Изобретение относится к обработке материалов резанием (токарной обработке) и может быть использовано при автоматизированной механической обработке заготовок из пластмассы, полимерных композиционных материалов и резины на автоматизированных, роботизированных линиях.
При токарной обработке заготовок из пластмасс, полимерных композиционных материалов или резины образуется длинная, сливная, пластичная стружка. Стружка не отбрасывается и не уносится центробежными силами, возникающими при обработке заготовок, как например, при точении заготовок из хрупких и твердых материалов, например металла, а наматывается на резец или на деталь или на шпиндель станка, затрудняя обработку. Кроме того снижается точность обработки заготовки или полностью искажаются размеры или форма детали, а иногда, происходит вырыв детали из зажимов (кулачков) удерживающих деталь, угрожая при этом здоровью окружающих.
Известен способ, заключающийся в токарной обработке заготовок из капролона, при котором заготовке и режущему инструменту сообщают относительное движение формообразования, а подачу осуществляют дискретно (см. описание изобретения к патенту Российской Федерации № 2 612 283 «Способ обработки заготовок из капролона», МПК B29C 37/00, опубл. 06.03.2017).
В известном способе одновременно с формованием детали производят подачу потока эмульсии гидрофобизатора в зону резания.
Подача потока эмульсии гидрофобизатора в зону резания позволяет снизить температуру нагревания поверхностного слоя заготовки, и рабочих кромок режущего инструмента. Однако применение именно эмульсии гидрофобизатора актуально только в отношении обработки капролона, так как он сильно поглощает влагу. Другие пластмассы обладают низким влагопоглощением и обработка эмульсией гидрофобизатора им не нужна. Кроме того загрязнение поверхности детали приводит к необходимости последующей её очистки от эмульсии гидрофобизатора, что удлиняет и удорожает производство деталей, загрязняет окружающую среду и является недостатком известного способа.
Известен способ, заключающийся в механической обработке заготовки из композитных материалов при котором заготовке и режущему инструменту сообщают относительное движение формообразования, и удаляют излишки материала в виде стружки и пыли, образующейся при механической обработке заготовки (см. описание патента US4946322A, МПК B23Q 11/00 опубл. 07.08.1990.)
В известном способе обработке подвергают композитные материалы, такие как графито-эпоксидная смола, при этом удаление стружки и пыли, образующейся во время механической обработки заготовки, осуществляют путем сбора их вакуумом - всасывающим воздухом, причем только при определенных видах обработки, а именно фрезеровании и сверлении, что сужает область применения.
Затруднено известным способом удаление стружки при механической обработке пластичных материалов, таких как полиэтилен, фторопласт, при точении которых образуется сливная стружка. Вьющуюся длинную сливную стружку, образующуюся при механической обработке пластичных полимерных материалов, сложно удалить, используя вакуумные отсосы.
Для удаления стружки в известном способе используют вакуумное оборудование, которое загромождает рабочую зону, так как затруднительно обеспечить подвод вакуума непосредственно к рабочей зоне, усложняет возможность автоматизации процесса механической обработки заготовок и удорожает процесс механической обработки.
Обычные вакуумные системы не способны улавливать достаточно большой процент пыли и частиц по ряду причин. В результате высокоскоростные стружка и пыль часто могут выходить из систем вакуумного сбора.
Известен способ, принятый в качестве прототипа, заключающийся в механической обработке заготовок из полимеров и различных типов компо-зиционных материалов, при котором заготовке и режущему инструменту со-общают относительное движение формообразования с использованием крио-генного охлаждения, а подачу осуществляют дискретно, при которых образуется непрерывная стружка или фрагментированная или сегментированная стружка (см. описание патента US2005211029A1 «Apparatus and method for improving work surface during forming and shaping of materials» МПК B23B 27/10; B23P 25/00; B23Q 11/10; C21D 7/04; C21D 9/00; C21D 1/613 , опубл. 29.09.2005г).
В известном способе повышение качества обработки заготовок из по-лимеров и различных типов композиционных материалов используют крио-генное охлаждение, по меньшей мере, части инструмента, или по меньшей мере части заготовки, или по меньшей мере части инструмента и части заго-товки, позволяющее улучшить отделку поверхности деталей, уменьшить шероховатость поверхности, увеличить остаточного поверхностного напряжения при сжатии за счет повышения твердости обрабатываемого материала
Необходимость подвода криогенной среды к месту резания усложняет возможности удаления стружки из зоны резания и автоматизации процесса механической обработки, что является недостатком известного способа. Кроме того, применение дорогостоящего криогенного оборудования резко удорожает процесс механической обработки.
