ОБЛАСТЬ ТЕХНИКИ
Настоящее изобретение относится к усиливающему элементу для стойки для транспортного средства, и, в частности, так называемой средней стойки, образующей часть кузова автотранспортного средства, такого как легковой автомобиль.
УРОВЕНЬ ТЕХНИКИ
Стойки автотранспортных средств должны выдерживать большую деформацию, такую как во время столкновения. Современные конструкции содержат стойки, которые усилены путем добавления материала в определенные области вдоль их длины. Например, известно размещение усиливающих элементов из листового металла на заготовке из листового металла, сварка их друг с другом и затем формирование стойки с помощью горячего формования и упрочнения в процессе горячей штамповки. Это известно, например, из WO2014/017961. Здесь усиливающую пластину прикрепляют к пластинчатой заготовке для образования средней стойки. Усиливающая пластина имеет такую конструкцию, что по меньшей мере 1/4 ее длины имеет ширину, соответствующую корытообразному профилю средней стойки, и затем она сужается на обоих ее концах, в результате чего она не проходит на полную ширину. При такой конструкции достигаются хорошие характеристики при столкновении, при этом уменьшается вес по сравнению с тем, когда усиливающий элемент имеет полную ширину по всей его длине. Однако во многих случаях есть желание еще больше уменьшить вес без ущерба для эксплуатационных характеристик стойки в отношении деформации.
Альтернатива представлена в документе EP2617509. Здесь усиливающие элементы сформированы таким образом, чтобы покрывать только участки линий ребра стоек. Усиливающие элементы предпочтительно прикрепляют до формирования стойки. Недостаток этого решения заключается в том, что необходимо выполнять манипуляции и размещать ряд незакрепленных усиливающих элементов на основном элементе или заготовке, чтобы прикрепить их, например, с помощью сварки. С точки зрения массового производства это не является оптимальным, так как требует множество средств фиксации или зажимных элементов, которые удерживают множество усиливающих элементов во время крепления. Таким образом в этой области есть возможности для улучшения.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Задачей настоящего изобретения является устранение недостатков известных конструкций. Эта задача решается средней стойкой в соответствии с признаками п. 1 формулы изобретения. Предпочтительные варианты осуществления составляют предмет зависимых пунктов формулы изобретения.
Согласно главному аспекту изобретения предложен усиливающий элемент, выполненный с возможностью его крепления к профилю для образования средней стойки для транспортного средства, причем профиль имеет крепежные области для дверных петель. Предпочтительно усиливающий элемент выполнен из двух удлиненных полос материала, при этом полосы соединены друг с другом по меньшей мере в одной крепежной области для дверных петель, когда усиливающий элемент прикреплен к профилю. Тем самым легко осуществлять крепление полос к профилю, даже если они представляют собой отдельный удлиненный элемент, так как они прикреплены друг к другу, образуя один единственный компонент. Другое преимущество состоит в том, что их соединение друг с другом расположено в крепежной области для дверной петли, обеспечивая усиление в области, которая подвергается воздействию сил при манипуляциях с дверью.
Согласно одному аспекту изобретения полосы могут быть соединены друг с другом в крепежной области верхней дверной петли. Преимуществом этого является то, что верхняя петля двери транспортного средства может подвергаться воздействию довольно больших сил, если нагрузку прикладывают к наружному концу двери, например, если человек опирается на верхний край двери. В качестве альтернативы или дополнительно, полосы могут быть соединены друг с другом в крепежной области нижней дверной петли. В частности, усиление обеих крепежных областей может быть полезным для крепления двери.
Конечно возможно иметь усиливающий элемент, в котором полосы дополнительно соединены друг с другом на их верхнем конце и/или на их нижнем конце, и в этом аспекте полосы могут быть соединены друг с другом в нескольких местах вдоль длины полос, в частности, если полосы являются протяженными относительно их соответствующих ширин.
Согласно другому аспекту настоящего изобретения профиль имеет корытообразную форму с центральной полкой и двумя боковыми сторонами, и каждая полоса может быть прикреплена к переходной области между центральной полкой и боковой стороной. Таким образом, усиление расположено на углах профиля и, в качестве дополнительного признака, каждая полоса может проходить в боковом направлении на некоторое расстояние на центральной полке и на некоторое расстояние на боковой стороне. Длина полос в боковом направлении может быть подобрана таким образом, чтобы получить требуемые прочностные характеристики. Предпочтительно полосы могут быть прикреплены на внутренней переходной области профиля.
Согласно другому аспекту настоящего изобретения может быть предложен способ изготовления средней стойки, имеющей описанный выше усиливающий элемент, включающий формирование заготовки в виде плоской пластины, крепление усиливающего элемента к упомянутой заготовке и горячую штамповку заготовки и усиливающего элемента в требуемую форму. Для крепления усиливающего элемента, он может быть приварен к профилю с помощью точечной сварки. В этом отношении усиливающий элемент может быть приварен с помощью точечной сварки к профилю по меньшей мере в переходных областях между центральной полкой и боковыми сторонами.
