Область техники
Настоящее изобретение относится к способу изготовления комбинированных банок и упаковки сухих или влажных изделий в комбинированные банки. Комбинированные банки, описанные в настоящем документе, содержат картонную основу, изготовленную из многослойного материала на основе картона, который помимо внутреннего слоя из картона может включать один или более наружных слоев полимера и слой металлической фольги, например, слой алюминия. Кроме того, комбинированные банки содержат дополнительные компоненты банок, такие как верхний уплотнительный элемент, нижний уплотнительный элемент, верхняя кромка, повторно герметизируемая крышка и, опционально, нижняя кромка.
Уровень техники
Комбинированные банки на основе картона для упаковки чувствительных к влаге или воздушной среде сыпучих или гранулированных изделий, таких как детское питание, кофе, чай, каша, табак и т.д., хорошо известны в этой области. В области упаковки потребительских товаров и, в частности, потребительских товаров, которые упаковываются в относительно жесткие комбинированные банки, которые служат в качестве защитных емкостей при транспортировке и хранении со стороны розничной торговли, и в качестве емкостей для хранения и распределения со стороны потребителей, различные функции комбинированных банок могут привести к противоречивым требованиям к их конструкции. По экономическим и экологическим соображениям количество материала, требуемое для изготовления комбинированных банок, должно быть как можно меньшим, при этом все же обеспечивая комбинированную банку с достаточной жесткостью и устойчивостью формы. Со стороны розничной торговли необходимо, чтобы комбинированные банки обеспечивали эффективную и пространство-сберегающую транспортировку и хранение, и чтобы они были пригодны для складирования.
Банки на основе картона в основном обладают недостатком слабой устойчивости формы основной картонной части, что, как оказалось, является особой проблемой при изготовлении и заполнении банок перед их окончательным уплотнением. Хотя обеспечивается достаточная устойчивость формы и защита упакованного изделия в заполненной и полностью собранной комбинированной банке, относительно тонкий материал картонной основной части может страдать от повреждения при приложении усилий к картонной основной части во время изготовления и заполнения комбинированных банок. Присущие конструкции напряжения в жестком материале картона вызывают у полой основной части, которая сформирована из прямоугольных картонных заготовок, отклонение от формы, предназначенной для основной части, что затрудняет обработку полой основной части на высокой скорости в устройствах для массового производства. Полая основная часть, которая отклоняется от предназначенной для нее формы, более склонна к повреждению захватами, транспортерами и другим оборудованием на производственной линии. Такое повреждение может привести к нежелательному высокому проценту потерь, поскольку поврежденные полые основные части придется выбрасывать. В качестве примера, полые основные части, которые транспортируются на ленте транспортера, могут накапливаться на транспортере в виде линии с высокой плотностью упаковки полых основных частей, прижатых друг к другу, чтобы вызывает деформированную форму полых основных частей с уменьшенной протяженностью в направлении транспортировки и увеличенной протяженностью в направлении, перпендикулярном направлению транспортировки. Полые основные части, которые деформированы таким образом, могут быть зажаты в устройстве, или их может быть трудно захватить или изменить их положение с помощью захвата. Кроме того, может быть трудно присоединить такие элементы, как верхний уплотнительный элемент, нижний уплотнительный элемент, пластмассовая кромка и т.д., без повреждения края открытого конца полой основной части. Для минимизации риска деформации полой основной части во время производства может потребоваться снизить скорость изготовления, что приводит к менее эффективному производству комбинированных банок, чем было бы предпочтительно.
Соответственно, существует потребность в низкозатратном, высокоскоростном способе производства комбинированных банок, изготовленных из общедоступных материалов, причем способ может осуществляться с минимальными отходами в производственной линии.
Целью настоящего изобретения является преодоление или смягчение по меньшей мере одного из недостатков предшествующего уровня техники или обеспечение полезной альтернативы.
Сущность изобретения
Указанная выше цель может быть достигнута с использованием способа по пункту 1 и сборочной линии по пункту 10 формулы изобретения. Другие варианты осуществления предусмотрены в зависимых пунктах формулы изобретения, в следующем описании и показаны на чертежах.
Как указано выше, предлагается способ изготовления комбинированных банок и упаковки сухих или влажных изделий в комбинированные банки, способ включает:
- извлечение заготовки основной части из стопки заготовок и перенос заготовки основной части на станцию формирования основной части;
- формирование трубчатой части путем сгибания заготовки основной части и сведения двух противоположных краев заготовки основной части вместе встык, соединение продолжается в направлении по высоте полой основной части;
- уплотнение соединения путем приваривания уплотнительной полоски поверх соединения на внутренней поверхности полой основной части, тем самым, формируя промежуточную банку;
- перенос промежуточной банки на станцию верхнего уплотнения;
- уплотнение верхнего отверстия на верхнем конце полой основной части посредством приваривания периферийного фланца верхнего уплотнительного элемента к внутренней поверхности полой основной части на некотором расстоянии от края верхнего конца полой основной части;
- перенос промежуточной банки на станцию наложения верхней кромки;
- наложение верхней кромки на промежуточную банку путем вставки по меньшей мере нижней части верхней кромки в верхнее отверстие над верхним уплотнительным элементом;
- приваривание вставленной части верхней кромки к внутренней поверхности полой основной части;
- перенос промежуточной банки на транспортер и размещение промежуточной банки на транспортере, причем верхняя кромка опирается на транспортер, и нижнее отверстие на нижнем конце полой основной части обращено вверх в вертикальном направлении;
- перенос промежуточной банки на блок заполнения;
- заполнение промежуточной банки сухим или влажным изделием через нижнее отверстие полой основной части;
- обработка промежуточной банки в атмосфере защитного газа либо во время заполнения промежуточной банки, либо путем введения заполненной промежуточной банки в вакуумную камеру для откачки воздуха;
- перенос заполненной промежуточной банки на блок уплотнения, заполненная промежуточная банка транспортируется на блок уплотнения в закрытой транспортировочной системе, при этом поддерживается атмосфера защитного газа;
- уплотнение нижнего отверстия полой основной части путем приваривания периферийного фланца нижнего уплотнительного элемента к внутренней поверхности полой основной части на некотором расстоянии от края нижнего конца полой основной части, уплотнение нижнего отверстия выполняется при поддержании атмосферы защитного газа;
- поворот заполненной и уплотненной снизу промежуточной банки для приведения верхнего конца полой основной части в положение, когда он обращен вверх в вертикальном направлении, и перенос промежуточной банки на блок присоединения крышки;
- присоединение повторно герметизируемой крышки на верхнем конце полой основной части с внутренней поверхностью повторно герметизируемой крышки в непосредственном контакте с верхней поверхностью верхней кромки.
Промежуточная банка хранится в атмосфере защитного газа от момента создания атмосферы защитного газа в сочетании с заполнением промежуточной банки до момента уплотнения нижнего отверстия полой основной части. Тем самым, не допускается контакта с воздухом между заполненными изделиями в открытой промежуточной емкости, пока изделия не будут безопасно заключены в комбинированную банку. Другим техническим эффектом является то, что атмосферой на станции уплотнения и на этапе уплотнения можно надежно управлять, поскольку нет необходимости в удалении воздуха из заполненных открытых емкостей до их уплотнения. Обнаружено, что это дает значительное преимущество, поскольку перепад давлений на этапе уплотнения может отрицательно влиять на процесс уплотнения, вызывая турбулентность в упакованном материале. Такая турбулентность может привести к попаданию порошкового материала в уплотнения и потенциально нарушать герметичность уплотнений.
Следующие этапы:
- перенос промежуточной банки на станцию наложения верхней кромки;
- наложение верхней кромки на промежуточную банку путем вставки по меньшей мере нижней части верхней кромки в верхнее отверстие над верхним уплотнительным элементом;
- приваривание вставленной части верхней кромки к внутренней поверхности полой основной части;
- перенос промежуточной банки на транспортер и размещение промежуточной банки на транспортере с верхней кромкой, опирающейся на транспортер, и нижним отверстием на нижнем конце полой основной части, обращенным вверх в вертикальном направлении,
- являются опциональными для комбинированных банок, закрывающихся сверху, с крышкой, сформированной компонентами из бумажного картона.
Как указано в настоящем документе, продольная ось промежуточной банки может быть расположена в основном в вертикальном направлении с верхним концом полой основной части, направленным вверх в вертикальном направлении, во время переноса промежуточной банки со станции верхнего уплотнения на станцию наложения верхней кромки.
В описанном в настоящем документе способе край верхнего конца полой основной части направлен вверх в вертикальном направлении, и край нижнего конца полой основной части направлен вниз в вертикальном направлении при наложении и присоединении верхнего уплотнительного элемента и верхней кромки у верхнего отверстия полой основной части. После этого промежуточную банку, включающую полую основную часть, верхний уплотнительный элемент и верхнюю кромку, переворачивают, чтобы край верхнего конца был направлен вниз в вертикальном направлении, и край нижнего конца был направлен вверх в вертикальном направлении. Промежуточная банка с присоединенной верхней кромкой может быть повернута в устройстве наложения кромки или в обычном поворотном устройстве дальше по ходу способа от устройства наложения кромки.
За счет присоединения верхней кромки к полой основной части и переворота промежуточной банки перед транспортировкой промежуточной банки к блоку заполнения, промежуточная банка опирается прочной верхней кромкой на транспортер во время переноса на блок заполнения.
За счет присоединения верхнего уплотнительного элемента до заполнения банки устраняется риск обнаружения остатков упаковочного материала вне верхнего уплотнительного элемента в верхнем конце банки, поскольку существует риск, что материал в виде пыли загрязнит область сварки и отрицательно повлияет на качество уплотнения верхним уплотнительным элементом.
Верхняя кромка предпочтительно представляет собой более жесткий полимерный компонент, чем полая основная часть. Верхняя кромка может быть соответствующим образом изготовлена литьем под давлением. Верхняя кромка помогает обеспечить форму и устойчивость гибкой картонной основной части и защитить край верхнего конца полой основной части. Верхняя кромка заставляет стенку основной части емкости соответствовать контуру верхней кромки и принимать требуемую заранее определенную и стабильную форму.
Сварное уплотнение между верхней кромкой и полой основной частью может быть сформировано по любому подходящему способу, например, посредством высокочастотной индукционной сварки. Для получения прочного уплотнения сварное уплотнение предпочтительно является непрерывным уплотнением, которое продолжается вокруг верхнего отверстия для достижения влаго- и предпочтительно газонепроницаемого уплотнения. В комбинированных банках, полученных по этому способу, описанному в настоящем документе, высокочастотная индукционная сварка является предпочтительным способом присоединения компонентов банки, таких как уплотнительная полоска основной части, верхняя и нижняя кромки и верхний и нижний уплотнительные элементы.
За счет присоединения верхней кромки к внутренней поверхности полой основной части посредством сварки, можно получить более плотное и тонкое соединение верхней кромки с полой основной частью, чем при использовании соединения адгезивом, которое было ранее общепринятым в этой области. Как указано в настоящем документе, приваренная верхняя кромка предпочтительно является пластмассовой кромкой и расположена так, чтобы она продолжалась параллельно материалу в полой основной части, от внутренней поверхности полой основной части до внутренней поверхности крышки. Верхняя кромка более жесткая, чем материал на основе картона в полой основной части и составляет устойчивое по форме продолжение или дополнение верхнего конца полой основной части и обеспечивает первую опорную поверхность, которая оказывает сопротивление деформации при прижатии ко второй опорной поверхности на внутренней поверхности повторно герметизируемой крышки. Тем самым, комбинированная банка может быть повторно открыта и закрыта с высоким уровнем герметичности даже после первого открывания банки потребителем и после отрыва или удаления верхнего уплотнительного элемента.
Таким образом, верхняя кромка составляет жесткую часть устойчивой формы на верхнем конце полой основной части, которая может формировать герметичное уплотнение внутренней поверхности крышки.
Верхняя кромка предпочтительно приварена к внутренней поверхности полой основной части, чтобы верхняя часть верхней кромки продолжалась за край верхнего конца полой основной части.
Верхняя кромка может представлять собой профилированный элемент, содержащий периферийный фланец, продолжающийся наружу от верхнего края нижней части верхней кромки, верхняя кромка наложена на промежуточную банку с периферийным фланцем, покрывающим край верхнего конца полой основной части. Периферийный фланец составляет жесткую защиту материала из картона по краю верхнего конца полой основной части.
Верхняя кромка, которая присоединена к полой основной части с частью верхней кромки, продолжающейся из верхнего отверстия в полой основной части в направлении по высоте полой основной части, формирует жесткую, износостойкую и устойчивую по форме опору, на которую промежуточная банка может опираться после поворота на 180° для размещения вверх дном на транспортере для переноса на блок заполнения. Промежуточные банки могут формировать плотно упакованные очереди или скользить по ремню транспортера, не вызывая деформации картонного материала в полых основных частях или повреждения края верхнего конца полой основной части.
Верхняя кромка может обладать любым подходящим профилем в сечении, при условии, что он может соответствовать по меньшей мере части верхней кромки внутри верхнего отверстия. Нижняя часть верхней кромки может обладать разной толщиной в разных частях верхней кромки. Может быть предпочтительно, чтобы ни одна часть верхней кромки не продолжалась вниз на наружной поверхности рукава основной части. Верхняя кромка в основном с двухтавровым или Г-образным профилем может быть предпочтительна, поскольку она может быть легко вставлена в верхнее отверстие и присоединена к внутренней поверхности полой основной части сваркой и приложением давления перпендикулярно внутренней поверхности полой основной части.
Как указано в настоящем документе, картонная основная часть поддерживается и защищена верхней кромкой на последующих этапах способа без риска повреждения открытого края картона. Верхняя кромка обеспечивает опору и защиту промежуточной банки на последующих этапах способа, таких как заполнение и уплотнение нижнего отверстия, дегазация и т.д., причем эти этапы могут быть выполнены, в то время как промежуточная банка опирается на верхнюю кромку.
Верхняя кромка позволяет заполнять емкость с нижнего конца после наложения верхнего уплотнительного элемента у верхнего отверстия. Если вместо этого наложить верхний концевой уплотнительный элемент после заполнения комбинированной банки содержимым в виде частиц или гранул, турбулентность, создаваемая при продвижении верхнего уплотнительного элемента в основную часть емкости, может вызывать утечку некоторых частиц или гранул из полой основной части и их оседание на наружной стороне верхнего уплотнительного элемента, в промежутке между верхним уплотнительным элементом и краем верхнего конца полой основной части. Пользователь, открывающий комбинированную банку и обнаруживший открытый верхний уплотнительный элемент, загрязненный упаковочным материалом, в основном будет считать, что банка менее гигиенична, чем хотелось бы. Поэтому, часть упаковочного материала может быть захвачена в сварное уплотнение между верхним уплотнительным элементом и внутренней поверхностью полой основной части, что делает уплотнение менее плотным, чем нужно, и затрудняя точный контроль прочности уплотнения.
Способ, описанный в настоящем документе, может дополнительно включать:
- наложение нижней кромки на нижний конец уплотненной снизу промежуточной банки;
- размещение уплотненной снизу промежуточной банки на ленте транспортера с нижней кромкой, опирающейся на ленту транспортера во время переноса промежуточной банки на блок присоединения крышки.
Нижняя кромка накладывается в виде замкнутой петли, продолжающейся в плоскости нижней петли и обладающей наружным контуром и внутренним контуром и высотой в направлении по высоте, перпендикулярном плоскости нижней петли. Нижняя кромка обладает верхней частью кромки и нижней частью кромки в направлении по высоте нижней усиливающей кромки. Нижняя кромка может быть наложена посредством:
- вставки верхней части нижней кромки и опционально также нижней части нижней кромки в полую основную часть у края нижнего конца с краем нижнего конца нижней усиливающей кромки вне основной части емкости или заподлицо с краем нижнего конца полой основной части; и
- присоединение нижней кромки к внутренней поверхности полой основной части, присоединение предпочтительно осуществляется посредством сварки, например, высокочастотной индукционной сварки.
Преимущества обеспечения комбинированной банки с нижней кромкой аналогичны преимуществам, получаемым с верхней кромкой. В промежуточной банке, которая заполнена с нижнего конца и уплотнена нижним уплотнительным элементом, нижняя кромка повышает устойчивость формы на нижнем конце полой основной части и защищает край нижнего конца картонного материала в полой основной части от износа, когда заполненная и уплотненная снизу промежуточная банка транспортируется на транспортере, опираясь на нижнюю кромку. В полностью собранной комбинированной банке нижняя кромка продолжает оставаться поддерживающим элементом, который защищает картонный материал на нижнем конце комбинированной банки от влаги, которая может присутствовать на столешнице или другой поверхности, на которой банка размещена пользователем. Нижняя кромка также может образовывать жесткий и устойчивый по форме опорный элемент, взаимодействующий с сопряженными уложенными в стопку элементами в верхней части другой комбинированной банки при укладывании комбинированных банок в стопку одна над другой.
После наложения нижнего уплотнительного элемента на заполненную промежуточную банку, уплотненная и заполненная промежуточная банка может быть перевернута на 180° в блоке уплотнения или в обычном поворотном устройстве дальше по ходу способа от блока уплотнения.
Способ, описанный в настоящем документе, может подразумевать, что две или более промежуточные банки, например, четыре промежуточные банки, обрабатываются одновременно во время одного или более из следующих этапов способа:
- уплотнение верхнего отверстия;
- наложение верхней кромки;
- приваривание верхней кромки;
- переворот промежуточной банки на 180°;
- заполнение промежуточной банки;
- уплотнение нижнего отверстия;
- переворот заполненной и уплотненной снизу промежуточной банки на 180°; и
- присоединение повторно герметизируемой крышки.
Также в настоящем документе предлагается сборочная линия для изготовления комбинированных банок и заполнение комбинированных банок сухими или влажными изделиями, например, по способу, описанному в настоящем документе. Сборочная линия включает несколько блоков устройств, соединенных транспортерами, блоки устройств включают:
- блок формирования основной части;
- блок заполнения;
- блок уплотнения; и
- блок присоединения крышки.
В сборочной линии, описанной в настоящем документе, газосепаратор может быть расположен между блоком заполнения и блоком уплотнения.
Блок формирования основной части сборочной линии может включать:
- станцию отбора заготовки основной части;
- станцию формирования основной части;
- станцию верхнего уплотнения; и
- станцию наложения верхней кромки.
Блок уплотнения сборочной линии может включать станцию уплотнения банок и опционально станцию наложения кромки.
Любой блок устройства сборочной линии может быть по меньшей мере частично расположен во внешнем кожухе. Кроме того, любой блок устройства или часть блока устройства может быть расположена для использования в атмосфере модифицированного газа, также упоминаемой в настоящем документе атмосферой защитного газа во внешнем кожухе. Как указано в настоящем документе, блок уплотнения может быть расположен во внешнем кожухе и может быть предназначен для использования в атмосфере защитного газа во внешнем кожухе. Кроме того, любое устройство наложения компонента банки, описанное в настоящем документе, может быть расположено по меньшей мере частично во внутреннем кожухе внутри внешнего кожуха.
Способ, описанный в настоящем документе, может включать этап дегазации, который выполняется в сочетании с этапом заполнения. Этап дегазации может включать подачу защитного газа в поток изделия на этапе заполнения. Защитным газом может быть азот, двуокись углерода или смесь азота и двуокиси углерода. Защитный газ может нагнетаться в поток сухого или влажного изделия во время заполнения промежуточной банки до того, как поток изделия достигнет внутреннего отделения промежуточной банки.
В альтернативном или дополнительном варианте уплотнение нижнего отверстия может быть осуществлено в атмосфере защитного газа. Когда поток изделий обрабатывается защитным газом на этапе заполнения, заполненные промежуточные банки предпочтительно транспортируются для этапа закрытия в блоке уплотнения, при этом поддерживается защитная атмосфера, например, путем перемещения промежуточных банок через канал, заполненный защитным газом. В альтернативном варианте заполненные промежуточные банки могут быть введены в вакуумную камеру для удаления воздуха, после чего заполненные промежуточные банки подвергаются воздействию защитной атмосферы и уплотняются.
Наложение компонентов банки, таких как верхний уплотнительный элемент, нижний уплотнительный элемент, верхняя кромка и нижняя кромка, может быть выполнено с использованием соединительного блока, содержащего сварочный блок, например, блок высокочастотной индукционной сварки, который предназначен для прикрепления компонента к полой основной части во время изготовления комбинированной банки. Сварочный блок может включать генератор энергии для индукционной сварки, чтобы размягчать или расплавять свариваемый слой, который составляет часть полой основной части и/или накладываемого компонента банки. Устройство может дополнительно включать транспортировочное средство, предназначенное для транспортировки потока промежуточных банок на и с соединительного блока. Транспортировочное средство может содержать, последовательно, подающее средство, главный транспортировочный элемент и сдвижное захватное средство. Подающее средство может быть предназначено для переноса промежуточных банок непрерывным образом по одной на главный транспортировочный элемент, и захватное средство может быть предназначено для переноса промежуточных банок с главного транспортировочного элемента на сварочный блок. Устройство может быть скомпоновано таким образом, чтобы во время нормальной эксплуатации устройства промежуточные банки выстраивались друг около друга на стороне выше по ходу способа от подающего средства, подающее средство предназначено для отделения соседних промежуточных банок друг от друга в направлении подачи за счет увеличения скорости подачи каждой отдельной промежуточной банки вдоль подающего средства и, тем самым, увеличения расстояния между соседними промежуточными банками, подаваемыми вдоль подающего средства. Главный транспортировочный элемент может быть предусмотрен для эксплуатации на скорости транспортировки, которая приблизительно соответствует и одинакова со скоростью выгрузки промежуточных банок при подаче из подающего средства, чтобы промежуточные банки, передаваемые на и вдоль главного транспортировочного элемента, оставались разделенными. Сдвижное захватное средство может быть предназначено для захвата по меньшей мере двух промежуточных банок, например, четырех промежуточных банок, и для переноса этих промежуточных банок одновременно с главного транспортировочного элемента на соединительный блок, соединительный блок предпочтительно предназначен для одновременного прикрепления компонента банки к каждой из одновременно переносимых промежуточных банок.
