Предлагаемое изобретение относится к области строительных материалов и изделий, а именно к облицовочным архитектурно-декоративным панелям, и предназначено как для архитектурно-декоративных целей, так и для защиты внешних поверхностей зданий и сооружений.
В настоящее время существует значительное количество различных облицовочных многослойных панелей, которые обладают высокими показателями по пожаробезопасности, и предназначены для облицовки поверхностей больших форматов, а также криволинейных поверхностей, например, круглых колонн, а также поверхностей синусоидальной и другой криволинейной формы.
Известна многослойная строительная панель и способ ее производства по патенту РФ №2489157, МПК Е04С 2/26, которая содержит утеплитель, армирующий элемент из стального гофрированного перфорированного по типу термопрофиля листа, при этом гофры расположены вдоль, или поперек, или под углом к длине панели, а внешний слой окончательной отделки соединен с утеплителем при помощи клеевого соединения.
Способ изготовления данной панели предполагает подготовку возвращенного в цикл или естественного сырья в виде волокон целлюлозы и, или агломерированных растительных отходов, подготовку и гомогенизацию массы, а также предварительное формование гомогенизированной массы, которое проводят в два этапа, при этом на первом этапе на предварительно отформованную гомогенизированную массу укладывают армирующий элемент из стального перфорированного по типу термопрофиля листа, на котором затем проводят второй этап предварительного формования гомогенизированной массы.
Недостатком данной строительной панели и способа ее изготовления является низкая ее огнестойкость и пожаробезопасность за счет присутствия в данной панели большого количества клея, а также утеплителя.
Наиболее близкой к предлагаемому изобретению является строительная панель по заявке США №US2005066619, МПК B32B 3/28, содержащая верхний и нижний листы, между которыми размещены два гофрированных элемента, разделенные между собой средним листом, при этом гофрированные элементы прикреплены к листам при помощи клея.
Данная строительная панель является влагостойкой и атмосферостойкой, однако она обладает низкой огнестойкостью и пожаробезопасностью за счет присутствия в данной панели большого количества клея, расположенного между листами и гофрированными элементами, так как для приклеивания гофрированных элементов такой формы к листу необходимо клей наносить на всю плоскость каждого листа, чтобы обеспечить наплыв клея на стенки каждого гофрированного элемента для хорошего скрепления данных гофрированных элементов с листами.
Задачей предложенного изобретения является повышение огнестойкости и пожаробезопасности облицовочной панели за счет оригинальной конструкции гофрированного элемента, позволяющей уменьшить количество клеевого состава для приклеивания гофрированного элемента к листам панели, а также за счет применения оригинального способа нанесения клея на гофрированный элемент.
Техническим результатом предложенного изобретения является повышение огнестойкости и пожаробезопасности облицовочной панели.
Поставленный технический результат достигается за счет того, что в облицовочной панели, содержащей верхний и нижний листы, которые соединены при помощи клеевого состава с гофрированным элементом, гофрированный элемент состоит из определенного набора алюминиевых П-образных профилей, каждый из которых имеет соосные отверстия на боковых стенках, при этом данные П-образные профили расположены друг к другу перевернуто на 180°, и скреплены между собой при помощи вставки, которая проходит через соосные боковые отверстия в каждом П-образном профиле, и закреплена на крайних П-образных профилях гофрированного элемента, а клеевой состав, для скрепления верхнего и нижнего листов с гофрированным элементом, нанесен только на внешнюю поверхность основания каждого П-образного профиля гофрированного элемента.
Предпочтительно, чтобы в облицовочной панели количество П-образных профилей в каждой панели, а также длину, ширину и высоту каждого П-образного профиля определяли в зависимости от длины, ширины и высоты необходимой облицовочной панели.
Целесообразно, чтобы в облицовочной панели толщину стенки П-образного профиля определяли в пределах от 0,5 до 2,5 мм.
Желательно, чтобы в облицовочной панели соосные отверстия на боковых стенках каждого П-образного профиля проделывали диаметром до 5 мм на расстоянии до 50 мм от края каждой боковой стенки П-образного профиля.
Предпочтительно, чтобы в облицовочной панели каждый алюминиевый П-образный профиль изготавливали путем экструзии с последующим защитным покрытием его поверхности.
