Изобретение относится к технологии нанесения покрытий на металлические поверхности с использованием концентрированных потоков энергии, в частности, к технологии обеспечивающей повышение износостойкости режущего инструмента, в частности шнековых сверл, изготовленных из инструментальной стали, посредствам получения на их поверхности покрытий, содержащих матрицу на основе железа с включениями из карбида кремния, которые могут быть использованы в обрабатывающей, машиностроительной и других отраслях промышленности как покрытия с высокой износостойкостью.
Известен способ нанесения диффузионных покрытий на стальные изделия (RU № 2 312 164, МПК С23С 2/08, С22С 11/02, опубл. 10.12.2007), включающий диффузионное насыщение поверхности легирующими элементами в расплаве, содержащем литий, никель, хром и свинец при следующем соотношении компонентов, мас. %: Li 0,5–0,8; Ni 1–5; Cr 2–10; Pb 84,2–96,5, при температуре 650–1250 °С.
Недостатком способа является низкие твердость и износостойкость получаемого покрытия. Также недостатком способа является длительность получения покрытия.
Наиболее близким к заявляемому изобретению является способ получения износостойкого покрытия на изделии из инструментальной стали (RU № 2 710 617, МПК C23C 12/00, C23C 2/04, C23C 8/70, опубл. 30.12.2019).
Способ получения износостойкого покрытия на изделии из инструментальной стали включает диффузионное насыщение поверхности легирующими элементами в расплаве, осуществление дополнительно в два этапа ультразвуковой обработки поверхности изделия с частотой ультразвуковых колебаний упрочняющего элемента 22–24 кГц, с силой его прижима к обрабатываемой поверхности 1000–3000 Н, при этом первый этап осуществляют перед диффузионным насыщением поверхности изделия легирующими элементами в расплаве, второй этап проводят после диффузионного насыщения поверхности изделия легирующими элементами в расплаве, при этом упомянутый расплав содержит элементы при следующем соотношении, мас. %: висмут 47–52, никель 4–6, хром 6–8, свинец 38–39, при этом после второго этапа ультразвуковой обработки поверхности изделия дополнительно проводят диффузионное борирование при температуре 900–950 °С и выдержке 2–3 часа в порошковой смеси карбида бора и фторида натрия при следующем соотношении, мас. %: карбид бора 96–98, фторид натрия 2–4.
Недостатком способа является низкие твердость и износостойкость получаемого покрытия. Также недостатком способа является длительность и многостадийность получения покрытия, включающая ультразвуковую обработку, диффузионное насыщение, повторную ультразвуковую обработку и диффузионное борирование.
Технической проблемой, решаемой заявляемым изобретением, является получение композиционного покрытия на изделии из инструментальной стали, обладающего высокой износостойкостью, содержащего матрицу на основе железа с включениями из карбида кремния.
Существующая техническая проблема решается созданием способа электровзрывного напыления износостойкого композиционного покрытия, содержащего матрицу на основе железа с включениями из карбида кремния, на изделие из инструментальной стали, характеризующегося тем, что осуществляют электрический взрыв фольги из железа массой 100–400 мг с размещенным на ней порошком карбида кремния массой 0,5–1,5 массы фольги, формируют из продуктов взрыва импульсную многофазную плазменную струю, оплавляют ею поверхность изделия из инструментальной стали при поглощаемой плотности мощности 2,2–2,5 ГВт/м2 с осаждением на поверхность изделия из инструментальной стали продуктов взрыва с формированием износостойкого композиционного покрытия, содержащего матрицу на основе железа с включениями из карбида кремния.