Технической задачей и результатом предлагаемого изобретения является повышение качества обработки заготовок из полимерных и композиционных материалов, а именно снижение шероховатости обработанной поверхности, сохранение физико-механических свойств и точности линейных размеров деталей, при повышении производительности за счёт возможности автоматизции процесса механической обработки и использовании его в роботизированных линиях, где исключается контроль со стороны человека, а также снижение стоимости обработки.
Указанный технический результат достигается тем, в способе механической обработки заготовок из пластмасс, полимерных композиционных материалов и резины, при котором заготовке и/или режущему инструменту сообщают дискретное относительное движение формообразования, и одновременно охлаждают режущий инструмент и/или поверхность заготовки, при этом одновременно с движением формообразования производят удаление стружки, образуемой в процессе формообразования, направленной струёй воздуха, который подают максимально близко в зону резания под углом, обеспечивающим сдув стружки вне зоны движения режущего инструмента и роботизированных захватов робота-податчика, при этом скорость истечения струи, её направление, мощность и температуру подбирают эмпирически.
Охлаждение режущего инструмента и заготовки из пластмасс, полимерных композиционных материалов и резины при токарной обработке обеспечивает сохранение механических свойств материала и точность линейных размеров, сокращает время токарной обработки, исключая необходимость контроля за процессом со стороны человека, и обеспечивая тем самым возможность автоматизации и роботизации процесса механической обработки заготовок.
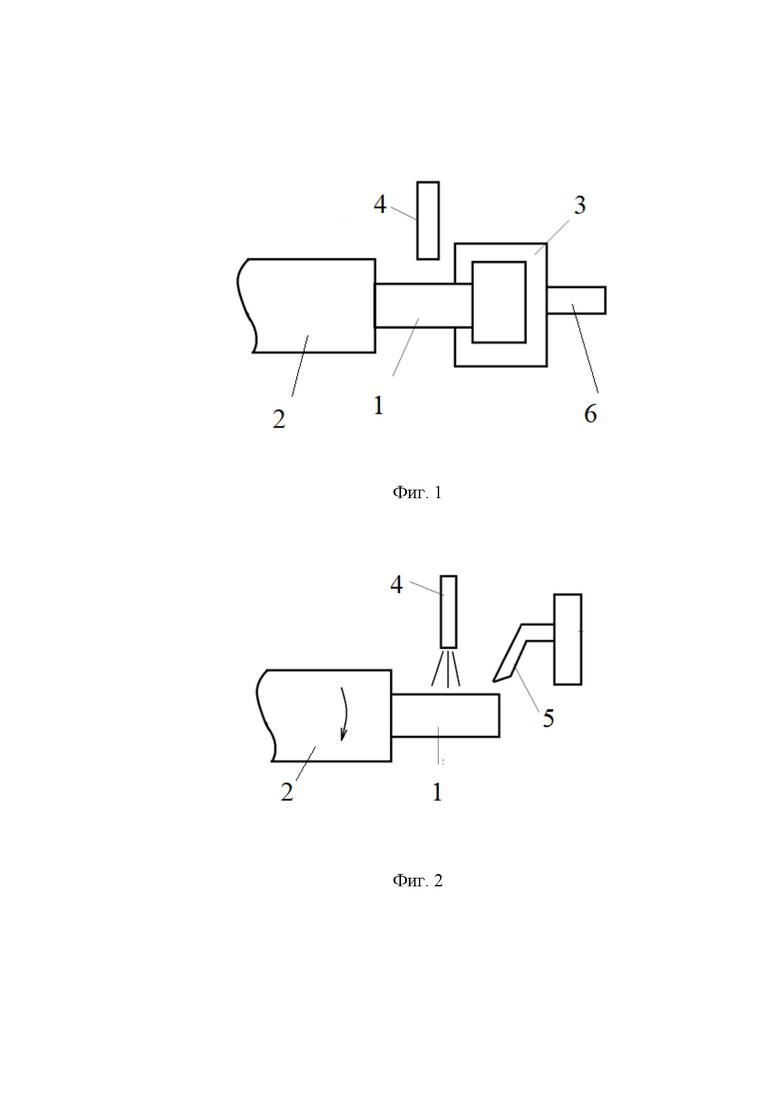
Способ механической обработки изделий из пластмасс и полимерных композиционных материалов и резины иллюстрирован чертежами, где на фиг.1 схематически изображен процесс установки заготовки; на фиг. 2 - то же, процесс резания.
