Изобретение относится к сфере строительства в области инженерной защиты территории от опасных геологических процессов (оползней, обвалов и т.п.) и гидротехническому строительству сооружений с использованием металлического шпунта. Шпунтовые стены, образованные из металлических шпунтовых свай, могут быть использованы в качестве подпорных стен и инженерных сооружений различного назначения, в том числе при строительстве портовых и гидротехнических берегозащитных сооружений, опор мостов и ограждений котлованов.
Шпунтовые сваи предназначены для выполнения функции ограждений, обеспечивая предотвращение подвижки грунтовой массы, защиту котлованов и траншей от проникновения в них подземных вод. Шпунтовые сваи способны выдерживать значительные нагрузки и могут быть применены при строительстве гидротехнических сооружений.
Ограждения из шпунтовых свай могут быть применены в качестве противофильтрационной завесы для защиты от затопления грунтовыми водами; для предотвращения возникновения оползней во время проведения земляных работ или при эксплуатации разных строений, для предотвращения разрушения насыпей автомобильных дорог и железнодорожных путей, для обустройства причалов и пристаней в портах, для укрепления береговых линий; при строительстве мостов и рытье каналов.
Шпунтовые сваи устанавливают в виде сплошных стен, отдельные элементы которых вплотную стыкуются между собой. Для этого в конструкции шпунтовых свай предусмотрено наличие специальных коннекторов замковых соединений из фасонных профилей.
Наличие коннекторов замковых соединений позволяет комбинировать шпунтовые сваи с другими типами шпунтов, например, со шпунтом трубчатым сварным.
Из уровня техники известна шпунтовая свая корытного типа, конструкция которой включает желоб, замки и пазы. Материалом для изготовления элемента служит легированная сталь16ХГ (холодное штампование) или обычная сталь Ст3сп, Ст3кп горячей прокатки. Ширина шпунтовой сваи корытного типа находится в диапазоне 466 – 543 мм, а высота в диапазоне 196 – 237 мм (http://stroilkino.ru/articles/12_shpunt-larsena-l5-i-l5-um/).
Недостатком такой конструкции шпунтовой сваи является ограниченная высота и ширина шпунтовой сваи, что ограничивает применение свай по нагрузочной способности и приводит к использованию большего количества шпунтовых свай и стыковых соединений на погонный метр шпунтовой стенки, в результате чего увеличивается металлоемкость шпунтового контура, повышается трудоемкость строительных работ и увеличиваются сроки строительства.
Известна шпунтовая свая (патент RU 19542, E02D5/12, 2001 г.), включающая корпус с боковыми кромками, охватывающий и охватываемый замковые элементы, прикрепленные к боковым кромкам корпуса, отличающаяся тем, что корпус имеет форму цилиндрического сегмента с радиальным углом не более 180⁰, вырезанного из круглой трубы по линиям, параллельным ее оси.
Недостатком конструкции шпунтовой сваи полукруглого типа является трудоемкий неэффективный способ ее изготовления, высокая себестоимость изготовления сваи и низкий коэффициент использования металла. Другом недостатком шпунтовой сваи полукруглого типа является зависимость от сортамента трубы большого диаметра, что затрудняет подбор оптимального варианта при строительстве шпунтовой стены.
Известна шпунтовая U-образная многогранная свая (патент RU 2799926, E02D5/04, 2023 г.). Свая содержит нечетное количество граней, в том числе донную грань, симметрично расположенные относительно вертикальной оси Y-Y боковые грани и замковые элементы, установленные на свободных концах крайних боковых граней. Грани сопряжены между собой под углом, град: α=180°×(1-1/(n-2)) ÷ 180°×(1-1/(n+2)), а крайние боковые грани установлены к горизонтальной оси X-X под углом, град: β=90°×(1-1/n) ÷ 90°, где n – число граней сваи, при этом ∑(α+β)=(180° ± Δα)×(n-1), где Σ(α+β) - сумма всех углов, ограниченных внутренней поверхностью сваи и горизонтальной осью X-X, а ширина донной грани составляет 1,0 ÷ 2,0 максимальной ширины боковой грани. При этом углы α пересечения граней расположены с одной стороны сваи.
