Область техники, к которой относится изобретение
Настоящее изобретение относится к области техники защищаемых документов, содержащих защитный признак, такой как ныряющая защитная нить, защитная фольга, защитная наклейка, голограмма или защитный признак, напечатанный краской, и защитное покрытие, и способов изготовления указанных защищаемых документов. Защищаемые документы согласно настоящему изобретению обладают повышенной стойкостью к физическим и химическим воздействиям окружающей среды.
Предпосылки создания изобретения
В связи с постоянным повышением качества цветных фотокопий и печатных работ и в попытке защитить защищаемые документы, такие как банкноты, ценные документы или карты, проездные билеты или карты, акцизные марки и этикетки продукции, от подделки, фальсификации или незаконного воспроизведения, стало обычной практикой включать в эти документы различные защитные признаки. Типичные примеры защитных средств включают защитные нити, окна, волокна, конфетти, фольгу, наклейки, переводные картинки, голограммы, водяные знаки, защитные признаки, полученные из защитных красок, содержащих защитные материалы, такие как магнитные пигменты, поглощающие УФ-излучение пигменты, поглощающие ИК-излучение пигменты, оптически изменяющиеся пигменты, светополяризационные пигменты, фотолюминесцентные пигменты, проводящие пигменты и частицы для спектроскопии рамановского рассеяния, усиленного поверхностью.
Известно создание защищаемых документов, в частности банкнот, с грязеотталкивающими защитными покрытиями для продления их срока службы и пригодности для обращения. Защитные покрытия представляют собой защитные слои, обращенные к окружающей среде документа, которые получают из отверждаемых под воздействием тепла лаков, отверждаемых под воздействием излучения лаков и их комбинаций.
В публикации европейской патентной заявки № ЕР 0256170 А1 предусмотрена бумага для изготовления денежных знаков, напечатанная с помощью краски, содержащей 1-10 масс. % микронизированного воска, и покрытая защитным слоем, состоящим в основном из сложного эфира целлюлозы или простого эфира целлюлозы. Защитный слой наносят на поверхность бумаги для изготовления денежных знаков путем распыления, погружения или нанесения покрытия валиком, тем самым обеспечивая постоянную толщину защитного слоя.
В публикации заявки на патент США № US 20070017647 A1 предусмотрена защитная бумага для изготовления ценных документов, имеющая плоскую подложку, оснащенную по меньшей мере частично грязеотталкивающим защитным слоем для продления срока службы и пригодности для обращения. Раскрытый защитный слой содержит по меньшей мере два слоя лака: первый нижний слой лака, образованный слоем физически высыхающего лака, нанесенным непосредственно на бумажную подложку и служащим для закрытия пор бумажной подложки, и второй верхний слой лака, который защищает подложку от физических и химических воздействий. Первый нижний слой лака присутствует на подложке с постоянной массой покрытия 1-6 г/м2, предпочтительно 2-4 г/м2, а второй верхний слой лака присутствует на подложке с постоянной массой покрытия 0,5-3 г/м2, предпочтительно 1-2 г/м2.
В публикации международной патентной заявки № WO 2014067715 А1 описано придание защищаемому документу, содержащему подложку, стойкости к загрязнениям путем нанесения на подложку отверждаемого под воздействием излучения защитного лака, содержащего катионно-отверждаемые соединения и фторированные соединения. Отверждаемый под воздействием излучения защитный лак наносят посредством трафаретной печати или флексографической печати, чтобы обеспечить постоянную толщину защитного слоя менее 5 мкм, предпочтительно 13 мкм. Для защищаемых документов, содержащих защитные признаки, отверждаемый под воздействием излучения защитный лак можно наносить или не наносить на поверхность указанного защитного признака.
В публикации заявки на патент Канады № СА 2446559 А1 описана износостойкая защитная бумага, содержащая защитный элемент, при этом защитная бумага покрыта слоем матового защитного лака, который отсутствует на поверхности защитного элемента. Поверхность защитного элемента может быть покрыта слоем глянцевого защитного лака. Если защитная бумага покрыта как матовым защитным лаком, так и глянцевым защитным лаком, указанные лаки наносят либо посредством флексографической печати в количестве 2-8 граммов жидкого лака на м2, либо посредством трафаретной печати в количестве 5-15 граммов жидкого лака на м2, и этапы печати выполняют в точном совмещении, тем самым обеспечивая постоянную толщину слоя защитного лака на поверхности защитного элемента и остальной поверхности защитной бумаги.
Защитные нити, фольга, наклейки, голограммы и защитные признаки, напечатанные краской, широко используются в качестве защитных признаков в защищаемых документах, в частности банкнотах. Эти защитные признаки получают отдельно и встраивают в защищаемый документ во время его изготовления (например, защитные нити, защитная фольга, защитные наклейки, голограммы) или печатают на защищаемом документе во время его изготовления (например, защитные признаки, напечатанные краской).
Защитные нити, фольгу и наклейки получают на рулонах подложки с помощью нескольких методов, выбранных из группы печати, нанесения покрытия, осаждения из паровой фазы, травления, лакирования и/или их комбинации, которые в конце режут на защитные нити, фольгу и наклейки для вставки в подложки защищаемых документов во время их изготовления (например, защитные нити) или наносят путем приклеивания или горячего тиснения на подложки защищаемых документов (например, защитная фольга, защитные наклейки).
Голограммы представляют собой дифракционные оптически изменяющиеся защитные признаки, которые могут быть встроены в ныряющие защитные нити, защитную фольгу, защитные наклейки или нанесены как таковые на подложку защищаемого документа, например, на прозрачное окно защищаемого документа.
Защитные признаки, напечатанные краской, представляют собой защитные признаки, полученные путем печати на защищаемом документе с помощью защитной краски, содержащей один или более защитных материалов, выбранных из магнитных пигментов, поглощающих УФ-излучения пигментов, поглощающих ИК-излучения пигментов, оптически изменяющихся пигментов, светополяризационных пигментов, фотолюминесцентных пигментов, проводящих пигментов, частиц для спектроскопии рамановского рассеяния, усиленного поверхностью, и частиц плазмонного резонанса.
Из-за толщины защитных нитей, фольги, наклеек, голограмм и защитных признаков, напечатанных краской, которая составляет до 50 микрометров, и/или различия их поверхности (поверхностная энергия, гладкость и т.д.) по сравнению с прилегающей поверхностью подложки защищаемого документа, доступные в настоящее время способы защиты защищаемых документов, содержащих такие защитные признаки, которые основаны на нанесении защитного покрытия постоянной толщины посредством флексографической, офсетной или трафаретной печати, недостаточны для предотвращения износа этих защитных признаков. В частности, края этих защитных признаков подвергаются непосредственному воздействию окружающей среды и ее механическим и химическим воздействиям, что приводит к износа защитных признаков.
Защитные покрытия, наносимые посредством флексографической печати, характеризуются практически постоянной толщиной покрытия. Поскольку толщина защитных покрытий, наносимых посредством флексографической печати, как правило, составляет 2-3 микрометра (что соответствует осажденному слою защитного лака 2,0-3,0 г/м2, причем композиция защитного лака обладает типичной плотностью в диапазоне 1 1,2 г/см3), такие защитные покрытия, как правило, являются слишком тонкими, чтобы эффективно защищать защитные признаки, такие как ныряющие защитные нити, фольга, наклейки, голограммы и защитные признаки, напечатанные краской, толщина которых обычно составляет по меньшей мере приблизительно 5 микрометров (мкм).
Та же проблема возникает при использовании защитных покрытий, наносимых посредством офсетной печати.
Защитные покрытия, наносимые посредством ротационной или планшетной трафаретной печати, характеризуются по существу постоянной толщиной покрытия, которая значительно превышает толщину защитных покрытий, наносимых посредством флексографической или офсетной печати. Защитные покрытия, наносимые посредством трафаретной печати, имеют типичную толщину, которая равна или больше 10 микрометров (что соответствует типичному осажденному слою защитного лака 10-15 г/м2, причем композиция защитного лака имеет типичную плотность в диапазоне 1-1,2 г/см3). Такая большая толщина защитного покрытия потенциально обеспечивает удовлетворительную защиту некоторых ныряющих защитных нитей, фольги, наклеек, голограмм и защитных признаков, напечатанных краской. Тем не менее толстые защитные покрытия, наносимые на всю поверхность защищаемого документа, приводят к значительным проблемам механической стойкости защищенного защищаемого документа, например, при испытании на смятие, в результате жесткости толстого защитного покрытия. Чтобы избежать ухудшения механических свойств, защитное покрытие, покрывающее всю поверхность защищаемого документа, должно иметь толщину менее приблизительно 5 микрометров (мкм). Кроме того, печать толстых защитных покрытий приводит к увеличению затрат на производство защищенных защищаемых документов.
Таким образом, сохраняется потребность в защищаемых документах, в частности банкнотах, содержащих защитный признак, выбранный из ныряющей защитной нити, защитной фольги, защитной наклейки, голограммы и защитного признака, напечатанного краской, толщиной по меньшей мере приблизительно 5 микрометров (мкм), которые обладают повышенной стойкостью к физическим и химическим воздействиям окружающей среды, сохраняя при этом свойства механической стойкости, необходимые для таких защищаемых документов. Кроме того, остается потребность в рентабельных и быстрых способах изготовления таких защищаемых документов.
Краткое описание изобретения
Соответственно, целью настоящего изобретения является создание защищаемого документа, содержащего защитный признак, выбранный из: ныряющей защитной нити, защитной фольги, защитной наклейки, голограммы и защитного признака, напечатанного краской, толщиной по меньшей мере приблизительно 5 мкм (микрометров), который обладает повышенной стойкостью к физическим и химическим воздействиям окружающей среды по сравнению с защищаемыми документами предшествующего уровня техники, сохраняя при этом свойства механической стойкости, необходимые для таких защищаемых документов. Это достигается с помощью защищаемого документа, заявленного в данном документе, содержащего:
подложку,
защитный признак, нанесенный на или вставленный в часть подложки, при этом защитный признак выбран из ныряющей защитной нити, защитной фольги, защитной наклейки, голограммы и защитного признака, напечатанного краской, имеет толщину tf защитного признака по меньшей мере 5 мкм (микрометров) и поверхность защитного признака, обращенную в сторону от подложки, состоящую из первой области, прилегающей к краям защитного признака, и второй области, не прилегающей к краям защитного признака, и
защитное покрытие, покрывающее
поверхность защитного признака, обращенную в сторону от подложки,
первую поверхность подложки, прилегающую к краям защитного признака, и
вторую поверхность подложки, которая отличается от поверхности подложки, покрытой защитным признаком, и первой поверхности подложки;
при этом
защитное покрытие, покрывающее поверхность защитного признака, обращенную в сторону от подложки, и первую поверхность подложки, является прозрачным,
защитное покрытие, покрывающее первую область, имеет толщину tb1,
защитное покрытие, покрывающее вторую область, имеет толщину tb2,
защитное покрытие, покрывающее первую поверхность подложки, имеет толщину tc, и
защитное покрытие, покрывающее вторую поверхность подложки, имеет толщину ta;
при этом защищаемый документ характеризуется тем, что
толщина tc больше толщины tf, которая больше толщины ta;
толщина tb2 больше толщины ta;
и
либо толщина tc больше толщины tb1, которая больше или равна толщине tb2;
либо толщина tc равна толщине tb1, которая больше толщины tb2.
Изменяющаяся толщина защитного покрытия на поверхности защищаемого документа с большими значениями толщины (tc, tb1) покрытия на первой поверхности подложки, которая прилегает к краям защитного признака, и первой области поверхности защитного признака, обращенной в сторону от подложки, чем на оставшейся поверхности защищаемого документа, при этом толщина tc покрытия на первой поверхности подложки больше толщины tf защитного признака и больше или равна толщине tb1 покрытия на первой области, обеспечивает защищаемый документ, заявленный в данном документе, с повышенной стойкостью к физическим и химическим воздействиям окружающей среды по сравнению с защищаемыми документами, содержащими схожие защитные признаки предшествующего уровня техники. Поскольку большие значения толщины (tc, tb1) покрытия присутствуют только на первой поверхности подложки, которая прилегает к краям защитного признака, и на первой области поверхности защитного признака, обращенной в сторону от подложки, т.е. на очень ограниченной поверхности защищаемого документа, механические свойства и стоимость производства защищаемого документа не затрагиваются, как в случае защищаемых документов, имеющих большую толщину покрытия по всей поверхности защищаемого документа.
Также заявленным и описанным в данном документе является способ изготовления защищаемого документа, заявленного в данном документе, включающий следующие этапы:
a) предоставление защищаемого документа, содержащего:
подложку,
защитный признак, нанесенный на или вставленный в часть подложки, при этом защитный признак выбран из ныряющей защитной нити, защитной фольги, защитной наклейки, голограммы и защитного признака, напечатанного краской, имеет толщину tf защитного признака по меньшей мере 5 мкм (микрометров) и поверхность защитного признака, обращенную в сторону от подложки, состоящую из первой области, прилегающей к краям защитного признака, и второй области, не прилегающей к краям защитного признака;
b) нанесение посредством струйной печати отверждаемого под воздействием излучения лака на поверхность защитного признака, обращенную в сторону от подложки, и первую поверхность подложки, прилегающую к краям защитного признака, при этом количество осажденного слоя лака на первой поверхности подложки равно или превышает количество осажденного слоя лака на первой области, прилегающей к краям защитного признака, и количество осажденного слоя лака на первой области равно или превышает, предпочтительно превышает, количество осажденного слоя лака на второй области;
и
c1) нанесение посредством офсетной или флексографической печати отверждаемого лака на вторую поверхность подложки, которая отличается от поверхности подложки, покрытой защитным признаком, и первой поверхности подложки, и необязательно на поверхность защитного признака, обращенную в сторону от подложки, и первую поверхность подложки;
или
с2) нанесение посредством струйной печати отверждаемого под воздействием излучения лака на вторую поверхность подложки, которая отличается от поверхности подложки, покрытой защитным признаком, и первой поверхности подложки;
и
d) отверждение отверждаемых лаков для обеспечения защитного покрытия, покрывающего поверхность защитного признака, обращенную в сторону от подложки, первую поверхность подложки и вторую поверхность подложки;
при этом количество осажденного слоя лака на второй области превышает количество осажденного слоя лака на второй поверхности подложки.
Способ изготовления, заявленный и описанный в данном документе, позволяет выборочно наносить за один проход печати разные осажденные слои лака на разные поверхности защищаемого документа, включая лицевую и обратную сторону защищаемого документа, тем самым создавая защищаемые документы с повышенной химической и физической стойкостью. Способы нанесения защитного лака на защищаемый документ согласно предшествующему уровню техники основаны на исключительном использовании флексографической или трафаретной печати, и, следовательно, изготовление защищаемых документов с изменяющейся толщиной покрытия указанными способами потребует большого количества печатных станций, что приводит к сложным, дорогостоящим и трудоемким способам изготовления. Кроме того, поскольку способ изготовления согласно настоящему изобретению, описанный в данном документе, позволяет выборочно наносить большие осажденные слои лака на первую поверхность подложки, которая прилегает к краям защитного признака, и на первую область поверхности защитного признака, обращенной в сторону от подложки, способ изготовления, заявленный в данном документе, остается рентабельным.
Краткое описание чертежей
На фиг. 1 - 3, 4А - 4С схематически проиллюстрирован защищаемый документ (100) согласно настоящему изобретению, содержащий подложку (110), защитный признак (120), как описано в данном документе, и защитное покрытие (130А, 130В, 130С).
На фиг. 5 схематически проиллюстрирован вид сверху защищаемого документа (100'), предоставленного на этапе а) способа изготовления согласно настоящему изобретению, заявленного в данном документе.
Подробное описание
Определения
Для трактовки значения терминов, рассмотренных в описании и изложенных в формуле изобретения, должны использоваться следующие определения.
В контексте настоящего документа форма единственного числа объекта указывает на один объект или более и необязательно ограничивает его единственным числом.
В контексте настоящего документа термин «приблизительно» означает, что указанное количество или значение может иметь конкретное определенное значение или некоторое иное значение, соседнее с ним. В целом, термин «приблизительно», обозначающий определенное значение, предназначен для обозначения диапазона в пределах ±5% значения.
В качестве одного примера, фраза «приблизительно 100» обозначает диапазон 100±5, т.е. диапазон от 95 до 105. Предпочтительно, диапазон, обозначенный термином «приблизительно», означает диапазон в пределах ±3% значения, более предпочтительно, ±1%. В целом, при использовании термина «приблизительно» можно ожидать, что подобные результаты или эффекты согласно настоящему изобретению могут быть получены в диапазоне в пределах ±5% указанного значения.