Также может быть предложен альтернативный способ, включающий этапы формирования заготовки в виде плоской пластины, формования усиливающего элемента в виде армированного волокнами полимерного материала в виде препрега, нагрева заготовки до температуры аустенитного превращения, чтобы образовать аустенит в заготовке, формирования заготовки в требуемую форму, охлаждения заготовки до температуры ниже 500°C, наложения усиливающего элемента на упомянутую сформированную заготовку, приложения давления к усиливающему элементу для обеспечения адгезии со сформированной заготовкой и по меньшей мере частичного отверждения упомянутого усиливающего элемента.
Согласно альтернативному способу этап формирования заготовки в требуемую форму может выполняться внутри формующего инструмента, и при этом этап наложения усиливающего элемента на сформированную заготовку выполняют в прессовом инструменте, отличном от формующего инструмента.
Эти и другие аспекты и преимущества настоящего изобретения станут очевидны из последующего подробного описания изобретения и из прилагаемых чертежей.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Последующее подробное описание изобретения сделано со ссылкой на сопроводительные чертежи, на которых:
Фиг. 1 - вид в изометрии профиля для средней стойки транспортного средства;
Фиг. 2 - вид в изометрии усиливающего элемента в соответствии с первым вариантом осуществления настоящего изобретения;
Фиг. 3 - вид в изометрии средней стойки, содержащей профиль на фиг. 1 и усиливающий элемент на фиг. 2;
Фиг. 4 - вид в разрезе по линии IV-IV на фиг. 3;
Фиг. 5 - вид в изометрии усиливающего элемента в соответствии со вторым вариантом осуществления настоящего изобретения;
Фиг. 6 - вид в изометрии средней стойки, содержащей профиль на фиг. 1 и усиливающий элемент на фиг. 5;
