Настоящая заявка заявляет преимущество и приоритет заявки EP 18 382 467.1, поданной 25 июня 2018 года.
Настоящее изобретение относится к конструктивным рамам боковин для транспортных средств и способам изготовления конструктивных рам боковин для транспортных средств.
УРОВЕНЬ ТЕХНИКИ
Транспортные средства, такие как автомобили, содержат несущий каркас, выполненный с возможностью выдерживания всех нагрузок, которым может подвергаться транспортное средство в течение его срока службы. Несущий каркас дополнительно выполнен с возможностью выдерживания и поглощения динамических воздействий, например в случае столкновений с другими автомобилями или препятствиями.
Несущий каркас транспортного средства, например, автомобиля, в этом смысле может содержать, например, бамперы, стойки (переднюю стойку кузова, среднюю стойку кузова, заднюю стойку кузова, заднюю стойку кузова-универсала), балки, защищающие от боковых столкновений, пороги кузова или пороги двери, дверные стойки кузова и амортизаторы. Конструктивная рама боковины в основном содержит панель порога кузова, дверную стойку кузова, переднюю стойку кузова и среднюю стойку кузова. Конструктивная рама боковины может дополнительно содержать заднюю стойку кузова и заднюю стойку кузова-универсала.
В некоторых примерах конструктивная рама боковины может быть образована путем соединения множества конструктивных частей вокруг двери. Например, путем соединения нижней части предварительно штампованной средней стойки кузова с предварительно штампованным порогом кузова и его верхней части с предварительно штампованной передней стойкой кузова и/или задней стойкой кузова; и нижней части предварительно штампованной дверной стойки кузова с порогом кузова и его верхней части с передней стойкой кузова и/или задней стойкой кузова.
Такие конструктивные элементы могут быть образованы посредством одной или более пластин, соединенных друг с другом. Например, средняя стойка кузова может быть образована центральной усиливающей средней стойкой кузова, внутренней пластиной и некоторыми примерами внешней пластины. Центральная усиливающая, внутренняя пластина и внешняя пластина могут быть соединены на их боковых кромках. Средняя стойка кузова, передняя стойка кузова, задняя стойка кузова и другие конструктивные элементы могут поставляться производителю транспортного средства, например, одним или разными поставщиками для их соединения с образованием конструктивной рамы боковины.
В других примерах конструктивная рама боковины может быть выполнена в виде цельной конструкции, а затем поставляться производителю транспортного средства. В соответствии с этим аспектом конструктивная рама боковины может быть образована путем соединения различных заготовок, например посредством сварки, для образования составной заготовки и дальнейшего придания формы составной заготовке, например посредством горячей штамповки или холодной штамповки.
Пример цельной конструктивной рамы боковины данного типа и способ ее изготовления можно найти в документе US 2006/0097549 A1. В данном документе описана боковая панель для автомобиля, которая содержит нижний элемент порога двери, часть панели крыши и множество стоек кузова, проходящих между элементом порога двери и частью панели крыши. В настоящем документе элемент порога двери со стойками кузова и частью панели крыши образует цельную конструкцию из заготовки из листового металла, выполненной из высокопрочной стали, и имеет по меньшей мере одну область, которая является частично закаленной и которая подвергается повышенной нагрузке в случае столкновения автомобиля.
Различные сварные заготовки для образования составной заготовки и дальнейшего придания формы этой составной заготовке обычно называют специализированной сварной заготовкой (TWB). Заготовки разной толщины, размера, материала и с разными свойствами могут быть соединены с образованием составной заготовки для минимизации массы компонентов, при этом обеспечивая конструктивные требования. Эти заготовки сваривают «встык» («стыковое соединение»).
Эти так называемые тонколистные сварные составные заготовки в основном разработаны для горячей штамповки и последующего изготовления для образования компонентов автомобилей, например конструктивной рамы боковины. В других случаях такие составные заготовки могут быть разработаны для холодной штамповки. При горячем формовании с закалкой в холодном штампе (HFDQ) используют листы борсодержащей стали для создания штампованных компонентов со свойствами сверхвысокопрочной стали (UHSS), с пределом прочности на разрыв по меньшей мере 1000 МПа, предпочтительно приблизительно 1500 МПа или до 2000 МПа или более.
Примером стали, используемой в технологических процессах горячей штамповки, является сталь 22MnB5. Сталь 22MnB5 поставляют в феррито-перлитной фазе. Механические свойства связаны с этой структурой. После нагревания заготовку подвергают горячей штамповке, затем ее можно закаливать. Данный процесс известен как закалка под прессом. С помощью данного процесса может быть получена в основном мартенситная микроструктура. Вследствие этого значительно повышается предельная прочность на разрыв и предел текучести.
Примером стали 22MnB5 является Usibor® 1500P. Состав Usibor® приводится ниже в массовых долях (остальное представляет собой железо (Fe) и неизбежные примеси):
Usibor® 1500P может иметь предел текучести, например, 1100 МПа и предельную прочность на разрыв 1500 МПа.
Usibor® 2000 является другой борсодержащей сталью с еще более высокой прочностью. Предел текучести Usibor® 2000 может быть 1400 МПа или более, а предельная прочность на разрыв может быть выше 1800 МПа. Состав Usibor® 2000 содержит в массовых долях: максимум 0,37% углерода, максимум 1,4% марганца, максимум 0,7% кремния и максимум 0,005% бора.
В автомобильной промышленности могут также использоваться различные другие составы стали UHSS. В частности, составы стали, описанные в документе EP 2735620 A1, можно считать подходящими. Может быть сделана конкретная ссылка на таблицу 1 и абзацы 0016–0021 документа EP 2735620 A1, а также на идеи в абзацах 0067–0079.
В некоторых примерах заготовки UHSS могут содержать в массовых долях приблизительно: 0,22% углерода, 1,2% кремния и 2,2% марганца.
В некоторых примерах заготовки UHSS могут содержать в массовых долях: 0,17–0,23% углерода, максимум 2,5% марганца, максимум 0,5% кремния и 0,002–0,005% бора.
Другим материалом, используемым при горячей штамповке, является Ductibor® 500. Ductibor® 500 представляет собой стальной материал с гораздо большей пластичностью, которая может эффективно поглощать энергию во время динамического воздействия. Предел текучести Ductibor® 500 может быть 400 МПа или более, а предельная прочность на разрыв может быть 550 МПа или более.
Состав Ductibor® 500 содержит максимум 0,1% углерода, максимум 1,3% марганца, максимум 0,5% кремния и максимум 0,001% бора.
Ductibor® 1000 представляет собой другой материал, используемый при горячей штамповке для повышения относительного удлинения по сравнению с Usibor® 1500 и Usibor® 2000. Предел текучести Ductibor® 1000 может быть 800 МПа или более, а предельная прочность на разрыв может быть 1000 МПа или более. Состав Ductibor® 1000 содержит максимум 0,12% углерода, максимум 2% марганца, максимум 0,75% кремния и максимум 0,005% бора.
Чтобы избежать декарбюризации и образования окалины во время процесса штамповки и предотвратить повреждение из-за коррозии и окисления, сталь в любом из этих составов (например, сталь 22MnB5, такая как, например, Usibor® и другие составы, приведенные или упомянутые выше) содержит покрытие. Это покрытие может представлять собой, например, алюминий-кремниевое (AlSi) покрытие или покрытие, содержащее главным образом цинк или цинковый сплав.
Однако алюминий-кремниевое покрытие имеет существенный недостаток, связанный с его характеристиками при сварке. Если заготовки с алюминий-кремниевым покрытием сваривают для образования специализированной сварной заготовки (TWB) без каких-либо дополнительных мер, алюминий покрытия может проникать в область сварки и это может привести к существенному ухудшению механических свойств полученного в результате компонента и повышению вероятности возникновения трещин в зоне сварного шва.
Известным решением этой проблемы является удаление, например, с помощью лазерной абляции, части покрытия в области, находящейся рядом с зоной сварки. Недостаток этого способа связан с необходимостью обеспечения дополнительного этапа для изготовления (составных или комбинированных) заготовок и компонентов и причем, несмотря на повторяющийся характер процесса, этот дополнительный этап требует сложного процесса обеспечения качества, при котором увеличивается число частей, подлежащих утилизации в виде металлолома. Это приводит к увеличению затрат на этапе сварки и ограничивает конкурентоспособность технологии в промышленности.
В последнее время были разработаны другие способы, позволяющие избежать этапа абляции покрытия. Однако такие способы требуют использования дополнительных порошков или проволок, чтобы нейтрализовать присутствие алюминия по всему периметру зоны сварки.
После штамповки цельной конструктивной рамы боковины указанная цельная конструктивная рама боковины может быть соединена, например, сварена с остальными частями несущего каркаса транспортного средства, например, внутренними пластинами по меньшей мере одного из: передней стойки кузова, средней стойки кузова, задней стойки кузова, дверной стойки кузова и порога кузова. Например, нижняя часть цельной конструктивной рамы боковины может быть соединена с нижней кромкой внутренней пластины порога, причем верхняя часть цельной конструктивной рамы боковины может быть соединена с верхней кромкой внутренней пластины передней стойки кузова и/или задней стойки кузова. Цельная конструктивная рама боковины, образованная таким способом, следовательно, может соответствовать «внешней» панели, которая может быть дополняемой к внутренней пластине передней стойки кузова, внутренней пластине средней стойки кузова, внутренней пластине задней стойки, внутренней пластине дверной стойки кузова и/или внутренней пластине порога кузова.
Однако с помощью этого способа некоторые секции передней стойки кузова являются не полностью замкнутыми. Нижняя кромка внутренней панели передней стойки кузова и цельная конструктивная рама боковины не прилегают друг к другу по всей ее длине, т. е. в некоторых секциях передней стойки кузова имеется зазор. Он может возникать в области передней стойки кузова, расположенной по существу за средней стойкой кузова, в частности за центральной частью средней стойки кузова, т. е. в области, которая соответствует U-образной секции средней стойки кузова. Аналогично, верхние кромки внутренней панели порога кузова и конструктивной рамы боковины не соприкасаются по всей длине порога кузова. Это может иметь место в области порога кузова, расположенной по существу за средней стойкой кузова и/или дверной стойкой кузова, и, следовательно, некоторые секции порога кузова могут также быть не полностью сомкнуты.
В соответствии с этими аспектами существует несколько секций передней стойки кузова и/или порога кузова, которые не полностью сомкнуты, т. е. они не образуют замкнутую секцию с их соответствующей внутренней пластиной. Поэтому такие секции могут иметь меньшую прочность, по сравнению с решениями, в которых внутренняя и внешняя панель сварены как через верхнюю, так и нижнюю кромки по всей ее длине, т. е. в которой сначала формуют стойки и порог кузова, а затем объединяют с остальными частями несущего каркаса транспортного средства. Такая секция с меньшей прочностью может привести к ухудшению прочностных характеристик транспортного средства в случае столкновения. Однако, чтобы обеспечить хорошие функциональные характеристики боковой конструктивной рамы по сравнению с дверью, и с учетом характеристик геометрической среды конструктивной рамы боковины, может быть сложным обеспечить полное смыкание секций между боковой конструктивной рамой и внутренней пластиной (или пластинами) по длине всей детали и в то же время обеспечивая, например, соответствующее положение резиновых уплотнений конструктивной рамы боковины.
В настоящем изобретении предложены примеры систем и способов, которые по меньшей мере частично устраняют некоторые из вышеупомянутых недостатков.
КРАТКОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
В первом аспекте предложен способ изготовления цельной конструктивной рамы боковины транспортного средства. Способ включает предоставление множества заготовок, соединение заготовок друг с другом с образованием составной заготовки, причем соединение заготовок включает образование одной или более перекрывающихся областей, образованных частичным перекрытием по меньшей мере двух заготовок, деформирование составной заготовки для образования цельной конструктивной рамы боковины, и причем цельная конструктивная рама боковины содержит часть нижней балки и часть верхней балки, переднюю часть стойки кузова, соединяющую часть нижней балки с частью верхней балки, и заднюю часть стойки кузова, соединяющую часть нижней балки с частью верхней балки.