В контексте настоящего документа термин «и/или» означает, что могут присутствовать либо все, либо только один из элементов указанной группы. Например, «А и/или В» означает «только А или только В, или как А, так и В». В случае «только А» этот термин охватывает также возможность отсутствия В, т.е. «только А, но не В».
Термин «содержащий» в контексте настоящего документа является неисключительным и допускающим изменения. Таким образом, например, раствор, содержащий соединение А, может помимо А содержать другие соединения. Вместе с тем термин «содержащий» также охватывает, как и его конкретный вариант осуществления, более ограничительные значения «состоящий по существу из» и «состоящий из», так что, например, «раствор, содержащий А, В и необязательно С» также может (в основном) состоять из А и В или (в основном) состоять из А, В и С.
Когда настоящее описание касается «предпочтительных» вариантов осуществления/признаков, комбинации этих «предпочтительных» вариантов осуществления/признаков также следует рассматривать как раскрытые до тех пор, пока конкретная комбинация «предпочтительных» вариантов осуществления/признаков имеет значение с технической точки зрения.
Неожиданно, было обнаружено, что защищаемый документ содержит:
подложку,
защитный признак, нанесенный на или вставленный в часть подложки, при этом защитный признак выбран из ныряющей защитной нити, защитной фольги, защитной наклейки, голограммы и защитного признака, напечатанного краской, имеет толщину tf защитного признака по меньшей мере 5 мкм (микрометров) и поверхность защитного признака, обращенную в сторону от подложки, состоящую из первой области, прилегающей к краям защитного признака, и второй области, не прилегающей к краям защитного признака, и
защитное покрытие, покрывающее
поверхность защитного признака, обращенную в сторону от подложки,
первую поверхность подложки, прилегающую к краям защитного признака, и
вторую поверхность подложки, которая отличается от поверхности подложки, покрытой защитным признаком, и первой поверхности подложки;
при этом
защитное покрытие, покрывающее поверхность защитного признака, обращенную в сторону от подложки, и первую поверхность подложки, является прозрачным, и
защитное покрытие, покрывающее первую область, имеет толщину tb1,
защитное покрытие, покрывающее вторую область, имеет толщину tb2,
защитное покрытие, покрывающее первую поверхность подложки, имеет толщину tc, и
защитное покрытие, покрывающее вторую поверхность подложки, имеет толщину ta;
при этом защищаемый документ характеризуется тем, что
толщина tc больше толщины tf, которая больше толщины ta;
толщина tb2 больше толщины ta;
и
либо толщина tc больше толщины tb1, которая больше или равна толщине tb2;
либо толщина tc равна толщине tb1, которая больше толщины tb2, обладает повышенной стойкостью к физическим и химическим воздействиям окружающей среды по сравнению с защищаемыми документами предшествующего уровня техники, сохраняя при этом свойства механической стойкости, необходимые для таких защищаемых документов.
В защищаемом документе согласно настоящему изобретению толщина tc больше толщины tf, которая больше толщины ta (tc>tf>ta), толщина tb2 больше толщины ta (tb2>ta), и либо толщина tc больше толщины tb1, которая больше или равна толщине tb2 (tc>tb1>tb1), либо толщина tc равна толщине tb1, которая больше толщины tb2 (tc=tb1>tb2).
Другими словами, настоящее изобретение направлено на защищаемый документ, содержащий:
подложку,
защитный признак, нанесенный на или вставленный в часть подложки, при этом защитный признак выбран из ныряющей защитной нити, защитной фольги, защитной наклейки, голограммы и защитного признака, напечатанного краской, имеет толщину tf защитного признака по меньшей мере 5 мкм (микрометров) и поверхность защитного признака, обращенную в сторону от подложки, состоящую из первой области, прилегающей к краям защитного признака, и второй области, не прилегающей к краям защитного признака, и
защитное покрытие, покрывающее
поверхность защитного признака, обращенную в сторону от подложки,
первую поверхность подложки, прилегающую к краям защитного признака, и
вторую поверхность подложки, которая отличается от поверхности подложки, покрытой защитным признаком, и первой поверхности подложки;
при этом
защитное покрытие, покрывающее поверхность защитного признака, обращенную в сторону от подложки, и первую поверхность подложки, является прозрачным, и
защитное покрытие, покрывающее первую область, имеет толщину tb1,
защитное покрытие, покрывающее вторую область, имеет толщину tb2,
защитное покрытие, покрывающее первую поверхность подложки, имеет толщину tc, и
защитное покрытие, покрывающее вторую поверхность подложки, имеет толщину ta;
при этом защищаемый документ характеризуется тем, что толщина tc больше толщины tf, которая больше толщины ta;
толщина tb2 больше толщины ta; и толщина tc больше толщины tb1, которая больше или равна толщине tb2;
либо толщина tc больше толщины tf, которая больше толщины ta; толщина tb2 больше толщины ta; и толщина tc равна толщине tb1, которая больше толщины tb2.
Таким образом, предпочтительный вариант осуществления согласно настоящему изобретению направлен на защищаемый документ, как описано в данном документе, при этом толщина tc больше толщины tf, которая больше толщины ta (tc>tf>ta), толщина tb2 больше толщины ta (tb2>ta), и толщина tc больше толщины tb1, которая больше или равна толщине tb2 (tc>tb1≥tb2). Дополнительный предпочтительный вариант осуществления согласно настоящему изобретению направлен на защищаемый документ, как описано в данном документе, при этом толщина tc больше толщины tf, которая больше толщины ta (tc>tf>ta), толщина tb2 больше толщины ta (tb2>ta), и толщина tc равна толщине tb1, которая больше толщины tb2 (tc=tb1>tb2).
Как подтверждается, например, результатами, приведенными в таблице 3, защищаемый документ, заявленный в данном документе, имеющий изменяющуюся толщину защитного покрытия на своей поверхности с большими значениями толщины (tc, tb1) покрытия на первой поверхности подложки, которая прилегает к краям защитного признака, и первой области поверхности защитного признака, обращенной в сторону от подложки, чем на оставшейся поверхности защищаемого документа, при этом толщина tc покрытия на первой поверхности подложки больше толщины tf защитного признака и больше или равна толщине tb1 покрытия на первой области, обладает отличной химической стойкостью, что отражается в отсутствии или небольшом изменении защитного признака в проведенных испытаниях на химическую стойкость. Химическая стойкость, которой обладают защищаемые документы согласно настоящему изобретению, значительно выше, чем стойкость, достигаемая с однородными защитными покрытиями согласно предшествующему уровню техники, имеющими покрытие от приблизительно 2 мкм до приблизительно 10 мкм (см., например, таблицу 3: образцы E1 - Е5 по сравнению с образцами С2 - С3 и С8 - С11). Сравнимая химическая стойкость может быть достигнута с помощью защищаемых документов, имеющих очень большую однородную толщину покрытия от приблизительно 20 мкм до 30 мкм, как это наблюдалось в сравнительных примерах С5, С6 и С13. Тем не менее, как это принято в группе защищаемых документов, однородная толщина защитного покрытия более 10 мкм на всей поверхности защищаемого документа, такого как банкнота, не является жизнеспособным решением по техническим причинам, таким как жесткость покрытого защищаемого документа, и соображениям стоимости. Защищаемый документ согласно настоящему изобретению не сталкивается с такими проблемами из-за наличия больших значений толщины (tc, tb1) покрытия только на первой поверхности подложки, которая прилегает к краям защитного признака, и на первой области поверхности защитного признака, обращенной в сторону от подложки, т.е. на очень ограниченной поверхности защищаемого документа.
Защитное покрытие, покрывающее поверхность защитного признака, обращенную в сторону от подложки, и первую поверхность подложки, является прозрачным покрытием, которое является предпочтительно бесцветным, так что защитное покрытие не изменяет цвет защищаемого документа. В контексте настоящего документа покрытие конкретной толщины (tc, tb1, tb2) считается прозрачным, если мутность, измеренная на подложке, покрытой указанным покрытием конкретной толщины (tc, tb1, tb1), составляет не более 5% выше по абсолютной величине, чем мутность, измеренная для указанной подложки, при этом измерение мутности осуществляют так, как описано в ASTM D1003 (стандартный метод испытаний мутности и коэффициента пропускания света прозрачных пластмасс) с использованием спектрофотометра DC 650 (от компании DATACOLOR).
В контексте настоящего документа термин «защищаемый документ» относится к документу, имеющему ценность, что делает его потенциально подверженным попыткам подделки или незаконного воспроизведения, и который обычно защищен от подделки или фальсификации по меньшей мере одним защитным признаком. Типичные примеры защищаемых документов включают без ограничения банкноты, юридические документы, билеты, чеки, ваучеры, гербовые марки и акцизные марки, соглашения и т.п., документы, удостоверяющие личность, такие как паспорта, удостоверения личности, визы, банковские карты, кредитные карты, транзакционные карты, документы для получения доступа, входные билеты и т.п.
В контексте настоящего документа термин «подложка» включает любую подложку защищаемого документа, в которую можно вставлять ныряющую защитную фольгу или на которую можно наносить защитную фольгу, защитную наклейку, голограмму или защитный признак, напечатанный краской. Подложки защищаемых документов включают без ограничения виды бумаги или другие волоконные материалы, такие как целлюлоза, содержащие бумагу материалы, пластмассы и полимеры, композиционные материалы и их смеси или комбинации. Типичные бумажные, бумагоподобные или иные волокнистые материалы выполнены из самых разных волокон, включая без ограничения манильскую пеньку, хлопчатобумажное волокно, льняное волокно, древесную массу и их смеси. Как хорошо известно специалистам в данной области техники, для банкнот предпочтительными являются хлопчатобумажное волокно и смеси хлопчатобумажного/льняного волокна, в то время как для защищаемых документов, не являющихся банкнотами, обычно используется древесная масса. Типичные примеры пластмасс и полимеров включают полиолефины, такие как полиэтилен (РЕ) и полипропилен (РР), полиамиды, сложные полиэфиры, такие как поли(этилентерефталат) (PET), поли(1,4-бутилентерефталат) (РВТ), поли(этилен-2,6-нафтоат) (PEN) и поливинилхлориды (PVC). Типичные примеры композиционных материалов включают без ограничения многослойные структуры или ламинаты из бумаги и по меньшей мере одного пластмассового или полимерного материала, такого как описанные в данном документе выше. На подложке защищаемого документа согласно настоящему изобретению можно печатать любые желаемые знаки, в том числе любые символы, изображения и рисунки, и/или подложка может включать один или более защитных признаков, отличных от ныряющих защитных нитей, защитной фольги, защитных наклеек, голограмм и защитных признаков, напечатанных краской.
Защитный признак, описанный в данном документе, наносят на часть подложки (например, защитная фольга, защитная наклейка, голограмма, защитный признак, напечатанный краской) или вставляют в часть подложки (например, ныряющая защитная нить). Защитную фольгу, защитную наклейку и голограмму, описанные в данном документе, можно наносить на часть подложки любыми известными методами, в том числе без ограничения нанесение чувствительного к давлению адгезива на поверхность защитного признака, нанесение активируемого теплом адгезива на поверхность защитного признака или использование методов термопереноса. Если подложка представляет собой бумагу, бумагоподобный материал или другой волокнистый материал, защитный признак можно вставлять в часть подложки в ходе изготовления посредством методов, обычно используемых в бумажной промышленности. Например, защитный признак, описанный в данном документе, можно подавать в цилиндровую бумагоделательную машину, круглосеточную бумагоделательную машину или другую схожую машину, что приводит к частичному внедрению защитного признака в тело готовой подложки, так что защитный признак имеет поверхность, обращенную в сторону от подложки. Кроме того, защитный признак, напечатанный краской, описанный в данном документе, можно получать путем нанесения подходящей защитной краски посредством струйной, флексографической, глубокой или трафаретной печати на подложку и последующего отверждения указанной защитной краски посредством подходящего процесса отверждения.
В контексте настоящего документа термины «ныряющая защитная нить», «защитная фольга», «защитная наклейка», «голограмма» и «защитный признак, напечатанный краской» относятся к ныряющей защитной нити, защитной фольге, защитной наклейке, голограмме и защитному признаку, напечатанному краской, толщиной по меньшей мере приблизительно 5 мкм (микрометров). Предпочтительно, защитный признак, описанный в данном документе, выбран из ныряющей защитной нити, защитной фольги, защитной наклейки и голограммы.
Как хорошо известно специалисту в данной области техники, защитные нити, защитная фольга и защитные наклейки представляют собой защитные признаки, содержащие несколько слоев, включающих функциональные слои, такие как оптически изменяющиеся слои, непрерывные или прерывистые металлизированные (т.е. деметаллизированные) слои, магнитные слои, голографические слои, и обладающие поразительными оптически изменяющимися эффектами и/или легко распознаваемыми динамическими искажениями цвета. Из-за многослойной структуры толщина защитных нитей, защитной фольги и защитных наклеек обычно превышает 5 мкм (микрометров).
Защитные нити чаще всего классифицируются как общедоступные (т.е. 1й уровень безопасности) защитные признаки, т.е. защитные признаки, которые можно идентифицировать непрофессионалом без каких-либо технических знаний или инструментов. Защитные нити обеспечивают оптические эффекты 1ого уровня безопасности с использованием искажающих цвет красок, голографических или переливных структур, которые можно верифицировать в отраженном света путем наклона объекта для наблюдения «движения» в оптическом эффекте. Защитная нить может включать дополнительную информацию, такую как простой текст или числовые значения. Защитные нити представляют собой удлиненные защитные признаки, которые вставляются в подложку защищаемого документа (например, бумагу для банкнот, стандартную хлопковую бумагу и различные комбинации хлопка и синтетических волокон, многослойные подложки для банкнот, визовые страницы паспортов на бумажной основе) во время его производства. Защитные нити можно встраивать в защитную подложку, так что они невидимы в отраженном свете (так называемая встроенная нить) или периодически появляются и исчезают на одной стороне защитной подложки (так называемые ныряющие нити). Как известно специалисту в данном области техники и в контексте настоящего документа, «ныряющая защитная нить» относится к защитной нити, которая вставляется в подложку, так что части одной из поверхностей нити видны на одной поверхности подложки с разными интервалами (т.е. поверхность защитного признака обращена в сторону от подложки). Предпочтительно, ныряющая защитная нить выбрана из металлизированных нитей, частично деметаллизированных нитей, голографических нитей, переливных нитей и искажающих цвет нитей. Обычно размер защитной нити в продольном направлении (т.е. длина) более чем в два раза больше, чем ее размер в поперечном направлении (т.е. ширина). Обычно ширина, т.е. размер в поперечном направлении, защитной нити составляет от приблизительно 1 мм до приблизительно 10 мм, а толщина (tf) - от приблизительно 10 до приблизительно 45 мкм (микрометров).
Защитная фольга представляет собой удлиненные защитные признаки, которые шире нитей, что дает больше возможностей для индивидуального дизайна. Защитные наклейки меньше защитной фольги, т.е. размер защитной наклейки в продольном направлении (т.е. длина) значительно меньше, чем размер защитной фольги в продольном направлении. Примеры защитной фольги и защитных наклеек включают без ограничения металлизированную фольгу, частично деметаллизированную фольгу, металлизированные наклейки, частично деметаллизированные наклейки, голографическую фольгу, голографические наклейки, переливную фольгу, переливные наклейки, искажающую цвет фольгу и искажающие цвет наклейки. Обычно толщина (tf) защитной фольги и защитных наклеек составляет от приблизительно 5 до приблизительно 45 мкм (микрометров). Защитная фольга и защитные наклейки наносятся путем приклеивания или горячего тиснения на подложку защищаемого документа, и они имеют поверхность, обращенную в сторону от подложки защищаемого документа.
Голограммы представляют собой дифракционные оптически изменяющиеся защитные признаки, которые могут быть встроены в защитные нити, защитную фольгу, защитные наклейки или нанесены непосредственно путем приклеивания или горячего тиснения на подложки защищаемых документов, например, как часть окна защищаемого документа, такого как банкнота. Голограммы представляют собой многослойную структуру, содержащую слой, на котором тиснен голографический рельефный рисунок, и отражающий слой, обеспечивающий голограмме ее высокую дифракционную эффективность. Если голограмма наносится непосредственно на подложку, голограмма дополнительно содержит защитный слой, гарантирующий, что на отражающий слой не будет воздействовать клейкий слой, необходимый для нанесения голограммы на подложку. Отражающий слой обычно состоит из осажденного в вакууме металла, которым может быть алюминий или другой металл (например, золото или хром), или он состоит из прозрачного вещества, такого как диоксид титана (TiO2) или сульфид цинка (ZnS). В последнем случае голограмма будет полупрозрачной, а ее высокая отражательная способность будет обусловлена высоким показателем преломления оксида или сульфида. Чтобы получить прозрачную голограмму, металлический отражающий слой многослойной структуры выборочно деметаллизуют методами, известными специалисту в данной области техники. Прозрачная голограмма обладает пониженной отражательной способностью из-за удаленного металла и особенностью прозрачности, поскольку, если положить этот материал поверх напечатанного или фотографического материала, можно увидеть, где был удален металл. В контексте настоящего документа голограмма относится к голограмме толщиной от приблизительно 5 до приблизительно 15 мкм (микрометров).