Технический результат, получаемый при осуществлении изобретения, заключается в том, что, при электрическом взрыве фольги из железа с размещенным на ней порошком карбида кремния продукты разрушения образуют плазменную струю, служащую инструментом формирования на поверхности изделия из инструментальной стали износостойкого композиционного покрытия, содержащего матрицу на основе железа с включениями карбида кремния. Преимущество заявляемого способа по сравнению с прототипом заключается в формировании покрытия, которое обладает лучшей износостойкостью. Применение покрытия, состоящего из матрицы на основе железа с включениями карбида кремния, позволяет этого добиться. Достижение такого результата обеспечивает применение карбида кремния SiC, обладающего высокой твердостью (9,50–9,75 по шкале Мооса и 87–92 HRC) по сравнению с железом (4 по шкале Мооса) и инструментальной сталью Р18 (твердость 62–65 HRC) и износостойкостью. Сочетание лучшей износостойкости и твердости по сравнению с инструментальными сталями позволяет формировать на изделиях из инструментальной стали покрытия, которые обладают лучшими рабочими характеристиками. Это позволяет повысить износостойкость, твердость, модуль упругости, снизить коэффициент трения и добиться высокой стабильности работы в условиях сверления различных материалов. Предлагаемое износостойкое композиционное покрытие представляет собой матрицу из железа, в которой расположены включения карбида кремния и обладает бимодальной структурой: субмикрокристаллической и нанокристаллической. Кроме того, повышается скорость формирования покрытия по сравнению с прототипом за счет быстроты формирования покрытия электровзрывным методом. Процесс формирования покрытия занимает 100 мкс. Прочностные характеристики предлагаемого покрытия позволяют обеспечить стабильную и более длительную работу изделий из инструментальной стали, кроме того, этим способом можно восстанавливать поверхность изделий из инструментальной стали.
Исследования методом сканирующей электронной микроскопии показали, что при электровзрывном напылении на изделие из инструментальной стали путем электрического взрыва фольги из железа массой 100–400 мг с размещенным на ней порошком карбида кремния массой 0,5–1,5 массы фольги, формируют из продуктов взрыва многофазную плазменную струю, оплавляют ею поверхность изделия из инструментальной стали при поглощаемой плотности мощности 2,2–2,5 ГВт/м2 с осаждением на поверхность изделия из инструментальной стали продуктов взрыва.
Указанный режим, при котором поглощаемая плотность мощности составляет 2,2–2,5 ГВт/м2, установлен эмпирически и является оптимальным, поскольку при интенсивности воздействия ниже 2,2 ГВт/м2 не происходит образование рельефа между покрытием и подложкой из инструментальной стали, вследствие чего возможно отслаивание покрытия, а при интенсивности воздействия выше 2,5 ГВт/м2 происходит интенсивный разлет продуктов взрыва, что приводит к снижению содержания матрицы на основе железа с включениями из карбида кремния в износостойком композиционном покрытии по сравнению с состоянием в исходных материалах на 5 %. При значении массы фольги из железа менее 100 мг становится невозможным размещение на ее поверхности порошка карбида кремния из-за снижения площади фольги. При значении массы фольги из железа более 400 мг износостойкое композиционное покрытие, содержащее матрицу на основе железа с включениями из карбида кремния, на поверхности изделий из инструментальных сталей обладает большим количеством дефектов. Дефекты в данном случае представлены фрагментами фольги из железа, которые не разрушились при электрическом взрыве, а лишь частично оплавились и прилипли к поверхности покрытия. При значении массы порошка карбида кремния менее 0,5 от массы фольги снижается износостойкость и стабильность работы покрытия в условиях сверления. Карбид кремния при формировании износостойкого композиционного покрытия, содержащего матрицу на основе железа с включениями из карбида кремния, является фазой с высокой износостойкостью, твердостью и модулем упругости. Снижение концентрации карбида кремния не оказывает влияния на повышение износостойкости и стабильности работы покрытия в условиях сверления. При значении массы порошка карбида кремния более 1,5 от массы фольги из железа не происходит перенос продуктов взрыва на поверхность изделия из инструментальной стали. В этом случае избыточная масса порошка карбида кремния не позволяет сформироваться импульсной плазменной струе, следовательно, покрытие не образуется.