Фиг. 7 - вид в изометрии усиливающего элемента в соответствии с третьим вариантом осуществления настоящего изобретения;
Фиг. 8 - вид в изометрии средней стойки, содержащей профиль на фиг. 1 и усиливающий элемент на фиг. 7;
Фиг. 9 - вид в изометрии усиливающего элемента в соответствии с четвертым вариантом осуществления настоящего изобретения;
Фиг. 10 - вид в изометрии средней стойки, содержащей профиль на фиг. 1 и усиливающий элемент на фиг. 9;
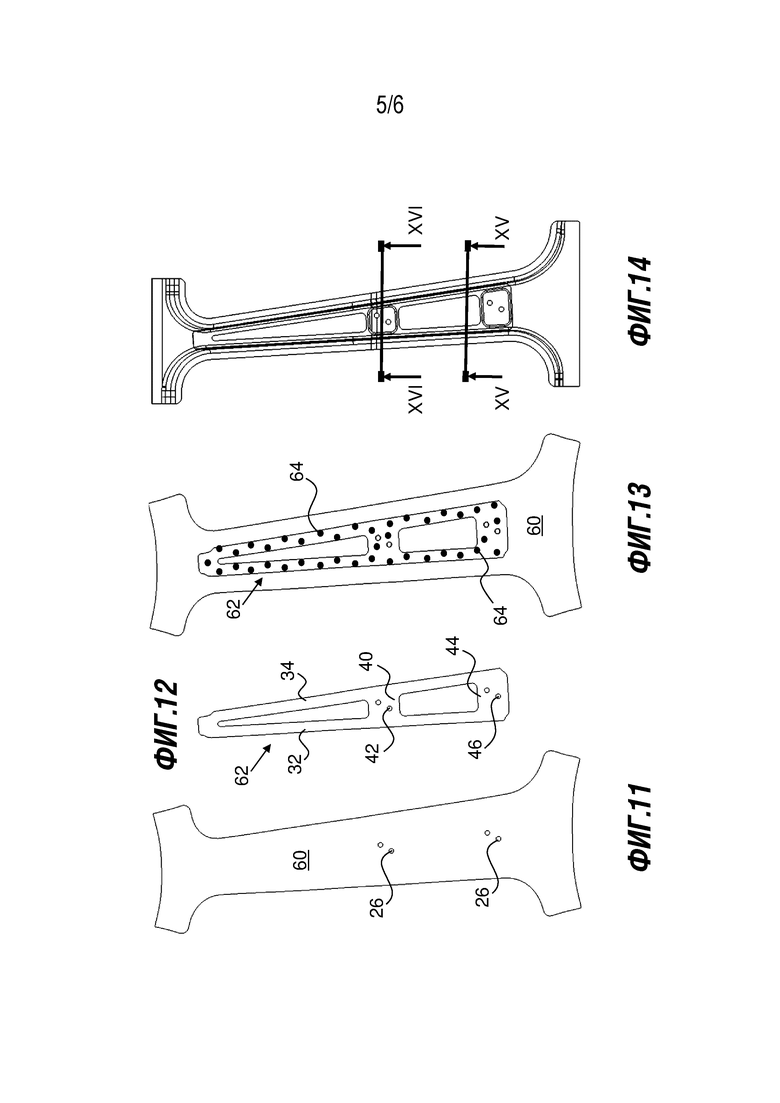
Фиг. 11 - вид сбоку плоской заготовки профиля, подлежащей формированию в профиль по фиг. 1;
Фиг. 12 - вид сбоку усиливающего элемента в виде плоской заготовки;
Фиг. 13 - вид сбоку усиливающего элемента, приваренного с помощью точечной сварки к плоской заготовке профиля;
Фиг. 14 - показывает среднюю стойку, образованную соединенными заготовками по фиг. 13;
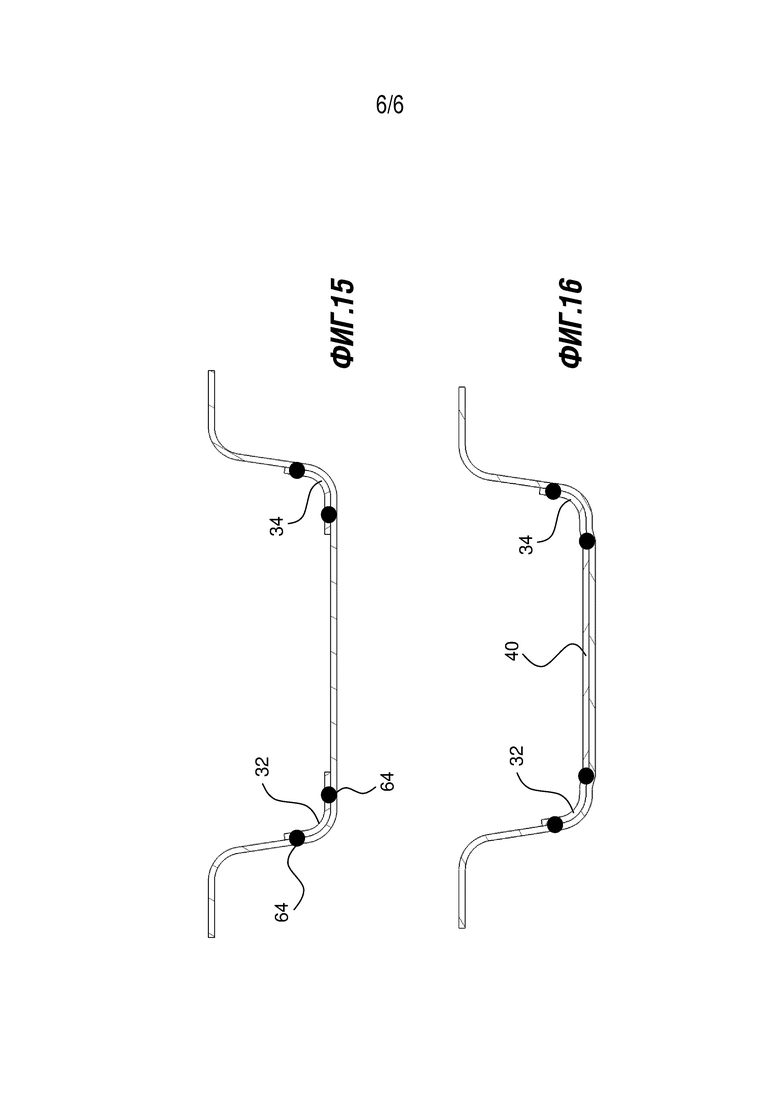
Фиг. 15 - вид в разрезе по линии XV-XV средней стойки на фиг. 14;
Фиг. 16 - вид в разрезе по линии XVI-XVI средней стойки на фиг. 14.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
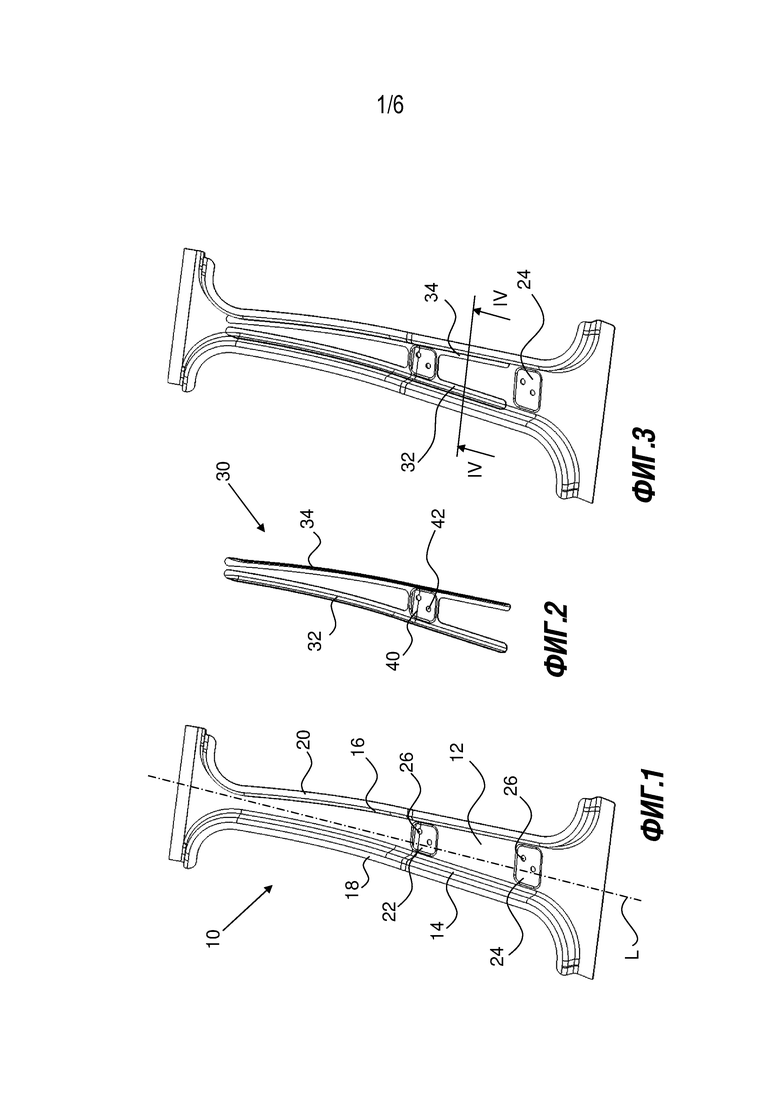
На фиг. 1 показан профиль 10 средней стойки транспортного средства. Профиль 10 проходит в продольном направлении L и имеет по существу корытообразную форму с центральной полкой 12 и двумя боковыми сторонами 14, 16. Боковые стороны 14, 16 каждая имеет направленные наружу фланцы 18, 20, если смотреть в продольном направлении профиля. Профиль далее имеет крепежные области 22, 24 для дверных петель, например, верхней и нижней дверных петель задней двери легкового автомобиля. Крепежные области 22, 24 могут иметь крепежные элементы, такие как отверстия 26 для крепления болтов для петель. Однако следует понимать, что возможны другие типы крепежных элементов и более двух крепежных областей вдоль продолжения профиля.