В контексте настоящего документа термин «защитный признак, напечатанный краской» относится к защитному признаку толщиной по меньшей мере приблизительно 5 мкм (микрометров), который получают путем нанесения посредством струйной, флексографической, глубокой или трафаретной печати на защищаемый документ защитной краски, содержащей один или более защитных материалов, выбранных из магнитных пигментов, поглощающих УФ-излучение пигментов, поглощающих ИК-излучение пигментов, оптически изменяющихся пигментов, светополяризационных пигментов, фотолюминесцентных пигментов, проводящих пигментов, частиц для спектроскопии рамановского рассеяния, усиленного поверхностью, и частиц плазмонного резонанса, таких как пластинчатые частицы переходного металла, как описано в документах WO 2011064162 А2, WO 2013186167 A2 и WO 2014041121 А1. В европейской патентной заявке под номером ЕР 20171031.6 раскрыты примеры защитных признаков, напечатанных краской, полученных с помощью защитной краски, содержащей частицы плазмонного резонанса.
Защитный признак, описанный в данном документе, имеет толщину tf защитного признака по меньшей мере 5 мкм (микрометров), как определено, например, наблюдением в поперечном разрезе под микроскопом. Как правило, ныряющая защитная нить имеет толщину tf от приблизительно 10 до приблизительно 45 мкм, защитная фольга и защитная наклейка имеют толщину tf от приблизительно 5 до приблизительно 45 мкм, голограмма имеет толщину tf от приблизительно 5 до приблизительно 15 мкм, тогда как защитный признак, напечатанный краской, имеет толщину tf от приблизительно 5 до приблизительно 50 мкм.
Как проиллюстрировано на фиг. 5, на которой показан вид сверху примера защищаемого документа (100'), создаваемого на этапе а) способа изготовления, заявленного в данном документе, и содержащего подложку (110), на которую нанесен защитный признак (120) или в которую вставлен защитный признак (120), причем защитный признак (120), нанесенный на или вставленный в часть подложки (110), имеет поверхность (120b), обращенную в сторону от подложки (110). Поверхность (120ь) защитного признака (120), обращенная в сторону от подложки (110), состоит из первой области (120b1 - рисунок в виде точек), прилегающей к краям защитного признака (120), и второй области (120b2 - рисунок в виде сетки), не прилегающей к краям защитного признака (120). Первая область (120b1 - рисунок в виде точек), прилегающая к краям защитного признака (120), будет покрыта прозрачным защитным покрытием (130 В) толщиной tb1, тогда как вторая область (120b2 - рисунок в виде сетки), не прилегающая к краям защитного признака (120), будет покрыта прозрачным защитным покрытием (130 В) толщиной tb2. В контексте настоящего документа «первая область, прилегающая к краям защитного признака» относится к области поверхности защитного признака, обращенной в сторону от подложки, которая ограничена краями защитного признака и имеет ширину wb1 от приблизительно 0,5 до приблизительно 5 мм, предпочтительно от приблизительно 1 до приблизительно 4 мм, и более предпочтительно приблизительно 2 мм, при этом ширина wb1 не является обязательно постоянной по всей первой области. На фиг. 5 первая область, прилегающая к краям защитного признака, соответствует поверхности 120b1, имеющей рисунок в виде точек. В контексте настоящего документа «вторая область, не прилегающая к краям защитного признака» относится к области поверхности защитного признака, обращенной в сторону от подложки, которая дополняет первую область, т.е. область поверхности защитного признака, обращенную в сторону от подложки, которая отличается от первой области. На фиг. 5 вторая область, не прилегающая к краям защитного признака, соответствует поверхности 120b2, имеющей рисунок в виде сетки.
В контексте настоящего документа «первая поверхность подложки, прилегающая к краям защитного признака» относится к поверхности подложки, расположенной вокруг краев защитного признака и имеющей ширину wc от приблизительно 0,5 до 5 мм, предпочтительно от приблизительно 1 до 4 мм, и более предпочтительно от приблизительно 2 до 3 мм, при этом ширина wc не является обязательно постоянной по всей первой поверхности подложки. Таким образом, прозрачное защитное покрытие, покрывающее поверхность защитного признака, обращенную в сторону от подложки, и первую поверхность подложки, прилегающую к краям защитного признака, является непрерывным покрытием, т.е. на указанных поверхностях нет областей без покрытия, открывающих поверхность защищаемого документа внешней среде. На фиг.5 первая поверхность подложки, прилегающая к краям защитного признака, соответствует поверхности без рисунка 110с, тогда как вторая поверхность подложки, которая отличается от поверхности подложки, покрытой защитным признаком, и первой поверхности подложки, соответствует поверхности 110а с рисунком в виде горизонтальных линий.
Защищаемый документ согласно настоящему изобретению может содержать на одной из своих сторон область без покрытия от приблизительно 5 до приблизительно 15% поверхности подложки, при этом процентное содержание рассчитано исходя из всей поверхности защищаемого документа. Предпочтительно, указанная область без покрытия присутствует по меньшей мере на одном краю или углу подложки. Область без покрытия можно использовать, например, для нумерации защищаемого документа. Если защищаемый документ представляет собой банкноту, область без покрытия может быть дополнительно использована для адсорбции окрашивающей (несмываемой) краски, используемой для защиты банкнот от кражи и грабежа, как описано в публикации международной патентной заявки № WO 2013127715 A2. Область без покрытия может быть расположена на той же стороне защищаемого документа, что и защитный признак, или на противоположной стороне защищаемого документа.
Предпочтительно, защищаемый документ согласно настоящему изобретению не содержит области без покрытия, т.е. защитное покрытие полностью покрывает обе стороны, т.е. лицевую сторону и обратную сторону защищаемого документа. Как проиллюстрировано на фиг. 4А и фиг. 4В в этом случае, вторая поверхность подложки, не прилегающая к краям защищаемого документа, содержит поверхность подложки защищаемого документа на обеих сторонах защищаемого документа, отличную от поверхности подложки, покрытой защитным признаком (120), и первой поверхности подложки.
Для сохранения низких производственных затрат и отсутствия влияния на механические свойства защищаемого документа, толщина ta защитного покрытия, покрывающего вторую поверхность подложки, составляет менее приблизительно 5 мкм, предпочтительно от приблизительно 1 до 3 мкм.
В контексте настоящего документа «первая толщина больше второй толщины» означает, что первая толщина больше на по меньшей мере приблизительно 10%, предпочтительно больше на по меньшей мере приблизительно 50%, более предпочтительно больше на по меньшей мере приблизительно 100%, и еще более предпочтительно больше на по меньшей мере приблизительно 200%, второй толщины, при этом обе толщины определены путем наблюдения в поперечном разрезе под микроскопом. Таким образом, если защитный признак, выбранный из ныряющей защитной нити, защитной фольги, защитной наклейки, голограммы и защитного признака, напечатанного краской, имеет толщину tf приблизительно 10 мкм, то толщина tc прозрачного защитного покрытия, покрывающего первую поверхность подложки, составляет по меньшей мере 11 мкм, предпочтительно по меньшей мере 15 мкм, более предпочтительно по меньшей мере приблизительно 20 мкм, и более предпочтительно по меньшей мере приблизительно 30 мкм. Кроме того, если, например, толщина ta защитного покрытия, покрывающего вторую поверхность подложки, составляет приблизительно 2 мкм, то толщина tb2 прозрачного защитного покрытия, покрывающего вторую область защитного признака, составляет по меньшей мере приблизительно 2,2 мкм, предпочтительно по меньшей мере приблизительно 3 мкм, более предпочтительно по меньшей мере приблизительно 4 мкм, и еще более предпочтительно по меньшей мере приблизительно 6 мкм, как, например, приблизительно 7 мкм.
Предпочтительно, соотношение толщины tc прозрачного защитного покрытия, покрывающего первую поверхность подложки, и толщины tf защитного признака находится в диапазоне от приблизительно 1,1 до приблизительно 4, более предпочтительно от приблизительно 1,5 до приблизительно 3, и более предпочтительно от приблизительно 2 до приблизительно 3. Защищаемые документы, характеризующиеся такими значениями толщины защитного покрытия, обладают отличной химической стойкостью.
Предпочтительный вариант осуществления согласно настоящему изобретению направлен на защищаемый документ, как описано в данном документе, при этом толщина tc прозрачного защитного покрытия, покрывающего первую поверхность подложки, больше или равна сумме толщины tf защитного признака и толщины tb2 прозрачного защитного покрытия, покрывающего вторую область защитного признака (tc≥tf+tb2).
Дополнительный вариант осуществления согласно настоящему изобретению относится к защищаемому документу, как описано в данном документе, при этом часть подложки, на которую нанесен защитный признак, является прозрачным полимером. Путем нанесения защитной фольги, защитной наклейки, голограммы или защитного признака, напечатанного краской, на прозрачную полимерную подложку, защищаемый документ может быть оснащен защитным прозрачным окном, т.е. одним из наиболее усовершенствованных защитных признаков, который легко распознать и чрезвычайно тяжело подделать, поскольку репрографическое воспроизведение окон приводит к появлению черных окон, а производственный процесс является исключительным для производства защищаемых документов и недоступен в коммерческой печати и бумажной технологии. Чтобы избежать ухудшения свойств защитного признака, содержащегося в таком защищаемом документе, поверхность прозрачной полимерной части, которая противоположна поверхности прозрачной полимерной части, на которую нанесен защитный признак, не должна быть покрыта защитным покрытием.
В варианте осуществления согласно настоящему изобретению каждое из прозрачного защитного покрытия, покрывающего поверхность защитного признака, обращенную в сторону от подложки, и первую поверхность подложки, и защитного покрытия, покрывающего вторую поверхность подложки, получают из разного отверждаемого лака, т.е. прозрачное защитное покрытие, покрывающее поверхность защитного признака, обращенную в сторону от подложки, и первую поверхности подложки, и защитное покрытие, покрывающее вторую поверхность подложки, получают из двух разных отверждаемых лаков. Предпочтительно, прозрачное защитное покрытие, покрывающее поверхность защитного признака, обращенную в сторону от подложки, и первую поверхность подложки, состоит из одного слоя, полученного из первого отверждаемого лака. Один прозрачный слой покрытая, проходящий по или покрывающий всю поверхность защитного признака, обращенную в сторону от подложки, и всю первую поверхность подложки, и имеющий изменяющуюся толщину, причем толщина tc покрытия на первой поверхности подложки больше толщины tf защитного признака и больше или равна толщине tb1 покрытия на первой области защитного признака, и предпочтительно причем толщина tc покрытия на первой поверхности подложки больше или равна сумме толщины tf защитного признака и толщины tb2 покрытия на второй области защитного признака, обеспечивает повышенную химическую стойкость защищаемому документу согласно настоящему изобретению по сравнению с защищаемыми документами, имеющими постоянный слой покрытия согласно предшествующему уровню техники. Преимущественно, защитное покрытие, покрывающее вторую поверхность подложки, представляет собой матовый лак, и/или прозрачное защитное покрытие, покрывающее поверхность защитного признака, обращенную в сторону от подложки, и первую поверхность подложки, представляет собой глянцевый лак. Другими словами, защитное покрытие, покрывающее вторую поверхность подложки, получают из первого отверждаемого лака (например, отверждаемых под воздействием излучения лаков C1 - С10, E1, Е2, как описано в публикации международной патентной заявки № WO 2014067715 А1), который после отверждения обеспечивает матовое защитное покрытие, и/или прозрачное защитное покрытие, покрывающее поверхность защитного признака, обращенную в сторону от подложки, и первую поверхность подложки, получают из второго отверждаемого лака (например, отверждаемого лака согласно таблице 1 ниже), который после отверждения обеспечивает глянцевое прозрачное защитное покрытие. Чтобы облегчить хранение, укладку и захват защищаемых документов, в частности, хранение, укладку и захват банкнот, защитное покрытие, покрывающее вторую поверхность подложки, предпочтительно представляет собой матовый лак, который обеспечивает лучший захват. Более того, преимущество матового лака заключается в сохранении привычного восприятия пользователями защищаемых документов на ощупь и вызывает гораздо меньшее отражение, чем глянцевый лак, тем самым обеспечивая возможность машинной проверки и аутентификации защищаемых документов с помощью обычно используемых оптических датчиков. Поскольку матовый защитный лак, и особенно толстый слой матового лака, ухудшает оптические свойства защитного признака, такого как ныряющая защитная нить, защитная фольга, защитная наклейка, голограмма и защитный признак, напечатанный краской, уменьшая его яркость и делая его внешний вид мутным, такой матовый лак не следует использовать для защиты поверхности защитного признака, обращенной в сторону от подложки, и первой поверхности подложки, прилегающей к краям защитного признака. Следовательно, прозрачное защитное покрытие, покрывающее поверхность защитного признака, обращенную в сторону от подложки, и первую поверхность подложки, прилегающую к краям защитного признака, предпочтительно представляет собой глянцевый лак, который не содержит компонентов, обладающих эффектом светорассеяния, таких как, например, наполнители. Глянцевый лак бросается в глаза и привлекает внимание непрофессионала к защитному признаку, покрытому глянцевым лаком, тем самым помогая неопытным пользователям легко найти защитный признак на защищаемом документе.
Еще один предпочтительный вариант осуществления согласно настоящему изобретению направлен на защищаемый документ, как описано в данном документе, при этом прозрачное защитное покрытие, покрывающее поверхность защитного признака, обращенную в сторону от подложки, и первую поверхность подложки, содержит два разных слоя, и толщина ta одного из двух разных слоев такая же, что и толщина прозрачного защитного покрытия, покрывающего вторую поверхность подложки, и его получают из того же отверждаемого лака, что и прозрачное защитное покрытие, покрывающее вторую поверхность подложки.
В альтернативном еще предпочтительном варианте осуществления согласно настоящему изобретению защитное покрытие, покрывающее поверхность защитного признака, обращенную в сторону от подложки, первую поверхность подложки, прилегающую к краям защитного признака, и вторую поверхность подложки, которая отличается от поверхности подложки, покрытой защитным признаком, и первой поверхности подложки, состоит из одного слоя. В таком случае защитное покрытие на разных поверхностях защищаемого документа является прозрачным и его получают из одного и того же отверждаемого лака, предпочтительно отверждаемого под воздействием излучения лака, и более предпочтительно отверждаемого под воздействием УФ-излучения лака.
Предпочтительно, защищаемый документ согласно настоящему изобретению, заявленный в данном документе, получают посредством способа изготовления, включающего следующие этапы:
a) предоставление защищаемого документа, содержащего:
подложку,
защитный признак, нанесенный на или вставленный в часть подложки, при этом защитный признак выбран из ныряющей защитной нити, защитной фольги, защитной наклейки, голограммы и защитного признака, напечатанного краской, имеет толщину tf защитного признака по меньшей мере 5 мкм (микрометров) и поверхность защитного признака, обращенную в сторону от подложки, состоящую из первой области, прилегающей к краям защитного признака, и второй области, не прилегающей к краям защитного признака, и
b) нанесение посредством струйной печати отверждаемого под воздействием излучения лака на поверхность защитного признака, обращенную в сторону от подложки, и первую поверхность подложки, прилегающую к краям защитного признака, при этом количество осажденного слоя лака на первой поверхности подложки равно или превышает количество осажденного слоя лака на первой области, прилегающей к краям защитного признака, и количество осажденного слоя лака на первой области равно или превышает, предпочтительно превышает, количество осажденного слоя лака на второй области;
и
c1) нанесение посредством офсетной или флексографической печати отверждаемого лака на вторую поверхность подложки, которая отличается от поверхности подложки, покрытой защитным признаком, и первой поверхности подложки, и необязательно на поверхность защитного признака, обращенную в сторону от подложки, и первую поверхность подложки;
или
с2) нанесение посредством струйной печати отверждаемого под воздействием излучения лака на вторую поверхность подложки, которая отличается от поверхности подложки, покрытой защитным признаком, и первой поверхности подложки;
и
d) отверждение отверждаемых лаков для обеспечения защитного покрытия, покрывающего поверхность защитного признака, обращенную в сторону от подложки, первую поверхность подложки и вторую поверхность подложки;
при этом количество осажденного слоя лака на второй области превышает количество осажденного слоя лака на второй поверхности подложки.