Подающее средство может содержать подающий червячный элемент, предусмотренный с возрастающим шагом, чтобы скорость подачи каждой отдельной промежуточной банки, а также расстояние между соседними промежуточными банками возрастало в соответствии с возрастающим шагом червяка при транспортировке промежуточных банок подающим червячным элементом. Такой подающий червячный элемент создает определенные расстояния между промежуточными банками, обеспечивая контролируемое позиционирование и правильный захват промежуточных банок.
Подающий червячный элемент обеспечивает контролируемую скорость подачи на входе подающего червячного элемента. За счет регулировки этой скорости на входе относительно скорости, на которой промежуточные банки транспортируются к подающему червячному элементу, например, путем скорости на входе, только незначительно ниже скорости транспортировки ленты транспортера, предназначенного для транспортировки промежуточных банок на подающий червячный элемент, можно предотвратить столкновение заполненных открытых промежуточных банок на высокой скорости с линией медленно движущихся промежуточных банок, открытые промежуточные банки будут более плавно приближаться и присоединяться к линии выше по ходу способа от промежуточных банок.
Может быть предпочтительно, чтобы подающее червячное средство содержало два подающих червячных элемента, расположенных параллельно вдоль каждой из сторон потока промежуточных банок, чтобы каждая промежуточная банка транспортировалась между двумя подающими червячными элементами, которые предназначены для совместного использования. Это обеспечивает надежный захват при подаче промежуточных банок и снижает риск того, что промежуточная банка проскользнет дальше свого места в подающем червяке.
Главный транспортировочный элемент может содержать направляющие опоры и поддерживающие планки, направляющие опоры предназначены для опоры промежуточных банок при переносе на главный транспортировочный элемент и обеспечения их продвижения в направлении транспортировки, а поддерживающие планки распределены на определенных расстояниях вдоль движущейся и транспортировочной части главного транспортировочного элемента, чтобы проталкивать емкости вдоль направляющих опор. Таким образом, предотвращается проскальзывание промежуточных банок относительно размеренно движущейся части, такой как транспортировочная лента, что может приводить к произвольно меняющемуся расстоянию между соседними промежуточными банками, вызывая проблемы на последующем этапе захвата. Использование направляющих опор и поддерживающих планок, описанных в настоящем документе, дополнительно улучшает позиционирование промежуточных банок перед захватом, поскольку расстояние между соседними промежуточными банками, подаваемыми на захватное средство, заранее определено и не меняется.
Транспортировочное средство может дополнительно содержать впускной транспортировочный элемент, предназначенный для подачи емкостей на подающее средство. Впускной транспортировочный элемент может быть предназначен для использования на скорости транспортировки, которая приблизительно соответствует и одинакова относительно исходной скорости подачи на стороне впуска подающего средства. Это обеспечивает плавный переход для промежуточных банок между впускным транспортировочным элементом и подающим средством. Предпочтительно впускной транспортировочный элемент также образует опору для промежуточных банок, когда они подаются вдоль подающего средства. Впускной транспортировочный элемент может быть предназначен, чтобы обеспечивать продвижение промежуточных банок с опорой, когда скорость их подачи возрастает при подаче вдоль подающего средства. Впускной транспортировочный элемент может содержать бесконечную стальную полосу, которая транспортирует и поддерживает промежуточные банки.
Соединительный блок может содержать по меньшей мере два элемента блока, каждый элемент блока имеет полость, предназначенную для приема по меньшей мере концевой части промежуточной банки, на которой должен быть закреплен компонент банки, такой как верхний уплотнительный элемент, нижний уплотнительный элемент или кромка, причем генератор энергии индукционной сварки, такой как катушка, продолжается вокруг полости, чтобы он окружал по периферии промежуточную банку, размещенную в полости, вдоль расстояния, соответствующего периферийному краю компонента банки, размещенного в предназначенном для него положении закрепления в промежуточной банке, каждый элемент дополнительно включает позиционирующее устройство компонента банки, предназначенное для позиционирования компонента банки в предназначенном для него положении закрепления.
Позиционирующее устройство может обладать формой плунжера пресса, который позиционирует компонент банки внутри полой основной части промежуточной банки и, следовательно, расширяется радиально, чтобы прикладывать направленную радиально наружу силу давления на вставленный компонент банки и вызывать прижатие участка компонента банки к внутренней поверхности полой основной части. Компонент банки прижимается к внутренней поверхности полой основной части во время приваривания компонента банки к полой основной части.
Устройство позиционирования может содержать две части, которые могут перемещаться вдоль оси друг относительно друга:
- пластину основания, содержащую или состоящую из жесткого материала, и
- упругодеформируемую юбку поршня.
Перемещение вдоль оси между двумя частями устройства позиционирования может быть осуществлено посредством первого штока и второго штока поршня, первый и второй шток продолжаются в направлении оси, причем второй шток является коаксиальным относительно первого штока. Пластина основания присоединена к концевому участку первого штока, чтобы опорная поверхность пластины основания была перпендикулярна направлению по оси. Юбка поршня присоединена к концевому участку второго штока. Первый шток и второй шток предназначены для смещения вдоль оси синхронно друг с другом, а также независимо друг от друга. Концевой участок второго штока предназначен для расположения ближе к концевому участку первого штока, когда юбка поршня находится в расширенном состоянии по сравнению с нерасширенным состоянием.
При вставке компонента банки до положения соединения в полую основную часть, первый шток и второй шток смещаются вдоль оси синхронно друг с другом, перемещаясь вместе, как одиночный блок. При преобразовании юбки поршня до расширенного состояния первый шток и второй шток смещаются независимо друг от друга, так что второй шток смещается относительно первого штока в осевом направлении. Тем самым, юбка поршня прижимается к пластине основания и расплющивается, так что наружная периферия юбки поршня предполагает расширенное состояние. Упруго деформируемая юбка поршня будет автоматически возвращаться в нерасширенное состояние, когда прекращается приложение давления, оказываемого на нее первым и вторым штоками, после наложения элемента емкости в нужном месте внутри основной части емкости.
Пластина основания обладает опорной поверхностью с периферийным краем, причем периферийный край содержит несколько боковых участков края, соединенных угловыми участками. Юбка поршня покрывает поверхность пластины основания, противоположную опорной поверхности.
Как указано в настоящем документе, юбка поршня может трансформироваться между нерасширенным состоянием и расширенным состоянием. Юбка поршня обладает наружной периферией, которая в нерасширенном состоянии расположена на периферийном краю опорной поверхности пластины основания, и которая в расширенном состоянии расположена по меньшей мере частично вне периферийного края опорной поверхности пластины основания.
Наружная периферия юбки поршня в нерасширенном состоянии предпочтительно обладает формой, соответствующей форме периферийного края опорной поверхности.
По меньшей мере один из участков бокового края периферийного края пластины основания может содержать изогнутый сегмент, который изогнут в направлении вовнутрь от периферийного края опорной поверхности, и по меньшей мере один соответствующий боковой участок наружной периферии юбки поршня может содержать изогнутый сегмент, который изогнут в направлении вовнутрь от наружной периферии юбки поршня.
Юбка поршня расположена на верхней части пластины основания, покрывая верхнюю поверхность пластины основания, которая противоположна опорной поверхности. Когда юбка поршня находится в нерасширенном состоянии, она не будет контактировать с компонентом банки или по меньшей мере не будет испытывать воздействия каких-либо усилий на компонент банки во время перевода компонента банки в положение присоединения внутри полой основной части. Когда компонент банки достигает положения присоединения, юбка поршня вынужденно расширяется в радиальном направлении, тем самым, придавливая краевой участок компонента банки по периферии к внутренней поверхности полой основной части. В этом расширенном состоянии юбки поршня площадь поперечного сечения, ограниченная наружной периферией юбки поршня, больше, чем в нерасширенном состоянии юбки поршня.
За счет предусмотренного по меньшей мере одного изогнутого сегмента периферийного края опорной поверхности пластины основания и соответствующего по меньшей мере одного изогнутого сегмента наружной периферии юбки поршня, риск столкновения с блоком позиционирования на верхнем краю полой основной части и, тем самым, повреждения трубчатой стенки полой основной части при вставке компонента банки может быть значительно снижен или устранен.
При переходе в расширенное состояние юбка поршня будет уплощаться, при этом любой изогнутый вовнутрь сегмент или сегменты будут выпрямляться, по меньшей мере до степени, когда наружная периферия юбки поршня продолжается за периферийный край опорной поверхности. Следовательно, за счет тщательного выбора формы юбки поршня в нерасширенном состоянии и/или свойств материала, может быть достигнуто требуемое изменение формы во время ее преобразования. Материалом, используемым для юбки поршня, может быть любой подходящий упруго деформируемый устойчивый к износу и тепловому воздействию материал, известный в этой области, например, материалы из натурального или искусственного каучука, например, полиамиды, полиуретаны, сложные полиэфиры и т.д.
Способ, описанный в настоящем документе, может быть по меньшей мере частично осуществлен с использованием устройства с указанными выше компонентами и может включать следующие этапы:
- перенос промежуточных банок непрерывным образом по одной с подающего средства на главный транспортировочный элемент,
- перенос промежуточных банок с главного транспортировочного элемента на соединительный блок с помощью подвижного захватного средства,
- отделение соседних емкостей друг от друга в направлении транспортировки путем увеличения скорости подачи каждой отдельной промежуточной банки вдоль подающего средства и, тем самым, увеличения расстояния между соседними промежуточными банками, подаваемых вдоль подающего средства,
- использование главного транспортировочного элемента на скорости транспортировки, которая приблизительно соответствует и постоянна относительно скорости выгрузки промежуточных банок, когда они подаются с подающего средства, чтобы промежуточные банки, передаваемые на и вдоль главного транспортировочного элемента, оставались разделенными,
- захват, посредством подвижного захватного средства, по меньшей мере двух промежуточных банок и перенос этих промежуточных банок одновременно с главного транспортировочного элемента на соединительный блок, и
- прикрепление в то же самое время компонента банки к каждой из одновременно передаваемых промежуточных банок.
Подвижное захватное средство может содержать первый и второй захватные элементы, предназначенные для управления противоположными сторонами потока промежуточных банок, причем захватные элементы могут перемещаться к и от друг друга для захвата и освобождения промежуточных банок, соответственно, и захватные элементы, управляемые синхронизированным образом, перемещаются вдоль потока промежуточных банок между главным транспортировочным элементом и сварочным блоком для одновременного переноса двух или более промежуточных банок, каждый захватный элемент предусмотрен по меньшей мере с двумя выемками, например, с четырьмя выемками, для захвата на каждой стороне соответствующего числа одновременно захваченных промежуточных банок, причем расстояние между выемками захватных элементов соответствует расстоянию между промежуточными банками, позиционированными на главном транспортировочном элементе при использовании устройства.
Подвижное захватное средство может быть предназначено для захвата четырех емкостей и переноса этих четырех промежуточных банок одновременно с главного транспортировочного элемента на сварочный блок, сварочный блок предназначен для одновременного закрепления компонента банки на каждой из четырех промежуточных банок.
Подающее средство может содержать второе подвижное захватное средство и выпускной транспортировочный элемент, расположенный дальше по ходу способа от соединительного блока, причем второе подвижное захватное средство предназначено ля захвата по меньшей мере двух промежуточных банок и переноса этих промежуточных банок одновременно с соединительного блока на выпускной транспортировочный элемент.
Скользящая направляющая, например стационарная пластина скольжения, может быть расположена у конца выпускного транспортировочного элемента, чтобы промежуточные банки могли сдвигаться по пластине скольжения от выпускного транспортировочного элемента к другому транспортировочному элементу для транспортировки промежуточных банок на следующий блок устройства в производственной линии. Такая пластина скольжения снижает скорость подачи промежуточных банок и уменьшает расстояние между ними. Таким образом, промежуточные банки снова выстраиваются в ряд друг около друга непрерывным образом, как на стороне выше по ходу способа от подающего средства.
Как указано в настоящем документе, соединительный блок может быть расположен во внешнем кожухе, и атмосфера защитного газа может быть создана внутри внешнего кожуха. Выпускной порт для промежуточных банок может быть расположен во внешнем кожухе, причем размер отверстия предусмотрен в соответствии с размером обрабатываемых промежуточных банок. Выпускной порт может включать короткий канал, расположенный на конце выпускного транспортировочного элемента, причем пластина скольжения составляет дно этого канала. Выпускной транспортер толкает промежуточные банки на стационарную пластину скольжения, тем самым, создавая непрерывный ряд промежуточных банок, которые проходят через выпускной канал. Поскольку размер выпускного канала предусмотрен в соответствии с размером промежуточных банок, банки заполняют сечение выпускного канала, тем самым, выпускной порт становится относительно газонепроницаемым во время использования устройства без необходимости в каком-либо дополнительном оборудовании. Обеспечение стационарной пластины скольжения в выпускном канале показывает, что всегда будет промежуточная банка в выпускном канале, действующая, как «пробка» и предотвращающая выход защитного газа и попадание воздуха через выпускное отверстие из внешнего кожуха. Соответствующим образом размер и форма впускного порта во впускном канале во внешнем кожухе могут быть предусмотрены в соответствии с размером и формой промежуточных банок, изготавливаемых на сборочной линии, как указано в настоящем документе. Однако, поскольку впускной транспортер уже может быть расположен в атмосфере защитного газа, в основном достаточно расположить закрываемую крышку затпора на впускном отверстии соединительного блока, чтобы при необходимости можно было перекрыть впускной порт.
При транспортировке промежуточных банок, которые были заполнены, но еще не уплотнены, предпочтительно поддерживать атмосферу защитного газа без изменений с момента ее создания до того, как дно промежуточных банок будет закрыто поверх заполненного содержимого. Атмосфера защитного газа может быть создана уже на этапе заполнения, например, путем вдувания защитного газа в поток материала до того, как материал достигнет банки. В альтернативном варианте заполненные промежуточные банки могут быть введены в вакуумную камеру для откачки воздуха, после чего банки подвергаются воздействию атмосферы модифицированного газа, и накладывается нижний уплотнительный элемент.
В любом случае заполненные банки транспортируются на блок уплотнения в замкнутой транспортировочной системе, при этом поддерживается атмосфера защитного газа. Чтобы убедиться, что не происходит утечки защитного газа на границах раздела между транспортировочной системой и блоком уплотнения банок, плотно подогнанный впускной и выпускной каналы могут быть расположены на впуске и выходе блока уплотнения, как указано в настоящем документе.
Способ, описанный в настоящем документе, может включать применение ложечки в отделении, сформированном между верхним уплотнительным элементом и повторно герметизируемой крышкой. Ложечка предпочтительно вкладывается для промежуточной банки после заполнения и перед присоединением повторно герметизируемой крышки у верхнего конца полой основной части. Ложечка может быть приложена непосредственно на верхний уплотнительный элемент или может быть размещена в держателе для ложечки, который расположен над верхним уплотнительным элементом. Держатель ложечки может быть сформирован, как единое целое с верхней кромкой или может составлять добавленную часть верхней кромки. Держатель ложечки, который расположен на верхней кромке, может включать палочку-скребок для соскребывания излишка захваченного ложечкой содержимого из черпачка. Черпачок ложечки и держатель ложечки могут обладать сопрягающейся формой, чтобы ложечку можно было поместить с черпачком, надежно вставленным в держатель ложечки, а ручка ложечки удерживается над верхним уплотнительным элементом в основном в горизонтальном положении. Черпачок ложечки и держатель ложечки могут быть предусмотрены такими, чтобы черпачок ложечки мог входить в зацепление с держателем ложечки, например, за счет черпачка ложечки, предусмотренного с одним или более выступающими элементами, такими как один или более выступов или гребней, которые защелкиваются под краем держателя ложечки, когда черпачок ложечки вдавлен в держатель ложечки. Сцепление с защелкой между черпачком ложечки и держателем ложечки обеспечивает, чтобы ложечка надежно удерживалась в заранее определенном положении в держателе ложечки, не дребезжала, и чтобы ручка ложечки не опускалась в содержимое комбинированной банки, когда верхний уплотнительный элемент удален пользователем.
Повторно герметизируемая крышка может содержать держатель ложечки в форме зажима, расположенного на внутренней поверхности повторно герметизируемой крышки. Держатель ложечки на внутренней поверхности повторно герметизируемой крышки может быть предусмотрен в качестве альтернативы или дополнительно к держателю ложечки на верхней кромке.
Ложечка может быть размещена в банке, поскольку она упакована или может быть упакована в гигиеническую обертку, например, в пластиковый пакет.
Барьерные свойства банок, как указано в настоящем документе, могут быть предусмотрены в соответствии с различными требованиями герметичности в зависимости от изделий, которые упаковываются в банку. В качестве примера для банки для сушеного гороха может быть приемлем более низкий барьерный уровень, чем для банки, например, для детского питания, которое обладает высокой чувствительностью к воздействию кислорода и влаги. Сочетание газонепроницаемого уплотнения с использованием прокладок между верхним краем верхней кромки и внутренней поверхностью повторно герметизируемой крышки и газонепроницаемого сварного уплотнения между верхней кромкой и внутренней поверхностью полой основной части может обеспечивать банку с превосходными барьерными свойствами также после удаления верхнего уплотнительного элемента.
Банки, изготовленные по способу, описанному в настоящем документе, предпочтительно могут обладать барьерными свойствами, которые остаются в значительной степени неизменными даже после разрыва или удаления верхнего уплотнительного элемента. Другими словами, содержимое в закрытой банке может быть в равной степени надежно защищено или почти также надежно защищено независимо от того, был ли открыт верхний уплотнительный элемент. Это также означает, что уплотнение, создаваемое между повторно герметизируемой крышкой и верхней кромкой, а также сварное уплотнение между верхней кромкой и внутренней поверхностью банки предпочтительно обладает барьерными свойствами, обеспечивающими тот же самый уровень защиты упакованного содержимого, что и неповрежденный верхний уплотнительный элемент.
Как указано в настоящем документе, способ сварки, в частности, способ высокочастотной индукционной сварки, обеспечивает способ надежного управления созданием соединения с заранее определенным уровнем герметичности между верхней кромкой и термопластичным слоем материала на основе картона в полой основной части. Соединение осуществляется за счет подачи энергии для нагрева и локального размягчения или расплавления одного или более термопластичных компонентов в пластмассовой кромке и/или на внутренней поверхности полой основной части и путем сжатия пластмассовой кромки и полой основной части вместе в направлении, перпендикулярном внутренней поверхности полой основной части. Термопластичный материал, используемый для создания сварного уплотнения, может быть предусмотрен пластмассовой кромкой, термопластичной пленкой или покрытием на внутренней поверхности полой основной части, или за счет и пластмассовой кромки, и термопластичной пленки или покрытия на внутренней поверхности полой основной части. Может быть предпочтительно, чтобы пластмассовая кромка была изготовлена из термопластичного материала. Термопластичная кромка может быть изготовлена посредством любого подходящего способа формования с плавлением, известного в этой области, например, литья под давлением. За счет управления подачей энергии приложенным давлением и временем сварки, можно подобрать способ сварки для свариваемых материалов и получить сварной шов с требуемым уровнем герметичности. Соответственно, способ сварки является точным и предсказуемым, а также эффективным способом получения надежного уплотнения с заранее определенным уровнем герметичности.
После заполнения банок упакованным продуктом нижний конец закрывается для герметизации продукта во внутреннем отделении банки. Нижний конец закрывается путем присоединения нижнего уплотнительного элемента к внутренней поверхности полой основной части, как указано в настоящем документе. Нижний уплотнительный элемент предпочтительно присоединен на небольшом расстоянии внутри от края нижнего конца полой основной части для обеспечения способности к складированию и/или облегчения наложения нижней кромки у нижнего конца полой основной части. Вставка нижнего уплотнительного элемента может приводить к повышению давления несколько выше давления окружающей среды внутри уплотненной промежуточной банки. Было обнаружено, что это избыточное давление вызывает некоторое выпячивание наружу в верхнем уплотнительном элементе. В двухслойном верхнем уплотнительном элементе с частично удаленной отрывной лентой в верхнем наружном слое уплотнительного элемента было обнаружено, что небольшое выпячивание наружу в верхнем уплотнительном элементе способствует подъему захватного конца отрывной ленты от нижележащего слоя. Таким образом, захватный конец проще захватить, тем самым, облегчается отрыв верхнего уплотнительного элемента.
Нижний уплотнительный элемент может быть изготовлен из любого подходящего материала, такого как картон, пластмасса, металл и многослойный материал из таких материалов, в основном более предпочтительны нижние уплотнительные элементы на основе картона. Нижний уплотнительный элемент на основе картона может быть изготовлен из многослойного материала, содержащего слой картона, слой металлической фольги и слой термопластичного полимера, расположенный у внутренней поверхности слоя картона, обращенной к внутреннему пространству основной части емкости, со слоем металлической фольги, расположенным между слоем картона и слоем термопластичного полимера. Другой слой термопластичного полимера может быть расположен у наружной поверхности слоя картона. Нижний уплотнительный элемент может быть присоединен посредством сварки, например, высокочастотной индукционной сварки, к внутренней поверхности полой основной части. Нижний уплотнительный элемент приобретает свою форму до или во время вставки в нижнее отверстие путем изгибания периферийного краевого участка вне плоскости нижнего уплотнительного элемента для создания фланца, который совмещен с внутренней поверхностью полой основной части, и который может быть приварен к внутренней поверхности полой основной части. Сварное уплотнение между нижним уплотнительным элементом и стенкой основной части емкости намного меньше чувствительно к загрязнению упаковочным материалом, чем сварное уплотнение между верхним уплотнительным элементом и внутренней поверхностью полой основной части. Нижний уплотнительный элемент на основе картона в основном толще и более сжимаемый, чем верхний уплотнительный элемент, и проще сформировать герметичное уплотнение между нижним уплотнительным элементом и полой основной частью. Количество упакованного материала, который может выпасть из промежуточной банки, когда нижний уплотнительный элемент вставляется в нижнее отверстие, очень мало. Поскольку нижний уплотнительный элемент вставляется только на очень небольшое расстояние в полую основную часть, этап вставки вызывает только минимальную турбулентность у поверхности упаковочного материала. Тем самым, количество материала, который теряется на этапе закрывания, минимально. Любой материал, который оказывается снаружи нижнего уплотнительного элемента после того, как промежуточная банка закрыта и уплотнена, легко может быть удален, и полностью собранная комбинированная банка не будет выглядеть загрязненной.