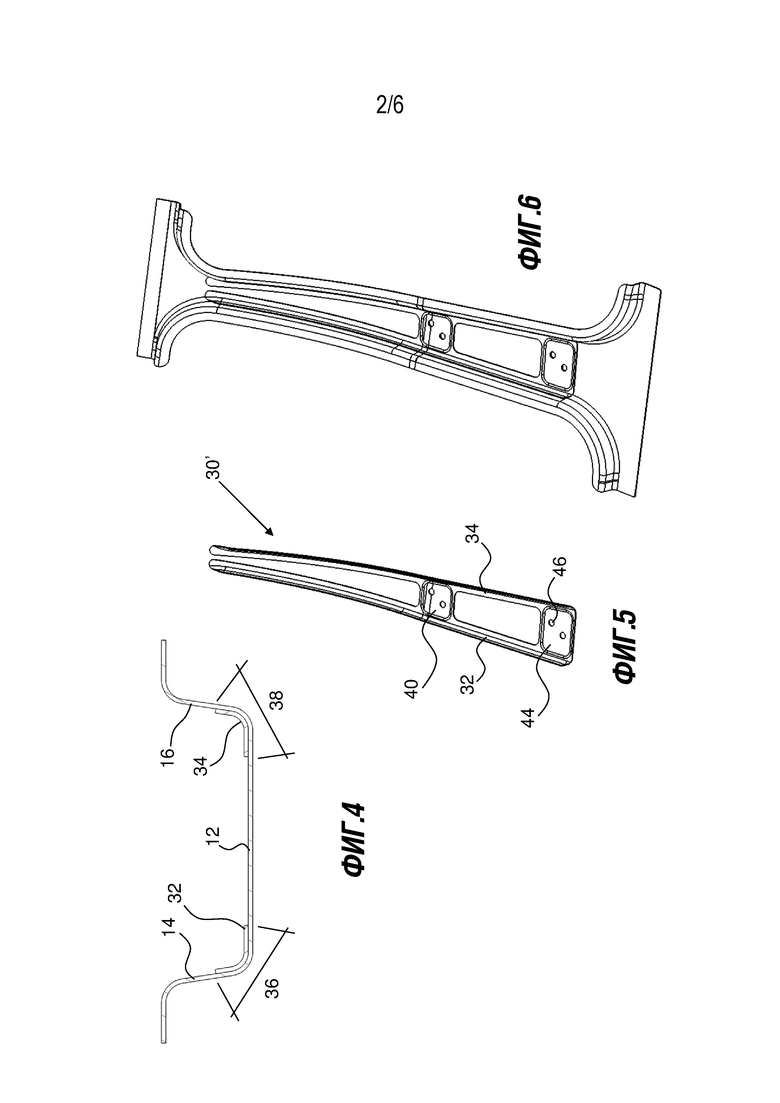
Для повышения прочности профиля 10 и обеспечения ему требуемых эксплуатационных характеристик при воздействии ударных сил без чрезмерного увеличения веса готовой средней стойки, усиливающий элемент 30 прикрепляют к профилю 10. В первом варианте осуществления изобретения, показанном на фиг. 2 и фиг. 3, усиливающий элемент 30 содержит две удлиненные полосы 32, 34. Полосы 32, 34 выполнены таким образом и имеют такое расстояние между ними, что они будут покрывать по меньшей мере переходные области 36, 38 между центральной полкой и боковыми сторонами (см. фиг. 4), так что одна полоса 32 покрывает одну переходную область 36 между центральной полкой 12 и одной боковой стороной 14, а другая полоса 34 покрывает другую переходную область 38 между центральной полкой 12 и другой боковой стороной 16. Таким образом, при этом решении будет существовать центральная область центральной полки 12, которая не покрыта усиливающим элементом. Однако две полосы 32, 34 соединены друг с другом по меньшей мере в одном месте. Это делают с одной стороны для облегчения работы с усиливающим элементом при его креплении к профилю, как будет пояснено ниже, и с другой стороны для упрочнения по меньшей мере одной конкретной области.