Предлагаемый способ проиллюстрирован рисунками, где:
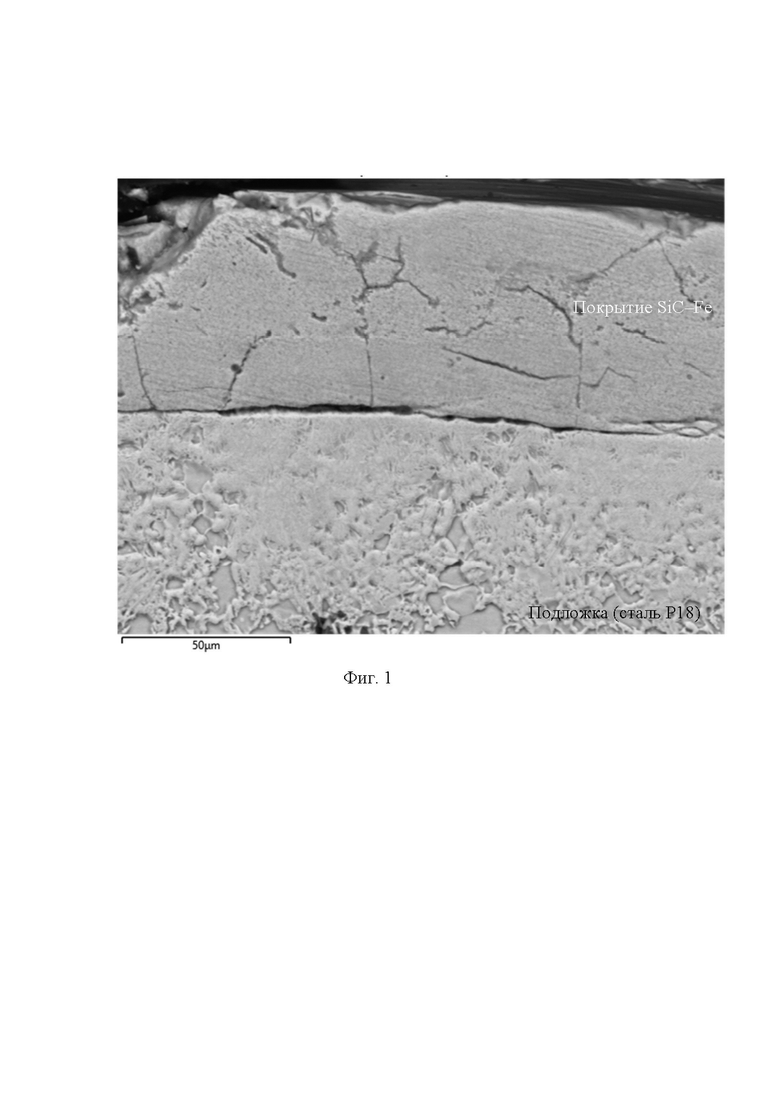
на фиг. 1 представлена структура поперечного сечения поверхностного слоя износостойкого композиционного покрытия, содержащего матрицу на основе железа с включениями из карбида кремния, – покрытие получено на инструментальной стали Р18;
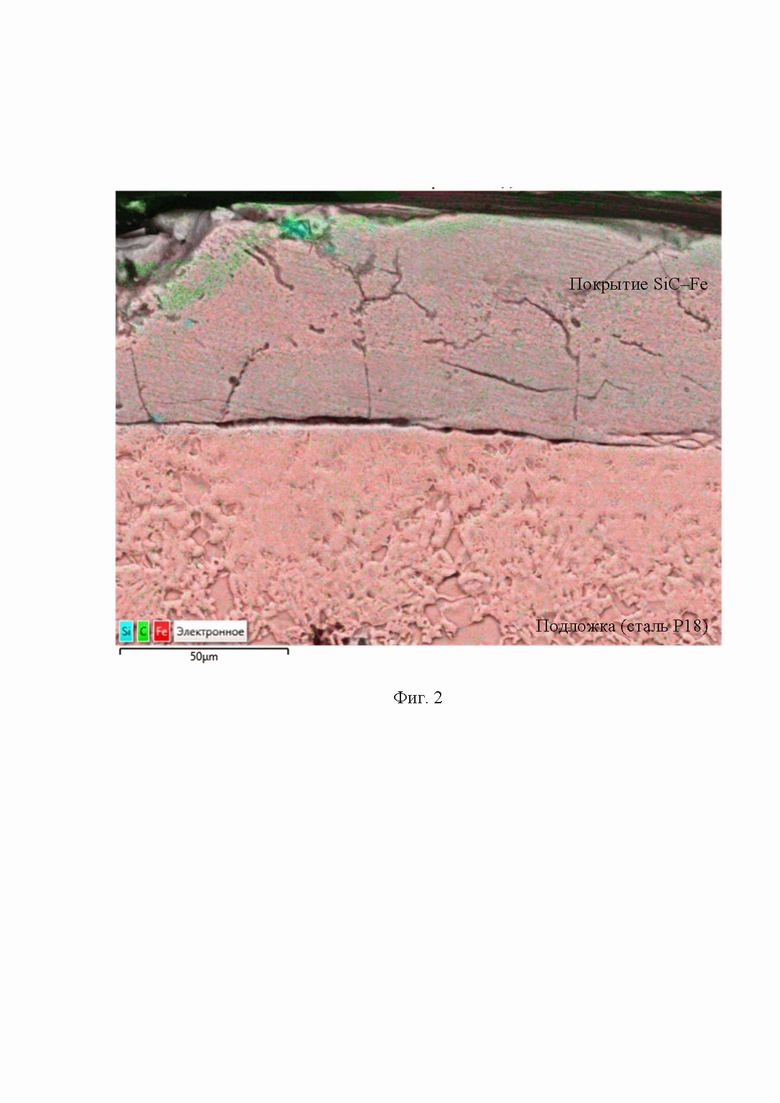
на фиг. 2 представлена структура поперечного сечения поверхностного слоя износостойкого композиционного покрытия, содержащего матрицу на основе железа с включениями из карбида кремния, – покрытие получено на инструментальной стали Р18, на изображение наложены результаты картирования в характеристических рентгеновских излучениях углерода, кремния и железа – зеленый, голубой и красный цвета соответственно;
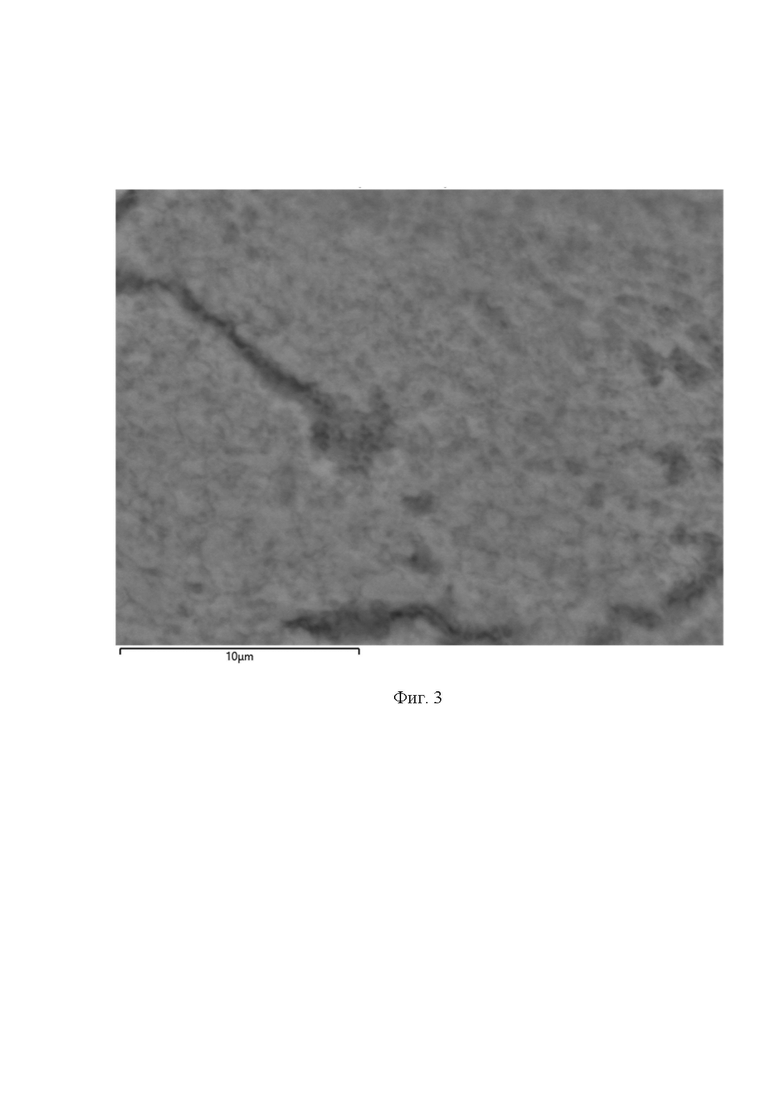
на фиг. 3 представлено увеличенное изображение структуры поперечного сечения поверхностного слоя износостойкого композиционного покрытия, содержащего матрицу на основе железа с включениями из карбида кремния, – покрытие получено на инструментальной стали Р18;
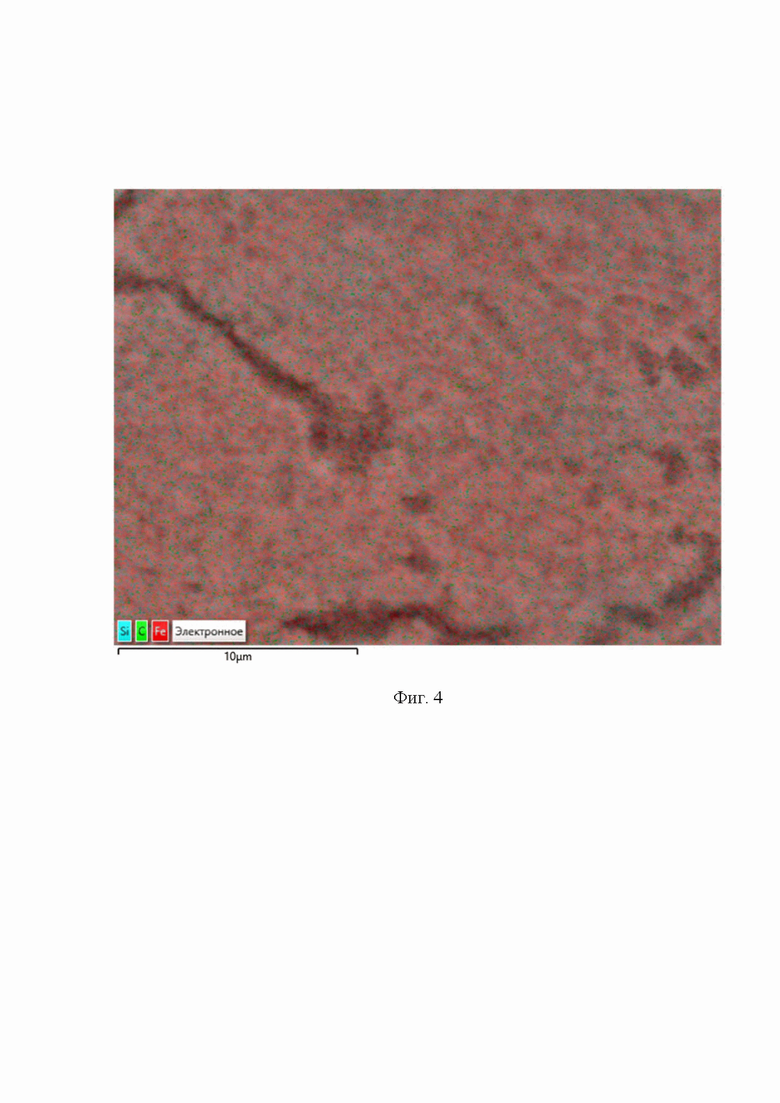
на фиг. 4 представлено увеличенное изображение структуры поперечного сечения поверхностного слоя износостойкого композиционного покрытия, содержащего матрицу на основе железа с включениями из карбида