Недостатком данного технического решения является сложность применения свай для разного типа шпунтовых стен, в том числе, комбинированных с использованием трубных свай.
Ближайшим аналогом заявленного устройства является шпунтовая свая (патент RU 2692385, E02D5/04, 2019 г.). Шпунтовая свая содержит гнутое U-, или Ω-, или Z-образное тело, изготовленное из металлического листа, и замковые элементы, расположенные на концах боковых полок U-образного тела или на концах стенок Ω- или Z-образного тела, для соединения сваи с соседними сваями в шпунтовой стенке. Стенка и боковые полки тела сваи выполнены в виде части взаимно пересекающихся или сопрягающихся между собой круговых цилиндрических или круговых цилиндрических и плоских поверхностей, при этом центры круговых цилиндрических поверхностей боковых полок расположены ниже нижней поверхности сваи на величину, равную Y≥R×S/Н-0,5×Н, где R - внутренний радиус цилиндрических поверхностей боковых полок тела сваи, S - толщина тела сваи, Н- высота замковых элементов сваи, а центр круговой цилиндрической поверхности стенки расположен на равном удалении между центрами круговых цилиндрических поверхностей боковых стенок сваи. При этом кривизна круговых цилиндрических поверхностей боковых стенок имеет одно направление.
Недостатком данного технического решения является низкая нагрузочная способность профиля сваи и сложность применения свай для разного типа шпунтовых стен, в том числе, комбинированных с использованием трубных свай.
Задачей заявляемого технического решения является увеличение нагрузочной способности шпунтовой сваи, повышение местной устойчивости профиля сваи при погружении и эксплуатации.
Указанный технический результат достигается тем, что в шпунтовой свае содержащей U-, или Ω-, или Z-образное тело и замковые элементы, расположенные на концевых частях тела для соединения сваи с соседними сваями в шпунтовой стенке, согласно изобретению, каждая из боковых стенок тела сваи содержит, по крайней мере, три грани с тупыми углами α между собой, днищем и основанием, расположенными с внутренней и наружной стороны шпунта, равными 135°-155°, при этом ширины средней грани и днища составляют 0,95-2,0 от ширины крайних граней стенок.
Тело сваи может быть изготовлено из холоднодеформированной заготовки, при этом толщины боковых стенок, днища и основания тела сваи одинаковы.
Тело сваи может быть изготовлено из горячедеформированной заготовки, при этом толщина днища составляет 0,95 – 2,0 толщины боковых стенок.
Тело сваи может быть выполнено сварным из отдельных элементов, при этом толщина днища составляет 0,95 – 2,0 толщины боковых стенок.