В альтернативном варианте нижний конец комбинированной банки может быть закрыт с помощью любого подходящего способа, известного в этой области, такого как сгибание и уплотнение концевых участков стенки емкости.
После уплотнения дна и опционально присоединения нижней кромки к нижнему концу комбинированной банки, комбинированная банка может транспортироваться обычным образом на такое оборудование, как блок кодовой маркировки, сварочный блок, блок вставки информационного листка, блок вставки ложечки и т.д.
Этап наложения крышки способа, описанного в настоящем документе, может дополнительно включать наложение каркасной структуры путем механического присоединения каркасной структуры к верхней кромке. Механическое соединение между верхней кромкой и каркасной структурой может быть осуществлено путем обеспечения совмещения контуров верхней кромки и каркасной структуры. Такое совмещение контуров предпочтительно включает особенности с защелкой, такие как взаимосцепляющиеся гребни и канавки или выступы и отверстия/полости и т.д.
Каркасная структура может быть предназначена для совместного использования с вдавливаемой крышкой или крышкой с шарниром, чтобы удерживать крышку в закрытом положении с внутренней поверхностью крышки в непосредственном контакте с верхней поверхностью верхней кромки. Каркасная структура может быть наложена вместе с крышкой.
Соединение между каркасной структурой и верхней кромкой может быть выполнено путем формирования соединения с защелкой между каркасной структурой и верхней кромкой.
Механическое соединение между верхней кромкой и каркасной структурой предпочтительно является необратимым, учитывая то, что когда соединение установлено, оно может быть нарушено только путем разрушения или повреждения соединенных частей.
Каркасная структура может составлять компонент крышки, компонент крышки дополнительно содержит часть крышки, которая присоединена к каркасной структуре шарниром. Частью крышки может быть вся крышка или только часть крышки, которая собрана с одной или более дополнительными частями крышки для формирования крышки емкости. В качестве примера, часть крышки может быть наружная часть крышки, определяющая форму и размер участка крышки, который виден снаружи комбинированной банки, и который скомбинирован с крышкой емкости с внутренней частью крышки, чтобы внутренний уплотнительный элемент, обеспечивающий поверхность примыкания, которая вместе с соответствующей поверхностью примыкания на верхней кромке образует уплотнение с прокладкой между крышкой и верхней кромкой. Внутренний уплотнительный элемент может принимать форму плоского диска и может быть изготовлен из картона, пластмассы или любого подходящего многослойного материала и может включать упруго сжимаемый материал, например, натуральные или синтетические пеноматериалы или другие упруго сжимаемые полимерные материалы, которые могут давать вклад в герметичное уплотнение между крышкой и верхней кромкой. Внутренний уплотнительный элемент может быть присоединен к наружной части крышки адгезивом или сваркой. Однако может быть предпочтительно, чтобы внутренний уплотнительный элемент был механически присоединен к наружной части крышки, например, защелкнут в канавку, продолжающуюся вдоль края наружной части крышки, на ее внутренней поверхности.
Также предпочтительно присоединить внутренний уплотнительный элемент к наружной части крышки под нагрузкой на растяжение, поскольку было обнаружено, что внутренняя часть крышки под нагрузкой на растяжение обладает повышенной способностью уплотнения.
Когда часть крышки состоит из всей крышки, ее внутренняя поверхность образует уплотнение относительно поверхности примыкания верхней кромки. Внутренняя поверхность крышки может быть покрыта упруго сжимаемым материалом по меньшей мере в пределах области, соответствующей поверхности примыкания верхней кромки, или может содержать слой упругого материала на внутренней поверхности крышки.
За счет обеспечения крышки, каркасной структуры или компонента крышки, как частей, которые отделены от верхней кромки, эти части могут быть присоединены к верхней кромке после того, как заполнена промежуточная банка, и закрыт нижний конец. Крышка, каркасная структура или компонент крышки могут обладать профилем с трехмерной формой, с особенностями для обеспечения складирования, декоративными рельефными элементами, блокирующими элементами и другими изменениями и особенностями. Кроме того, крышка или часть крышки может обладать неплоской поверхностью, например, округлой поверхностью или поверхностью неправильной формы. Все такие трехмерные особенности затрудняют обращение с промежуточной заготовкой комбинированной банки при способе заполнения снизу, поскольку промежуточная банка не может надежно поддерживаться неплоской верхней поверхностью, сформированной крышкой или компонентом крышки. Пластмассовые компоненты сложной трехмерной формы являются сравнительно дорогостоящими при изготовлении и могут быть легко повреждены по ходу способа, во время переноса промежуточной банки между различными станциями обработки, захвата и повторного позиционирования банки, присоединения компонентов банки, заполнения и закрытия банки. За счет наложения каркасной структуры или компонента крышки после заполнения и закрытия банки, число банок, которые повреждены по ходу способа, и которые следует выбросить, может быть снижено. Верхнее укупоривание, содержащее крышку и кромку/каркасную конструкцию из двух частей, описанное в настоящем документе, позволяет сохранить как можно более низкий уровень отходов, чем при обычных конструкциях с кромкой в виде одиночной части. Верхняя кромка, описанная в настоящем документе, обладает простой формой без выступающих особенностей, которые могут быть повреждены по ходу способа изготовления и могут служить в качестве опорного и усиливающего элемента для полой основной части во время способа изготовления и заполнения, указанного в настоящем документе. В собранной комбинированной банке верхняя кромка дает вклад в устойчивость и форму основной части на основе картона при транспортировке и хранении.
Повторно герметизируемая крышка может быть наложена на верхний конец промежуточной банки после заполнения внутреннего упаковочного отделения в полой основной части упакованным изделием, и закрытия нижнего конца полой основной части.
Повторно герметизируемая крышка может представлять собой отдельную часть комбинированной банки, которая может быть полностью удалена при открывании банки. В альтернативном варианте крышка может быть присоединена к каркасной структуре посредством шарнира, как указано в настоящем документе. Шарниром может быть подвижный шарнир, т.е., сгибаемое соединение между крышкой и каркасной структурой. Подвижный шарнир может быть сформирован, как единое целое с крышкой и/или с каркасной структурой, или может быть отдельно сформированным элементом, который присоединен к крышке и к каркасной структуре. В альтернативном варианте шарнир может быть шарниром из двух частей, с первой частью шарнира, расположенной на крышке, и второй частью шарнира, расположенной на каркасной структуре. Конструкция шарнира из двух частей в альтернативном варианте может быть использована для присоединения крышки непосредственно к верхней кромке.
Если повторно герметизируемая крышка содержит наружную часть и внутренний уплотнительный диск, внутренний уплотнительный диск предпочтительно присоединен к наружной части повторно герметизируемой крышки до присоединения повторно герметизируемой крышки или компонента крышки к промежуточной банке. Хотя это менее предпочтительно, внутренний уплотнительный диск в альтернативном варианте может быть присоединен к наружной части повторно герметизируемой крышки после присоединения повторно герметизируемой крышки или компонента крышки к промежуточной банке.
В комбинированной банке, полученной по способу, указанному в настоящем документе, внутренний профиль верхней кромки определяет форму и размер отверстия для доступа, тем самым, отверстие для доступа меньше, чем верхнее отверстие полой основной части. Площадь отверстия для доступа предпочтительно составляет от 85 до 99% площади верхнего отверстия полой основной части, например, от 90 до 98% площади верхнего отверстия полой основной части или от 94 до 97% площади верхнего отверстия полой основной части. Верхняя кромка предпочтительно в незначительной степени встраивается в отверстие банки, чтобы размер отверстия для доступа был минимален. Тонкая верхняя кромка и большое отверстие для доступа делает содержимое банки легко доступным и дает вклад в более простое зачерпывание или выливание содержимого из банки. Тонкая внутренняя верхняя кромка минимизирует риск того, что материал в виде частиц зацепляется на поверхностях кромки при зачерпывании или выливании содержимого из банки, или когда закрытая банка перемещается или смещается между случаями распределения. Пользователь, открывающий банку и обнаруживающий загрязненную верхнюю кромку, будет воспринимать банку грязной и менее гигиеничной, чем предпочтительно. В основном предпочтительно держать упакованное изделие вдали от отверстия для доступа, где оно более подвержено загрязнению, поскольку оно может легче контактировать с руками человека, открывающего банку и вынимающего содержимое через отверстие для доступа. Загрязненное содержимое в банке, которое зацепилось за верхнюю кромку, может упасть назад в банку и может, в свою очередь, загрязнить остальное содержимое в банке.
Если упаковываемая банка предусмотрена с каркасной структурой, которая механически соединена с верхней кромкой, может быть предпочтительно, чтобы ни одна из частей каркасной структуры не продолжалась в отверстие для доступа и не уменьшала площадь отверстия для доступа. Каркасная структура затем может служить для обеспечения таких особенностей, как шарнир крышки, средство для удержания крышки в закрытом положении над отверстием для доступа, блокирующие элементы, элементы для складирования и т.д.
Верхняя кромка или каркасная структура дополнительно могут быть предусмотрены со средством для удержания крышки в закрытом положении с внутренней поверхностью крышки в непосредственном контакте с верхним краем верхней кромки. Такое средство может состоять из защелкивающихся элементов, включающих сопрягающиеся гребни и канавки на кромке или каркасной структуре и на крышке, охватывающие/охватываемые элементы и т.д., как известно в этой области. Кроме того, средство закрывания на комбинированной банке предпочтительно содержит блокировочное средство.
Блокировочное средство может содержать первый блокировочный элемент, расположенный на каркасной структуре, если она есть, на полой основной части или комбинированной банке или на верхней кромке, и второй блокировочный элемент, расположенный на крышке банки. Первый и второй блокировочные элементы могут быть сопрягаемыми блокировочными элементами, такими как охватывающий/охватываемый блокировочные элементы, включающие крючки и другие выступы, которые расположены для взаимного сцепления с гребнями, крючками, канавками, отверстиями, полостями, петлями и т.д.
Блокировочное средство может содержать по меньшей мере один блокировочный клапан, присоединенный на постоянной основе к верхней кромке или к каркасной структуре, например, на участке переднего края и/или на участке бокового края отверстия для доступа банки. Блокировочный клапан обладает свободным концевым участком, продолжающимся к повторно герметизируемой крышке в направлении по высоте комбинированной банки. Свободный концевой участок блокировочного клапана содержит первый блокировочный элемент, который предназначен для сопряжения со вторым блокировочным элементом на наружной поверхности повторно герметизируемой крышки. Предпочтительно блокировочный клапан обладает протяженностью в направлении по высоте комбинированной банки, которая позволяет свободному концевому участку достигать некоторого расстояния над верхним участком наружной поверхности крышки, чтобы первый и второй блокировочные элементы могли быть расположены для сопряжения на верхнем участке наружной поверхности крышки у края повторно герметизируемой крышки. Когда блокировочный клапан находится в закрытом положении с первым и вторым блокировочными элементами, сцепленными друг с другом, крышка и верхняя кромка или каркасная структура прочно сжаты вместе и удерживаются с усилием на растяжение. Блокировочный клапан предпочтительно присоединен шарнирно к верхней кромке или к каркасной структуре, предпочтительно посредством подвижного шарнира, сформированного, как единое целое с верхней кромкой или каркасной структурой и блокировочным клапаном.
Область захвата вклейки может быть расположена на наружной поверхности верхнего участка части крышки. Область захвата вклейки расположена у свободного концевого участка блокировочного клапана и служит для обеспечения доступа к свободному концевому участку блокировочного клапана в направлении, перпендикулярном направлению по высоте компонента крышки. Тем самым, блокировочным клапаном можно легко управлять, даже если ни одна из частей блокировочного клапана в закрытом положении не продолжается в направлении по высоте компонента крышки за наружную поверхность крышки верхнего участка части крышки.
В альтернативном варианте, хотя в основном это менее предпочтительно, блокировочное средство может быть предусмотрено в виде блокировочного клапана или застежки, продолжающейся от края на крышке, например, от переднего края на крышке, и содержащей по меньшей мере один блокировочный элемент, который может быть закреплен в или на соответствующем блокировочном элементе на верхней кромке или на каркасной структуре.
Блокировочные элементы предпочтительно предназначены для повторного открывания и закрывания блокировочного средства. Управление блокировочным средством можно облегчить посредством захватных устройств, таких как рукоятки, увеличивающие трение элементы, ушки банки и т.д.
Обеспечивающий складирование элемент или обеспечивающие складирваоние элементы у отверстия банки могут быть расположены по периферии на крышке и/или на каркасной структуре, присоединенной к верхней кромке, окружающей отверстие для доступа в упаковочной банке. Крышка может быть предусмотрена с сопрягаемыми обеспечивающими складирование элементами, расположенными на верхней наружной поверхности и на внутренней нижней поверхности каждой крышки, что позволяет складировать крышки отдельно до их наложения на промежуточную банку, например, при изготовлении упаковочных банок, как указано в настоящем документе. Аналогичным образом, компоненты крышки, содержащие части крышки, шарнирно присоединеннуые к каркасной структуре, могут быть предусмотрены с сопрягаемыми обеспечивающим складирование элементами, позволяющими складировать компоненты крышки отдельно.
Обеспечивающий складирование элемент у отверстия банки может принимать форму периферийной закраины на наружной поверхности крышки или на верхней кромке или на каркасной структуре, присоединенной к верхней кромке. Когда одна банка установлена поверх другой банки, нижний край или нижняя кромка первой банки опирается на периферийную закраину.
Компонент крышки для комбинированной банки, описанной в настоящем документе, обладает боковым направлением и направлением по высоте, перпендикулярным боковому направлению, и содержит часть крышки и каркасную структуру, часть крышки обладает верхним участком и участком боковой стенки. Верхний участок обладает наружной поверхностью крышки и внутренней поверхностью крышки, противоположной наружной поверхности крышки, и периферийным краем, окружающим наружную поверхность крышки. Каркасная структура содержит верхний участок и нижний участок в направлении по высоте и обладает поверхностью нижнего края. Обеспечивающие складирование элементы могут быть расположены на наружной поверхности крышки, обеспечивающие складирование элементы на наружной поверхности крышки содержат уступ для складирования компонентов крышек и уступ для складирования банок. Уступ для складирования банок содержит первую опорную поверхность, расположенную на первом уровне ниже самого высокого уровня наружной поверхности крышки в направлении по высоте компонента крышки, и уступ для складирования компонентов крышек содержит первую опорную поверхность, расположенную на втором уровне ниже самого высокого уровня наружной поверхности крышки и ниже первого уровня в направлении по высоте компонента крышки. Уступ для складирования компонентов крышек расположен у периферийного края наружной поверхности крышки, снаружи от уступа для складирования банок в боковом направлении компонента крышки, и каркасная структура предназначена для посадки и опоры на уступ для складирования компонентов крышек. Уступ для складирования банок предназначен для приема и поддержки нижнего края комбинированной банки.
Часть крышки и каркасная структура компонента крышки, описанные в настоящем документе, могут быть полностью разделяемыми частями, частично разделяемыми частями или полностью неразделяемыми частыми. В компоненте крышки с полностью разделяемыми частями части могут быть разделены и присоединены друг к другу с возможностью повторной герметизации в закрытой компоновке компонента крышки. В компоненте крышки с частично разделяемыми частями части соединены друг с другом шарниром и могут перемещаться между закрытой компоновкой компонента крышки и открытой компоновкой компонента крышки за счет поворота вокруг шарнира. Компонент крышки с неразделяемыми частями является компонентом крышки, в котором каркасная структура образует целостное продолжение участка боковой стенки части крышки.
Как указано в настоящем документе, нижняя кромка может быть присоединена к полой основной части комбинированной банки на нижнем конце полой основной части. В комбинированной банке, которая предусмотрена с уступами для складирования на повторно герметизируемой крышке или на компоненте крышки, содержащем повторно герметизируемую крышку, нижняя кромка предназначена для складирования при совместном использовании с уступом для складирования банки на верхнем участке крышки или части крышки.
В комбинированной банке, как указано в настоящем документе, поверхность нижнего конца нижней кромки может быть предназначена для складирования при совместном использовании с первой опорной поверхностью уступа для складирования банки, и внутренняя стенка нижней кромки может быть предназначена для складирования при совместном использовании со второй опорной поверхностью уступа для складирования банки. При складировании второй банки, описанной в настоящем документе, поверх первой банки, описанной в настоящем документе, поверхность нижнего конца нижней кромки второй банки опирается на первую опорную поверхность уступа для складирования первой банки, и вторая опорная поверхность уступа для складирования банки ограничивает боковое перемещение второй банки относительно первой банки.
Как указано в настоящем документе, обеспечивающие складирование элементы расположены на наружной поверхности компонента крышки и включают уступ для складирования компонента крышки и уступ для складирования емкости, причем уступ для складирования компонента крышки расположен сбоку снаружи и ниже уступа для складирования банки. За счет расположения обеспечивающих складирование элементов на самом краю части крышки, обеспечивающие складирование элементы минимально нарушают верхнюю поверхность крышки, и большая центральная область крышки доступна для отображения назначения, например, для передачи информации, логотипов и/или назначения оформления. Поскольку уступы для складирования расположены на уровнях ниже центральной области верхней поверхности части крышки, они являются незаметными, и техническая сторона их функции в качестве обеспечивающих складирование элементов может не бросаться в глаза конечному пользователю комбинированной банки. Комбинированная банка может восприниматься, как обладающая более привлекательным и «продуманным» внешним видом и в меньшей степени воспринимается ее техническая сторона, что может быть предпочтительно при размещении банки в месте, где она может быть видна, например, на столешнице в доме пользователя или на полке в магазине.
При складировании вместе компоненты крышек, предусмотренные с уступами для складирования, описанными в настоящем документе, вложены друг в друга, чтобы они были уложены пространство-сберегающим и устойчивым образом, причем каждый компонент крышки добавляет высоту стопки в меньшей степени, чем высота компонента крышки. Таким образом, совместная высота компонентов уложенных крышек меньше, чем сумма отдельных высот компонентов крышек. Пространство-сберегающая компоновка при складировании предпочтительна для целей транспортировки и хранения, а также во время изготовления комбинированных крышек. Пространство-сберегающее складирование делает подачу компонентов крышек в способе производства более эффективной, поскольку накопители для компонентов крышек могут содержать большее число компонентов крышек и требуют более редкого повторного заполнения.
Соответственно, компоновка с двумя уступами периферийного участка части крышки компонента крышки обеспечивает устойчивое и эффективное складирование отдельных компонентов крышек, а также комбинированных банок, содержащих компоненты крышек. Обеспечение отдельных уступов для складирования для компонентов крышки и для комбинированных банок на наружной поверхности части компонента крышки обеспечивает оптимальный размер и компоновку каждого уступа для складирования для конкретной цели складирования.
Часть компонента крышки предусмотрена с двумя различными и особыми обеспечивающими складирование элементами, расположенными в виде двух в основном Г-образных уступов для складирования на периферийном краю наружной поверхности крышки. Уступ для складирования компонента крышки расположен снаружи от уступа для складирования банки при просмотре в боковом направлении компонента крышки и ниже уступа для складирования банок при просмотре в направлении по высоте. При складировании компонента второй крышки на компонент первой крышки, уступ для складирования компонента крышки компонента первой крышки принимает нижний участок каркасной структуры компонента второй крышки с сопряжением, чтобы нижний участок каркасной структуры садился путем вкладывания на уступ для складирования компонента крышки.
Каждый из уступа для складирования компонента крышки и уступа для складирования банки могут содержать вторую опорную поверхность.
Вторая опорная поверхность уступа для складирования компонента крышки может быть предусмотрена для опоры внутренней стенки нижнего участка каркасной структуры, т.е., для опоры второго компонента крышки в боковом направлении компонентов крышек. Соответственно, первая и вторая опорные поверхности могут быть предназначены для компенсации сил в двух в основном перпендикулярных направлениях, соответствующих вертикальному направлению и горизонтальному направлению, когда компоненты крышек устанавливают стопкой одна на другую на горизонтальной поверхности.
Уступ для складирования компонентов крышки и/или уступ для складирования банок может содержать один или более разрывов, например, два разрыва, три разрыва или четыре разрыва. Разрывы могут быть расположены в виде пары разрывов в противоположных местоположениях вдоль периферийного края наружной поверхности крышки, например, на противоположных боковых участках периферийного края наружной поверхности крышки. Разрывы могут быть расположены только на верхнем участке части крышки или могут быть расположены также в каркасной структуре компонента крышки.
Разрывы в одном или обоих уступах для складирования могут служить в качестве разделительного средства для облегчения захвата и отделения отдельных компонентов крышек от стопки компонентов крышек при наложении компонента крышки на промежуточную банку при изготовлении комбинированной банки, как указано в настоящем документе. Обеспечение разделительного средства особенно выгодно при складировании компонентов крышек, которые плотно садятся друг на друга с очень тонкими разделительными линиями между складированными компонентами крышек. Хотя такие плотно посаженные компоненты крышек образуют компактные стопки ровной и правильной формы, что предпочтительно для хранения и транспортировки складированных компонентов крышек, а также для обращения со стопками компонентов крышек в упаковочном устройстве, обнаружено, что компоненты крышек имеют тенденцию плотно слипаться вместе, что затрудняет их отделение при высокой скорости, требуемой при изготовлении. Помимо облегчения разделения плотно складированных компонентов крышек за счет введения захватных элементов в разрывы, разрывы препятствуют возникновению давления ниже атмосферного в промежутках между складированными компонентами крышек, поскольку разрывы действуют, как воздушные каналы между внутренним пространством стопки и внешним пространством относительно стопки. Пониженное давление воздуха во внутренних промежутках между складированными компонентами крышек создает силу всасывания, которая стремится удерживать компоненты крышек плотно вместе. В противоположность этому более высокое давление во внутреннем пространстве стопок, чем снаружи от них, может иметь тенденцию к снижению устойчивости стопок за счет воздействия на разделение компонентов крышек.
