ю
Изобретение относится к механической обработке деталей-, из пластических масс после их прессования и может быть использовано для снятия облоя, например, с мебельных роликов
Цель изобретения - повышение про- изводительности.
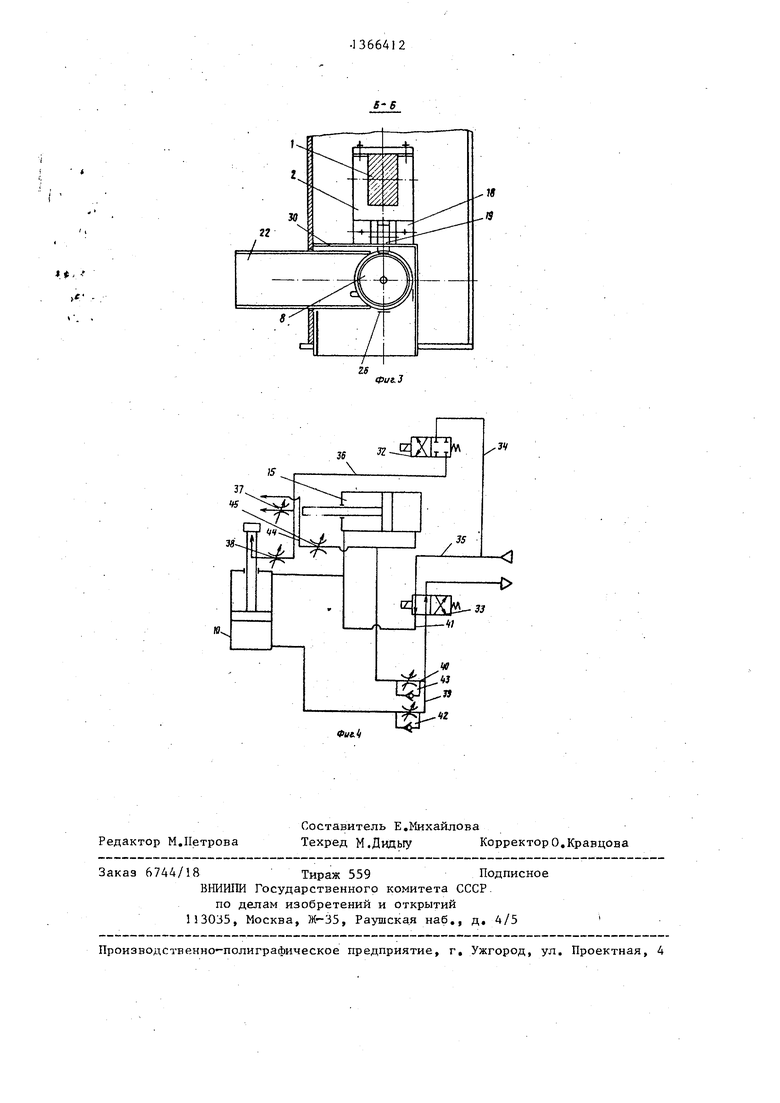
На фиг,1 представлен автомат для снятия облоя с пластмассовых изделий общий вид; на фиг.2 - разрез А-А на фиг,У; на фиг,3 - разрез Б-Б на фиг,2; на фиг,4 - пневматическая схе ма устройства.
Автомат содержит узел установки изделия на позицию обработки, выполненный в виде разъемной оправки. На штанге 1, установленной на станине (не показанаJ, закреплен кронштейн 2 в котором на скользящей втулке 3 и конусной втулке 4 посажен конусньш корпус 5, в последнем в подшипниках 6 качения и упорном подшипнике 7 установлена нижняя часть 8 оправки.
Нижний конец конусной втулки 4 связан со штоком 9 пневмоцилиндра 10 вертикального перемещения нижней части 8 оправки 11, Верхняя часть 12 оправки установлена с возможностью вращения от электропривода (не ;ока- зан).
На щтанге J сбоку от нижней части 8 оправки в регулируемой по высоте винтом 13 опоре 14 установлен пнев- моцилиндр 15 горизонтального перемещения обрабатывающего инструмента - резца 16, Последний закреплен в пазу штока 17 пневмоцилиндра 15,
Дпя исключения проворачивания ко- нусного корпуса 5 во втулке 4 предусмотрен кронштейн 18 с роликом 19, размеп;енный на штанге 1.