Желательно, чтобы в облицовочной панели в качестве верхнего и/или нижнего листа использовали стале-керамический лист.
Предпочтительно, чтобы в облицовочной панели в качестве стале-керамического листа использовали стальной лист из низкоуглеродистой стали со стеклоэмалевым покрытием толщиной 0,4 – 5 мм, любых цветов, выполненный с возможностью нанесения на данный лист фотопечати.
Целесообразно, чтобы в облицовочной панели в качестве верхнего и/или нижнего листа использовали алюминиевый лист с покрытием, выбранным из группы, содержащей полиэстер, поливинилидефторид, высококачественный полиэстер, а также содержащий фотопечать, и/или сублимацию.
Желательно, чтобы в облицовочной панели в качестве верхнего и/или нижнего листа использовали алюминиевый анодированный лист, толщина анодного покрытия которого составляет от 5 до 50 мкм, выполненный в любой цветовой гамме с анодным нанесением рисунка или фотографии.
Предпочтительно, чтобы в облицовочной панели в качестве верхнего и/или нижнего листа использовали алюминиевый анодированный лист, толщина которого составляет от 0,5 до 3 мм, который выполнен в любой цветовой гамме, с нанесением фотопечати и/или с перфорацией, и/или тиснением.
Целесообразно, чтобы в облицовочной панели в качестве верхнего и/или нижнего листа использовали лист, выбранный из группы, содержащей лист из низколегированной стали (нержавеющий лист), стальной оцинкованный лист, стальной титановый лист, стальной титан-цинковый лист, медный лист, бронзовый лист, панели из натурального или искусственного камня, керамического гранита, натурального шпона, при этом данные листы могут иметь покрытие, а также перфорацию, и/или тиснение.
Поставленный технический результат достигается также за счет того, что в способе изготовления облицовочной панели, включающим формирование гофрированного элемента с последующим соединением его с верхнем и нижним листами при помощи клеевого состава, формирование гофрированного элемента производят путем соединения определенного набора алюминиевых П-образных профилей, на боковых стенках каждого из которых выполнены соосные отверстия, после чего укладывают П-образные профили перевернуто друг к другу на 180°, и скрепляют между собой при помощи вставки, которая проходит через соосные боковые отверстия в боковых стенках каждого П-образного профиля, а затем закрепляют вставку на крайних П-образных профилях гофрированного элемента, после чего подают данный гофрированный элемент на линию ламинации, где при помощи станка валкового нанесения горячих клей-расплавов подают клеевой состав, для скрепления верхнего листа с гофрированным элементом, при этом клеевой состав наносят только на внешнюю поверхность основания каждого П-образного профиля гофрированного элемента, после чего укладывают листы на верхнюю и нижнюю поверхности гофрированного элемента, получая, таким образом, облицовочную панель, которая поступает в валковый пресс для осуществления равномерного прижатия поверхностей П-образных профилей гофрированного элемента к листам, где данная полученная облицовочная панель выдерживается до трех часов для осуществления полимеризации клеевого состава.
Предпочтительно, чтобы в способе изготовления облицовочной панели каждый алюминиевый П-образный профиль изготавливали путем экструзии с последующим защитным покрытием его поверхности.
Для более полного раскрытия изобретения далее приводится описание конкретных возможных вариантов его исполнения, которые поясняются соответствующими чертежами.
