Область техники
Настоящее изобретение относится к шаровому крану для регулирования текучей среды, при этом шаровой кран содержит корпус крана с центральной частью и двумя соединительными концами, при этом соединительные концы отходят от центральной части, причем внутри центральной части расположен шар по меньшей мере с одним сквозным отверстием, при этом шар расположен относительно одного или нескольких седел крана в центральной части корпуса крана.
Настоящее изобретение также относится к способу изготовления шарового крана.
Наконец, настоящее изобретение также относится к сварочному инструменту для удерживания и манипулирования частями корпуса и шаром шарового крана во время сварки.
Предпосылки изобретения
Общеизвестен способ, при котором кран, например шаровой кран, и, следовательно корпусы кранов, изготавливают из нескольких частей, а затем собирают эти части вокруг седла крана и шара. Корпусы таких кранов традиционно изготавливались из латуни или другого сплава на основе меди.
В последнее время были внедрены способы изготовления корпусов кранов из стали, например из углеродистой стали или нержавеющей стали, которые дешевле и которые можно обрабатывать на современном производственном оборудовании непосредственно из листового или трубного отрезка быстрее и дешевле, чем это возможно при литье и механической обработке заготовок из латуни.
Корпус крана, как правило, собирают из нескольких частей, например, путем обработки соединительных концов и центральной части корпуса по отдельности, а затем путем сборки корпуса крана после установки шара и седел крана внутрь центральной части корпуса (см. фиг. 1). Корпус может быть собран с помощью соответствующей резьбы в соответствующих частях или, в качестве альтернативы, с помощью соединенных болтами фланцев, путем сварки частей друг с другом или комбинаций этого.
Если говорить о шаровом кране, шар, как следует из названия, обычно имеет сферическую форму и внешний размер больше, чем соединительные отверстия в корпусе крана. Шаровые краны также могут иметь несферические шары.
Таким образом, такой кран имеет корпус крана с внутренней геометрией, в которой расположены седло крана и шар. Корпус крана обычно присоединяется в непосредственной близости от шара, так как последний требует наибольшего внутреннего размера. Такие краны обычно изготавливают из литых заготовок, или заготовки формируют из трубчатого или стержневого изделия. Заготовки формируют и придают им форму путем механической обработки до требуемой геометрической конфигурации. Однако этот процесс придания формы является довольно дорогостоящим по нескольким причинам. Отдельные заготовки должны быть отлиты, а затем обработаны и подвергнуты механической обработке одна за другой на подходящем металлорежущем агрегате. Поскольку детали подвергают механической обработке по отдельности, процесс занимает много времени, независимо от применения современных и быстрых процессов.
В дополнение к манипулированию и механической обработке литых заготовок перед их сборкой вокруг седла крана и шара значительную роль также играет стоимость материала. Латунь или другие сплавы чаще всего дороги и предполагают значительно большую стоимость, чем, например, обычная свариваемая углеродистая сталь или нержавеющая сталь.
Существуют способы, в которых корпус шарового крана выполнен из двух частей корпуса, а сварной шов выполнен в виде единого сварного шва, расположенного по центру центральной части корпуса крана.
В этом известном способе внутри центральной части корпуса крана между шаром и внутренней поверхностью корпуса крана размещают защитную ленту. После окончания выполнения сварного шва эту защитную ленту необходимо снять с крана. Это довольно сложно и необходимо выполнять через соединительный конец. Шаровой кран находится в полуоткрытом положении, после чего защитную ленту можно извлечь из внутренней части крана. Это довольно сложно и требует много времени, так как пространство для извлечения этой защитной ленты из внутренней части крана ограничено.
Если, например, используют плазменную сварку, высокие температуры приводят к тому, что чувствительные к температуре элементы, например, шар, седла крана и т.д., подвержены повреждению из-за повышенных температур, используемых при плазменной сварке. Этот способ также страдает, среди прочего, тем недостатком, что невозможно обеспечить сварной шов, который проплавляет корпус крана от внешней поверхности к внутренней поверхности. Это неполное проплавление сварного шва может привести к образованию полостей внутри сварного шва. Такие сварные швы с неполным проплавлением могут вызвать щелевую коррозию в сварном шве внутри корпуса крана. Кроме того, в большинстве случаев при сварке с использованием дополнительного материала в сварном шве расплавленный добавленный материал может попасть в корпус крана и затем прикрепиться (в виде закаленного металла) к внутренней поверхности корпуса крана и/или к шару, расположенному внутри центральной части. Это может привести к негодности крана.
В документе CN 107243704 А описан способ изготовления, при котором запорный элемент и корпус крана перед сборкой отливают и покрывают высокотемпературной краской. Перед сборкой к корпусу крана приваривают опоры. К корпусу крана и к запорному элементу на одном конце крепят инструментальный манипулятор. Запорный элемент поворачивают и фиксируют под углом 45 градусов. Корпус крана предварительно нагревают до 100°С перед сваркой первой части двух частей корпуса друг с другом. После этого запорный элемент поворачивают на 90 градусов и снова фиксируют. Оставшуюся часть двух частей корпуса затем сваривают друг с другом.
В документе JPH 07174253 А описан способ проверки сварки шарового крана, при котором вдоль внешней стороны сварного шва располагают пленку, а в корпус крана через соединительный конец вставляют манипулятор с поворотным элементом. Шар крепят к поворотному элементу винтами через отверстие шпинделя крана в корпусе крана. Шар поворачивают под углом приблизительно 45 градусов, чтобы сварной шов мог быть облучен источником излучения, расположенным на манипуляторе. Любые дефекты сварного шва затем заполняются пленкой.
В то же время также крайне желательно выполнять как можно меньше сварочных процессов на кране и сокращать человеко-часы и, следовательно, затраты при изготовлении кранов. Это связано с тем, что такие этапы процесса сварки требуют много времени, что, конечно же, увеличивает общую стоимость изделия. Кроме того, сокращение количества сварных швов до минимума в целом повысит уровень качества изготовления крана, поскольку меньшее количество сварных швов также снижает риск появления дефектов или ошибок в каждом кране.
Цель изобретения
Целью настоящего изобретения является создание шарового крана, способа изготовления крана, а также сварочного инструмента для изготовления крана, который: предназначен для производства шаровых кранов и имеет следующие преимущества:
 сведение сварочных операций к минимуму;
сведение сварочных операций к минимуму;
 высокоскоростное изготовление кранов;
высокоскоростное изготовление кранов;
 возможность автоматизации сварочных работ;
возможность автоматизации сварочных работ;
 однородные сварные швы;
однородные сварные швы;
 отсутствие образования лишнего материала во время сварочных процессов;
отсутствие образования лишнего материала во время сварочных процессов;
 прочные, равномерные и/или высококачественные сварные швы на корпусах кранов;
прочные, равномерные и/или высококачественные сварные швы на корпусах кранов;
 защита уплотнений, седел крана, шара и т.д. во время сварки, поскольку они монтируются в корпус крана до процесса сварки;
защита уплотнений, седел крана, шара и т.д. во время сварки, поскольку они монтируются в корпус крана до процесса сварки;
 кран может быть изготовлен с минимальным весом и меньшими затратами на материалы;
кран может быть изготовлен с минимальным весом и меньшими затратами на материалы;
возможность видеоконтроля внутри корпуса крана в процессе сварки обеспечивает 100% проверку качества сварного шва при его изготовлении.
Описание изобретения
Этим целям отвечает способ изготовления крана для регулирования текучей среды, причем кран содержит корпус крана с центральной частью и двумя соединительными концами, при этом соединительные концы отходят от центральной части. Внутри центральной части расположен шар, например шар с по меньшей мере одним сквозным отверстием. Шар расположен относительно одного или нескольких седел крана в центральной части корпуса крана.
Способ изготовления корпуса крана включает по меньшей мере следующие этапы:
- предоставление по меньшей мере первой и второй частей корпуса, причем каждая из указанных первой и второй частей корпуса содержит по меньшей мере центральную часть корпуса и соединительный конец, и - предоставление шара,
- размещение первой и второй частей корпуса в положении, при котором концы центральных частей обращены друг к другу, и дополнительно размещение шара в положении внутри внутреннего пространства центральной части,
- сварку первой и второй частей корпуса с использованием сварочного инструмента при выполнении относительного вращения в направлении вращения вокруг оси осевого вращения между положением первой и второй частей корпуса и положениями шара и сварочного инструмента для обеспечения в корпусе крана одного сварного шва, расположенного в центральной части корпуса крана, ось вращения которого совпадает с центральной осью шара.
Таким образом, достигается быстрый и эффективный способ изготовления шаровых кранов и размещения шаров внутри центральной части корпуса крана перед сборкой корпуса крана.