кремния, – покрытие получено на инструментальной стали Р18, на изображение наложены результаты картирования в характеристических рентгеновских излучениях углерода, кремния и железа – зеленый, голубой и красный цвета, соответственно.
Примеры конкретного осуществления способа:
Пример 1
Обработке подвергали режущую часть сверла из инструментальной стали Р5М3 диаметром 8 мм. Использовали фольгу из железа массой 100 мг. На поверхности фольги из железа размещали порошок карбида кремния зеленого F1200 (размер частиц 2,5–3,5 мкм) массой 50 мг. Сформированной плазменной струей оплавляли поверхность режущей части сверла из инструментальной стали Р5М3 диаметром 8 мм при поглощаемой плотности мощности 2,2 ГВт/м2 и формировали на ней электровзрывное износостойкое композиционное покрытие, содержащее матрицу на основе железа с включениями из карбида кремния. Электровзрывное напыление произведено с использованием электровзрывной установки «ЭВУ 60/10М» научной лаборатории электровзрывного напыления высоконадежных покрытий Сибирского государственного индустриального университета, г. Новокузнецк (https://www.sibsiu.ru/universitet/podrazdeleniya/otdely/?ELEMENT_ID=21392). Режим термосилового воздействия на облучаемую поверхность задавали выбором зарядного напряжения емкостного накопителя энергии установки, по которому