Область техники
Предложенное изобретение относится к области обрабатывающего оборудования для кондитерских изделий и может быть использовано для автоматизации процесса обработки шоколада.
Уровень техники
В уровне техники известны способы обработки шоколадных изделий для придания им определенных параметров и художественных аспектов. Например, широко применяется ручная резка и гравировка шоколадных плит, что нельзя признать эффективным решением, поскольку оно требует наличия у исполнителя определенных навыков работы с материалом, обладает повышенной длительностью и низкой повторяемостью операций (при необходимости изготовления нескольких идентичных копий изделия). Кроме того, длительность обработки накладывает повышенные требования к помещению, в котором она производится для исключения порчи исходного и конечного продуктов.
Также из уровня техники известно применение технологии 3D-печати по технологии FDM (Fused Depsition Modelling) для изготовления фигурных шоколадных изделий (см., например, журнал Мир 3D/3D World. 2019 № 5, с. 12-19), что позволяет в большой степени автоматизировать процесс изготовления шоколадных изделий. К достоинствам подобных решений можно отнести невысокую стоимость оборудования.
В то же время, недостатками таких решений являются: ограничение по размеру изготавливаемых изделий, высокая критичность к качеству исходного продукта (чувствительность в наличию воздушных пузырьков в шоколадной массе), высокие требования к контролю температуры как в помещении, так и к продукту в процессе изготовления - шоколадной массе свойственно застывание в сопле принтера, при неправильной температуре шоколад теряет свои потребительские качества и презентабельный вид - теряет блеск, изменяет цвет.
В качестве аналога предлагаемого изобретения можно принять классический трехкоординатный фрезерный станок с числовым программным управлением (см., например, решение Roland Modela Pro2 MDX-540 http://esadigital.ru/upload/iblock/0b5/0b54bc023480f0fe621f9c195533348d.pdf).
Однако известное решение предназначено для обработки дерева и не адаптировано для обработки изделий из шоколада ввиду особенностей такого материала, являющегося очень хрупким и легко плавящимся.
В процессе работы фрезерного станка вращение шпинделя приводит к его нагреву и, соответственно, к нагреву фрезы в диапазоне 50-80°С. Такая температура в случае обработки шоколадного изделия будет приводить к плавлению шоколада (температура плавления шоколада 29,0-38,5°С), что может привести к искажению изготавливаемого изделия.
Кроме того, из-за низкой температуры плавления шоколад имеет свойство налипать на поверхность фрезы, что ухудшает условия обработки.
Также известные станки в принципе не приспособлены для соблюдения гигиенических норм при обработке пищевого продукта.
Предлагаемое изобретение направлено на преодоление указанных недостатков уровня техники и по существу позволяет использовать известное решение для обработки материала, не предназначенного для обработки такими устройствами. В связи с этим в конструкцию и алгоритмы работы станка внесены существенные изменения, которые отражены в нижеследующих разделах описания.
Раскрытие изобретения
Предлагаемое изобретение направлено на достижение технического результата, заключающегося в обеспечении эффективной автоматизации процесса обработки изделий из шоколада с обеспечением повышенной скорости обработки и качества изготавливаемых изделий.
В соответствии с изложенным, предлагается фрезерный станок для обработки изделий из шоколада, представляющий собой корпус из двух частично отделенных друг от друга отсеков, один из которых является зоной обработки и оснащен жертвенным столом с зажимными механизмами и прозрачной крышкой с газовыми упорами, а во втором размещены электронные средства управления станком, а также механические средства, кинематически связанные с закрепленной на шпинделе фрезой для ее перемещения по трем осям в зоне обработки, причем использована одно- или двухзаходная фреза, направляющие рельсы осей X и Y расположены выше уровня поверхности обработки, а скорость вращения шпинделя и скорость подачи фрезы выбраны так, чтобы в процессе обработки температура фрезы не превышала температуру плавления шоколада.
В дополнительных не исключающих вариантах осуществления на шпинделе в непосредственной близости от фрезы установлены вентиляторы для лучшего обеспечения температурного режима и сдувания стружки. Также рабочая зона станка может быть оснащена средством контроля температуры, связанным с электронными средствами управления.
