Изобретение относится к области измерительной техники, а конкретно к пьезоэлектрическим акселерометрам, предназначенным для измерения параметров динамических механических величин и может быть использовано в области виброметрии, сейсмологии.
Известна конструктивная схема акселерометра, работающая на деформации сдвига в пьезоэлементе. Акселерометр содержит концентрично расположенные относительно центральной оси симметрии (и скрепленные между собой) три основных конструктивных элемента: корпус, чувствительный пьезоэлемент и инерционную массу, при этом ось поляризации чувствительного пьезоэлемента совпадает с центральной осью симметрии акселерометра (смотри: Иориш Ю.И. Виброметрия. Москва; 1963; с. 583; фиг. 14.53, з).
К недостаткам такой конструктивной схемы акселерометра можно отнести:
- появление в значимых количествах брака из-за многофакторности технологических действий и свойств используемых материалов, обеспечивающих качество склейки;
- отсутствие возможности измерения трех составляющих вектора ускорения.
Известен акселерометр (смотри: патент RU 2559867; МПК: G01P 15/00 (2006.01); дата приор.: 15.05.2014; дата публ.:20.08.2015)), который содержит: корпус в виде цилиндрического одноступенчатого укороченного полого стержня с концевым фланцевым элементом закрепления акселерометра на объекте испытаний и срединной цапфой, предусилитель, кольцевую инерционную массу и концентрично расположенный на цапфе кольцевой первый пьезочувствительный элемент с осевой поляризацией в виде пьезоэлектрических секторов, не соприкасающихся друг с другом; электродов, контактирующих с боковыми поверхностями пьезоэлектрических секторов; причем полый стержень со срединной цапфой и фланцевым элементом закрепления выполнен из электропроводного материала с возможностью контактирования с боковыми поверхностями кольцевых пьезоэлектрических секторов; а электроды электрически соединены параллельно и подключены к предусилителю; при этом в устройство акселерометра введены второй и третий предусилители, а также второй кольцевой пьезочувствительный элемент, установленный на цапфе над первым кольцевым пьезочувствительным элементом, и выполненный в виде двух пар радиально поляризованных секторов, снабженных электродами, контактирующими с боковыми поверхностями секторов; оба сектора пары установлены центрально симметрично с противоположной поляризацией, соединены через электроды параллельно и подключены ко второму и третьему предусилителям, а инерционная масса снаружи охватывает оба пьезочувствительных элемента.
Технический результат - получение возможности измерения трех компонент ускорения.
К недостаткам такой конструктивной схемы акселерометра можно отнести:
- невозможность обеспечения измерения трех составляющих вектора ускорения в одной точке, так как оси чувствительности двух пьезоэлементов разнонаправлены и не пересекаются в одной точке. Поскольку ускорение точек движущегося тела образует векторное поле ускорений точек тела, поэтому при измерении ускорений в конкретный момент времени в заданной точке пересечение осей чувствительности в одной точке имеет принципиальное значение;
- невозможность установки группы акселерометров или перезакрепления одного акселерометра на взаимно-перпендикулярных поверхностях объекта испытаний без изменения положения акселерометров в пространстве, без изменения направления их осей чувствительности (как правило, это оси X, Y, Z) по отношению к системе координат объекта испытаний (как правило, привязанной к осям симметрии объекта испытания);
- появление прогнозируемо значимого объема бракованной продукции, связанного с выбранным технологическим способом скрепления основных трех компонентов конструктивных элементов акселерометра (либо склейка, либо механическое деформирование стенки корпуса внешним инструментом), что и сказывается на увеличении себестоимости изделия в промышленном производстве.
В явном виде в описании патента отсутствует указание на способ скрепления компонентов конструктивных элементов акселерометра. Однако, в примере рисунка, имеющегося в описании патента, отображен на торце меньшего диаметра полого стержня концевой конусный вход в его центральное отверстие. Наличие на рисунке как конуса, так и отверстия однозначно указывает на технологическую возможность ввода в центральное отверстие внешнего инструмента, например, ролика с последующим деформированием стенки цапфы изнутри стержня, что и обеспечивает силовое скрепление всех конструктивных элементов акселерометра за счет замыкания сил на внутренней поверхности инерционной массы.
Известен пьезоэлектрический акселерометр (смотри патент RU 2795747; МПК: G01P 15/09 (1996.01); СПК: G01P 15/09 (2022.08); дата приор.: 16.08.2022; дата публ.:11.05.2023)), работающий на деформации сдвига в пьезоэлементе и содержащий: металлический корпус, представляющий собой единый блок из шести разносторонне ориентированных стержней, три из которых выполнены в виде цилиндрических одноступенчатых укороченных полых стержней с концевыми свободными торцами и концевыми цапфами диаметром допустимого номинального размера на меньших диаметрах стержней со своими пьезоэлементами и инерционными массами, а три других в виде цилиндрических укороченных полых стержней с концевыми свободными торцами и концевыми элементами закрепления акселерометра на объекте испытаний; причем центральные оси симметрии попарно противоположных стержней с цапфами и элементами закрепления образуют три единые оси симметрии, которые взаимно перпендикулярны и пересекаются в одной точке, образуя концевыми свободными торцами тело корпуса акселерометра; при этом кольцевые пьезоэлементы со своими инерционными массами расположены на трех взаимно перпендикулярных цапфах и равноудалены от точки пересечения единых центральных осей симметрии; оси чувствительности пьезоэлементов совпадают с соответствующими центральными осями симметрии инерционных масс, пьезоэлементов, цапф, элементов закрепления и едиными осями симметрии.
Беззазорное, жесткое электроконтактирование полых цапф корпуса с пьезоэлементами и инерционными массами, по всей видимости, осуществляется через соответствующие технологические центральные отверстия стержней внешним инструментом путем деформирования внутренних поверхностей цапф под посадочной поверхностью пьезоэлемента.