В соответствии с этим аспектом толщина некоторых областей цельной конструктивной рамы боковины увеличивается и, таким образом, может также повышаться прочность цельной конструктивной рамы боковины. Увеличение толщины в одной или более перекрывающихся областях может снизить общую массу цельной конструктивной рамы боковины и число линий сварки, по сравнению с решениями, в которых увеличена общая толщина одной из заготовок, поскольку перекрытие может быть более точно расположено в требуемых областях.
В данном описании частичное перекрытие двух заготовок означает, что перекрывается только часть двух заготовок.
Часть нижней балки может представлять собой часть порога кузова. Часть верхней балки может проходить параллельно крыше транспортного средства. Передняя и задняя части стоек кузова могут проходить по существу вертикально от части нижней балки к части верхней балки. Таким образом, цельная конструктивная рама боковины может определять дверные проемы: проем передней двери, и/или проем задней двери, и/или дверной проем, содержащий как проем задней, так и проем передней двери. Такая цельная конструктивная рама боковины может также называться как «неразъемный дверной проем» или «цельный дверной проем».
В настоящем изобретении под порогом кузова, передней стойкой кузова, средней стойкой кузова, задней стойкой кузова и дверной стойкой кузова следует понимать следующее. Порог кузова или порог двери представляет собой компонент, расположенный по существу в горизонтальном направлении и проходящий под дверным проемом (дверными проемами) от задней части к передней части транспортного средства. Средняя стойка кузова представляет собой вертикально расположенный компонент, который проходит от пола до крыши транспортного средства. Средние стойки кузова расположены в центральной части транспортного средства и в основном разделяют проем передней двери и проем задней двери. Дверная стойка кузова представляет собой вертикальный корпус, который по существу проходит от пола до капота двигателя или лобового стекла транспортного средства. Петли передних дверей обычно устанавливают на дверных стойках кузова. Передняя стойка кузова представляет собой дугообразный корпус, который проходит по существу параллельно части панели крыши и части переднего лобового стекла в верхней области дверного проема. Передняя стойка кузова проходит от верхней части средней стойки кузова к верхней части дверной стойки кузова. В некоторых конфигурациях передняя стойка кузова может выходить за среднюю стойку кузова. Задняя стойка кузова представляет собой конструкцию за задней дверью транспортного средства, которая проходит вверх от части порога кузова. В некоторых примерах задняя стойка кузова может проходить от порога кузова в по существу вертикальном направлении к передней стойке кузова (когда передняя стойка кузова выходит за среднюю стойку кузова). В других примерах задняя стойка кузова может содержать одну по существу вертикальную часть и дугообразную деталь, которая проходит по существу параллельно части панели крыши и верхней области проема задней двери до пересечения со средней стойкой кузова.
В некоторых примерах средняя стойка кузова, передняя стойка кузова, дверная стойка кузова и порог кузова могут определять раму двери. Таким образом, может быть образована цельная конструктивная рама боковины для проема передней двери.
В других примерах цельная конструктивная рама боковины может быть образована путем соединения нижней части средней стойки кузова с порогом кузова, ее верхней части с нижней частью задней стойки кузова и нижней части задней стойки кузова с порогом кузова так, чтобы можно было образовать раму для проема задней двери.
В дополнительных примерах цельная конструктивная рама боковины может охватывать проемы как передней, так и задней двери транспортного средства. В этих примерах порог кузова может быть соединен с дверной стойкой и задней стойкой кузова, в то время как передняя стойка кузова может соединять дверную стойку кузова с задней стойкой кузова. В некоторых из этих примеров цельная конструктивная рама боковины может дополнительно содержать среднюю стойку кузова.
Во всех этих примерах цельная конструктивная рама боковины может представлять собой внешнюю раму. Таким образом, цельная внешняя конструктивная рама боковины может быть соединена с остальными частями конструкции транспортного средства. В качестве альтернативного варианта цельная конструктивная рама боковины может представлять собой внутреннюю раму. Такая цельная внутренняя рама может быть соединена с внешней рамой.
Когда конструктивную раму боковины формируют как цельную конструкцию, границы между различными стойками менее четкие именно потому, что это цельная конструкция. Таким образом, в настоящем документе сделана ссылка на «части» средней стойки кузова, «части» передней стойки кузова, «части» задней стойки кузова, и т. д., чтобы обозначить части цельной конструкции, которые можно рассматривать как образующие среднюю стойку кузова, переднюю стойку кузова, заднюю стойку кузова и т. д.
Переходный участок между частью балки и частью стойки кузова представляет собой область, в которой части стоек кузова пересекаются с частью балки, или, другими словами, область, переходящую от по существу горизонтально расположенного корпуса к по существу вертикальному корпусу.
Следовательно, переходный участок между частью средней стойки кузова и частью порога кузова представляет собой область, в которой часть средней стойки кузова пересекается с частью порога кузова, т. е. область, переходящую от по существу горизонтально расположенного корпуса к по существу вертикальному корпусу. Аналогично могут быть определены переходный участок между частями передней стойки кузова и средней стойки кузова, переходный участок между частями передней стойки кузова и дверной стойки кузова и переходный участок между частями дверной стойки кузова и порога кузова. Аналогично могут быть определены переходный участок между частями задней стойки кузова и передней стойки кузова, переходный участок между частями задней стойки кузова и средней стойки кузова и переходный участок между частями задней стойки кузова и порога кузова.
Одна или более перекрывающихся областей могут быть расположены таким образом, чтобы нейтрализовать степень деформации материала и, следовательно, повышать прочность, которая может наблюдаться в некоторых секциях цельной конструктивной рамы боковины, по сравнению с решениями, в которых сначала формуют конструктивные элементы, а затем соединяют с образованием конструктивной рамы боковины.
В некоторых примерах по меньшей мере одна из перекрывающейся(-ихся) области(-ей) может по существу соответствовать переходному участку между частью балки, например, частью нижней или верхней балки, и частью стойки кузова, например, передней или задней частью стойки кузова цельной конструктивной рамы. Это значит, что одна перекрывающаяся область может соответствовать переходному участку между задней частью стойки кузова, например, частью средней стойки кузова или задней стойкой кузова, и частью нижней балки, например, частью порога кузова; или переходному участку между задней частью стойки кузова и частью верхней балки; или переходному участку между передней частью стойки кузова, например, дверной стойкой кузова и средней стойкой кузова, и частью нижней балки, или между передней частью стойки кузова и частью верхней балки.
В качестве альтернативного или дополнительного варианта перекрытие может быть расположено в местах, в которых ожидаются повышенные нагрузки. Например, перекрытие может быть расположено внутри части балки и/или части стойки. В некоторых из этих примеров по меньшей мере одна из перекрывающихся областей может быть расположена внутри части верхней балки, например, внутри части передней стойки кузова или внутри части задней стойки кузова.
В некоторых примерах соединение заготовок друг с другом может включать сваривание заготовок друг с другом в перекрывающейся области. Вследствие соединения заготовок друг с другом в перекрывающейся области может отпасть необходимость в удалении части покрытия в области, находящейся рядом с зоной сварки, или использовании порошкового или проволочного материалов. Следовательно, может быть повышена эффективность производственного процесса и, следовательно, могут быть снижены затраты. Необязательно, сваривание этих заготовок может включать точечную сварку. В других примерах могут использоваться альтернативные технологии сварки, например, удаленная лазерная сварка. В дополнительных примерах заготовки могут быть соединены с помощью других подходящих способов, например, с помощью клея.
В некоторых примерах цельная конструктивная рама боковины может представлять собой переднюю раму. В этих примерах часть нижней балки может содержать часть порога кузова, часть верхней балки может содержать часть передней стойки кузова, передняя часть стойки кузова может содержать часть дверной стойки кузова, а задняя часть стойки кузова может содержать часть средней стойки кузова.
Одна или более перекрывающихся областей может быть расположена в области цельной боковой конструктивной рамы, подвергаемой повышенным нагрузкам в случае бокового столкновения, например, в переходном участке между средней стойкой кузова и порогом кузова и/или переходном участке между средней стойкой кузова и передней стойкой кузова.
В некоторых из этих примеров одна из перекрывающихся областей может по существу соответствовать переходному участку между частью порога кузова и частью средней стойки кузова, т. е. в области перехода от по существу горизонтального расположения к по существу вертикальному расположению. Таким образом, потеря прочности, вызванная зазором, образованным между внутренней пластиной порога кузова и нижней секцией U-образной секции средней стойки кузова, может быть компенсирована увеличением толщины, предусматриваемым перекрывающейся областью. Таким образом, повышается прочность части цельной конструктивной рамы боковины, проходящей от части порога кузова к части средней стойки кузова.
В качестве альтернативного или дополнительного варианта одна из перекрывающихся областей может по существу соответствовать переходному участку между частью средней стойки кузова и частью передней стойки кузова. Вследствие этого повышается прочность части цельной конструктивной рамы боковины, проходящей от части средней стойки кузова к части передней стойки кузова.
В некоторых примерах одна из перекрывающихся областей может по существу соответствовать переходному участку между частью передней стойки кузова и частью дверной стойки кузова. Такая перекрывающаяся область может обеспечивать дополнительную жесткость конструктивной рамы, в частности в части, проходящей от шарнирной части к части передней стойки кузова.
Одна из перекрывающихся областей может также по существу соответствовать переходному участку между частью порога кузова и шарнирной частью.
В качестве дополнительного или альтернативного варианта одна из перекрывающихся областей может быть расположена внутри части передней стойки кузова.
Цельная конструктивная рама боковины может содержать несколько перекрывающихся областей. Например, часть средней стойки кузова может содержать одну перекрывающуюся область, расположенную на ее нижней части, т. е. на переходном участке между частью порога кузова и частью средней стойки кузова, и другую перекрывающуюся область, расположенную на ее верхней части, т. е. на переходном участке между средней стойкой кузова и передней стойкой кузова. Таким образом, может быть увеличена жесткость части средней стойки кузова и, следовательно, всей цельной конструктивной рамы боковины.
В некоторых других примерах цельная конструктивная рама боковины может представлять собой заднюю раму. В этих примерах передняя часть стойки кузова содержит часть средней стойки кузова, часть нижней балки может содержать часть порога кузова, часть верхней балки и задняя часть стойки кузова могут содержать часть задней стойки кузова, проходящую от части порога кузова к части средней стойки кузова.
В некоторых из этих примеров одна из перекрывающихся областей может по существу соответствовать переходному участку между частью порога кузова и частью средней стойки кузова.
В качестве альтернативного или дополнительного варианта одна из перекрывающихся областей может по существу соответствовать переходному участку между частью средней стойки кузова и частью задней стойки кузова.
В дополнительных примерах одна из перекрывающихся областей может по существу соответствовать переходному участку между частью задней стойки кузова и частью порога кузова.
В некоторых других примерах цельная конструктивная рама боковины может представлять собой раму, окружающую отдельный проем как для передней, так и для задней двери транспортного средства. В этих примерах часть нижней балки может содержать часть порога кузова, передняя часть стойки кузова может содержать часть дверной стойки кузова, задняя часть стойки кузова может содержать часть задней стойки кузова, а часть верхней балки может содержать часть передней стойки кузова. Таким образом, часть передней стойки кузова может проходить от части дверной стойки кузова к части задней стойки кузова, а часть задней стойки кузова может проходить от части порога кузова к части передней стойки кузова.
В данном описании под перекрывающейся областью средней стойки кузова - порога кузова понимают перекрывающуюся область, по существу соответствующую или предусмотренную на переходном участке между частями средней стойки кузова и порога кузова; под перекрывающейся областью передней стойки кузова - средней стойки кузова понимают перекрывающуюся область, по существу соответствующую или предусмотренную на переходном участке между частями передней стойки кузова и средней стойки кузова; под перекрывающейся областью передней стойки кузова - шарнира понимают перекрывающуюся область, по существу соответствующую или предусмотренную на переходном участке между частями передней стойки кузова и дверной стойки кузова; под перекрывающейся областью шарнира - порога кузова понимают перекрывающуюся область, по существу соответствующую или предусмотренную на переходном участке между частями дверной стойки кузова и порога кузова; под перекрывающейся областью задней стойки кузова - порога кузова понимают перекрывающуюся область, по существу соответствующую или предусмотренную на переходном участке между частями задней стойки кузова и порога кузова; под перекрывающейся областью задней стойки кузова - средней стойки кузова понимают перекрывающуюся область, по существу соответствующую или предусмотренную на переходном участке между частями задней стойки кузова и средней стойки кузова; под перекрывающейся областью задней стойки кузова - передней стойки кузова понимают перекрывающуюся область, по существу соответствующую или предусмотренную на переходном участке между частями задней стойки кузова и передней стойки кузова; под перекрывающейся областью средней стойки кузова понимают перекрывающуюся область, расположенную внутри части средней стойки кузова, под перекрывающейся областью передней стойки кузова понимают перекрывающуюся область, расположенную внутри части передней стойки кузова и под перекрывающейся областью задней стойки кузова понимают перекрывающуюся область, расположенную внутри части задней стойки кузова.