Для ускорения остановки нижней части 8 оправки предусмотрен тормоз 20, электромагнит 21 которого соединен со схемой управления.
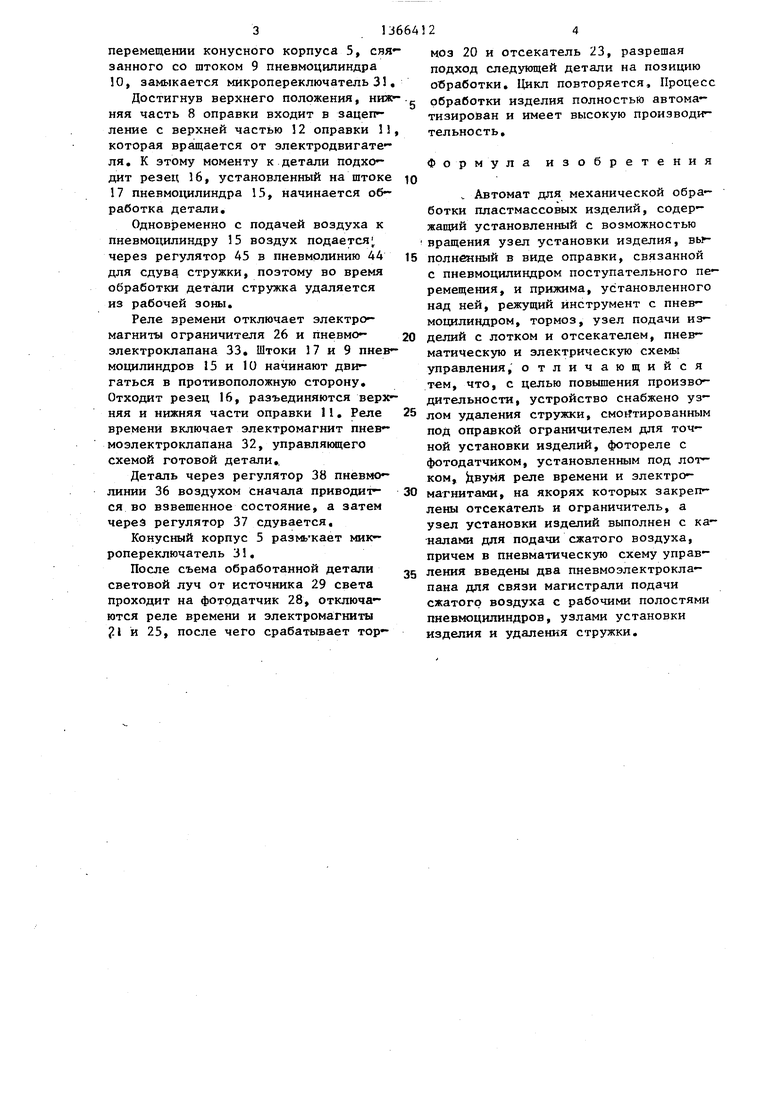
Входной лоток 22 служит для подачи детали, например мебельного ролика, пластмассового колесика, выпол- ненного с одной стороны гладким, а с другой - со ступицей с отверстием, на нижнюю часть 8 оправки.
На конце входного летка 22 расположен отсекатель 23 для поштучной подачи изделий, выполненный в виде стержня 24, закрепленного на якоре электромагнита 25, соединенного со схемой управления.
Ограничитель 26 в виде пластины, изогнутой в плоскости, перпендикулярной к поверхности нижней части 8 оправки и закрепленной на якоре электромагнита 27, соединенного со схемой управления, размещен сбоку от нижней части 8 оправки.
Под входным лотком 22 в нижней его части установлен фотодатчик 28, оптически связанный с источником 29 света, размеп;енным за кожухом 30, При этом в защитном кожухе 30 выполнено отверстие для светового луча,
На уровне нижней части конусного корпуса 5 размещен микропереключатель 31 схемы управления (.не показана), при этом корпус 5 выполнен со скосом для взаимодействия с контактом микр опереключателя 31,
Пневмоэлек троклапаны 32 и 33 пневматически линиями 34 и 35 связаны с общей магистралью подачи воздуха, С другой стороны пневмоэлектроклапан 32 соединен с линией 36 подачи воздуха для съема готового изделия, снабженной регуляторами 37 и 38, Пневмоэлектроклапан 33 линиями 39, 40 и 41 соединен через дроссели 42 и 43 с рабочими полостями пневмоци- линдров 10 и 15, а также линией 44 подачи воздуха для удаления стружки, снабженной регулятором 45,
ПневмОэлектроклапаны 32 и 33 элек рически соединены со схемой управления, в которую входят, в частности, два реле времени (не показаны).