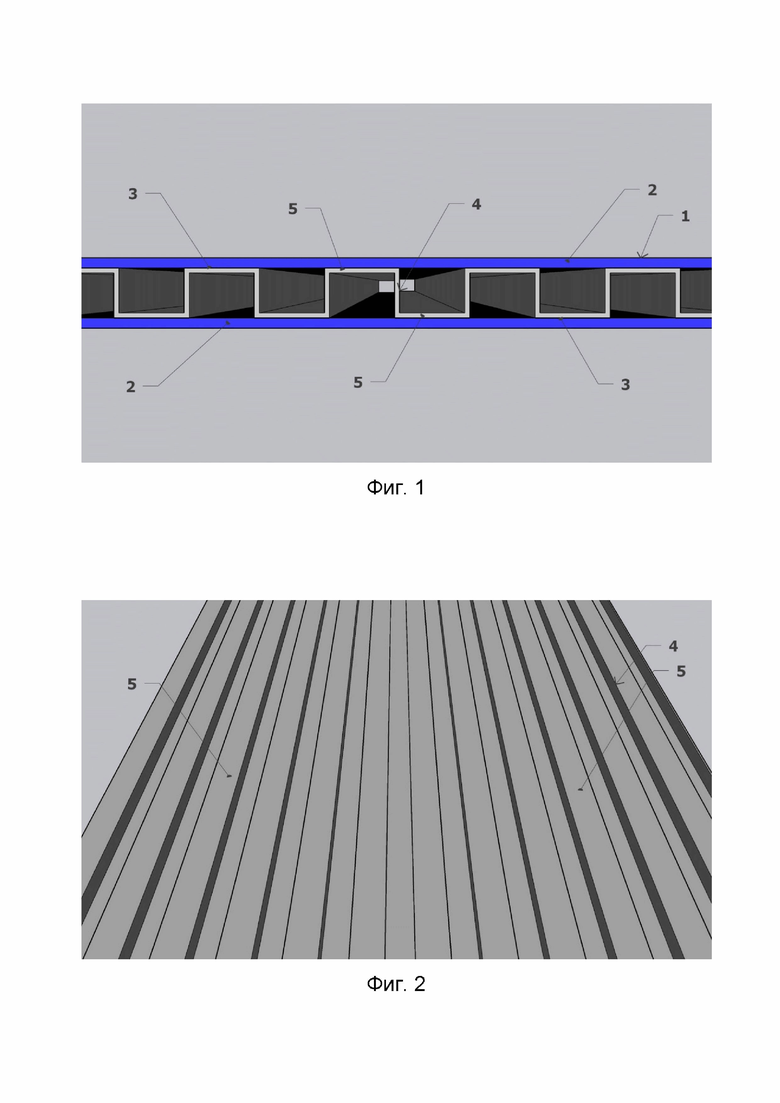
Фиг. 1 – вид спереди облицовочной панели.
Фиг. 2 – общий вид гофрированного элемента.
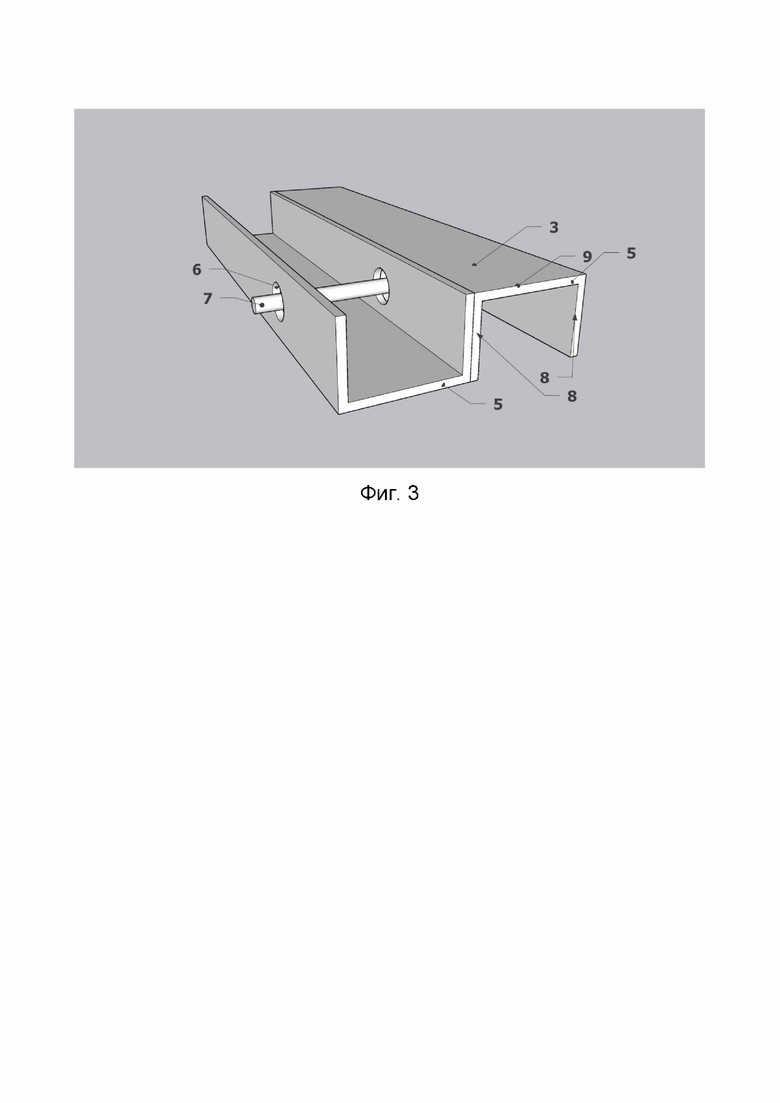
Фиг. 3 – гофрированный элемент с нанесенным на него клеевым покрытием.
