Изобретение относится к области радиолокации и антенной техники, в частности к устройствам приемопередающим, а именно к фазированным антенным решеткам (далее ФАР) и может использоваться для приема и передачи информации на несущих частотах.
Из уровня техники известен способ применения аддитивных технологий к изготовлению ФАР, а именно корпусов приемо-передающих модулей ФАР методом послойного лазерного синтеза, описываемый в патенте RU190821.
В патенте RU2756432 описывается антенная решетка, имеющая несколько двумерных слоев и прикрепляемая к летательному аппарату, являющаяся многоярусной конструкцией, в частности спиральную плоскую конструкцию. Таким образом, данная антенная решетка расположена в трехмерном пространстве. Однако в данном патенте не описывается антенная решетка, вибраторы которой представлены сложной геометрией.
В патенте RU2473157 описывается малогабаритная СВЧ-антенна на основе метаматериала, представляющая из себя двумерную решетку спиральных вибраторов и возбуждающий элемент. В данном патенте не описывается возможность создания трехмерного аналога данной конструкции.
В патенте RU 2730114 описывается способ создания конической трехмерной спиральной антенны при помощи аддитивного метода, Недостатками предложенного в патенте метода является сложность обслуживания оборудования для спекания металлического порошка (например, предлагаемого в патенте алюминиевого), а также сравнительно (с печатью пластиком) высокое время выполнения изделия.
В статье J. Thevenard «3D multi-sector vivaldi antennas based on metallized plastic technology», DOI: 10.1109/APS.2007.4396882, описывается способ изготовления двумерных многосекториальных антенн «вивальди» при помощи селективной металлизации диэлектрической плоскости, однако не рассматривается возможность изготовления антенных решеток, а также возможность изготовления антенных решеток с объемными вибраторами.
В статье В. Киовторова «New antenna design approach - 3D polymer printing and metallization. experimental test at 14-18 GHz», https://doi.org/10.1016/j.aeue.2016.12.017, разработан и определен метод изготовления трехмерных антенн путем металлизации пластика ABS, покрытого проводящим слоем, однако не рассматриваются возможности использования электропроводящего пластика.
В статье Ana Lopez «Phased Array Ultrasonic Inspection of Metal Additive Manufacturing Parts», DOI: 10.1007/s10921-019-0600-y, рассматривается способ тестирования аддитивно изготовленных деталей при помощи ФАР, однако не рассматривается способ применения аддитивных технологий к изготовлению антенной решетки.
Из текущего уровня техники известны способы изготовления ФАР, описанные в «Фазированные антенные решетки» Р.С. Хансена, «Phased Array Antenna Handbook» за авторством Robert J Mailloux и других инженерных справочниках. Однако в источниках литературы не встречается метод изготовления антенных решеток с трехмерными токопроводящими излучательными элементами при помощи аддитивных технологий.
В основу настоящего изобретения положена задача создать ФАР для диапазона сверхвысоких частот (СВЧ) и способ ее изготовления с применением аддитивных технологий 3D-печати и последующей селективной металлизацией в виде двумерного массива M x N, с высоким (по сравнению с классическими ФАР) коэффициентом усиления (КУ). При этом важную роль играет использование третьего измерения при изготовлении токопроводящих излучательных элементов сложной формы.
Указанная задача и технический результат достигаются следующим образом.
Трехмерная фазированная антенная решетка, изготовленная с применением аддитивных технологий, имеющая рабочий частотный диапазон в области сверхвысоких частот (СВЧ), состоящая из трехмерных токопроводящих излучательных элементов сложной формы, образующих собой узлы правильных квадратных ячеек периодической структуры M x N, изготовленных при помощи аддитивных технологий 3D-печати пластикового каркаса и его последующей селективной металлизации электрохимическим способом, расположенных над отражательным элементом диэлектрической платформы, соединенных электрическим контактом с линией передачи, выполненной на второй стороне диэлектрической платформы, представляющей собой заводское изделие из двусторонне металлизированного стеклотекстолита, одна сторона которого представляет собой токопроводящее металлическое зеркало - отражательный элемент, другая сторона - линию передачи, при этом диэлектрическая платформа обеспечивает заданное значение амплитуды и фазы электромагнитного сигнала в каждом узле правильной квадратной ячейки.
Способ изготовления ФАР характеризуется тем, что отражательный элемент и линии передачи изготавливают при помощи аддитивных технологий 3D-печати диэлектрической платформы и последующей селективной металлизацией плоскостей диэлектрической платформы электрохимическим способом таким образом, что одна сторона представляет собой отражательный элемент, другая сторона - линию передачи.