В способе используют сварочный инструмент, как описано ниже, который вращает части корпуса во время их сварки, удерживая шар в фиксированном положении без вращения, или наоборот. Альтернативно, как части корпуса, так и шар могут вращать во время сварки, предпочтительно в противоположных направлениях вращения.
Если не указано иное, в контексте данного документа термин «относительное вращение» относится к любому вращательному движению, совершаемому между частями корпуса крана и шаром (и сварочным лазером/горелкой), если смотреть в направлении вращения вокруг оси вращения.
Это также позволяет изготавливать корпус крана с минимальным весом и меньшими затратами на материалы, поскольку при производстве практически не образуется излишков/отходов.
Таким образом, на практике можно обеспечить сферическую центральную часть на корпусе крана, которая лишь немного больше, чем шар, установленный внутри корпуса крана. Таким образом, между внешней стороной шара и внутренней частью корпуса крана может быть всего 0,5-5 мм свободного пространства в зависимости от общего размера крана.
Сварку предпочтительно выполнять из внутреннего пространства или с внешней стороны центральной части. По сравнению с обычными способами сварки этот способ обеспечивает более гибкую сварку частей корпуса крана, при этом сварочный лазер/горелка может располагаться либо снаружи, либо внутри центральной части корпуса крана. Таким образом, сварку можно выполнять на одной или обеих сторонах частей корпуса в зависимости от конкретной сварочной установки и/или конструкции шарового крана.
Это также позволяет изготавливать корпус крана с минимальным количеством сварочных операций, так как корпус крана может быть выполнен с одним сварочным швом на центральной части корпуса крана.
Кроме того, способ обеспечивает получение однородных сварных швов и прочных однородных и/или высококачественных сварных швов на корпусах кранов.
Сварной шов предпочтительно выполнять с помощью лазерной сварки, которая предусматривать подвод небольшого количества тепла к металлу, образующему корпус крана. Лазерная сварка также обеспечивает равномерный и однородный сварной шов высокого качества. Кроме того, лазерная сварка не добавляет значительного сварного шва и, следовательно, не добавляет материала, поскольку лазерная сварка основана на плавлении небольшой части свариваемых концов корпуса крана. Это еще больше снижает риск повреждения или разрушения шара и/или седел крана, уплотнений или набивок и т.д., которые предварительно устанавливают внутри центральной части корпуса крана перед сваркой частей корпуса крана. Сварной шов также может быть выполнен с помощью сварки с холодным переносом металла (СМТ). Также могут применяться другие технологии сварки, в частности, процесс сварки с низким тепловыделением.
Защитный газ обеспечивает защиту от коррозии в зоне сварки, так как кислород удаляется во время сварки. Кроме того, защитный газ может также обеспечивать защиту уплотнений, седел крана, шара и т.д. во время сварки. Благодаря обеспечению защитного газа внутри корпуса крана, этот газ может также обеспечить некоторое охлаждение внутренних частей, что обеспечивает защиту от нагревания во время сварки термочувствительных частей, которые были расположены внутри корпуса крана до этапа сварки. Таким образом, защитный газ может также способствовать защите уплотнений, седел крана, шаров и т.д. во время сварки. Защитный газ может быть выбран специалистом в данной области техники в зависимости от материалов, используемых для корпуса крана и/или шара, и/или для применения в выбранном процессе сварки.
Защитный газ может подаваться во внутреннее пространство центральной части корпуса крана несколькими возможными способами, например, через одно или несколько отверстий/трубных соединений посредством манипулятора и/или через отверстие соединительного конца.
Первая и вторая части корпуса предпочтительно имеют одинаковую форму. Это обеспечит получение конечного корпуса крана с единым сварным швом по центру центральной части корпуса крана и симметричным корпусом крана. Это уменьшает количество различных частей на складе при изготовлении кранов согласно настоящему изобретению. Таким образом, центральное отверстие в центральной части для установки шпинделя крана может быть выровнено с индексатором и, таким образом, может использоваться для проверки правильного положения и т.д. индексатора сварочного инструмента (описание индексатора см. ниже).
Частям корпуса предварительно придают окончательную форму перед тем, как подвергнуть их операции сварки. Части корпуса предпочтительно изготавливают из трубчатого элемента, при этом центральная часть корпуса и соединительные концы формируются на современном технологическом оборудовании непосредственно из трубного отрезка способом пластической деформации. Пластическая деформация может, например, включать увеличение диаметра первой концевой части и, таким образом, формирование и/или придание формы центральной части корпуса крана и/или уменьшение диаметра по меньшей мере части трубчатого элемента, образующего соединительную концевую часть.
Таким образом также можно снабдить дальние концы (т.е. концы соединительных концов, которые обращены в сторону от центральной части) соединительных концов средствами для соединения с другим элементом, например с другой трубой. Таким образом, форма дальнего конца может зависеть от средств соединения, предусмотренных на другом трубном элементе. Таким образом, на дальних концах могут быть предусмотрены фланцы увеличенного или уменьшенного диаметра или без изменения диаметра, как это необходимо для обеспечения надлежащего соединения с другим трубным элементом с помощью обычных средств.
Пластически деформированные заготовки обычно подвергают отжигу для снятия напряжений с целью восстановления первоначальных свойств. При использовании настоящего способа части корпуса могут быть предварительно сформованы, а затем подвергнуты отжигу для снятия напряжений перед сваркой друг с другом частей корпуса крана.
Также возможны традиционное литье и механическая обработка заготовок для получения требуемой формы конечных частей корпуса, хотя при этом ожидается более высокая общая стоимость из-за увеличения количества различных рабочих процессов для получения частей корпуса.
Седло (седла) крана может быть размещено в первой и/или второй частях корпуса перед сборкой корпуса крана.
Как уже было указано выше, шар удерживают в неподвижном положении без вращения внутри центральной части корпуса крана с помощью сварочного инструмента. Сварочный инструмент содержит удерживающие средства для удерживания шара в положении внутри центральной части корпуса крана. Удерживающее средство может представлять собой, например, манипулятор с индексатором. Таким образом, тело шара крана удерживается в неподвижном положении на манипуляторе за счет введения манипулятора с индексатором через сквозное отверстие в теле шара. Затем тело шара удерживают в неподвижном положении без вращения на манипуляторе с помощью индексатора, зацепляющегося с отверстием для индексатора в шаре изнутри корпуса шара.
В качестве альтернативы удерживающее средство сварочного инструмента для удерживания шара в положении внутри центральной части корпуса крана содержит разжимную оправку, которая может прочно удерживать шаровой элемент на оправке, когда оправку вставляют в сквозное отверстие, а затем разжаться.
Удерживающее средство может быть дополнительно снабжено средством вращения для вращения шара вокруг оси вращения относительно частей корпуса. Таким образом, могут быть использованы другие удерживающие средства для удерживания частей корпуса в неподвижном положении без вращения относительно шара.
Индексатор удерживают в неподвижном положении ниже места, где происходит сварка. Это позволяет индексатору собирать любые излишки материала, возникающие в процессе сварки. Таким образом, любой расплавленный металл в процессе сварки попадает в индексатор и не может прикрепиться к шару или седлам крана, уплотнениям и т.д. Индексатор и его способность собирать расплавы в процессе сварки более подробно описаны ниже.
Это обеспечивает простой и эффективный контроль фиксированного положения шара и обеспечивает эффективную защиту шара от попадания на него излишков расплава со свариваемой поверхности.
Предпочтительно камера, расположенная на манипуляторе сварочного инструмента, контролирует сварной шов на внутренней стороне центральной части корпуса крана. Это дает возможность видеоконтроля и возможность обеспечить проверку качества сварного шва в процессе его изготовления.
Цели настоящего изобретения также удовлетворяются шаровым краном для регулирования текучей среды, при этом шаровой кран содержит корпус крана с центральной частью и двумя соединительными концами, причем соединительные концы отходят от центральной части, при этом внутри центральной части расположен шар, например, шар по меньшей мере с одним сквозным отверстием, причем шар расположен относительно одного или нескольких седел крана в центральной части корпуса крана, при этом корпус крана собран посредством единственного сварного шва, предусмотренного по центру в центральной части корпуса крана.
Поскольку кран изготавливают способом, описанным выше, и с использованием сварочного инструмента, как указано ниже, кран как таковой также обладает вышеупомянутыми преимуществами и эффектами, как описано в отношении способа и сварочного инструмента.
Шаровой кран представляет собой, в частности, шаровой кран с плавающей пробкой или шаровой кран со встроенной цапфой.