Согласно предпочтительному первому варианту осуществления, показанному на фиг. 2 и фиг. 3, конкретная область для дополнительного упрочнения представляет собой крепежную область 22 для верхней дверной петли, которая может подвергаться воздействию больших сил, если, например, прикрепленная дверь подвергается воздействию направленных вниз сил на свободном конце двери, что может происходить, если человек опирается на верхний наружный конец двери. Как показано на фиг. 2, усиливающий элемент 30 имеет перемычку 40 между полосами 32, 34, причем перемычка 40 по существу имеет такую же протяженность, если смотреть в продольном направлении, что и крепежная область 22 для верхней дверной петли, и расположена, перекрывая крепежную область 22. Далее, перемычка 40 может иметь крепежные элементы 42 такого же типа и такой же ориентации, что и крепежная область, например, перемычка 40 может иметь отверстия такого же типа и имеющие такую же ориентацию, что и отверстия крепежной области 22 профиля 10. Как показано на фиг. 3, полосы 32, 34 в соответствии с первым вариантом осуществления оканчиваются выше крепежной области для нижней петли, когда усиливающий элемент 30 прикреплен к профилю 10, образуя среднюю стойку.
Второй вариант осуществления усиливающего элемента 30’ показан на фиг. 5 и фиг. 6. Здесь полосы 32, 34 усиливающего элемента 30’, помимо первой перемычки, соединены друг с другом на их нижнем конце с помощью второй перемычки 44, причем вторая перемычка 44 выполнена с возможностью покрывать нижнюю крепежную область 24 для нижней дверной петли. Здесь также вторая перемычка 44 предпочтительно имеет крепежные элементы 46 такого же типа и ориентации, что и крепежные элементы 26 крепежной области 24 нижней дверной петли в профиле 10. При этом решении обе крепежные области 22, 24 для дверных петель усилены посредством усиливающего элемента, как показано на фиг. 6.
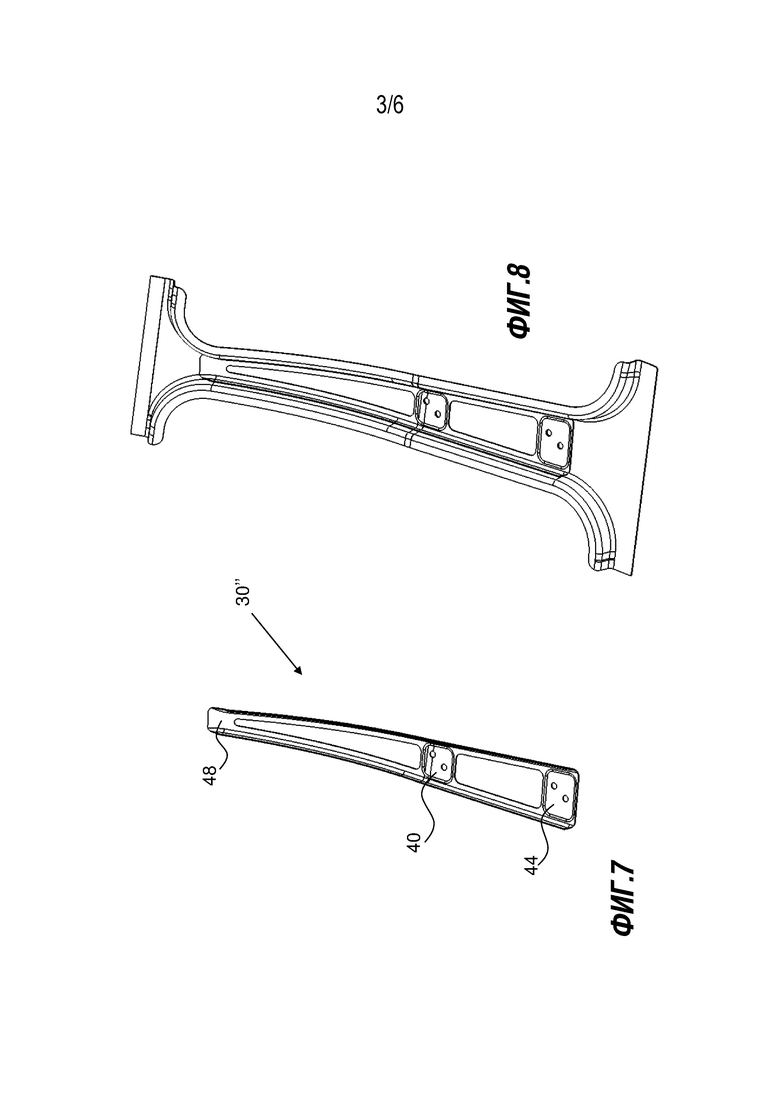
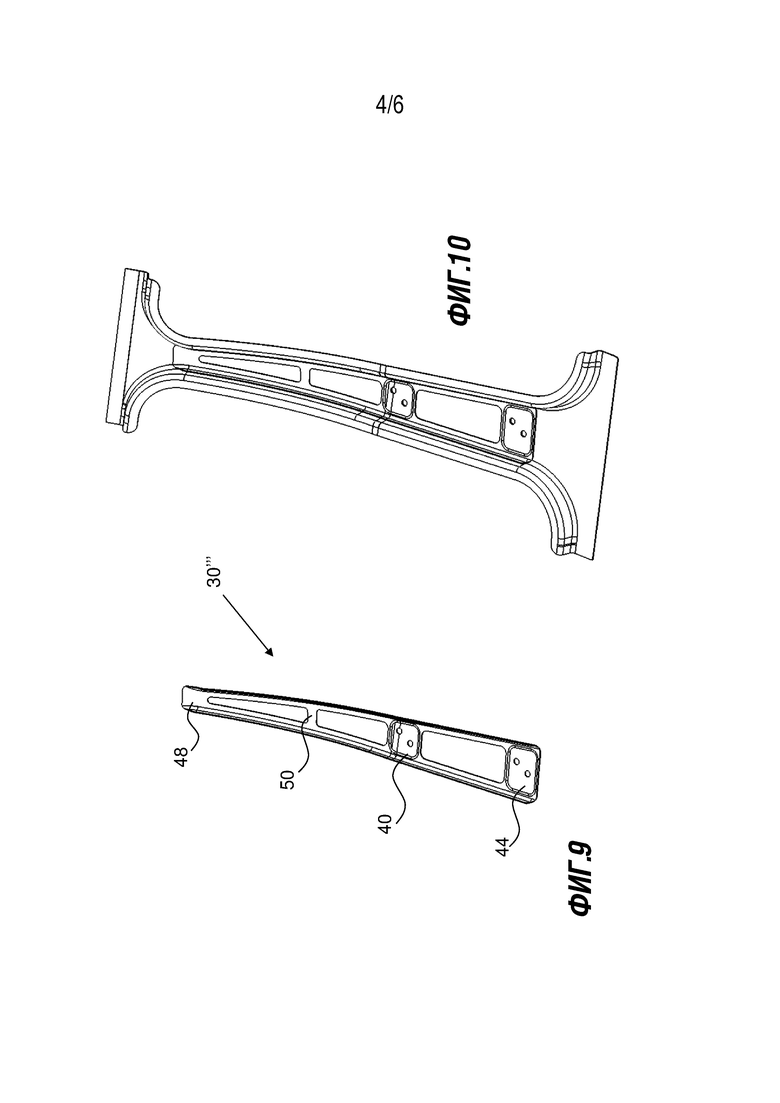