Изобретение иллюстрируется следующими примерами осуществления.
Пример 1.
Способ изготовления трехмерной фазированной антенной решетки, изготовленной с применением аддитивных технологий, реализуется следующим образом:
1. Выбираются натуральные числа M и N, соответствующие количеству узлов периодической структуры. В среде численного моделирования на ЭВМ создается трехмерная модель в натуральную величину. Трехмерные токопроводящие излучательные элементы сложной формы параметризуются конечным количеством переменных и располагаются над отражательным элементом диэлектрической платформы, представляющим собой токопроводящее металлическое зеркало. На обратной стороне диэлектрической платформы располагается линия передачи.
2. В соответствии с результатом электродинамического моделирования изготавливается непосредственно сама трехмерная фазированная антенная решетка. Для этого берется диэлектрическая платформа с двусторонней металлизацией с низкими потерями в диэлектрике (например, Rogers RO3003), одна сторона которой травится с использованием маски, соответствующей требуемой линии передачи.
3. Затем в местах крепления трехмерных токопроводящих излучательных элементов сверлятся отверстия под узлы правильных квадратных ячеек периодической структуры M x N.
4. Затем токопроводящие излучательные элементы печатаются на 3D-принтере с общим количеством M x N штук.
5. Затем токопроводящие излучательные элементы электрохимическим способом покрываются слоем металла толщиной много больше толщины скин-слоя в металле на расчетной частоте таким образом, чтобы общая толщина элемента на каждом участке была равна толщине в численном моделировании на соответствующем участке.
6. Затем токопроводящие излучательные элементы припаиваются к линии передачи со стороны отражательного элемента в точном соответствии с геометрией результата электродинамического моделирования.
7. Затем к началу линии передачи припаивается коннектор для запитки системы при помощи коаксиального кабеля. После этого трехмерная фазированная антенная решетка, изготовленная с применением аддитивных технологий считается реализованной.
Изготовление трехмерной фазированной антенной решетки, с применением аддитивных технологий в соответствии с описанным выше способом, включающей в себя трехмерные токопроводящие излучательные элементы сложной формы, позволяет добиться высоких (по сравнению с классическими ФАР) показателей коэффициента усиления и коэффициента направленности (КН). Представленный способ позволяет быстро создавать масштабируемые ФАР. Добавление третьего измерения токопроводящим излучательным элементам сложной формы позволяет упростить согласование схемотехнической компоненты линии передачи, а также уменьшает размер, занимаемый антенной решеткой в плоскости отражателя при сохранении того же КУ.
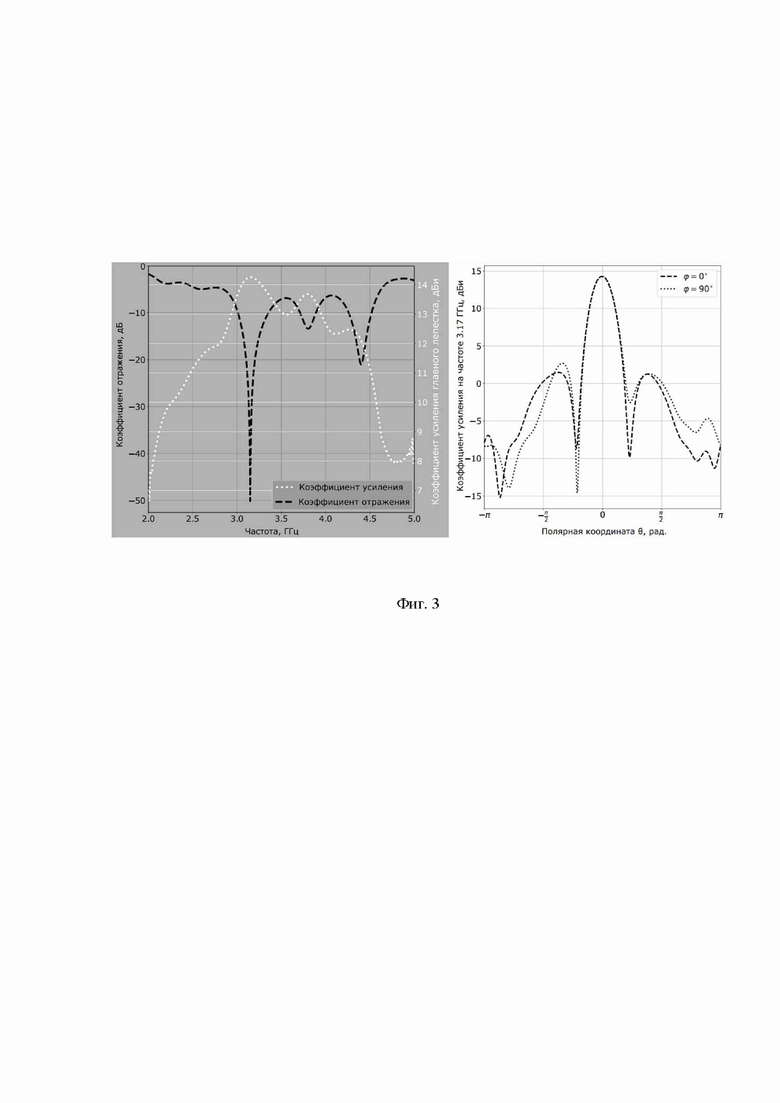