Технический результат - возможность закрепления (перезакрепления) пьезоэлектрического акселерометра на взаимно перпендикулярных поверхностях объекта испытаний без изменения положения акселерометра в пространстве при реализации возможности одновременного измерения трех составляющих вектора ускорения в одной точке.
К недостаткам такой конструктивной схемы акселерометра можно отнести:
- трехкратное увеличение бракованной продукции в связи с трехкратным увеличением на одном корпусе акселерометра числа чувствительных пьезоэлементов, которые, безусловно, при силовом скреплении с цапфами стержней и инерционными массами подвергаются воздействию внешнего инструмента путем деформационной обкатки внутренних поверхностей центральных отверстий полых стержней под посадочными поверхностями цапф;
- невозможность выполнения внутреннего диаметра пьезоэлемента меньше допустимого номинального диаметра цапфы при наличии внутреннего центрального отверстия стержня.
Известен пьезоэлектрический акселерометр, работающий на деформации сдвига в пьезоэлементе, и способ его изготовления (смотри патент RU 2098831; МПК: G01P 15/00 (1996.01); дата приор.: 31.01.1996; дата публ.: 10.12.1997)). Акселерометр содержит металлический корпус в виде цилиндрического укороченного полого стержня с концевым фланцевым элементом закрепления акселерометра на объекте испытаний и концевой цапфой с противоположной стороны; корпус также содержит кольцевые керамический чувствительный пьезоэлемент и металлическую инерционную массу; при этом инерционная масса размещена снаружи, а цапфа допустимого номинального диаметра внутри кольцевого пьезоэлемента в виде одинаковых пьезоэлектрических чувствительных секторов с обеспечением равных торцевых зазоров между ними; инерционная масса и цапфа расположены с обеспечением электропроводного, беззазорного и жесткого контактирования с боковыми поверхностями пьезоэлектрических секторов; причем совпадает как центральная ось симметрии стержня с центральными осями симметрии пьезоэлемента, элемента закрепления, цапфы и инерционной массы, так и ось чувствительности пьезоэлемента совпадает с центральной осью симметрии стержня.
Способ изготовления акселерометра, работающий на деформации сдвига в пьезоэлементе, заключается в использовании металлического корпуса в виде цилиндрического укороченного полого стержня с концевым фланцевым элементом закрепления акселерометра на объекте испытаний и концевой цапфой допустимого номинального диаметра с противоположной стороны; а также использовании кольцевых керамического чувствительного пьезоэлемента и металлической инерционной массы; формировании электродов на боковых поверхностях пьезоэлемента; разделении кольцевого пьезоэлемента на отдельные одинаковые пьезоэлектрические сектора с равными торцевыми зазорами между ними; коаксиальном размещении инерционной массы снаружи, а цапфы внутри пьезоэлектрических чувствительных секторов в условиях совпадения центральной оси симметрии стержня как с центральными осями симметрии пьезоэлемента, элемента закрепления, цапфы и инерционной массы, так и совпадения оси чувствительности пьезоэлемента с центральной осью симметрии стержня. Осуществлении беззазорного, жесткого скрепления пьезоэлемента с внутренней боковой поверхностью инерционной массы и внешней поверхностью цапфы путем пластической деформации внутренней поверхности полой цапфы внешним инструментом через центральное отверстие стержня непосредственно под цапфой путем холодной прокатки ее стенки роликом преимущественно шаровой или цилиндрической формы. Или путем запрессовки в центральное отверстие стержня конического штифта.
Вышеуказанное устройство акселерометра и способ его изготовления выбраны в качестве прототипа, так как являются наиболее близкими к заявляемому устройству и способу его изготовления из анализа массива доступной заявителю информации.
Достигаемый технический результат - упрощение процесса сборки, увеличение надежности скрепления компонентов сборки и удешевление производства акселерометра в сравнении с клеевым способом.
К недостаткам такой конструктивной схемы акселерометра можно отнести:
- отсутствие возможности измерения трех составляющих вектора ускорения;
- не стопроцентный выход годной продукции (снижающий себестоимость изделия) из-за самого механизма механического деформирования стенки корпуса внешним инструментом путем формирования деформационного, перемещающегося вдоль центральной оси корпуса, наплыва в виде либо кольцевой волны (осевая запрессовка конического штифта), либо в виде круговой волны проминающейся образующей корпуса (обкатка цилиндрическим роликом).
Брак связан с наличием микротрещин или дефектностью структуры пьезокерамических секторов, разрушающихся при перемещении над ними волны обжатия, индуцирующей напряжения среза, к которым керамика любого вида крайне неустойчива (так как величина допустимых напряжений среза мала), что усложняет процесс обкатки и делает его существенно многостадийным (что важно - удорожает технологию) непосредственно при сборке.
Целью заявляемого технического решения является снижение себестоимости акселерометров в промышленном производстве при:
- обеспечении дальнейшей модернизации конструкции кольцевого пьезоэлемента, связанной с возможностью уменьшения допустимого номинального диаметра его внутренней поверхности, который совпадает с диаметром внешней поверхности цапфы корпуса;
- возможности закрепления (перезакрепления) пьезоэлектрического акселерометра на взаимно перпендикулярных поверхностях объекта испытаний без изменения положения акселерометра в пространстве;
- возможности одновременного измерения трех составляющих вектора ускорения в одной точке.
Решаемая задача заявляемого технического решения - существенное снижение количества бракованных изделий, выявляемых на конечной стадии аттестации их годности в промышленном производстве.
Достигаемый технический эффект - снижение количества бракованных изделий в промышленном производстве на расчетные величины в среднем с 14% до 0,6% от программы выпуска.