Для дополнительного повышения и/или приспособления к конкретным требованиям прочности и характеристик сопротивления деформации средней стойки, усиливающий элемент может иметь дополнительные перемычки. Третий вариант осуществления усиливающего элемента 30’’ показан на фиг. 7 и фиг. 8. Здесь полосы 32, 34, помимо упомянутых выше перемычек 40, 44, имеют перемычку 48 на их верхних концах, которая соединяет друг с другом верхние концы полос 32, 34. В этом же аспекте, четвертый вариант осуществления усиливающего элемента 30’’’ показан на фиг. 9 и фиг. 10. В качестве дополнительного признака или в качестве альтернативного признака, усиливающий элемент 30’’’ может иметь перемычку 50, расположенную между верхними концами полос 32, 34 и перемычкой 40 для верхней дверной петли.
На фиг. 11-14 иллюстрируется возможный способ изготовления средней стойки с усиливающим элементом в соответствии с изобретением. В качестве примера, профиль формируют в виде плоской заготовки 60, она имеет предварительно заданную форму контура и может иметь крепежные элементы, такие как отверстия 26 для крепежных болтов. Усиливающий элемент также формуют в виде плоской заготовки 62 с требуемой формой контура полос и с требуемым количеством и расположением перемычек. Перемычка также может быть снабжена крепежными элементами 42, 46, которые предпочтительно имеют такую же ориентацию, что и крепежные элементы 26 профиля. Заготовку 62 усиливающего элемента затем фиксируют на поверхности заготовки 60 профиля с их определенной предварительно заданной ориентацией относительно друг друга, и заготовку 62 усиливающего элемента прикрепляют к заготовке 60 профиля. Предпочтительно это может быть выполнено с помощью множества точечных сварных швов 64 между заготовкой усиливающего элемента и заготовкой профиля, как показано на фиг. 13. Позиции точечных сварных швов 64 предпочтительно могут быть выбраны в виде определенных рисунков, как будет описано ниже.