Сущность изобретения поясняется фигурами, где на фиг. 1 представлен частный случай трехмерной фазированной антенной решетки, изготовленной с применением аддитивных технологий, где M = 2, N = 2; на фиг. 2 представлен единичный трехмерный токопроводящий излучательный элемент сложной формы и его сечение; на фиг. 3 представлены графики частотных зависимостей коэффициентов отражения (КО) и усиления, а также угловые зависимости КУ на резонансной частоте для частного случая (фиг. 1).
На приведенных чертежах приняты следующие обозначения:
1 - токопроводящий излучательный элемент;
2 - отражательный элемент;
3 - диэлектрик подложки;
4 - коннектор;
5 - пластиковая сердцевина токопроводящего излучательного элемента.
Пример 2.
Трехмерная фазированная антенная решетка 2х2 (согласно фиг. 1) изготовлена в соответствии с п.1 формулы изобретения на резонансную частоту 3,17 ГГц заявляемым способом. Отличительными особенностями ФАР в соответствии с данным примером 2 являются: широкая полоса (1,7 ГГц) коэффициента отражения по уровню -6 дБ в области СВЧ 2-5 ГГц, а также широкая полоса (1,97 ГГц) КУ по уровню -3 дБ от максимума в области СВЧ 2-5 ГГц. Главной отличительной особенностью данного примера является высокий КУ (14,3 дБ) при наличии плоского отражательного элемента, простого в изготовлении, и трехмерных токопроводяших излучательных элементов, выполняемых при помощи аддитивных технологий. Для сравнения параболическая антенна на ту же частоту с такой же апертурой имеет теоретический КУ 13 дБ, однако ввиду фундаментальной невозможности (апертура отражательного элемента приблизительно равна длине волны) запитать такую антенну с 100 % КПД практический КУ параболической антенны на частоту 3,2 ГГц составляет 10 дБ, при этом параболическая антенна требует высокоточного изготовления отражательного элемента. Фиг. 3 изображает характерные угловую и частотную зависимость КУ данной антенны, а также частотную зависимость КО.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭЛЕМЕНТ ФАЗИРОВАННОЙ АНТЕННОЙ РЕШЕТКИ | 2011 |
|
RU2470426C1 |
| Модуль низкопрофильной фазированной антенной решетки с мезоразмерными диэлектрическими частицами | 2023 |
|
RU2801070C1 |
| ЭЛЕМЕНТ ФАЗИРОВАННОЙ АНТЕННОЙ РЕШЕТКИ | 2010 |
|
RU2439759C1 |
| Устройство приёмопередающее и способ его изготовления | 2021 |
|
RU2770237C1 |
| ЭЛЕМЕНТ ФАЗИРОВАННОЙ АНТЕННОЙ РЕШЕТКИ | 2021 |
|
RU2776596C1 |
| ШИРОКОПОЛОСНАЯ АНТЕННАЯ СИСТЕМА | 2012 |
|
RU2530281C2 |
| ЭЛЕМЕНТ ФАЗИРОВАННОЙ ОТРАЖАТЕЛЬНОЙ АНТЕННОЙ РЕШЕТКИ | 2010 |
|
RU2474018C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВОЛНОВОДНЫХ СВЧ-УСТРОЙСТВ И ЭЛЕМЕНТОВ НА 3D-ПРИНТЕРЕ МЕТОДОМ ПОСЛОЙНОГО НАПЛАВЛЕНИЯ НИТЕВОГО КОМПОЗИЦИОННОГО АБС-ПЛАСТИКА | 2016 |
|
RU2642791C1 |
| ВХОДНОЕ УСТРОЙСТВО СУПЕРГЕТЕРОДИННОГО ПРИЕМНИКА СВЧ | 1994 |
|
RU2094947C1 |
| ЭЛЕМЕНТ ФАЗИРОВАННОЙ АНТЕННОЙ РЕШЕТКИ | 2015 |
|
RU2592054C1 |