Данный технический результат достигается за счет того, что в известном акселерометре, работающем на деформации сдвига в пьезоэлементе, содержащем металлический корпус в виде цилиндрического укороченного стержня с концевым элементом закрепления акселерометра на объекте испытаний и диаметрально расположенной концевой посадочной цапфой допустимого номинального диаметра, а также содержащем кольцевые керамический чувствительный пьезоэлемент и металлическую инерционную массу; при этом инерционная масса размещена снаружи, а цапфа внутри кольцевого пьезоэлемента в виде одинаковых пьезоэлектрических чувствительных секторов с обеспечением равных торцевых зазоров между ними; кроме того инерционная масса и цапфа расположены с обеспечением электропроводного, беззазорного и жесткого контактирования с боковыми поверхностями пьезоэлектрических чувствительных секторов в условиях совпадения центральной оси симметрии стержня как с центральными осями симметрии элемента закрепления, цапфы, кольцевых пьезоэлемента и инерционной массы, так и с осью чувствительности пьезоэлемента; согласно изобретению, корпус представляет собой единый блок из шести разносторонне ориентированных стержней, три из которых выполнены в виде цилиндрических одноступенчатых укороченных стержней с концевыми свободными торцами и концевыми цапфами на меньших диаметрах со своими пьезоэлементами и инерционными массами, а три других в виде цилиндрических укороченных стержней с концевыми свободными торцами и концевыми элементами закрепления акселерометра на объекте испытаний; при этом все концевые свободные торцы стержней пересекаются, образуя единый блок, а центральные оси симметрии попарно противоположных стержней с цапфой и элементом закрепления совпадают, образуя их единую ось симметрии; причем возможно выполнение цапфы диаметром меньшего размера, чем его допустимый номинальный размер в условиях отсутствия осесимметричного отверстия в стержне под посадочной поверхностью цапфы, кроме того инерционные массы выполнены из материала с памятью формы.
Дополнительно:
- три единые центральные оси симметрии попарно противоположных стержней взаимно перпендикулярны и пересекаются в одной точке; три кольцевых пьезоэлемента со своими инерционными массами расположены на трех взаимно перпендикулярных цапфах и равноудалены от точки пересечения единых центральных осей симметрии;
- электроконтактирование между боковыми поверхностями пьезоэлемента как с поверхностью цапфы, так и с внутренней боковой поверхностью инерционной массы обеспечивается никелевыми электродами, а инерционная масса выполнена из сплава системы
Ti-Ni-Nb-Zr.
Так как, согласно изобретению, корпус представляет собой единый блок из шести разносторонне ориентированных стержней, три из которых выполнены в виде цилиндрических одноступенчатых укороченных стержней с концевыми свободными торцами и концевыми цапфами на меньших диаметрах со своими пьезоэлементами и инерционными массами, а три других в виде цилиндрических укороченных стержней с концевыми свободными торцами и концевыми элементами закрепления акселерометра на объекте испытаний, при этом центральные оси симметрии попарно противоположных стержней с цапфами и элементами закрепления образуют единую ось симметрии, причем возможна реализация цапфы диаметром меньшего размера, чем его допустимый номинальный размер, то само отсутствие центрального отверстия под цапфой (посадочной поверхностью пьезоэлемента) открывает принципиальную возможность дальнейшей миниатюризации устройств акселерометров заявляемого типа. Очевидно, что, например, для одноосного акселерометра (прототипа) уменьшение внутреннего диаметра пьезоэлемента существенно уменьшает его диаметральные габариты, включая и его наружный диаметр даже в условиях сохранения исходной высоты кольцевого пьезоэлемента и объема его керамической заготовки.
Однако для варианта использования кольцевой керамической заготовки пьезоэлемента с уменьшенным объемом, но при той же высоте, ее наружный диаметр уменьшится настолько, что приведет к такому техническому эффекту как уменьшение числа, так и размеров микродефектов структуры керамической заготовки (в условиях неизменности промышленной технологии сохранения абсолютной величины усилия прессования, приводящее к увеличению его удельной величины). В итоге суммарная взаимосвязь перечисленных эффектов сказывается на практическом исчезновении брака в процессе изготовления акселерометров как заявляемого типа, так и типа прототипа, тем более, используя предлагаемый способ обжатия секторов чувствительного пьезоэлемента.
Применение в конструкции акселерометра в качестве инерционной массы муфты с памятью формы трубчатого типа открывает новый в данной области техники механизм и способ скрепления исходно подвижных конструктивных элементов акселерометров известных типов.
В части способа указанный технический результат достигается за счет того, что в способе изготовления акселерометра, работающего на деформации сдвига в пьезоэлементе, заключающемся в использовании металлического корпуса в виде цилиндрического укороченного стержня с концевым элементом закрепления акселерометра на объекте испытаний и диаметрально расположенной концевой посадочной цапфой; а также кольцевых керамического поляризованного чувствительного пьезоэлемента и металлической инерционной массы; формировании цапфы допустимого номинального диаметра и электродов на боковых поверхностях пьезоэлемента; разделении кольцевого пьезоэлемента на одинаковые пьезоэлектрические чувствительные сектора с обеспечением равных торцевых зазоров между ними; коаксиальном размещении инерционной массы снаружи, а цапфы внутри пьезоэлектрических чувствительных секторов; скреплении пьезоэлемента с внутренней боковой поверхностью инерционной массы и внешней поверхностью цапфы беззазорно и жестко в условиях совмещения центральной оси симметрии стержня как с центральными осями симметрии элемента закрепления, цапфы, кольцевого пьезоэлемента и инерционной массы, так и совмещения оси чувствительности пьезоэлемента с центральной осью симметрии стержня; согласно изобретению, используется инерционная масса в виде муфты с памятью формы, а также используется корпус, представляющий собой единый блок из шести разносторонне ориентированных стержней, три из которых выполняются в виде цилиндрических одноступенчатых укороченных стержней с концевыми свободными торцами и концевыми цапфами на меньших диаметрах со своими пьезоэлементами и инерционными массами, а три других в виде цилиндрических укороченных стержней с концевыми свободными торцами и концевыми элементами закрепления акселерометра на объекте испытаний; обеспечивается образование единого блока корпуса путем взаимного пересечения всех концевых свободных торцев стержней; при этом обеспечивается выполнение центральной оси симметрии попарно противоположных стержней с цапфой и элементом закрепления совпадающими, образуя их единую ось симметрии, причем возможно выполнение цапфы диаметром меньшего размера, чем ее допустимый номинальный размер в условиях отсутствия осесимметричного отверстия в стержне под посадочной поверхностью цапфы; устанавливается акселерометр на объекте испытаний, используя любой стержень корпуса с элементом закрепления; формируются электроды на внутренних боковых поверхностях муфт и соответствующих цапфах; осуществляется силовое взаимное скрепление пьезоэлементов с муфтами на соответствующих цапфах корпуса путем разогрева акселерометра от температур выше криогенных, но не выше максимальных эксплуатационных за счет эффекта возврата формы в сторону уменьшения центрального отверстия муфты; кроме того муфты перед скреплением предварительно термомеханически обрабатываются с обеспечением в процессе скрепления частичного мартенситно → аустенитного фазового перехода структуры материала муфты.