Облицовочная панель 1, в предпочтительном варианте ее выполнения, содержит верхний и нижний листы 2, которые соединены при помощи клеевого состава 3 с гофрированным элементом 4 (фиг. 1, 2). Гофрированный элемент 4 состоит из определенного набора алюминиевых П-образных профилей 5, каждый из которых имеет соосные отверстия 6 на боковых стенках 8, при этом данные П-образные профили 5 расположены друг к другу перевернуто на 180°, и скреплены между собой при помощи вставки 7, которая проходит через соосные боковые отверстия 6 в каждом П-образном профиле 5, и закреплена на боковых стенках 8 крайних П-образных профилях 5 гофрированного элемента 4 (фиг. 3). В качестве вставки 7 может быть использована проволока. При этом клеевой состав 3 для скрепления верхнего и нижнего листов 2 с гофрированным элементом 4 нанесен только на внешнюю поверхность основания 9 каждого П-образного профиля 5 гофрированного элемента 4, что позволяет не только сократить потребление клеевого состава 3, но и значительно повысить огнестойкость и пожаробезопасность данных облицовочных панелей 1.
Кроме этого, за счет того, что в данной облицовочной панели 1 возможно устанавливать любое количество П-образных профилей 5 с любыми их размерами по длине, ширине и высоте, появилась возможность создания облицовочных панелей 1 различных размеров.
Также возможно до создания гофрированного элемента 4 определить необходимые размеры толщины стенок 8 и основания 9 каждого П-образного профиля в каждом отдельном случае создания облицовочной панели 1, в зависимости от необходимой прочности, надежности и т. д. гофрированного элемента 4, а также всей конструкции облицовочной панели 1.
Предпочтительно, толщину стенок 8 и основания 9 П-образного профиля 5 определяют в пределах от 0,5 до 2,5 мм.
Соосные отверстия 6 на боковых стенках 8 каждого П-образного профиля 5 проделывают, предпочтительно, диаметром до 5 мм на расстоянии до 50 мм от края каждой боковой стенки 8 П-образного профиля 5, а каждый алюминиевый П-образный профиль 5 изготавливают путем экструзии с последующим защитным покрытием его поверхности.
Облицовочная панель 1 может содержать, как только верхний лист 2, так и нижний лист 2, между которыми расположен гофрированный элемент 4, который соединен с верхним и нижним листами 2 при помощи клеевого состава 3, который нанесен только на внешнюю поверхность основания 9 каждого П-образного профиля 5 гофрированного элемента 4.
При этом, в качестве верхнего и/или нижнего листа 2 могут использовать как стале-керамический лист, так и стальной лист из низкоуглеродистой стали со стеклоэмалевым покрытием толщиной 0,4 – 5 мм, любых цветов, и выполненный с возможностью нанесения на данный лист фотопечати.
Также в качестве верхнего и/или нижнего листа 2 используют алюминиевый лист с покрытием, выбранным из группы, содержащей полиэстер, поливинилидефторид, высококачественный полиэстер, а также содержащий фотопечать, и/или сублимацию.
В качестве верхнего и/или нижнего листа 2 используют алюминиевый анодированный лист, толщина анодного покрытия которого составляет от 5 до 50 мкм, выполненный в любой цветовой гамме с анодным нанесением рисунка или фотографии.
В качестве верхнего и/или нижнего листа 2 могут использовать также алюминиевый анодированный лист, толщина которого составляет от 0,5 до 3 мм, который выполнен в любой цветовой гамме, с нанесением фотопечати и/или с перфорацией, и/или тиснением.