рассчитывали поглощаемую плотность мощности. Дополнительные параметры процесса: время воздействия плазмы на поверхность образца ~ 100 мкс, давление в ударно-сжатом слое вблизи облучаемой поверхности ~ 12,5 МПа, остаточное давление газа в рабочей камере ~ 100 Па; температура плазмы на срезе железного сопла ~ 104 К. Использовали импульсный плазменный ускоритель, состоящий из коаксиальных электродов и компрессионной камеры с направляющим соплом, и приспособлений, служащих для жесткого крепления сверла из быстрорежущей стали Р5М3 относительно сопла ускорителя, размещенного в технологической камере. За время заряда батареи конденсаторов с помощью форвакуумного насоса в ней создавался низкий вакуум (100 Па). Фольгу из железа с навеской порошка карбида кремния размещали между коаксиальных электродов. Особенность торцевой коаксиальной схемы разряда емкостного накопителя энергии через фольгу взрываемого материала состоит в том, что фольга прижимается к торцам электродов, один из которых (внешний) выполнен в виде кольца, а другой (внутренний) – в виде коаксиального токоподводящего стержня. При этом ток течет от центра фольги к ее периферии. Сформированные струи могут быть охарактеризованы как многофазные, поскольку включают в себя, наряду с плазмой, конденсированные частицы в виде капель различной дисперсности.