В данном описании под длиной перекрывающейся области понимают расстояние вдоль продольной оси частей балки, которые являются частью перекрывающейся области, например, часть передней стойки кузова или порога кузова. Продольная ось частей балки, которые являются частью перекрывающейся области, могут соответствовать продольной оси транспортного средства, т. е. от задней к передней части. Высота перекрывающейся области является по существу перпендикулярной ее длине и под ней понимают расстояние вдоль продольной оси передней или задней частей стойки кузова, которые являются частью перекрывающейся области, например, продольная ось части средней стойки кузова, или дверной стойки кузова, или задней стойки кузова. Высота перекрывающихся областей может по существу соответствовать вертикальной оси транспортного средства, т. е. от пола до крыши. Длина и/или высота перекрывающейся области может изменяться вдоль перекрывающейся области.
Перекрывающаяся область средней стойки кузова - порога кузова может иметь длину (расстояние вдоль продольной оси порога кузова) от 20 до 600 мм, предпочтительно от 100 до 500 мм, и более предпочтительно от 200 до 400 мм, а высота (расстояние вдоль продольной оси средней стойки кузова) может находиться в пределах от 20 до 600 мм, предпочтительно от 100 до 500 мм, и более предпочтительно от 200 до 400 мм. Перекрывающаяся область задней стойки кузова - порога кузова, перекрывающаяся область шарнира - порога кузова и перекрывающаяся область передней стойки кузова - средней стойки кузова могут иметь размер, аналогичный перекрывающейся области средней стойки кузова - порога кузова.
Длина перекрывающейся области передней стойки кузова - шарнира (расстояние вдоль продольной оси части передней стойки кузова) может находиться в пределах от 20 до 600 мм, предпочтительно от 40 до 400 мм, а высота (расстояние вдоль продольной оси части дверной стойки кузова) может находиться в пределах от 20 до 600 мм, предпочтительно от 40 до 300 мм. Длина перекрывающейся области задней стойки кузова - передней стойки кузова (расстояние вдоль продольной оси части дверной стойки кузова) и ее высота (расстояние вдоль продольной оси части дверной стойки кузова) могут быть аналогичны длине и высоте перекрывающейся области передней стойки - шарнира.
Перекрывающаяся область передней стойки кузова может иметь длину (расстояние вдоль продольной оси части передней стойки кузова) от 20 до 600 мм, предпочтительно от 40 до 400 мм и высоту (расстояние, перпендикулярное длине) от 20 до 600 мм, предпочтительно от 40 до 400 мм.
Перекрывающаяся область средней стойки кузова может иметь высоту (расстояние вдоль продольной оси части средней стойки кузова) от 20 до 600 мм, предпочтительно от 40 до 300 мм, и длину (расстояние, перпендикулярное продольной оси части средней стойки кузова) от 20 до 400 мм, предпочтительно от 40 до 200 мм.
Перекрывающаяся область задней стойки кузова может иметь длину (расстояние вдоль продольной оси части задней стойки кузова) от 20 до 600 мм, предпочтительно от 40 до 300 мм, и высоту (расстояние, перпендикулярное длине) от 20 до 400 мм, предпочтительно от 40 до 200 мм.
Цельную конструктивную раму боковины образуют путем соединения множества заготовок. По меньшей мере две заготовки соединяются друг с другом одной из перекрывающихся областей. Таким образом, цельная конструктивная рама боковины может содержать по меньшей мере две заготовки, например, четыре заготовки.
В некоторых примерах части могут содержать более чем одну заготовку. Например, часть средней стойки кузова может быть образована двумя или тремя заготовками.
Цельная конструктивная рама боковины может содержать соединения между минимум двумя заготовками, имеющими перекрывающуюся область. Соединения с перекрывающейся областью между двумя заготовками могут быть сварены с помощью точечной сварки или других технологий сварки или соединения. Сваривание двух заготовок в перекрывающейся области с образованием цельной конструктивной рамы боковины может повысить производительность процесса сварки. Таким образом, можно избежать пространственных зазоров между заготовками, образованных в случае когда заготовки не сварены на всем протяжении перекрывающейся области, например, при конфигурации сварки встык. Соответственно, соединения с перекрывающейся областью могут содействовать компенсации разных допусков заготовок.
В некоторых примерах цельная конструктивная рама боковины может содержать соединения между двумя заготовками с перекрывающейся областью и другими соединениями, имеющими конфигурацию встык, например, соединение встык без скоса кромок.
В некоторых примерах деформирование составной заготовки для образования цельной конструктивной рамы боковины включает горячую штамповку составной заготовки. По меньшей мере некоторые из заготовок могут быть выполнены из высокопрочных сталей (UHSS). Подходящей UHSS может быть борсодержащая сталь, например, 22MnB5, или другие составы стали, приведенные или упомянутые выше. Эти заготовки, например, заготовки из борсодержащей стали, могут содержать алюминий-кремниевое покрытие или цинковое покрытие.
В некоторых примерах при изготовлении цельной конструктивной рамы боковины горячая штамповка может включать нагревание составной заготовки выше температуры аустенизации, охлаждение составной заготовки до температуры, например, от 400°C до 600°C и затем штамповку составной заготовки. В некоторых примерах штамповка может включать два или более этапа штамповки. Эти этапы штамповки могут включать, например, формование, обрезку или обработку резанием и могут выполняться на отдельном многоступенчатом прессе. Примеры штамповки, включающей два или более этапов штамповки, можно найти в документах US 9492859 B2 или WO 2016142367 A1.
В качестве альтернативного варианта составная заготовка может быть деформирована методом холодной штамповки. Для штамповки цельной конструктивной рамы боковины методом холодной штамповки можно использовать марки высокопрочной стали или марки сверхвысокопрочной стали.
Множество заготовок, которые образуют составной компонент, могут содержать разные материалы и/или иметь разную толщину. Например, могут использоваться заготовки из Usibor® (например, Usibor® 1500 или Usibor® 2000) и заготовки или части заготовок из Ductibor® (например, Ductibor® 500 или Ductibor® 1000). В результате использования этих типов материалов в процессах горячей штамповки получают в основном мартенситную структуру в частях Usibor® и в основном феррито-перлитную структуру в частях Ductibor®. В соответствии с этими аспектами могут быть специально заданы характеристики цельной конструктивной рамы боковины.
В дополнительном аспекте предусмотрена цельная конструктивная рама боковины, получаемая способом согласно любому из описанных в настоящем документе примеров.
В некоторых примерах цельная конструктивная рама боковины может содержать области с разным пределом прочности на разрыв в соответствии с любым из описанных в настоящем документе примеров. В некоторых из этих примеров области с разным пределом прочности на разрыв могут иметь разную микроструктуру.
В некоторых примерах по меньшей мере одна из заготовок может содержать области с разными пределами прочности на разрыв. Заготовка может состоять из двух разных материалов, имеющих разные пределы прочности на разрыв. Соответственно, пластичность областей с более низким пределом прочности на разрыв выше, и, следовательно, может быть увеличено поглощение энергии при столкновении.
В качестве альтернативного варианта эти области с разным пределом прочности на разрыв могут иметь разную микроструктуру. В горячеформованной цельной конструктивной раме боковины могут быть созданы различные микроструктуры. Эти различные микроструктуры могут быть созданы путем нагревания составной заготовки выше температуры аустенизации и затем путем управления охлаждением составной заготовки во время формования составной заготовки для образования конструктивной рамы боковины. Охлаждение различных областей составной заготовки можно регулировать, обеспечив зоны штамповочного инструмента нагревателями. Соответственно, цельная конструктивная рама боковины содержит зоны с в основном мартенситной структурой и зоны, содержащие феррит, перлит или бейнит или их смесь. В качестве альтернативного варианта другая микроструктура может быть создана путем частичного нагревания, например, с использованием лазерного луча, части цельной конструктивной рамы боковины, которая была закалена под прессом для изменения в основном мартенситной структуры на структуру, содержащую феррит, и/или перлит, и/или бейнит, и/или отпущенный мартенсит и их смесь. Предел прочности на разрыв в основном мартенситной структуры может составлять более 1400 МПа и предпочтительно более 1500 МПа, а предел прочности на разрыв областей с более низким пределом прочности на разрыв может составлять менее 1000 МПа, предпочтительно менее 800 МПа, например, от 800 МПа до 500 МПа.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Неограничивающие примеры настоящего изобретения будут описаны ниже со ссылкой на прилагаемые чертежи, в которых:
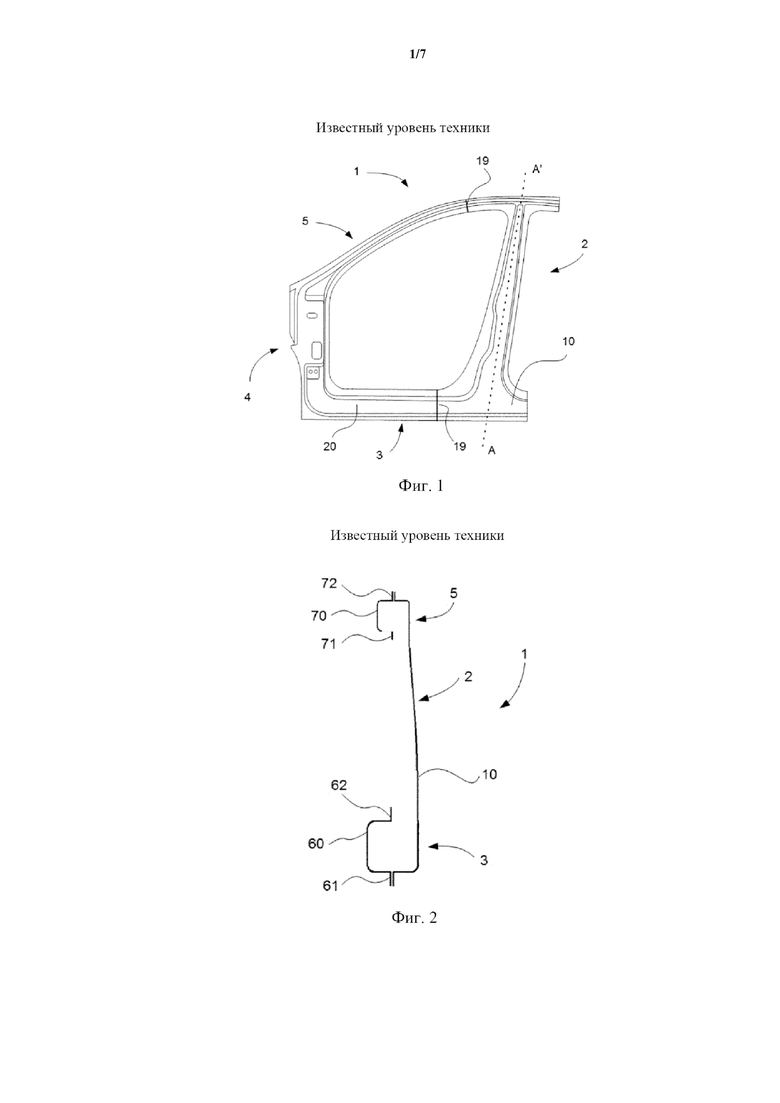
На фигуре 1 показан пример цельной конструктивной рамы боковины транспортного средства в соответствии с известным уровнем техники.
На фигуре 2 схематически представлен вид в разрезе вдоль линии A-A’ цельной конструктивной рамы боковины, показанной на фигуре 1.