Уступы для складирования могут продолжаться поверх блокировочного клапана, расположенного у края крышки, тем самым, блокировочный клапан в закрытом положении образует продолжение участка боковой стенки части крышки. В то же самое время части уступов для складирования, которые расположены на блокировочном клапане, могут давать вклад в улучшение возможности захвата блокировочного клапана и облегчение управления блокировочным клапаном между открытым и закрытым положениями.
Область захвата вкладки может быть расположена в наружной поверхности крышки верхнего участка части крышки. Область захвата вкладки предусмотрена на участке свободного конца блокировочного клапана и служит для защиты участка свободного конца блокировочного клапана от непреднамеренного открывания и при обеспечении доступа к участку свободного конца блокировочного клапана. Тем самым, блокировочным клапаном может быть легко управлять, даже если ни одна часть блокировочного клапана в закрытом положении не продолжается в направлении по высоте компонента крышки за наружную поверхность верхнего участка части крышки.
В качестве альтернативы непрерывной закраине или закраине с разрывами или уступам для складирования, которые расположены на периферии наружной поверхности крышки, обеспечивающие складирование элементы у отверстия банки могут быть предусмотрены в виде двух или более опорных поверхностей, используемых совместно с соответствующими обеспечивающими складирование элементами у дна банки. Обеспечивающие складирование элементы у дна банки могут быть в форме продолжающегося вниз нижнего края, как указано выше, или могут быть в форме выпуклостей или других выступов, обеспечивающих требуемый промежуток между нижним уплотнительным элементом банки и периферийной закраиной или другой опорной поверхностью, на которую опирается обеспечивающий складирование элемент или элементы у дна банки, когда одна банка ставится поверх другой.
Полая основная часть комбинированной банки, описанной в настоящем документе, может обладать четырьмя главными участками стенки основной части; участок передней стенки расположен напротив участка задней стенки, и два противоположных участка боковых стенок продолжаются между участком передней стенки и участком задней стенки. Участки стенок основной части соединены угловыми участками, обеспечивающими упакованную банку с плавной, слегка скругленной формой. Кроме того, форма участков стенок основной части может отклоняться от плоской формы, с одним или более участками стенок основной части с кривизной наружу или вовнутрь. Когда полая основная часть обладает одним или более изогнутыми наружу участками стенки основной части, кривизна любого участка стенки основной части обязательно меньше, чем кривизна любого изогнутого углового участка, т.е., радиус кривизны углового участка в полой основной части комбинированной банки, описанной в настоящем документе, обязательно меньше, чем любой радиус кривизны участка стенки основной части. Переход между угловым участком и участком стенки основной части можно наблюдать, как резкое изменение кривизны или как непрерывное изменение кривизны.
В альтернативном варианте полая основная часть может быть изготовлена без раздельных участков стенок основной части и может обладать любой подходящей формой в основании, например, круглой, овальной или эллиптической.
В комбинированных банках существует противоречие между минимизацией количества материала из картона, используемого в банках, и изготовлением банок достаточно жесткими, чтобы не допустить повреждения или сплющивания банок, например, во время изготовления, при складировании для транспортировки и хранения. Обнаружено, что за счет изготовления всех стенок банки несколько искривленными наружу, можно значительно повысить устойчивость формы и жесткость комбинированной банки по сравнению с обычными упаковочными банками с плоскими стенками. Соответственно, радиус кривизны краев верхнего и нижнего концов полой основной части, который определяет кривизну участков стенок банки, предпочтительно выбран таким, чтобы участки стенок банки были предусмотрены почти плоской формы, подразумевая, что участки стенок банки воспринимаются невооруженным глазом, как плоские.
Комбинированные банки на основе картона, описанные в настоящем документе, служат в качестве защитных банок при транспортировке и хранении в розничной продаже и в качестве банок для хранения и распределения у конечного пользователя. Помимо открываемой и закрываемой крышки комбинированные банки изготавливаются с верхним уплотнительным элементом, который присоединен внутри полой основной части банки на некотором расстоянии от края верхнего конца полой основной части. Верхний уплотнительный элемент позволяет сохранять содержимое свежим и защищенным от загрязнения до момента доставки заполненной и уплотненной банки потребителю. Когда верхний уплотнительный элемент нарушен или удален для получения доступа к содержимому банки, способность банки защищать содержимое от вредного воздействия внешней среды сильно зависит от способности повторно герметизируемой крышки создавать герметичное уплотнение отверстия для доступа банки. Комбинированная банка для изделий, таких как детское питание, кофе, чай, каша и т.д., обычно содержит больше упакованного изделия, чем используется при каждом случае распределения. Таким образом, предпочтительно, чтобы изделие, остающееся в банке, сохраняло такие свойства, как аромат, вкус, формоустойчивость, содержание витаминов, цвет и т.д., по меньшей мере в течение периода времени, соответствующего времени, ожидаемому для использования потребителем всего содержимого упаковочной банки.
Как указано в настоящем документе, за счет присоединения верхней кромки к внутренней поверхности полой основной части посредством сварки, например, высокочастотной индукционной сварки, можно добиться соединения с лучшей способностью уплотнения, чем в основном достижимо при соединении адгезивом. Приваренная верхняя кромка предпочтительно является пластмассовой кромкой, и не соединяет внутреннюю поверхность полой основной части с внутренней поверхностью крышки и дает вклад в создание непрерывного барьера между полой основной частью и крышкой. Сварное уплотнение образует первое уплотнение между верхней кромкой и внутренней поверхностью полой основной части, и контактирующие поверхности верхней кромки и крышки образуют второе уплотнение между верхней кромкой и крышкой. Первое уплотнение является постоянным уплотнением, которое присутствует все время, и второе уплотнение является открываемым уплотнением, которое эффективно, только когда крышка закрыта на отверстии для доступа банки, и внутренняя поверхность крышки прижата к верхней кромке.
Крышка или компонент крышки может быть наложен с использованием блока присоединения крышки, который представляет собой устройство для автоматического наложения крышек на промежуточные банки. Блок присоединения крышек может содержать поворотный блок, включающий элементы для удержания крышек, блок подачи крышек и блок наложения крышек. Устройство может содержать блок вложения отдельного элемента, предназначенный для вложения отдельного дополнительного элемента для промежуточной банки, в держатель, расположенный на верхней кромке или на внутренней стороне крышки. Дополнительный элемент может представлять собой ложечку или другую принадлежность, игрушку, брошюру и т.д. В альтернативном варианте может быть предусмотрено устройство наложения элемента в виде устройства, отдельного от блока присоединения крышек.
После наложения крышки, например, в виде компонента крышки, собранная комбинированная банка может транспортироваться обычным образом на другое оборудование в упаковочной линии, например, устройство для упаковки коробок, кодовый маркер, блок взвешивания и устройство для укладки на поддоны. Упаковочная линия обычно завершается устройством укладки на поддоны.
Определения
Листовые материалы на основе картона, используемые для формирования полой основной части и основного уплотнительного элемента, преимущественно изготавливаются из целлюлозного волокна или бумажного волокна, образующего слой картона в материале. Слой картона может представлять собой однослойный или многослойный материал. Листовые материалы являются многослойными и помимо слоя картона содержат по меньшей мере один слой термопластичного полимера в виде пленки или покрытия и слой металлической фольги, предпочтительно слой алюминия. Слой металлической фольги покрыт по меньшей мере одним слоем полимера и расположен у поверхности листового материала, который будет формировать внутреннюю поверхность комбинированной банки, т.е., у поверхности, которая будет обращена внутрь комбинированной банки. Слой полимера также может быть расположен у поверхности листового материала, который будет формировать наружную поверхность комбинированной емкости. Помимо внутренних слоев полимера и металлической фольги, и опционального слоя полимера, листовой материал может обладать покрытием, нанесенной печатью, тиснением и т.д., и может содержать наполнители, пигменты, связующие вещества и другие добавки, как известно в этой области.
Термин «полая основная часть» следует понимать, как означающий любую полую трубчатую форму, которую предполагает заготовка основной части во время изготовления и заполнения комбинированных банок, как указано в настоящем документе, а также форму, которую имеет основная часть в окончательно собранной и заполненной комбинированной банке. Соответственно, термин «полая форма», используемый в настоящем документе, может обозначать цилиндрическую форму или форму с любым другим подходящим поперечным сечением, например, квадратным, прямоугольным или другим многоугольным сечением или модифицированным многоугольным сечением по форме со скругленными углами. Полая форма также включает любую переходную форму, чтобы полая основная часть подразумевалась во время изготовления. В качестве примера, сечение полой основной части первоначально может иметь вид капли с выраженным пиком на соединении встык между краями заготовки основной части и изогнутым участком напротив пика.
Термин «компонент банки», используемый в настоящем документе, относится к полой основной части комбинированной банки и любому компоненту, который предназначен для присоединения к полой основной части для формирования целостной части комбинированной банки, как указано в настоящем документе. Примеры компонентов банок, которые могут составлять часть комбинированной банки, описанной в настоящем документе, включают: полую основную часть, уплотнительную полоску основной части, верхний уплотнительный элемент, нижний уплотнительный элемент, верхнюю кромку, повторно герметизируемую крышку и каркасную структуру, компонент крышки, нижнюю кромку, держатель ложечки и саму ложечку. Только полая основная часть, уплотнительная полоска основной части, верхний уплотнительный элемент, нижний уплотнительный элемент, верхняя кромка и повторно герметизируемая крышка являются обязательными компонентами комбинированной банки, как указано в настоящем документе.
Верхний и нижний уплотнительные элементы представляют собой компоненты с листовой формой, которые накладываются внутри полой основной части комбинированной банки, чтобы они покрывали область поперечного сечения полой основной части. Нижний уплотнительный элемент формирует укупоривание с нижнего конца комбинированной банки, и верхний уплотнительный элемент формирует внутреннее транспортировочное уплотнение комбинированной банки. Верхний уплотнительный элемент обычно присоединен к отверстию для доступа комбинированной банки на некотором расстоянии от края отверстия, которое по меньшей мере достаточно, чтобы можно было присоединить верхнюю кромку над верхним уплотнительным элементом, и которое также может обеспечивать размещение ложечки или другого дополнительного предмета в пространстве между верхним уплотнительным элементом и внутренней поверхностью повторно герметизируемой крышки.
Верхний и нижний уплотнительные элементы могут быть изготовлены из бумаги, картона, полимерной пленки, алюминиевой фольги и многослойного материала из упомянутых выше материалов. Обычно нижний уплотнительный элемент изготовлен из многослойного материала, содержащего слой на основе картона и слой алюминиевой фольги на стороне, которая обращена внутрь комбинированной банки. Нижний уплотнительный элемент в основном покрыт наружными слоями термопластичного полимерного материала. Верхний уплотнительный элемент обычно представляет собой гибкий компонент, изготовленный из многослойного материала с одним или более слоями алюминиевой фольги и наружными слоями термопластичного полимерного материала. Однако верхние уплотнительные элементы на основе картона также известны в этой области. Верхний уплотнительный элемент обычно предназначен для частичного или полного удаления у первоначального отверстия комбинированной банки и может быть предусмотрен со средством открывания, например, отрывной полоской, язычком для захвата и т.д., как известно в этой области.
Верхняя и нижняя кромки обычно изготовлены из пластмассы, такой как термоформуемая пластмасса, и принимают форму замкнутой петли, которая наложена на внутреннюю поверхность полой основной части комбинированной банки по меньшей мере с одним участком кромки, приваренным к внутренней поверхности полой основной части. Кромки из пластмассы обеспечивают полую основную часть повышенной жесткости у концевых краев полой основной части. Предпочтительно кромки из пластмассы достаточно упруго деформируемые, чтобы они могли выдерживать боковую деформацию без разрыва или постоянной деформации, например, при введении в полую основную часть или при воздействии случайного удара при использовании. Кромка также может покрывать край конца полой основной части и опционально может продолжаться на наружной поверхности полой основной части.
Термин «промежуточная банка», используемый в настоящем документе, относится к банке, сформированной после сгибания картонной заготовки в виде полой формы и соединения краев уплотнением согнутой картонной заготовки для формирования полой основной части. По ходу способа банка остается «промежуточной банкой», пока последний компонент не будет наложен на готовую комбинированную банку. В основном комбинированная банка полностью собрана, когда повторно герметизируемая крышка наложена в качестве заключительного компонента.
Комбинированные банки, описанные в настоящем документе, - это банки для сухих или влажных изделий, часто называемых «сыпучими материалами». Такие изделия являются нежидкими, в основном порошковыми материалами, которые можно пересыпать, зачерпывать или брать рукой из банок. Банки в основном являются одноразовыми банками, которые предназначены для выбрасывания, когда в них не осталось содержимого.
Термин «сыпучий материал» или «сыпучие изделия» следует понимать в широком смысле, как охватывающие любой материал в виде частиц, гранул, продуктов помола, фрагментов растений, коротких волокон, хлопьев, семечек, кусочков и т.д. Сыпучие изделия, которые подходят для упаковки в комбинированные банки, описанные в настоящем документе, в основном представляют собой жидкотекучие нежидкие изделия, позволяющие отсыпать, отчерпнуть или взять рукой из комбинированной банки нужное количество изделия.
Комбинированная банка, описанная в настоящем документе, может представлять собой банку для пищевых или годных к употреблению изделий, таких как детское питание, кофе, чай, рис, мука, сахар, горох, бобы, чечевицу, крупу, порошкообразный концентрат для супа, заварной крем-концентрат, макаронные изделия, снеки или подобное. В альтернативном варианте упакованные изделия могут быть непищевыми изделиями, такими как табак, моющее средство, порошок для посудомоечной машины, удобрение, химические реагенты или подобное.
Под открываемым или снимающимся верхним уплотнительным элементом подразумевается уплотнительный элемент, который может быть полностью или частично удален пользователем, чтобы обеспечить первоначальный доступ к внутреннему отделению комбинированной банки либо путем нарушения уплотнения между уплотнительным элементом и внутренней поверхностью полой основной части банки, либо путем разрыва или иного разрушения самого уплотнительного элемента. Отрываемые уплотнительные элементы могут быть предусмотрены с одним или более заранее определенными участками пониженной прочности, такими как перфорация или частичный разрез мембраны, и могут обладать отрывной полоской, предусмотренной в них для облегчения удаления уплотнительного элемента. Снимающийся верхний уплотнительный элемент обычно предусмотрен с язычком для захвата, чтобы облегчать начало отделения от внутренней поверхности полой основной части и последующее удаление уплотнительного элемента.
Верхний уплотнительный элемент предпочтительно размещен на некотором расстоянии от верхнего концевого края полой основной части комбинированной банки, что позволяет присоединить верхнюю кромку к внутренней поверхности полой основной части между верхним уплотнительным элементом и краем верхнего конца полой основной части. В альтернативном варианте направленная вверх краевая часть разрушаемой уплотнительной мембраны может продолжаться в сварочное соединение между верхней кромкой и внутренней поверхностью полой основной части. Расстояние между верхним уплотнительным элементом и краем верхнего конца полой основной части может составлять от 10 до 60 мм. Если верхний уплотнительный элемент расположен на расстоянии от 30 до 60 мм от края верхнего конца полой основной части, пространство над верхним уплотнительным элементом может быть использовано для размещения ложечки или другого предмета, предусмотренного вместе с упакованным изделием. Примеры таких предусмотренных предметов включают информационные листки, купоны и/или зажимы, вилки или другие принадлежности.
Сварное уплотнение между верхней кромкой и внутренней поверхностью полой основной части предпочтительно является непроницаемым уплотнением, более предпочтительно влагонепроницаемым уплотнением и наиболее предпочтительно газонепроницаемым уплотнением. Банка объемом приблизительно 1 л может считаться газонепроницаемой, если она обеспечивает кислородный барьер приблизительно 0,0006 куб. см кислорода/24 часа или менее при температуре 23°C и относительной влажности 50%.
Более высокий уровень герметичности комбинированной банки и любые уплотнения между элементами банки могут быть предпочтительны, когда упакованное изделие чувствительно к воздействию влаги и/или чувствительно к ухудшению при воздействии окружающего воздуха. Также может быть предпочтительно, чтобы комбинированная банка была непроницаема для душистых веществ, чтобы сохранять запахи и ароматы упакованных изделий и предупредить приобретение упакованным изделием запахов и ароматов извне относительно комбинированной банки. Следовательно, комбинированная банка может действовать, как барьер в обоих направлениях, и вовнутрь, и наружу.
За счет воздействия на заполненные изделия в открытой промежуточной банке атмосферы защитного газа в сочетании с этапом заполнения, количество воздуха, который захватывается внутрь банки при наложении нижнего средства укупоривания, может быть минимизировано. Кроме того, поскольку атмосфера защитного газа создается до того, как заполненная промежуточная банка достигает станции уплотнения, атмосфера на станции уплотнения и этап уплотнения могут весьма надежно контролироваться, поскольку нет необходимости удалять воздух из заполненных открытых емкостей до их уплотнения. Обнаружено, что это является значительным преимуществом, поскольку перепад давлений на этапе уплотнения может негативно влиять на процесс уплотнения, вызывая турбулентность в упакованном материале. Такая турбулентность может привести к тому, что порошкообразный материал захватывается в уплотнения и потенциально может нарушать герметичность уплотнений.
Краткое описание чертежей
Настоящее изобретение будет дополнительно пояснено далее посредством не подразумевающих ограничения ими примеров и со ссылкой на сопроводительные чертежи, на которых:
На фиг. 1 схематично показана сборочная линия для изготовления и заполнения комбинированных банок;
На фиг. 2a показана в разобранном виде комбинированная банка, описанная в настоящем документе;
На фиг. 2b показана ложечка и стопка ложечек;
На фиг. 3 показана комбинированная банка по фиг. 2a со всеми собранными компонентами;
На фиг. 4 показано устройство наложения компонентов банки;
На фиг. 5 показан соединительный блок, который может составлять часть устройства наложения компонентов банки, как показано на фиг. 4 на первом этапе изготовления;
На фиг. 6 показан соединительный блок по фиг. 5 на втором этапе изготовления;
На фиг. 7 показана транспортировочная пластина с полостями для переноса; и
На фиг. 8 показано позиционирующее устройство.
Подробное описание
Далее настоящее изобретение будет показано на примерах вариантов осуществления. Варианты осуществления включены для пояснения принципов настоящего изобретения и не подразумевают ограничения объема изобретения, который определяется заявленной формулой изобретения. Детали двух или более вариантов осуществления могут быть скомбинированы друг с другом.
На фиг. 1 показана сборочная линия 1, которая может быть использована для изготовления и заполнения комбинированных банок по способу, указанному в настоящем документе. Сборочная линия 1 предназначена для сборки комбинированных банок путем формирования полой основной части и присоединения компонентов банки к полым основным частям по ходу движения промежуточных банок. На фиг. 2a и 3 показан пример банки 101, которая может быть получена на сборочной линии 1 по фиг. 1. Следует понимать, что конкретную форму банки 101, показанной на фиг. 3, не следует рассматривать, как ограничивающую настоящее изобретение, поскольку сборочная линия 1 подходит для изготовления и заполнения банок любой подходящей формы или размера и для изготовления комбинированных банок без таких компонентов, которые описаны в настоящем документе. Как опциональные.
Показанная сборочная линия 1 содержит некоторое число блоков 3-10 устройств, соединенных транспортерами 2a, 2b, 2c, 2d. По порядку от начала сборочной линии 1 блоки устройств следующие: блок 3 формирования основной части, блок 4 заполнения, газовый блок 5, блок 6 уплотнения, блок 8 очистки, блок 9 переворота банки, блок 10 вставки ложечки и блок 7 присоединения крышки. Дополнительный транспортер 2e расположен на конце сборочной линии 1 и предназначен для транспортировки готовых комбинированных банок от блока 7 присоединения крышки и далее, например, к упаковочному устройству (не показано).
Изготовление комбинированных банок на сборочной линии 1 описано далее со ссылкой на одну комбинированную банку. Следует понимать, что пока запущена сборочная линия 1, непрерывно изготавливается большое число комбинированных банок, которые покидают блок 7 присоединения крышки в конце сборочной линии 1. Как указано в настоящем документе, блоки устройств сборочной линии 1, такие как блок присоединения любого компонента банки, могут быть предназначены для одновременной обработки большого числа промежуточных банок, например, 2, 3, 4, 5 или 6 промежуточных банок. Примеры блоков 405, 406 присоединения компонентов банки показаны на фиг. 5, 6 и 7.
Блок 3 формирования основной части включает: станцию 11 захватывания заготовки основной части, станцию 12 формирования основной части, станцию 13 верхнего уплотнения и станцию 14 наложения верхней кромки.
На станции 11 захватывания заготовок основной части заготовка 16 основной части захватывается из стопки заготовок 16 основных частей и переносится на станцию 12 формирования основной части. На станции 12 формирования основной части полая основная часть формируется путем сгибания заготовки 16 основной части и сведения двух противоположных краев заготовки банки вместе в стыковое соединение, также известное, как «соединенние встык». Соединение продолжается в направлении H по высоте полой основной части между верхним концом и нижним концом полой основной части, как показано на фиг. 2a. Соединение впоследствии уплотняется посредством уплотнительной полоски, которая приваривается к внутренней поверхности полой основной части, тем самым, формируется промежуточная банка. Уплотнительная полоска и внутренняя поверхность полой основной части содержат свариваемый слой полимера на соединяемых поверхностях. Уплотнительная полоска предпочтительно приварена к внутренней поверхности полой основной части посредством высокочастотной индукционной сварки, как указано в настоящем документе.