Приваренные друг к другу заготовки далее формируют в среднюю стойку. Это выполняют в соответствии с одним предпочтительным решением, в котором среднюю стойку подвергают горячему формованию и упрочнению с использованием технологии горячей штамповки, при которой заготовки нагревают до температуры аустенитного превращения и формуют в охлаждаемой паре инструментов. Здесь средняя стойка, образованная профилем и усиливающим элементом, выдерживается и упрочняется вместе с инструментом в качестве средства фиксации. Полученная средняя стойка имеет усиливающий элемент 30, полосы 32, 34 которого расположены определенным образом относительно профиля 10. Как показано на виде в разрезе на фиг. 15, полосы покрывают по меньшей мере переходные области между центральной полкой и боковыми сторонами. Предпочтительно полосы проходят на некоторое расстояние внутрь центральной полки и по боковой стороне. Далее, как показано на этом чертеже, точечные сварные швы 64 предпочтительно расположены на наружных участках переходных областей, когда среднюю стойку подвергают горячему формованию, чтобы обеспечить надежное крепление усиливающего элемента к профилю. На виде в разрезе на фиг. 15 точечные сварные швы на внутренних и наружных участках полосы вокруг переходной области находятся в одной поперечной плоскости. Однако следует понимать, что точечные сварные швы могут быть расположены со смещением в продольном направлении полос, как указано на фиг. 13, образуя зигзагообразный рисунок расположения точечных сварных швов. Далее, точечные сварные швы могут быть расположены на перемычках, и в частности рядом с крепежными элементами.
В качестве альтернативы приведенному выше способу изготовления средней стойки с усиливающим элементом в соответствии с изобретением, только профиль могут подвергать горячему формованию, как было описано выше. Дополнительно, усиливающий элемент может быть изготовлен в виде накладки из армированного волокнами полимерного материала в виде препрега, причем волокна предпочтительно содержат углеродные волокна. При этом способе сформированный и все еще горячий профиль размещают в специальном формующем инструменте. Параллельно формированию профиля обеспечивают усиливающий элемент из армированного волокнами полимерного материала в неотвержденном состоянии в виде препрега. Затем усиливающий элемент нагревают и соединяют с горячим профилем в формующем инструменте, при этом усиливающий элемент отверждается и прикрепляется к профилю путем приложения давления для получения его адгезии с использованием прессового инструмента. Нагрев усиливающего элемента может осуществляться в прессовом инструменте с помощью горячего профиля и/или добавления тепла. Нагрев в прессовом инструменте в любом случае должен быть ниже 500°C для отверждения усиливающего элемента, но предпочтительно выше 150°C.
Следует понимать, что вариант осуществления, описанный выше и иллюстрируемый на чертежах, является только неограничивающим примером изобретения, который может быть модифицирован любым образом в пределах объема формулы изобретения.
Группа изобретений относится к вариантам выполнения средней стойки для транспортного средства и способу ее изготовления. Средняя стойка имеет усиливающий элемент (30), выполненный с возможностью крепления к профилю (10) для образования средней стойки для транспортного средства. Профиль (10) имеет крепежные области (22, 24) для дверных петель. Усиливающий элемент (30) выполнен из двух удлиненных полос (32, 34) материала. Полосы (32, 34) соединены друг с другом по меньшей мере в одной крепежной области (22) для дверных петель, когда усиливающий элемент (30) прикреплен к профилю (10). Профиль (10) имеет корытообразную форму с центральной полкой (12) и двумя боковыми сторонами (14, 16). Каждая полоса (32, 34) прикреплена к переходной области (36, 38) между центральной полкой (12) и боковой стороной (14, 16). Настоящее изобретение также относится к способу изготовления средней стойки и средней стойке, изготовленной с помощью этого способа. Обеспечивается уменьшение веса средней стойки и упрощение ее изготовления. 3 н. и 8 з.п. ф-лы, 16 ил.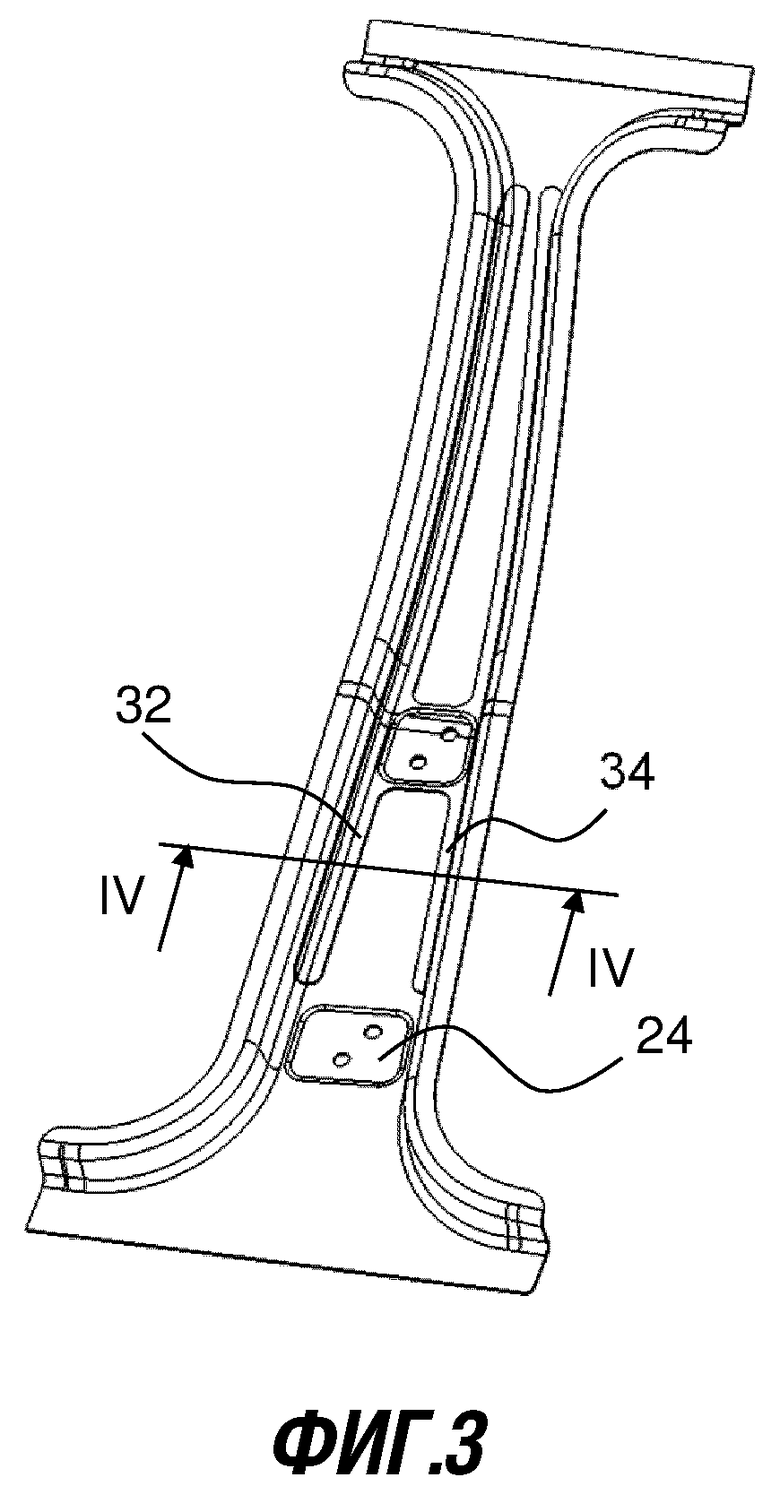