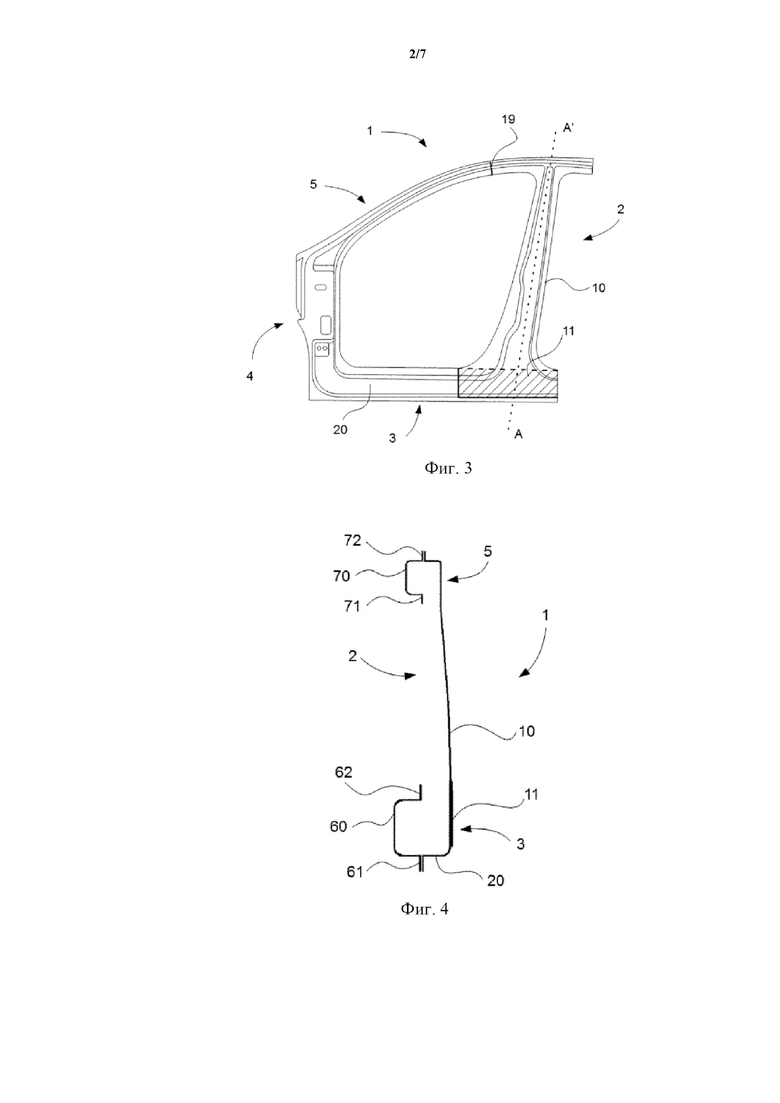
На фигуре 3 показан пример цельной конструктивной рамы боковины транспортного средства.
На фигуре 4 схематически представлен вид в разрезе вдоль линии A-A’ цельной конструктивной рамы боковины, показанной на фигуре 3.
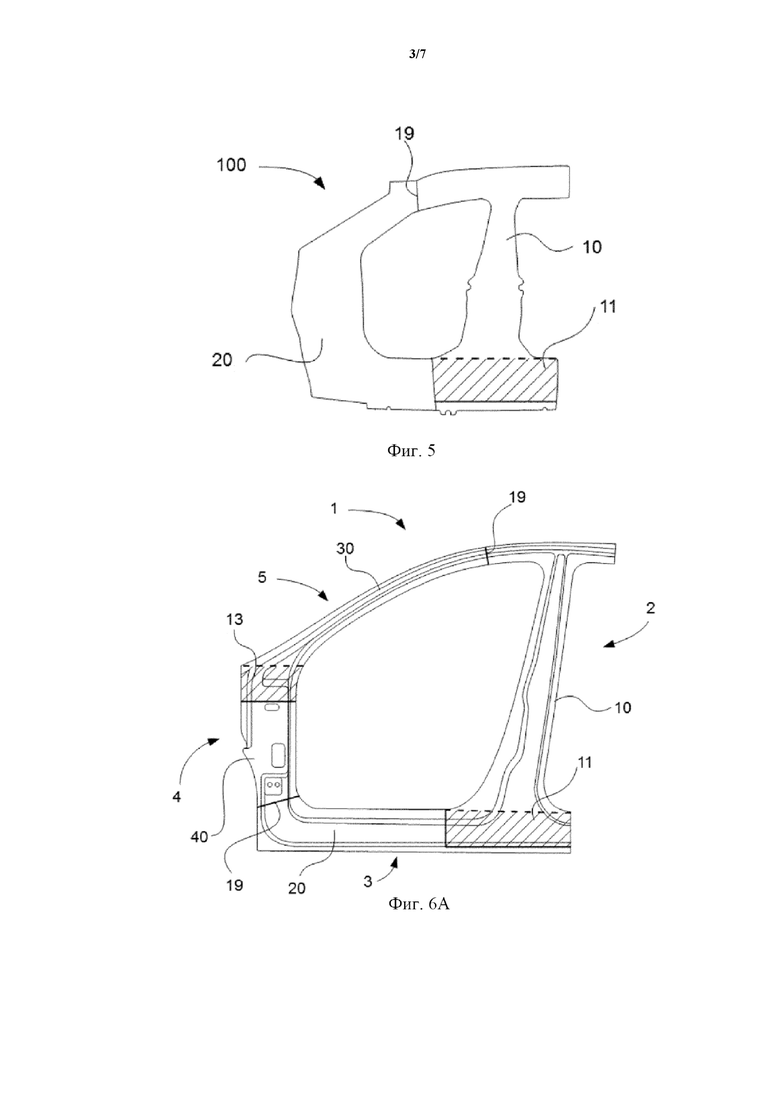
На фигуре 5 показана составная заготовка перед деформированием для образования цельной конструктивной рамы боковины, показанной на фигуре 3.
На фигуре 6A показан другой пример цельной конструктивной рамы боковины транспортного средства.
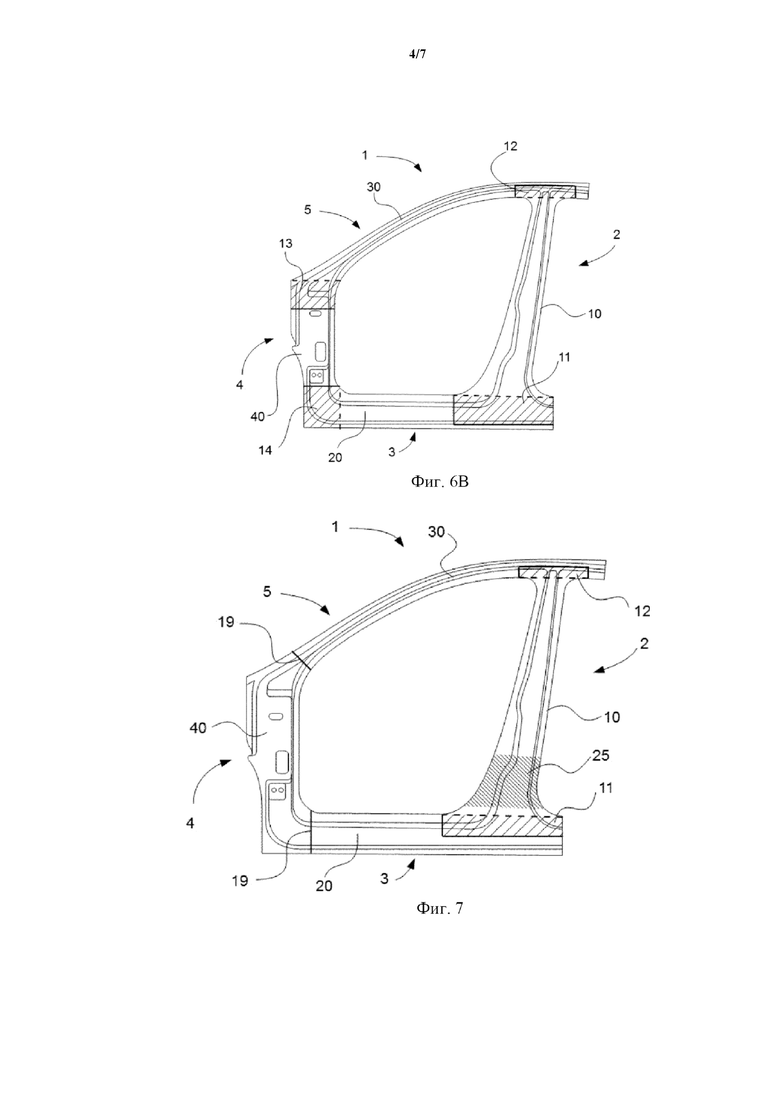
На фигуре 6B показан еще один пример цельной конструктивной рамы боковины транспортного средства.
На фигуре 7 показан еще один пример цельной конструктивной рамы боковины транспортного средства.
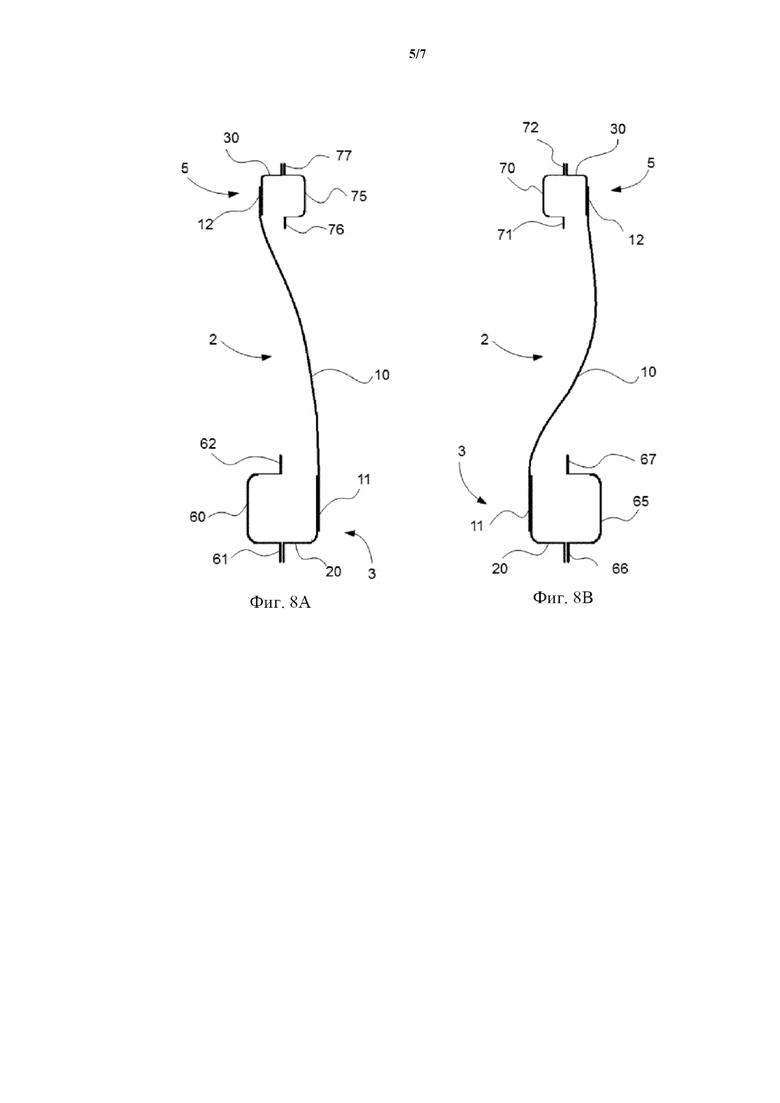
На фигурах 8A-8B показаны примеры цельных конструктивных рам боковины, соединенных с пластиной передней стойки кузова и пластиной порога кузова.