Устройство работает следующим образом.
По входному лотку 22 деталь подается на нижнюю часть оправки и с помощью ограничителя 26 устанавливается на позицию обработки, световой луч от источника 29 света к фотодат- чику 28 при этом перекрывается. Тормоз 20 освобождает нижнюю часть 8 оправки, а отсекатель 23 запрещает подачу следующей детали. Включают электромагнит 27 ограничителя 26 и пневмоэлектроклапана 33, который открывает подачу воздуха от общей магистрали к рабочим полостям пневмо- цилиндров 10 и 15 через дроссели 42 и 43, При этом последние отрегулированы на последовательное срабатывани в результате чего штоки 9 и 17 начинают перемещаться одновременно, но с разными скоростями. При вертикальном
31J
перемещении конусного корпуса 5, сяя занного со штоком 9 пневмоцилиндра 10, замыкается микропереключатель 3,
Достигнув верхнего положения, ниж няя часть 8 оправки входит в зацеп ление с верхней частью 12 оправки 11 которая вращается от электродвигатв ля, К этому моменту к детали подходит резец 16, установленный на штоке 17 пневмо1хилиндра 15, начинается об работка детали.
Одновременно с подачей воздуха к пневмоцилиндру 15 воздух подается через регулятор 45 в пневмолинию 44 для сдува стружки, поэтому во время обработки детали стружка удаляется из рабочей зоны.
Реле времени отключает электро- магниты ограничителя 26 и пневмо- электроклапана 33, Штоки 17 и 9 пнев- моцилиндров 15 и 10 начинают дви- гаться в противоположную сторону. Отходит резец 16, разъединяются верхняя и нижняя части оправки 11, Реле времени включает электромагнит пнев- моэлектроклапана 32, управляющего схемой готовой детали,.
Деталь через регулятор 38 пневмо- линии 36 воздухом Сначала приводитг- ся во взвешенное состояние, а затем через регулятор 37 сдувается.
Конусный корпус 5 размь кает микропереключатель 31,
После съема обработанной детали световой луч от источника 29 света проходит на фотодатчик 28, отключаются реле времени и электромагниты и 25, после чего срабатывает тор-
64
. ю
15
0 5
0
5
124
моз 20 и отсекатель 23, разрешая подход следующей детали на позицию обработки. Цикл повторяется. Процесс обработки изделия полностью автома- тизиройан и имеет высокую производительность.
Формула изобретения
Автомат для механической обработки пластмассовых изделий, содержащий установленный с возможностью вращения узел установки изделия, полненный в виде оправки, связанной с пневмоцилиндром поступательного перемещения, и прижима, установленного над ней, режущий инструмент с пневмоцилиндром, тормоз, узел подачи изделий с лотком и отсекателем, пневматическую и электрическую схемы управления, отличающийся тем, что, с целью повышения производительности, устройство снабжено узлом удаления стружки, смО1 тированным под оправкой ограничителем для точной установки изделий, фотореле с фотодатчиком, установленным под лотком, вумя реле времени и электромагнитами, на якорях которых закреплены отсекатель и ограничитель, а узел установки изделий выполнен с каналами для подачи сжатого воздуха, причем в пневматическую схему управления введены два пневмоэлектрокла- пана для связи магистрали подачи сжатого воздуха с рабочими полостями пневмоцилиндров, узлами установки изделия и удаления стружки.