Замковые элементы сваи могут быть выполнены зацело с телом сваи или приварены.
Изобретение (на примере холоднокатаного шпунта) поясняется чертежами, где изображено:
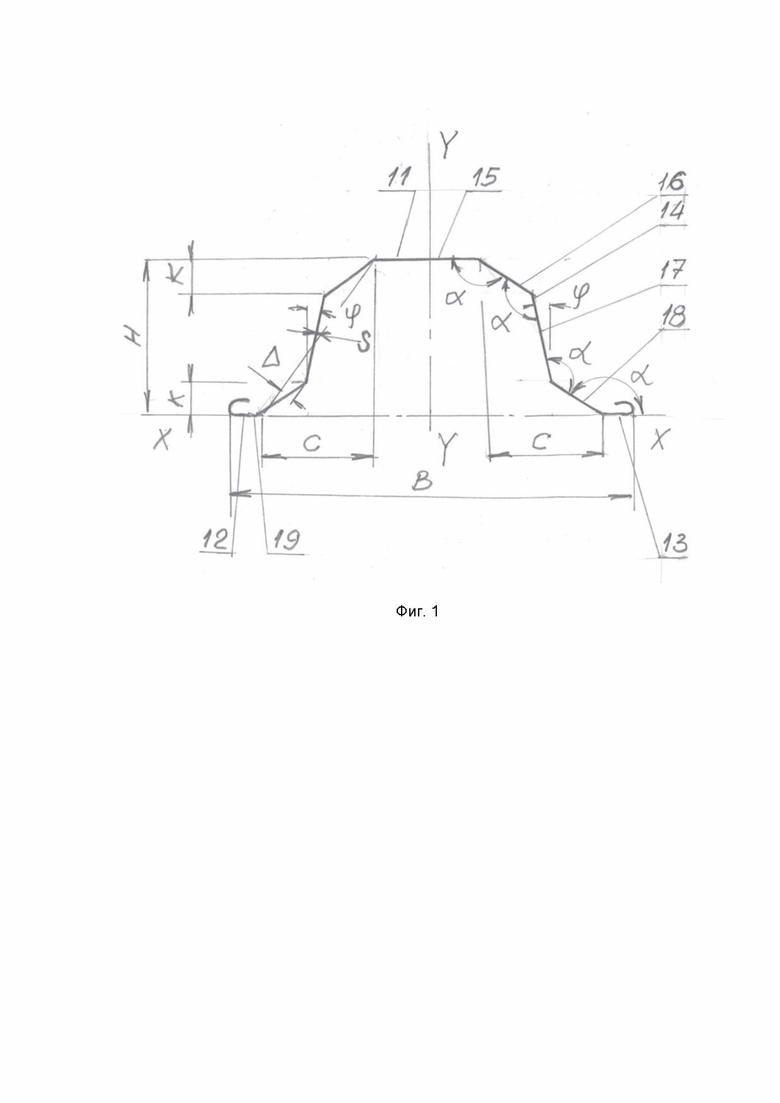
Фиг. 1 - шпунтовая свая U-образного сечения;
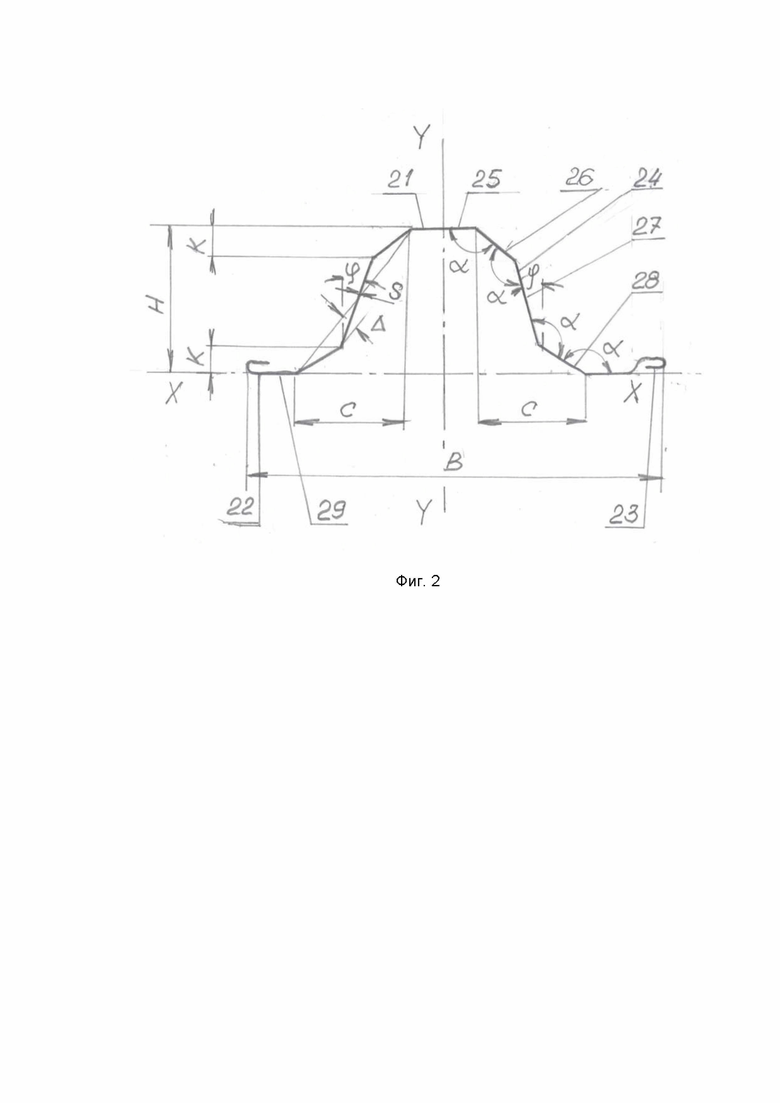
Фиг. 2 - шпунтовая свая Ω-образного сечения;
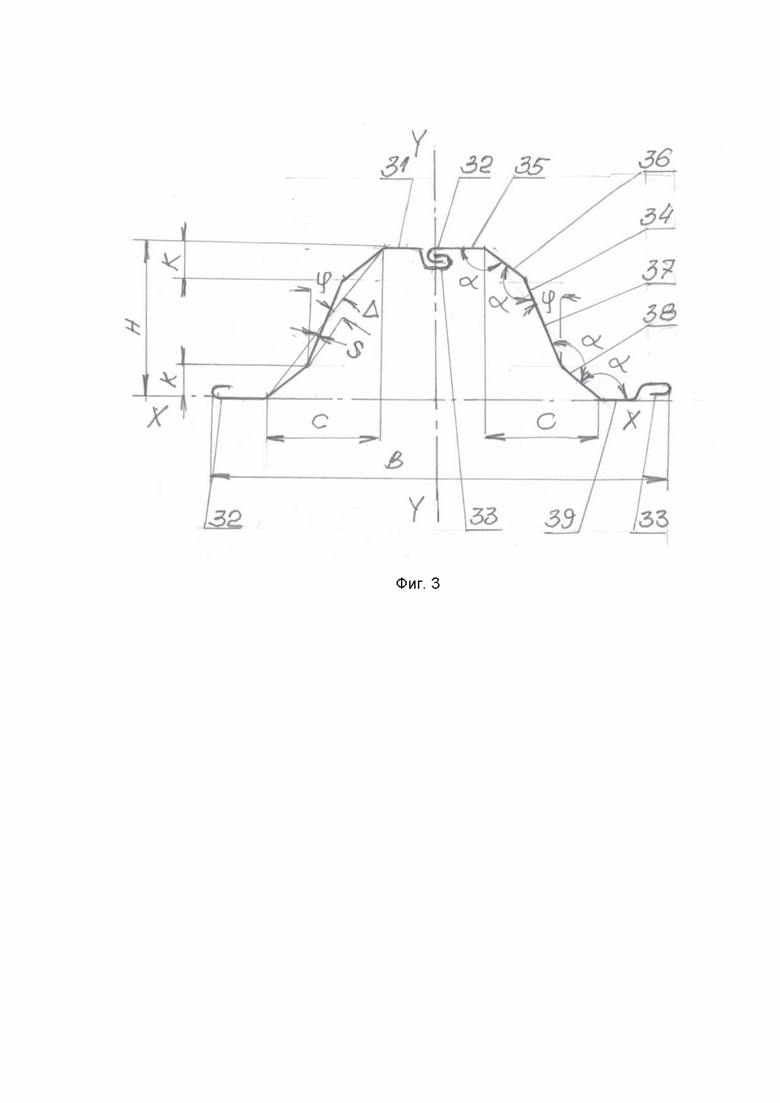
Фиг. 3 - шпунтовая свая Z-образного сечения;
Обозначения на чертежах:
11, 21, 31 – тело шпунтовой сваи;
12, 13, 22, 23, 32, 33 - замковые элементы;
14, 24, 34 – боковая стенка тела сваи;
15, 25, 35 – днище тела сваи;
16, 18, 26, 28, 36, 38 – крайние грани боковой стенки;
17, 27, 37 – средняя грань боковой стенки;
19, 29, 39 – основание тела шпунтовой сваи;
Y – Y – вертикальная ось симметрии тела сваи;
X - X – горизонтальная ось, совпадающая с основанием тела шпунтовой сваи;
α - угол между гранями боковой стенки, днищем и основанием;
φ - угол наклона средней грани по отношении к вертикальной оси Y - Y;
H – высота шпунтовой сваи;
B – ширина шпунтовой сваи;
S – толщина боковых стенок тела сваи;
Sэ – эквивалентная толщина боковых стенок тела сваи;
b – ширина грани боковой стенки;
К – величина скоса крайних граней по оси Y-Y;
С – ширина боковой стенки по оси X-X;
Δ – величина прогиба боковой стенки.