В пределах общих знаний специалиста в области технологий печати, принимая во внимание процесс печати, включающий метод печати (например, струйную, офсетную, флексографическую), и параметры, характерные для этого конкретного метода, такие как свойства краски (например, вязкость, поверхностное натяжение) и переменные процесса (например, разрешение (точек на дюйм), твердость резиновой офсетной пластины, ячейка и глубина анилоксовой формы) находится выбор осажденных слоев лака, так что после этапа отверждения d) толщина tc прозрачного защитного покрытия, покрывающего первую поверхность подложки, больше толщины tf защитного признака, которая больше толщины ta защитного покрытия, покрывающего вторую поверхность подложки (tc>tf>ta), толщина tb2 прозрачного защитного покрытия, покрывающего вторую область защитного признака, больше толщины ta защитного покрытия, покрывающего вторую поверхность подложки (tb2>ta), и либо толщина tc прозрачного защитного покрытия, покрывающего первую поверхность подложки, больше толщины tb1 прозрачного защитного покрытия, покрывающего первую область защитного признака, которая больше или равна толщине tb2 прозрачного защитного покрытия, покрывающего вторую область защитного признака (tc>tb1≥tb2), или толщина tc прозрачного защитного покрытия, покрывающего первую поверхность подложки, равна толщине tb1 прозрачного защитного покрытия, покрывающего первую область защитного признака, которая больше толщины tb2 прозрачного защитного покрытия, покрывающего вторую область защитного признака (tc=tb1>tb2).
Как хорошо известно из уровня техники, термин «осажденный слой лака» (г/м2) относится к количеству лака в граммах, нанесенного на м2 поверхности. В контексте настоящего документа фраза «количество первого осажденного слоя лака превышает количество второго осажденного слоя лака» означает, что количество первого осажденного слоя лака превышает на по меньшей мере приблизительно 10%, предпочтительно превышает на по меньшей мере приблизительно 50%, более предпочтительно превышает на по меньшей мере приблизительно 100%, и еще более предпочтительно превышает на по меньшей мере приблизительно 200% количество второго осажденного слоя лака.
Дополнительный аспект согласно настоящему изобретению направлен на способ изготовления защищаемого документа, заявленного в данном документе, включающий следующие этапы:
а) предоставление защищаемого документа, содержащего:
подложку,
защитный признак, нанесенный на или вставленный в часть подложки, при этом защитный признак выбран из ныряющей защитной нити, защитной фольги, защитной наклейки, голограммы и защитного признака, напечатанного краской, имеет толщину tf защитного признака по меньшей мере 5 мкм (микрометров) и поверхность защитного признака, обращенную в сторону от подложки, состоящую из первой области, прилегающей к краям защитного признака, и второй области, не прилегающей к краям защитного признака, и
b) нанесение посредством струйной печати отверждаемого под воздействием излучения лака на поверхность защитного признака, обращенную в сторону от подложки, и первую поверхность подложки, прилегающую к краям защитного признака, при этом количество осажденного слоя лака на первой поверхности подложки равно или превышает количество осажденного слоя лака на первой области, прилегающей к краям защитного признака, и количество осажденного слоя лака на первой области равно или превышает, предпочтительно превышает, количество осажденного слоя лака на второй области;
и
c1) нанесение посредством офсетной или флексографической печати отверждаемого лака на вторую поверхность подложки, которая отличается от поверхности подложки, покрытой защитным признаком, и первой поверхности подложки, и необязательно на поверхность защитного признака, обращенную в сторону от подложки, и первую поверхность подложки;
или
с2) нанесение посредством струйной печати отверждаемого под воздействием излучения лака на вторую поверхность подложки, которая отличается от поверхности подложки, покрытой защитным признаком, и первой поверхности подложки;
и
d) отверждение отверждаемых лаков для обеспечения защитного покрытия, покрывающего поверхность защитного признака, обращенную в сторону от подложки, первую поверхность подложки и вторую поверхность подложки;
при этом количество осажденного слоя лака на второй области превышает количество осажденного слоя лака на второй поверхности подложки.
Неограничивающий пример защищаемого документа (100'), обеспечиваемого на этапе а) способа изготовления, заявленного в данном документе, изображен фиг. 5, на которой показан вид сверху такого защищаемого документа. Защищаемый документ (100') содержит подложку (110), на которую нанесен защитный признак (120) или в которую вставлен защитный признак (120) способами, известными из уровня техники, при этом защитный признак (120) имеет поверхность (120b), обращенную в сторону от подложки (110), состоящую из первой области (120b1 - рисунок в виде точек), прилегающей к краям защитного признака (120), и второй области (120b2 - рисунок в виде сетки), не прилегающей к краям защитного признака (120). Поверхность подложки содержит первую поверхность подложки (110c), прилегающую к краям защитного признака (120), и вторую поверхность (110а - рисунок в виде горизонтальных линий) подложки, которая отличается от поверхности подложки, покрытой защитным признаком (120), и первой поверхности (110с) подложки. Разные осажденные слои лака можно печатать на разных поверхностях (110а, 110с, 120b1, 120b2) подложки (110) и защитного признака (120) путем выполнения либо этапов b) и c1), либо этапов b) и с2) способа изготовления, заявленного в данном документе.
Термин «отверждение» или «отверждаемый» относится к процессам, включающим высушивание или закрепление, реакцию или полимеризацию нанесенного лака таким образом, что его больше нельзя будет удалить с поверхности, на которую он нанесен. Примеры механизмов отверждения включают физическое отверждение (например, удаление летучих компонентов, таких как растворители, путем нагревания, проникновения) и химическое отверждение (например, полимеризация, окисление), или комбинацию физического и химического отверждения (например, удаление летучих компонентов с последующей полимеризацией).
В контексте настоящего документа термин «отверждаемый лак» охватывает отверждаемый окислением лак, отверждаемый под воздействием тепла лак, отверждаемый под воздействием излучения лак или их комбинацию (например, лак, имеющий состав, аналогичный отверждаемому под воздействием излучения лаку, но включающий летучую часть, состоящую из воды или растворителя, и который отверждается испарением летучей части с помощью горячего воздуха или ИК-осушителя с последующим отверждением под воздействием УФ-излучения или электронно-лучевым отверждением для завершения процесса затвердевания), который является подходящим для нанесения посредством струйной, офсетной или флексографической печати.
Отверждаемые окислением лаки отверждаются окислением в присутствии кислорода, в частности в присутствии кислорода воздуха. В процессе отверждения кислород объединяется с одним или более компонентами лака, переводя лак в твердое состояние. Процесс можно ускорить за счет использования осушителей (также упоминаемых в данной области техники как катализаторы, сиккативные средства, десикканты или дессикаторы), таких как, например, неорганические или органические соли металла(-ов), металлосодержащие мыла органических кислот, комплексы металлов и соли комплексов на основе металлов, необязательно с применением термической обработки, которые предпочтительно присутствуют в количестве от приблизительно 0,01 до приблизительно 10 масс. %, более предпочтительно в количестве от приблизительно 0,1 до приблизительно 5 масс. %, причем массовое процентное содержание рассчитано исходя из общей массы отверждаемого окислением лака. Один или более осушителей включают без ограничения соли поливалентных металлов, содержащие кобальт, кальций, медь, цинк, железо, цирконий, марганец, барий, цинк, стронций, литий, ванадий и калий в качестве катиона(-ов), и галогениды, нитраты, сульфаты, карбоксилаты, такие как ацетаты, этилгексаноаты, октаноаты и нафтенаты или ацетоацетонаты в качестве аниона(-ов). Предпочтительно, один или более осушителей выбраны из группы, состоящей из этилгексаноатов или октаноатов марганца, кобальта, кальция, стронция, циркония, цинка и их смесей.
Отверждаемый окислением лак дополнительно содержит один или более полимеров, содержащих остатки ненасыщенных жирных кислот, остатки насыщенных жирных кислот или их смеси, в целом известные из уровня техники. Один или более полимеров присутствуют в количестве от приблизительно 10 до приблизительно 90 масс. %, при этом массовое процентное содержание рассчитано исходя из общей массы отверждаемого окислением лака. Предпочтительно, один или более полимеров содержат остатки ненасыщенных жирных кислот для обеспечения свойств высушивания воздухом. Однако, один или более полимеров могут также содержать остатки насыщенных жирных кислот. Один или более полимеров могут быть выбраны из группы, состоящей из алкидных смол, виниловых полимеров, полиуретановых смол, сверхразветвленных смол, малеиновых смол, модифицированных канифолью, фенольных смол, модифицированных канифолью, сложного эфира канифоли, сложного эфира канифоли, модифицированного кумароноинденовой смолой, алкидной смолы, модифицированной кумароноинденовой смолой, канифольной/фенольной смолы, модифицированной алкидной смолой, сложного эфира канифоли, модифицированного алкидной смолой, канифольной/фенольной смолы, модифицированной акриловыми соединениями, сложного эфира канифоли, модифицированного акриловыми соединениями, канифольной/фенольной смолы, модифицированной уретаном, сложного эфира канифоли, модифицированного уретаном, алкидной смолы, модифицированной уретаном, эпокси-модифицированной канифольной/фенольной смолы, эпокси-модифицированной алкидной смолы, терпеновых смол, нитроцеллюлозных смол, полиолефинов, полиамидов, акриловых смол и их комбинаций или смесей. Полимеры и смолы в данном документе используются взаимозаменяемо.
Соединения насыщенных и ненасыщенных жирных кислот можно получить из природных и/или искусственных источников. Природные источники включают источники животного происхождения и/или источники растительного происхождения. Источники животного происхождения могут включать жир животного происхождения, молочный жир, рыбий жир, свиной жир, жиры печени, тунцовый жир, кашалотовый жир и/или талловое масло и воски. Источники растительного происхождения могут включать воски и/или масла, такие как масла растительного происхождения и/или масла нерастительного происхождения. Примеры растительных масел включают без ограничения масло из китайской горькой тыквы, бурачника, календулы, канолы, клещевины обыкновенной, китайское древесное масло, кокосовое масло, масло из семян хвойного дерева, кукурузы, семян хлопчатника, дегидратированное касторовое масло, льняное масло, масло из семян винограда, из семян Jacaranda mimosifolia, олифу, пальмовое масло, пальмоядровое масло, масло земляного ореха, масло из семян граната, рапсовое масло, сафлоровое масло, масло из трихозанта змеевидного, масло из сои (фасоли), подсолнечное масло, масло из бревенника, тунговое масло и масло из проростков пшеницы. Искусственные источники включают синтетические воски (такие как микрокристаллический и/или парафиновый воск), перегонную хвостовую фракцию нефтепродукта и/или продукты, полученные посредством химических или биохимических синтетических способов. Подходящие жирные кислоты также включают (Z)-гексадан-9-еновую[пальмитолеиновую]кислоту (С16Н30О2), (Z)-октадекан-9-еновую[олеиновую]кислоту (C18H34O2), (9Z,11Е,13Е)-октадека-9,11,13-триеновую[α-элеостеориновую]кислоту (С18Н30О2), ликановую кислоту, (9Z,12Z)-октадека-9,12-диеновую[линоевую]кислоту (С18Н32О2), (5Z,8Z,11Z,14Z)-3fiK03a-5,8,11,14-тетраеновую[арахидоновую]кислоту (С20Н32О2), 12-гидрокси-(9Z)-октадека-9-еновую[рицинолевую]кислоту (С18Н34О3), (Z)-докозан-13-еновую[эруковую]кислоту (С22Н42О3), (Z)-эйкозан-9-еновую[гадолеиновую]кислоту (С20Н38О2), (7Z,10Z,13Z,16Z,19Z)-докоза-7,10,13,16,19-пентаеновую[клупанодоновую]кислоту и их смеси.
Дополнительные примеры подходящих жирных кислот представляют собой С2-С24 карбоновые кислоты, содержащие этиленовые сопряженные или несопряженные двойные связи, такие как миристолеиновая, пальмитолеиновая, арахидоновая, эруковая, гадолеиновая, клупанодоновая, олеиновая, рицинолевая, линолевая, линоленовая, ликановая, низиновая кислота и элеостеариновая кислоты или их смеси. Такие жирные кислоты, как правило, используются в виде смесей жирных кислот, полученных из природных или синтетических масел.
Отверждаемый окислением лак может дополнительно содержать один или более антиоксидантов, таких как известные специалистам в данной области техники.
Подходящие антиоксиданты включают без ограничения алкилфенолы, стерически затрудненные алкилфенолы, алкилтиометилфенолы, эвгенол, вторичные амины, тиоэфир, фосфиты, фосфониты, дитиокарбаматы, галлаты, малонаты, пропионаты, ацетаты и другие сложные эфиры, карбоксамиды, гидрохиноны, аскорбиновую кислоту, триазины, бензиловые соединения, а также токоферолы и аналоги терпенов. Такие антиоксиданты коммерчески доступны, например, из источников, раскрытых в публикации международной патентной заявки № WO 02100960 A1. Стерически затрудненные алкилфенолы представляют собой фенолы, содержащие по меньшей мере одну или две алкильные группы в орто-ориентации по отношению к фенольному гидроксилу. Одна, предпочтительно обе алкильные группы в орто-ориентации по отношению к фенольному гидроксилу, предпочтительно представляют собой вторичный или третичный алкил, более предпочтительно третичный алкил, особенно трет-бутил, трет-амил или 1,1,3,3-тетраметилбутил. Предпочтительными антиоксидантами являются стерически затрудненные алкилфенолы и особенно 2-трет-бутилгидрохинон, 2,5-ди-трет-бутилгидрохинон, 2-трет-буткл-п-крезол и 2,6-ди-трет-бутил-п-крезол. При наличии, один или более анти оксид антов присутствуют в количестве от приблизительно 0,05 до приблизительно 3 масс. %, при этом массовое процентное содержание рассчитано исходя из общей массы отверждаемого окислением лака.
Отверждаемый окислением лак, описанный в данном документе, может дополнительно содержать один или более восков, предпочтительно выбранных из группы, состоящей из синтетических восков, нефтяных восков и природных восков. Предпочтительно, один или более восков выбраны из группы, состоящей из микрокристаллических восков, парафиновых восков, полиэтиленовых восков, фторуглеродных восков, политетрафторэтиленовых восков, восков Фишера-Тропша, силиконовых жидкостей, пчелиных восков, канделильских восков, монтанных восков, карнаубских восков и их смесей. При наличии, один или более восков предпочтительно присутствуют в количестве от приблизительно 0,1 до приблизительно 15 масс. %, при этом массовое процентное содержание рассчитано исходя из общей массы отверждаемого окислением лака.
Отверждаемый окислением лак может дополнительно содержать один или более наполнителей и/или разбавителей, предпочтительно выбранных из группы, состоящей из углеродных волокон, тальков, слюд (например, мусковитов), волластонитов, кальцинированных глин, фарфоровых глин, каолинов, карбонатов (например, карбоната кальция, карбоната алюминия натрия), силикатов (например, силиката магния, силиката алюминия), сульфатов (например, сульфата магния, сульфата бария), титанатов (например, титаната калия), гидратов оксида алюминия, диоксида кремния, коллоидного диоксида кремния, монтмориллонитов, графитов, анатазов, рутилов, бентонитов, вермикулитов, цинковых белил, сульфидов цинка, буровой муки, кварцевой муки, натуральных волокон, синтетических волокон и их комбинаций. При наличии, один или более наполнителей или разбавителей предпочтительно присутствуют в количестве от приблизительно 0,1 до приблизительно 40 масс. %, при этом массовое процентное содержание рассчитано исходя из общей массы отверждаемого окислением лака.
В контексте настоящего документа термин «отверждаемый под воздействием тепла лак» включает любой лак на водной основе и любой лак на основе растворителя, который отверждается холодным воздухом, горячим воздухом, инфракрасным излучением или их комбинацией. Как правило, отверждаемый под воздействием тепла лак содержит от 50 до 65 масс. % воды, органического растворителя или их смеси, которая испаряется во время отверждения.
Как правило, отверждаемый под воздействием тепла лак содержит компоненты, включающие без ограничения смолы, такие как смолы на основе сложных полиэфиров, смолы на основе простых полиэфиров, полимеры на основе винилхлорида и сополимеры на основе винилхлорида, нитроцеллюлозные смолы, смолы на основе ацетобутирата целлюлозы или ацетопропионатные смолы, малеиновые смолы, полиамиды, полиолефины, полиуретановые смолы, функционализированные полиуретановые смолы (например, карбоксилированные полиуретановые смолы), полиуретановые алкидные смолы, полиуретан-(мет)акрилатные смолы, уретан-(мет)акриловые смолы, стирол(мет)акрилатные смолы или их смеси. Термин «(мет)акрилат» или «(мет)акрил» относится к акрилату, а также к соответствующему метакрилату, или относится к акрилу, а также к соответствующему метакрилу.