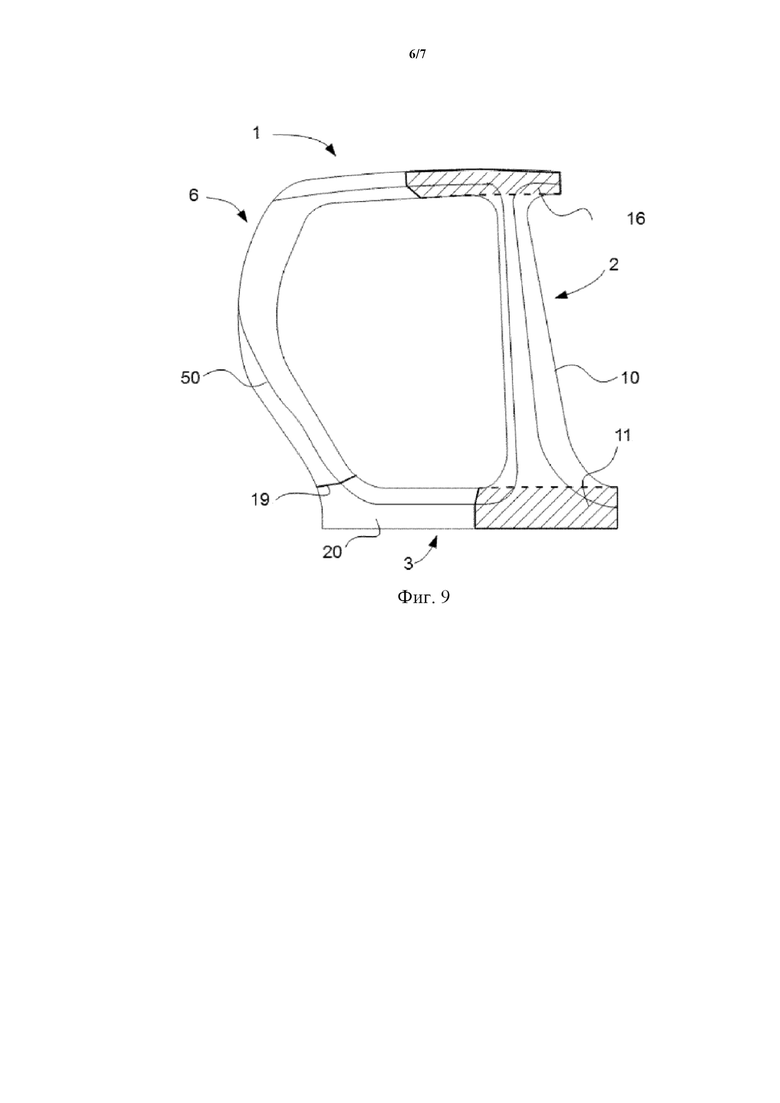
На фигуре 9 показан еще один пример цельной конструктивной рамы боковины транспортного средства.
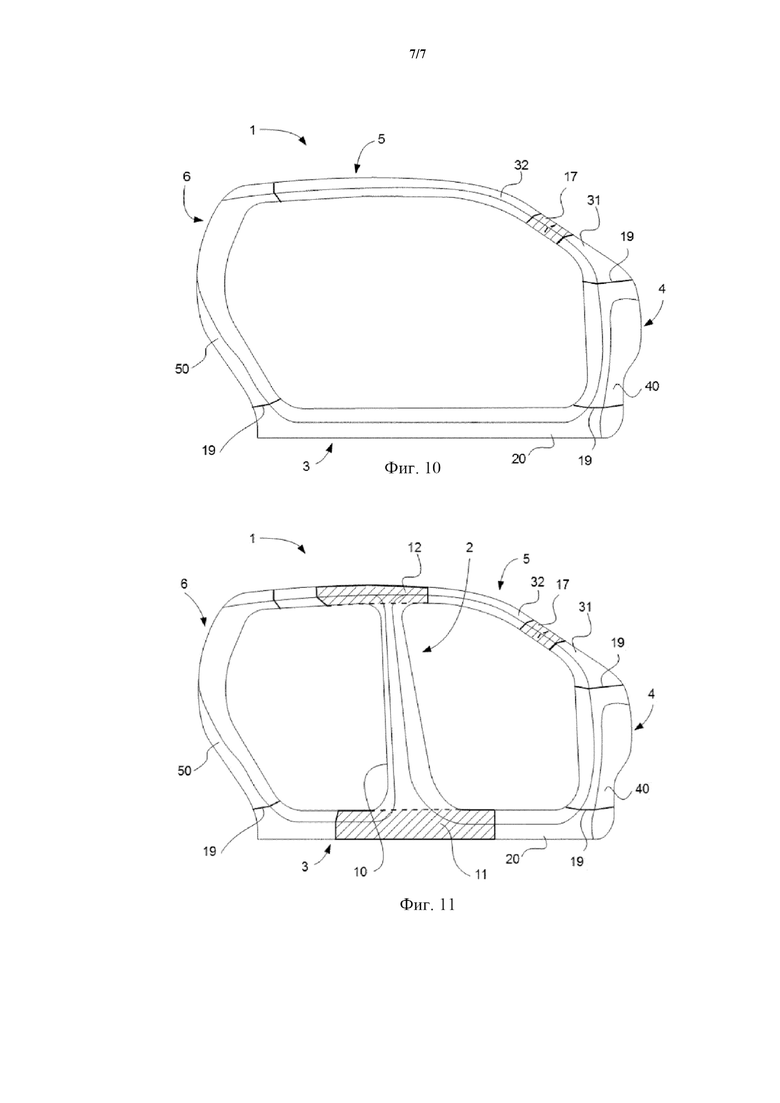
На фигуре 10 показан еще один пример цельной конструктивной рамы боковины транспортного средства.
На фигуре 11 показан еще один пример цельной конструктивной рамы боковины транспортного средства.
ПОДРОБНОЕ ОПИСАНИЕ ПРИМЕРОВ
На этих фигурах для обозначения совпадающих элементов используют одинаковые ссылочные позиции.
На фигуре 1 показан пример цельной конструктивной рамы 1 боковины транспортного средства в соответствии с известным уровнем техники. Конструктивная рама 1 боковины содержит часть 3 порога кузова, часть 5 передней стойки кузова, часть 4 дверной стойки кузова, соединяющую часть 3 порога кузова с частью 5 передней стойки кузова, и часть 2 средней стойки кузова, соединяющую часть 3 порога кузова с частью 5 передней стойки кузова. Часть 4 дверной стойки кузова расположена в передней части транспортного средства, в то время как средняя стойка кузова расположена в центральной части относительно продольной оси транспортного средства.
Конструктивная рама 1 боковины выполнена из двух заготовок, первой заготовки 10 и второй заготовки 20. Заготовки соединены друг с другом сваркой вдоль линий 19 лазерной сварки. Заготовки сваривают «встык», например, соединение встык без скоса кромок. Заготовки сначала сваривают с образованием составной заготовки, а затем составную заготовку деформируют для образования цельной конструктивной рамы 1 боковины. Таким образом, предварительно были собраны первая заготовка 10 и вторая заготовка 20, а затем одновременно деформированы во время комбинированного процесса штамповки.
Хотя это не показано на фигуре 1, следует понимать, что цельная конструктивная рама 1 боковины соединена с остальными деталями несущего каркаса транспортного средства. На фигуре 1 часть 3 порога кузова соединена с внутренней пластиной порога кузова транспортного средства (не показана на фигуре 1), а часть 5 передней стойки кузова соединена с внутренней пластиной передней стойки кузова транспортного средства (не показана на фигуре 1).
На фигуре 2 схематически представлен вид в разрезе вдоль линии A-A’ цельной конструктивной рамы 1 боковины, показанной на фигуре 1, содержащей внутренние пластины порога кузова и передней стойки кузова. Цельная конструктивная рама 1 боковины соединена с внутренней пластиной 70 передней стойки кузова и внутренней пластиной 60 порога кузова.
Внутренняя пластина 70 передней стойки кузова содержит нижнюю кромку 71 и верхнюю кромку 72. Цельная конструктивная рама боковины, в частности часть 5 передней стойки кузова, соединена с внутренней пластиной 70 передней стойки кузова посредством верхней кромки 72. Как описано выше, нижняя кромка 71 передней стойки кузова не полностью прилегает к части 5 передней стойки кузова конструктивной рамы 1 боковины, т. е. между нижней кромкой 71 и конструктивной рамой 1 боковины имеется зазор. Такой зазор в случае столкновения может представлять собой слабое место с точки зрения прочностных характеристик конструкции.
Внутренняя пластина 60 порога кузова содержит нижнюю кромку 61 и верхнюю кромку 62. Конструктивная рама боковины соединена с внутренней пластиной 60 порога кузова посредством нижней кромки 61. Аналогично соединению внутренней пластины 70 передней стойки кузова с частью 5 передней стойки кузова внутренняя пластина 60 порога кузова не полностью прилегает к части 3 порога кузова конструктивной рамы 1 боковины. Данный зазор также может представлять собой конструктивно слабое место.
Заготовки цельной конструктивной рамы боковины, показанной на фигурах 1 и 2, сваривают встык и, следовательно, перекрывающиеся области не образуются.
На фигуре 3 показан пример цельной конструктивной рамы 1 боковины для транспортного средства. В этом примере конструктивная рама 1 боковины, показанная на фигуре 3, представляет собой переднюю раму. Конструктивная рама боковины имеет цельную конструкцию, причем часть нижней балки содержит часть 3 порога кузова, часть верхней балки содержит часть 5 передней стойки кузова, часть передней балки содержит часть 4 дверной стойки кузова, соединяющую часть 3 порога кузова с частью 5 передней стойки кузова, и часть задней балки содержит часть 2 средней стойки кузова, соединяющую часть 3 порога кузова с частью 5 передней стойки кузова. Часть средней стойки кузова может содержать U-образную секцию с двумя боковыми кромками.
Цельная конструктивная рама 1 боковины, показанная на фигуре 3, выполнена из двух заготовок, первой заготовки 10 и второй заготовки 20, соединенных друг с другом, образующих составную заготовку, которую деформируют для образования цельной конструктивной рамы 1 боковины. Первая заготовка 10 и вторая заготовка частично перекрываются в перекрывающейся области 11, т. е. перекрываются только часть первой заготовки и часть второй заготовки.
В примере на фигуре 3 первая заготовка 10 и вторая заготовка 20 сварены посредством точечной сварки на всем протяжении перекрывающейся области 11. В данном конкретном примере перекрывающаяся область 11 расположена в нижней части первой заготовки 10. Верхняя часть первой заготовки 10 может быть сварена посредством лазерной сварки со второй заготовкой 20 на всем протяжении линии 19 лазерной сварки. Лазерная сварка верхней части первой заготовки 10 со второй заготовкой 20 может включать этап удаления покрытия заготовок или использования порошка или проволоки, чтобы нейтрализовать влияние покрытия. Могут использоваться другие способы нейтрализации негативного влияния покрытия в этих соединениях без перекрытия, например, генерация лазерного луча применительно к зоне сварки или использование магнитного поля в зоне сварки для смешивания покрытия и основного материала заготовок.
В этом примере одна заготовка, первая заготовка 10, может содержать по меньшей мере часть части 2 средней стойки кузова, а другая заготовка может содержать остальные части конструктивной рамы боковины, например, вторая заготовка 20 может содержать по меньшей мере часть части 3 порога кузова, шарнирной части 4 и части 5 передней стойки кузова. Таким образом, первая заготовка, по существу соответствующая средней стойке кузова, может иметь по существу продолговатую форму. Такая форма может помочь оптимизировать использование материала в рулонах для образования заготовок и минимизации металлических отходов.
В этом примере перекрывающаяся область 11 может быть по существу расположена в переходном участке между частью 3 порога кузова и частью 2 средней стойки кузова. Посредством этого образуется перекрывающаяся область, которая может называться перекрывающейся областью 11 средней стойки кузова - порога кузова.
В дополнительных примерах одна или более перекрывающихся областей в качестве дополнительного или альтернативного варианта могут быть расположены в других частях цельной конструктивной рамы боковины.
На фигуре 4 схематически представлен вид в разрезе вдоль линии A-A’ цельной конструктивной рамы 1 боковины, показанной на фигуре 3. Конструктивная рама 1 боковины соединена с внутренней пластиной 70 передней стойки кузова и внутренней пластиной 60 порога кузова. Конструктивная рама боковины соединена с внутренней пластиной 60 порога кузова посредством нижней кромки 61. Поскольку толщина конструктивной рамы боковины в перекрывающейся области 11 увеличивается, перекрывающаяся область 11 может обеспечить достаточную жесткость для цельной конструктивной рамы боковины, чтобы по меньшей мере нейтрализовать негативное конструктивное влияние не полностью прилегающей внутренней пластины 60 порога кузова и части 3 порога кузова конструктивной рамы 1 боковины.