Шпунтовая свая (фиг. 1) содержит U-образное тело 11, замковые элементы 12, 13, расположенные на концевых частях сваи для соединения ее с соседними сваями в шпунтовой стенке. Каждая из боковых стенок 14 тела сваи содержит, по крайней мере, три грани 16, 17, 18 с тупыми углами α (в частном случае с одинаковыми) между собой, днищем 15 и основанием 19, расположенными с внутренней и наружной стороны шпунта, равными 135°-155°, при этом ширина b средней грани 17 и днища 15 составляет 0,95-2,0 от ширины крайних граней 16, 18 стенок 14. Тело 11 сваи изготовлено из стального листа посредством холодной гибки или прокатки, из холоднодеформированной заготовки), при этом толщина S боковых стенок 14, днища 15 и основания 19 тела 11 сваи выполнена одинаковой. Замковые элементы 12, 13 могут быть выполнены как зацело с телом 11 сваи, так и отдельно, а затем приварены к телу 11.
Шпунтовая свая (фиг. 2) содержит Ω-образное тело 21, замковые элементы 22, 23, расположенные на концевых частях сваи для соединения ее с соседними сваями в шпунтовой стенке. Каждая из боковых стенок 24 тела 21 сваи содержит, по крайней мере, три грани 26, 27, 28 с тупыми углами α (в частном случае с одинаковыми) между собой, днищем 25 и основанием 29 тела 21 сваи, расположенными с внутренней и наружной стороны шпунта, равными 135°-155°, при этом ширина b средней грани 27 и днища 25 составляет 0,95-2,0 от ширины крайних граней 26, 28 стенок 24. Тело 21 сваи изготовлено из стального листа посредством холодной гибки или прокатки, при этом толщина S боковых стенок 24, днища 25 и основания 29 тела 21 сваи выполнена одинаковой. Замковые элементы 22, 23 могут быть выполнены как зацело с телом 21 сваи, так и отдельно, а затем приварены к телу 21.
Шпунтовая свая (фиг. 3) содержит Z-образное тело 31, замковые элементы 32, 33, расположенные на концевых частях сваи для соединения ее с соседними сваями в шпунтовой стенке. Каждая из боковых стенок 34 тела 31 сваи содержит, по крайней мере, три грани 36, 37, 38 с тупыми углами α (в частном случае с одинаковыми) между собой, днищем 35 и основанием 39 тела 31 сваи, расположенными с внутренней и наружной стороны шпунта, равными 135°-155°, при этом ширина b средней грани 37 и днища 35 составляет 0,95-2,0 от ширины крайних граней 36, 38 стенок 34. Тело 31 сваи изготовлено из стального листа посредством холодной гибки или прокатки, при этом толщина S боковых стенок 34, днища 35 и основания 39 тела 31 сваи выполнена одинаковой. Замковые элементы 32, 33 могут быть выполнены как зацело с телом 31 сваи, так и отдельно, а затем приварены к телу 31.