В контексте настоящего документа термин «лак на водной основе» относится к водной дисперсии, содержащей компоненты, включающие без ограничения смолы, имеющие сложноэфирную связь (например, смолы на основе сложных полиэфиров, смолы на основе простых полиэфиров), полиуретановые смолы, полиуретановые алкидные смолы, полиуретановые смолы (например, карбоксилированные полиуретановые смолы), полиуретановые алкидные смолы, полиуретан-акрилатные смолы, уретан-акриловые смолы, полиэфируретановые смолы, стиролакрилатные смолы или их смеси.
В контексте настоящего документа термин «лак на основе растворителя» относится к лакам, жидкая среда или носитель которых по существу состоит из одного или более органических растворителей. Примеры таких растворителей включают без ограничения спирты (такие как, например, метанол, этанол, изопропанол, н-пропанол, этоксипропанол, н-бутанол, втор-бутанол, трет-бутанол, изо-бутанол, 2-этилгексиловый спирт и их смеси); полиолы (такие как, например, глицерин, 1,5-пентандиол, 1,2,6-гексантриол и их смеси); сложные эфиры (такие как, например, этилацетат, н-пропилацетат, н-бутилацетат и их смеси); карбонаты (такие как, например, диметилкарбонат, диэтилкарбонат, ди-н-бутилкарбонат, 1,2-этиленкарбонат, 1,2-пропиленкарбонат, 1,3-пропиленкарбонат и их смеси); ароматические растворители (такие как, например, толуол, ксилол и их смеси); кетоны и кетоновые спирты (такие как, например, ацетон, метилэтилкетон, метилизобутилкетон, циклогексанон, диацетоновый спирт и их смеси); амиды (такие как, например, диметилформамид, диметилацетамид и их смеси); алифатические или циклоалифатические углеводороды; хлорированные углеводороды (такие как, например, дихлорметан); нитроген-содержащее гетероциклическое соединение (такое как, например, N-метил-2-пирролидон, 1,3-диметил-2-имидазолидон и их смеси); простые эфиры (такие как, например, простой диэтиловый эфир, тетрагидрофуран, диоксан и их смеси); простые алкиловые эфиры многоатомного спирта (такие как, например, 2-метоксиэтанол, 1-метоксипропан-2-ол и их смеси); алкиленгликоли, алкилентиогликоли, полиалкиленгликоли или полиалкилентиогликоли (такие как, например, этиленгликоль, полиэтиленгликоль (такой как, например, диэтиленгликоль, триэтиленгликоль, тетраэтиленгликоль), пропиленгликоль, полипропиленгликоль (такой как, например, дипропиленгликоль, трипропиленгликоль), бутиленгликоль, тиодигликоль, гексиленгликоль и их смеси); нитрилы (такие как, например, ацетонитрил, пропионитрил и их смеси), и сульфур-содержащие соединения (такие как, например, диметилсульфоксид, сульфолан и их смеси). Предпочтительно, один или более органических растворителей выбраны из группы, состоящей из спиртов, сложных эфиров и их смесей.
В предпочтительном варианте осуществления отверждаемый лак, используемый в настоящем изобретении, представляет собой отверждаемый под воздействием излучения лак. Как хорошо известно специалисту в данной области техники, термин «отверждаемый под воздействием излучения лак» охватывает лаки, которые можно отверждать под воздействием излучения в УФ и видимой области (далее упоминаемые в данном документе как отверждаемые под воздействием излучения в УФ и видимой области) или с помощью электроннолучевого излучения (далее упоминаемые как ЭЛ). Отверждение под воздействием излучения преимущественно приводит к очень быстрым процессам отверждения и, следовательно, существенно сокращает время изготовления защищаемых документов, содержащих прозрачные защитные покрытия, полученные из отверждаемых под воздействием излучения лаков. Отверждаемые под воздействием излучения композиции известны из уровня техники, и информацию о них можно найти в стандартных пособиях, таких как серия «Chemistry & Technology of UV & ЕВ Formulation for Coatings, Inks & Paints», опубликованная в 7 томах в 1997-1998 гг. под редакцией John Wiley & Sons совместно с SITA Technology Limited.
Предпочтительно, отверждаемый под воздействием излучения лак представляет собой отверждаемый под воздействием излучения в УФ и видимой области лак, содержащий мономеры (т.е. преполимеры) и олигомеры (т.е. преполимеры), выбранные из радикально-отверждаемых соединений, катионно-отверждаемых соединений и смесей радикально- и катионно-отверждаемых соединений.
Радикально-отверждаемые соединения отверждаются с помощью свободнорадикальных механизмов, состоящих из активации посредством энергии одного или более фотоинициаторов, которые высвобождают свободные радикалы, которые, в свою очередь, инициируют полимеризацию с образованием покрытия. Предпочтительно, радикально-отверждаемые соединения выбраны из (мет)акрилатов, предпочтительно выбраны из группы, состоящей из эпокси(мет)акрилатов, модифицированных (мет)акрилатом масел, сложных и простых полиэфир(мет)акрилатов, алифатических или ароматических уретан(мет)акрилатов, силиконовых (мет)акрилатов, акриловых (мет)акрилатов и их смесей. Термин «(мет)акрилат» относится к акрилату, а также к соответствующему метакрилату.
Катионно-отверждаемые соединения отверждаются с помощью катионных механизмов, состоящих из активации посредством энергии одного или более фотоинициаторов, которые высвобождают катионные частицы, такие как кислоты, которые, в свою очередь, инициируют полимеризацию соединения с образованием покрытия. Предпочтительно, одно или более катионно-отверждаемых соединений выбраны из группы, состоящей из простых виниловых эфиров, простых пропениловых эфиров, циклических простых эфиров, таких как эпоксиды, оксетаны и тетрагидрофураны, лактоны, циклические тиоэфиры, винилтиоэфиры, пропенилтиоэфиры, гидроксилсодержащие соединения и их смеси, предпочтительно катионно-отверждаемых соединений, выбранных из группы, состоящей из простых виниловых эфиров, простых пропениловых эфиров, циклических простых эфиров, таких как эпоксиды, оксетаны и тетрагидрофураны, лактоны и их смеси. Для отверждения под воздействием излучения в УФ и видимой области мономера, олигомера или преполимера необходимо присутствие одного или более фотоинициаторов и которое можно достичь разными способами. Как известно специалистам в данной области техники, один или более фотоинициаторов выбраны согласно их спектрам поглощения и выбраны согласно спектрам испускания источника излучения. В зависимости от мономеров, олигомеров или преполимеров, используемых для получения отверждаемого под воздействием излучения лака, можно использовать разные фотоинициаторы.
Подходящие примеры катионных фотоинициаторов известны специалистам в данной области техники и включают без ограничения ониевые соли, такие как органические иодониевые соли (например, диарилиодониевые соли), оксониевые (например, триарилоксониевые соли) и сульфониевые соли (например, триарилсульфониевые соли).
Подходящие примеры свободнорадикальных фотоинициаторов известны специалистам в данной области техники и включают без ограничения ацетофеноны, бензофеноны, альфа-аминокетоны, альфа-гидроксикетоны, фосфиноксиды и производные фосфиноксидов, а также бензилдиметилкетали. Другие примеры используемых фотоинициаторов можно найти в стандартных пособиях, таких как «Chemistry & Technology of UV & ЕВ Formulation for Coatings, Inks & Paints», Том III, «Photoinitiators for Free Radical Cationic and Anionic Polymerization)), 2-е издание, J.V. Crivello & K. Dietliker, под редакцией G. Bradley и опубликованном в 1998 г. John Wiley & Sons совместно с SITA Technology Limited.
Струйная печать состоит из струйной печати с непрерывной подачей (CIJ) и капельно-импульсной (DOD) струйной печати.
В способах изготовления, описанных в данном документе, предпочтительным является использование DOD струйной печати. Капельно-импульсная (DOD) печать - это процесс бесконтактной печати, при котором капли образуются только тогда, когда это необходимо для печати, и, как правило, с помощью механизма выброса, а не путем дестабилизации струи. В зависимости от механизма, используемого в печатающей головке для создания капель, DOD печать делится на пьезоимпульсную, термоструйную и клапанно-струйную. Чтобы соответствовать требованиям DOD струйной печати, отверждаемый под воздействием излучения лак должен иметь низкую вязкость менее приблизительно 20 сП при температуре струйной печати и поверхностное натяжение менее приблизительно 45 Н/м.
Процессы офсетной печати состоят из косвенных методов, в которых отверждаемый лак переносится с печатной формы на офсетный цилиндр, а затем указанный отверждаемый лак переносится на подложку. Соответственно, офсетный цилиндр покрывается лаком с помощью печатной формы. Преимущество офсетной печати заключается в разнице поверхностной энергии между областью с изображением и областью без изображения печатной формы. Область с изображением является олеофильной, а область без изображения - гидрофильной. Таким образом, масляные отверждаемые лаки, используемые в способе, имеют тенденцию прилипать к области с изображением и отталкиваться от области без изображения печатной формы. Влажная офсетная печать обычно выполняется путем подачи как увлажняющего раствора (также упоминаемого как смачивающий раствор), так и олеофильного отверждаемого лака на печатную форму, чтобы области с изображением получали преимущественно отверждаемый лак, а области без изображения - предпочтительно увлажняющий раствор, а затем отверждаемый лак, нанесенный на области с изображением, переносили на подложку.
Чтобы соответствовать требованиям нанесения посредством офсетной печати, вязкость отверждаемого лака должна составлять в диапазоне от приблизительно 2,5 до приблизительно 25 Па⋅с при 40°С и 1000 с-1, при этом вязкости измерены с помощью реометра Haake Roto-Visco RV1 с геометрией «конус» 2 см 0,5°.
При флексографической печати предпочтительно используют блок с ракельным ножом, предпочтительно ракельную камеру, анилоксовый валик и формный цилиндр. Анилоксовый валик преимущественно имеет небольшие ячейки, объем и/или плотность которых определяет степень нанесения отверждаемого лака. Ракельный нож расположен напротив анилоксового валика и одновременно снимает избыточный лак. Анилоксовый валик переносит лак на формный цилиндр, который в конечном счете переносит лак на подложку. Конкретная конструкция может быть достигнута с использованием специально предназначенной фотополимерной печатной формы. Формные цилиндры могут быть выполнены из полимерных или эластомерных материалов. Полимеры, главным образом, используются в качестве фотополимера в печатных формах и иногда в качестве бесшовного покрытия на валу. Фотополимерные печатные формы выполнены из светочувствительных полимеров, которые затвердевают под воздействием ультрафиолетового (УФ) света. Фотополимерные печатные формы разрезают до необходимого размера и размещают в блоке воздействия УФ-света. Одну сторону печатной формы полностью подвергают воздействию УФ-света для затвердевания или отверждения основания печатной формы. Затем печатную форму переворачивают, обратную сторону заготовки устанавливают поверх неотвержденной стороны, и печатную форму далее подвергают воздействию УФ-света. Это обеспечивает затвердевание печатной формы в областях с изображением. Затем печатную форму обрабатывают для удаления незатвердевшего фотополимера из областей без изображения, что уменьшает поверхность печатной формы в этих областях без изображения. После обработки печатную форму высушивают и подвергают воздействию дополнительной дозы УФ-света для отверждения всей печатной формы. Получение формных цилиндров для флексографической печати описано в Printing Technology, J.М. Adams and P.A. Dolin, Delmar Thomson Learning, 5oe издание, страницы 359-360.
Чтобы соответствовать требованиям нанесения посредством флексографической печати, вязкость отверждаемого лака должна составлять в диапазоне от приблизительно 0,01 до приблизительно 1 Па с при 25°С и 1000 с-1 с использованием ротационного вискозиметра DHR-2 от компании ТА Instruments (имеющего геометрию «конус-плоскость» и диаметр 40 мм). Пример отверждаемых лаков, подлежащих нанесению посредством флексографической печати, описан в публикации международной патентной заявки № WO 2014067715 А1.
Способ изготовления, заявленный и описанный в данном документе, позволяет выборочно наносить за один проход печати разные осажденные слои лака на разные поверхности защищаемого документа, включая лицевую и обратную сторону защищаемого документа, тем самым создавая защищаемые документы с повышенной химической и физической стойкостью. Способы нанесения защитного лака на защищаемый документ согласно предшествующему уровню техники основаны на исключительном использовании флексографической или трафаретной печати, и, следовательно, изготовление защищаемых документов с изменяющейся толщиной покрытия указанными способами потребует большого количества печатных станций, что приводит к сложным, дорогостоящим и трудоемким способам изготовления. Поскольку этапы b), c1) или с2) и d) выполняют за один проход печати и максимально на двух печатных станциях, способ изготовления, заявленный в данном документе, преодолевает указанные недостатки. Кроме того, поскольку способ изготовления согласно настоящему изобретению, описанный в данном документе, позволяет выборочно наносить большие осажденные слои лака на первую поверхность подложки, которая прилегает к краям защитных признаков, и на первую область поверхности защитного признака, обращенной в сторону от подложки, способ изготовления, заявленный в данном документе, остается рентабельным.
В предпочтительном варианте осуществления согласно настоящему изобретению этап c1), т.е. нанесение посредством офсетной или флексографической печати отверждаемого лака на вторую поверхность подложки, которая отличается от поверхности подложки, покрытой защитным признаком, и первой поверхности подложки, и необязательно на поверхность защитного признака, обращенную в сторону от подложки, и первую поверхность подложки, выполняют до этапа b). Следовательно, дополнительный вариант осуществления согласно настоящему изобретению направлен на способ изготовления, включающий следующие этапы:
a) предоставление защищаемого документа, содержащего:
подложку,
защитный признак, нанесенный на или вставленный в часть подложки, при этом защитный признак выбран из ныряющей защитной нити, защитной фольги, защитной наклейки, голограммы и защитного признака, напечатанного краской, имеет толщину tf защитного признака по меньшей мере 5 мкм (микрометров) и поверхность защитного признака, обращенную в сторону от подложки, состоящую из первой области, прилегающей к краям защитного признака, и второй области, не прилегающей к краям защитного признака, и
c1) после этапа а) нанесение посредством офсетной или флексографической печати отверждаемого лака на вторую поверхность подложки, которая отличается от поверхности подложки, покрытой защитным признаком, и первой поверхности подложки, и необязательно на поверхность защитного признака, обращенную в сторону от подложки, и первую поверхность подложки;
b) после этапа c1) нанесение посредством струйной печати отверждаемого под воздействием излучения лака на поверхность защитного признака, обращенную в сторону от подложки, и первую поверхность подложки, прилегающую к краям защитного признака, при этом количество осажденного слоя лака на первой поверхности подложки равно или превышает количество осажденного слоя лака на первой области, прилегающей к краям защитного признака, и количество осажденного слоя лака на первой области равно или превышает, предпочтительно превышает, количество осажденного слоя лака на второй области; и
d) после этапа b) отверждение отверждаемых лаков для обеспечения защитного покрытия, покрывающего поверхность защитного признака, обращенную в сторону от подложки, первую поверхность подложки и вторую поверхность подложки;
при этом количество осажденного слоя лака на второй области превышает количество осажденного слоя лака на второй поверхности подложки.
Альтернативный вариант осуществления согласно настоящему изобретению относится к способу изготовления, как описано в данном документе, при этом этап b), т.е. нанесение посредством струйной печати отверждаемого под воздействием излучения лака на поверхность защитного признака, обращенную в сторону от подложки, и первую поверхность подложки, прилегающую к краям защитного признака, при этом количество осажденного слоя лака на первой поверхности подложки равно или превышает количество осажденного слоя лака на первой области, прилегающей к краям защитного признака, и количество осажденного слоя лака на первой области равно или превышает, предпочтительно превышает, количество осажденного слоя лака на второй области, выполняют до этапа c1), и способ изготовления дополнительно включает следующий этап е), выполняемый между этапами b) и c1):
е) по меньшей мере частичное отверждение отверждаемого под воздействием излучения лака, напечатанного на этапе b).