Также в качестве верхнего и/или нижнего листа 2 могут использовать лист, выбранный из группы, содержащей лист из низколегированной стали (нержавеющий лист), стальной оцинкованный лист, стальной титановый лист, стальной титан-цинковый лист, медный лист, бронзовый лист, панели из натурального или искусственного камня, керамического гранита, натурального шпона, при этом данные листы могут иметь также перфорацию, и/или тиснение.
Такое разнообразное использование листов 2 позволяет производить облицовочные панели 1 с очень длительным сроком службы, с повышенной стойкостью к механическому воздействию, с высокими антибактериальными свойствами, благодаря отсутствию пористости, с низкой впитываемостью, а также с высокими декоративными возможностями, которые позволяют использовать листы 2 любых цветов, с нанесением фотопечати и/или с перфорацией, и/или тиснением.
Облицовочная панель 1 изготавливается следующим способом, включающим формирование гофрированного элемента 4 с последующим соединением его с верхним и нижним листами 2 при помощи клеевого состава 3, при этом формирование гофрированного элемента 4 производят путем соединения определенного набора алюминиевых П-образных профилей 5, на боковых стенках 8 каждого из которых выполнены соосные отверстия 6. При этом каждый алюминиевый П-образный профиль 5 изготавливают путем экструзии с последующим защитным покрытием его поверхности. Затем укладывают П-образные профили 5 перевернуто друг к другу на 1800, и скрепляют между собой при помощи вставки 7, которая проходит через соосные боковые отверстия 6 в каждой боковой стенке 8 П-образного профиля 5, после чего закрепляют вставку 7 на стенках 8 крайних П-образных профилей 5 гофрированного элемента 4. Затем, таким образом сформированный гофрированный элемент подают на линию ламинации, где при помощи станка валкового нанесения горячих клей-расплавов подают клеевой состав 3, для скрепления верхнего и/или нижнего листа 2 с гофрированным элементом 4. При этом клеевой состав 3 наносят только на внешнюю поверхность основания 9 каждого П-образного профиля 5 гофрированного элемента 4, после чего укладывают листы 2 на верхнюю и/или нижнюю поверхности гофрированного элемента 4, получая, таким образом, облицовочную панель 1, которая поступает в валковый пресс для осуществления равномерного прижатия поверхностей П-образных профилей 5 гофрированного элемента 4 к листам 2, где данная полученная облицовочная панель 1 выдерживается до трех часов для осуществления полимеризации клеевого состава 3.
Такой способ получения облицовочной панели 1 позволяет изготавливать панели 1 большого формата, длиной более 6000 мм, и шириной более 2000 мм, с относительно малым удельным весом от 9 кг/м2.
Также данный способ получения облицовочной панели 1 позволяет значительно повысить огнестойкость и пожаробезопасность облицовочной панели 1 за счет того, что клеевой состав 3 наносится исключительно на «пятно контакта» соединяемых изделий, то есть внешнюю поверхность основания 9 каждого П-образного профиля 5 гофрированного элемента 4, и отсутствует на поверхностях материалов в полостях гофрированного элемента 4, что значительно уменьшает количество пожароопасного клеевого состава 3.
Данный способ получения облицовочной панели 1 с сердцевиной в виде гофрированного элемента 4 из П-образных профилей 5 лучше всего подходит для массового производства панелей 1 на полуавтоматической ламинационной линии проходного типа, которая позволяет обеспечить высокое качество готовых изделий с высокой производительностью.
Универсальность сердцевины в виде гофрированного элемента 4 из П-образных профилей 5 позволяет изготавливать как плоские панели 1, так и криволинейных панелей 1, например, для круглых колонн, или синусоидальной формы, при этом плоскостность панели 1 лежит в пределах +/- 0,15 мм при производстве плоских панелей 1.
Как очевидно специалистам в данной области строительства, данное изобретение легко разработать в других конкретных формах, не выходя при этом за рамки сущности данного изобретения.