На фигуре 5 показана составная заготовка перед деформированием для образования конструктивной рамы боковины, показанной на фигуре 3. Составная заготовка 100 выполнена путем соединения двух заготовок, первой заготовки 10 со второй заготовкой 20. Первая заготовка 10 и вторая заготовка 20 частично перекрываются в перекрывающейся области 11. В этом примере верхняя часть первой заготовки 10 сварена встык посредством лазерной сварки со второй заготовкой 20 на всем протяжении линии 19 лазерной сварки. После соединения заготовок друг с другом образуется составная заготовка 100, а затем составную заготовку деформируют для образования цельной конструктивной рамы боковины, как показано на фигуре 3.
Деформирование может включать горячую штамповку, т. е. нагревание составной заготовки в печи, возможно выше температуры аустенизации, в частности выше Ac3. После нагревания в печи заготовка может быть передана на пресс, в котором заготовку деформируют для получения окончательной формы конструктивной рамы боковины. Во время и непосредственно после штамповки может быть выполнена закалка. В частности, закалка может включать охлаждение выше критической скорости охлаждения так, чтобы получить мартенситную микроструктуру. В некоторых примерах в выбранных частях конструктивной рамы боковины закалка может быть исключена.
На фигуре 6A показан другой пример цельной конструктивной рамы 1 боковины транспортного средства. Цельная конструктивная рама 1 боковины, показанная на фигуре 6A, представляет собой переднюю раму и выполнена из четырех заготовок. Каждая из заготовок может содержать по меньшей мере часть одного из следующего: части 5 передней стойки кузова, части 2 средней стойки кузова, части 4 дверной стойки кузова и части 3 порога кузова. Например, первая заготовка 10 может быть присоединена ко второй заготовке 20 и третьей заготовке 30, в то время как четвертая заготовка 40 может быть присоединена ко второй заготовке 20 и к третьей заготовке 30 на противоположной стороне. На фигуре 6A первая заготовка 10 может содержать по меньшей мере часть или целую часть 2 средней стойки кузова, вторая заготовка 20 может содержать по меньшей мере часть части 3 порога кузова, третья заготовка 30 может содержать по меньшей мере часть части передней стойки кузова и, возможно, целую часть передней стойки кузова, и четвертая заготовка 40 может содержать по меньшей мере часть части 4 дверной стойки кузова.
В этих примерах цельная рама боковины может содержать две или более перекрывающихся областей. Например, одна перекрывающаяся область 11 соответствует или предусмотрена в переходном участке между частью 3 порога кузова и частью 2 средней стойки кузова. Перекрывающаяся область может называться перекрывающейся областью 11 средней стойки кузова - порога кузова. Цельная конструктивная рама боковины может дополнительно содержать перекрывающуюся область 13 передней стойки кузова - дверной стойки кузова, соответствующую или предусмотренную на переходном участке между передней стойкой кузова и дверной стойкой кузова.
Заготовки, соединенные на всем протяжении перекрывающихся областей, могут быть сварены посредством точечной сварки. Другие заготовки, т. е. заготовки, соединенные без перекрывающихся областей между ними, могут быть сварены друг с другом вдоль линий 19 сварки.
Перекрывающаяся область 11 средней стойки кузова - порога кузова может иметь длину (расстояние вдоль продольной оси порога кузова), аналогичную ширине, т. е. от одной боковой кромки до другой, части средней стойки кузова и высоту (расстояние вдоль продольной оси средней стойки кузова), аналогичную высоте части 3 порога кузова, т. е. от нижней кромки до верхней кромки части порога кузова. В других примерах высота перекрывающейся области 11 средней стойки кузова - порога кузова может быть меньше, чем высота части порога кузова.
Перекрывающаяся область 13 передней стойки кузова - шарнира может иметь длину, аналогичную ширине части дверной стойки кузова.
В некоторых примерах в случае столкновения область, проходящая от дверной стойки кузова к передней стойке кузова, может подвергаться повышенным нагрузкам. При увеличении толщины третьей перекрывающейся области жесткость этой области увеличивается.
На фигуре 6B показан другой пример цельной конструктивной рамы 1 боковины транспортного средства, аналогичный примеру, проиллюстрированному на фигуре 6A. Конструктивная рама 1 боковины, показанная на фигуре 6B, содержит первую заготовку 10, имеющую часть 2 средней стойки кузова, и соединена в перекрывающейся области 11 средней стойки кузова - порога кузова со второй заготовкой 20 и в перекрывающейся области 12 передней стойки кузова - средней стойки кузова с третьей заготовкой 30. На этой фигуре вторая заготовка 20 содержит часть 3 порога кузова и также соединена с четвертой заготовкой 40 на всем протяжении перекрывающейся области 14 шарнира - порога кузова. Четвертая заготовка 40, которая может содержать шарнирную часть 4, может также быть соединена с третьей заготовкой в перекрывающейся области 13 передней стойки кузова - шарнира. В этом примере третья заготовка 30 содержит часть части 5 передней стойки кузова. Таким образом, на фигуре 6B цельная конструктивная рама 1 боковины образована четырьмя заготовками.
В дополнительных примерах цельная конструктивная рама боковины может быть образована дополнительными заготовками. Эти дополнительные заготовки могут быть соединены между собой или с любой из приведенных выше заготовок перекрывающейся областью или линией сварки встык.
На фигуре 7 показан другой пример цельной конструктивной рамы 1 боковины транспортного средства, аналогичный примеру, проиллюстрированному на фигурах 6A и 6B. На фигуре 7 конструктивная рама 1 боковины содержит перекрывающуюся область 11 средней стойки кузова - порога кузова, в которой частично перекрываются первая заготовка 10 и вторая заготовка 20, и перекрывающуюся область 12 передней стойки кузова - средней стойки кузова, в которой частично перекрываются первая заготовка 10 и третья заготовка 30.
На фигуре 7 перекрывающаяся область 11 средней стойки кузова - порога кузова имеет длину, соответствующую ширине части 2 средней стойки кузова в ее нижней части, и высоту, соответствующую половине высоты части 3 порога кузова. В соответствии с этим аспектом первая заготовка 10 не полностью покрывает высоту части 3 порога кузова. Аналогично, перекрывающаяся область 12 передней стойки кузова - средней стойки кузова может иметь длину, соответствующую ширине части 2 средней стойки кузова в ее верхней части, и высоту, соответствующую половине высоты части 5 передней стойки кузова. В других примерах форма перекрывающихся областей может быть адаптирована к форме конструктивной рамы боковины и/или прочностным характеристикам транспортного средства.
В этих примерах четвертую заготовку 4 сваривают с третьей заготовкой 3 и второй заготовкой 5 на всем протяжении линий 19 сварки. В качестве альтернативного варианта эти соединения могут быть выполнены частичным перекрытием этих заготовок в соответствии с любым из описанных в настоящем документе примеров.
Цельная конструктивная рама боковины может содержать области с различными механическими свойствами для того, чтобы управлять деформацией цельной конструктивной рамы боковины или увеличением энергии, поглощаемой конструктивной рамой боковины в случае столкновения, при этом по меньшей мере поддерживая общую прочность конструктивной рамы боковины.
Цельная конструктивная рама 1 боковины, показанная на фигуре 7, могла быть деформирована посредством горячей штамповки, а затем закалена. Цельная конструктивная рама боковины, показанная на фигуре 7, выполнена из четырех заготовок из борсодержащей стали с алюминий-кремниевым покрытием. После закалки под прессом конструктивная рама боковины имеет преобладающую по существу мартенситную микроструктуру с пределом прочности на разрыв выше 1400 МПа. Однако первая заготовка 10 конструктивной рамы боковины содержит область 25 с низким пределом прочности на разрыв. Эта область 25 с низким пределом прочности на разрыв имеет иную микроструктуру по сравнению с мартенситной структурой. Такая область 25 низкой прочности может содержать феррит, и/или бейнит, и/или перлит, и/или отпущенный мартенсит, и/или их смесь. Соответственно, предел прочности на разрыв области низкой прочности может быть ниже 1000 МПа. Следовательно, пластичность этой области увеличивается и таким образом может быть увеличено поглощение энергии, также можно более точно управлять деформацией конструктивной рамы боковины. Таким образом, цельная конструктивная рама боковины может иметь области с пределом прочности на разрыв выше 1400 МПа, т. е. жесткие зоны, и области с пределом прочности на разрыв ниже 1000 МПа, т. е. пластичные зоны.
На фигуре 7 область 25 низкой прочности расположена на нижней части первой заготовки 10. Область 25 низкой прочности может быть расположена только над перекрывающейся областью 11 средней стойки кузова - порога кузова. В соответствии с этим аспектом перекрывающаяся область 11 средней стойки кузова - порога кузова может соответствовать самой нижней области части 2 средней стойки кузова. Вследствие этого перекрывающаяся область 11 средней стойки кузова - порога кузова, т. е. область, в которой частично перекрываются первая и вторая заготовки, обеспечивает жесткость конструктивной рамы боковины, а область 25 низкой прочности помогает управлять деформацией части средней стойки кузова таким образом, что в случае столкновения проникание в эту часть может быть уменьшено.
Такие области 25 низкой прочности могут быть образованы путем неодинакового охлаждения этих областей составной заготовки при ее прессовании в прессовом штампе во время горячего формования с закалкой в холодном штампе для штамповки конструктивной рамы боковины. В качестве альтернативного варианта такая область может быть образована путем неодинакового нагревания при горячей штамповке, предотвращающего достижение этими областями температуры выше температуры аустенизации. В дополнительных примерах этой низкой прочности для модификации микроструктуры в этих областях можно достичь путем частичного нагревания некоторых областей цельной конструктивной рамы боковины после закалки под прессом.
Еще в других примерах вместо модифицирования микроструктуры, чтобы она изменяла механические свойства, например, предел прочности на разрыв и удлинение, области с низкой прочностью могут быть образованы из материалов, имеющих различные механические свойства, по сравнению с остальными частями конструктивной рамы боковины. Например, область 25 низкой прочности может быть выполнена из Ductibor®, а остальные части конструктивной рамы боковины выполнены из Usibor®.
В других примерах множество заготовок могут иметь разную толщину. В дополнительных примерах некоторые из заготовок могут состоять из частей, имеющих разную толщину.
В любом из этих примеров, описанных в настоящем документе, цельная конструктивная рама боковины может также содержать «лоскутное изделие», т. е. локальное упрочнение, предусмотренное на составной заготовке.
Следует отметить, что эти разные концепции улучшения реакции цельной конструктивной рамы боковины в случае столкновения могут комбинироваться в конструктивной раме боковины и даже в по меньшей мере одной заготовке.
Цельные конструктивные рамы боковины в соответствии с другими примерами могут содержать области низкой прочности или области для усиления рамы в случае столкновения в соответствии с любым из примеров, описанных в отношении фигуры 7.
Хотя в предшествующих примерах цельная конструктивная рама боковины соединена с нижней кромкой внутренней пластины порога кузова и верхней кромкой внутренней пластины передней стойки кузова, конструктивная рама боковины в альтернативном варианте может быть соединена с внешней пластиной порога кузова и/или внешней пластиной передней стойки кузова. В некоторых случаях, например для производственных целей, каркас транспортного средства перед соединением конструктивной рамы боковины вместо внутренней пластины может содержать внешнюю пластину порога кузова или передней стойки кузова. На фигурах 8A-8B показаны примеры цельных конструктивных рам боковины, соединенных с пластиной передней стойки кузова и пластиной порога кузова.
На фигуре 8A нижняя часть цельной конструктивной рамы 1 боковины соединена с нижней кромкой внутренней пластины порога 60 кузова. В этом примере вторая заготовка 20 соединена с нижней кромкой 61 внутренней пластины порога 60 кузова способом, аналогичным описанному в отношении фигуры 4. Третья заготовка 30 может быть соединена с верхней кромкой 77 внешней пластины 75 передней стойки кузова.