Следовательно, дополнительный вариант осуществления согласно настоящему изобретению направлен на способ изготовления, включающий следующие этапы:
а) предоставление защищаемого документа, содержащего:
подложку,
защитный признак, нанесенный на или вставленный в часть подложки, при этом защитный признак выбран из ныряющей защитной нити, защитной фольги, защитной наклейки, голограммы и защитного признака, напечатанного краской, имеет толщину tf защитного признака по меньшей мере 5 мкм (микрометров) и поверхность защитного признака, обращенную в сторону от подложки, состоящую из первой области, прилегающей к краям защитного признака, и второй области, не прилегающей к краям защитного признака, и
b) после этапа а) нанесение посредством струйной печати отверждаемого под воздействием излучения лака на поверхность защитного признака, обращенную в сторону от подложки, и первую поверхность подложки, прилегающую к краям защитного признака, при этом количество осажденного слоя лака на первой поверхности подложки равно или превышает количество осажденного слоя лака на первой области, прилегающей к краям защитного признака, и количество осажденного слоя лака на первой области равно или превышает, предпочтительно превышает, количество осажденного слоя лака на второй области;
е) после этапа b) по меньшей мере частичное отверждение отверждаемого под воздействием излучения лака, напечатанного на этапе b);
c1) после этапа е) нанесение посредством офсетной или флексографической печати отверждаемого лака на вторую поверхность подложки, которая отличается от поверхности подложки, покрытой защитным признаком, и первой поверхности подложки, и необязательно на поверхность защитного признака, обращенную в сторону от подложки, и первую поверхность подложки; и
d) после этапа c1) отверждение отверждаемых лаков для обеспечения защитного покрытия, покрывающего поверхность защитного признака, обращенную в сторону от подложки, первую поверхность подложки и вторую поверхность подложки;
при этом количество осажденного слоя лака на второй области превышает количество осажденного слоя лака на второй поверхности подложки.
В способах изготовления, заявленных и описанных в данном документе, предпочтительным является то, что на этапе c1) отверждаемый лак печатают исключительно на второй поверхности подложки, т.е. что этап c1) состоит из нанесения посредством офсетной или флексографической печати отверждаемого лака на вторую поверхность подложки, которая отличается от поверхности подложки, покрытой защитным признаком, и первой поверхности подложки. Эти способы обеспечивают возможность использования двух разных лаков на этапах b) и c1), что является особенно полезным для изготовления защищаемых документов, при этом прозрачное защитное покрытие, покрывающее поверхность защитного признака, обращенную в сторону от подложки, и первую поверхность подложки, представляет собой глянцевый лак, и защитное покрытие, покрывающее вторую поверхность подложки, представляет собой матовый лак.
Дополнительный предпочтительный вариант осуществления согласно настоящему изобретению направлен на способ изготовления, как описано в данном документе, включающий этапы а), b), с2) и d). Следовательно, дополнительный предпочтительный вариант осуществления согласно настоящему изобретению направлен на способ изготовления, состоящий из следующих этапов:
a) предоставление защищаемого документа, содержащего:
подложку,
защитный признак, нанесенный на или вставленный в часть подложки, при этом защитный признак выбран из ныряющей защитной нити, защитной фольги, защитной наклейки, голограммы и защитного признака, напечатанного краской, имеет толщину tf защитного признака по меньшей мере 5 мкм (микрометров) и поверхность, обращенную в сторону от подложки, состоящую из первой области, прилегающей к краям защитного признака, и второй области, не прилегающей к краям защитного признака, и
b) нанесение посредством струйной печати отверждаемого под воздействием излучения лака на поверхность защитного признака, обращенную в сторону от подложки, и первую поверхность подложки, прилегающую к краям защитного признака, при этом количество осажденного слоя лака на первой поверхности подложки равно или превышает количество осажденного слоя лака на первой области, прилегающей к краям защитного признака, и количество осажденного слоя лака на первой области равно или превышает, предпочтительно превышает, количество осажденного слоя лака на второй области;
с2) нанесение посредством струйной печати отверждаемого под воздействием излучения лака на вторую поверхность подложки, которая отличается от поверхности подложки, покрытой защитным признаком, и первой поверхности подложки; и
d) отверждение отверждаемых лаков для обеспечения защитного покрытия, покрывающего поверхность защитного признака, обращенную в сторону от подложки, первую поверхность подложки и вторую поверхность подложки;
при этом количество осажденного слоя лака на второй области превышает количество осажденного слоя лака на второй поверхности подложки.
Преимущественно, на этапах b) и с2) используют один и тот же отверждаемый под воздействием излучения лак и один и тот же принтер для струйной печати. Таким образом, более предпочтительный вариант осуществления согласно настоящему изобретению направлен на способ изготовления защищаемого документа, как описано в данном документе, включающий следующие этапы:
а) предоставление защищаемого документа, содержащего:
подложку,
защитный признак, нанесенный на или вставленный в часть подложки, при этом защитный признак выбран из ныряющей защитной нити, защитной фольги, защитной наклейки, голограммы и защитного признака, напечатанного краской, имеет толщину tf защитного признака по меньшей мере 5 мкм (микрометров) и поверхность защитного признака, обращенную в сторону от подложки, состоящую из первой области, прилегающей к краям защитного признака, и второй области, не прилегающей к краям защитного признака, и
f) нанесение посредством струйной печати отверждаемого под воздействием излучения лака на поверхность защитного признака, обращенную в сторону от подложки, первую поверхность подложки, прилегающую к краям защитного признака, и на вторую поверхность подложки, которая отличается от поверхности подложки, покрытой защитным признаком, и первой поверхности подложки; и
d) отверждение отверждаемых лаков для обеспечения защитного покрытия, покрывающего поверхность защитного признака, обращенную в сторону от подложки, первую поверхность подложки и вторую поверхность подложки;
при этом
количество осажденного слоя лака на первой поверхности подложки равно или превышает количество осажденного слоя лака на первой области, прилегающей к краям защитного признака;
количество осажденного слоя лака на первой области равно или превышает, предпочтительно превышает, количество осажденного слоя лака на второй области; и
количество осажденного слоя лака на второй области превышает количество осажденного слоя лака на второй поверхности подложки.
Предпочтительно, отверждаемый лак, используемый в способе изготовления, заявленном в данном документе, представляет собой отверждаемый под воздействием излучения лак, и более предпочтительно отверждаемый под воздействием излучения в УФ и видимой области лак. При использовании отверждаемого под воздействием излучения в УФ и видимой области лака, этап d) в способах, описанных в данном документе, состоит из
d) отверждения под воздействием УФ-излучения отверждаемого под воздействием излучения лака для обеспечения защитного покрытия, предпочтительно прозрачного защитного покрытия, покрывающего поверхность защитного признака, обращенную в сторону от подложки, первую поверхность подложки и вторую поверхность подложки;
тогда как этап е) в способах изготовления, описанных в данном документе, состоит из:
e) по меньшей мере частичного отверждения под воздействием УФ-излучения отверждаемого под воздействием излучения лака, напечатанного на этапе b).
Дополнительный аспект согласно настоящему изобретению направлен на способ придания химической и механической стойкости, и особенно химической стойкости, защищаемому документу, содержащему подложку и защитный признак, нанесенный на или вставленный в часть подложки, при этом защитный признак выбран из ныряющей защитной нити, защитной фольги, защитной наклейки, голограммы и защитного признака, напечатанного краской, имеет толщину tf защитного признака по меньшей мере 5 мкм (микрометров) и поверхность защитного признака, обращенную в сторону от подложки, состоящую из первой области, прилегающей к краям защитного признака, и второй области, не прилегающей к краям защитного признака, при этом указанный способ включает следующие этапы:
b) нанесение посредством струйной печати отверждаемого под воздействием излучения лака на поверхность защитного признака, обращенную в сторону от подложки, и первую поверхность подложки, прилегающую к краям защитного признака, при этом количество осажденного слоя лака на первой поверхности подложки равно или превышает количество осажденного слоя лака на первой области, прилегающей к краям защитного признака, и количество осажденного слоя лака на первой области равно или превышает, предпочтительно превышает, количество осажденного слоя лака на второй области;
и
c1) нанесение посредством офсетной или флексографической печати отверждаемого лака на вторую поверхность подложки, которая отличается от поверхности подложки, покрытой защитным признаком, и первой поверхности подложки, и необязательно на поверхность защитного признака, обращенную в сторону от подложки, и первую поверхность подложки;
или
с2) нанесение посредством струйной печати отверждаемого под воздействием излучения лака на вторую поверхность подложки, которая отличается от поверхности подложки, покрытой защитным признаком, и первой поверхности подложки;
и
d) отверждение отверждаемых лаков для обеспечения защитного покрытия, покрывающего поверхность защитного признака, обращенную в сторону от подложки, первую поверхность подложки и вторую поверхность подложки;
при этом
количество осажденного слоя лака на второй области превышает количество осажденного слоя лака на второй поверхности подложки; и
защитное покрытие, покрывающее поверхность защитного признака, обращенную в сторону от подложки, и первую поверхность подложки, является прозрачным.
В способе придания химической и механической стойкости защищаемому документу, описанному в данном документе, этап c1) можно выполнять до этапа b). В качестве альтернативы, этап b) можно выполнять до этапа c1), в этом случае способ дополнительно включает следующий этап е), выполняемый между этапами b) и c1):
е) по меньшей мере частичное отверждение отверждаемого под воздействием излучения лака, напечатанного на этапе b).
В способе, описанном в данном документе, предпочтительным является то, что на этапе c1) отверждаемый лак печатают исключительно на второй поверхности подложки.
Дополнительный предпочтительный способ придания химической и механической стойкости защищаемому документу включает этапы а), b), с2) и d).
Настоящее изобретение будет далее описано более подробно в соответствии с неограничивающими фигурами и неограничивающими примерами.
Некоторые примеры защищаемых документов согласно настоящему изобретению теперь описано подробно со ссылкой на прилагаемые фигуры, которые в целях ясности не представлены в пропорциональном масштабе:
На фиг. 1 - фиг. 3 схематически проиллюстрированы поперечные сечения защищаемого документа (100) согласно настоящему изобретению.
На фиг. 4А и фиг. 4В схематически проиллюстрированы виды сверху защищаемого документа (100) согласно настоящему изобретению. На фиг. 4С схематически проиллюстрировано поперечное сечение защищаемого документа (100), изображенного на фиг. 4А и фиг. 4В.
На фиг. 1 схематически изображено поперечное сечение защищаемого документа (100) согласно настоящему изобретению, при этом защищаемый документ (100) содержит подложку (110), которая не является прозрачной, защитный признак (120), нанесенный на часть подложки (110), и защитное покрытие (130А, 130В, 130С), покрывающее поверхность защитного признака (120), обращенную в сторону от подложки (110), первую поверхность подложки, прилегающую к краям защитного признака (120), и вторую поверхность подложки, которая отличается от поверхности подложки, покрытой защитным признаком (120), и первой поверхности подложки. Защитное покрытие (130В, 130С), покрывающее поверхность защитного признака, обращенную в сторону от подложки (110), и первую поверхность подложки, является прозрачным. Защищаемый документ (100) содержит область без покрытия, расположенную на той же стороне защищаемого документа, что и защитный признак (120). Толщина tc прозрачного защитного покрытия (130С), покрывающего первую поверхность подложки, равна сумме толщины tf защитного признака (120) и толщины tb2 прозрачного защитного покрытия (130В), покрывающего вторую область защитного признака (120). Толщина tb1 прозрачного защитного покрытия (130В), покрывающего первую область защитного признака (120), равна толщине tb2 прозрачного защитного покрытия (130В), покрывающего вторую область, которая больше толщины ta защитного покрытия (130А), покрывающего вторую поверхность подложки. Кроме того, толщина tf защитного признака больше толщины ta защитного покрытия (130А), покрывающего вторую поверхность подложки.
На фиг. 2 схематически изображено поперечное сечение защищаемого документа (100) согласно настоящему изобретению, при этом защищаемый документ (100) содержит подложку (110), защитный признак (120), нанесенный на часть подложки (110), и защитное покрытие (130А, 130В, 130С), покрывающее поверхность защитного признака (120), обращенную в сторону от подложки (110), первую поверхность подложки, прилегающую к краям защитного признака (120), и вторую поверхность подложки, которая отличается от поверхности подложки, покрытой защитным признаком (120), и первой поверхности подложки. Защитное покрытие (130В, 130С), покрывающее поверхность защитного признака, обращенную в сторону от подложки (110), и первую поверхность подложки, является прозрачным. Толщина tc прозрачного защитного покрытия (130С), покрывающего первую поверхность подложки, больше суммы толщины tf защитного признака (120) и толщины tb2 прозрачного защитного покрытия (130В), покрывающего вторую область защитного признака (120). Толщина tb1 прозрачного защитного покрытия (130В), покрывающего первую область защитного признака (120), больше толщины tb2 прозрачного защитного покрытия (130В), покрывающего вторую область, которая больше толщины ta защитного покрытия (130А), покрывающего вторую поверхность подложки. Кроме того, толщина tf защитного признака больше толщины ta защитного покрытия (130А), покрывающего вторую поверхность подложки.
На фиг. 3 изображено поперечное сечение защищаемого документа (100) согласно настоящему изобретению, при этом защитный признак (120) представляет собой ныряющую защитную нить, вставленную в часть подложки (110). Из соображений упрощения, часть ныряющего защитного признака, встроенного в подложку (110), не показана. Как и для фиг. 1, толщина tc прозрачного защитного покрытия (130С), покрывающего первую поверхность подложки, равна сумме толщины tf защитного признака (120) и толщины tb2 прозрачного защитного покрытия (130В), покрывающего вторую область защитного признака (120). Толщина tb1 прозрачного защитного покрытия (130В), покрывающего первую область защитного признака (120), равна толщине tb2 прозрачного защитного покрытия (130В), покрывающего вторую область, которая больше толщины ta защитного покрытия (130А), покрывающего вторую поверхность (110а) подложки. Кроме того, толщина tf защитного признака больше толщины ta защитного покрытия (130А), покрывающего вторую поверхность подложки.
На фиг. 4А, фиг. 4В и фиг. 4С показан защищаемый документ (100) согласно настоящему изобретению. В частности, на фиг. 4А схематически проиллюстрирован вид сверху защищаемого документа (100) согласно настоящему изобретению со стороны защищаемого документа, на которую нанесен защитный признак, тогда как на фиг. 4В схематически проиллюстрирован вид сверху того же защищаемого документа (100) с противоположной стороны защищаемого документа. Как показано на фиг. 4А и фиг. 4В, прозрачное защитное покрытие (130А, 130В, 130С) покрывает всю поверхность подложки (110). На фиг. 4С схематически проиллюстрировано поперечное сечение защищаемого документа (100), изображенного на фиг. 4а вдоль оси А-А'.
Примеры
Настоящее изобретение далее будет описано более подробно в соответствии с неограничивающими примерами.
I. Общая процедура получения защищаемых документов
Первую металлизированную фольгу (Fl) (НЮ 10 Sequins Foil от компании PROFOIL, www.profoil.com, толщиной приблизительно 10 мкм, как определено путем наблюдения в поперечном разрезе под микроскопом) использовали в качестве защитного признака для примеров Е1-Е3 и сравнительных примеров С1-С6. После нанесения клеевого слоя (Joncryl® HSL 9032 от компании BASF) путем ручного крашения (машина для нанесения покрытия со стержневым аппликатором №0) на поверхность фольги, противоположную металлическому слою, первую металлизированную фольгу F1 (120) (20 мм × 20 мм) наносили путем горячего тиснения при 150°С с помощью лабораторного оборудования (HSG-CC-Heat Sealing от компании Brugger Feinmechanik Munchen) на полимерную подложку (45 мм × 45 мм) (Guardian™ от компании CCL Secure) для получения первой подложки, на часть которой наносили металлизированную фольгу F1 в качестве защитного признака.
Вторую металлизированную фольгу (F2) (коммерческую фольгу для горячего тиснения толщиной приблизительно 10 мкм) использовали в качестве защитного признака для примеров Е4-Е5 и сравнительных примеров С7-С13. Вторую металлизированную фольгу (F2) (120) (22 мм × 12 мм) наносили путем горячего тиснения при 150°С с помощью лабораторного оборудования (HSG-CC-Heat Sealing от компании Brugger Feinmechanik Munchen) на полимерную подложку (45 мм × 30 мм) (Guardian™ от компании CCL Secure) для получения второй подложки, на часть которой наносили металлизированную фольгу F2 в качестве защитного признака.
Отверждаемый под воздействием УФ-излучения лак получали путем смешивания компонентов, перечисленных в таблице 1, в течение одного часа при комнатной температуре при 1000 об/мин с помощью Dispermat (LC220-12). Отверждаемый под воздействием УФ-излучения лак имел вязкость 12,5 мПа.с при 45°С и 1000 с-1, как определено с помощью Haake Roto-Visco RV1 с геометрией «конус» (DHR-2 от компании ТА Instruments, геометрия «конус-плоскость», диаметр 40 мм).