В таблицах 1 и 2 приведены примеры расчетных характеристик холоднокатаного U – образного шпунта при разных углах α между гранями 16, 17, 18, днищем 15 и основанием 19 в диапазоне от 135°- 155° и их ширине b16, b17, b18. Следует отметить, что выполнение угла α меньше 135° нецелесообразно, так как это приводит к отрицательному углу наклона средней грани φ° к оси Y – Y, а выполнение угла α° больше 155° также не целесообразно из – за снижения общей устойчивости шпунтовой сваи. Выполнение ширины b средней грани и днища меньше 0,95 ширины b (16) и b (18) крайних граней не целесообразно из–за значительного уменьшения общей высоты сваи и снижения ее нагрузочной способности, а выполнение ширины b средней грани и днища больше 2,0 ширины b (16) и b (18) крайних граней нецелесообразно из–за возможности местного прогиба средней грани и днища. Анализ таблиц показывает, что наличие граней на боковых стенках позволяет значительно увеличить их местную устойчивость, при этом эквивалентная толщина стенки более, чем в 3 раза больше толщины плоской стенки. Указанное, позволяет увеличить высоту профиля шпунта без снижения его устойчивости при погружении и эксплуатации и, тем самым, повысить нагрузочную способность шпунтовой стенки при ее низкой металлоемкости.
Таблица 1
(b16 = b18 = 0,5*b17)
Таблица 2
(b16 = b18 = b17)
Изготовления холоднокатаной шпунтовой сваи (тела шпунтовой сваи) включает следующие стадии: изготовление заготовки (горячекатаного листа), роспуск горячекатаного листа на необходимую ширину, профилирование заготовки в профилегибочном прокатном стане (получение холодно деформированной заготовки), присоединение к заготовке профилей замковых соединений. Возможно, также, изготовление тела шпунтовой сваи методом гибки граней на гибочном прессе.
Изготовление горячекатаной шпунтовой сваи или тела сваи производится из непрерывно литой или катаной прямоугольной заготовки методом ее последовательного обжатия на рельсобалочном стане горячей прокатки (получение горячедеформированной заготовки).
Изготовление тела шпунтовой сваи методом сварки из отдельных листов и приварка замковых элементов осуществляется на специальном сварочном стенде с применением приспособлений для сборки и предотвращения деформации шпунта во время сварки.
Проведенное компьютерное моделирование показало, что выполнение боковой стенки из граней, расположенных под углом α с внутренней и наружной стороны по отношению друг к другу позволяет повысить устойчивость шпунтовой сваи в целом при ее погружении и эксплуатации и увеличить высоту профиля на 70 – 100% по сравнению со шпунтом с плоскими боковыми стенками и увеличить нагрузочную способность свай при меньшей металлоемкости.
За счет граней на боковых стенках шпунта, где грани создают ребра жесткости по всей длине сваи, прочность конструкции заявленного изобретения повышается, по сравнению с прочностью конструкции из ближайшего аналога. Конструкция шпунтовой сваи обеспечивает геометрическую неизменяемость в процессе погружения шпунтовых свай и их извлечении из грунта.
Снижение металлоемкости обусловлено тем, что применение заявленного изобретения позволяет подобрать оптимальную конструкцию сваи исходя из геометрических и механических характеристик, а также комбинировать с другими типами шпунта. Заявленная конструкция шпунтовой сваи может быть применена для возведения шпунтовых стенок различного типа, расположенных синусоидально или в виде комбинированной системы, например, с использованием круглой трубы.
По сравнению с другими известными решениями, при использовании указанной конструкции сваи, снижается трудоемкость и сокращаются сроки возведения шпунтовой стенки. Также уменьшается количество стыковых соединений, приходящихся на погонный метр шпунтовой стенки (за счет увеличенных размеров, по отношению к другим типам шпунтовых свай, например, корытного типа). Применение заявленной сваи позволяет повысить коэффициент использования металла, уменьшить площади при складировании и увеличить загрузку транспорта при перевозке свай.
Изобретение позволяет уменьшить металлоемкость шпунтовой сваи, повысить ее нагрузочную способность, упростить производство, повысить коэффициент использования металла, повысить устойчивость свай при погружении и эксплуатации, а, также, обеспечить возможность применения свай для разных типов и размеров шпунтовых стенок.