Напротив, на фигуре 8B вторая заготовка 20 соединена с нижней кромкой 66 внешней пластины порога 65 кузова, при этом третья заготовка 30 соединена с верхней кромкой 72 внутренней пластины передней стойки 70 кузова способом, аналогичным описанному в отношении фигуры 4.
На фигуре 9 показан другой пример цельной конструктивной рамы 1 боковины транспортного средства, в котором цельная конструктивная рама боковины представляет собой заднюю раму. В этом примере часть нижней балки может содержать часть 3 порога кузова, передняя часть стойки кузова может содержать часть 2 средней стойки кузова, а задняя часть стойки кузова и часть верхней балки могут содержать часть 6 задней стойки кузова, проходящую от части 3 порога кузова к части 2 средней стойки кузова.
Цельная конструктивная рама 1 боковины содержит одну или более перекрывающихся областей. На этой фигуре конструктивная рама 1 содержит перекрывающуюся область 11 средней стойки кузова - порога кузова и перекрывающуюся область 16 задней стойки кузова - средней стойки кузова. Конструктивная рама 1 на этой фигуре содержит три заготовки, одну заготовку 10, содержащую часть 2 средней стойки кузова, другую заготовку 20, содержащую часть 3 порога кузова и еще одну заготовку 50, содержащую часть 6 задней стойки кузова. В этом примере заготовки 10 и 50 частично перекрываются в перекрывающейся области 16 задней стойки кузова - средней стойки кузова, а заготовки 10 и 20 частично перекрываются в перекрывающейся области 11 средней стойки кузова - порога кузова. Однако заготовки 20 и 50 соединены друг с другом встык на всем протяжении линии 19 сварки.
В других примерах конструктивная рама 1 может содержать только одну из перекрывающейся области 11 средней стойки кузова - порога кузова и перекрывающейся области 16 задней стойки кузова - средней стойки кузова.
В качестве альтернативного или дополнительного варианта одна из перекрывающихся областей может по существу соответствовать переходному участку между частью задней стойки кузова и частью порога кузова, т. е. конструктивная рама может содержать перекрывающуюся область задней стойки кузова - порога кузова.
На фигуре 10 показан другой пример цельной конструктивной рамы 1 боковины транспортного средства, в котором цельная конструктивная рама охватывает отдельный проем для передней и задней двери транспортного средства. В этом примере часть нижней балки может содержать часть 3 порога кузова, передняя часть стойки кузова может содержать часть 4 дверной стойки кузова, задняя часть стойки кузова может содержать часть 6 задней стойки кузова, а часть верхней балки может содержать часть 5 передней стойки кузова. Часть 5 передней стойки кузова может проходить от шарнирной части 4 к части 6 задней стойки кузова, а часть 6 задней стойки кузова может проходить от части 3 порога кузова к части 6 передней стойки кузова.
На этой фигуре цельная конструктивная рама 1 боковины содержит одну перекрывающуюся область 17, расположенную внутри части 2 передней стойки кузова. Таким образом, часть 2 передней стойки кузова может быть образована частичным перекрытием заготовок 31 и 32. Соединения между другими заготовками могут быть выполнены встык на всем протяжении линии 19 сварки.
В других примерах одна или более перекрывающихся областей могут быть расположены в других частях цельной конструктивной рамы 1 боковины.
В некоторых примерах конструктивная рама 1 может содержать перекрывающуюся область передней стойки - шарнира, которая по существу соответствует переходному участку между частью передней стойки кузова и частью дверной стойки кузова.
В качестве альтернативного или дополнительного варианта одна из перекрывающихся областей может по существу соответствовать переходному участку между частью задней стойки кузова и частью порога кузова, т. е. конструктивная рама может содержать перекрывающуюся область задней стойки кузова - порога кузова.
В качестве альтернативного или дополнительного варианта одна из перекрывающихся областей может по существу соответствовать переходному участку между шарнирной частью и частью порога кузова, т. е. конструктивная рама может содержать перекрывающуюся область шарнира - порога кузова.
В этих примерах цельная конструктивная рама 1 боковины не содержит часть средней стойки кузова. Однако средняя стойка кузова может быть отдельно отформована и соединена с цельной конструктивной рамой боковины для образования «не цельной» конструктивной рамы боковины.
В дополнительном аспекте предложен способ изготовления конструктивной рамы боковины, выполненной из средней стойки кузова, соединенной с цельной конструктивной рамой боковины. Способ включает предоставление цельной конструктивной рамы боковины для охвата проемов как для передней, так и задней двери, без части средней стойки кузова в соответствии с любым из примеров, описанных в настоящем документе, предоставление средней стойки кузова и соединение средней стойки кузова с цельной передней конструктивной рамой боковины. В результате может быть изготовлена «не цельная» конструктивная рама боковины.
На фигуре 11 показан другой пример цельной конструктивной рамы 1 боковины транспортного средства, аналогичной цельной конструктивной раме боковины, содержащей часть 2 средней стойки кузова. В этом примере заготовки, содержащие часть средней стойки кузова, соединены с другими заготовками перед деформированием, например, горячей штамповкой. Часть 2 средней стойки кузова может быть расположена между частью 4 дверной стойки кузова и частью 6 задней стойки кузова и может проходить от части 3 порога кузова к части 5 передней стойки кузова.
В дополнение к перекрывающейся области 17 передней стойки кузова, как на фигуре 10, цельная конструктивная рама 1 боковины может дополнительно содержать перекрывающуюся область 11 средней стойки кузова - порога кузова и перекрывающуюся область 12 передней стойки кузова - средней стойки кузова.
Цельная конструктивная рама 1 боковины может содержать любую комбинацию одной или более перекрывающихся областей, описанных в отношении фигуры 10.
В еще одном дополнительном аспекте предложен способ изготовления конструктивной рамы боковины, выполненной из двух цельных конструктивных рам боковины. Способ включает предоставление цельной передней конструктивной рамы боковины в соответствии с любым из примеров, описанных в настоящем документе, предоставление цельной задней конструктивной рамы боковины в соответствии с любым из примеров, описанных в настоящем документе, и соединение передней и задней конструктивной рамы боковины вдоль части средней стойки кузова для образования конструктивной рамы боковины. Таким образом, полученная конструктивная рама представляет собой «не цельную» конструктивную раму боковины.
Для полноты различные аспекты настоящего изобретения изложены в следующих пронумерованных пунктах:
Пункт 1. Способ изготовления цельной конструктивной рамы боковины транспортного средства, включающий:
предоставление множества заготовок;
соединение заготовок друг с другом с образованием составной заготовки, причем соединение заготовок включает образование одной или более перекрывающихся областей, образованных частичным перекрытием двух заготовок;
деформирование составной заготовки для образования цельной конструктивной рамы боковины;
причем цельная конструктивная рама боковины содержит часть нижней балки и часть верхней балки, переднюю часть стойки кузова, соединяющую часть нижней балки с частью верхней балки, и заднюю часть стойки кузова, соединяющую часть нижней балки с частью верхней балки.
Пункт 2. Способ изготовления цельной конструктивной рамы боковины по пункту 1, где соединение заготовок друг с другом включает сваривание заготовок друг с другом в одной или более перекрывающихся областях; и в частности включает точечную сварку заготовок в по меньшей мере одной из перекрывающихся областей.
Пункт 3. Способ изготовления цельной конструктивной рамы боковины по любому из пунктов 1–2, где одна из перекрывающихся областей по существу соответствует переходному участку между частью балки и частью стойки кузова.
Пункт 4. Способ изготовления цельной конструктивной рамы боковины по любому из пунктов 1–3, где одна из перекрывающихся областей расположена внутри части балки и/или внутри части стойки кузова.
Пункт 5. Способ изготовления цельной конструктивной рамы боковины по любому из пунктов 1–4, где деформирование составной заготовки для образования цельной конструктивной рамы боковины включает горячую штамповку составной заготовки.
Пункт 6. Способ изготовления цельной конструктивной рамы боковины по любому из пунктов 1–5, где множество заготовок содержит заготовки из разных материалов и/или разной толщины.
Пункт 7. Способ изготовления цельной конструктивной рамы боковины по любому из пунктов 1–6, где цельная конструктивная рама боковины содержит часть внешней рамы.
Пункт 8. Способ изготовления цельной конструктивной рамы боковины по пункту 7, где цельная конструктивная рама боковины представляет собой внешнюю раму.
Пункт 9. Способ изготовления цельной конструктивной рамы боковины по любому из пунктов 1–7, где цельная конструктивная рама боковины содержит часть внутренней рамы.
Пункт 10. Способ изготовления цельной конструктивной рамы боковины по пункту 9, где цельная конструктивная рама боковины представляет собой внутреннюю раму.
Пункт 11. Способ изготовления цельной конструктивной рамы боковины по любому из пунктов 1–6, где цельная конструктивная рама боковины содержит часть внешней рамы и часть внутренней рамы.
Пункт 12. Способ изготовления цельной конструктивной рамы боковины по любому из пунктов 1–11, где цельная конструктивная рама боковины представляет собой переднюю раму; и причем
часть нижней балки содержит часть порога кузова;
часть верхней балки содержит часть передней стойки кузова;
передняя часть стойки кузова содержит часть дверной стойки кузова; и
задняя часть стойки кузова содержит часть средней стойки кузова.
Пункт 13. Способ изготовления цельной конструктивной рамы боковины по пункту 12, где одна из перекрывающихся областей по существу соответствует переходному участку между частью порога кузова и частью средней стойки кузова.
Пункт 14. Способ изготовления цельной конструктивной рамы боковины по любому из пунктов 12–13, где одна из перекрывающихся областей по существу соответствует переходному участку между частью средней стойки кузова и частью передней стойки кузова.
Пункт 15. Способ изготовления цельной конструктивной рамы боковины по любому из пунктов 12–14, где одна из перекрывающихся областей по существу соответствует переходному участку между частью передней стойки кузова и частью дверной стойки кузова.
Пункт 16. Способ изготовления цельной конструктивной рамы боковины по любому из пунктов 12–15, где одна из перекрывающихся областей по существу соответствует переходному участку между частью порога кузова и частью дверной стойки кузова.
Пункт 17. Способ изготовления цельной конструктивной рамы боковины по любому из пунктов 12–16, где одна из перекрывающихся областей расположена внутри части передней стойки кузова.
Пункт 18. Способ изготовления цельной конструктивной рамы боковины по любому из пунктов 1–11, где цельная конструктивная рама боковины представляет собой заднюю раму; и причем
часть нижней балки содержит часть порога кузова;
передняя часть стойки кузова содержит часть средней стойки кузова;
часть верхней балки и задняя часть стойки кузова содержат часть задней стойки кузова, проходящую от части порога кузова к части средней стойки кузова.
Пункт 19. Способ изготовления цельной конструктивной рамы боковины по пункту 18, где одна из перекрывающихся областей по существу соответствует переходному участку между частью порога кузова и частью средней стойки кузова.
Пункт 20. Способ изготовления цельной конструктивной рамы боковины по любому из пунктов 18–19, где одна из перекрывающихся областей по существу соответствует переходному участку между частью средней стойки кузова и частью задней стойки кузова.
Пункт 21. Способ изготовления цельной конструктивной рамы боковины по любому из пунктов 18–20, где одна из перекрывающихся областей по существу соответствует переходному участку между частью задней стойки кузова и частью порога кузова.
Пункт 22. Способ изготовления цельной конструктивной рамы боковины по любому из пунктов 1–11, где
часть нижней балки содержит часть порога кузова;
передняя часть стойки содержит часть дверной стойки кузова;
задняя часть стойки содержит часть задней стойки кузова;
часть верхней балки содержит часть передней стойки кузова;
причем часть передней стойки кузова проходит от части дверной стойки кузова к части задней стойки кузова, а часть задней стойки кузова проходит от части порога кузова к части передней стойки кузова.
Пункт 23. Способ изготовления цельной конструктивной рамы боковины по пункту 22, где одна из перекрывающихся областей по существу соответствует переходному участку между частью передней стойки кузова и частью дверной стойки кузова.