При этом настоящие варианты осуществления необходимо считать просто иллюстративными, а не ограничивающими, причем объем изобретения представлен его формулой, и предполагается, что в нее включены все возможные изменения и область эквивалентности пунктам формулы данного изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВОЗВЕДЕНИЯ НАРУЖНОЙ СТЕНЫ ЗДАНИЯ | 2012 |
|
RU2494198C1 |
| СПОСОБ ВОЗВЕДЕНИЯ НАРУЖНОЙ СТЕНЫ ЗДАНИЯ И МНОГОСЛОЙНАЯ СТРОИТЕЛЬНАЯ ПАНЕЛЬ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2440471C1 |
| ЭЛЕМЕНТ МНОГОСЛОЙНОЙ ЛЕГКОЙ СТРОИТЕЛЬНОЙ ПАНЕЛИ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2012 |
|
RU2522359C2 |
| СПОСОБ МОНТАЖА ВЕНТИЛИРУЕМОЙ ОБЛИЦОВКИ ЗДАНИЙ И КОНСТРУКЦИЯ ОГРАЖДЕНИЯ ДЛЯ РЕАЛИЗАЦИИ СПОСОБА | 2005 |
|
RU2307906C2 |
| МНОГОСЛОЙНАЯ СТРОИТЕЛЬНАЯ ПАНЕЛЬ | 2012 |
|
RU2485260C1 |
| УСТРОЙСТВО ДЛЯ КРЕПЛЕНИЯ ОБЛИЦОВОЧНЫХ ПАНЕЛЕЙ | 2005 |
|
RU2292430C1 |
| Теплозвукоизоляционная панель-система | 2018 |
|
RU2675388C1 |
| УСТРОЙСТВО КРЕПЛЕНИЯ КРУПНОФОРМАТНЫХ НАВЕСНЫХ ОБЛИЦОВОЧНЫХ ПАНЕЛЕЙ | 2020 |
|
RU2735006C1 |
| ОГНЕСТОЙКИЙ ЦЕЛЛЮЛОЗНО-БИТУМНЫЙ КРОВЕЛЬНЫЙ ЛИСТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2013 |
|
RU2612740C2 |
| МЕТАЛЛИЧЕСКАЯ ПАНЕЛЬ С МЕТАЛЛИЧЕСКИМ ЯЧЕИСТЫМ ЗАПОЛНИТЕЛЕМ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2020 |
|
RU2753430C1 |
Изобретение относится к области строительных материалов и изделий, а именно к облицовочным архитектурно-декоративным панелям. Облицовочная панель содержит верхний и нижний листы, которые соединены при помощи клеевого состава с гофрированным элементом. Гофрированный элемент состоит из определенного набора алюминиевых П-образных профилей, каждый из которых имеет соосные отверстия на боковых стенках, при этом данные П-образные профили расположены друг к другу перевернуто на 180° и скреплены между собой при помощи вставки, которая проходит через соосные боковые отверстия в каждом П-образном профиле и закреплена на крайних П-образных профилях гофрированного элемента, а клеевой состав, для скрепления верхнего и нижнего листов с гофрированным элементом, нанесен только на внешнюю поверхность основания каждого П-образного профиля гофрированного элемента. Также описан способ изготовления такой панели. Техническим результатом является повышение огнестойкости и пожаробезопасности облицовочной панели. 2 н. и 11 з.п. ф-лы, 3 ил.
1. Облицовочная панель, содержащая верхний и нижний листы, которые соединены при помощи клеевого состава с гофрированным элементом, отличающаяся тем, что гофрированный элемент состоит из определенного набора алюминиевых П-образных профилей, каждый из которых имеет соосные отверстия на боковых стенках, при этом данные П-образные профили расположены друг к другу перевернуто на 180° и скреплены между собой при помощи вставки, которая проходит через соосные боковые отверстия в каждом П-образном профиле и закреплена на крайних П-образных профилях гофрированного элемента, а клеевой состав, для скрепления верхнего и нижнего листов с гофрированным элементом, нанесен только на внешнюю поверхность основания каждого П-образного профиля гофрированного элемента.
2. Облицовочная панель по п. 1, отличающаяся тем, что количество П-образных профилей в каждой панели, а также длину, ширину и высоту каждого П-образного профиля определяют в зависимости от длины, ширины и высоты необходимой облицовочной панели.
3. Облицовочная панель по п. 1, отличающаяся тем, что толщину стенки П-образного профиля определяют в пределах от 0,5 до 2,5 мм.
4. Облицовочная панель по п. 1, отличающаяся тем, что соосные отверстия на боковых стенках каждого П-образного профиля проделывают диаметром до 5 мм на расстоянии до 50 мм от края каждой боковой стенки П-образного профиля.