В следующем разделе описания будут показаны средства и методы для осуществления изобретения, приведено основание возможности достижения указанного технического результата, а также представлены некоторые расширительные варианты осуществления.
Осуществление изобретения
Предлагаемое изобретение основано на изменении стандартной портальной кинематической схемы фрезерного станка. Представляется, что для специалиста является известным принцип работы трехкоординатного фрезерного станка, поэтому в рамках данной заявки не включено подробное описание структуры и взаимодействия его составных частей. Однако необходимые для понимания сущности изобретения сведения представлены далее, в том числе, посредством ссылок на поясняющие чертежи.
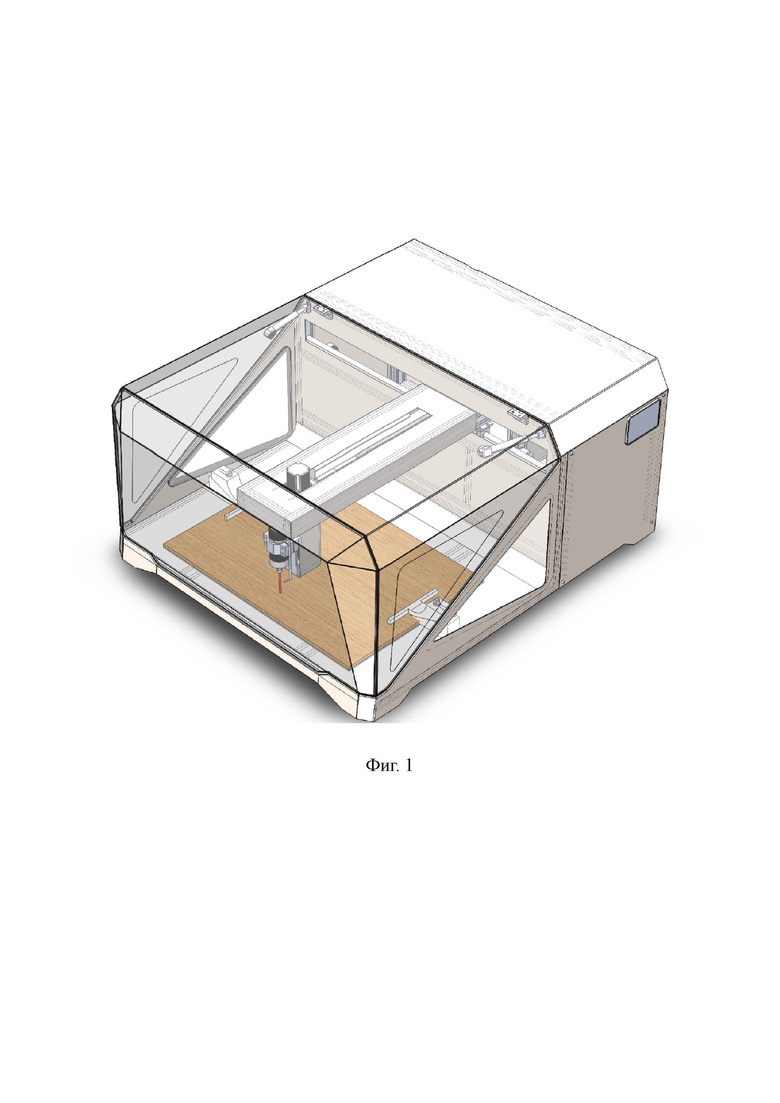
За основу изобретения взята схема вертикально-фрезерного станка портального типа. Заключение электронных/электрических и механических компонентов в предложенную конструкцию корпуса (общий вид на фиг. 1) является существенным для достижения указанного технического результата.
Согласно фиг. 1-3 предложенное решение выполнено в корпусе, разделенном на два отсека.