Дополнительно:
- три единые центральные оси симметрии попарно противоположных стержней выполняются взаимно перпендикулярными и пересекающимися в одной точке;
- устанавливаются равноудаленными от точки пересечения единых центральных осей симметрии три кольцевых пьезоэлемента со своими муфтами, располагающиеся на трех взаимно перпендикулярных цапфах; кроме того устанавливаются муфты из прессованного сплава системы Ti-Ni-Nb-Zr с памятью формы со следующим содержанием легирующих элементов (ат. %): Ti - от 42,9 до 43,6; Ni - от 45,3 до 46,1; Nb - от 8,4 до 9,6 и Zr - от 1,5 до 3; перед термомеханической обработкой муфты подвергаются отжигу в вакууме при температуре от 800 до 850°С в течение от 3,5 до 4 часов, после чего охлаждаются; перед силовым скреплением трех пьезоэлементов с тремя муфтами на соответствующих цапфах корпуса выполняется термомеханическая обработка (раздача) муфт при температурах от отрицательных до положительных, не превышающих климатические; с последующим допустимым межоперационным хранением при нормальной температуре;
- формируются никелевые электроды на боковых поверхностях пьезоэлементов, внутренних боковых поверхностях муфт и цилиндрических поверхностях соответствующих цапф.
Выполнение инерционной массы в виде муфт из материала с памятью формы с известными свойствами (смотри патент RU 2623977; «Способ изготовления муфт из сплава с памятью формы»; МПК: B21K 3/00 (2006/01); B21K 21/00 (2006/01); C22F 1/00 (2006/01); дата приор.: 28.03.2016; дата публ.: 29.06.2017)) в схеме конструкции акселерометра, в которой кольцевая инерционная масса размещена снаружи, а цапфа внутри пьезоэлемента в виде пьезоэлектрических чувствительных секторов, - обеспечивает такой сверхсуммарный технический эффект в процессе их скрепления (разогрева), как замену перемещающегося вдоль центральной оси деформационного наплыва стенки корпуса в виде либо кольцевой волны (осевая запрессовка конического штифта), либо в виде круговой волны, проминающейся образующей корпуса (обкатка цилиндрическим роликом), на равномерное осесимметричное радиальное расчетное прижатие чувствительных секторов как к наружной цилиндрической поверхности цапфы, так и к внутренней поверхности муфты с памятью формы (инерционной массы) за счет уменьшения ее внутреннего диаметра в процессе разогрева акселерометра.
Такой процесс одновременного радиального обжатия соответствующих, исходно жестко не соприкасающихся кольцевых боковых поверхностей конструктивных элементов акселерометра, обеспечивает практически 100% гарантию исключения брака по причине разрушения отдельных чувствительных секторов, что, в свою очередь, и реализует достижение поставленной цели - снижение себестоимости акселерометра в условиях его промышленного производства при трехкратном увеличении числа используемых пьезоэлементов для заявляемой конструкции устройства.
Совокупность признаков в заявляемых устройстве и способе, наряду с уменьшением себестоимости акселерометра, позволяет:
- существенно снизить количество брака в промышленном производстве акселерометров за счет изменении конструкции корпуса и существенного изменения способа изготовления акселерометров;
- обеспечить измерение трех составляющих вектора ускорения в одной точке, так как оси чувствительности пьезоэлементов пересекаются в одной точке;
- возможность установки группы акселерометров (или перезакрепления одного акселерометра) на взаимно-перпендикулярных поверхностях объекта испытаний без изменения положения акселерометров в пространстве, без изменения направления их осей чувствительности (как правило, это оси X, Y, Z) по отношению к системе координат объекта испытаний (как правило, привязанной к осям симметрии объекта).