5. Облицовочная панель по п. 1, отличающаяся тем, что каждый алюминиевый П-образный профиль изготавливают путем экструзии с последующим защитным покрытием его поверхности.
6. Облицовочная панель по п. 1, отличающаяся тем, что в качестве верхнего и/или нижнего листа используют сталекерамический лист.
7. Облицовочная панель по п. 6, отличающаяся тем, что в качестве сталекерамического листа используют стальной лист из низкоуглеродистой стали со стеклоэмалевым покрытием толщиной 0,4 – 5 мм, любых цветов, и выполненный с возможностью нанесения на данный лист фотопечати.
8. Облицовочная панель по п. 1, отличающаяся тем, что в качестве верхнего и/или нижнего листа используют алюминиевый лист с покрытием, выбранным из группы, содержащей полиэстер, поливинилиденфторид, высококачественный полиэстер, а также содержащий фотопечать и/или сублимацию.
9. Облицовочная панель по п. 1, отличающаяся тем, что в качестве верхнего и/или нижнего листа используют алюминиевый анодированный лист, толщина анодного покрытия которого составляет от 5 до 50 мкм, выполненный в любой цветовой гамме с анодным нанесением рисунка или фотографии.
10. Облицовочная панель по п. 1, отличающаяся тем, что в качестве верхнего и/или нижнего листа используют алюминиевый анодированный лист, толщина которого составляет от 0,5 до 3 мм, который выполнен в любой цветовой гамме, с нанесением фотопечати и/или с перфорацией и/или тиснением.
11. Облицовочная панель по п. 1, отличающаяся тем, что в качестве верхнего и/или нижнего листа используют лист, выбранный из группы, содержащей лист из низколегированной стали (нержавеющий лист), стальной оцинкованный лист, стальной титановый лист, стальной титан-цинковый лист, медный лист, бронзовый лист, панели из натурального или искусственного камня, керамического гранита, натурального шпона, при этом данные листы могут иметь покрытие, а также перфорацию и/или тиснение.
12. Способ изготовления облицовочной панели, включающий формирование гофрированного элемента с последующим соединением его с верхним и нижним листами при помощи клеевого состава, отличающийся тем, что формирование гофрированного элемента производят путем соединения определенного набора алюминиевых П-образных профилей, на боковых стенках каждого из которых выполнены соосные отверстия, после чего укладывают П-образные профили перевернуто друг к другу на 180° и скрепляют между собой при помощи вставки, которая проходит через соосные боковые отверстия в боковых стенках каждого П-образного профиля, а затем закрепляют вставку на крайних П-образных профилях гофрированного элемента, после чего подают данный гофрированный элемент на линию ламинации, где при помощи станка валкового нанесения горячих клей-расплавов подают клеевой состав для скрепления верхнего листа с гофрированным элементом, при этом клеевой состав наносят только на внешнюю поверхность основания каждого П-образного профиля гофрированного элемента, после чего укладывают листы на верхнюю и нижнюю поверхности гофрированного элемента, получая таким образом облицовочную панель, которая поступает в валковый пресс для осуществления равномерного прижатия поверхностей П-образных профилей гофрированного элемента к листам, где данная полученная облицовочная панель выдерживается до трех часов для осуществления полимеризации клеевого состава.
13. Способ изготовления облицовочной панели по п. 12, отличающийся тем, что каждый алюминиевый П-образный профиль изготавливают путем экструзии с последующим защитным покрытием его поверхности.
| US 2005066619 A1, 31.03.2005 | |||
| Дорн | 1982 |
|
SU1074670A1 |
| МНОГОСЛОЙНАЯ СТРОИТЕЛЬНАЯ ПАНЕЛЬ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2011 |
|
RU2469157C2 |
| GB 1078736 A, 09.08.1967 | |||
| Трехслойная панель | 1981 |
|
SU1004563A1 |
| ОБЪЕМНЫЙ ЭЛЕМЕНТ И СПОСОБ ИЗГОТОВЛЕНИЯ СОТОВЫХ СТРУКТУР | 1993 |
|
RU2035313C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОТОВЫХ ЗАПОЛНИТЕЛЕЙ | 1995 |
|
RU2081267C1 |
| СТРОИТЕЛЬНАЯ ПЛИТА | 2003 |
|
RU2237137C1 |