После формирования полой основной части и наложения уплотнительной полоски, промежуточная банка переносится на станцию 13 верхнего уплотнения, и верхнее отверстие на верхнем конце полой основной части уплотняется путем присоединения верхнего уплотнительного элемента поперек верхнего отверстия. Верхний уплотнительный элемент присоединяется привариванием периферийного фланца верхнего уплотнительного элемента к внутренней поверхности полой основной части. Как указано в настоящем документе, верхний уплотнительный элемент обычно представляет собой гибкий компонент, изготовленный из многослойного материала с одним или более слоями алюминиевой фольги и наружными слоями термопластичного полимерного материала, и периферийный фланец создается отгибанием краевого участка верхнего уплотнительного элемента из плоскости верхнего уплотнительного элемента и до совмещения с внутренней поверхностью полой основной части. Верхний уплотнительный элемент берется из накопителя, который не виден на фиг. 1, и прикладывается на некотором расстоянии от края верхнего отверстия, чтобы можно было присоединить верхнюю кромку над верхним уплотнительным элементом. Если комбинированная банка содержит ложечку, информационный листок или другой дополнительный предмет, верхний уплотнительный элемент может быть приложен на достаточном расстоянии от края верхнего отверстия, чтобы этот предмет мог вмещаться в промежуток, образованный между верхним уплотнительным элементом и внутренней поверхностью повторно герметизируемой крышки.
Промежуточная банка с наложенным верхним уплотнительным элементом затем передается на станцию 14 наложения верхней кромки, на которой верхняя кромка накладывается на промежуточную банку путем вставки по меньшей мере нижней части верхней кромки в верхнее отверстие над верхним уплотнительным элементом. Предпочтительно верхняя кромка вставляется в полую основную часть таким образом, чтобы край верхнего конца верхней кромки оставался снаружи от полой основной части, или был расположен заподлицо с краем верхнего конца полой основной части, тем самым, верхняя кромка защищает легко повреждаемый край картона полой основной части и формирует жесткую опорную поверхность для промежуточной банки на следующих этапах способа.
Как показано на фиг. 1, блок 3 формирования основной части заключен во внешний кожух 20. Средство поворота банок дополнительно может быть расположено внутри внешнего кожуха 20, чтобы промежуточная банка с присоединенной верхней кромкой могла быть перевернута непосредственно после наложения кромки. В альтернативном варианте промежуточная банка переворачивается в обычном поворотном устройстве, расположенном дальше по ходу способа относительно станции 14 наложения верхней кромки. Пример обычного поворотного устройства показан посредством блока 9 переворота банок, который расположен дальше по ходу способа от блока 2 формирования основной части. Блок 9 переворота банок обеспечивает переворот промежуточной банки на наклонном транспортере.
После наложения верхней кромки и переворота промежуточной банки она передается на первый транспортер 2a и размещается с верхней кромкой, опирающейся на транспортер 2a, и нижним отверстием на нижнем конце полой основной части, обращенным вверх в вертикальном направлении. Промежуточная банка перемещается транспортером 2a на блок 4 заполнения, где она заполняется сухим или влажным изделием через нижнее отверстие полой основной части.
Впоследствии, при этом все еще опираясь на верхнюю кромку, заполненная промежуточная банка перемещается вторым транспортером 2b к газосепаратору 5, где заполненная промежуточная банка подвергается обработке защитным газом, в то время как она проходит через газосепаратор 5. Газосепаратор 5 является опциональной частью производственного оборудования для осуществления способа, описанного в настоящем документе, который может использоваться, например, когда упакованные изделия чувствительны к воздействию кислорода и/или влаги. Кроме того, создание атмосферы защитного газа для заполненной промежуточной банки может быть осуществлено другими средствами, как указано в настоящем документе. После того, как она покидает газосепаратор 5, заполненная промежуточная банка передается на блок 6 уплотнения на третьем транспортере 2c. Третий транспортер 2c перемещается по каналу с газом, который плотно прилегает к стенке блока 6 уплотнения у впускного отверстия в блок 6 уплотнения, чтобы поддерживать защитную атмосферу, созданную в газосепараторе 5.
В блоке 6 уплотнения нижнее отверстие полой основной части уплотняется на станции 21 уплотнения банок за счет присоединения нижнего уплотнительного элемента поперек нижнего отверстия, присоединение осуществляется привариванием периферийного фланца нижнего уплотнительного элемента к внутренней поверхности полой основной части на некотором расстоянии от края нижнего конца полой основной части. Соответственно, нижний уплотнительный элемент накладывается по способу, соответствующему способу наложения верхнего уплотнительного элемента путем отгибания участка периферийного края нижнего уплотнительного элемента для совмещения с внутренней стенкой полой основной части до сваривания противолежащих поверхностей нижнего уплотнительного элемента и полой основной части друг с другом. Блок 6 уплотнения предпочтительно содержит станцию 22 наложения кромки для наложения нижней кромки после вставки нижнего уплотнительного элемента в полую основную часть и приваривания на месте. Как указано в настоящем документе, наложение нижней кромки является опциональной операцией, которая может быть выполнена на промежуточной банке.
Как показано на фиг. 1, блок 6 уплотнения заключен во внешний кожух 23, аналогичный внешнему кожуху 20, который охватывает блок 3 формирования основной части. Путем приведения в соответствия размера и формы впускного и выпускного портов 24, 25 внешнего кожуха 23 к размеру и форму промежуточных банок, изготавливаемых на сборочной линии 1, порты 24, 25 могут сохраняться в основном уплотненными посредством промежуточных банок, непрерывно проходящих через порты 24, 25 во время изготовления. Тем самым, можно поддерживать атмосферу защитного газа внутри внешнего кожуха 23 во время операции нижнего уплотнения.
После заполнения, нижнего уплотнения и опционального наложения нижней кромки, промежуточная банка снова переворачивается, чтобы перевести верхнюю кромку в положение, когда она обращена вверх в вертикальном направлении.
По аналогии с первой операцией переворота, которая выполняется после наложения верхней кромки, средство переворота может составлять часть блока 6 уплотнения, чтобы промежуточная банка переворачивалась непосредственно после нижнего уплотнения и опционального наложения нижней кромки. На сборочной линии 1, которая показана на фиг. 1, промежуточная банка вместо этого перевернута в обычном поворотном блоке 9, который расположен дальше по ходу способа от блока 6 уплотнения.
В примере, показанном на фиг. 1, блок 8 очистки расположен между блоком 6 уплотнения и поворотным блоком 9. В блоке 8 очистки любой остаток изделий, который мог просочиться наружу из промежуточной банки на предыдущих этапах способа, удаляется посредством сжатого воздуха. Блок 8 очистки является опциональным для сборочной линии, описанной в настоящем документе, и может быть особенно полезен, когда упакованные изделия представляют собой порошковый или сыпучий материал с частицами малого размера или содержащими фрагменты, которые могут вызвать запыление.
Как указано в настоящем документе, ложечка или другая принадлежность может быть размещена над верхним уплотнительным элементом до окончательного укупоривания комбинированной банки путем присоединения крышки. Как показано на фиг. 1, блок 10 вставки ложечки и/или блок вставки другой принадлежности может быть расположен в производственной линии, дальше по ходу способа от места, где комбинированная банка переворачивается с верхним концом, обращенным вверх. В сборочной линии, показанной на фиг. 1, блок 10 вставки ложечки расположен после блока 9 переворачивания.
Заполненная и уплотненная промежуточная банка затем транспортируется на блок 7 присоединения крышек на транспортере 2d, и повторно герметизируемая крышка присоединяется к верхнему концу полой основной части, чтобы внутренняя поверхность повторно герметизируемой крышки была в непосредственном контакте с верхней поверхностью верхней кромки. Как указано в настоящем документе, повторно герметизируемая крышка может быть наложена, как часть компонента крышки, компонент крышки дополнительно содержит каркасную структуру. Предпочтительно компонент крышки механически присоединен к верхней кромке посредством соединения с защелкой.
Сборочная линия может дополнительно содержать оборудование для контроля качества и оборудование для удаления дефектных промежуточных комбинированных банок и полностью собранных комбинированных банок из потока комбинированных банок. Такое оборудование для контроля качества может включать регистрирующее оборудование для обнаружения недостатков в промежуточных банках или неисправность устройства во время изготовления, например, устройства визуальной регистрации, рентгеновское устройство, которое может быть размещено после блока 7 присоединения крышек, и т.д. Кроме того, оборудование для контроля качества может включать станции отбраковки банок, которые в основном размещены после одного или более из блока 3 формирования основной части, блока 4 заполнения, блока 6 уплотнения, блока 10 вставки ложечки и блока 7 присоединения крышки для удостоверения того, что все комбинированные банки с дефектом удалены из производственной линии.
Как указано в настоящем документе, комбинированные банки заполняются сухими или влажными изделиями в форме частиц или кусочков, гранул, хлопьев, зерен и т.д. Изделия перемещаются в комбинированную банку под влиянием гравитации.
Комбинированная банка 201, показанная на фиг. 2a и 3, может быть изготовлена на сборочной линии 1 по фиг. 1 и содержит полую основную часть 203 со стенкой 205 полой основной части. Стенка 205 основной части продолжается в направлении H по высоте банки 201 от края 207 на нижнем конце у нижнего конца полой основной части 203 до края 209 на верхнем конце у верхнего конца полой основной части 203. Полая основная часть 203 обладает верхним отверстием 211 у верхнего конца и нижним отверстием 213 у нижнего конца.
Нижний уплотнительный элемент 215 позиционирован у нижнего конца полой основной части 203 и покрывает нижнее отверстие 213. Полая основная часть 203 сформирована сведением вместе боковых краев заготовки основной части встык и уплотнением соединения уплотнительной полоской 214, как указано в настоящем документе.
Край 207 нижнего конца усилен упрочняющей нижней кромкой 217, которая наложена на внутреннюю поверхность стенки 205 основной части и/или на периферийный фланец 216 нижнего уплотнительного элемента 215, между нижним уплотнительным элементом 215 и краем 207 нижнего конца. В показанном варианте осуществления нижняя кромка 217 обладает направленным наружу фланцем 219, который покрывает край 207 нижнего конца полой основной части 203 и образует нижний край банки 201. Нижняя кромка 217 усиливает край 207 нижнего конца, стабилизирует форму полой основной части 203 и защищает нижний край 207 от механической деформации. Нижняя кромка 217 также служит в качестве защитного барьера от воды и других жидкостей, которые могут присутствовать на поверхности, на которую помещена банка 201. Нижняя кромка 217 ограничивает снизу открытое пространство между нижним уплотнительным элементом 215 и нижним краем банки 201, который может использоваться для вмещения элементов для складирования, расположенных у верхнего конца другой банки при складировании двух или более банок одна на другую. Усиливающая нижняя кромка 217 является опциональным компонентом комбинированной банки, как указано в настоящем документе.
В качестве альтернативы показанной нижней кромке 217 нижний край комбинированной банки 201 может быть сформирован закругленной кромкой полой основной части 203 или может быть предусмотрен простым, нераскатанным соединением между нижним уплотнительным элементом 215 и полой основной частью 203.
Комбинированная банка 201 предусмотрена со средством укупоривания, содержащим крышку 221 и верхнюю кромку 223, продолжающуюся вдоль края верхнего отверстия 211. Крышка 221 содержит плоский диск 225 внутреннего уплотнения, который уплотняет верхнюю кромку 223, когда комбинированная банка 201 закрыта, как показано на фиг. 3. Банка 201 дополнительно предусмотрена с полностью или частично съемным верхним уплотнительным элементом 227, который уплотняет стенку 205 основной части вдоль отогнутого вверх периферийного фланца 218.
Нижняя кромка 217 и верхняя кромка 223 изготовлены из полимерного материала, предпочтительно термопластичного материала, и образует замкнутые петли, как показано на фиг. 2a.
Верхняя кромка 223 определяет периметр отверстия для доступа, которое меньше, чем верхнее отверстие 211 основной части емкости, определенное краем 209 верхнего конца полой основной части 203.
Как указано в настоящем документе, верхняя кромка 223 присоединена к внутренней поверхности стенки 205 основной части у верхнего отверстия 211. Верхняя кромка 223 продолжается в направлении по высоте H комбинированной банки 201 и обладает нижней частью кромки, обращенной к нижнему уплотнительному элементу 215, и верхней частью кромки, обращенной от нижнего уплотнительного элемента 215. Верхняя кромка 223 продолжается вокруг всей периферии верхнего отверстия 211. Верхняя часть верхней кромки 223 выступает вверх в направлении по высоте H над краем 209 верхнего конца, тем самым, часть верхней кромки 223 расположена над краем 209 верхнего конца в направлении по высоте H комбинированной банки 201.
Верхняя кромка 223 присоединена к внутренней поверхности стенки 205 основной части посредством сварного уплотнения, продолжающегося вокруг верхнего отверстия 211. Сварное уплотнение предпочтительно продолжается непрерывно вокруг верхнего отверстия 211 и является непроницаемым сварным уплотнением и предпочтительно также влагонепроницаемым сварным уплотнением и наиболее предпочтительно газонепроницаемым сварным уплотнением.
Как указано в настоящем документе, сварное уплотнение между верхней кромкой 223 и стенкой 205 основной части сформировано путем подачи энергии для нагрева и локального размягчения или плавления одного или более термопластичных компонентов в верхней кромке 223 и/или в покрытии или пленке на внутренней поверхности стенки 205 основной части и сжатия верхней кромки 223 и стенки 205 основной части вместе в направлении, перпендикулярном стенке 205 основной части. Можно контролировать и регулировать температуру и давление для формирования прочного и герметичного уплотнения без повреждения сварных компонентов. Термопластичный материал, используемый для создания сварного уплотнения может быть предусмотрен полностью или частично посредством термопластичной верхней кромки 223, термопластичной пленки или покрытия на внутренней поверхности стенки 205 основной части или посредством термопластичного материала и от верхней кромки 223, и от стенки 205 основной части. Верхняя кромка 223 предпочтительно изготовлена из термопластичного материала, который допускает ее термоформование, например, путем литья под давлением. Способ литья под давлением может быть использован для формирования полимерных компонентов с различным составом полимеров в разных частях полимерного компонента. В качестве примера, поверхность полимерной верхней или нижней кромки, которая должна быть приварена к основной части емкости, может быть сформирована из полимерного состава с более низкой точкой размягчения и плавления, чем у других частей кромки. Кроме того, поверхность примыкания на верхней кромке 223 может быть сформирована из упругого термопластичного полимера. Может быть использован любой подходящий способ сварки, например, ультразвуковая сварка или высокочастотная индукционная сварка, причем высокочастотная индукционная сварка предпочтительна, как указано в настоящем документе.
Крышка 221 представляет собой профилированную часть трехмерной формы, обеспечивающую верхнюю наружную поверхность крышки 221. Крышка может обладать внутренней поверхностью, содержащей профиль из усиливающих ребер. Комбинированная банка, показанная на фиг. 2a, содержит плоский уплотнительный диск 225, который наложен поверх внутренней поверхности крышки 221. Уплотнительный диск 225 предназначен для уплотнения верхней части верхней кромки 223, когда комбинированная банка 201 находится в укупоренном состоянии, как показано на фиг. 3. В альтернативном варианте внутренняя уплотнительная поверхность крышки может быть сформирована, как единое целое с крышкой. Другими альтернативными вариантами создания уплотненного укупоривания между верхней кромкой 223 и крышкой 221 является расположение уплотнительного кольца на внутренней поверхности крышки 221 или нанесение уплотнительного покрытия на выбранные участки внутренней поверхности крышки и/или верхней кромки 223.
Крышка 221 присоединена шарниром 229 к каркасной структуре 230, крышка 221 и каркасная структура 230 вместе образуют компонент 231 крышки. Шарнир 229 является подвижным шарниром, сформированным как единое целое с крышкой 221 и каркасной структурой 230 в виде гибкого соединения между крышкой 221 и каркасной структурой 230. Как указано в настоящем документе, показанный шарнир предусмотрен только в качестве не подразумевающего ограничения им примера, и следует понимать, что для соединения между каркасной структурой и крышкой могут быть использованы любые другие типы функционального шарнира. Кроме того, крышка может быть съемного типа, без какого-либо постоянного соединения с каркасной структурой.
Каркасная структура 230 накладывается на комбинированную банку 201 у края 209 верхнего конца и механически присоединяется к верхней кромке 223 посредством соединения с защелкой. Каркасная структура 230 присоединяется к верхней кромке 223 после того, как верхняя кромка 223 приваривается к внутренней поверхности стенки 205 основной части. Каркасная структура 230 накладывается на верхнюю кромку 223 путем прижатия каркасной структуры 230 поверх верхнего края верхней кромки 223, пока каркасная структура 230 не защелкнется на месте на верхней кромке 223 посредством сопрягаемых особенностей с защелкой на верхней кромке 223 и каркасной структуре 230. Когда каркасная структура 230 присоединена к верхней кромке 223, она может быть удалена только путем разрушения или повреждения соединения с защелкой между верхней кромкой 223 и каркасной структурой 230.
Внутреннее отделение 208, содержащее упакованные изделия, ограничено верхним уплотнительным элементом 227 у верхнего конца полой основной части 203 и нижним уплотнительным элементом 215 у нижнего конца полой основной части 203.
Чтобы получить первый доступ к упакованным изделиям во внутреннем отделении 208, пользователю необходимо открыть крышку 221 и раскрыть упакованные изделия, полностью или частично удалив верхний уплотнительный элемент 227. Верхний уплотнительный элемент 227 может быть предназначен для отслоения от стенки 205 полой основной части 203 или может быть предусмотрен со средством для отрыва верхнего уплотнительного элемента 227, чтобы его можно было по меньшей мере частично удалить через отверстие для доступа. Такое средство может быть в виде одной или более заранее определенных областей пониженной прочности, таких как перфорации или частичный разрез верхнего уплотнительного элемента 227. Когда верхний уплотнительный элемент 227 относится к типу, открываемому путем отдирания, узкая краевая часть верхнего уплотнительного элемента 227 может оставаться у внутренней поверхности стенки 205 основной части. Любая такая оставшаяся часть верхнего уплотнительного элемента 227 предпочтительно не должна быть настолько большой, чтобы она не продолжалась в и не ограничивала отверстие для доступа, которое определяется внутренним периметром верхней кромки 223.
Когда верхний уплотнительный элемент 227 удален, достаточно открыть крышку 221, чтобы получить доступ к упакованным изделиям во внутреннем отделении 208 через отверстие для доступа. Как показано на фиг. 2a, на котором видна внутренняя сторона верхней кромки 223, область отверстия для доступа определена внутренним периметром или внутренним контуром верхней кромки 223. Поскольку верхняя кромка 223 накладывается на внутреннюю поверхность стенки 205 основной части и повышает толщину стенки основной части в направлении вовнутрь, площадь отверстия для доступа всегда меньше, чем площадь верхнего отверстия 211 полой основной части 203.
Когда комбинированная банка 201 открыта, можно вынуть нужное количество упакованных изделий из комбинированной банки 201 через отверстие для доступа либо с помощью ложечки, либо пересыпанием. Ложечка предпочтительно может быть предусмотрена вместе с комбинированной банкой 201. Ложечка первоначально может быть размещена на верхнем уплотнительном элементе 227, может быть съемно присоединена к внутренней поверхности крышки 221, внутренняя поверхность которой сформирована уплотнительным диском 225 в примере, показанном на фиг. 2a. При размещении на верхнем уплотнительном элементе 227 ложечка может быть упакована в защитную обертку, например, в пакет из бумаги или пластика. В другом альтернативном варианте можно присоединить ложечку к верхней кромке 223, например, разместив черпачок ложечки в держателе 240 ложечки, предусмотренном на верхней кромке 223, как показано на фиг. 2a. В показанном варианте осуществления держатель 240 ложечки также служит в качестве скребка для смахивания чрезмерного зачерпнутого материала до нужного уровня из ложечки. Пример ложечки 280 показан на фиг. 2b. Ложечка 280 содержит черпачок 281 ложечки и ручку 282 ложечки. В основном ложечки, вставляемые в промежуточную банку при изготовлении комбинированной банки, описанной в настоящем документе, расположены стопкой, например, как показано на фиг. 2b, с черпачками 281 ложечек, вставленными друг в друга. Чтобы облегчить укладывание ложечек 280 с плоскими ручками 282 стопкой, удаленный конец ручки 282 может быть предусмотрен со средством 284 стабилизации стопки. Средство 284 стабилизации стопки позволяет уложить стопкой одинаковые ложечки 280, вставив их друг в друга, и облегчает удержание стопки 283 ложечек вместе, облегчая хранение и обращение с ложечками 280 и загрузку ложечек в блок 10 вставки ложечек, как показано на фиг. 1.
Предпочтительно черпачок 281 ложечки обладает сужающейся формой, чтобы ложечки 280 могли плотно входить друг в друга эффективным и пространство-сберегающим образом.
В альтернативном варианте для укладывания ложечек 280 стопкой с черпачками 281 ложечек и ручками 282 ложечек, уложенными в одном и том же направлении, ложечки 280 могут быть уложены стопкой в чередующихся противоположных направлениях, как известно в этой области.
Следует понимать, что ложечка 280, которая показана на фиг. 2b, представляет собой только один пример подходящей конструкции ложечки, и что в комбинированных банках могут быть использованы ложечки с разной формой черпачков ложечек, разной формой ручек, разными пропорциями между черпачком ложечки и ручкой ложечки, и т.д., могут быть использованы в комбинированных банках, как указано в настоящем документе. Ложечка может также обладать возможностями для дополнительной стабилизации стопки и/или для улучшения удержания ложечки 280 в держателе ложечки. В качестве примера черпачок ложечки может содержать тонкий защелкивающийся гребень, который служит для разъемной блокировки черпачка ложечки в нужном положении в держателе ложечки. Такой дополнительный закрепляющий элемент для черпачка ложечки может предотвращать непреднамеренное выпадение из держателя ложечки, а также может служить для предотвращения свисания ручки ложечки вниз в комбинированную банку.