Шар предпочтительно содержит отверстие для индексатора. Отверстие для индексатора может взаимодействовать с индексатором сварочного инструмента, как описано выше в отношении способа. Кроме того, ниже приводится более подробное описание сварочного инструмента и его индексатора.
Отверстие для индексатора может отсутствовать, если средства удерживания шара содержат разжимную оправку, как указано ниже. Тогда отверстие для шпинделя может действовать подобно отверстию для индексатора и следовать положению сварочной горелки/лазера. Кроме того, отверстие для шпинделя в шаре можно использовать для отсасывания любых излишков расплавленного материала, как обсуждалось выше и/или ниже. Отверстие для шпинделя также может быть использовано для подачи или отвода защитного газа/защищающего обратную сторону шва газа во внутреннее пространство центральной части.
Отверстие для индексатора в шаре приспособлено по размеру, форме и/или положению для зацепления с индексатором вспомогательного сварочного инструмента.
Целям настоящего изобретения также отвечает сварочный инструмент для удерживания и манипулирования частями корпуса и шаром шарового крана во время сварки, при этом указанный сварочный инструмент содержит:
- сварочный лазер или сварочную горелку, выполненные по меньшей мере с возможностью размещения относительно частей корпуса и с возможностью сварки частей корпуса друг с другом,
- удерживающее средство, выполненное с возможностью удерживания шара в положении внутри центральной части корпуса шарового крана, и
- средство вращения, выполненное с возможностью выполнения относительного вращения вокруг оси осевого вращения между положением частей корпуса крана и положениями шара и сварочного лазера или сварочной горелки.
Удерживающее средство предпочтительно содержит манипулятор с радиальным отверстием, в котором расположен индексатор, и при этом индексатор выполнен с возможностью скользящего перемещения для скользящего перемещения в радиальном направлении из радиального отверстия и/или в него с помощью привода индексатора, расположенного в манипуляторе, как уже упомянуто выше и как раскрыто далее ниже.
В качестве альтернативы удерживающее средство сварочного инструмента содержит разжимную оправку, выполненную с возможностью вставки в сквозное отверстие шара, при этом оправка дополнительно выполнена с возможностью разжимания при вставке в сквозное отверстие, чтобы шар прочно удерживался на оправке.
Это позволяет удерживать шар неподвижно, в то время как части корпуса могут вращаться во время процесса сварки, или наоборот. Кроме того, автоматизированное манипулирование частями корпуса крана во время сварки дополнительно позволяет автоматизировать процедуру сварки простым, недорогим и эффективным способом. Автоматизация процедуры сварки может, например, включать использование роботов для выполнения прикрепления частей крана в сварочном инструменте и/или для выполнения этапа сварки.
Ось вращения частей корпуса крана и продольная ось/осевое направление манипулятора в принципе совпадают. Центральная ось шара может дополнительно совпадать с указанной выше осью вращения.
Манипулятор сварочного инструмента содержит радиальное отверстие, в котором установлен индексатор. Форма отверстия соответствует форме индексатора и может быть, например, круглой, овальной или многоугольной, например, треугольной, квадратной, прямоугольной или иметь несколько сторон. Форма отверстия и индексатор не важны, поскольку индексатор в некоторых вариантах осуществления (рассматриваемых далее ниже) не может вращаться внутри отверстия.
Индексатор выполнен с возможностью радиального скользящего перемещения из радиального отверстия и/или в него с помощью привода индексатора, расположенного в манипуляторе. Таким образом, привод индексатора выталкивает индексатор в радиальном направлении из радиального отверстия. Таким образом, индексатор входит в зацепление с отверстием для индексатора в шаре и обеспечивает удерживание шара в неподвижном положении на манипуляторе, как уже описано выше. Индексатор также может быть расположен под углом по отношению к радиальному положению, например, если сварной шов расположен в несимметричном положении на центральной части корпуса крана. Это может иметь значение, например, когда форма центральной части корпуса крана цилиндрическая (или не сферическая).
Индексатор удерживают в неподвижном положении ниже сварной точки, где происходит сварка. Таким образом, индексатор может собирать любой расплавленный материал на этапе сварки в отверстии, проходящем радиально внутрь в корпусе индексатора (т.е. радиально внутрь по отношению к оси вращения). Таким образом, индексатор также удерживает шар в неподвижном положении без вращения во время процедуры сварки, если части корпуса крана вращаются. Даже если индексатор и шар вращаются, а части корпуса крана зафиксированы в положении без вращения, индексатор все равно удерживают в неподвижном положении ниже сварной точки. Таким образом, сварочный лазер/горелка и индексатор выровнены в радиальном направлении для обеспечения постоянного сбора расплавленного материала. Отверстие в корпусе индексатора предпочтительно имеет цилиндрическую или коническую форму и, таким образом, образует воронкообразный элемент для сбора избыточного расплавленного вещества.
Привод индексатора содержит стержне образный элемент, который выполнен с возможностью перемещения в осевом направлении манипулятора. Внешний конец привода индексатора содержит клиновидную поверхность, контактирующую с соответствующей поверхностью скольжения на индексаторе. Таким образом, при выдвижении из манипулятора привод индексатора толкает индексатор в радиальном направлении наружу, когда индексатор совершает скользящее перемещение вверх по клиновидной поверхности. При втягивании привода индексатора индексатор совершает скользящее перемещение вниз по клиновидной поверхности на приводе индексатора и втягивается в манипулятор. Форма привода индексатора не важна, если привод индексатора способен вытолкнуть индексатор из отверстия для индексатора. В качестве альтернативы можно использовать пневматический, электрический или гидравлический привод индексатора, например, поршень или цилиндр.
Сварочный инструмент дополнительно содержит средства вращения для вращения частей корпуса крана вокруг оси осевого вращения и вокруг манипулятора сварочного инструмента. Это позволяет вращать части корпуса во время процедуры сварки, в то время как шар удерживают в неподвижном положении без вращения на манипуляторе.
Средство вращения для вращения частей корпуса крана вокруг оси осевого вращения предпочтительно содержит револьверную головку и подшипник. Подшипник выполнен с возможностью окружения манипулятора и поддержания опорной втулки для удерживания соединительного конца первой части корпуса крана. Револьверная головка предназначена для зацепления с противоположным соединительным концом второго корпуса крана. Возможен и обратный порядок, т.е. револьверная головка располагается вокруг манипулятора, а подшипник с опорной втулкой располагается на противоположном конце корпуса крана при установке в сварочном инструменте.
Револьверная головка обеспечивает вращение частей корпуса крана во время сварки за счет вращения первой части корпуса, а подшипник поддерживает совместное вращение второй части корпуса, поскольку две части корпуса зажаты между подшипником с опорной втулкой и револьверной головкой.
Сварочный лазер или сварочную горелку удерживают в неподвижном положении, а корпус крана вращают во время сварки сварного шва, окружающего центральную часть корпуса крана.
Возможна и обратная ситуация, так как сварочный лазер или сварочная горелка могут вращаться вокруг неподвижного корпуса крана во время процедуры сварки, удерживая индексатор все время под зоной сварки. В этой ситуации шар также вращается вместе со сварочной горелкой или сварочным лазером. В этой ситуации защитный газ предпочтительно также циркулирует внутри корпуса крана за счет отвода защитного газа через отверстия в индексаторе и манипуляторе, например, путем всасывания, как также описано ниже. Это позволяет индексатору собирать любые расплавленные излишки материала, когда расплавленный материал всасывается в отверстие индексатора. Таким образом, индексатор также может собирать расплавленный материал на этапе сварки, даже если отверстие индексатора наклонено вниз (во время его вращения).
Когда сварка закончена, корпус крана будет выровнен с шаром так, чтобы совместить отверстие в корпусе крана для прикрепления муфты шпинделя и шпинделя с монтажным отверстием шпинделя в шаре для прикрепления шпинделя.
Затем в отверстии в корпусе крана может быть размещена муфта шпинделя с расположенным в ней шпинделем. После прикрепления шпинделя и муфты шпинделя муфта шпинделя может быть приварена к корпусу лазерной сваркой. Это можно сделать, удерживая горелку для лазерной сварки в неподвижном положении и вращая инструмент для лазерной сварки вокруг оси муфты шпинделя, чтобы обеспечить лазерный сварной шов на переходе между корпусом крана и муфтой шпинделя.
Когда индексатор деактивирован (т.е. втянут в радиальное отверстие в манипуляторе сварочного инструмента), видно, что шар будет вращаться вместе с корпусом, поскольку седла крана удерживают шар в положении относительно корпуса крана.
Как уже упоминалось выше, сварочный инструмент содержит один или несколько газовых каналов для введения и/или отведения защитного газа во внутреннее пространство корпуса крана.