Фиг. 1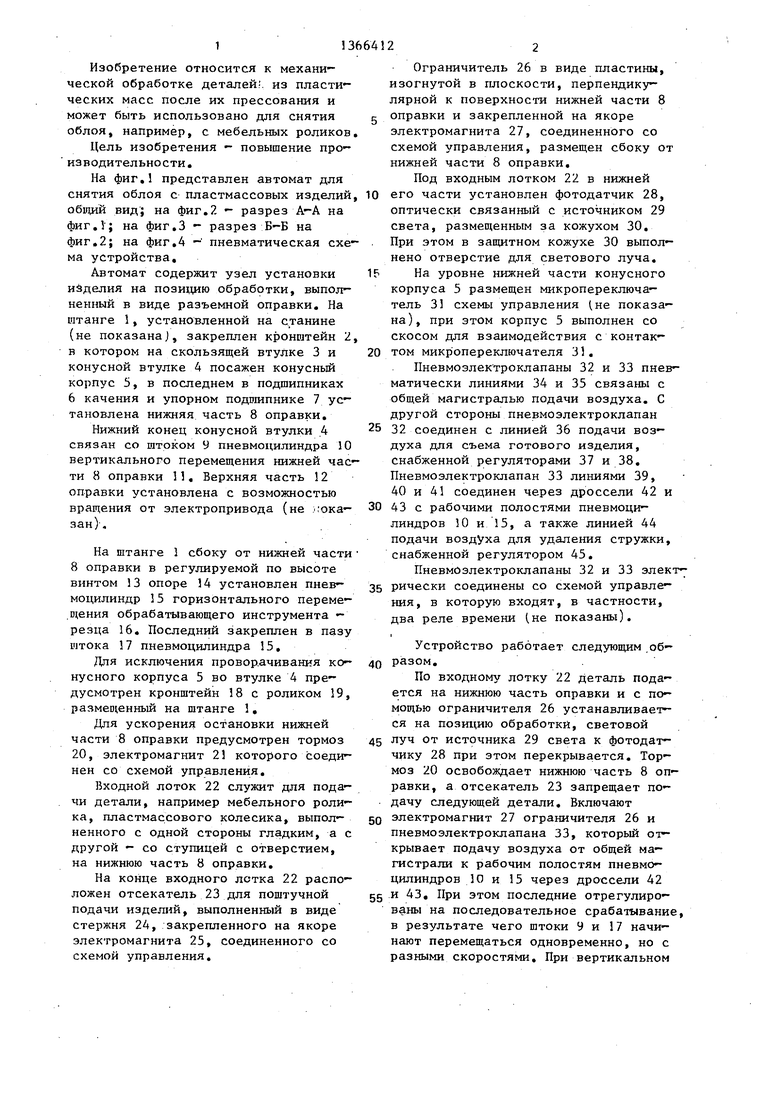
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для механической обработки пластмассовых изделий | 1990 |
|
SU1742081A1 |
| Загрузочное устройство | 1985 |
|
SU1278177A1 |
| Устройство для управления механизмом подачи изделий в зону обработки | 1987 |
|
SU1454768A1 |
| Устройство для ориентированной подачи деталей | 1987 |
|
SU1525963A1 |
| Пневмовинтоверт | 1987 |
|
SU1484546A1 |
| Автомат для сборки сердечников магнитопроводов электрических машин | 1980 |
|
SU959220A1 |
| Устройство для сборки цилиндрических деталей | 1987 |
|
SU1444172A1 |
| Линия изготовления комбинированных балок | 1988 |
|
SU1558676A1 |
| Устройство для маркировки изделий | 1984 |
|
SU1348221A1 |
| Автооператор к сферошлифовальному станку | 1955 |
|
SU112457A1 |
Изобретение относится к области механической обработки пластмассовых изделий и предназначено для удаления облоя. Цель - повьшение производительности. Для этого устройство снабжено узлом удаления стружки, смонтированным под оправкой ограничителем для точной установки изделий, фотореле с фотодатчиком, установленным- под лотком, двумя реле времени и электромагнитами, на якорях которых закреплены отсекатель и ограничитель. Узел установки изделий выполнен с каналами для подачи сжатого воздуха. В пневматическую схему управления введены два пневмоклапана для связи магистрали подачи сжатого воздуха с рабочими полостями пневмоцилиндров, узлами установки изделия и удаления стружки. А ил. с 
(pue.Z
J t. f
if
Фиг.3
| Авторское свидетельство СССР № 759325, кл | |||
| Солесос | 1922 |
|
SU29A1 |
| Авторское свидетельство СССР № 228259, кл | |||
| Солесос | 1922 |
|
SU29A1 |