Укупоривающее средство, показанное на комбинированной банке 201 на фиг. 1 и 2a, с верхней кромкой 223, непосредственно присоединенной к внутренней поверхности стенки 205 основной части, и компонентом 230 крышки, содержащим крышку 221 и каркасную структуру 230, обеспечивает плотное укупоривание между крышкой 221 и полой основной частью 203. Когда крышка 221 закрыта на комбинированной банке 201, верхний край верхней кромки 223 примыкает к уплотнительному диску 225 и создает уплотнение между верхней кромкой 223 и крышкой 221.
Для удержания крышки 221, прикрепленной в закрытом положении между случаями распределения, средство укупоривания комбинированной банки 201 может дополнительно содержать блокировочное средство 245, как показано на фиг. 2a и 3. Блокировочное средство 245 может содержать первый и второй сопрягаемые блокировочные элементы, например, охватывающий блокировочный элемент, такой как канавка, расположенная на крышке 221, и охватываемый блокировочный элемент, такой как гребень, расположенный на блокировочном элементе 246, расположенном на каркасной структуре 230. Блокировочный элемент 246 присоединен шарниром к каркасной структуре 230, например, посредством подвижного шарнира 249, сформированного как единое целое с каркасной структурой 230 и блокировочным элементом 246.
Блокировочное средство 245 этого типа закрывается перемещением блокировочного элемента 246 вверх и вовнутрь поверх крышки 221, в положение, в котором блокировочные элементы входят в сцепление с сопряжением. Блокировочное средство 245 открывается, если потянуть за блокировочный элемент 246, чтобы сбросить соединение между блокировочными элементами, и повернуть блокировочный элемент 246 вниз у шарнира 249. Когда блокировочный элемент 246 находится в закрытом положении с первым и вторым блокировочными элементами, сцепленными друг с другом, крышка 221 и каркасная структура 230 плотно сжаты вместе, тем самым, верхняя кромка 223 герметично уплотнена относительно уплотнительного диска 225 на внутренней поверхности крышки 221 или относительно уплотнительного кольца или уплотнительной поверхности, расположенной внутри крышки 221.
Как явно показано на фиг. 3, компонент 231 крышки предусмотрен с уступом 251 для складирования компонентов крышек и уступом 252 для складирования банок. Как показано на чертежах, уступы 251, 252 для складирования могут продолжаться по всему блокировочному элементу 246.
Уступ 251 для складирования компонентов крышек предназначен для складирования компонентов 231 крышек друг поверх друга стопками, которые могут быть загружены в блок присоединения крышек. Уступ 252 для складирования банок предназначен для складирования комбинированных банок 201 друг поверх друга.
Вклеенная область 265 захвата может быть расположена в крышке 221 на участке свободного конца блокировочного элемента 246 напротив шарнира 249. Тем самым, блокировочный элемент 246 может быть легко доступен, и при этом блокировочный элемент 246, когда он находится в закрытом положении, защищен от непреднамеренного размыкания.
Комбинированная банка 201, показанная на фиг. 2a и 3, может быть изготовлена и заполнена на сборочной линии, показанной на фиг. 1.
Как указано в настоящем документе, комбинированные банки, описанные в настоящем документе, изготавливаются со следующим порядком операций: формирование полой основной части, наложение верхнего уплотнительного элемента и верхней кромки на полую основную часть, переворот полой основной части вверх дном, заполнение полой основной части сухими или влажными изделиями через нижнее отверстие полой основной части, укупоривание нижнего отверстия полой основной части, опционально наложение нижней кромки на полую основную часть, переворот уплотненной банки таким образом, чтобы верхний уплотнительный элемент снова был обращен вверх, и окончательное наложение крышки или компонента крышки на верхний конец полой основной части.
На фиг. 4-7 показано оборудование, которое может быть использовано для наложения компонентов банки на станции 13 верхнего уплотнения, станции 14 наложения верхней кромки, блоке 6 уплотнения и станции 22 наложения нижней кромки сборочной линии 1, показанной на фиг. 1.
Как показано на фиг. 2a и 3, нижний уплотнительный элемент 215, нижняя кромка 217, верхняя кромка 223 и верхний уплотнительный элемент 227 являются примерами компонентов банки, для которых может быть использовано оборудование по фиг. 4-7.
На фиг. 4 показан блок 401 уплотнения банок, которым может быть блок 6 уплотнения по фиг. 1.
Промежуточные банки 403 транспортируются через блок 401 уплотнения банок по ходу R способа. Транспортировочное средство 402 содержит подающее средство 411 в виде двух подающих червячных элементов, расположенных на соответствующих противоположных сторонах промежуточных банок 403, из которых только один из подающих червячных элементов виден на фиг. 4, а также главный транспортировочный элемент 413, подвижное захватное средство 415 и выпускной транспортировочный элемент 419. Выпускной транспортировочный элемент 419 расположен дальше по ходу способа от блока 401 уплотнения банок, и стационарная пластина 421 скольжения расположена дальше по ходу способа от выпускного транспортировочного элемента 419 на выходе блока 401 уплотнения банок. Другие детали используемого транспортировочного средства указаны в документе WO 2013/009226 A1, ссылка на который включена в настоящее описание.
Станция 405’ уплотнения банок расположена дальше по ходу способа от подающего средства 411, и станция 405’’ наложения нижней кромки расположена дальше по ходу способа от станции 405’ уплотнения банок. Подвижное захватное средство 415 перемещает промежуточные банки 403 на станцию 405’ уплотнения, где нижние уплотнительные элементы 427 присоединяются посредством сварки к внутренней стороне стенки полой основной части промежуточных банок 403, как показано на фиг. 8. Промежуточные банки 403 затем перемещаются к станции 405’’ наложения нижней кромки, где накладываются нижние кромки 417, например, как показано на фиг. 5 и 6. Как показано на фиг. 4-6, несколько нижних уплотнительных элементов и нижних кромок 417 могут быть присоединены одновременно к нескольким соответствующим промежуточным банкам 403, чтобы повысить скорость работы станции 401 уплотнения банок. В показанном варианте осуществления четыре нижних уплотнительных элемента и четыре кромки присоединяются одновременно к соответствующим промежуточным банкам 403. В альтернативном варианте нижние уплотнительные элементы, кромки или другие компоненты банок, описанные в настоящем документе, могут быть одновременно присоединены группами в любом другом количестве, помимо четырех, например, группами из двух, трех, шести, восьми или десяти, или могут быть последовательно присоединены к банкам.
Транспортировочное средство 402 и станция 401 уплотнения банок могут быть заключены во внешний кожух 20, 23, как показано на фиг. 1. Внешний кожух 20, 23 предназначен для защиты станции 401 уплотнения банок и/или для обеспечения и сохранения атмосферы защитного газа внутри станции 401 уплотнения банок. Защитным газом может быть, например, азот, двуокись углерода или смесь азота и двуокиси углерода.
Дегазация промежуточной банки может быть осуществлена одновременно с заполнением промежуточной банки в блоке 4 заполнения, как показано на фиг. 1. Дегазация может включать подачу защитного газа к потоку материала, который будет упакован в банку во время заполнения. Защитный газ может вдуваться в поток материала до того, как материал достигнет банки. Если материал обрабатывается защитным газом во время заполнения, промежуточные банки 403 предпочтительно транспортируются на блок наложения компонентов банки, например, на станцию 401 уплотнения банок, расположенную дальше по ходу способа от блока 4 заполнения, в то время как поддерживается модифицированная газовая атмосфера, например, путем перемещения банок через канал, заполненный защитным газом, как показано посредством защищенного транспортера 2c между газосепаратором 5 и блоком 6 уплотнения на фиг. 1. В альтернативном варианте заполненные промежуточные банки 403 могут быть введены в вакуумную камеру для откачки воздуха, после чего банки подвергаются воздействию модифицированной газовой атмосферы, и накладывается нижний уплотнительный элемент.
На фиг. 5 и 6 показан соединительный блок 505 для присоединения такого компонента банки, как нижняя кромка 517, к промежуточной банке 503. Соединительный блок 505 содержит удерживающее устройство 523, опорное устройство 525, позиционирующее устройство 528 и передающую пластину 529.
Пример передающей пластины 529 показан на фиг. 7. Передающая пластина 529 продолжается в первом направлении x, параллельном направлению R движения в устройстве наложения компонентов банок, часть которого составляет соединительный блок 505, и втором направлении y, перпендикулярном первому направлению x. Передающая пластина 529 содержит участок 531 полостей по меньшей мере с одной проходящей насквозь передающей полостью 533, которая предназначена для приема и удержания компонента банки, в этом случае нижняя кромка 517 во время переноса компонента банки совмещена с концом промежуточной банки 503. Передающая полость 533 обладает первой открытой областью A1, и ее размер и компоновка таковы, чтобы компонент банки мог входить в передающую полость 533 и удерживаться в ней во время переноса к промежуточной банке 503.
В альтернативном варианте, в частности, когда компонентом банки является компонент банки в виде листа, такой как верхний уплотнительный элемент или нижний уплотнительный элемент, передающая пластина 529 может отсутствовать, так что компонент банки размещается непосредственно на верхней части удерживающего устройства 523.
Для вставки и удержания компонента банки в передающей полости 533, передающей полости 533 придают форму, соответствующую форме компонента банки.
В случае компонента банки, содержащего краевой участок, который должен быть отогнут для создания периферийного фланца до или во время вставки компонента банки в банку, как в случае нижнего уплотнительного элемента или верхнего уплотнительного элемента, первая открытая область A1 передающей полости 533 может быть меньшей, чем область поверхности компонента банки до отгибания. Разность площадей соответствует площади участка компонента банки, который образует периферийный фланец. Такой отогнутый фланец обычно имеет форму полоски и может обладать шириной в диапазоне от 1 до 10 мм, например, в диапазоне от 2 до 5 мм. См. фиг. 8. Соответственно, отогнутый периферийный фланец на компоненте банки листовой формы, таком как верхний уплотнительный элемент или нижний уплотнительный элемент, может быть создан вжатием компонента банки через передающую полость 533 с меньшей площадью в сечении, чем у компонента банки, тем самым, вызывая отгибание компонента банки на краю передающей полости, чтобы он вмещался в первую открытую область A1 передающей полости.
Стенка передающей полости 533 может содержать удерживающие элементы 534, предназначенные для удержания компонента банки в передающей полости 533. См. фиг. 7. Такие удерживающие элементы 534 особенно удобны для компонента банки в виде петли, такого как верхняя или нижняя кромка, которая не покрывает первую открытую область A1 передающей полости 533. Когда компонентом банки является компонент банки в виде листа, удерживающие элементы 534 могут быть не нужны.
В варианте осуществления, показанном на фиг. 7, имеются четыре удерживающих элемента 534, каждый из которых предназначен для удержания соответствующей стороны компонента банки в виде петли по существу прямоугольной или квадратной формы. В показанном варианте осуществления удерживающие элементы 534 расположены таким образом, что они будут удерживать компонент банки в центре каждой стороны. Можно использовать один, два, три, четыре или более таких удерживающих элементов 534. Удерживающие элементы 534 могут быть упруго сжимаемыми, например, за счет свойств материала или за счет смещения пружиной. В альтернативном варианте или дополнительно такой компонент банки, как кромка, сам может быть упруго деформируемым, например, за счет свойств материала. Удерживающие элементы 534 могут быть использованы для компенсации допусков в отношении размеров компонента банки и/или передающей полости 533. Кроме того, удерживающие элементы 534 могут быть использованы для временного вжатия одной или более сторон компонента банки вовнутрь, что вызывает уменьшение поперечного сечения компонента банки, тем самым его проще вставить в промежуточную банку 503. Тем самым, риск повреждения незащищенных краев картона полой основной части промежуточной банки 503 во время вставки компонента банки типа кромки может быть устранен или по меньшей мере значительно снижен.
Как показано на фиг. 5, 6 и 7, передающая пластина 529 может содержать покрывающий участок 535, который по меньшей мере такой же большой или по существу такой же большой, как и первая открытая область A1 передающей полости 533. Покрывающий участок 535 расположен около участка 531 с полостями при просмотре во втором направлении y. Покрывающий участок 535 обладает минимальной протяженностью y1 во втором направлении y, которая равна максимальной протяженности y2 во втором направлении y области A1 передающей полости 533 по меньшей мере с коэффициентом 1,0, предпочтительно с коэффициентом по меньшей мере 1,2, более предпочтительно с коэффициентом по меньшей мере 1,4 от максимальной протяженности. Использование передающей пластины с покрывающим участком 535 предпочтительно для предотвращения чрезмерного улетучивания защитного газа изнутри средства наложения компонента банки, когда компонент банки размещается в передающей полости 533 и транспортируется с совмещением с промежуточной банкой 503. Когда вместо этого компонент банки является компонентом в виде листа, он может быть вынут элементом с присосками и размещен с совмещением с отверстием в промежуточной банке 503, в которую должен быть вставлен компонент банки в виде листа. Как указано в настоящем документе, передающая пластина 529 может отсутствовать, и компонент банки в виде листа может быть размещен непосредственно на верхней части удерживающего устройства 523.
После наложения на промежуточную банку 503 компонент банки в виде листа покрывает отверстие банки и предотвращает улетучивание газа из промежуточной банки 503. Если средство наложения компонента банки используется без защитной атмосферы, или если могла произойти некоторая потеря защитного газа, передающая пластина без покрывающего участка может быть использована при наложении компонента банки. Кроме того, соединительный блок 505 может содержать внутренний кожух 547, указанный штрихо-пунктирными линиями на фиг. 5 и 6. Внутренний кожух 547 расположен внутри внешнего кожуха 20, 23, как показано на фиг. 1, и предусмотрен для обеспечения усиленной защиты от улетучивания защитного газа из пространства над позиционирующей полостью 537 удерживающего устройства 523.
Чтобы легче было разместить компонент банки в передающей полости 533 передающей пластины 529, могут быть предусмотрены углубления 536, показанные на фиг. 7. Углубления 536 обеспечивают пространство для захватных элементов 544a, 544b, 544c, 544d, которые предназначены для перемещения компонента банки из накопителя 543 в передающую полость 533. См. фиг. 5 и 6. Если в передающей пластине 529 предусмотрены удерживающие элементы 534, углубления 536 предпочтительно расположены таким образом, чтобы они не сталкивались с удерживающими элементами 534. Таким образом, углубления 536 могут быть расположены в углах передающей полости 533. Такие захватные элементы 544a, 544b, 544c, 544d с соответствующими углублениями 536 особенно удобны, когда компонент банки образует петлю, содержащую внутренний объем, заполненный газом, например, воздухом, например, как нижняя кромка или верхняя кромка.
Если компонентом банки является уплотнительный элемент или крышка, вместо этого компонент банки может быть размещен в передающей полости 533 посредством захватного средства, такого как одна или несколько присосок. В таком случае углубления 536 могут отсутствовать. Однако присоски непригодны, когда компонент банки имеет тип петли, например, как верхняя или нижняя кромка.
В показанном варианте осуществления, которым может быть, например, станция 22 наложения нижней кромки сборочной линии 1, как показано на фиг. 1, имеются четыре участка 531 полостей, расположенные в ряд при просмотре в первом направлении x. Каждый участок 531 полости включает соответствующую передающую полость 533 и предусмотрен вместе с соответствующим покрывающим участком 535.
Удерживающее устройство 523 удерживает промежуточную банку 503 во время присоединения компонента банки, показанного в виде нижней кромки 517, к промежуточной банке 503. Удерживающее устройство 523 содержит по меньшей мере одну сквозную позиционирующую полость 537 со второй открытой областью A2, соответствующей первой открытой области A1 передающей полости 533. Позиционирующая полость 537 предназначена для приема участка промежуточной банки 503. При наличии покрывающего участка 535, размер и форма покрывающего участка 535 передающей пластины 529 выбираются такими, чтобы покрывающий участок 535 мог покрывать или по меньшей мере по существу покрывать вторую открытую область A2 позиционирующей полости 537.
Поддерживающее устройство 525 предусмотрено для поддержания промежуточной банки 503 и позиционирования промежуточной банки 503 в удерживающем устройстве 523.
Позиционирующее устройство 528 предусмотрено для позиционирования компонента банки в промежуточной банке 503, как показано на фиг. 5 и 6. Поэтому позиционирующее устройство 528 совмещается с позиционирующей полостью 537 при просмотре в вертикальном направлении z. Позиционирующее устройство 528 регулируется по вертикали, позволяя вводить компонент банки в промежуточную банку 503 до нужного выбранного заранее положения присоединения. Как указано в настоящем документе со ссылкой на фиг. 8, позиционирующее устройство 528 может вынужденно расширяться в радиальном направлении позиционирующей полости 537 и сжимать продолжающийся вертикально участок компонента банки в направлении к стенке позиционирующей полости 537, тем самым, компонент банки вжимается внутрь трубчатой стенки промежуточной банки 503, которая размещена в позиционирующей полости 537.
В показанном варианте осуществления соединительный блок 505 предназначен для одновременной обработки четырех промежуточных банок 503. Передающая пластина 529 содержит четыре участка 531 полостей, расположенные в ряд при просмотре в первом направлении x соединительного блока 505. Соответственно, удерживающее устройство 523 содержит четыре позиционирующие полости 537, и поддерживающее устройство 525 предназначено для опоры четырех промежуточных банок 503 и позиционирования промежуточных банок 503 в соответствующих позиционирующих полостях 537 удерживающего устройства 523. Кроме того, соединительный блок 505 содержит четыре позиционирующих устройства 528, совмещенных с позиционирующими полостями 537, чтобы каждое позиционирующее устройство 528 было связано с соответствующей позиционирующей полостью 537. Следует понимать, что соединительный блок может быть предназначен для одновременной обработки любого соответствующего числа промежуточных банок, как указано в настоящем документе.
Передающая пластина 529 может перемещаться между первым положением, показанным на фиг. 5, и вторым положением, показанным на фиг. 6. В первом положении передающая пластина 529 перемещена в y-направлении, чтобы передающая полость 533 была смещена от удерживающего устройства 523. В этом положении передающая пластина 529 предназначена для приема компонента банки в передающую полость 533. Если передающая пластина 529 предусмотрена с покрывающим участком 535, как показано на фиг. 5-7, покрывающий участок 535 в первом положении покрывает или по существу покрывает вторую открытую область A2 позиционирующей полости 537, как показано на фиг. 5, во время укладывания компонента банки в передающую полость 533. Тем самым, потеря защитного газа через позиционирующую полость 537 может быть минимизирована или, что предпочтительно, устранена.
Во втором положении, как показано на фиг. 6, передающая пластина 529 перемещена в y-направлении, тем самым передающая полость 533 совмещена с позиционирующей полостью 537 удерживающего устройства 523 и позиционирующим устройством 528, которое расположено над позиционирующей полостью 537. Когда передающая пластина 529 находится во втором положении, позиционирующее устройство 528 может проталкивать компонент банки, расположенный в передающей полости, в промежуточную банку. Компонент банки, например, нижняя кромка 517, показанная на фиг. 5 и 6, выталкивается из передающей полости 533 в передающей пластине 529 в промежуточную банку 503 перемещением компонента банки вниз в z направлении через передающую полость 533 и по меньшей мере частично через позиционирующую полость 537 удерживающего устройства 523.
Удерживающее устройство 523 может содержать сварочный блок 539, как указано в настоящем документе. Сварочный блок предпочтительно является высокочастотным индукционным сварочным блоком и расположен вокруг позиционирующей полости 537. Сварочный блок 539 предназначен для приваривания компонента банки к промежуточной банке 503 и содержит спираль, продолжающуюся вокруг позиционирующей полости 537. Поскольку можно заставить позиционирующее устройство 528 расширяться в радиальном направлении позиционирующей полости 537, как указано в настоящем документе, компонент банки может быть вжат в сварочный блок 539.
Как показано на фиг. 5 и 6, нижняя кромка 517 или другой компонент банки может быть размещен в передающей полости 533 передающей пластины 529 посредством опционального устройства 541 подачи компонентов банок, содержащего по меньшей мере одно захватное устройство 542. Пачка компонентов банок, например, нижних кромок 517, может храниться в накопителе 543. Число пачек в накопителе 543 и число захватных блоков 542 соответствуют числу передающих полостей 533 в передающей пластине 529. Захватный блок 542 позволяет захватить один компонент банки, здесь, нижнюю кромку 517, переместить его из отверстия 545 в накопителе 543 и поместить в соответствующую передающую полость 533. В качестве примера, четыре одиночных компонента банок захватываются одновременно. Захватный блок 542 содержит четыре захватных элемента 544a, 544b, 544c, 544d, которые захватывают углы нижней кромки 517. Положения захватных элементов 544a, 544b, 544c, 544d соответствуют положениям углубления 536 передающей пластины 529. Как указано в настоящем документе, такие захватные элементы 544a, 544b, 544c, 544d с соответствующими углублениями 536 особенно удобны, когда компонент банки не является элементом в виде листа, например, как нижний уплотнительный элемент, внутренний уплотнительный элемент или верхний уплотнительный элемент, а вместо этого образуют петлю, например, как верхняя кромка или нижняя кромка.
На фиг. 8 показано позиционирующее устройство 828, как указано в настоящем документе. Позиционирующее устройство 828 может быть использовано, как позиционирующее устройство 528 соединительного блока 505, как показано на фиг. 5 и 6, или может быть использовано для позиционирования компонента банки в любом соединительном блоке, используемом для присоединения компонента банки внутри полой основной части банки. Поэтому позиционирующее устройство может быть использовано для размещения компонентов банки в полой основной части с или без одновременного использования передающей пластины.
На фиг. 8 показан верхний уплотнительный элемент 827, который по ходу способа размещается в промежуточной банке 803. Как очевидно по фиг. 8, верхний уплотнительный элемент 827 обладает большей площадью поперечного сечения, чем площадь внутреннего поперечного сечения промежуточной банки 803. При размещении в промежуточную банку 803, краевой участок 833 верхнего уплотнительного элемента 827 будет отгибаться вверх, чтобы он соответствовал стенке 805 внутренней поверхности банки. Показанный верхний уплотнительный элемент 827 является сгибаемым элементом, таким как многослойная полимерная пленка и алюминиевая фольга, полимерная пленка, бумажный лист, многослойный материал из бумаги/полимера или подобное. Компоненты банки, такие как верхние уплотнительные элементы и нижние уплотнительные элементы, в альтернативном варианте могут быть заранее сформированы с уплотняемым краевым участком, продолжающимся перпендикулярно главной плоскости компонента банки. В таком случае сгибания краевого участка не потребуется при вставке компонента банки в полую основную часть.