Отверждаемый под воздействием УФ-излучения лак наносили путем капельно-импульсной (DOD) струйной печати с помощью печатающей головки для струйной печати KM1024i (от компании Konica Minolta) на вышеописанную первую и вторую полимерную подложку, несущую первую (F1) и вторую (F2) металлизированную фольгу, соответственно, с покрытием поверхности металлизированной фольги (F1, F2), обращенной в сторону от подложки, первой поверхности полимерной подложки, прилегающей к краям металлизированной фольги, и второй поверхности подложки, которая отличается от поверхности подложки, покрытой металлизированной фольгой (F1, F2), и первой поверхности подложки. Осажденные слои лака (г/м2) приведены в таблице 2.
Нанесенный струйной печатью лак отверждали путем облучения с помощью конвейера (Aktiprint mini 18-2; 12 м/мин) и Hg-лампы (мощность 2 трубок 80 Вт/см), соответствующего дозе облучения 500 мДж/см2, для получения прозрачного защитного покрытия, покрывающего поверхность металлизированной фольги (Fl, F2), обращенную в сторону от подложки, первую поверхность подложки, прилегающую к краям металлизированной фольги (F1 или F2), и вторую поверхность подложки, которая отличается от поверхности подложки, покрытой металлизированной фольгой (F1 или F2), и первой поверхности подложки. Микроскопический анализ полученных образцов подтвердил пропорциональность между количеством осажденного слоя лака на поверхности и толщиной полученного в результате прозрачного покрытия, покрывающего указанную поверхность. Например, осажденный слой лака в количестве 7 г/м2 привел к толщине покрытия приблизительно 6,5 мкм, тогда как осажденный слой лака в количестве 30 г/м2 привел к толщине покрытия приблизительно 29,5 мкм.
II. Оценка химической стойкости
II.а Общая процедура оценки химической стойкости к ацетону
Образцы Е1-Е5 и С1-С13, получаемые так, как описано в пункте I выше, погружали в ацетон на пять минут при комнатной температуре. Образцы удаляли из растворителя и давали высохнуть при комнатной температуре в течение нескольких секунд. Внешний вид фольги оценивали по параметрам, описанным в таблице 2 ниже.
II.b Общая процедура оценки химической стойкости к раствору сульфида натрия
Образцы Е1-Е5 и С1-С13 погружали в водный раствор сульфида натрия (124 г/л) на тридцать минут при комнатной температуре. Образцы вынимали из раствора, промывали деионизированной водой и сушили, осторожно промокнув хлопчатобумажной тканью. Внешний вид фольги оценивали по параметрам, описанным в таблице 2 ниже.

В таблице 3 приведены результаты, полученные в испытаниях на химическую стойкость для образцов Е1-Е5 согласно настоящему изобретению и сравнительных образцов С1-С13 на основании параметров, описанных в таблице 2. Значения испытаний на стойкость в таблице 3 представляли собой усредненные значения 2 образцов для С1-С6 и Е1-Е3 в испытании на стойкость к ацетону, 3 образцов для С1-С6 и Е1-Е3 в испытании на стойкость к сульфиду натрия, 5 образцов для С7, 2 образцов для Е4-Е5 и С8-С13.
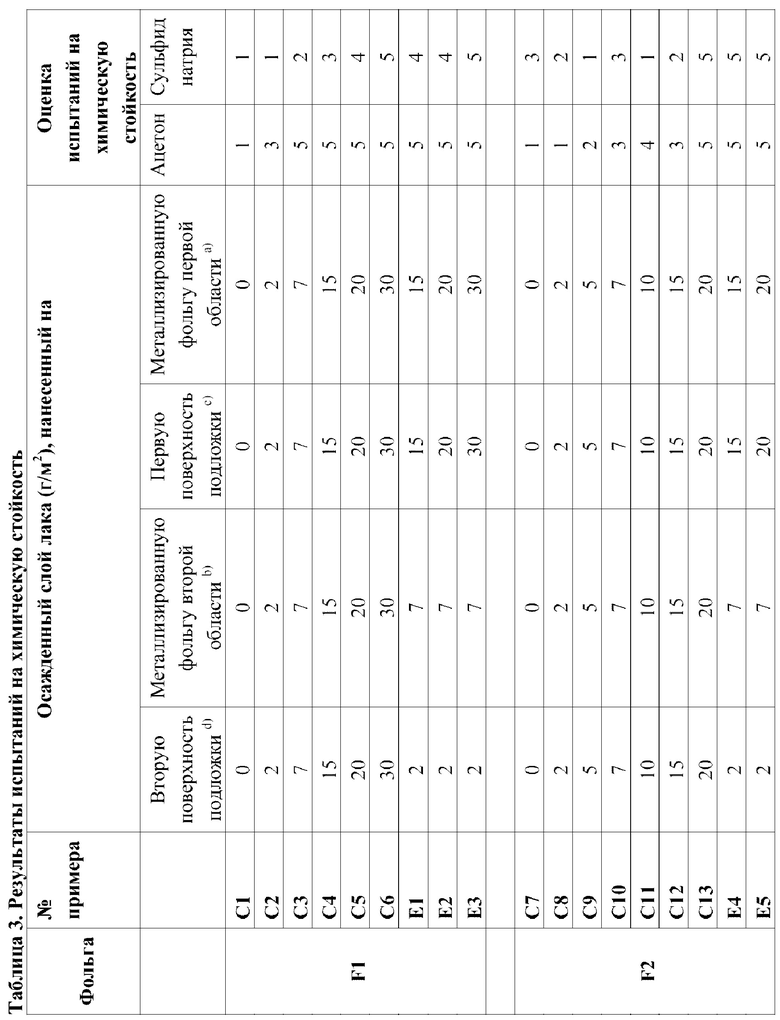
а) Первая область металлизированной фольги (F1, F2) представляет собой область поверхности металлизированной фольги, обращенной в сторону от подложки, которая ограничена краями металлизированной фольги (F1 или F2) и имеет постоянную ширину wb1 приблизительно 2 мм для металлизированной фольги F1 и постоянную ширину Wb1 приблизительно 2 мм для металлизированной фольги F2.
b) Вторая область металлизированной фольги (F1, F2) представляет собой область поверхности металлизированной фольги (F1, F2), обращенной в сторону от подложки, которая дополняет первую область поверхности металлизированной фольги, обращенной в сторону от подложки, и которая имеет область 16 мм × 16 мм для металлизированной фольги F1 и область 18 мм × 8 мм для металлизированной фольги F2.
c) Первая поверхность подложки представляет собой поверхность подложки, прилегающую к краям металлизированной фольги (F1 или F2), имеющую постоянную ширину wc приблизительно 3 мм для первой подложки, несущей первую металлизированную фольгу F1, и постоянную ширину wc приблизительно 2 мм для второй подложки, несущей вторую металлизированную фольгу F2.
d) Вторая поверхность подложки представляет собой поверхность подложки, окружающую или граничащую с первой поверхностью подложки, т.е. ограниченную изнутри областью 26 мм × 26 мм для первой подложки, несущей первую металлизированную фольгу F1, и областью 26 мм × 16 мм для второй подложки, несущей вторую металлизированную фольгу F2, и ограниченную изнутри областью 32 мм × 32 мм для первой подложки, несущей первую металлизированную фольгу F1, и областью 40 мм × 25 мм для второй подложки, несущей вторую металлизированную фольгу F2.
Как видно из таблицы 3, не наблюдали никакого улучшения химической стойкости, в частности к растворителям, таким как ацетон и раствор сульфида натрия, для образцов С2, С8 и С9, характеризующихся толщиной защитного покрытия, как правило, используемой на защищаемых документах, таких как банкноты, по сравнению с непокрытыми эталонными образцами С1 и С7.
Более высокие однородные осажденные слои лака, приводящие к большей однородной толщине покрытия (образцы С3-С4, С10-С12), повышают стойкость к растворителям, таким как ацетон, но не обеспечивают эффективной защиты защитного признака от раствора сульфида натрия.
Только очень большие осажденные слои лака, приводящие к очень большой однородной толщине защитного покрытия (С5, С6 и С13), обеспечивают хорошую защиту от растворителя и раствора сульфида натрия. Однако, такая большая толщина лака на всей поверхности защищаемого документа, такого как банкнота, не является жизнеспособным решением по техническим причинам, таким как жесткость покрытого защищаемого документа, и по соображениям стоимости.
Образцы Е1-Е5 согласно настоящему изобретению демонстрируют эффект изменяющейся толщины защитного покрытия на поверхности защищаемого документа с большей толщиной (tc, tb1) покрытия на первой поверхности подложки, которая прилегает к краям металлизированной фольги (F1, F2), и первой области поверхности металлизированной фольги (F1, F2), обращенной в сторону от подложки, чем на остальной поверхности защищаемого документа, при этом толщина tc покрытия на первой поверхности подложки больше толщины tf защитного признака и больше или равна толщине tb1 покрытия на первой области металлизированной фольги, по сравнению с не покрытым лаком эталонным образцом (С1 и С7) и однородно покрытыми лаком образцами (С2-С4 и С8-С12).
Как можно видеть для образцов E1-Е5, металлизированная фольга (F1, F2) хорошо сохранилась при нанесении большого количества осажденного слоя лака (15-30 г/м2 для конкретного отверждаемого под воздействием УФ-излучения лака, используемого в данном документе, и конкретной толщины металлизированной фольги, используемой в данном документе), приводящего к большой толщине прозрачного защитного покрытия на первой области металлизированной фольги (F1, F2) и первой поверхности подложки, и среднего количества осажденного слоя лака (7 г/м2 для конкретного отверждаемого под воздействием УФ-излучения лака, используемого в данном документе, и конкретной толщины металлизированной фольги, используемой в данном документе), приводящего к средней толщине покрытия на второй области металлизированной фольги (F1, F2), сохраняя при этом обычное количество осажденного слоя лака (2 г/м2), приводящее к обычной толщине покрытия на второй поверхности подложки.
Образцы Е1-Е5 обладают отличной стойкостью, что отражается в отсутствии или небольшом изменении внешнего вида металлизированной фольги как в испытании с сульфидом натрия, так и в испытании с ацетоном.
III. Измерение мутности
Мутность отверждаемого под воздействием УФ-излучения лака для струйной печати из таблицы 1 и стандартного отверждаемого под воздействием УФ-излучения лака для флексографической печати (пример С4, как описано в публикации международной патентной заявки № WO 2014067715 А1) измеряли согласно ASTM D1003 (стандартный метод испытаний мутности и коэффициента пропускания света прозрачных пластмасс) с использованием спектрофотометра DC 650 (от компании DATACOLOR).
Каждый из отверждаемого под воздействием УФ-излучения лака для струйной печати из таблицы 1 и стандартного отверждаемого под воздействием УФ-излучения лака для флексографической печати (пример С4, как описано в публикации международной патентной заявки № WO 2014067715 А1) наносили на полимерную подложку банкноты из ВОРР. Отверждаемый под воздействием УФ-излучения лак для струйной печати из таблицы 1 наносили посредством струйной печати с использованием печатающей головки для струйной печати KM 1024i при 720 точек на дюйм в виде 5 г/м2 осажденного слоя лака и 30 г/м2 осажденного слоя лака, соответственно.
Стандартный отверждаемый под воздействием УФ-излучения лак для флексографической печати (пример С4, как описано в публикации международной патентной заявки № WO 2014067715 А1) наносили с использованием ручной машины для нанесения покрытия со стержневым аппликатором №0 (от компании RK Printcoat Instruments) в виде 5 г/м2 осажденного слоя лака.
Мутность непокрытой полимерной подложки банкноты составляла приблизительно 3%.
Мутность полимерной подложки банкноты, покрытой стандартным отверждаемым под воздействием УФ-излучения лаком для флексографической печати (пример С4, как описано в публикации международной патентной заявки № WO 2014067715 А1), составляла приблизительно 10%. Такой отверждаемый под воздействием УФ-излучения лак для флексографической печати не подходит для печати при 5 г/м2 на поверхности защитного признака и на первой поверхности подложки. На вторую поверхность подложки может быть нанесен осажденный слой лака в количестве менее приблизительно 5 г/м2, предпочтительно от приблизительно 1 до 3 г/м2, такого отверждаемого под воздействием УФ-излучения лака для флексографической печати. Однако, для конкретного случая защищаемых документов, когда часть подложки, на которую нанесен защитный признак, является прозрачным полимером, такой отверждаемый под воздействием УФ-излучения лак для флексографической печати не следует наносить на поверхность прозрачной полимерной части, которая противоположна поверхности части прозрачного полимера, на которую нанесен защитный признак, чтобы гарантировать, что свойства защитного признака, нанесенного на прозрачный полимер, не ухудшаются.
Мутность полимерной подложки банкноты, покрытой отверждаемым под воздействием УФ-излучения лаком для струйной печати из таблицы 1 при 5 г/м2 осажденного слоя лака и 30 г/м2 осажденного слоя лака, была аналогична (±1%) мутности не покрытой лаком полимерной подложки банкноты. Такой отверждаемый под воздействием УФ-излучения лак для струйной печати может быть напечатан на любой поверхности защищаемого документа, в том числе на поверхности защитного признака и первой поверхности подложки.