Способ механической обработки изделий из пластмасс и полимерных композиционных материалов и резины реализуют следующим образом.
Заготовку 1 из полимера, композиционного материала или резины устанавливают на станок 2 с роботизированными захватами робота-податчика 3 и во время точения, сверления или фрезерования обдувают одной или несколькими направленными струями воздуха, подаваемого с помощью гибкого подвода 4 максимально близко в зону резания для минимизации рассеивания струи. Направление струи выбирают таким образом, чтобы она не препятствовала движению резца 5 и роботизированных захватов робота-податчика 3. Параллельно решается задача улучшения качества поверхности получаемых деталей 6.
Система подачи воздуха имеет возможность регулирования расхода и скорости истечения струи, ее температуры и направления обдува по отношению к расположению резцов и направлению резания. Направление и мощность струи подбираются эмпирически таким образом, чтобы исключить попадание продуктов резания под инструмент - резец 5, на захваты станка 2 и робота - податчика 3. Расход регулируют в зависимости от материала и размеров заготовки 1 и желаемой температуры резца. Скорость струи поддерживают в пределах 5-10 м/сек для эффективного выноса стружки из зоны резания, а температуру -20°С при необходимости охлаждения заготовки или +20°С при отсутствии такой необходимости, при этом угол направления струи зависит только от формы обрабатываемой поверхности.
Во время процесса обработки (резания) образующуюся стружку сдувает струя воздуха от резца 5 и обрабатываемой заготовки 1, исключая попадание стружки в зону резания и её наматывание на резец 5 или заготовку 1.
Одновременно, за счет интенсивного обдува струей, имеющей более низкую температуру, происходит охлаждение резца 5 и материала заготовки 1, что изменяет процесс резания, в результате чего снижается шероховатость обработанной поверхности с применением недорогого охлаждающего оборудования.
Направленный сдув по отношению к расположению резца 5 (направлению резания) обеспечивает направленный вынос стружки из зоны резания и движения роботизированных захватов робота-податчика 3, что позволяет получать точением детали 6 из труднообрабатываемых полимерных материалов, композитов и резины на автоматизированных, роботизированных линиях. Направление сдува стружки выбирают таким образом, чтобы она не препятствовала движению резца 5 и роботизированных захватов робота - податчика 3.
Предлагаемый способ позволяет:
- исключить забивание и попадание стружки под режущий инструмент направленным сдувом образующейся стружки;
- улучшить качество обработки и обеспечить точность линейных размеров деталей и снизить шероховатость поверхности за счет охлаждения;
- обеспечить охлаждение рабочей зоны, используя недорогое охлаждающее оборудование;
- увеличить скорость резания, а значит и производительность;
- устранить остановы и повысить повторяемость операций механической обработки, что позволяет применять его на автоматизированных, роботизированных линиях, где исключается контроль со стороны человека.
Пример 1
Заготовку 1 из фторопласта устанавливают на станок 2 с помощью роботизированных захватов робота-податчика 3 и во время формования заготовки 1 обдувают струей воздуха, подаваемого с помощью гибкого подвода 4 максимально близко к рабочей зоне для минимизации рассеивания струи под углом 90° к оси заготовки 1.
Обдув заготовки 1 из фторопласта осуществляют воздухом температурой -20°С со скоростью 5 м/сек, что при точении при тех же режимах резания без снижения производительности позволяет снизить шероховатость обрабатываемой поверхности с Ra 3,2 до Ra 1,6 и увеличить размерную точность обрабатываемых деталей 6.
Пример 2
Заготовку 1 из резины устанавливают на станок 2 с помощью роботизированных захватов робота - податчика 3 и во время формования заготовки 1 обдувают струей воздуха, подаваемого с помощью гибкого подвода 4 максимально близко к рабочей зоне для минимизации рассеивания струи под углом 45° к оси заготовки.
Обдув заготовки из резины 7В14 холодным воздухом температурой -20°С со скоростью 10 м/сек увеличивает ее твердость с 70 до 80 ед по Шор А, что позволяет производить механическую обработку заготовки 1 обычным резцом 5.
Пример 3
Заготовку 1 из композиционного материала фторопласта, наполненного стекловолокном устанавливают на станок 2 с помощью роботизированных захватов робота - податчика 3 и во время формования заготовки 1 обдувают струей воздуха, подаваемого с помощью гибкого подвода 4 максимально близко к рабочей зоне для минимизации рассеивания струи под углом 90° к оси заготовки 1.