Получили покрытие с высокой износостойкостью, твердостью, высоким модулем упругости, низким коэффициентом трения и высокой стабильностью работы в условиях сверления различных материалов. Сверло из инструментальной стали Р5М3 диаметром 8 мм, упрочненное заявляемым способом, показало ресурс работы в 2,65 раза выше серийных сверл из инструментальной стали Р5М3 диаметром 8 мм.
Пример 2
Обработке подвергали режущую часть сверла из инструментальной стали Р18 диаметром 29 мм. Использовали фольгу из железа массой 400 мг. На поверхности фольги из железа размещали порошок карбида кремния зеленого F1200 (размер частиц 2,5–3,5 мкм) массой 600 мг. Сформированной плазменной струей оплавляли поверхность медного электрического контакта при поглощаемой плотности мощности 2,5 ГВт/м2 и формировали на ней электровзрывное износостойкое композиционное покрытие, содержащее матрицу на основе железа с включениями из карбида кремния. Электровзрывное напыление произведено с использованием электровзрывной установки «ЭВУ 60/10М» научной лаборатории электровзрывного напыления высоконадежных покрытий Сибирского государственного индустриального университета, г. Новокузнецк (https://www.sibsiu.ru/universitet/podrazdeleniya/otdely/?ELEMENT_ID=21392). Режим термосилового воздействия на облучаемую поверхность задавали выбором зарядного напряжения емкостного накопителя энергии установки, по которому рассчитывали поглощаемую плотность мощности. Дополнительные параметры процесса: время воздействия плазмы на поверхность образца ~ 100 мкс, давление в ударно-сжатом слое вблизи облучаемой поверхности ~ 12,5 МПа, остаточное давление газа в рабочей камере ~ 100 Па; температура плазмы на срезе железного сопла ~ 104 К. Использовали импульсный плазменный ускоритель, состоящий из коаксиальных электродов и компрессионной камеры с направляющим соплом, и приспособлений, служащих для жесткого крепления сверла из быстрорежущей стали Р18 относительно сопла ускорителя, размещенного в технологической камере. За время заряда батареи конденсаторов с помощью форвакуумного насоса в ней создавался низкий вакуум (100 Па). Фольгу из железа с навеской порошка карбида кремния размещали между коаксиальных электродов. Особенность торцевой коаксиальной схемы разряда емкостного накопителя энергии через фольгу взрываемого материала состоит в том, что фольга прижимается к торцам электродов, один из которых (внешний) выполнен в виде кольца, а другой (внутренний) – в виде коаксиального токоподводящего стержня. При этом ток течет от центра фольги к ее периферии. Сформированные струи могут быть охарактеризованы как многофазные, поскольку включают в себя, наряду с плазмой, конденсированные частицы в виде капель различной дисперсности.
Получили покрытие с высокой износостойкостью, твердостью, модулем упругости, низким коэффициентом трения и высокой стабильностью работы в условиях сверления различных материалов. Сверло из инструментальной стали Р18 диаметром 29 мм, упрочненное заявляемым способом, показало ресурс работы в 2,23 раза выше серийных сверл из инструментальной стали Р18 диаметром 29 мм.
