКА С ЯЧЕИСТОЙ СТРУКТУРОЙ | 2010 |
|
RU2567912C2 |