Обдув заготовки 1 осуществляют холодным воздухом температурой -20°С со скоростью 5 м/сек, что позволяет производить механическую обработку заготовки 1 обычным резцом 5 и увеличить скорость подачи в 1,5 раза при получении низкой шероховатости поверхности Ra 1,6.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ТОКАРНОЙ ОБРАБОТКИ ЗАГОТОВОК ИЗ КАПРОЛОНА | 2015 |
|
RU2612283C1 |
| СПОСОБ ОБРАБОТКИ ЗАГОТОВОК ИЗ КАПРОЛОНА | 2013 |
|
RU2526974C1 |
| Способ токарной обработки термопластичных полимерных материалов | 2019 |
|
RU2722543C1 |
| СПОСОБ ОБРАБОТКИ ЗАГОТОВОК ИЗ КАПРОЛОНА | 2012 |
|
RU2503538C1 |
| СПОСОБ ТОКАРНОЙ ОБРАБОТКИ ЗАГОТОВОК ИЗ КАПРОЛОНА | 2014 |
|
RU2575723C1 |
| СПОСОБ ОБРАБОТКИ ЗАГОТОВОК ИЗ ПЛАСТМАСС | 2006 |
|
RU2317196C1 |
| СПОСОБ ОБРАБОТКИ ЗАГОТОВОК ИЗ ПОЛИМЕРНЫХ МАТЕРИАЛОВ | 2013 |
|
RU2533718C1 |
| Способ токарной обработки заготовок из углепластика | 2016 |
|
RU2632299C1 |
| СПОСОБ ОБРАБОТКИ ЗАГОТОВОК ИЗ ПЛАСТМАСС | 2012 |
|
RU2494864C1 |
| СПОСОБ ТОКАРНОЙ ОБРАБОТКИ ЗАГОТОВОК ИЗ УГЛЕПЛАСТИКА | 2016 |
|
RU2630132C1 |
Изобретение относится к обработке материалов резанием. Раскрыт способ механической обработки заготовок из пластмасс, полимерных композиционных материалов и резины, при котором заготовке и/или режущему инструменту сообщают дискретное относительное движение формообразования, и одновременно охлаждают режущий инструмент и/или поверхность заготовки. Одновременно с движением формообразования производят удаление стружки, образуемой в процессе формообразования направленной струей воздуха, подаваемой с помощью гибкого подвода под углом максимально близко в зону резания. При этом направление струи выбирают таким образом, чтобы она не препятствовала движению резца и роботизированных захватов робота-податчика и обеспечивала сдув стружки вне зоны движения режущего инструмента и роботизированных захватов робота-податчика. Расход струи воздуха регулируют в зависимости от материала и размеров заготовки, скорость струи поддерживают в пределах 5-10 м/сек для эффективного выноса стружки из зоны резания, а температура струи воздуха составляет от -20°С до +20°С. Техническим результатом является повышение качества обработки заготовок. 2 ил., 3 пр.
Способ механической обработки заготовок из пластмасс, полимерных композиционных материалов и резины, при котором заготовке и/или режущему инструменту сообщают дискретное относительное движение формообразования, и одновременно охлаждают режущий инструмент и/или поверхность заготовки, отличающийся тем, что одновременно с движением формообразования производят удаление стружки, образуемой в процессе формообразования направленной струей воздуха, подаваемой с помощью гибкого подвода максимально близко в зону резания под углом, зависящим от формы обрабатываемой поверхности заготовки, при этом направление струи выбирают таким образом, чтобы она не препятствовала движению резца и роботизированных захватов робота-податчика и обеспечивала сдув стружки вне зоны движения режущего инструмента и роботизированных захватов робота-податчика, причём расход струи воздуха регулируют в зависимости от материала и размеров заготовки, скорость струи поддерживают в пределах 5-10 м/сек для эффективного выноса стружки из зоны резания, а температура струи воздуха составляет от -20°С до +20°С.
| US 2005211029 A1, 29.09.2005 | |||
| US 4946322 A, 07.08.1990 | |||
| ФРЕЗЕРНЫЙ СТАНОК ПО ШОКОЛАДУ | 2020 |
|
RU2739460C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ МЕЛКОДИСПЕРСНОГО ЖЕЛЕЗООКИСНОГО МАТЕРИАЛА В ПСЕВДООЖИЖЕННОМ СЛОЕ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2078143C1 |
| Автомат для механической обработки пластмассовых изделий | 1985 |
|
SU1366412A1 |
| Управляемая рука промышленного робота | 1981 |
|
SU1087060A3 |
| DE 19858210 A1, 21.06.2000. | |||