Проведены измерения микротвердости, модуля упругости, прочности на изгиб, износостойкости и коэффициента трения. Значение микротвердости сформированного методом электровзрывного напыления износостойкого композиционного покрытия, содержащего матрицу на основе железа с включениями из карбида кремния, составляет 15,723 ГПа (стандартные значения микротвердости карбида кремния и железа составляют 33,0 и 0,608 ГПа соответственно). Модуль упругости сформированного покрытия составил 25 200 кгс/мм² (стандартные значения модуля упругости карбида кремния и железа составляют 38 749,2 и 18 54,9 кгс/мм² соответственно), значение прочности на изгиб – 800,8 МПа (стандартные значения прочности на изгиб карбида кремния и стали составляют 350–450 и 200–1 000 МПа соответственно).
Исследования коэффициента трения и скорости износа поверхностного слоя проводили в геометрии диск-штифт с помощью трибометра (CSEM, Швейцария) при комнатных температуре и влажности. В качестве контртела использовали алмазную пирамидку, диаметр трека 3,9 мм, скорость вращения – 1,5 см/с, нагрузка – 8 Н, дистанция до остановки – 12,3 м для стали и 123 м для покрытия, количество оборотов – 1 000 для стали и 10 000 для покрытия. Объем износа поверхностного слоя определяли после проведения профилометрии образовавшегося трека с помощью лазерного оптического профилометра MicroMeasure 3D Station (Stil, Франция). Результаты измерений скорости износа V = 7,5 10-6 мкм2/Н⋅м и коэффициента трения μ = 0,153 для электровзрывного износостойкого композиционного покрытия, содержащего матрицу на основе железа с включениями из карбида кремния, а для инструментальной стали Р18 – V = 19,1 10-6 мкм2/Н·м и μ = 0,174.
В результате исследования покрытия взаимодополняющими методами: сканирующей электронной микроскопии и микрорентгеноспектрального анализа поверхности покрытия и прямых шлифов, рентгенофазового анализа и послойным анализом методом просвечивающей электронной микроскопии установлено следующее. Методами сканирующей электронной микроскопии и микрорентгеноспектрального анализа поверхности покрытия установлено, что поверхность покрытия однородна, а распределение элементов на ней представлено только атомами элементов, из которых формировали покрытие: углерод, кремний и железо. Исследование элементного состава покрытия по его толщине показало, что основными элементами покрытия также являются углерод, кремний и железо. Эти результаты исследования структуры покрытия на поперечном шлифе полностью согласуются с результатами исследования поверхности покрытия, изложенными выше. Методом картирования в характеристических излучениях элементов проведена визуализация распределения элементов в объеме покрытия, согласно которой, можно отметить явно выраженные участки покрытия размером 0,1–0,2 мкм с преобладающим расположением углерода и кремния. Сочетание данных элементов указывает на формирование фазы карбида кремния SiC. Данные образования располагаются в матрице, которая представляет собой железо (это также подтверждено методом картирования в характеристическом излучении железа). Сформированные покрытия не содержат поры.
Методами рентгенофазового анализа и просвечивающей электронной микроскопии установлено содержание в покрытии фаз SiC и Fe. Проведенные исследования структуры, фазового и элементного составов не выявили оксидных фаз (как правило, оксиды могут формироваться в электровзрывных покрытиях в случае проникновения воздуха в рабочее пространство), которые снижают износостойкость покрытия. Также в процессе электровзрывного напыления сохраняется стабильной фаза карбида кремния без трансформации в другие карбиды и химические соединения. Карбид кремния обладает твердостью, второй только после алмаза и борного карбида, и обладает высокой износостойкостью, модулем упругости, прочностью на изгиб и другими характеристиками. Таким образом, формирование структуры покрытия, представляющей собой матрицу на основе железа с включениями из карбида кремния, и обладающего бимодальной структурой: субмикрокристаллической и нанокристаллической, обеспечивает лучший уровень свойств.
Предлагаемый способ позволяет сформировать покрытие, которое по совокупности свойств, характеристикам структуры и фазовому составу позволяет увеличить срок службы изделий из инструментальных сталей различной номенклатуры, и расширить область практического применения и, кроме того, восстанавливать их поверхность.