Защитный газ может подаваться во внутреннее пространство центральной части корпуса крана несколькими возможными способами, например, через одно или несколько отверстий/трубных соединений посредством манипулятора и/или через отверстие соединительного конца.
В предпочтительном варианте защитный газ подается через индексатор, поскольку это обеспечивает подачу защитного газа очень близко к зоне сварки. В качестве альтернативы защитный газ можно отводить через отверстия в индексаторе и манипуляторе, например, посредством всасывания. Это возможно, если индексатор дополнительно содержит соединительное отверстие для соединения по меньшей мере одного газового канала в манипуляторе с радиальным отверстием индексатора, по меньшей мере когда индексатор находится в выдвинутом положении.
Сварочный инструмент может быть снабжен камерой, установленной на манипуляторе. Камера предпочтительно направлена в направлении, противоположном индексатору. Камера, например, направлена радиально наружу и направлена к отверстию в шаре для шпинделя крана (который должен быть закреплен после сварки частей корпуса крана). Таким образом, камера может быть подключена к компьютеру с соответствующим программным обеспечением и может контролировать сварной шов на внутренней стороне корпуса крана во время процедуры сварки. Это повышает качество кранов, так как процедура сварки может быть адаптирована в случае обнаружения дефектов или отклонений сварного шва при проверке камерой. Результатом станет меньшее количество «некондиционных» кранов и, таким образом, дальнейшее снижение общих производственных затрат.
Как описано ранее, средства вращения сварочного инструмента предпочтительно выполнены с возможностью вращения первой и второй частей корпуса относительно положений шара и сварочного лазера или сварочной горелки и/или вращения шара и сварочного лазера или сварочной горелки относительно положения первой и второй частей корпуса.
По сравнению с документом CN 107243704 А шар и манипулятор непрерывно вращаются вокруг продольной оси вращения, в то время как части корпуса крана удерживаются в положении без вращения или наоборот во время сварки. Кроме того, части корпуса крана сваривают друг с другом в непрерывном процессе, тогда как процесс сварки в документе CN 107243704 А выполняется в два этапа. Это обеспечивает более быстрый и простой процесс сборки, который преимущественно может выполняться с помощью роботизированных устройств.
Сварочный лазер/горелка могут быть выровнены относительно свариваемых концов частей корпуса крана с внешней стороны корпуса крана. Сварочный лазер/горелка может быть подключен к внешнему источнику питания/энергии, чтобы он проецировал сварочный луч, например лазерный луч, непосредственно на область сварной точки для формирования сварного шва. В качестве альтернативы или дополнительно сварочный лазер/горелка могут быть выровнены относительно соединительного конца одной из частей корпуса крана. В этом случае внутри корпуса крана, в частности во внутреннем пространстве центральной части, могут быть расположены одно или несколько зеркал для отражения сварочного луча. Зеркало (зеркала) может быть выровнено со свариваемыми концами частей корпуса крана и, кроме того, со сварочным лазером/горелкой, чтобы сварочный луч отражался на область сварной точки.
Индексатор может удерживаться в неподвижном положении на внешней стороне корпуса крана ниже места, где происходит сварка. В качестве альтернативы или дополнительно индексатор может удерживаться в неподвижном положении во внутреннем пространстве корпуса крана ниже сварной точки. Это позволяет индексатору собирать любые излишки материала, образовавшиеся в результате процедуры сварки, чтобы он не мог прикрепиться к шару или седлам крана, уплотнениям и т.д.
Если сварку выполняют изнутри, шар может удерживаться в неподвижном положении без вращения во внутреннем пространстве корпуса крана. Манипулятор может входить в соединение одной из частей корпуса крана, предпочтительно на противоположном соединительном конце сварочного лазера/горелки. Манипулятор может иметь свободный конец такой формы, чтобы при вставке в соединительный конец он был обращен к отверстию индексатора шара, при этом свободный конец манипулятора может быть заподлицо с наружной поверхностью шара или слегка выступать в пространство между шаром и центральной частью корпуса крана.
Хотя настоящее изобретение в основном описано ниже применительно к шаровым кранам, ясно, что настоящее изобретение также может быть применимо к другим типам кранов, в которых шар расположен внутри корпуса крана, в частности, в секции корпуса крана с увеличенным размером поперечного сечения по отношению к соединительным концам.
Описание графических материалов
Далее изобретение поясняется со ссылкой на графические материалы, на которых:
на фиг. 1 показан вид в поперечном разрезе крана известного уровня техники, собранного с помощью двух сварных швов,
на фиг. 2 показан кран с корпусом крана согласно настоящему изобретению,
на фиг. 3 показан кран, изображенный на фиг.1, в поперечном разрезе,
на фиг. 4 показан шар шарового крана согласно настоящему изобретению,
на фиг. 5 показана предварительно сформованная и предварительно собранная часть корпуса крана для изготовления крана согласно настоящему изобретению,
на фиг. 6а-с показаны этапы процесса сварки частей корпуса крана, показанных на фиг. 5, и
на фиг. 7 показан альтернативный вариант осуществления сборки частей корпуса крана согласно настоящему изобретению.
При пояснении фигур идентичные или соответствующие элементы будут снабжены одинаковыми обозначениями на разных фигурах. Поэтому не будет даваться пояснение всех частей в связи с каждой отдельной фигурой. Подробное описание изобретения
На фиг. 1 показан вид в разрезе традиционного шарового крана. На представленной фиг. 1 шаровой кран представляет собой шаровой кран с плавающей пробкой. Кран имеет корпус 2 крана с соединительными концами 4, прикрепленными к центральной части 3, при этом соединительные концы 4 обращены в противоположных продольных направлениях корпуса 2 крана. Традиционные корпусы кранов сваривают между собой сварным швом в переходной зоне 2 с между центральной частью 3 и каждым из соединительных концов 4а, 4b соответственно.
На фиг. 2 показан кран 1 согласно настоящему изобретению. Кран также имеет корпус 2 крана с соединительными концами 4, прикрепленными к центральной части 3.
Кран на фиг. 2 изготовлен с одним сварным швом 9, опоясывающим центральную часть 3. На фиг. 2 шпиндель крана расположен в муфте 8 шпинделя. Таким образом, корпус крана, показанный на фиг. 1, состоит из двух предварительно сформованных частей 2а, 2b корпуса, как показано на фиг. 5. Половинные части 2а, 2b корпуса предварительно сформованы, как описано выше. Каждая часть корпуса имеет седло 7 крана, установленное перед сборкой корпуса крана путем сварки половинных частей 2а, 2b корпуса на свариваемом конце 3 с (см. также фиг. 5).
На фиг. 3 показано поперечное сечение крана, изображенного на фиг. 2 (шпиндель крана и муфта 8 шпинделя, изображенные на фиг. 2, не показаны). Шар 5, показанный на фиг. 3, представляет собой шар 5 по меньшей мере со сквозным проходом 6, который обеспечивает протекание текучей среды через тело 5 с шара. Шар также показан на фиг. 4. Тело 5с шара содержит сквозное отверстие 6 и отверстие 5а для крепления шпинделя. Отверстие 5b для индексатора также расположено в шаре 5. Функция отверстия 5b для индексатора дополнительно описана ниже. На фиг. 4 отверстие 5b для индексатора показано овальным, хотя возможны и другие формы, как обсуждалось выше, при условии, что отверстие 5b для индексатора позволяет индексатору 12 проходить в отверстие 5b для индексатора и прочно фиксировать тело 5с шара в положении без вращения, как также обсуждается далее ниже.
Как показано на фиг. 3, тело 5с шара располагают внутри центральной части 3 корпуса 2 крана и удерживают в положении между седлами 7 крана. Сварной шов 9 располагают по центру центральной части 3 корпуса крана.