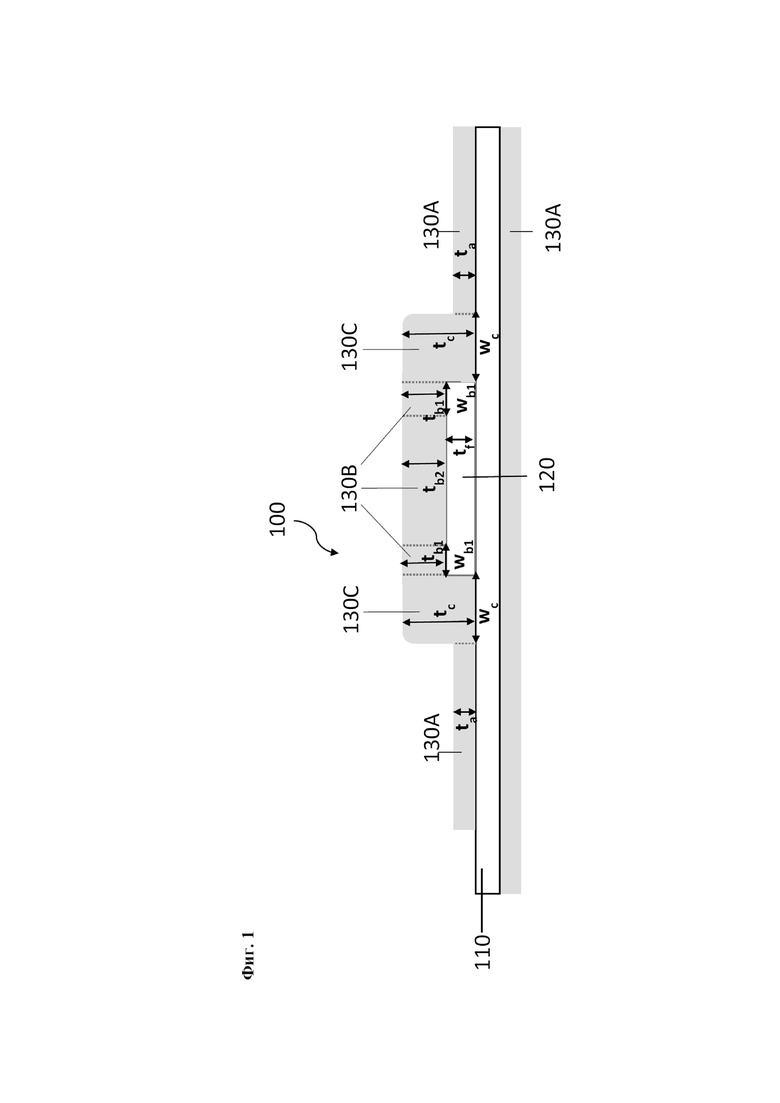
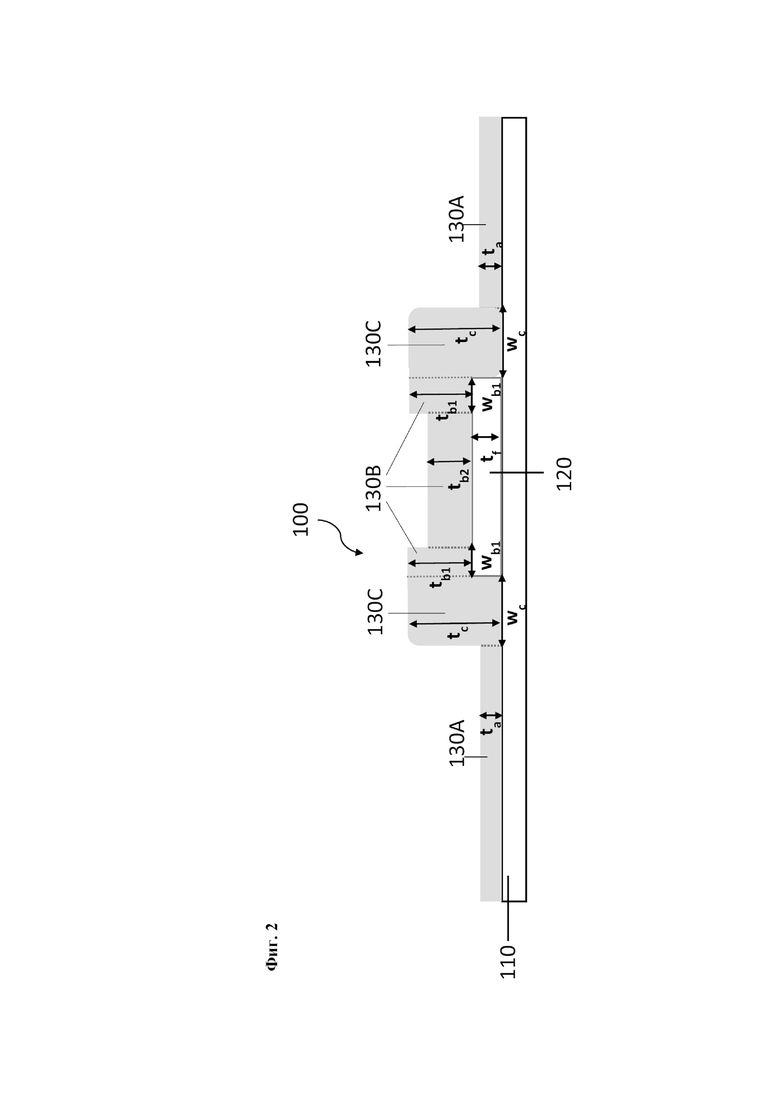
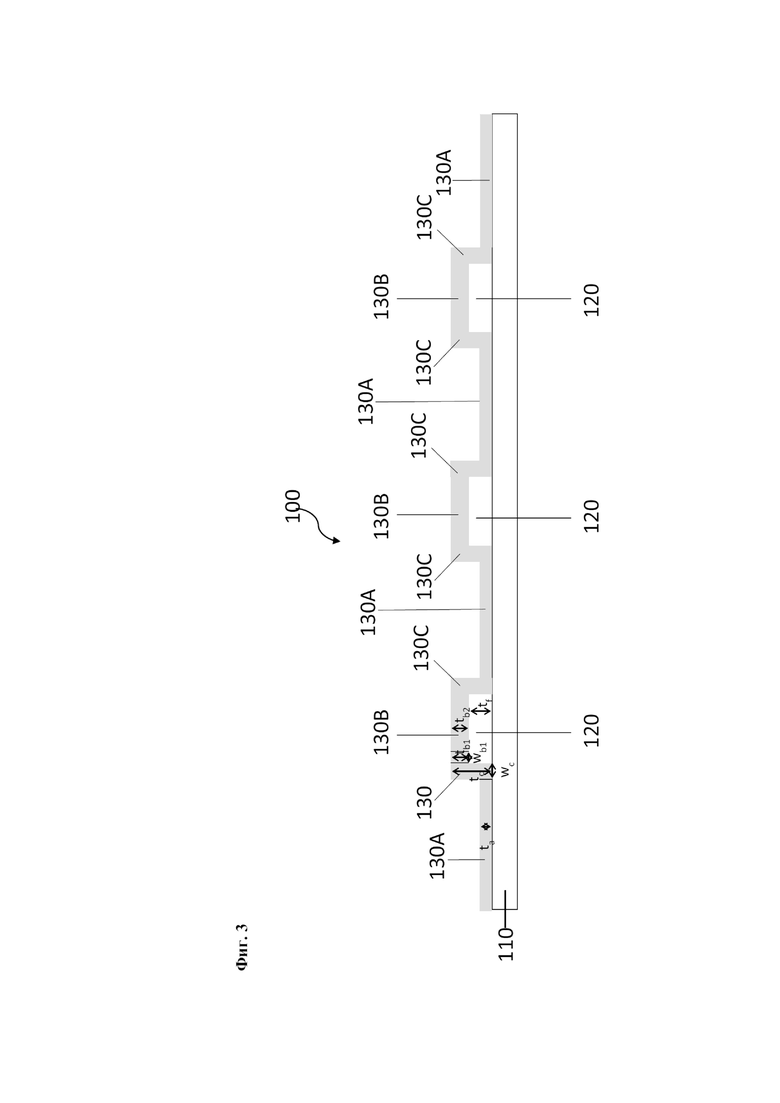


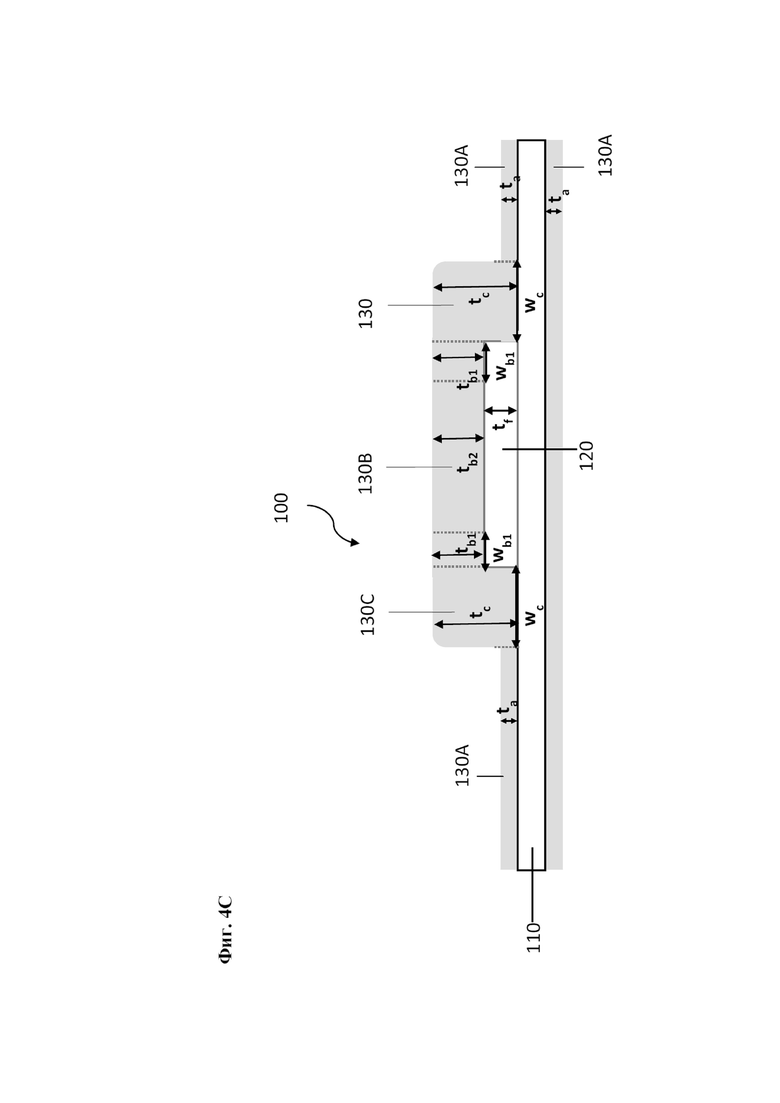

Группа изобретений относится к области техники защищаемых документов, а именно к защищаемому документу и к способу изготовления защищаемого документа. При этом защищаемый документ содержит подложку и защитный признак, такой как ныряющая защитная нить, защитная фольга, защитная наклейка, голограмма или защитный признак, напечатанный краской, и защитное покрытие. Защитный признак имеет толщину tf защитного признака по меньшей мере приблизительно 5 мкм (микрометров) и поверхность защитного признака, обращенную в сторону от подложки, состоящую из первой области, прилегающей к краям защитного признака, и второй области, не прилегающей к краям защитного признака. Защитное покрытие покрывает поверхность защитного признака, обращенную в сторону от подложки, первую поверхность подложки, прилегающую к краям защитного признака, и вторую поверхность подложки, которая отличается от поверхности подложки, покрытой защитным признаком, и первой поверхности подложки. Защитное покрытие, покрывающее поверхность защитного признака, обращенную в сторону от подложки, и первую поверхность подложки, является прозрачным, защитное покрытие, покрывающее первую область, имеет толщину tb1, защитное покрытие, покрывающее вторую область, имеет толщину tb2, защитное покрытие, покрывающее первую поверхность подложки, имеет толщину tc, и защитное покрытие, покрывающее вторую поверхность подложки, имеет толщину ta. Толщина tc больше толщины tf, которая больше толщины ta; толщина tb2 больше толщины ta; и либо толщина tc больше толщины tb1, которая больше или равна толщине tb2; либо толщина tc равна толщине tb1, которая больше толщины tb2. Изменяющаяся толщина защитного покрытия на поверхности защищаемого документа обеспечивает инновационный защищаемый документ с повышенной стойкостью к физическим и химическим воздействиям окружающей среды, сохраняя при этом свойства механической стойкости, необходимые для таких защищаемых документов. 2 н. и 15 з.п. ф-лы, 7 ил., 3 табл.
1. Защищаемый документ (100), содержащий:
подложку (110),
защитный признак (120), нанесенный на или вставленный в часть подложки (110), при этом защитный признак (120) имеет толщину tf защитного признака по меньшей мере 5 мкм (микрометров) и поверхность (120b) защитного признака, обращенную в сторону от подложки (110), состоящую из первой области (120b1), прилегающей к краям защитного признака (120), и второй области (120b2), не прилегающей к краям защитного признака (120), и
защитное покрытие (130А, 130В, 130С), покрывающее
поверхность (120b) защитного признака, обращенную в сторону от подложки (110),
первую поверхность (110с) подложки, прилегающую к краям защитного признака (120), и
вторую поверхность (110а) подложки, которая отличается от поверхности подложки, покрытой защитным признаком (120), и первой поверхности подложки (110с);
при этом
защитное покрытие (130В, 130С), покрывающее поверхность (120b) защитного признака, обращенную в сторону от подложки (110), и первую поверхность (110c) подложки, является прозрачным,
защитное покрытие (130В), покрывающее первую область (120b1), имеет толщину tb1,
защитное покрытие (130В), покрывающее вторую область (120b2), имеет толщину tb2,
защитное покрытие (130С), покрывающее первую поверхность (110с) подложки, имеет толщину tc, и
защитное покрытие (130А), покрывающее вторую поверхность (110а) подложки, имеет толщину ta;
отличающийся тем, что
толщина tc больше толщины tf, которая больше толщины ta;
толщина tb2 больше толщины ta;
и
либо толщина tc больше толщины tb1, которая больше или равна толщине tb2;
либо толщина tc равна толщине tb1, которая больше толщины tb2,
и тем, что защитный признак (120) выбран из ныряющей защитной нити, вставленной в часть подложки (110), или защитный признак (120) выбран из защитной фольги, защитной наклейки, голограммы и защитного признака, напечатанного краской, нанесенного на часть подложки (110).
2. Защищаемый документ (100) по п. 1, отличающийся тем, что толщина ta меньше 5 мкм.
3. Защищаемый документ (100) по п. 2, отличающийся тем, что толщина ta составляет от 1 до 3 мкм.
4. Защищаемый документ (100) по любому из пп. 1-3, отличающийся тем, что толщина tc больше или равна сумме толщины tf и толщины tb2.
5. Защищаемый документ (100) по любому из пп. 1-4, отличающийся тем, что каждое из прозрачного защитного покрытия (130В, 130С), покрывающего поверхность (120b) защитного признака, обращенную в сторону от подложки (110), и первую поверхность (110с) подложки, и защитного покрытия (130А), покрывающего вторую поверхность (110a) подложки, получено из разного отверждаемого лака.
6. Защищаемый документ (100) по любому из пп. 1-5, отличающийся тем, что прозрачное защитное покрытие (130В, 130С), покрывающее поверхность (120b) защитного признака, обращенную в сторону от подложки (110), и первую поверхность (110с) подложки, состоит из одного слоя.
7. Защищаемый документ (130) по любому из пп. 1-6, отличающийся тем, что защитное покрытие (130А), покрывающее вторую поверхность (110а) подложки, представляет собой матовый лак, и/или прозрачное защитное покрытие (130В, 130С), покрывающее поверхность (120b) защитного признака, обращенную в сторону от подложки (110), и первую поверхность (110с) подложки, представляет собой глянцевый лак.
8. Защищаемый документ (100) по любому из пп. 1-4, отличающийся тем, что защитное покрытие (130А, 130В, 130С) состоит из одного прозрачного слоя.
9. Защищаемый документ (100) по любому из пп. 1-8, отличающийся тем, что часть подложки (110), на которую нанесен защитный признак (120), представляет собой прозрачный полимер.
10. Защищаемый документ (100) по любому из пп. 1-8, отличающийся тем, что вторая поверхность (110а) подложки содержит поверхность подложки на обеих сторонах защищаемого документа (100), отличную от поверхности подложки, покрытой защитным признаком (120), и первой поверхности (110с) подложки.
11. Способ изготовления защищаемого документа (100) по любому из пп. 1-10, включающий следующие этапы:
а) предоставление защищаемого документа (100'), содержащего:
подложку (110),
защитный признак (120), нанесенный на или вставленный в часть подложки (110), при этом защитный признак (120) имеет толщину tf защитного признака по меньшей мере 5 мкм (микрометров) и поверхность (120b) защитного признака, обращенную в сторону от подложки (110), состоящую из первой области (120b1), прилегающей к краям защитного признака (120), и второй области (120b2), не прилегающей к краям защитного признака (120), при этом защитный признак (120) выбран из ныряющей защитной нити, вставленной в часть подложки (110), или защитный признак (120) выбран из защитной фольги, защитной наклейки, голограммы и защитного признака, напечатанного краской, нанесенного на часть подложки (110);
b) нанесение посредством струйной печати отверждаемого под воздействием излучения лака на поверхность (120b) защитного признака, обращенную в сторону от подложки (110), и первую поверхность (110c) подложки, прилегающую к краям защитного признака (120), при этом количество осажденного слоя лака на первой поверхности (110с) подложки равно или превышает количество осажденного слоя лака на первой области (120b1), прилегающей к краям защитного признака (120), и количество осажденного слоя лака на первой области (120b1) равно или превышает количество осажденного слоя лака на второй области (120b2); и
c1) нанесение посредством офсетной или флексографической печати отверждаемого лака на вторую поверхность (110а) подложки, которая отличается от поверхности подложки, покрытой защитным признаком (120), и первой поверхности (110с) подложки, и на поверхность (120b) защитного признака, обращенную в сторону от подложки (110), и первую поверхность (110с) подложки;
или
с2) нанесение посредством струйной печати отверждаемого под воздействием излучения лака на вторую поверхность (110а) подложки, которая отличается от поверхности подложки, покрытой защитным признаком (120), и первой поверхности (110с) подложки;
и
d) отверждение отверждаемых лаков для обеспечения защитного покрытия (130А, 130В, 130С), покрывающего поверхность (120b) защитного признака, обращенную в сторону от подложки (110), первую поверхность (110с) подложки и вторую поверхность (110а) подложки;
при этом количество осажденного слоя лака на второй области (120b2) превышает количество осажденного слоя лака на второй поверхности (110а) подложки.
12. Способ изготовления по п. 11, отличающийся тем, что этап c1) выполняют до этапа b).
13. Способ изготовления по п. 11, отличающийся тем, что этап b) выполняют до этапа c1), и способ дополнительно включает следующий этап е), выполняемый между этапами b) и c1):
e) по меньшей мере частичное отверждение отверждаемого под воздействием излучения лака, напечатанного на этапе b).
14. Способ изготовления по любому из пп. 11-13, отличающийся тем, что на этапе c1) отверждаемый лак печатают исключительно на второй поверхности (110а) подложки.
15. Способ изготовления по п. 11, отличающийся тем, что способ изготовления включает этапы а), b), с2) и d).
16. Способ изготовления по любому из пп. 11-15, отличающийся тем, что количество осажденного слоя лака на второй поверхности подложки меньше 5 г/м2.
17. Способ изготовления по п. 16, отличающийся тем, что количество осажденного слоя лака на второй поверхности подложки составляет от 1 до 3 г/м2.
| ЗАЩИЩЕННЫЙ ДОКУМЕНТ | 2008 |
|
RU2448840C2 |
| ПЕРМАНЕНТНОЕ ОКРАШИВАНИЕ ПОКРЫТЫХ ЛАКОМ ЗАЩИЩЕННЫХ ДОКУМЕНТОВ | 2013 |
|
RU2587069C2 |
| Система автоматического управления процессом аэрации при культивировании микроорганизмов | 1986 |
|
SU1388428A1 |
| WO 2015085505 A1, 18.06.2015. | |||