Позиционирующее устройство 828 содержит пластину 849 основания, содержащую или состоящую из жесткого материала, такого как металл или композитный материал, и юбку 851 поршня, содержащую упруго деформируемый материал, например, каучук или пластик. Юбка 851 поршня расположена наверху пластины 849 основания, так что она по меньшей мере частично покрывает верхнюю поверхность пластины 849 основания, верхняя поверхность которой противоположна нижней опорной поверхности 853 пластины 849 основания.
Опорная поверхность 853 предусмотрена обращенной к компоненту банки, в данном случае к верхнему уплотнительному элементу 827, во время наложения компонента банки для промежуточной банки 803. Опорная поверхность 853 пластины 849 основания обладает периферийным краем 855, который в показанном примере имеет по существу многоугольную форму. Однако следует понимать, что опорная поверхность может обладать любой другой подходящей формой, предназначенной для формы поперечного сечения изготавливаемой комбинированной банки. В показанном примере по существу многоугольная форма является по существу квадратной формой, которая содержит четыре участка боковых краев, которые соединены скругленными наружу угловыми участками. В показанном примере варианта осуществления каждый участок бокового края несколько изогнут вовнутрь. Тем самым, периферийный край 855 опорной поверхности 853 пластины 849 основания с изогнутыми вовнутрь участками бокового края отклоняется от формы поперечного сечения или опорной поверхности изготовленной комбинированной банки. В альтернативном варианте пластина основания позиционирующего устройства может обладать той же формой опорной поверхности, что и промежуточная банка 803, с прямыми участками боковых краев между изогнутыми угловыми участками.
Может быть предпочтительно расположить изогнутый участок бокового края по меньшей мере на боковой стороне пластины 849 основания, которая при вставке компонента банки будет обращена к уплотнительной полоске 814, покрывающей стык в полой основной части 805. Уплотнительная полоска 814 делает трубчатую стенку 805 промежуточной банки 803 локально толще, а также составляет линию изгиба, по которой трубчатая стенка 805 стремится изогнуться, вызывая отклонение трубчатой стенки 805 от нужной плоской или почти плоской формы. Несколько изогнутый вовнутрь участок бокового края периферийного края опорной поверхности пластины основания позволяет пластине основания перемещаться вдоль стыка без повреждения уплотнительной полоски или материала основной части банки, когда позиционирующее устройство 828 вставляет компонент 827 банки в промежуточную банку 803.
Юбка 851 поршня может трансформироваться между нерасширенным состоянием и расширенным состоянием за счет перемещения относительно пластины 849 основания.
В нерасширенном состоянии юбки 851 поршня форма наружного контура юбки 851 поршня соответствует контуру пластины 849 основания. Поэтому, в нерасширенном состоянии юбка 851 поршня обладает той же самой или по существу той же самой опорной поверхностью, что и пластина 849 основания.
При просмотре относительно пластины 849 основания, наружная периферия 861 юбки 851 поршня расположена у или на периферийном крае 855 пластины 849 основания. Предпочтительно наружная периферия 861 юбки 851 поршня совпадает с периферийным краем 855 опорной поверхности 853 пластины 849 основания или расположена несколько внутри от периферийного края 855 опорной поверхности 853 пластины 849 основания, когда юбка 851 поршня находится в нерасширенном состоянии.
В расширенном состоянии юбки 851 поршня опорная поверхность, которая ограничена наружной периферией 861 юбки 851 поршня, больше, чем в нерасширенном состоянии юбки 851 поршня.
Во время перехода в расширенное состояние к юбке 851 поршня сверху прикладывается давление. Тем самым, участки бокового края юбки 851 поршня растягиваются между углами, и, тем самым, любой изогнутый участок бокового края выпрямляется. За счет выбора формы и свойств материала юбки 851 поршня можно добиться нужного изменения формы во время перехода.
В расширенном состоянии юбки 851 поршня наружная периферия 861 юбки 851 поршня расположена по меньшей мере частично вне соответствующего периферийного края 855 пластины 849 основания. За счет перехода юбки 851 поршня в расширенное состояние она может быть приведена в контакт с краевым участком 833 верхнего уплотнительного элемента 827 и вызвать надавливание краевого участка 833 верхнего уплотнительного элемента 827 на внутреннюю часть стенки 805 основной части.
Если соединительный блок для компонентов банки предусмотрен с передающей пластиной 529, содержащей удерживающие элементы 534, описанные в настоящем документе, путем воздействия направленной вовнутрь силой на компонент банки, юбка 851 поршня может давать вклад в прижатие компонента банки назад в радиальном направлении, в случае, если компонент банки сам не отпружинивает назад в достаточной степени из деформированной компоновки, когда движение передается компоненту банки удерживающими элементами 534.
Позиционирующий блок, показанный на фиг. 8, содержит первый шток 871 и второй шток 873, который коаксиален с первым штоком 871. Штоки 871, 873 продолжаются в осевом направлении A, совпадающем с вертикальным направлением z соединительного блока 505, см. фиг. 5 и 6. Пластина 849 основания присоединена к концевому участку первого штока 871, чтобы опорная поверхность 853 была перпендикулярна осевому направлению A. Юбка 851 поршня присоединена к концевому участку второго штока 873. Первый и второй шток 871, 873 предназначены для перемещения в осевом направлении A, и вместе, как единое целое, и как отдельные элементы, независящие друг от друга.
Во время смещения позиционирующего устройства 828 в промежуточную банку 803 юбка 851 поршня остается в нерасширенном состоянии, пока компонент 827 банки не переместится в положение для присоединения. Когда компонент 827 банки достигает положения для присоединения, юбка 851 поршня переходит в расширенное состояние за счет перемещения концевого участка второго штока 873, ближе к концевому участку первого штока 871, тем самым, нажимая на краевой участок юбки 851 поршня в направлении радиально наружу.
Наружная периферия 861 юбки 851 поршня прижимает компонент 827 банки к внутренней стороне стенки 805 основной части промежуточной банки 803, которая размещена в позиционирующей полости. Краевой участок наружной периферии юбки 851 поршня, который в расширенном состоянии юбки 851 поршня расположен в контакте с и оказывает давление на компонент банки, может обладать контактной поверхностью, которая в нерасширенном состоянии юбки поршня незначительно наклонена по отношению к вертикальному направлению позиционирующего устройства.
Чтобы дополнительно улучшить контакт между компонентом банки и материалом основной части банки на угловых участках, утолщенные угловые участки могут быть расположены на верхней поверхности пластины основания, т.е., на поверхности, противоположной опорной поверхности пластины основания. Утолщенные угловые участки образуют приподнятые области на верхней поверхности пластины основания и служат для принудительного перемещения юбки поршня дальше наружу, оказывая повышенное давление на накладываемый компонент банки и улучшая контакт между компонентом банки и полой основной частью. Тем самым, можно улучшить стык, сформированный между компонентом банки и угловыми участками полой основной части банки. В частности, повышенное давление на угловых участках полой основной части может способствовать созданию герметичного уплотнения между материалом основной части и компонентом банки в виде листа. Излишек материала, присутствующий на угловых участках компонентов банки в виде листа, таких как нижний уплотнительный элемент или верхний уплотнительный элемент, будет в основном создавать складки на углах банки, поскольку компонент банки сгибается и совмещается со стенкой полой основной части. В таком случае, повышенное давление, создаваемое на угловых участках полой основной части, будет сжимать складки и давать вклад в формирование надежного функционального стыка, такого как термосваренный, между материалом основной части и листовым материалом в компоненте банки. При использовании способа термосварки для присоединения компонента банки к стенке полой основной части банки, по меньшей мере одно из и предпочтительно оба, и компонент банки и трубчатая стенка содержат термопластичный материал в достаточном количестве для создания функционального стыка.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОВТОРНО УПЛОТНЯЕМЫЙ ТОРЕЦ БАНКИ ДЛЯ НАПИТКА И СПОСОБЫ, ОТНОСЯЩИЕСЯ К НЕМУ | 2008 |
|
RU2488531C2 |
| ПЛАСТИКОВАЯ БАНКА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2015 |
|
RU2700018C1 |
| УКУПОРОЧНОЕ УСТРОЙСТВО ДЛЯ БАНОК | 2006 |
|
RU2395438C2 |
| УПАКОВКА С ШАРНИРОМ, СОСТОЯЩИМ ИЗ ДВУХ ЧАСТЕЙ | 2016 |
|
RU2714873C2 |
| КРЫШКИ ПОВТОРНО ГЕРМЕТИЧНО ЗАКРЫВАЕМЫХ БАНОК, ПРЕДНАЗНАЧЕННЫЕ ДЛЯ МЕТАЛЛИЧЕСКИХ БАНОК ДЛЯ НАПИТКОВ | 2022 |
|
RU2827017C2 |
| БАНКА ДЛЯ НАПИТКОВ | 2004 |
|
RU2361791C2 |
| СПОСОБ ЗАКРЫВАНИЯ КРЫШКАМИ БАНОК, УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА И УПАКОВКА | 1998 |
|
RU2224694C2 |
| БАНКА ДЛЯ ПРОДУКТОВ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2000 |
|
RU2164887C1 |
| ПЛАСТИКОВАЯ КРЫШКА ДЛЯ БАНКИ | 2003 |
|
RU2317237C2 |
| ВЫСТУПАЮЩИЙ НАЛИВНОЙ НОСИК, УСТАНОВЛЕННЫЙ В УГЛУБЛЕНИИ КРЫШКИ МЕТАЛЛИЧЕСКОЙ БАНКИ В ПЕРЕВЕРНУТОМ ПОЛОЖЕНИИ | 1996 |
|
RU2157778C2 |