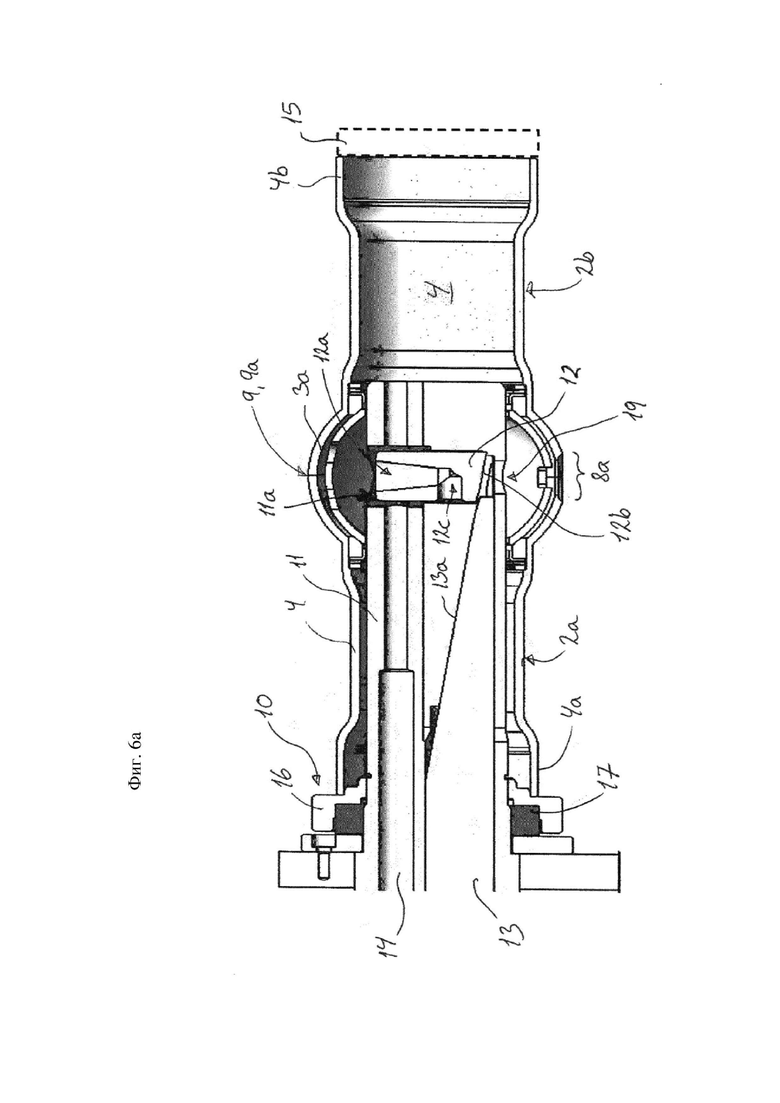
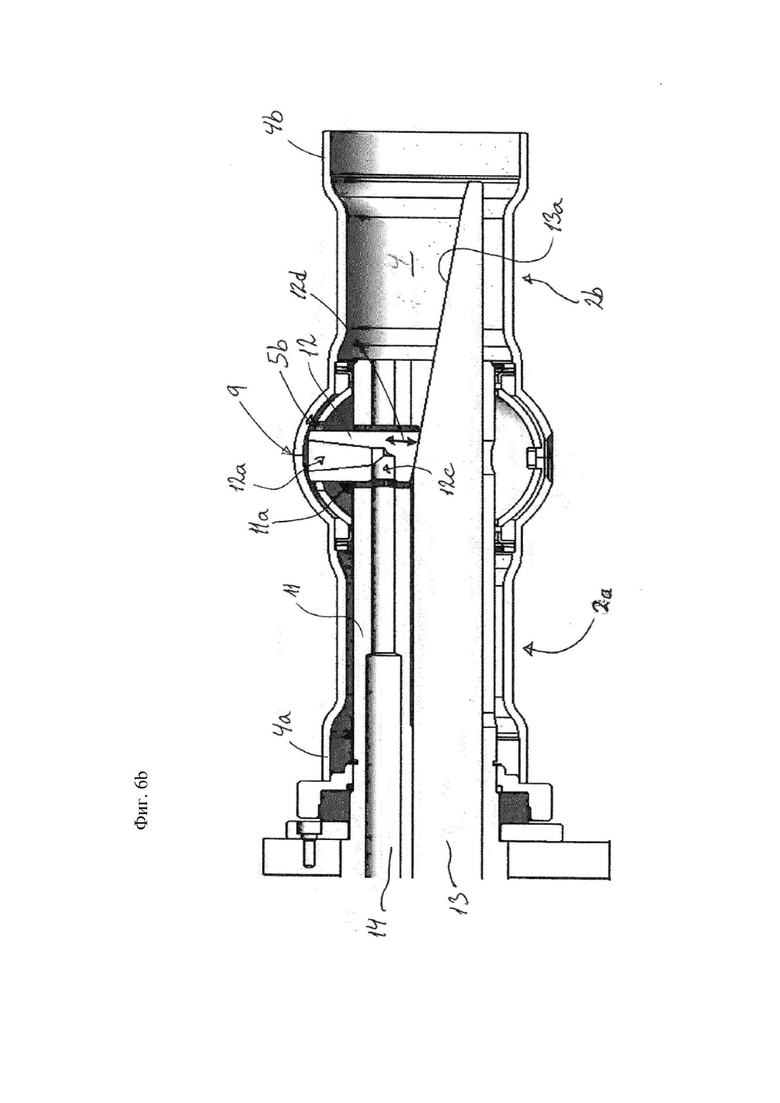
Далее описывается сварочный инструмент и способ изготовления крана со ссылкой на фиг. 6а-6с.
Сварочный инструмент 10 выполнен с возможностью удерживания и манипулирования частями 2а, 2b корпуса крана и шаром 5 во время сварки. Сварочный инструмент содержит манипулятор или вал 11 с радиальным отверстием 11а, в котором расположен индексатор 12. Индексатор 12 расположен с возможностью скользящего перемещения внутри манипулятора 11 и выполнен с возможностью радиального скользящего перемещения из радиального отверстия 11а и/или в него посредством привода 13 индексатора, расположенного в манипуляторе 11, как показано стрелкой 12d на фиг. 6b.
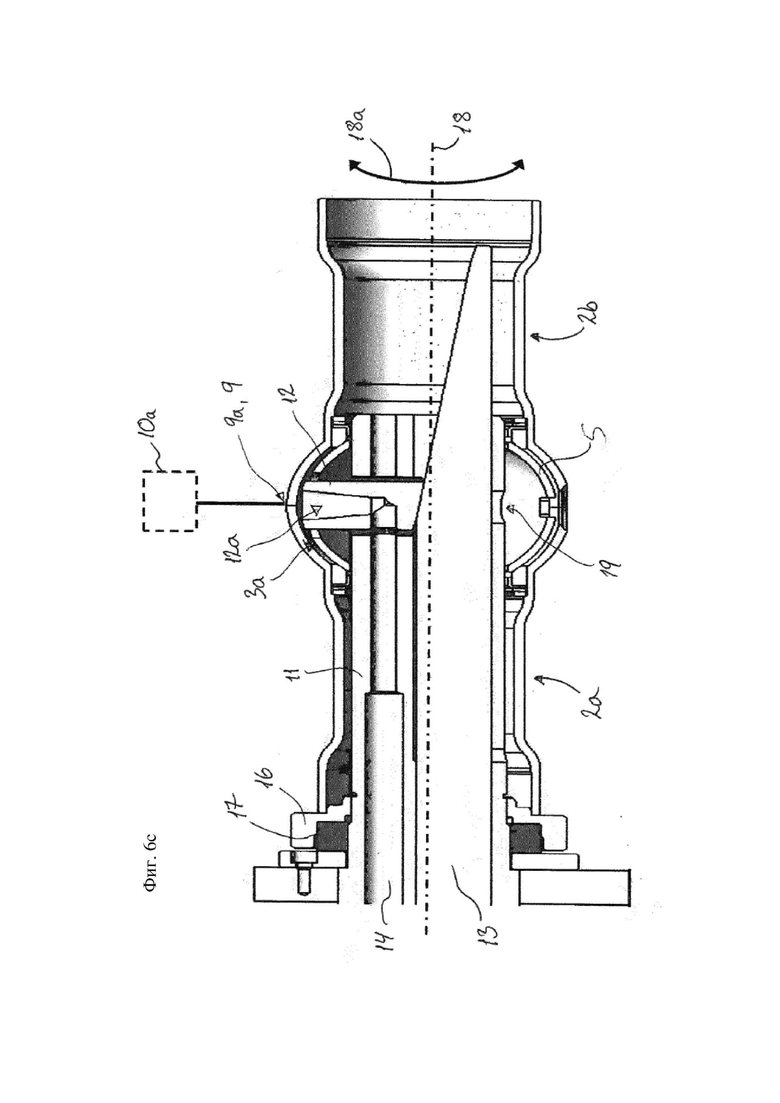
Сварочный инструмент дополнительно содержит средства 15, 17 вращения для вращения частей корпуса вокруг оси вращения 18, совпадающей с осевой осью манипулятора 11, см. стрелку 18а на фиг. 6с.
Таким образом, шар 5 может удерживаться неподвижно, в то время как части 2а, 2b корпуса могут вращаться во время процедуры сварки. Это дополнительно позволяет обеспечить равномерность сварного шва и его высокое качество. Кроме того, автоматизированное манипулирование частями корпуса крана во время сварки дополнительно позволяет автоматизировать процедуру сварки простым, недорогим и эффективным способом. Автоматизация процедуры сварки может, например, включать использование роботов для выполнения прикрепления частей крана в сварочном инструменте и/или для выполнения этапа сварки.
