Данное изобретение относится к способу изготовления гидравлической линии высокого давления. Подробнее, данное изобретение относится к способу изготовления гидравлической линии высокого давления путем присоединения соединительного фитинга на конце многослойного рукава высокого давления, содержащего по меньшей мере один армирующий слой, причем способ включает следующие этапы: использование участка армированного рукава высокого давления и присоединяемого к нему соединительного фитинга, размещение соединительного фитинга на концевом участке рукава высокого давления и выполнение присоединения с образованием плотного соединения между рукавом высокого давления и соединительным фитингом. Кроме того, данное изобретение относится к радиальному прессу, выполненному с возможностью осуществления такого способа изготовления.
Гидравлические линии высокого давления в основном изготавливают вышеупомянутым образом, когда к обоим концам участка рукава известным путем присоединяют по соединительному фитингу. Очень распространенный вариант присоединения (соответствующего) соединительного фитинга к участку рукава на его (рассматриваемом) конце выполняют путем радиального прессования пресс-гильзы рассматриваемого соединительного фитинга так, что рукав, который обычно предварительно зачищен снаружи и/или внутри, прочно, надежно и среднеплотно зажат в кольцевом зазоре, который образован между пресс-гильзой (которая окружает рукав снаружи) и ниппелем (который запрессован во внутреннюю часть рукава). Этот вариант соответствует уровню техники и подходящим для данного процесса радиальным прессам (см., например, патентный документ DE 2844475 А1).
Качество указанного соединения между соединительным фитингом и участком рукава чрезвычайно важно с точки зрения безопасности труда и эксплуатации, поскольку, если во время работы под высоким давлением участок рукава оторвался от соединительного фитинга, это будет представлять значительный риск для здоровья и телесной неприкосновенности людей, находящихся поблизости, не говоря уже о нанесении ущерба имуществу и окружающей среде в результате выброса гидравлической текучей среды.
С учетом вышеизложенного, цель данного изобретения состоит в обеспечении повышенной безопасности при эксплуатации под высоким давлением гидравлических линий высокого давления, изготовленных как описано выше.
Согласно данному изобретению указанная цель достигнута путем определения качества соединения соединительного фитинга с рукавом высокого давления, включая:
- подачу электрического испытательного сигнала на по меньшей мере один вывод испытательного средства, содержащего два вывода, первый из которых электрически и/или магнитно соединен с соединительным фитингом, а второй вывод электрически и/или магнитно и бесконтактно соединен с армирующим слоем или по меньшей мере одним из армирующих слоев рукава высокого давления,
- запись ответного электрического сигнала, возникшего в испытательном средстве,
- сравнение ответного сигнала с диапазоном расчетных значений, сохраненным в памяти испытательного средства для рассматриваемой пары рукава высокого давления и соединительного фитинга.
В данном изобретении использовано несколько известных фактов. Во-первых, применено знание о том, что существует зависимость между качеством соединения участка рукава высокого давления с соединительным фитингом, т.е. защитой от отсоединения рукава высокого давления от соединительного фитинга или от подобной поломки, и параметрами контакта между армирующим слоем (или по меньшей мере одним из армирующих слоев) рукава высокого давления, с одной стороны, и соединительным фитингом, с другой стороны. Кроме того, применено знание о том, что именно эти параметры контакта между армирующим слоем рукава высокого давления и соединительным фитингом отражаются в электрическом ответном сигнале, который возникает в испытательном средстве, имеющем два вывода, с помощью которых на рассматриваемый участок гидравлической линии высокого давления подают электрический испытательный сигнал, причем первый вывод испытательного средства электрически и/или магнитно соединен с соединительным фитингом, а второй вывод испытательного средства электрически и/или магнитно и бесконтактно соединен с армирующим слоем (или по меньшей мере одним из армирующих слоев) рукава высокого давления. Указанный второй вывод испытательного средства бесконтактно соединен с армирующим слоем (или по меньшей мере одним из армирующих слоев) так, что целостность других слоев рукава высокого давления, окружающих соответствующий рассматриваемый армирующий слой (слои) снаружи и/или внутри, не нарушена, т.е. рукав высокого давления остается полностью неповрежденным. Ответный сигнал сравнивают в испытательном средстве с диапазоном расчетных значений, который в качестве индивидуального диапазона расчетных значений, применимого для конкретной пары рукава высокого давления и соединительного фитинга, сохранен в памяти испытательного средства. В зависимости от того, находится ли ответный сигнал в пределах диапазона расчетных значений или за его пределами, концевой участок гидравлической линии высокого давления, подвергнутый испытанию, определяют в качестве надлежащего или неподходящего с точки зрения качества соединения рассматриваемого соединительного фитинга и участка рукава высокого давления.