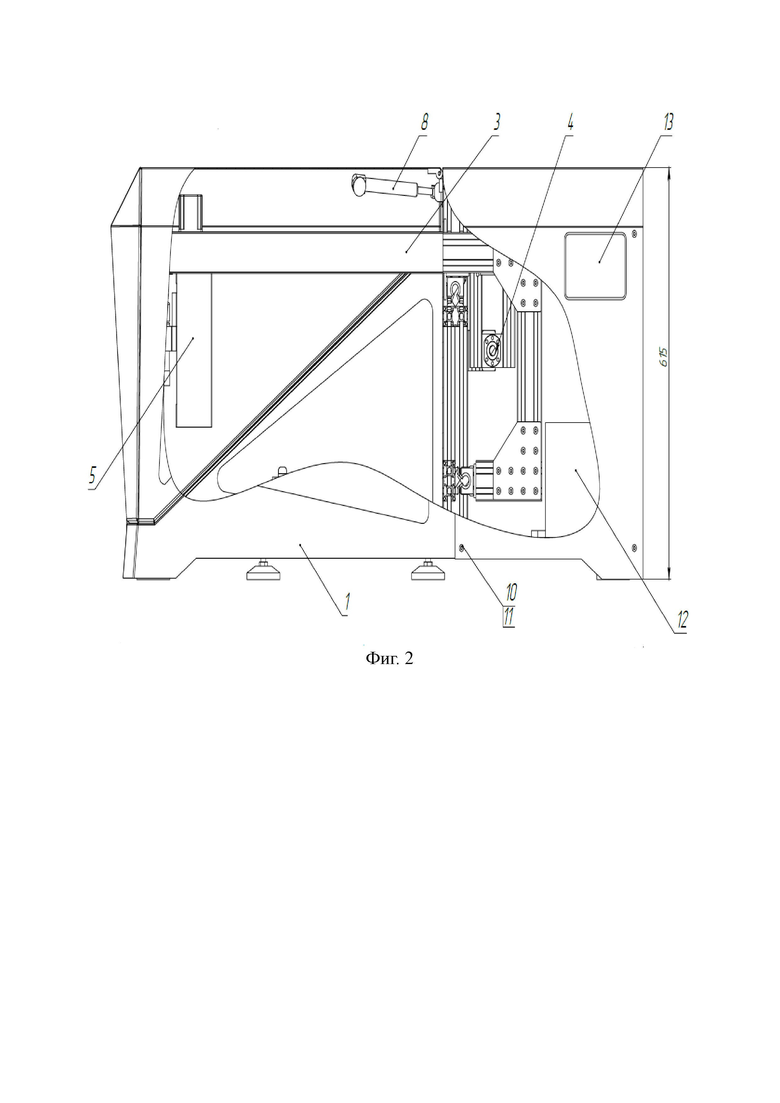
На фиг. 2 представлены:
1 - базовая рама;
3 - приводной механизм Х;
4 - риводной механизм Y;
5 - приводной механизм Z;
8 - газлифт;
10 - винт (M6x8);
11 - сухарь пазовый (M6x10);
12 - компрессор;
13 - блок управления.
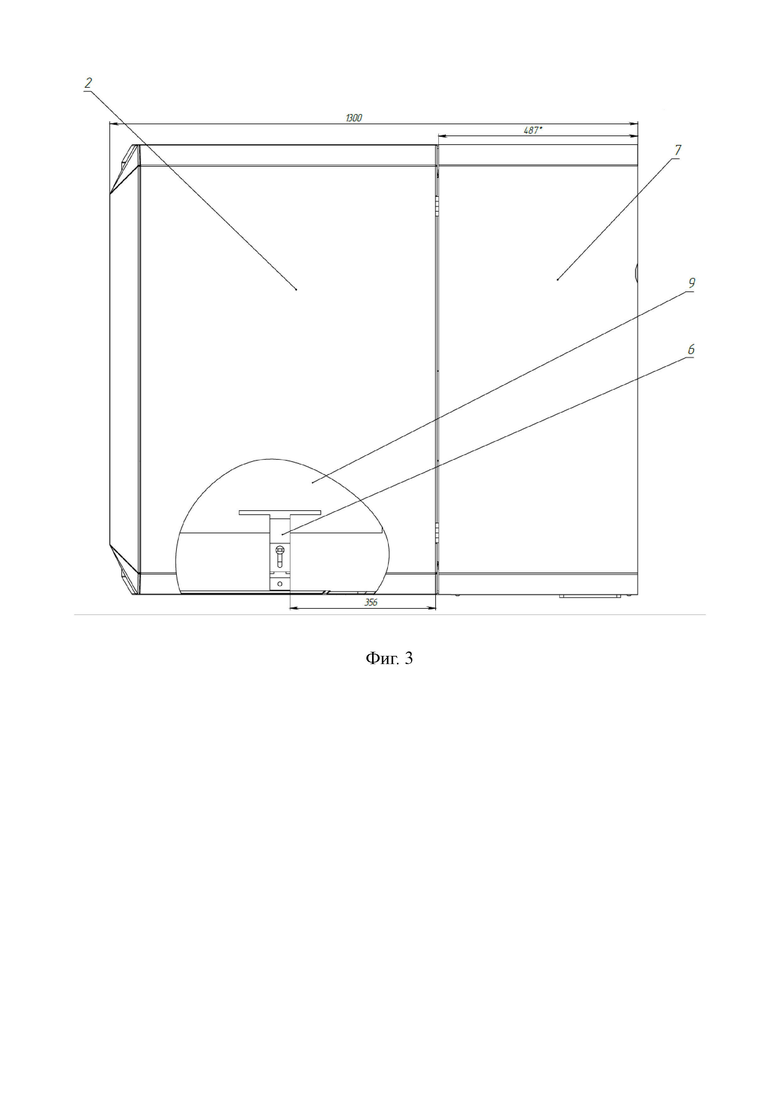
Согласно фиг. 3 представлены:
2 - крышка;
6 - зажимной механизм (зажим);
7 - капот;
9 - жертвенный стол (доска).
В рамках данной заявки под отсеками корпуса предпочтительно понимается такое размещение составных частей станка, чтобы по возможности разделить зону обработки пищевого продукта от зоны, в которой размещается существенная часть оборудования. В варианте осуществления два отсека частично отделены друг от друга — все двигатели, подшипники линейных перемещений и шарико-винтовые передачи (ШВП) убраны внутрь второго отсека и отделены стенкой из нержавеющей стали от зоны обработки, чтобы в процессе работы стружка шоколада не попадала на части оборудования станка. Стенка выполнена так, чтобы обеспечить введение направляющих по осям X и Y в зону обработки.
Для обеспечения работы с пищевыми продуктами корпус станка и все контактирующие с шоколадом элементы выполнены из пищевой нержавеющей стали марки AISI 304. Все крепежные элементы и метизы также удовлетворяют этому требованию. В элементах качения применена смазка с пищевым допуском HD5061.
Конструкция станка предполагает возможность простого доступа для сбора стружки шоколада и периодической мойки зоны обработки. Вся зона обработки закрыта корпусом для предотвращения разлета стружки и возможности ее повторного использования. Отмеченная возможность также обеспечивается поднимающейся