Ось вращения частей корпуса крана и продольная ось/осевое направление манипулятора 11 в принципе совпадают и показаны на фиг.6а и 6 с как линия 18.
В качестве альтернативы средства 15, 17 вращения могут быть расположены так, что манипулятор 11 и, таким образом, шар 5 вращаются вокруг оси 18 вращения вместо частей 21, 2b корпуса. Таким образом, части 2а, 2b корпуса могут удерживаться неподвижно, в то время как шар 5 может вращаться во время процедуры сварки. Это также позволяет обеспечить равномерность сварного шва и его высокое качество.
Индексатор 12 выполнен с возможностью радиального скользящего перемещения из радиального отверстия Па и/или в него с помощью привода 13 индексатора, расположенного в манипуляторе 11. Как обсуждалось выше, форма привода индексатора не важна и может, например, альтернативно включать пневматический, электрически или гидравлический привод индексатора, например, может использоваться поршень или цилиндр. Таким образом, привод индексатора, показанный на фиг. 6а-с является просто примером возможной конструкции привода индексатора.
На фиг. 6а-6с привод индексатора выполнен с возможностью перемещения в осевом направлении 18, как показано стрелкой 13b на фиг. 6b. Таким образом, клиновидная поверхность 13а на приводе 13 индексатора выталкивает индексатор в радиальном направлении из радиального отверстия Па в манипуляторе 11 посредством его контакта с соответствующей поверхностью 12b скольжения на внутреннем конце индексатора 12. Таким образом, при выдвижении из манипулятора 11 привод 13 индексатора толкает индексатор 12 в радиальном направлении наружу (см. стрелку 12d на фиг. 6b), когда индексатор 12 совершает скользящее перемещение вверх по клиновидной поверхности 13а на индексаторе 13. При втягивании привода 13 индексатора индексатор 12 совершает скользящее перемещение обратно вниз по клиновидной поверхности 13 на приводе 13 индексатора и втягивается в радиальное отверстие Па в манипуляторе 11.
Индексатор 12 удерживают в неподвижном положении ниже точки 9а, где происходит сварка. Таким образом, индексатор 12 способен собирать любой расплавленный материал на этапе сварки в отверстии 12а, проходящем радиально внутрь в корпусе индексатора 12 (т.е. радиально внутрь относительно оси вращения). Таким образом, индексатор 12 также удерживает шар 5 в неподвижном положении без вращения во время процедуры сварки. Отверстие 12а в корпусе индексатора предпочтительно имеет цилиндрическую или коническую форму, как показано на фиг. 6а-6с, и, таким образом, образует воронкообразный элемент для сбора избыточного расплавленного вещества. Следует отметить, что индексатор 12 можно вынуть из радиального отверстия 11а и заменить новым индексатором (или очищенным индексатором), например, если отверстие 12а индексатора заблокировано расплавленным веществом. Следует отметить, что воронкообразная/коническая форма отверстия 12а предпочтительнее, поскольку отверстие 12а легче очищается от любого расплавленного металла, попавшего в него.
Сварочный инструмент 10 дополнительно содержит средства 15, 17 вращения для вращения частей 2а, 2b корпуса крана вокруг оси 18 осевого вращения и вокруг манипулятора сварочного инструмента. Это позволяет вращать части 2а, 2b корпуса во время процедуры сварки, в то время как шар 5 удерживается в неподвижном положении без вращения на манипуляторе.
Средство вращения для вращения частей корпуса крана вокруг оси осевого вращения предпочтительно содержит револьверную головку 15 и подшипник 17, показанные на фиг. 6а-6с, причем подшипник 17 расположен так, чтобы окружать манипулятор 11 и поддерживать опорную втулку 16 для удерживания соединительного конца 4а первой части 2а корпуса крана. Револьверная головка 15 предназначена для зацепления с противоположным соединительным концом 4b второй части 2b корпуса крана. Возможен и обратный порядок, т.е. револьверная головка 15 располагается вокруг манипулятора 11, а подшипник 17 с опорной втулкой 16 располагается на противоположном конце корпуса 1 крана при расположении в сварочном инструменте 10.
Револьверная головка 15 обеспечивает вращение частей 2а, 2b корпуса крана в направлении 18а вращения во время сварки за счет вращения первой части 2а корпуса, а подшипник 16 поддерживает совместное вращение второй части 2b корпуса, поскольку две части корпуса зажаты между подшипником 17 с опорной втулкой 16 и револьверной головкой.
Сварочный лазер или сварочную горелку 10а удерживают в неподвижном положении, при этом корпус 2 крана вращают во время сварки сварного шва 9, окружающего центральную часть 3 корпуса 2 крана. Возможно и обратное, так как сварочный лазер или сварочная горелка могут вращаться вокруг неподвижного корпуса 2 крана в процессе сварки, удерживая индексатор 12 под областью сварной точки 9а (соответствующей сварочному шву 9) все время. В этой ситуации защитный газ предпочтительно циркулирует внутри корпуса 2b крана путем отвода защитного газа через отверстия 12а, 12с в индексаторе 12 и по меньшей мере одно отверстие в манипуляторе, например, посредством всасывания, как также показано ниже. Это позволяет индексатору 12 собирать любые расплавленные излишки материала, когда расплавленный материал всасывается в отверстие 12а индексатора. Таким образом, индексатор также может собирать расплавленный материал во время сварки, даже несмотря на то, что отверстие 12а индексатора наклонено вниз (во время его вращения).
По окончании сварки корпус 2 крана будет выровнен с шаром 5 так, чтобы совместить отверстие 8а в корпусе крана для прикрепления муфты шпинделя и шпинделя 8 в отверстии 5а для крепления шпинделя в шаре 5.
В этом случае муфта шпинделя с расположенным в ней шпинделем может быть расположена в отверстии 8а в корпусе крана. После прикрепления муфты шпинделя и шпинделя 8 шпиндель может быть приварен к корпусу лазерной сваркой. Это можно сделать, удерживая горелку для лазерной сварки в неподвижном положении и вращая инструмент для лазерной сварки вокруг оси муфты шпинделя, чтобы обеспечить лазерный сварной шов на переходе между корпусом крана и муфтой шпинделя.
Когда индексатор 12 деактивирован (т.е. втянут в радиальное отверстие 11а в манипуляторе сварочного инструмента, см. фиг. 6а), видно, что шар 5 сможет вращаться вместе с корпусом 2 крана, так как седла 7 крана удерживают шар 5 в положении относительно корпуса 2 крана.
Защитный газ может подаваться во внутреннее пространство 3b центральной части 3 корпуса крана несколькими возможными способами, например, через одно или несколько отверстий/трубных соединений 14 через манипулятор и/или через отверстие соединительного конца. Таким образом, защитный газ также служит газом, защищающим обратную сторону шва, на этапе сварки.
В предпочтительном варианте защитный газ подают через индексатор 12, поскольку это обеспечивает подачу защитного газа очень близко к зоне 9 сварки. В качестве альтернативы защитный газ можно отводить через отверстия в индексаторе 12а, 12b и манипуляторе 14. Это возможно, если индексатор 12 дополнительно содержит соединительное отверстие 12с для соединения по меньшей мере одного газового канала 14 в манипуляторе с радиальным отверстием 12а индексатора, по меньшей мере когда индексатор находится в выдвинутом положении, как показано на фиг. 6b-6с.
Сварочный инструмент может быть снабжен камерой 19, которая предпочтительно установлена на манипуляторе. Камера 19 предпочтительно направлена в направлении, противоположном индексатору. Камера, например, направлена радиально наружу и направлена к отверстию 5а шпинделя в шаре 5 для крепления шпинделя 8 крана. Таким образом, камера может быть подключена к компьютеру с соответствующим программным обеспечением и может контролировать сварной шов на внутренней стороне корпуса крана во время процедуры сварки. Это повышает качество кранов, так как процедура сварки может быть адаптирована в случае обнаружения дефектов или отклонений сварного шва при проверке камерой. Результатом станет меньшее количество «некондиционных» кранов и, таким образом, дальнейшее снижение общих производственных затрат.