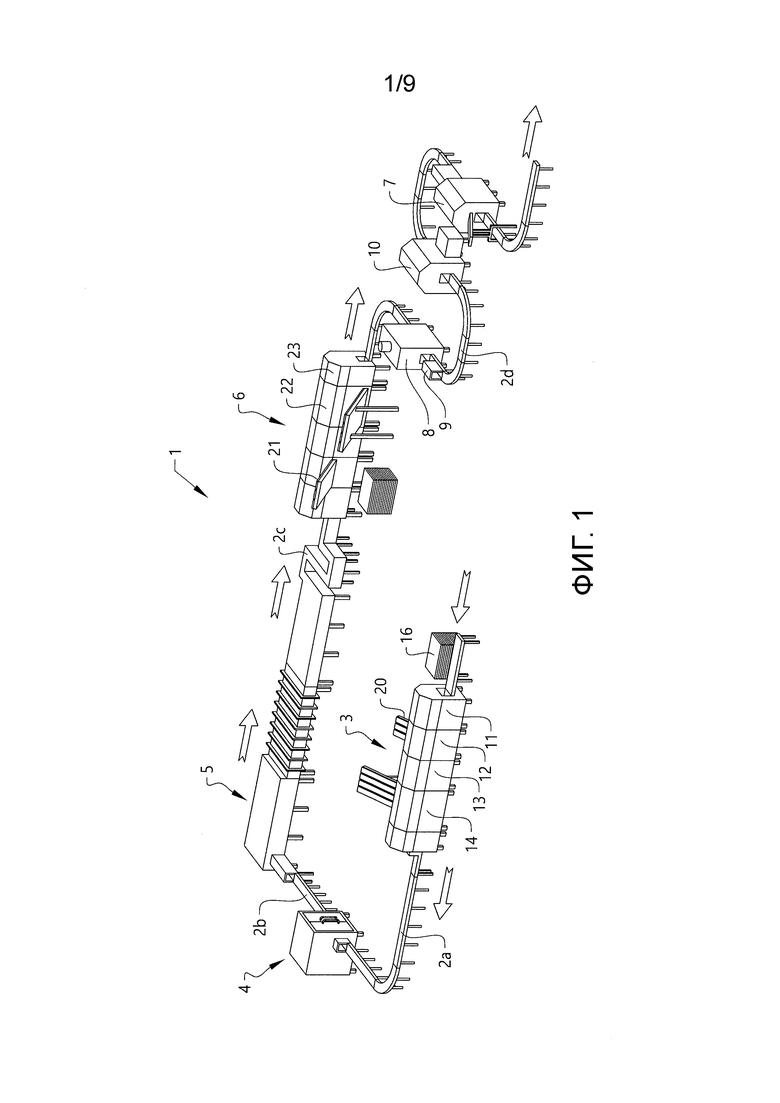
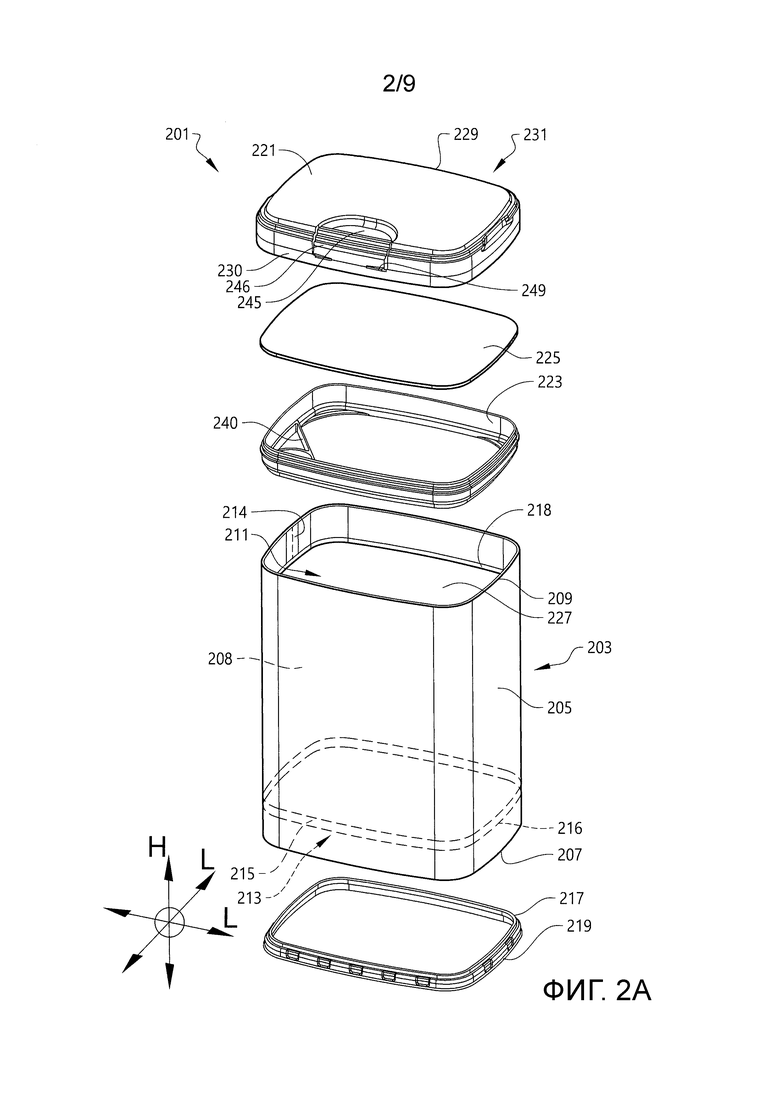
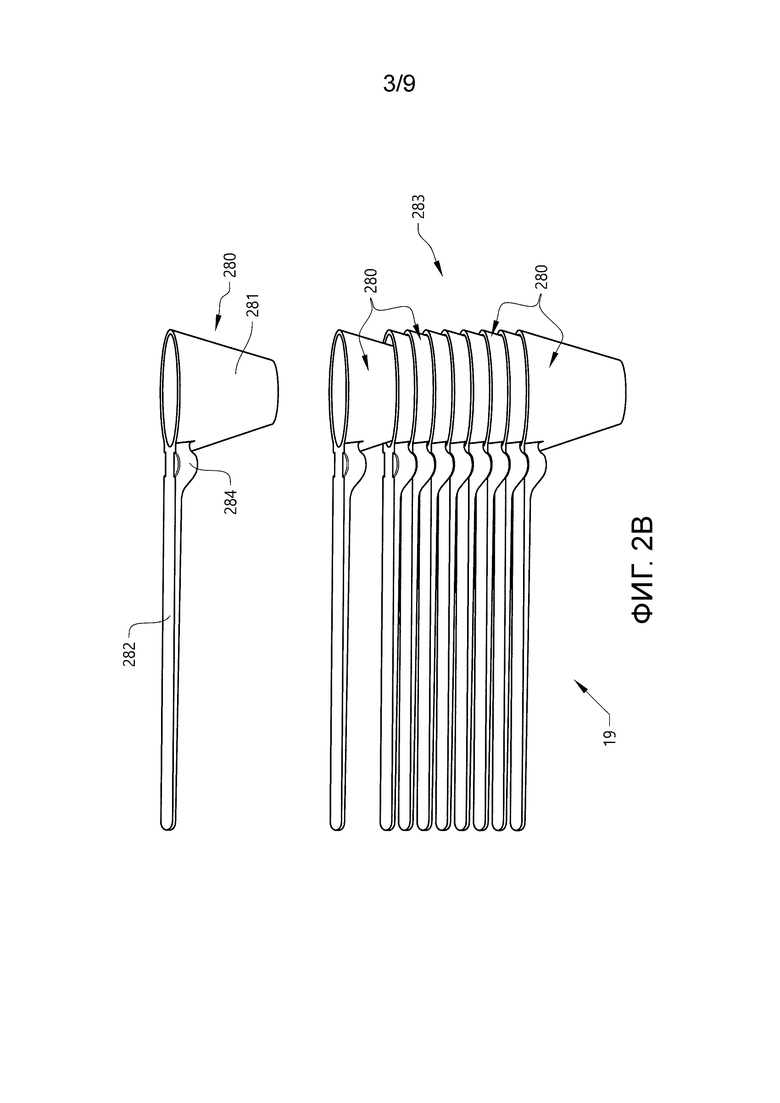
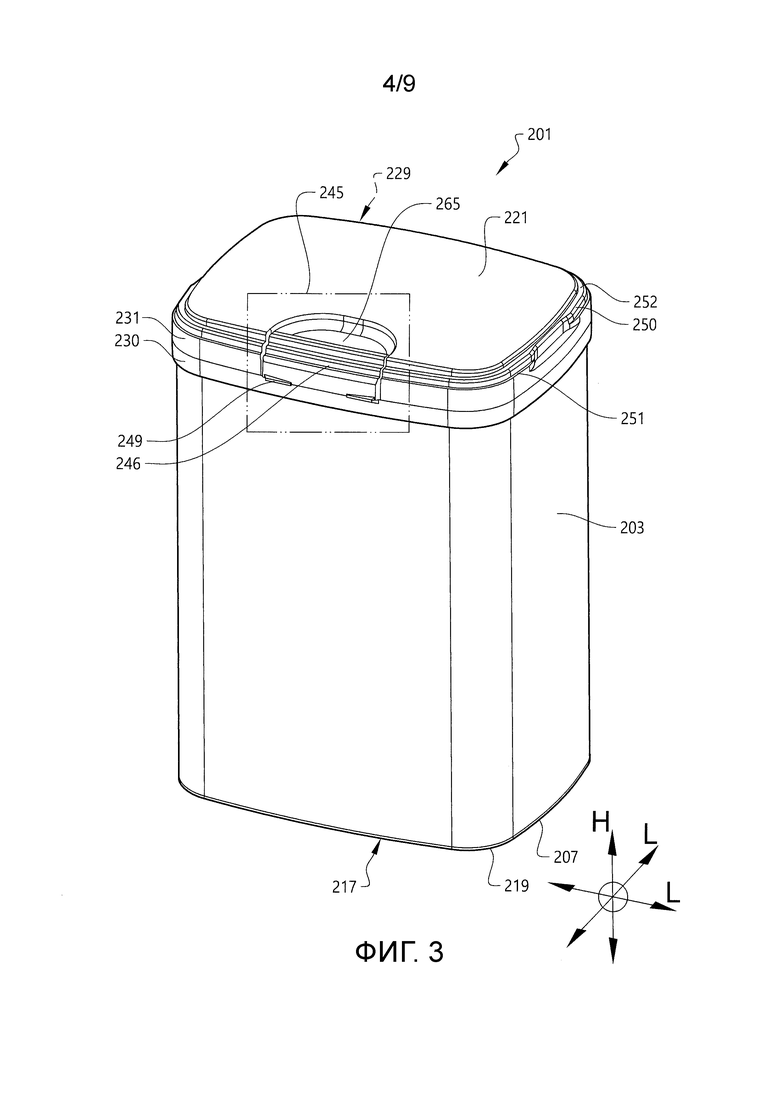
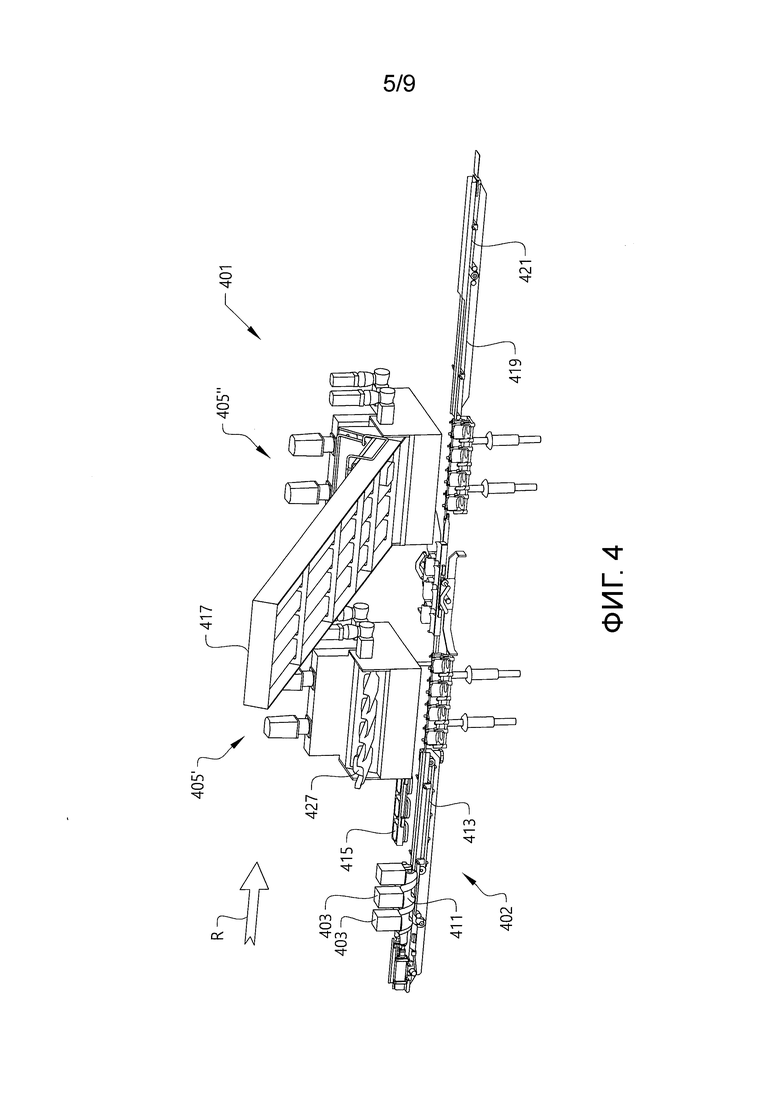
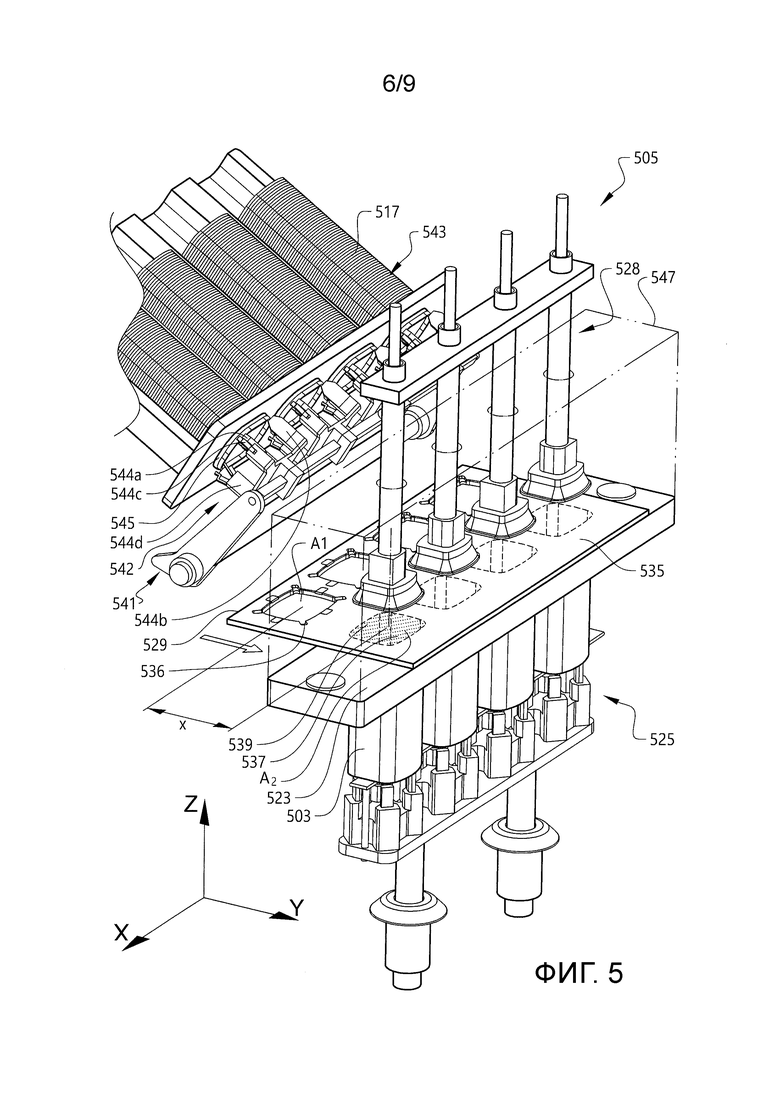
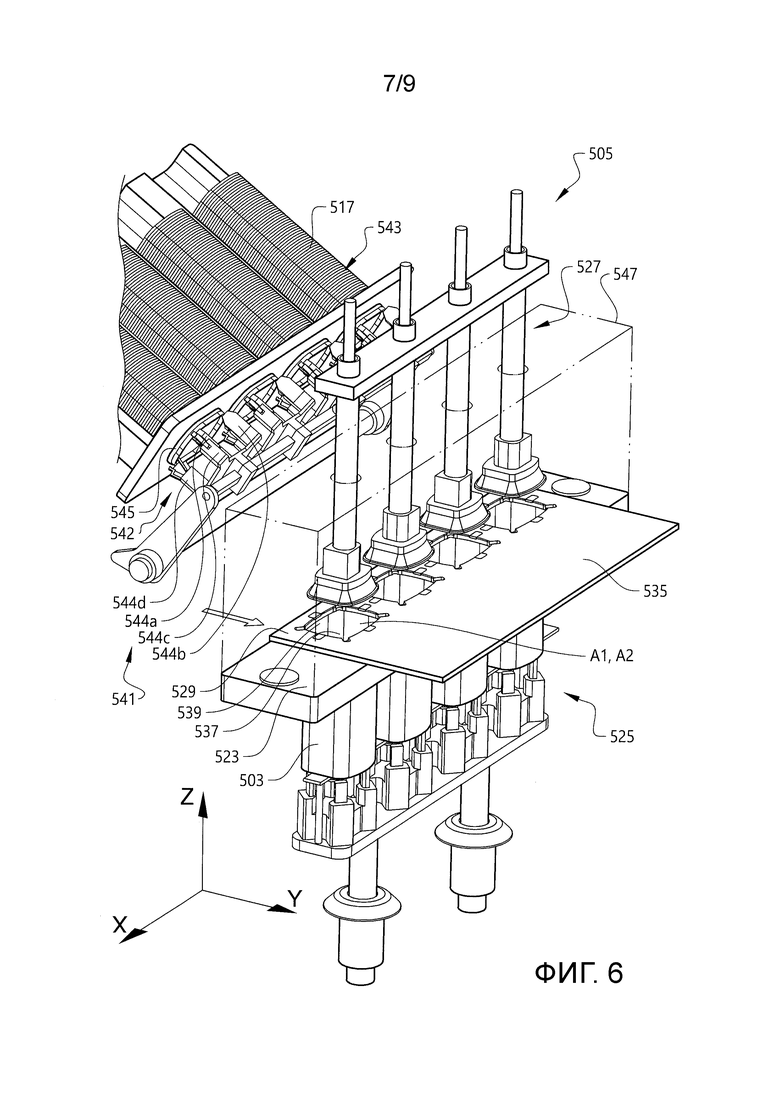
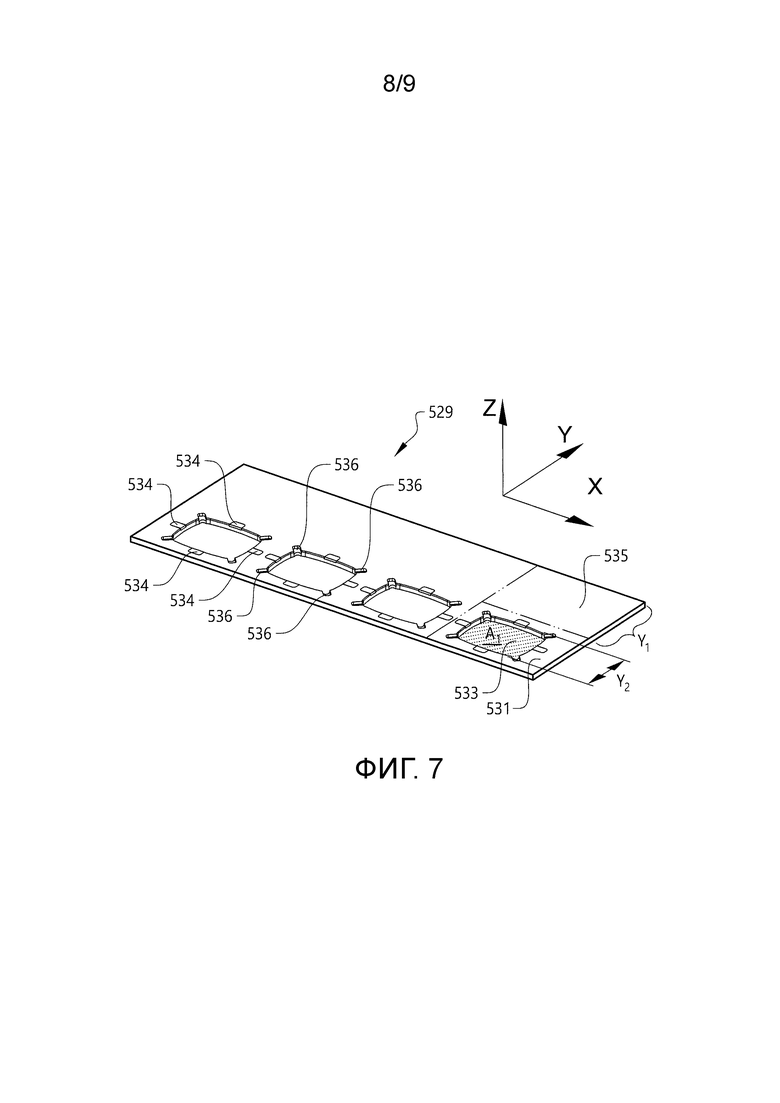
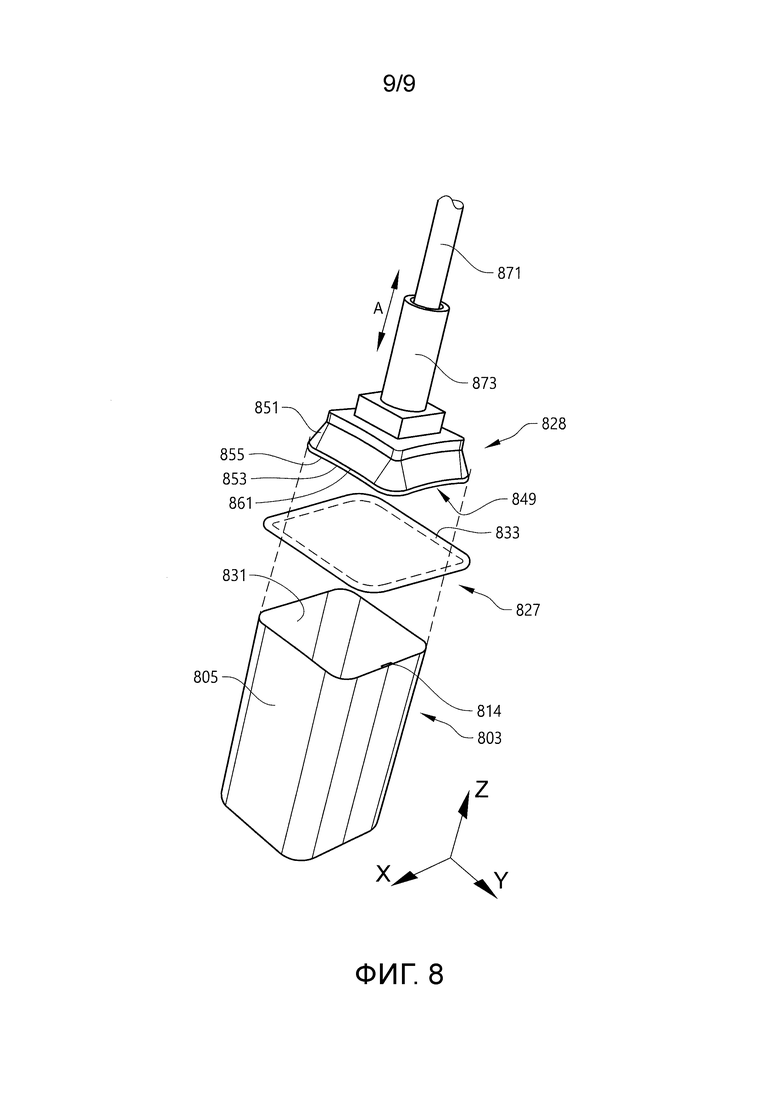
Группа изобретений относится к методам и средствам изготовления комбинированных банок. Способ включает: формирование полой основной части (203) путем сгибания заготовки (16) основной части и сведения двух противоположных краев заготовки (16) основной части вместе встык; уплотнение стыка путем приваривания уплотнительной полоски (214) поверх стыка, тем самым формируя промежуточную банку (403; 503); уплотнение верхнего отверстия (211) путем присоединения верхнего уплотнительного элемента (227) поперек верхнего отверстия (211); наложение верхней кромки (223) на промежуточную банку (403; 503) путем приваривания вставленной части верхней кромки (223) к внутренней поверхности полой основной части (203); переворот промежуточной банки (403; 503) вверх дном и размещение промежуточной банки (403; 503) на транспортере (2a) с верхней кромкой (223), опирающейся на транспортер (2a); заполнение промежуточной банки (403; 503) через нижнее отверстие (213); уплотнение нижнего отверстия (213) полой основной части (203) путем присоединения нижнего уплотнительного элемента (215) поперек нижнего отверстия (213); переворот промежуточной банки (403; 503), чтобы привести верхнюю кромку (223) в положение, когда она обращена вверх; присоединение повторно герметизируемой крышки (221) у верхнего конца полой основной части (203), промежуточная банка сохраняется в атмосфере защитного газа с момента заполнения промежуточной банки до времени уплотнения нижнего отверстия (213) полой основной части (203). Достигается повышение скорости производства. 2 н. и 10 з.п. ф-лы, 9 ил.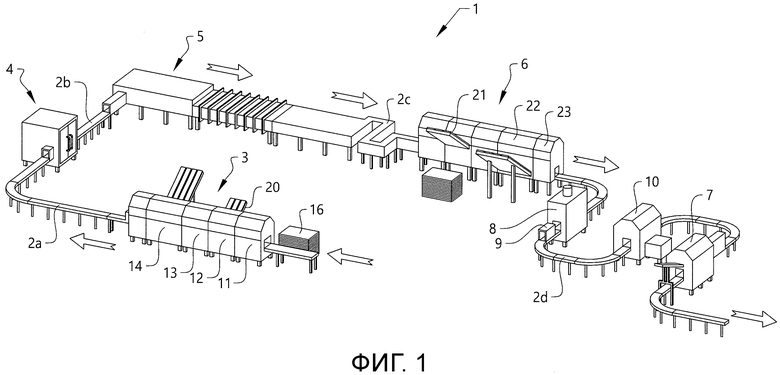
1. Способ изготовления комбинированной банки (201) и заполнения указанной комбинированной банки (201) сухими или влажными изделиями, при этом способ включает:
- взятие заготовки (16) основной части из стопки заготовок (16) основной части и перенос заготовки (16) основной части на станцию (12) формирования основной части;
- формирование полой основной части (203) путем сгибания заготовки (16) основной части и сведения двух противоположных краев заготовки (16) основной части вместе в соединение встык, причем упомянутое соединение продолжается в направлении по высоте полой основной части (203);
- уплотнение упомянутого соединения посредством приваривания уплотнительной полоски (214) поверх упомянутого соединения на внутренней поверхности полой основной части (203), тем самым, формируя промежуточную банку (403; 503);
- перенос промежуточной банки (403; 503) на станцию (13) уплотнения верха;
- уплотнение верхнего отверстия (211) на верхнем конце полой основной части (203) путем приваривания периферийного фланца (218) верхнего уплотнительного элемента (227) к внутренней поверхности полой основной части (203) на некотором расстоянии от края (209) верхнего конца полой основной части (203);
- перенос промежуточной банки (403; 503) на транспортер (2a) и размещение промежуточной банки (403; 503) на транспортере (2a) с нижним отверстием (213) на нижнем конце полой основной части (203), обращенным вверх в вертикальном направлении;
- перенос промежуточной банки (403; 503) на блок (4) заполнения;
- заполнение промежуточной банки (403; 503) сухими или влажными изделиями через нижнее отверстие (213) полой основной части (203);
- воздействие на промежуточную банку атмосферы защитного газа либо во время заполнения промежуточной банки, либо путем введения заполненной промежуточной банки в вакуумную камеру для откачки воздуха;
- перенос заполненной промежуточной банки (403; 503) на блок (6) уплотнения, причем заполненная промежуточная банка транспортируется на блок уплотнения в закрытой транспортировочной системе, в которой поддерживается атмосфера защитного газа;
- уплотнение нижнего отверстия (213) полой основной части (203) посредством приваривания периферийного фланца (216) нижнего уплотнительного элемента (215) к внутренней поверхности полой основной части (203) на некотором расстоянии от края (207) нижнего конца полой основной части (203), причем уплотнение нижнего отверстия (213) осуществляют при одновременном поддержании атмосферы защитного газа;
- переворот заполненной и уплотненной снизу промежуточной банки (403; 503) для приведения верхнего конца полой основной части (203) в положение, когда он обращен вверх в вертикальном направлении, и перенос промежуточной банки (403; 503) к блоку (7) присоединения крышки; и
- присоединение повторно герметизируемой крышки (221) на верхнем конце полой основной части (203) с внутренней поверхностью повторно герметизируемой крышки (221) в непосредственном контакте с верхней поверхностью верхнего конца,
при этом блок (6) уплотнения расположен во внешнем кожухе (23) и предназначен для использования в атмосфере защитного газа во внешнем кожухе (23), и
выпускной порт для промежуточной банки расположен во внешнем кожухе (23) блока (6) уплотнения, причем размер выпускного порта подобран по размеру обрабатываемой промежуточной банки.
2. Способ по п.1, в котором после уплотнения верхнего отверстия (211) выполняют следующие этапы:
- перенос промежуточной банки (403; 503) на станцию (14) наложения верхней кромки;
- наложение верхней кромки (223) на промежуточную банку (403; 503) путем введения по меньшей мере нижней части верхней кромки (223) в верхнее отверстие (211) над верхним уплотнительным элементом (227);
- приваривание вставленной части верхней кромки (223) к внутренней поверхности полой основной части (203);
- перенос промежуточной банки (403; 503) на транспортер (2a) и размещение промежуточной банки (403; 503) на транспортере (2a) с верхней кромкой (223), опирающейся на транспортер (2a), и нижним отверстием (213) на нижнем конце полой основной части (203), обращенным вверх в вертикальном направлении.
3. Способ по п.1 или 2, в котором герметично пригнанные впускной и выпускной каналы расположены на впускном отверстии (24) и выпускном отверстии (25) блока (6) уплотнения.
4. Способ по любому из предшествующих пунктов, при этом способ включает подачу защитного газа, такого как азот, двуокись углерода или смесь азота и двуокиси углерода к сухим или влажным изделиям во время заполнения промежуточной банки (403; 503) и/или после заполнения промежуточной банки (403; 503).
5. Способ по п.1, в котором выпускной порт содержит короткий канал, расположенный на конце выпускного транспортировочного элемента, и стационарная пластина скольжения составляет дно канала.
6. Способ по п.5, в котором впускной порт для промежуточной банки расположен во внешнем кожухе (23) блока (6) уплотнения и на впускном порте расположен закрываемый затвор.
7. Способ по любому из предшествующих пунктов, при этом способ дополнительно включает:
- наложение нижней кромки (217) на нижний конец уплотненной снизу промежуточной банки (403; 503);
- размещение уплотненной снизу промежуточной банки (403; 503) на транспортере (2d) с нижней кромкой (217), опирающейся на транспортер (2d) во время переноса промежуточной банки (403; 503) на блок (7) присоединения крышки.
8. Способ по любому из предшествующих пунктов, в котором прикладывают ложечку между верхним уплотнительным элементом (227) и повторно герметизируемой крышкой (221) до присоединения повторно герметизируемой крышки (221) на верхнем конце полой основной части (203), причем ложечку прикладывают непосредственно на верхний уплотнительный элемент (227) или помещают в держатель (240) ложечки, который расположен над верхним уплотнительным элементом (227).
9. Способ по любому из предшествующих пунктов, в котором две или более промежуточные банки (403; 503) обрабатывают одновременно во время одного или более из следующих этапов:
- уплотнение верхнего отверстия (211);
- наложение верхней кромки (223);
- приваривание верхней кромки (223);
- заполнение промежуточной банки (403; 503);
- уплотнение нижнего отверстия (213); и
- присоединение повторно герметизируемой крышки (221).
10. Сборочная линия (1) для изготовления комбинированных банок (201) и заполнения сухими или влажными изделиями комбинированных банок (201) согласно способу по любому из пп.1-9, при этом сборочная линия (1) содержит несколько блоков обработки, соединенных транспортерами (2a, 2b, 2c, 2d), причем блоки обработки включают в себя:
- блок (3) формирования основной части;
- блок (4) заполнения;
- блок (6) уплотнения; и
- блок (7) присоединения крышки,
при этом блок (6) уплотнения расположен во внешнем кожухе (23) и предназначен для функционирования в атмосфере защитного газа во внешнем кожухе (23), и
выпускной порт для промежуточной банки расположен во внешнем кожухе (23) блока (6) уплотнения, причем размер выпускного порта подобран по размеру обрабатываемой промежуточной банки.
11. Сборочная линия (1) по п.10, в которой между блоком (4) заполнения и блоком (6) уплотнения расположен газосепаратор (5).
12. Сборочная линия (1) по любому из пп.10 или 11, в которой блок (6) уплотнения включает в себя станцию (21) уплотнения банок и станцию (22) наложения кромки.
| WO 2016126193 A1, 11.08.2016 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ КАТОДНЫХ УЗЛОВ | 0 |
|
SU285118A1 |
| WO 2013009226 A1, 17.01.2013 | |||
| US 2008072536 A1, 27.03.2008. | |||