Указанный электрический испытательный сигнал, например, колеблющийся в различных диапазонах частот, преимущественно может быть выбран так, что по обнаруженному электрическому ответному сигналу может быть сделан вывод о сопротивлении, и/или импедансе, и/или электрическом сопротивлении испытываемого участка гидравлической линии высокого давления, расположенного между указанными двумя выводами. В этом случае важна степень или площадь контакта между соединительным фитингом и указанным по меньшей мере одним армирующим слоем, которая в случае многих известных соединительных фитингов в свою очередь зависит от глубины проникновения профиля пресс-гильзы в указанный или по меньшей мере один армирующий слой.
Также могут быть обнаружены другие производственные дефекты, влияющие на ответный электрический сигнал, вызванный испытательным электрическим сигналом. В частности, они включают меньшую, чем предусмотрено, глубину введения рукава высокого давления в соединительный фитинг, так что только часть профиля пресс-гильзы находится в контакте с указанным или одним армирующим слоем. Однако даже ненадлежащая (например, слишком короткая) зачистка рукава высокого давления для удаления внешнего и/или внутреннего материала на участке для последующего соединения с соединительным фитингом может быть обнаружена благодаря предложенному способу, так же, как и ненадлежащая величина сжатия, ненадлежащее сочетание рукава высокого давления и соединительного фитинга (например, для сопряжения материалов) и ненадлежащее состояние армирующего слоя (например, из-за коррозии или повреждения). Поскольку различные отдельные производственные дефекты могут быть выражены в разных отклонениях параметров ответного сигнала от параметров ответного сигнала, который возникает при правильно изготовленной гидравлической линии высокого давления, при соответствующей более детальной оценке ответного сигнала возможно не только определить соответствие рассматриваемой гидравлической линии высокого давления, испытываемой на качество соединения соединительного фитинга с гидравлическим рукавом, стандарту, но и, при необходимости, возможно сделать вывод о причине производственного дефекта в случае возможного отклонения. В связи с этим следует отметить, что в рамках объема изобретения возможно также оценить нескольких ответных сигналов, таких как, например, возмущение магнитного поля от заготовки, к которой приложен испытательный сигнал.
В качестве меры предосторожности следует отметить, что применение изобретения ни в коем случае не ограничено способами изготовления гидравлической линии высокого давления с использованием соединительных фитингов с прижимными втулками с возможностью пластической деформации путем радиального сжатия. В рамках данного изобретения возможно использование других соединительных фитингов, в частности, так называемых "многоразовых фитингов". Кроме того, следует отметить, что утверждение, согласно которому испытательное средство имеет два вывода, не следует понимать как ограничительное относительно именно двух выводов. Например, испытательное средство может содержать более двух, например, три вывода, в частности, когда изобретение используют в способе изготовления разветвленной гидравлической линии высокого давления.
Первый предпочтительный вариант дальнейшего выполнения данного изобретения отличается тем, что для обеспечения электрического соединения указанного первого вывода испытательного средства с соединительным фитингом на соединительном фитинге размещают контактный датчик для создания гальванического контакта между контактным датчиком и соединительным фитингом. Таким образом, достигнута особенно высокая степень воспроизводимости при простоте процесса.
Также, в отношении высокой воспроизводимости, преимущественно, согласно еще одному предпочтительному варианту изобретения бесконтактное электрическое или магнитное соединение указанного второго вывода испытательного средства с указанным по меньшей мере одним армирующим слоем находится смежно с соединительным фитингом, т.е. не дальше, чем тройной диаметр рукава высокого давления. В частности, предпочтительно, когда бесконтактное электрическое или магнитное соединение указанного второго вывода испытательного средства с указанным по меньшей мере одним армирующим слоем находится в непосредственной близости от соединительного фитинга.
Для бесконтактного электрического или магнитного соединения указанного второго вывода испытательного средства с указанным по меньшей мере одним армирующим слоем, как было установлено, особенно эффективны два момента, а именно, с одной стороны, емкостное, а, с другой стороны, индуктивное соединение. Какая из данных возможностей будет приоритетной в каждом конкретном случае, зависит, в частности, от конкретной конструкции рукава высокого давления, а именно от характера указанного по меньшей мере одного армирующего слоя и других слоев. Также может повлиять то, выполнено ли бесконтактное электрическое или магнитное соединение указанного второго вывода испытательного средства с указанным по меньшей мере одним армирующим слоем снаружи или где-либо внутри рукава высокого давления, что, тем не менее, остается скорее исключением.
Особое преимущество предложенного в изобретении способа состоит в том, что он может быть применен с такими способами изготовления гидравлических линий высокого давления, в которых перед установкой соединительного фитинга на месте рукав высокого давления зачищают на конце его концевого участка на внутренней и/или внешней стороне так, чтобы по меньшей мере частично открыть указанный или по меньшей мере один металлический армирующий слой. Зачистку рукава высокого давления выполняют для того, чтобы создать благоприятные условия для хорошей воспроизводимости испытания.
Согласно другому предпочтительному варианту выполнения изобретения его применяют для такого способа изготовления гидравлических линий высокого давления, в которых используют ниппель и соединительный фитинг, содержащий пресс-гильзу, причем в указанном способе:
- соединительный фитинг размещают на рукаве высокого давления путем введения ниппеля в рукав высокого давления и введения его в кольцевой зазор между ниппелем и пресс-гильзой и
- во время присоединения необработанной гидравлической линии, выполненной таким образом, размещают ее в радиальном прессе, содержащем пресс-форму, оснащенную несколькими прессовыми захватами, причем пресс-гильзу размещают в пресс-форме, и затем опрессовывают пресс-гильзу в радиальном направлении для уменьшения внутренней ширины кольцевого зазора вокруг соединительного фитинга.
Особенное преимущественно, когда качество соединения между соединительным фитингом и рукавом высокого давления определяют в радиальном прессе. Особенно преимущественно, когда определение качества соединения между соединительным фитингом и рукавом высокого давления в радиальном прессе выполняют до завершения радиального прессования. Причина в том, что в данном есть вероятность, что испытательное средство сообщается с узлом управления радиального пресса так, что управление радиальным прессованием пресс-гильзы, в частности окончанием радиального прессования, осуществляют в зависимости от сигнала от испытательного средства. В этом случае контроль качества уже присутствует во время процесса изготовления, вместе с возможностью выборочного влияния на оставшийся ход процесса изготовления, что особенно преимущественно с точки зрения эффективности, так как позволяет сократить вероятность производственного брака.
В соответствии с еще одним вариантом способа согласно данному изобретению, описанным выше, данное изобретение также включает радиальный пресс, выполненный с возможностью осуществления данного способа и содержащий пресс-форму, содержащую несколько прессующих элементов, которые расположены вокруг оси прессования и выполнены с возможностью перемещения в радиальном направлении относительно оси прессования с помощью приводного средства, и испытательное средство, содержащее два вывода, причем первый из указанных выводов установлен с возможностью электрического и/или магнитного соединения с соединительным фитингом, а второй вывод установлен с возможностью бесконтактного электрического и/или магнитного соединения с армирующим слоем или по меньшей мере одним из армирующих слоев рукава высокого давления необработанной гидравлической линии. В частности, указанные выводы испытательного средства могут быть расположены на одном из прессующих элементов пресс-формы. Соответствующим образом выполненный радиальный пресс, т.е. пресс, который подходит для осуществления способа согласно данному изобретению, подробно описанного выше, не ограничен лишь данным способом с точки зрения его возможного применения. Напротив, он также может быть применен, с тем же преимуществом, для производства, например, изоляторов, углепластиковых валов и других заготовок путем соответствующего соединения нескольких компонентных частей друг с другом путем радиального прессования.
Тем не менее, чтобы избежать неправильного представления, следует подчеркнуть, что описанный выше контроль качества в процессе производства ни в коем случае не является обязательным. Напротив, в контексте данного изобретения также возможно снятие гидравлической линии с радиального пресса и только затем проведение проверки качества. В частности, в этом случае гидравлическая линия может быть снята с радиального пресса и установлена на (отдельном) стенде для испытаний давлением, причем качество соединения между соединительным фитингом и рукавом высокого давления определяют на стенде для испытаний давлением. То же самое относится к определению качества соединения между соединительным фитингом и рукавом высокого давления, которое проводят в сочетании с очисткой гидравлической линии в очистительном средстве.
Если, с учетом вышеуказанного, качество соединения соединительного фитинга с рукавом высокого давления определяют на стенде для испытаний давлением, предпочтительно такое определение качества соединения соединительного фитинга с рукавом высокого давления затем проводят при разных условиях давления с помощью испытательной среды (воздух, газ, вода, масло или т.п.). Это связано с тем, что возможные отклонения ответных сигналов, возникающих при разных условиях давления, также допускают помехи в состоянии испытуемой гидравлической линии высокого давления.
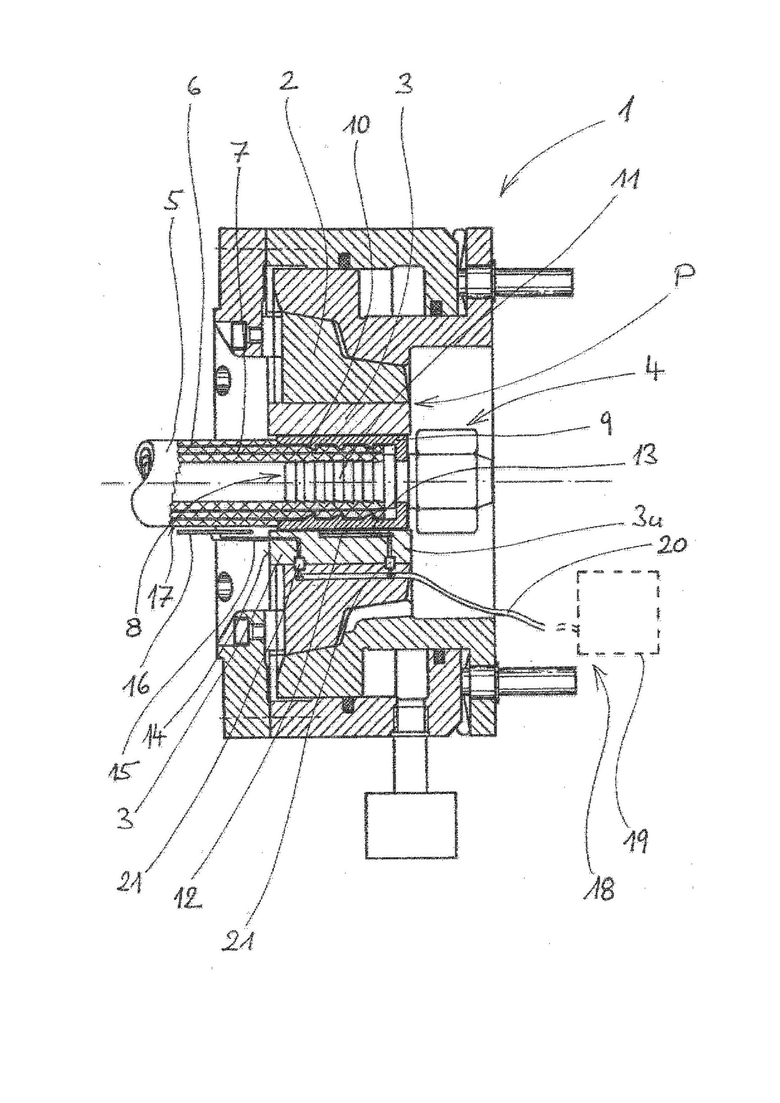
Далее данное изобретение описано подробнее на основе предпочтительного примерного варианта выполнения, схематично изображенного на чертеже и включающего радиальный пресс, предназначенный и пригодный для осуществления предложенного способа. На чертеже показан осевой разрез именно такого радиального пресса.
За исключением аспектов и особых признаков, описанных далее, радиальный пресс 1 согласно проиллюстрированному примеру соответствует, без ограничений, прессу, показанному на Фиг. 1 патентного документа DE 2844475 А1. Во избежание ненужных повторений ссылка на документ DE 2844475 А1 сделана в отношении проектирования и конструкции, технических деталей и режима работы радиального пресса.
На чертеже показан радиальный пресс 1 с накладками 3 прессовых захватов, установленными (с возможностью замены) на прессовых захватах 2; соответственно, вся комбинация прессового захвата 2 и накладки 3, установленной на нем, образует прессовый компонент Р. Для ясности иллюстрация деталей соединения накладок 3 с прессовыми захватами 2 не приводится. Для этого накладки прессовых захватов могут, как обычно, содержать болты, которые, например, входят в соответствующие гнезда, выполненные на прессовых захватах 2 (см. также, например, патентный документ DE 20109212 U1).
Кроме того, в соответствии с использованием для запрессовки соединительного фитинга 4, радиальный пресс 1 показан размещенным на конце рукава 5 высокого давления. Этот рукав 5 содержит два армирующих слоя 6, 7, причем внешний армирующий слой выполнен обычным образом из металлической сетки. Соединительный фитинг 4 содержит, как обычно, ниппель 8 и пресс-гильзу 9. На его внутренней окружности выполнено несколько кольцевых зажимных выступов 10. Участок 11 ниппеля 8, вставляемый в рукав 5, имеет, в свою очередь, поверхность, профилированную обычным образом. В области, предназначенной для размещения в соединительном фитинге 4, т.е. в кольцевом пространстве, образованном между пресс-гильзой 9 и участком 11 ниппеля 8, рукав 5 зачищен с внешней стороны, а именно до внешнего армирующего слоя 6.
Все это очевидно и хорошо известно специалисту в данной области техники, поэтому дальнейшие пояснения не требуются.
Как проиллюстрировано на примере нижней накладки 3u прессовых захватов, первый вывод 12 размещен в (по меньшей мере) одной из накладок 3 прессовых захватов, а именно рядом с прижимной поверхностью 13 рассматриваемой накладки 3u, выполненной для упора на пресс-гильзу 9 соединительного фитинга 4. Таким образом, за счет подходящего электрического воздействия на первый вывод 12 он может быть индуктивно соединен с пресс-гильзой 9.
На передней стороне 14, обращенной к рукаву 5, находится второй вывод 16, который прикреплен к нижней накладке 3u прессовых захватов с помощью держателя 15, в частности так, что он находится напротив и вблизи поверхности 17 рукава 5. Таким образом, за счет подходящего электрического воздействия на второй вывод 16 он может быть индуктивно соединен с внешним армирующим слоем 6 рукава 5.
Первый вывод 12, так же, как и второй вывод 16, являются частью испытательного средства 18, которое также содержит модуль 19 управления. Указанные два вывода 12 и 16 электрически соединены с модулем 19 управления по кабелю 20, а также с двумя штепсельными контактами 21, что обеспечивает взаимозаменяемость накладок 3. За счет данного электрического соединения с помощью модуля управления электрический испытательный сигнал подают на первый вывод 12 и/или второй вывод 16 в зависимости от индивидуальной программы испытаний.
В зависимости от индивидуальной программы испытаний первый вывод 12 и/или второй вывод 16 действуют впоследствии в качестве преобразователя. Электрический ответный сигнал, возникающий во время использования по меньшей мере одного из выводов 12 и 16 в качестве преобразователя в испытательном средстве, затем сравнивают с диапазоном расчетных значений, предназначенным для конкретной пары рукава высокого давления и соединительного фитинга и сохраненным в памяти испытательного средства. Если фактический ответный сигнал находится в пределах диапазона расчетных значений, прессование и, соответственно, заготовку считают приемлемыми. В противном случае, в зависимости от степени и направленности отклонения, выполняют доработку в радиальном прессе (повторное прессование) или же заготовку удаляют как дефектную деталь.
Очевидно, что описание данного изобретения в рамках его сущности и на основе радиального пресса, выполненного согласно патентному документу DE 2844475 А1, является исключительно примерным, при этом данное изобретение может быть выполнено подобным образом в радиальных прессах, работающих по другим принципам (например, в так называемых "ярмовых прессах", например, согласно патентному документу DE 202016100660 U1 и описанным в нем решениям, известным из уровня техники).
Заявленное изобретение относится к области гидравлических линий высокого давления, а именно к способу изготовления гидравлической линии высокого давления. Согласно способу, соединительный фитинг прикрепляют к концу многослойного рукава высокого давления, содержащего по меньшей мере один армирующий слой, причем используют участок армированного рукава высокого давления и соединительный фитинг для присоединения к нему, при этом соединительный фитинг размещают на концевом участке указанного рукава и выполняют присоединение для получения уплотненного соединения между рукавом высокого давления и соединительным фитингом. Качество соединения между соединительным фитингом и указанным рукавом определяют путем подачи электрического испытательного сигнала на по меньшей мере одно соединение испытательного средства, содержащего два соединения, из которых первое соединение электрически и/или магнитно соединено с соединительным фитингом, а второе соединение бесконтактно электрически и/или магнитно соединено с армирующим слоем или по меньшей мере одним из армирующих слоев рукава высокого давления, выявляют электрический ответный сигнал, возникающий в испытательном средстве, и сравнивают указанный ответный сигнал с диапазоном заданных значений, сохраненным в памяти испытательного средства для соответствующей пары рукава высокого давления и соединительного фитинга. Технический результат - повышение безопасности при эксплуатации под высоким давлением гидравлических линий высокого давления. 2 н. и 13 з.п. ф-лы, 1 ил.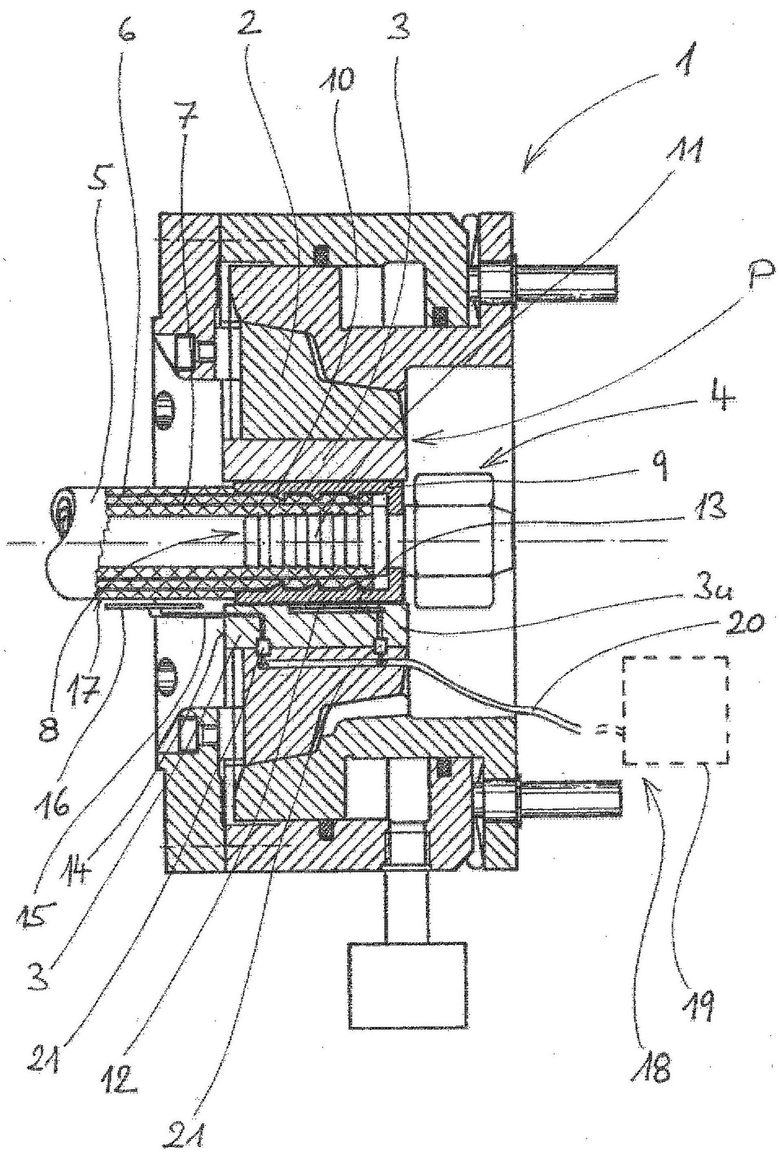
1. Способ изготовления гидравлической линии высокого давления путем прикрепления соединительного фитинга (4) на конце многослойного рукава (5) высокого давления, содержащего по меньшей мере один армирующий слой (6, 7), причем способ включает:
использование участка армированного рукава (5) высокого давления и соединяемого с ним соединительного фитинга (4),
размещение соединительного фитинга (4) на концевом участке рукава (5) высокого давления,
выполнение присоединения для получения плотного соединения рукава (5) высокого давления с соединительным фитингом (4),
отличающийся тем, что он включает определение качества указанного соединения соединительного фитинга (4) с рукавом (5) высокого давления, включающее:
подачу электрического испытательного сигнала на по меньшей мере один вывод (12, 16) испытательного средства (18), которое содержит два вывода (12, 16), из которых первый вывод (12) электрически и/или магнитно соединен с соединительным фитингом (4), а второй вывод (16) электрически и/или магнитно бесконтактно соединен с армирующим слоем (6) или по меньшей мере одним из армирующих слоев (6, 7) рукава (5) высокого давления,
запись электрического ответного сигнала, возникшего в испытательном средстве,
сравнение указанного ответного сигнала с диапазоном расчетных значений, сохраненным в памяти испытательного средства (18) для рассматриваемой пары рукава высокого давления и соединительного фитинга.
2. Способ по п. 1, отличающийся тем, что для обеспечения электрического соединения первого вывода (12) испытательного средства (18) с соединительным фитингом (4) на указанном фитинге (4) размещают контактный датчик для обеспечения гальванического контакта между контактным датчиком и соединительным фитингом (4).
3. Способ по п. 1 или 2, отличающийся тем, что бесконтактное электрическое соединение второго вывода (16) испытательного средства (18) с указанным по меньшей мере одним армирующим слоем (6, 7) располагают рядом с соединительным фитингом (4), т.е. не дальше тройного диаметра рукава (5) высокого давления.
4. Способ по п. 3, отличающийся тем, что бесконтактное электрическое соединение второго вывода (16) испытательного средства (18) с указанным по меньшей мере одним армирующим слоем (6, 7) располагают в непосредственной близости от соединительного фитинга (4).
5. Способ по любому из пп. 1-4, отличающийся тем, что обеспечивают емкостное соединение второго вывода (16) испытательного средства (18) с указанным по меньшей мере одним армирующим слоем (6, 7).
6. Способ по любому из пп. 1-4, отличающийся тем, что обеспечивают индуктивное соединение второго вывода (16) испытательного средства (18) с указанным по меньшей мере одним армирующим слоем (6, 7).
7. Способ по любому из пп. 1-6, отличающийся тем, что до установки соединительного фитинга (4) на месте конец коневого участка рукава (5) высокого давления зачищают на внутренней и/или внешней стороне, чтобы по меньшей мере частично открыть указанный или по меньшей мере один металлический армирующий слой (6, 7).
8. Способ по любому из пп. 1-7, отличающийся тем, что во время использования ниппеля (8) и соединительного фитинга (4), содержащего пресс-гильзу (9),
соединительный фитинг (4) размещают на рукаве (5) высокого давления путем введения ниппеля (8) в указанный рукав (5) и введения его в кольцевой зазор между ниппелем (8) и пресс-гильзой (9),
и во время присоединения необработанной гидравлической линии, выполненной таким образом, размещают ее в радиальном прессе (1), содержащем пресс-форму, оснащенную несколькими прессовыми компонентами (Р), причем пресс-гильзу (9) размещают в пресс-форме, а затем опрессовывают пресс-гильзу (9) в радиальном направлении, чтобы уменьшить внутреннюю ширину указанного кольцевого зазора вокруг соединительного фитинга (4).
9. Способ по п. 8, отличающийся тем, что качество соединения соединительного фитинга (4) с рукавом (5) высокого давления определяют в радиальном прессе (1).
10. Способ по п. 9, отличающийся тем, что определение качества соединения соединительного фитинга (4) с рукавом (5) высокого давления в радиальном прессе (1) выполняют до окончания радиального опрессовывания.
11. Способ по п. 10, отличающийся тем, что обеспечивают связь испытательного средства (18) с блоком управления радиального пресса (1) так, что радиальным опрессовыванием пресс-гильзы (9), в частности окончанием радиального опрессовывания, управляют в зависимости от сигнала испытательного средства (18).
12. Способ по п. 8, отличающийся тем, что гидравлическую линию снимают с радиального пресса (1) и размещают на стенде для испытаний давлением, причем качество соединения соединительного фитинга (4) с рукавом (5) высокого давления определяют на стенде для испытаний давлением.
13. Способ по п. 9, отличающийся тем, что качество соединения соединительного фитинга (4) с рукавом (5) высокого давления определяют при разных условиях давления с помощью испытательной среды.
14. Радиальный пресс, предназначенный для осуществления способа по п. 3 и содержащий пресс-форму, содержащую несколько прессовых компонентов (Р), расположенных вокруг оси прессования и выполненных с возможностью перемещения в радиальном направлении относительно оси прессования с помощью приводного средства, и испытательное средство (18), содержащее два вывода (12, 16), причем первый (12) из выводов (12, 16) установлен с возможностью электрического и/или магнитного соединения с соединительным фитингом (4), а второй вывод (16) установлен с возможностью бесконтактного электрического и/или магнитного соединения с армирующим слоем (6) или по меньшей мере одним из армирующих слоев (6, 7) необработанной гидравлической линии.
15. Радиальный пресс по п. 14, отличающийся тем, что выводы (12, 16) испытательного средства (18) расположены на одном из прессовых компонентов (Р) указанной пресс-формы.
| УЗЕЛ ИЗ ШЛАНГА И ФИТИНГА ИЗ ПОЛИМЕРНОГО МАТЕРИАЛА, ВЫПОЛНЕННЫЙ КАК ОДНО ЦЕЛОЕ, И СПОСОБ ИЗГОТОВЛЕНИЯ ТАКОГО УЗЛА | 2007 |
|
RU2426027C2 |
| Селективный автоматический выключатель | 1978 |
|
SU733047A1 |
| US 2005127668 A1, 16.06.2005 | |||
| US 4353761 A, 12.10.1982. | |||