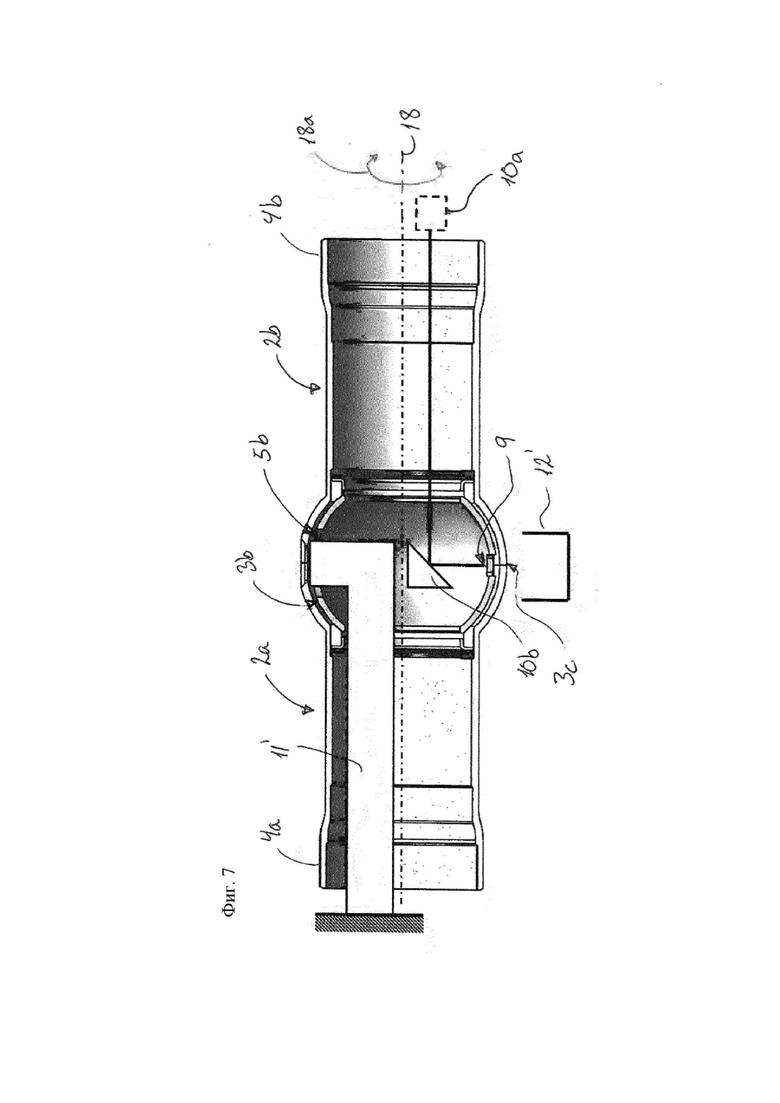
На фиг. 7 показан альтернативный вариант осуществления настоящего изобретения, в котором процесс сварки осуществляется из внутреннего пространства корпуса 2 крана. В данном случае сварочный лазер/горелка 10а расположены относительно соединительного конца 4b вторых частей 2b корпуса. Сварочный лазер/горелка 10а подключены к источнику питания/энергии (не показан), также расположенному снаружи корпуса 2 крана. Во внутреннем пространстве центральной части 3 размещено зеркало 10b. Зеркало 10b выровнено со свариваемыми концами 3с первой и второй частей 2а, 2b корпуса и, кроме того, со сварочным лазером/горелкой 10а. Сварочный луч, например лазерный луч, проецируется из сварочного лазера/горелки и отражается зеркалом 10b, образуя сварной шов 9.
Индексатор 12' удерживают в неподвижном положении на внешней стороне корпуса 2 крана ниже положения 9а, где происходит сварка. В качестве альтернативы или дополнительно индексатор может удерживаться в неподвижном положении во внутреннем пространстве корпуса 2 крана ниже сварной точки 9. Это позволяет индексатору собирать любые излишки материала, образовавшиеся в результате процедуры сварки, чтобы он не мог прикрепиться к шару или седлам крана, уплотнениям и т.д.
Шар 5 удерживают в неподвижном положении без вращения во внутреннем пространстве корпуса 2 крана. Это достигается за счет манипулятора 11', проходящего в соединение 4а первой части 2а корпуса. Манипулятор 11' имеет свободный конец с такой формой, что он обращен к отверстию 5b для индексатора шара 5, когда он вставлен в соединительный конец. Торцевая поверхность свободного конца манипулятора может быть заподлицо с наружной поверхностью шара 5 или немного выступать в пространство между шаром 5 и центральной частью 3 корпуса крана.
В настоящей заявке используется термин «приблизительно», который включает в себя допуски, которые специалисты в данной области техники считают нормальными. Например, используемые в данном документе термины «приблизительно круглый» и «приблизительно» следует понимать так, что специалист в данной области техники визуально воспринимает форму как круглую или по существу круглую, помимо включения допусков, которые специалисты в данной области техники считают нормальными, путем возможного измерения и определения формы заготовки.
Изобретение не ограничивается вышеописанными вариантами осуществления и вариантами осуществления, показанными как графические материалы, так и изобретение, как указано и определено в формуле изобретения, при этом они могут быть дополнены и изменены любым способом, предложенным специалистом в данной области техники.
Перечень ссылочных позиций:
1. кран
2. корпус крана
a. первая (половинная) часть корпуса
b. вторая (половинная) часть корпуса
c. переходная зона между центральной частью и соединительным концом
3. центральная часть
a. (половинная) часть центрального корпуса
b. внутреннее пространство центральной части корпуса крана
с.свариваемый конец
4. соединительные концы
a. первый соединительный конец
b. второй соединительный конец
5. шар
a. отверстие для крепления шпинделя
b. отверстие для индексатора
c. тело шара
6. сквозное отверстие в шаре
7. седло крана
8. шпиндель крана
а. отверстие для шпинделя крана в корпусе крана
9. сварной шов на корпусе крана а. сварная точка
10. сварочный инструмент
a. сварочный лазер/сварочная горелка
b. зеркало
11. манипулятор/вал сварочного инструмента а. радиальное отверстие для индексатора
12. индексатор
a. отверстие (коническое)
b. поверхность скольжения
c. соединительное отверстие
d. стрелка, указывающая радиальное перемещение индексатора внутрь/наружу
13. привод индексатора
a. поверхность скольжения, клиновидная поверхность
b. стрелка, указывающая осевое перемещение привода индексатора вперед/назад
14. канал или отверстие в манипуляторе/валу
15. револьверная головка
16. втулка/держатель для части корпуса крана
17. подшипник
18. ось вращения/продольная ось а. направление вращения
19. положение камеры
| название | год | авторы | номер документа |
|---|---|---|---|
| КРАН ШАРОВОЙ | 2011 |
|
RU2465504C1 |
| ШАРОВОЙ КРАН-КОНДЕНСАТОСБОРЩИК | 2006 |
|
RU2327073C1 |
| Кран шаровый | 2020 |
|
RU2730199C1 |
| Шаровой кран | 2019 |
|
RU2730271C2 |
| Шаровой кран с гидроприводом | 2018 |
|
RU2692851C1 |
| СПОСОБ СБОРКИ ШАРОВОГО КРАНА | 2009 |
|
RU2395024C1 |
| ШАРОВОЙ РЕГУЛИРУЮЩИЙ КРАН | 1994 |
|
RU2088829C1 |
| ШАРОВОЙ КРАН | 2018 |
|
RU2685800C1 |
| ШАРОВОЙ КРАН | 2019 |
|
RU2734989C2 |
| ШАРОВОЙ КРАН | 2013 |
|
RU2521701C1 |
Группа изобретений относится к изготовлению крана (1) для регулирования текучей среды. Кран содержит корпус (2) с центральной частью (3) и соединительными концами (4). Внутри центральной части (3) относительно одного или нескольких седел (7) крана расположен заполный элемент в форме шара (5). При изготовлении корпуса (2) крана размещают с возможностью вращения первую и вторую части (2а, 2b) корпуса, причем концы центральных частей (3а) обращены друг к другу. Размещают шар (5) в неподвижном положении во внутреннем пространстве (3b) центральной части (3). Выполняют сварку первой и второй частей (2а, 2b) корпуса при вращении первой и второй частей (2а, 2b) корпуса и удерживании шара (5) в неподвижном положении внутри центральной части (3). На этапе сварки во внутреннее пространство (3b) центральной части (3) подают защитный газ. В результате получают корпус крана с одним сварным швом, расположенным в центральной части (3) корпуса (2) крана. Также раскрыты кран и сварочный инструмент для удерживания частей крана во время сварки. Изобретения обеспечивают высокую скорость и возможность автоматизации сварочных работ, получение прочных и однородных сварных швов. 3 н. и 15 з.п. ф-лы, 7 ил.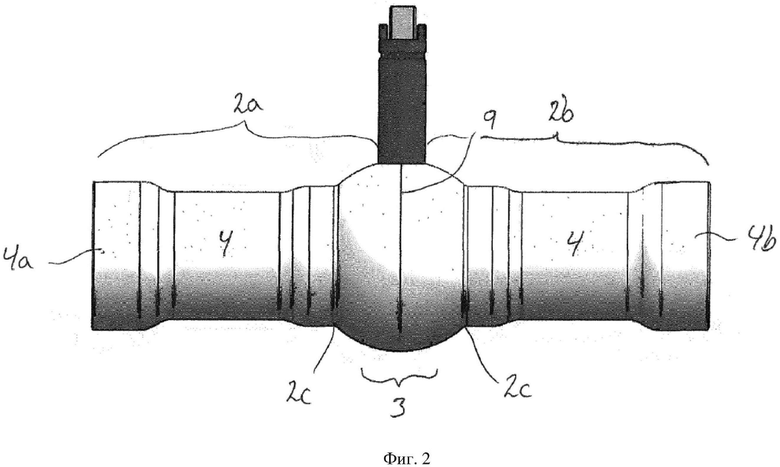
1. Способ изготовления шарового крана для регулирования текучей среды, содержащего корпус (2) крана с центральной частью (3) и с двумя соединительными концами (4), которые отходят от центральной части (3), запорный элемент, расположенный внутри центральной части (3) относительно по меньшей мере одного седла (7), расположенного в центральной части (3) корпуса (2) крана, включающий следующие этапы:
- предоставление по меньшей мере первой части (2а) корпуса и второй части (2b) корпуса, каждая из которых содержит по меньшей мере центральную часть (3а) и соединительный конец (4а, 4b), и
- предоставление запорного элемента в форме шара (5) по меньшей мере с одним сквозным отверстием (6),
- размещение первой и второй частей (2а, 2b) корпуса в положении, при котором концы центральных частей (3а) обращены друг к другу, и размещение шара (5) в положении внутри внутреннего пространства (3b) центральной части (3),
- сварку первой и второй частей (2а, 2b) корпуса друг с другом посредством сварочного инструмента (10) при выполнении относительного вращения в направлении (18а) вокруг оси (18) между положением первой и второй частей (2а, 2b) корпуса и положениями шара (5) и сварочного лазера или сварочной горелки сварочного инструмента (10) для получения в корпусе (2) крана одного сварного шва (9), расположенного в центральной части (3) корпуса (2) крана, указанная ось (18) которого совпадает с центральной осью шара (5).