Изобретение относится к радиотехнике, в частности к фазированным антенным решеткам (ФАР), и применяется в беспроводных системах связи для приема и передачи информации в диапазоне сверхвысоких частот (СВЧ). Технический результат – повышение коэффициентов усиления и направленности антенной решетки. Результат достигается тем, что предложена трехмерная ФАР, имеющая рабочий частотный диапазон в СВЧ-области, состоящая из трехмерных токопроводящих излучательных элементов, образующих собой узлы правильных квадратных ячеек периодической структуры M × N, изготовленных при помощи аддитивных технологий 3D-печати пластикового каркаса, и его последующей селективной металлизации электрохимическим способом, расположенных над отражательным элементом диэлектрической платформы, соединенных электрическим контактом с линией передачи, выполненной на второй стороне диэлектрической платформы, представляющей собой изделие из двусторонне металлизированного стеклотекстолита, одна сторона которого представляет собой токопроводящее металлическое зеркало, другая сторона – линию передачи, при этом диэлектрическая платформа обеспечивает заданное значение амплитуды и фазы электромагнитного сигнала в каждом узле правильной квадратной ячейки. 2 н.п. ф-лы, 3 ил.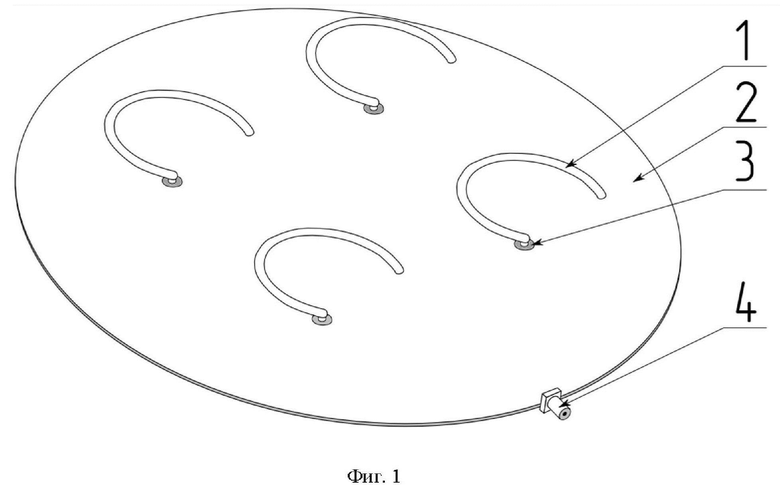
1. Трёхмерная фазированная антенная решётка, имеющая рабочий частотный диапазон в области сверхвысоких частот (СВЧ), состоящая из трёхмерных токопроводящих излучательных элементов, образующих собой узлы правильных квадратных ячеек периодической структуры M × N, изготовленных при помощи аддитивных технологий 3D-печати пластикового каркаса, и его последующей селективной металлизации электрохимическим способом, расположенных над отражательным элементом диэлектрической платформы, соединенных электрическим контактом с линией передачи, выполненной на второй стороне диэлектрической платформы, представляющей собой изделие из двусторонне металлизированного стеклотекстолита, одна сторона которого представляет собой токопроводящее металлическое зеркало – отражательный элемент, другая сторона – линию передачи, при этом диэлектрическая платформа обеспечивает заданное значение амплитуды и фазы электромагнитного сигнала в каждом узле правильной квадратной ячейки.
2. Способ изготовления трёхмерной фазированной антенной решетки по п.1, характеризующийся изготовлением отражательного элемента и линии передачи при помощи аддитивных технологий 3D-печати диэлектрической платформы и последующей селективной металлизацией плоскостей диэлектрической платформы электрохимическим способом таким образом, что одна сторона представляет собой отражательный элемент, другая сторона – линию передачи.
| Коническая спиральная антенна и способ её изготовления | 2020 |
|
RU2730114C2 |
| US 10763586 B2, 01.09.2020 | |||
| CN 110233359 B, 05.05.2020 | |||
| US 10381737 B2, 13.08.2019 | |||
| Merve Kacar et al | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |