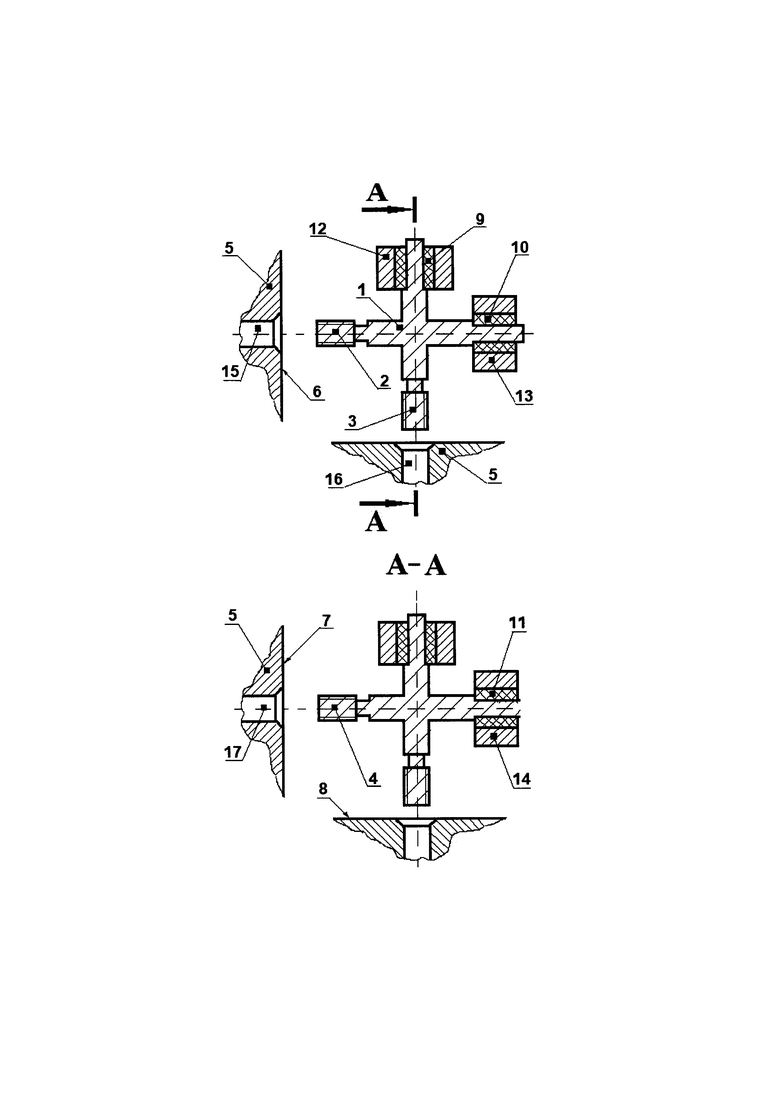
На рисунке представлено заявляемое устройство.
Акселерометр содержит металлический корпус 1 в виде единого блока из шести разносторонне ориентированных стержней. При этом центральные оси симметрии попарно противоположных стержней образуют единую ось симметрии. На торцах трех стержней размещены конструктивные элементы скрепления 2, 3 и 4 с объектом испытания 5 на любой из трех его взаимно перпендикулярных поверхностей 6, 7 или 8. На меньших диаметрах оставшихся одноступенчатых стержнях выполнены цапфы, диаметры которых являются посадочными местами для кольцевых пьезоэлементов 9, 10 и 11. Центральные оси симметрии цапф и элементов скрепления 2, 3 и 4 совпадают с центральными осями соответствующих стержней и образуют три единые оси симметрии при их попарно противоположном размещении, которые взаимно перпендикулярны и пересекаются в одной точке. Оси чувствительности кольцевых пьезоэлементов 9, 10 и 11 взаимно перпендикулярны и совпадают как с центральными осями симметрии соответствующих инерционных масс (муфт) 12, 13 и 14, цапфами соответствующих стержней, а также едиными осями симметрии попарно противоположных стержней. Кольцевые пьезоэлементы 9, 10 и 11 скреплены с внутренними поверхностями инерционных масс 12, 13 и 14, выполненными из материала с памятью формы системы Ti-Ni-Nb-Zr.
Акселерометр закреплен на объекте испытаний 5 специальной технологической шпилькой, выполненной из магнитного материала (на рисунке не показана), один торец которой содержит резьбовое отверстие, а другой центрирующую цилиндрическую бонку расчетной длины. Бонка предназначена для центровки осей чувствительности акселерометра относительно центральных осей симметрии исследуемого объекта в соответствующих отверстиях 15, 16 и 17.
Устройство работает следующим образом. При воздействии ускорения на акселерометр, закрепленный корпусом 1 через один из взаимно перпендикулярных конструктивных элементов закрепления 2, 3 или 4 на одной из трех взаимно перпендикулярных поверхностях 6, 7 или 8 объекта испытаний 5 три составляющие ускорения воспринимаются тремя инерционными массами 12, 13 и 14. Что приводит к смещению инерционных масс 12, 13 и 14 вдоль осей их чувствительности. Смещения инерционных масс 12, 13 и 14 вызывают деформации связанных с ними пьезоэлементов 9, 10 и 11, что, в свою очередь, и приводит к образованию в пьезоэлементах электрического заряда, пропорционального соответствующей составляющей воздействующего ускорения.
Расчетами подтверждена эффективность измерения соответствующих проекций ускорения на центральные оси симметрии акселерометра.
Способ изготовления акселерометра реализуется следующим образом.
В качестве инерционной массы используется муфта с памятью формы, а в качестве корпуса 1 акселерометра используется металлический единый блок из шести разносторонне ориентированных стержней, три из которых выполнены в виде цилиндрических одноступенчатых укороченных стержней с концевыми свободными торцами и концевыми цапфами на меньших диаметрах, а оставшиеся цилиндрические укороченные стержни выполнены с концевыми свободными торцами и концевыми элементами закрепления 2, 3 и 4 акселерометра на объекте испытаний 5 на любой из трех его взаимно перпендикулярных поверхностях 6, 7 или 8. На цапфы устанавливаются пьезоэлементы 9, 10 и 11 со своими муфтами (инерционными массами) 12, 13 и 14. При этом обеспечивается образование как единой оси симметрии центральных осей симметрии попарно противоположных стержней с цапфами и стержней с элементами закрепления 2, 3 и 4 с объектом испытания 5, так и возможность выполнения цапфы с диаметром меньшего размера, чем ее допустимый номинальный размер в условиях отсутствия осесимметричного отверстия в стержне под посадочной поверхностью цапфы. Три единые центральные оси симметрии попарно противоположных стержней выполняются взаимно перпендикулярными и пересекающимися в одной точке, образуя концевыми свободными торцами тело корпуса 1 акселерометра. Устанавливаются равноудаленными от точки пересечения единых центральных осей симметрии три кольцевых пьезоэлемента 9, 10 и 11 со своими муфтами 12, 13 и 14, располагающиеся на трех взаимно перпендикулярных цапфах. Устанавливается акселерометр на объекте испытаний, используя любой стержень корпуса с элементом закрепления 2, 3 и 4. Формируются никелевые электроды на боковых поверхностях пьезоэлементов 9, 10 и 11, внутренних боковых поверхностях муфт 12, 13 и 14 и цилиндрических поверхностях соответствующих цапф. Осуществляется силовое взаимное скрепление пьезоэлементов 9, 10 и 11 с муфтами 12, 13 и 14 на соответствующих цапфах корпуса 1 путем разогрева акселерометра от температур выше криогенных, но не выше максимальных эксплуатационных за счет эффекта возврата формы в сторону уменьшения центрального отверстия муфты 12, 13 и 14. Муфты 12, 13 и 14 перед скреплением предварительно термомеханически обрабатываются с обеспечением в процессе скрепления частичного мартенситно → аустенитного фазового перехода структуры ее материала. Кроме того используются муфты 12, 13 и 14 из прессованного сплава системы Ti-Ni-Nb-Zr с памятью формы со следующим содержанием легирующих элементов (ат. %): Ti - от 42,9 до 43,6; Ni - от 45,3 до 46,1; Nb - от 8,4 до 9,6 и Zr - от 1,5 до 3; перед термомеханической обработкой муфты 12, 13 и 14 подвергаются отжигу в вакууме при температуре от 800 до 850°С в течение от 3,5 до 4 часов, после чего охлаждаются. Перед силовым скреплением трех пьезоэлементов 9, 10 и 11 с тремя муфтами 12, 13 и 14 на соответствующих цапфах корпуса 1 выполняется термомеханическая обработка (раздача) муфт 12, 13 и 14 при температурах от отрицательных до положительных, не превышающих климатические; с последующим допустимым межоперационным хранением при нормальной температуре.
Принцип термомеханического скрепления заключается в следующем. Из сплава с памятью формы изготавливают муфту с внутренним диаметром, меньшим, чем диаметр скрепляемых деталей. Далее при определенных температурно-скоростных условиях внутренний диаметр муфты расширяют дорнованием (раздают на расчетную величину по специальной технологии). Увеличенную в размерах муфту легко надевают на внешнюю поверхность детали, которую требуется жестко сжать. При нагреве до температуры реализации эффекта памяти формы муфта, восстанавливающая свою первоначальную форму при нагреве, сжимается и своим пояском, длина которого совпадает с толщиной чувствительного пьезоэлемента, беззазорно обжимает сектора пьезоэлемента с обеспечением жесткого контакта с их посадочной поверхностью цапфы.
Фактические технологические параметры способа сборки акселерометра являются ноу-хау предприятия заявителя по таким параметрам, как:
- фактический уточненный элементный состав сплава системы Ti-Ni-Nb-Zr;
- фактическое значение температуры осуществления раздачи муфты;
- фактическая величина процента деформации муфты при раздаче;
- фактическая величина скорости деформирования муфты при раздаче;
- фактическая температура разогрева акселерометра в процессе скрепления муфтами чувствительных секторов трех пьезоэлементов с соответствующими цапфами корпуса.
Использование сплава с памятью формы в качестве инерционной массы, обеспечивающей реализацию в процессе разогрева скрепление отдельных конструктивных элементов акселерометра, обеспечивает дополнительную возможность, недоступную ранее в данной области техники, а именно разборку скрепленных элементов сборки акселерометра без их разрушения путем его захолаживания по специальной программе; что существенно в условиях, например, когда брак появляется не только по причине разрушения пьзоэлектрических сегментов при сборке, но и, когда специальные комиссии расследуют соответствующие технические происшествия.
Кроме того в реальной практике эксплуатации технически сложных механизмов с целью увеличения надежности их функционирования, в отдельных случаях, допустимо увеличить длины стержней акселерометра с целью возможности размещения на них дополнительных дублирующих кольцевых пьезоэлементов, электрически не связанных друг с другом.
| название | год | авторы | номер документа |
|---|---|---|---|
| ТРЁХКОМПОНЕНТНЫЙ ПЬЕЗОЭЛЕКТРИЧЕСКИЙ АКСЕЛЕРОМЕТР | 2022 |
|
RU2795747C1 |
| Пьезоэлектрический акселерометр с магнитоэлектрическим калибровочным устройством | 1984 |
|
SU1262390A1 |
| Пьезоэлектрический акселерометр | 1980 |
|
SU918857A1 |
| АКСЕЛЕРОМЕТР | 2014 |
|
RU2559867C1 |
| ПЬЕЗОЭЛЕКТРИЧЕСКИЙ АКСЕЛЕРОМЕТР | 1996 |
|
RU2106642C1 |
| ПЬЕЗОЭЛЕКТРИЧЕСКИЙ АКСЕЛЕРОМЕТР | 2014 |
|
RU2566411C1 |
| Пьезоэлектрический акселерометр центростремительного ускорения | 2023 |
|
RU2804832C1 |
| АКСЕЛЕРОМЕТР, РАБОТАЮЩИЙ НА ДЕФОРМАЦИИ СДВИГА В ПЬЕЗОЭЛЕМЕНТЕ, И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1996 |
|
RU2098831C1 |
| ДАТЧИК ДЛЯ ИЗМЕРЕНИЯ НАТЯЖЕНИЯ В ГИБКИХ СОЕДИНЕНИЯХ | 1973 |
|
SU1840602A1 |
| ПЬЕЗОАКСЕЛЕРОМЕТР | 2015 |
|
RU2582910C1 |
Группа изобретений относится к области измерительной техники. Акселерометр содержит металлический корпус с шестью цилиндрическими стержнями. Три единые центральные оси симметрии попарно противоположных стержней взаимно перпендикулярны и пересекаются в одной точке. Три пьезоэлемента со своими инерционными массами расположены на трех взаимно перпендикулярных цапфах допустимого номинального диаметра и равноудалены от точки пересечения. Три единые центральные оси симметрии корпуса совпадают как с соответствующими центральными осями симметрии инерционных масс, пьезоэлементов и цапф, так и с осями чувствительности пьезоэлементов. Инерционная масса размещена снаружи, а цапфа внутри пьезоэлемента. Технический результат – снижение количества бракованных изделий, возможности закрепления (перезакрепления) пьезоэлектрического акселерометра на взаимно перпендикулярных поверхностях объекта испытаний без изменения положения акселерометра в пространстве. 2 н. и 4 з.п. ф-лы, 1 ил.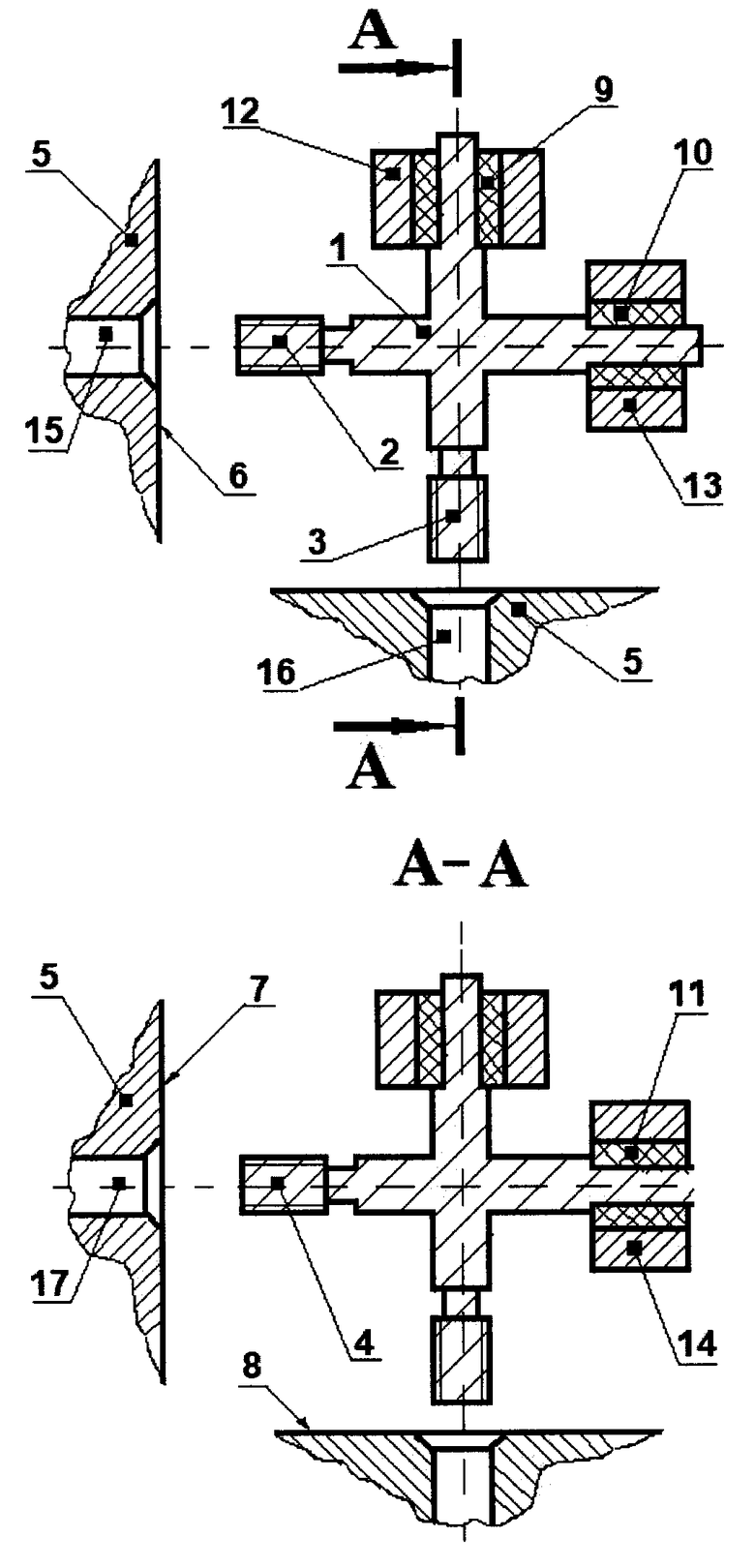
1. Акселерометр, работающий на деформации сдвига в пьезоэлементе, содержащий металлический корпус в виде цилиндрического укороченного стержня с концевым элементом закрепления акселерометра на объекте испытаний и диаметрально расположенной концевой посадочной цапфой допустимого номинального диаметра, а также содержащий кольцевые керамический чувствительный пьезоэлемент и металлическую инерционную массу, при этом инерционная масса размещена снаружи, а цапфа внутри кольцевого пьезоэлемента в виде одинаковых пьезоэлектрических чувствительных секторов с обеспечением равных торцевых зазоров между ними, кроме того инерционная масса и цапфа расположены с обеспечением электропроводного, беззазорного и жесткого контактирования с боковыми поверхностями пьезоэлектрических чувствительных секторов в условиях совпадения центральной оси симметрии стержня как с центральными осями симметрии элемента закрепления, цапфы, кольцевых пьезоэлемента и инерционной массы, так и с осью чувствительности пьезоэлемента, отличающийся тем, что, корпус представляет собой единый блок из шести разносторонне ориентированных стержней, три из которых выполнены в виде цилиндрических одноступенчатых укороченных стержней с концевыми свободными торцами и концевыми цапфами на меньших диаметрах со своими пьезоэлементами и инерционными массами, а три других в виде цилиндрических укороченных стержней с концевыми свободными торцами и концевыми элементами закрепления акселерометра на объекте испытаний, при этом все концевые свободные торцы стержней пересекаются, образуя единый блок, а центральные оси симметрии попарно противоположных стержней с цапфой и элементом закрепления совпадают, образуя их единую ось симметрии, причем возможно выполнение цапфы диаметром меньшего размера, чем его допустимый номинальный размер в условиях отсутствия осесимметричного отверстия в стержне под посадочной поверхностью цапфы, кроме того инерционные массы выполнены из материала с памятью формы.
2. Акселерометр по п. 1, отличающийся тем, что три единые центральные оси симметрии попарно противоположных стержней взаимно перпендикулярны и пересекаются в одной точке, три кольцевых пьезоэлемента со своими инерционными массами расположены на трех взаимно перпендикулярных цапфах и равноудалены от точки пересечения единых центральных осей симметрии.
3. Акселерометр по п. 1, отличающийся тем, что электроконтактирование между боковыми поверхностями пьезоэлемента как с внешней поверхностью цапфы, так и с внутренней боковой поверхностью инерционной массы обеспечивается никелевыми электродами, а инерционная масса выполнена из сплава системы Ti-Ni-Nb-Zr.
4. Способ изготовления акселерометра, работающего на деформации сдвига в пьезоэлементе, заключающийся в использовании металлического корпуса в виде цилиндрического укороченного стержня с концевым элементом закрепления акселерометра на объекте испытаний и диаметрально расположенной концевой посадочной цапфой, а также кольцевых керамического поляризованного чувствительного пьезоэлемента и металлической инерционной массы, формировании цапфы допустимого номинального диаметра и электродов на боковых поверхностях пьезоэлемента, разделении кольцевого пьезоэлемента на одинаковые пьезоэлектрические чувствительные сектора с обеспечением равных торцевых зазоров между ними, коаксиальном размещении инерционной массы снаружи, а цапфы внутри пьезоэлектрических чувствительных секторов, скреплении пьезоэлемента с внутренней боковой поверхностью инерционной массы и внешней поверхностью цапфы беззазорно и жестко в условиях совмещения центральной оси симметрии стержня как с центральными осями симметрии элемента закрепления, цапфы, кольцевого пьезоэлемента и инерционной массы, так и совмещения оси чувствительности пьезоэлемента с центральной осью симметрии стержня, отличающийся тем, что используется инерционная масса в виде муфты с памятью формы, а также используется корпус, представляющий собой единый блок из шести разносторонне ориентированных стержней, три из которых выполняются в виде цилиндрических одноступенчатых укороченных стержней с концевыми свободными торцами и концевыми цапфами на меньших диаметрах со своими пьезоэлементами и инерционными массами, а три других в виде цилиндрических укороченных стержней с концевыми свободными торцами и концевыми элементами закрепления акселерометра на объекте испытаний, обеспечивается образование единого блока корпуса путем взаимного пересечения всех концевых свободных торцев стержней, при этом выполняются центральные оси симметрии попарно противоположных стержней с цапфой и элементом закрепления совпадающими, образуя их единую ось симметрии, причем возможно выполнение цапфы диаметром меньшего размера, чем ее допустимый номинальный размер в условиях отсутствия осесимметричного отверстия в стержне под посадочной поверхностью цапфы, устанавливается акселерометр на объекте испытаний, используя любой стержень корпуса с элементом закрепления, формируются электроды на внутренних боковых поверхностях муфт и соответствующих цапфах, осуществляется силовое взаимное скрепление пьезоэлементов с муфтами на соответствующих цапфах корпуса путем разогрева акселерометра от температур выше криогенных, но не выше максимальных эксплуатационных за счет эффекта возврата формы в сторону уменьшения центрального отверстия муфты, кроме того муфты перед скреплением предварительно термомеханически обрабатываются с обеспечением в процессе скрепления частичного мартенситно-аустенитного фазового перехода структуры материала муфты.
5. Способ изготовления акселерометра по п. 4, отличающийся тем, что используется корпус, у которого три единые центральные оси симметрии попарно противоположных стержней выполняются взаимно перпендикулярными и пересекающимися в одной точке, устанавливаются равноудаленными от точки пересечения единых центральных осей симметрии три кольцевых пьезоэлемента со своими муфтами, располагающиеся на трех взаимно перпендикулярных цапфах, кроме того устанавливаются муфты из прессованного сплава системы Ti-Ni-Nb-Zr с памятью формы со следующим содержанием легирующих элементов (ат. %): Ti - от 42,9 до 43,6; Ni - от 45,3 до 46,1; Nb - от 8,4 до 9,6 и Zr - от 1,5 до 3, перед термомеханической обработкой муфты подвергаются отжигу в вакууме при температуре от 800 до 850°С в течение от 3,5 до 4 часов, после чего охлаждаются, перед силовым скреплением трех пьезоэлементов с тремя муфтами на соответствующих цапфах корпуса выполняется термомеханическая обработка (раздача) муфт при температурах от отрицательных до положительных, не превышающих климатические, с последующим допустимым межоперационным хранением при нормальной температуре.
6. Способ изготовления акселерометра по п. 4, отличающийся тем, что формируются никелевые электроды на боковых поверхностях пьезоэлементов, внутренних боковых поверхностях муфт и цилиндрических поверхностях соответствующих цапф.
| АКСЕЛЕРОМЕТР, РАБОТАЮЩИЙ НА ДЕФОРМАЦИИ СДВИГА В ПЬЕЗОЭЛЕМЕНТЕ, И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1996 |
|
RU2098831C1 |
| ТРЁХКОМПОНЕНТНЫЙ ПЬЕЗОЭЛЕКТРИЧЕСКИЙ АКСЕЛЕРОМЕТР | 2022 |
|
RU2795747C1 |
| Пьезоэлектрический акселерометр | 1983 |
|
SU1137396A1 |
| СПОСОБ СУШКИ ВОЛОКНИСТЫХ МАТЕРИАЛОВ | 0 |
|
SU178309A1 |
| CN 101493473 A, 29.07.2009. | |||