прозрачной крышкой, оснащенной газовыми упорами. Прозрачность крышки также обеспечивает хороший обзор процесса фрезеровки шоколадной плиты, для усиления эффекта в корпус интегрированы светодиодные элементы, не повышающие температуру рабочей зоны.
В отличии от ближайшего аналога для воспрепятствования попадания стружки в механизм перемещения, направляющие рельсы осей X и Y в горизонтальной плоскости, выведенные в зону обработки, расположены выше уровня как стола, так и поверхности обработки. В предпочтительном варианте сами рельсы и подшипники плотно закрыты от попадания стружки, которая могла бы воспрепятствовать движению механизмов.
Для обеспечения температурного режима и удаления стружки из зоны резания установлены вентиляторы на шпинделе в непосредственной близости от фрезы. Вентиляторы сдувают стружку и препятствуют ее затиранию задними кромками фрезы. Также в зоне обработки может быть установлено средство измерения температуры, связанное с электронными средствами управления. По значению измеренной температуры средство управления может, например, регулировать скорость вращения вентиляторов, что позволяет более эффективно и непрерывно поддерживать заданный температурный режим.
Перед началом обработки исходная шоколадная плита помещается внутрь зоны обработки на жертвенный стол и надежно фиксируется зажимными механизмами, выполненными, например, из пищевого фторопласта. С помощью этих упоров оператор может аккуратно, не повреждая торцы заготовки, зажать шоколад для последующей фрезеровки. Зажим заготовки в станках с ЧПУ важная задача, так как даже при небольшом сдвиге детали в процессе выполнения программы получится брак.
Чтобы обеспечить беспрепятственный выход стружки и исключение случаев засорения шоколадом, а также плавления материала, необходимо применение фрез с максимально глубокой канавкой. В станке применены решения с одно- или двухзаходными фрезами (в отличие от многозаходных), так как они имеют наиболее глубокую канавку.
Скорость вращения — один из основных параметров шпинделя, она регулируется электронными компонентами станка. Избыточная скорость вращения влияет на выделение избыточного количества тепла, которое не успевает рассеиваться, а также, к появлению сколов на изделии.
Так, при работе шпиндель нагревается обычно до 50-80 градусов и нагревает фрезу. При такой температуре шоколад будет плавиться. В связи с этим в предлагаемом станке предпочтительно использовать высокооборотный (высокоскоростной) шпиндель с установкой режима низких оборотов, что не позволит шпинделю сильно нагреться.
Одно из важных условий правильной работы станка - согласование скоростей вращения и подачи фрезы между собой.
На высоких оборотах будет наблюдаться прижог обрабатываемой поверхности и режущей кромки, повреждение фрезы.
Обратная ситуация, когда при высокой подаче шпиндель работает на малых оборотах, заставит фрезу снимать слишком толстую стружку. Из-за высокой нагрузки откалываются режущие кромки, а на обрабатываемой поверхности будут оставаться заметные «следы».
Скорость подачи, или линейного перемещения, измеряется в миллиметрах в минуту и влияет на объем снимаемого материала в единицу времени. Обработка чаще всего состоит из двух этапов: чернового, направленного на максимальный съем материала и чистового, при котором достигается требуемая шероховатость поверхности. Для чистового прохода в программе заложено автоматическое снижение скорости подачи при сохранении оборотов шпинделя.
В предложенном решении посредством программного управления осуществлено несколько режимов резания.
При проведении тестов выбраны оптимальные режимы, при которых шоколад достаточно быстро обрабатывается, при этом не нагревается до температуры плавления.
Аппарат будет работать в разных режимах в зависимости от следующих настроек:
- скорости подачи и вращения шпинделя;
- ширины фрезерования;
- скорости резания (оптимальная скорость - 50-60 м/мин);
- подачи (перемещение шпинделя по трем осям).
Основные параметры, задающие режимы резания:
- частота вращения вала шпинделя;
- скорость подачи;
- глубина фрезерования за один проход.
Частота вращения вала шпинделя рассчитывается по формуле:
n=(1000*V)/(π*D), где
D - диаметр режущей части рабочего инструмента, мм;
π - число Пи, 3.14;
V - скорость резания (м/мин) - путь, пройденный точкой (краем) режущей кромки фрезы в минуту.
При расчетах для фрез малого диаметра значение частоты вращения шпинделя может получиться больше, чем количество оборотов, которое в состоянии обеспечить шпиндель. В данном случае за основу дальнейших расчетов величины (n) берется фактическая максимальная частота вращения шпинделя равная 6000 оборотов в минуту.
Скорость подачи (S) - скорость перемещения режущего инструмента (оси X/Y), вычисляется по формуле:
S=fz*z*n, где
fz - подача на один зуб фрезы (мм);
z - количество зубьев фрезы;
n - частота вращения шпинделя (об/мин).
В результате серии экспериментов установлено, что оптимальная подача на зуб для шоколада составляет 0,15 мм.
Станок снабжен электронными датчиками положения, что обеспечивает точность линейных перемещений до 0,01 мм.
Фрезерный станок питается от бытовой сети 220В и имеет встроенный предохранитель. Разъем и тумблер включения питания располагается на задней стенке устройства.
После включения станка автоматически включается система внутренней вентиляции.
Таким образом, используя указанные сведения, в предложенном решении обеспечивается установка скорости вращения шпинделя и скорости подачи фрезы выбраны таким образом, чтобы температура фрезы не превышала температуру плавления шоколада.
В потенциально возможных вариантах осуществления функционал фрезерного станка может включать следующее:
Управление с планшета. Для удобства оператора специализированное ПО связывает ЧПУ станка и приложение на планшете для настройки и управления станком.
Загрузка и выгрузка заготовок роботом манипулятором. Робот и станок по специализированному интерфейсу передают команды друг другу о необходимых действиях: установить заготовку, начать фрезеровку по определенной программе, забрать заготовку и т.д.
Использование AI (искусственный интеллект) для просчета наиболее оптимальной траектории инструмента именно для работы по шоколаду, используя информацию о типе шоколада, инструменте, возможностях по нагреву и плотности шоколада.
Возможность непосредственной работы с 3D сканером. После сканирования объекта, станок изготавливает копию из шоколада, от оператора требуется только выбрать масштаб и загрузить заготовку.
Возможность работы как вендинговый аппарат без оператора (человек сам загружает фото и получает отфрезерованную шоколадку с этим фото).
Таким образом, предложенное решение осуществимо и при его осуществлении позволяет обеспечить указанные выше технические результаты.
Ниже в таблице приведены сравнительные характеристики известного и предложенного технического решения.
Табл. 1
изобретение
Работа устройства осуществляется следующим образом.
Шоколадную заготовку устанавливают по центру деревянного жертвенного стола и зафиксируют с помощью зажимов из фторопласта. При установке необходимо учитывать возможность выхода режущего инструмента за пределы заготовки - избегать пересечения фрез с зажимами и креплениями жертвенного стола. В зависимости от выполняемой программы (черновая/чистовая обработка/формирования плоскости) подбирают режущий инструмент и подходящий цанговый зажим для него. Предварительно подготовленную программу обработки с помощью USB-накопителя необходимо загружают на блок управления фрезера. Перед запуском программы обработки задают начало рабочей системы координат. После установки нулевой координаты запускают вращение шпинделя. В случае необходимости прерывания процесса обработки для выполнения каких-либо дополнительных операций (очистка стружки) на блоке управления предусмотрены операции паузы и возобновления обработки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УДАЛЕНИЯ ПЕРЕМЫЧЕК МЕЖДУ ЗАГОТОВКАМИ ПАКЕТА НА ФРЕЗЕРНОМ СТАНКЕ ЧПУ | 2024 |
|
RU2822277C1 |
| ФРЕЗЕРНЫЙ СТАНОК | 2019 |
|
RU2705482C1 |
| СТАНОК ДЛЯ ОБРАБОТКИ СЛОЖНЫХ ПОВЕРХНОСТЕЙ ВЫСОКОСКОРОСТНЫМ ФРЕЗЕРОВАНИЕМ | 2012 |
|
RU2544710C2 |
| ФРЕЗЕРНЫЙ СТАНОК С ЧПУ | 2013 |
|
RU2572111C2 |
| Станок универсальный малогабаритный | 2017 |
|
RU2644017C1 |
| ЗУБОЗАКРУГЛЯЮЩИЙ СТАНОК | 1973 |
|
SU383550A1 |
| СТАНОК ФРЕЗЕРНЫЙ МНОГОШПИНДЕЛЬНЫЙ | 2011 |
|
RU2461450C1 |
| СПОСОБ ОБРАБОТКИ ПОСАДОЧНЫХ МЕСТ ПОДШИПНИКОВ ВАЛОВ | 2005 |
|
RU2387529C2 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ЭКСЦЕНТРИКОВ ОДНОШПИНДЕЛЬНЫХ АВТОМАТОВ | 1934 |
|
SU46415A1 |
| СПОСОБ ОБРАБОТКИ ЗАГОТОВКИ НА МЕТАЛЛОРЕЖУЩЕМ СТАНКЕ | 2019 |
|
RU2736129C1 |
Изобретение относится к области обрабатывающего оборудования для кондитерских изделий и может быть использовано для автоматизации процесса обработки шоколада. Фрезерный станок для обработки шоколада содержит корпус, выполненный из двух частично отделенных друг от друга отсеков, один из которых является зоной обработки и оснащен столом с зажимными механизмами и прозрачной крышкой с газовыми упорами, а во втором расположены электронные средства управления и механические средства управления, кинематически связанные с закрепленной на шпинделе фрезой для ее перемещения по направляющим рельсам трех осей X, Y и Z в зоне обработки. Шпиндель выполнен высокооборотистым. Фреза выполнена одно- или двухзаходной. Направляющие рельсы осей X и Y расположены выше уровня поверхности обработки. При этом шпиндель выполнен с возможностью выбора скорости его вращения и фреза выполнена с возможностью выбора скорости ее подачи так, чтобы температура фрезы не превышала температуру плавления шоколада. В результате обеспечивается повышение скорости обработки и качества изготавливаемых изделий. 4 з.п. ф-лы, 3 ил., 1 табл.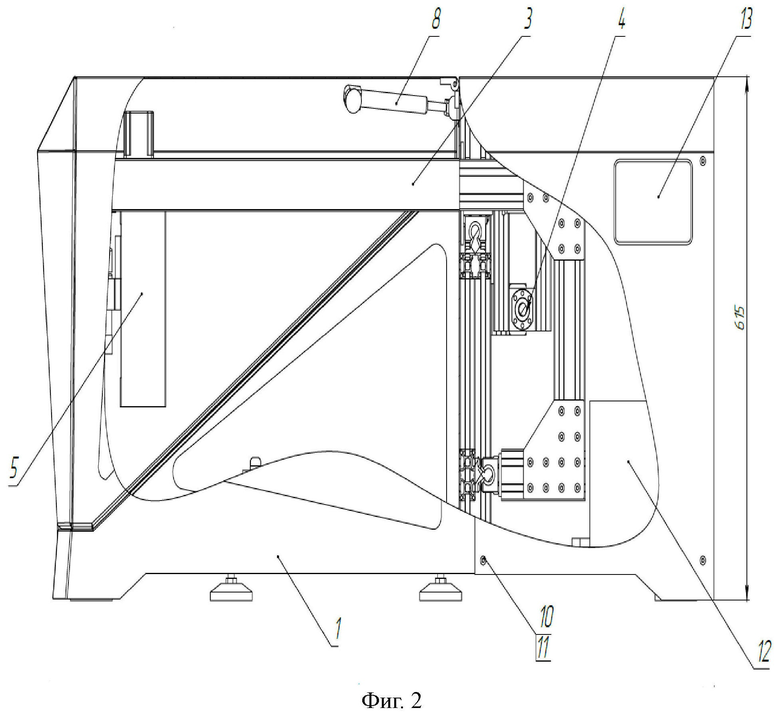
1. Фрезерный станок для обработки шоколада, характеризующийся тем, что он содержит корпус, выполненный из двух частично отделенных друг от друга отсеков, один из которых является зоной обработки и оснащен столом с зажимными механизмами и прозрачной крышкой с газовыми упорами, а во втором расположены электронные средства управления и механические средства управления, кинематически связанные с закрепленной на шпинделе фрезой для ее перемещения по направляющим рельсам трех осей X, Y и Z в зоне обработки, причем шпиндель выполнен высокооборотистым, фреза выполнена одно- или двухзаходной, а направляющие рельсы осей X и Y расположены выше уровня поверхности обработки, при этом шпиндель выполнен с возможностью выбора скорости его вращения и фреза выполнена с возможностью выбора скорости ее подачи так, чтобы температура фрезы не превышала температуру плавления шоколада.
2. Фрезерный станок по п. 1, характеризующийся тем, что на шпинделе в непосредственной близости от фрезы установлены вентиляторы.
3. Фрезерный станок по п. 1, характеризующийся тем, что в зоне обработки установлено средство контроля температуры и светодиодные источники освещения.
4. Фрезерный станок по любому из пп. 1-3, характеризующийся тем, что корпус станка выполнен из пищевой нержавеющей стали.
5. Фрезерный станок по п. 1, характеризующийся тем, что он содержит электронные датчики положения.
| СТАНОК С ЧИСЛОВЫМ ПРОГРАММНЫМ УПРАВЛЕНИЕМ | 2014 |
|
RU2638469C2 |
| УСТАНОВКА ДЛЯ ОПРЕДЕЛЕНИЯ СТРУКТУРНО- МЕХАНИЧЕСКИХ ХАРАКТЕРИСТИК МАТЕРИАЛОВ | 0 |
|
SU168927A1 |
| Вертикальный фрезерный станок | 1991 |
|
SU1804961A1 |
| US 20120039683 A1, 16.02.2012 | |||
| JP 2005262375 A, 29.09.2005. | |||