2. Способ по п. 1, отличающийся тем, что сварной шов (9) получают лазерной сваркой.
3. Способ по п. 1 или 2, отличающийся тем, что сварку осуществляют из внутреннего пространства (3b) или с внешней стороны центральной части (3).
4. Способ по любому из пп. 1-3, отличающийся тем, что относительное вращение выполняют посредством:
- вращения первой и второй частей (2а, 2b) корпуса относительно положений шара (5) и сварочного лазера или сварочной горелки сварочного инструмента (10), и/или
- вращения шара (5) и сварочного лазера или сварочной горелки сварочного инструмента (10) относительно положения первой и второй частей (2а, 2b) корпуса.
5. Способ по любому из пп. 1-4, отличающийся тем, что первая и вторая части (2а, 2b) корпуса идентичны по форме.
6. Способ по любому из пп. 1-5, отличающийся тем, что перед сборкой корпуса (2) крана в первой и/или второй частях (2а, 2b) корпуса располагают седло (7) крана.
7. Способ по любому из пп. 1-6, отличающийся тем, что шар (5) удерживают внутри и относительно центральной части (3) корпуса (2) крана посредством удерживающего средства сварочного инструмента (10), которое содержит:
- разжимную оправку, при этом шар (5) удерживают в неподвижном положении на оправке за счет того, что оправку вставляют в сквозное отверстие (6) шара (5) и затем разжимают, или
- манипулятор (11) с индексатором (12), при этом шар (5) удерживают в неподвижном положении на манипуляторе (11) за счет того, что индексатор (12) входит в зацепление с отверстием (5b) для индексатора в шаре (5).
8. Способ по любому из пп. 1-7, отличающийся тем, что во внутреннее пространство (3b) центральной части (3) корпуса крана вводят защитный газ через соединение (14) посредством манипулятора (11) и/или через отверстие соединительного конца (4).
9. Способ по любому из пп. 5-8, отличающийся тем, что он дополнительно включает проверку сварного шва (9) на внутренней стороне центральной части (3) корпуса крана предпочтительно с помощью камеры (19), расположенной на манипуляторе (11).
10. Шаровой кран для регулирования текучей среды, содержащий корпус (2) крана с центральной частью (3) и с двумя соединительными концами (4), которые отходят от центральной части (3), запорный элемент в форме шара (5) по меньшей мере с одним сквозным отверстием (6), размещенный внутри центральной части (3) относительно по меньшей мере одного седла (7) крана, расположенного в центральной части (3) корпуса (2) крана, причем корпус (2) крана соединен посредством одного сварного шва (9) посередине центральной части (3) корпуса (2) крана, полученного при изготовлении крана способом по любому из пп. 1-9.
11. Шаровой кран по п. 10, отличающийся тем, что он представляет собой шаровой кран с плавающей пробкой или шаровой кран со встроенной цапфой.
12. Шаровой кран по п. 10 или 11, отличающийся тем, что шар (5) дополнительно содержит отверстие (5b) для индексатора, причем указанное отверстие (5b) для индексатора в шаре (5) приспособлено по размеру, форме и/или положению для зацепления с индексатором (12) сварочного инструмента (10).
13. Сварочный инструмент (10) для удерживания и манипулирования в процессе сварки частями (2а, 2b) корпуса и шаром (5) при изготовлении шарового крана для регулирования текучей среды, содержащий:
- сварочный лазер (10а) или сварочную горелку, выполненные по меньшей мере с возможностью размещения относительно частей (2а, 2b) корпуса и с возможностью сварки частей корпуса друг с другом,
- удерживающее средство, выполненное с возможностью удерживания шара (5) в положении внутри центральной части (3) корпуса (2) шарового крана, и
- средство вращения, выполненное с возможностью выполнения относительного вращения вокруг оси (18) между положением частей (2а, 2b) корпуса крана и положениями шара (5) и сварочного лазера (10а) или сварочной горелки.
14. Сварочный инструмент по п. 13, отличающийся тем, что удерживающее средство содержит:
- разжимную оправку, выполненную с возможностью вставки в сквозное отверстие (6) шара (5) и с возможностью разжимания при вставке в сквозное отверстие (6), для удержания шара (5) в неподвижном положении на оправке, или
- манипулятор (11) с радиальным отверстием (11а), в котором расположен индексатор (12), и при этом индексатор (12) выполнен с возможностью радиального скользящего перемещения из радиального отверстия (11а) и/или в него посредством привода (13) индексатора, расположенного в манипуляторе (11).
15. Сварочный инструмент по п. 14, отличающийся тем, что манипулятор (11) имеет по меньшей мере один газовый канал (14) для введения и/или отведения защитного газа во внутреннее пространство (3b) корпуса (2) крана.
16. Сварочный инструмент по любому из пп. 14 или 15, отличающийся тем, что индексатор (12) дополнительно содержит соединительное отверстие (12 с) для соединения по меньшей мере одного газового канала (14) с радиальным отверстием (12а) индексатора, по меньшей мере когда индексатор (12) находится в выдвинутом положении.
17. Сварочный инструмент по любому из пп. 14-16, отличающийся тем, что средство вращения содержит револьверную головку (15) и подшипник (17), при этом подшипник (17) расположен на одном конце корпуса (2) крана и окружает манипулятор (11), а револьверная головка (15) предназначена для зацепления с противоположным концом корпуса (2) крана и обеспечения вращения частей (2а, 2b) корпуса крана.
18. Сварочный инструмент по любому из пп. 14-17, отличающийся тем, что средство вращения выполнено с возможностью:
- вращения первой и второй частей (2а, 2b) корпуса относительно положений шара (5) и сварочного лазера (10а) или сварочной горелки, и/или
- вращения шара (5) и сварочного лазера (10а) или сварочной горелки относительно положения первой и второй частей (2а, 2b) корпуса.
| CN 107243704 A, 13.10.2017 | |||
| JPH 07174253 A, 11.07.1995 | |||
| НЕРАЗБОРНЫЙ ШАРОВОЙ КРАН И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2007 |
|
RU2332603C1 |
| СПОСОБ СБОРКИ ШАРОВОГО КРАНА | 2009 |
|
RU2395024C1 |
| ШАРОВОЙ КРАН С ПОЛНЫМ ОТКРЫТИЕМ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1995 |
|
RU2153616C2 |

