Изобретение относится к технологии нанесения покрытий на металлические поверхности с использованием концентрированных потоков энергии, в частности к технологии получения на поверхности штамповых сталей, работающих в тяжелых условиях штамповки, покрытий на основе карбида титана и никеля, которые могут быть использованы в штамповом производстве для штамповки в холодном состоянии с целью формирования поверхностей с высокой твердостью и износостойкостью.
Известен способ [1] электровзрывного напыления композиционных износостойких покрытий системы TiC-Mo на поверхности трения, характеризующийся тем, что размещают порошковую навеску из карбида титана между двумя слоями молибденовой фольги, осуществляют электрический взрыв фольги с формированием импульсной многофазной плазменной струи, проводят оплавление ею поверхности трения при значении удельного потока энергии 3,5…4,5 ГВт/м2 и напыление на оплавленный слой компонентов плазменной струи с последующей самозакалкой и формированием композиционного покрытия, содержащего карбид титана и молибден.
Недостатком способа является высокая шероховатость напыленных покрытий, а также низкая степень гомогенизации структуры, выраженная в неоднородности фазового и элементного состава покрытий. Это ограничивает возможность практического применения изделий с такими покрытиями. После электровзрывного напыления (ЭВН) на поверхности покрытий неравномерно распределены многочисленные деформированные закристаллизовавшиеся микрокапли меди. Это может стать причиной быстрого износа покрытия [2, 3].
Наиболее близким к заявляемому является способ [4] нанесения износостойких покрытий на основе диборида титана и молибдена на стальные поверхности, включающий электрический взрыв композиционного электрически взрываемого проводника, состоящего из двухслойной плоской молибденовой оболочки массой 60-530 мг и сердечника в виде порошка диборида титана массой, равной 0,5-2,0 массы оболочки, формирование из продуктов взрыва импульсной многофазной плазменной струи, оплавление ею стальной поверхности при поглощаемой плотности мощности 3,5-4,5 ГВт/м2, осаждение на поверхность продуктов взрыва с формированием на ней композиционного покрытия системы TiB2-Mo и последующую импульсно-периодическую электронно-пучковую обработку поверхности покрытия при поглощаемой плотности энергии 40-60 Дж/см2, длительности импульсов 150-200 мкс и количестве импульсов 10-30.
Недостатком способа является низкая адгезия покрытия системы TiB2-Мо со стальной подложкой. В случае применения этого покрытия для штамповки неизбежно произойдет отслаивание покрытия уже на первых циклах штамповки. Это может стать причиной быстрого выхода из строя штампов [2, 3].
Задачей заявляемого изобретения является получение композиционных покрытий карбид титана - никель с наполненной микрокристаллической структурой, обладающих высокой адгезией покрытия с подложкой из штамповой стали, а также высокой степенью гомогенизации структуры их поверхностного слоя, зеркальным блеском поверхности, высокой микротвердостью и износостойкостью.
Поставленная задача реализуется способом нанесения износостойких покрытий на основе карбида титана и никеля на штамповые стали.
Способ включает электрический взрыв композиционного электрически взрываемого проводника, состоящего из двухслойной плоской никелевой оболочки массой 60-530 мг и сердечника в виде порошка карбида титана массой, равной 0,5-2,0 массы оболочки, формирование из продуктов взрыва импульсной многофазной плазменной струи, оплавление ею поверхности штамповой стали при поглощаемой плотности мощности 4,6-4,8 ГВт/м2, осаждение на поверхность продуктов взрыва и формирование на ней композиционного покрытия системы TiC-Ni и последующую импульсно-периодическую электронно-пучковую обработку поверхности покрытия при поглощаемой плотности энергии 40-60 Дж/см2, длительности импульсов 150-200 мкс и количестве импульсов 10-30 имп.