Изобретение относится к способу электровзрывного напыления износостойкого композиционного покрытия, содержащего матрицу на основе железа с включениями из карбида кремния, на изделие из инструментальной стали. Осуществляют электрический взрыв фольги из железа массой 100–400 мг с размещенным на ней порошком карбида кремния массой 0,5–1,5 массы фольги. Формируют из продуктов взрыва импульсную многофазную плазменную струю. Оплавляют ею поверхность упомянутого изделия при поглощаемой плотности мощности 2,2–2,5 ГВт/м2 с осаждением на поверхность указанного изделия продуктов взрыва с формированием упомянутого износостойкого композиционного покрытия. Обеспечивается получение композиционного покрытия на изделии из инструментальной стали, обладающего высокой износостойкостью. 4 ил., 1 пр.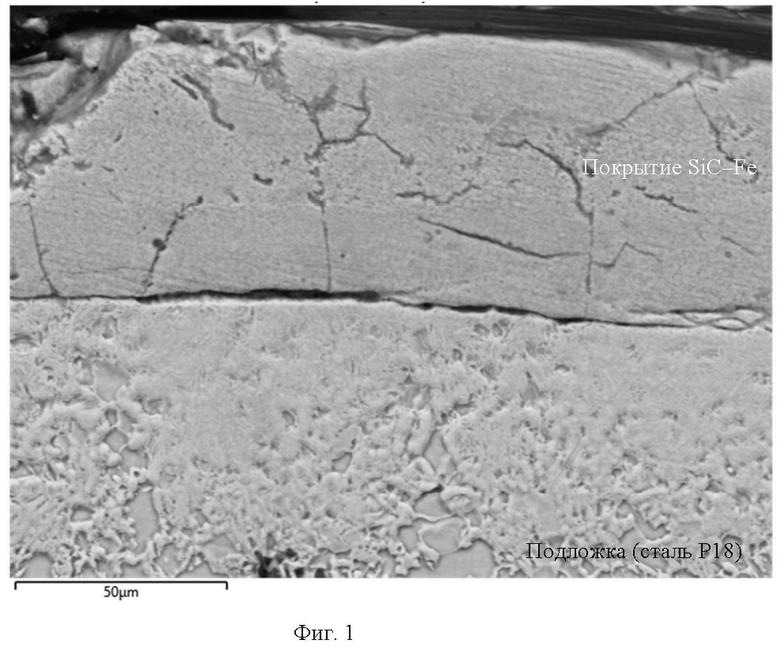
Способ электровзрывного напыления износостойкого композиционного покрытия, содержащего матрицу на основе железа с включениями из карбида кремния, на изделие из инструментальной стали, характеризующийся тем, что осуществляют электрический взрыв фольги из железа массой 100–400 мг с размещенным на ней порошком карбида кремния массой 0,5–1,5 массы фольги, формируют из продуктов взрыва импульсную многофазную плазменную струю, оплавляют ею поверхность изделия из инструментальной стали при поглощаемой плотности мощности 2,2–2,5 ГВт/м2 с осаждением на поверхность изделия из инструментальной стали продуктов взрыва с формированием износостойкого композиционного покрытия, содержащего матрицу на основе железа с включениями из карбида кремния.
| КОМПОЗИЦИОННЫЙ ЭЛЕКТРИЧЕСКИ ВЗРЫВАЕМЫЙ ПРОВОДНИК ДЛЯ ЭЛЕКТРОВЗРЫВНОГО НАПЫЛЕНИЯ ПОКРЫТИЙ ИЛИ ЭЛЕКТРОВЗРЫВНОГО ЛЕГИРОВАНИЯ ПОВЕРХНОСТИ МЕТАЛЛОВ И СПЛАВОВ | 2011 |
|
RU2478732C1 |
| СПОСОБ ЭЛЕКТРОВЗРЫВНОГО НАПЫЛЕНИЯ БИОИНЕРТНЫХ МОЛИБДЕНОВЫХ ПОКРЫТИЙ НА ИМПЛАНТАТЫ ИЗ ТИТАНОВЫХ СПЛАВОВ | 2021 |
|
RU2780721C1 |
| Способ электровзрывного напыления электроэрозионностойкого покрытия на основе диборида титана и серебра на медный электрический контакт | 2023 |
|
RU2806954C1 |
| Способ получения покрытия на внутренней поверхности полой детали с использованием электрического взрыва проводника | 2023 |
|
RU2804900C1 |
| CN 104674159 A, 03.06.2015 | |||
| CN 101555579 B, 27.10.2010. | |||