Пункт 24. Способ изготовления цельной конструктивной рамы боковины по любому из пунктов 22–23, где одна из перекрывающихся областей по существу соответствует переходному участку между порогом кузова и частью задней стойки кузова.
Пункт 25. Способ изготовления цельной конструктивной рамы боковины по любому из пунктов 22–24, где одна из перекрывающихся областей по существу соответствует переходному участку между порогом кузова и частью дверной стойки кузова.
Пункт 26. Способ изготовления цельной конструктивной рамы боковины по любому из пунктов 22–25, где одна из перекрывающихся областей по существу соответствует переходному участку между частью передней стойки кузова и частью задней стойки кузова.
Пункт 27. Способ изготовления цельной конструктивной рамы боковины по любому из пунктов 22–26, где одна из перекрывающихся областей расположена внутри части передней стойки кузова.
Пункт 28. Способ изготовления цельной конструктивной рамы боковины по любому из пунктов 22–27, где цельная конструктивная рама боковины дополнительно содержит часть средней стойки кузова, расположенную между частью дверной стойки кузова и частью задней стойки кузова и проходящую от части порога кузова к части передней стойки кузова.
Пункт 29. Способ изготовления цельной конструктивной рамы боковины по пункту 27, где одна из перекрывающихся областей по существу соответствует переходному участку между частью порога кузова и частью средней стойки кузова.
Пункт 30. Способ изготовления цельной конструктивной рамы боковины по любому из пунктов 28–29, где одна из перекрывающихся областей по существу соответствует переходному участку между частью средней стойки кузова и частью передней стойки кузова.
Пункт 31. Цельная конструктивная рама боковины, получаемая способом по любому из пунктов 1–30.
Пункт 32. Цельная конструктивная рама боковины по пункту 31, в которой цельная конструктивная рама боковины содержит области с разным пределом прочности на разрыв, и необязательно при этом области с разными пределами прочности на разрыв имеют разную микроструктуру.
Пункт 33. Способ изготовления конструктивной рамы боковины, включающий: предоставление цельной передней конструктивной рамы боковины по любому из пунктов 12–17;
предоставление цельной задней конструктивной рамы боковины по любому из пунктов 18–21;
соединение передней и задней конструктивной рамы боковины вдоль средней стойки кузова для образования конструктивной рамы боковины.
Пункт 34. Способ изготовления конструктивной рамы боковины, включающий: предоставление цельной конструктивной рамы боковины по любому из пунктов 22–27;
предоставление средней стойки кузова;
соединение средней стойки кузова с цельной конструктивной рамой боковины.
Пункт 35. Способ изготовления конструктивной рамы боковины, включающий: предоставление внешней цельной конструктивной рамы боковины по пункту 8; предоставление внутренней цельной конструктивной рамы боковины по пункту 10; соединение внешней и внутренней рам друг с другом для образования конструктивной рамы боковины.
Хотя в настоящем документе раскрыто только несколько примеров, возможны другие альтернативы, модификации, варианты использования и/или их эквиваленты. Кроме того, также охвачены все возможные комбинации описанных примеров. Таким образом, объем настоящего изобретения не должен ограничиваться конкретными примерами, а должен определяться только путем внимательного ознакомления со следующей формулой изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СИСТЕМЫ И СПОСОБЫ ЛАЗЕРНОЙ РЕЗКИ | 2019 |
|
RU2804235C2 |
| ОСНОВАНИЕ КУЗОВА ТРАНСПОРТНОГО СРЕДСТВА И КУЗОВ ТРАНСПОРТНОГО СРЕДСТВА | 2014 |
|
RU2667854C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРЕХМЕРНОГО ВНУТРЕННЕГО УСИЛИВАЮЩЕГО ЭЛЕМЕНТА ДВЕРНОЙ РАМЫ ТРАНСПОРТНОГО СРЕДСТВА, ДВЕРНОЙ РАМЫ ТРАНСПОРТНОГО СРЕДСТВА И УСИЛИВАЮЩЕЙ КОНСТРУКЦИИ ТРАНСПОРТНОГО СРЕДСТВА | 2014 |
|
RU2664132C1 |
| КОНСТРУКЦИОННАЯ БАЛКА С НАКЛАДНЫМ ЛИСТОМ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2016 |
|
RU2711876C2 |
| КОНСТРУКЦИЯ БОКОВОЙ СЕКЦИИ ТРАНСПОРТНОГО СРЕДСТВА | 2018 |
|
RU2684983C1 |
| ЦЕНТРАЛЬНАЯ БАЛКА ЦЕНТРАЛЬНОЙ СТОЙКИ КУЗОВА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2016 |
|
RU2718651C2 |
| АВТОТРАНСПОРТНОЕ СРЕДСТВО С КОНСТРУКЦИЕЙ КУЗОВА И СПОСОБ МОНТАЖА КОНСТРУКЦИОННОЙ КРЫШИ НА КОНСТРУКЦИИ КУЗОВА АВТОТРАНСПОРТНОГО СРЕДСТВА | 2016 |
|
RU2710417C2 |
| ДВЕРЬ КАБИНЫ КОЛЕСНОГО ТРАНСПОРТНОГО СРЕДСТВА | 2006 |
|
RU2325286C1 |
| СТРУКТУРА КУЗОВА, В ЧАСТНОСТИ ДОННАЯ СТРУКТУРА, ДЛЯ АВТОМОБИЛЯ | 2011 |
|
RU2536008C2 |
| КРУПНОТОННАЖНЫЙ КОНТЕЙНЕР | 1992 |
|
RU2040451C1 |
Предложен способ изготовления цельной конструктивной рамы боковины транспортного средства. Способ включает предоставление множества заготовок, соединение заготовок друг с другом с образованием составной заготовки, причем соединение заготовок включает образование одной или более перекрывающихся областей, образованных частичным перекрытием двух заготовок, и деформирование составной заготовки для образования цельной конструктивной рамы боковины. Также предложена цельная конструктивная рама боковины. Повышается прочность цельной конструктивной рамы боковины. 2 н. и 11 з.п. ф-лы, 13 ил.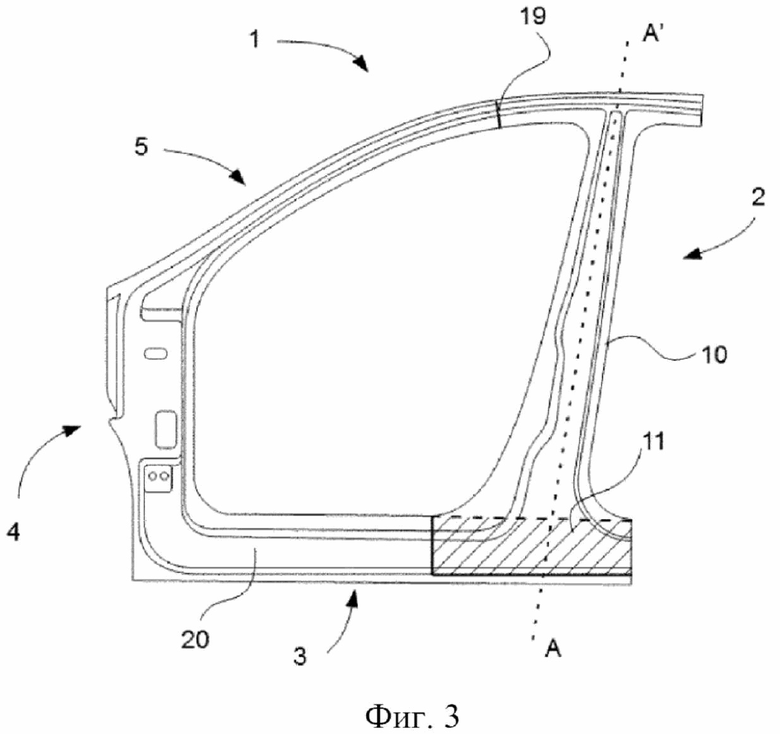
1. Способ изготовления цельной конструктивной рамы боковины транспортного средства, включающий:
предоставление множества заготовок;
соединение заготовок друг с другом с образованием составной заготовки, причем соединение заготовок включает образование одной или более перекрывающихся областей, образованных частичным перекрытием двух заготовок;
деформирование составной заготовки для образования цельной конструктивной рамы боковины;
отличающийся тем, что цельная конструктивная рама боковины содержит:
часть нижней балки, содержащей часть порога кузова и
часть верхней балки,
переднюю часть стойки кузова, соединяющую часть нижней балки с частью верхней балки, и
заднюю часть стойки кузова, соединяющую часть нижней балки с частью верхней балки;
и отличающийся тем, что одна из перекрывающихся областей по существу соответствует переходному участку между частью порога кузова и частью средней стойки кузова и расположена внутри части порога кузова.
2. Способ изготовления цельной конструктивной рамы боковины по п. 1, отличающийся тем, что соединение заготовок друг с другом включает сваривание заготовок друг с другом в одной или более перекрывающихся областях; и в частности включает точечную сварку заготовок в по меньшей мере одной из перекрывающихся областей.
3. Способ изготовления цельной конструктивной рамы боковины по п. 1 или 2, отличающийся тем, что цельная конструктивная рама боковины представляет собой переднюю раму; и причем
часть верхней балки содержит часть передней стойки кузова;
передняя часть стойки кузова содержит часть дверной стойки кузова; и
задняя часть стойки содержит часть средней стойки кузова.
4. Способ изготовления цельной конструктивной рамы боковины по п. 3, отличающийся тем, что одна из перекрывающихся областей по существу соответствует переходному участку между частью средней стойки кузова и частью передней стойки кузова.
5. Способ изготовления цельной конструктивной рамы боковины по п. 3, отличающийся тем, что одна из перекрывающихся областей по существу соответствует переходному участку между частью передней стойки кузова и частью дверной стойки кузова.
6. Способ изготовления цельной конструктивной рамы боковины по п. 3, отличающийся тем, что одна из перекрывающихся областей по существу соответствует переходному участку между частью порога кузова и частью дверной стойки кузова.
7. Способ изготовления цельной конструктивной рамы боковины по любому из пп. 1, 2, отличающийся тем, что цельная конструктивная рама боковины представляет собой заднюю раму; и причем
передняя часть стойки кузова содержит часть средней стойки кузова;
часть верхней балки и задняя часть стойки содержат часть задней стойки кузова, проходящую от части порога кузова к части средней стойки кузова.
8. Способ изготовления цельной конструктивной рамы боковины по любому из пп. 1, 2, отличающийся тем, что
передняя часть стойки содержит часть дверной стойки кузова;
задняя часть стойки содержит часть задней стойки кузова;
часть верхней балки содержит часть передней стойки кузова;
причем часть передней стойки кузова проходит от части дверной стойки кузова к части задней стойки кузова, а часть задней стойки кузова проходит от части порога кузова к части передней стойки кузова.
9. Способ изготовления цельной конструктивной рамы боковины по любому из пп. 1, 2, отличающийся тем, что деформирование составной заготовки для образования цельной конструктивной рамы боковины включает горячую штамповку составной заготовки.
10. Способ изготовления цельной конструктивной рамы боковины по любому из пп. 1,2, отличающийся тем, что множество заготовок содержит заготовки из разных материалов и/или разной толщины.
11. Цельная конструктивная рама боковины, получаемая способом по любому из пп. 1-10.
12. Цельная конструктивная рама боковины по п. 11, отличающаяся тем, что цельная конструктивная рама боковины содержит области с разным пределом прочности на разрыв.
13. Цельная конструктивная рама боковины по п. 12, при этом области с разными пределами прочности на разрыв имеют разную микроструктуру.
| DE 102016124931 A1, 21.08.2018 | |||
| УСТАНОВКА ДЛЯ СЖИЖЕНИЯ ПРИРОДНОГО ГАЗА | 2000 |
|
RU2289770C2 |
| Приспособление для суммирования отрезков прямых линий | 1923 |
|
SU2010A1 |
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
| Способ защиты переносных электрических установок от опасностей, связанных с заземлением одной из фаз | 1924 |
|
SU2014A1 |
| Способ защиты переносных электрических установок от опасностей, связанных с заземлением одной из фаз | 1924 |
|
SU2014A1 |
| Многоступенчатая активно-реактивная турбина | 1924 |
|
SU2013A1 |