| название | год | авторы | номер документа |
|---|---|---|---|
| Шпунтовая U-образная многогранная свая | 2022 |
|
RU2799926C1 |
| Шпунтовая U-образная холодногнутая свая | 2024 |
|
RU2829667C1 |
| Замковое соединение свай шпунтовой стенки | 2024 |
|
RU2839199C1 |
| Шпунтовая свая для криволинейных оболочковых ячеек гидротехнических сооружений и криволинейная оболочковая ячейка гидротехнического сооружения | 2023 |
|
RU2802581C1 |
| ШПУНТОВАЯ СТЕНКА ДЛЯ ГИДРОТЕХНИЧЕСКИХ СООРУЖЕНИЙ | 2022 |
|
RU2789151C1 |
| Шпунтовая стенка и способ ее монтажа | 2023 |
|
RU2813407C1 |
| Шпунтовая стенка | 2020 |
|
RU2752974C1 |
| СПОСОБ ВОЗВЕДЕНИЯ ТРУБОШПУНТОВОЙ СТЕНКИ С ВЫСОКИМ УПРУГИМ МОМЕНТОМ (ВАРИАНТЫ) | 2024 |
|
RU2836478C1 |
| СПОСОБ ВОЗВЕДЕНИЯ СИНУСОИДАЛЬНОЙ ШПУНТОВОЙ СТЕНКИ | 2021 |
|
RU2775362C1 |
| Шпунтовая стенка | 2020 |
|
RU2754744C1 |
Изобретение относится к сфере строительства в области инженерной защиты территории от опасных геологических процессов (оползней, обвалов и т.п.) и гидротехническому строительству сооружений с использованием металлического шпунта. Шпунтовая свая содержит U-, или Ω-, или Z-образное тело и замковые элементы, расположенные на концевых частях тела для соединения сваи с соседними сваями в шпунтовой стенке. Каждая из боковых стенок тела сваи содержит, по крайней мере, три грани с тупыми углами α между собой, днищем и основанием, расположенными с внутренней и наружной стороны шпунта, равными 135°-155°, при этом ширины средней грани и днища составляют 0,95-2,0 от ширины крайних граней стенок. Технический результат состоит в увеличении нагрузочной способности шпунтовой сваи, повышении местной устойчивости профиля сваи при погружении и эксплуатации. 5 з.п. ф-лы, 3 ил., 2 табл.
1. Шпунтовая свая, содержащая U-, или Ω-, или Z-образное тело и замковые элементы, расположенные на концевых частях тела для соединения сваи с соседними сваями в шпунтовой стенке, отличающаяся тем, что каждая из боковых стенок тела сваи содержит, по крайней мере, три грани с тупыми углами α между собой, днищем и основанием, расположенными с внутренней и наружной стороны шпунта, равными 135°-155°, при этом ширины средней грани и днища составляют 0,95-2,0 от ширины крайних граней стенок.
2. Свая по п. 1, отличающаяся тем, что тело сваи изготовлено из холоднодеформированной заготовки, при этом толщины боковых стенок, днища и основания тела сваи одинаковы.
3. Свая по п. 1, отличающаяся тем, что тело сваи изготовлено из горячедеформированной заготовки, при этом толщина днища составляет 0,95-2,0 толщины боковых стенок.
4. Свая по п. 1, отличающаяся тем, что тело сваи выполнено сварным из отдельных элементов, при этом толщина днища составляет 0,95-2,0 толщины боковых стенок.
5. Свая по пп. 1-3, отличающаяся тем, что замковые элементы сваи выполнены зацело с телом сваи.
6. Свая по пп. 1-4, отличающаяся тем, что замковые элементы приварены к телу сваи.
| Шпунтовая свая | 2018 |
|
RU2692385C1 |
| Шпунтовая U-образная многогранная свая | 2022 |
|
RU2799926C1 |
| ЗАЩИТНАЯ СТЕНА ИЗ ШПУНТОВЫХ ПАНЕЛЕЙ | 2007 |
|
RU2348755C1 |
| Шпунтовая стенка | 2018 |
|
RU2701265C1 |
| Горячекатаная шпунтовая свая | 1990 |
|
SU1731905A1 |
| СПОСОБ ПОЛУЧЕНИЯ Е-АМИНОКАПРОГИДРОКСАМОВОЙкислоты | 0 |
|
SU164296A1 |