1. Средняя стойка для транспортного средства, содержащая
профиль (10) и
усиливающий элемент (30), прикрепленный к профилю (10) для образования средней стойки,
причем профиль (10) имеет крепежные области (22, 24) для дверных петель,
при этом усиливающий элемент (30) выполнен с двумя удлиненными полосами (32, 34) материала и содержит их,
при этом удлиненные полосы (32, 34) связаны друг с другом по меньшей мере в одной (22) из крепежных областей (22, 24) для дверных петель,
при этом профиль (10) имеет корытообразную форму с центральной полкой (12) и двумя боковыми сторонами (14, 16), и
каждая удлиненная полоса (32, 34) прикреплена к внутренней переходной области (36, 38) профиля между центральной полкой (12) и одной (14, 16) из двух боковых сторон (14, 16).
2. Средняя стойка по п. 1, отличающаяся тем, что, удлиненные полосы (32, 34) связаны друг с другом в одной (22) из крепежных областей (22) верхней дверной петли.
3. Средняя стойка по любому из пп. 1 или 2, в которой удлиненные полосы (32, 34) связаны друг с другом в одной (24) из крепежных областей (22, 24) нижней дверной петли.
4. Средняя стойка по любому из пп. 1-3, в которой удлиненные полосы (32, 34) связаны друг с другом на их верхнем конце (48) и/или на их нижнем конце (44).
5. Средняя стойка по любому из пп. 1-4, в которой удлиненные полосы (32, 34) связаны друг с другом в нескольких местах (40, 44, 48) вдоль длины удлиненных полос (32, 34).
6. Средняя стойка по п. 5, в которой каждая удлиненная полоса (32, 34) имеет размер в боковом направлении по центральной полке (12) и по боковой стороне (14, 16).
7. Способ изготовления средней стойки по любому из пп. 1-6, согласно которому
- формируют заготовку в виде плоской пластины;
- прикрепляют усиливающий элемент к заготовке; и
- осуществляют горячую штамповку заготовки и усиливающего элемента в заданную форму.
8. Способ по п. 7, в котором усиливающий элемент приваривают к профилю с помощью точечной сварки.
9. Способ по п. 8, в котором
- формируют заготовку в виде плоской пластины;
- формуют усиливающий элемент в форме армированного волокнами полимерного материала в виде препрега;
- нагревают заготовку до температуры аустенитного превращения для образования в заготовке аустенита;
- формируют заготовку в заданную форму;
- охлаждают заготовку до температуры ниже 500°C;
- накладывают усиливающий элемент на сформированную заготовку;
- прикладывают давление к усиливающему элементу для его адгезии со сформированной заготовкой и для по меньшей мере частичного отверждения усиливающего элемента.
10. Способ по п. 9, в котором этап формирования заготовки в заданную форму выполняют внутри формующего инструмента, причем этап наложения усиливающего элемента на сформированную заготовку выполняют в прессовом инструменте, отличном от формующего инструмента.
11. Средняя стойка, изготовленная с использованием способа по п. 8, в которой усиливающий элемент приварен с помощью точечной сварки к профилю по меньшей мере во внутренних переходных областях между центральной полкой и боковыми сторонами.
| Система удаления краски машины глубокой печати и машина глубокой печати, содержащая ее | 2013 |
|
RU2617509C9 |
| EP 3339139 A1, 27.06.2018 | |||
| DE 102012023653 A1, 28.05.2014 | |||
| DE102016116787 B3, 26.09.1978. | |||