Продукты разрушения композиционного электрически взрываемого проводника образуют плазменную струю, служащую инструментом формирования на поверхности штамповой стали композиционного покрытия с наполненной структурой [5], образованного включениями карбида титана в никелевой матрице. Последующая импульсно-периодическая электронно-пучковая обработка (ЭПО) покрытия сопровождается переплавлением его поверхностного слоя толщиной 20-40 мкм. Дефекты в виде микропор и микротрещин, выявляемые после ЭВН [2, 3], в нем не наблюдаются. Импульсно-периодическая ЭПО приводит к формированию в покрытии высокодисперсной и однородной структуры. Размеры включений карбида титана в никелевой матрице уменьшаются в 2-4 раза по сравнению с их размерами сразу после ЭВН. Поверхность покрытия приобретает зеркальный блеск. Преимущество заявляемого способа по сравнению с прототипом заключается в формировании поверхностного слоя с высокой адгезией покрытия с подложкой из штамповой стали, низкой шероховатостью и гомогенизированной структурой, что увеличивает срок службы деталей, работающих в условиях штамповки, и расширяет область практического применения.
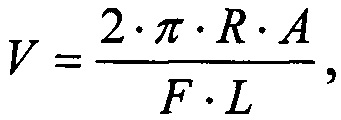
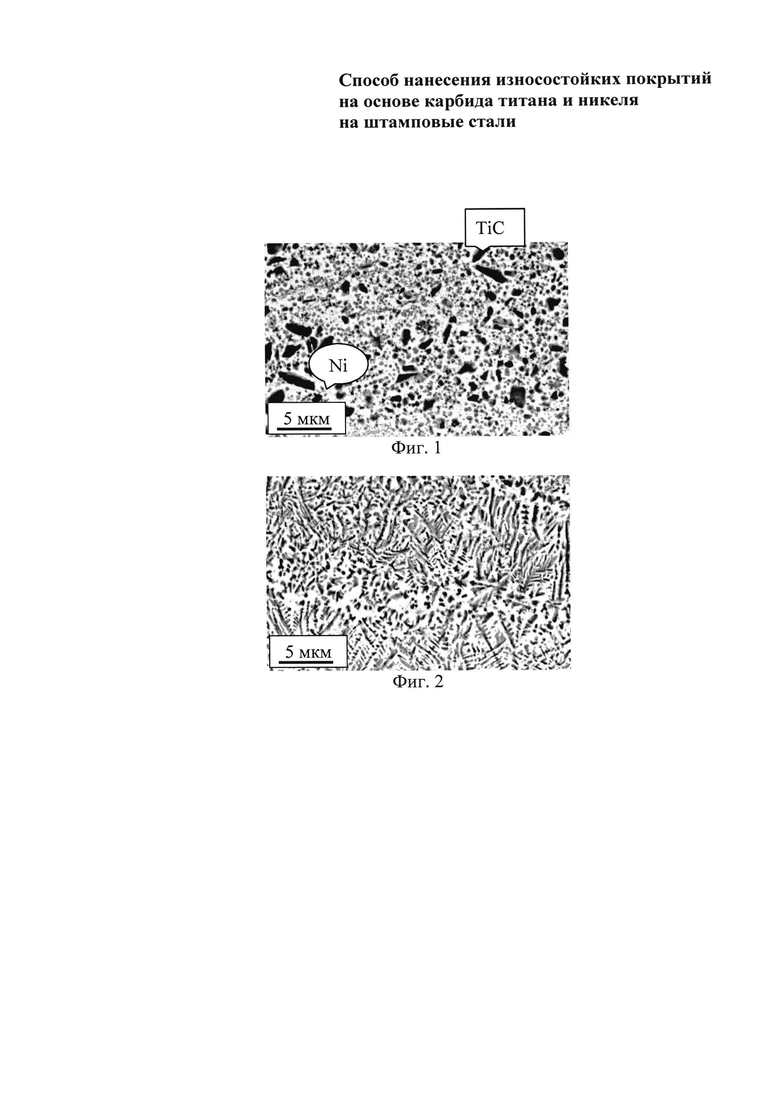
Способ поясняется чертежами, где на фиг. 1 представлена структура поперечного сечения поверхностного слоя электровзрывного композиционного покрытия системы TiC-Ni без воздействия ЭПО, на фиг. 2 - структура поперечного сечения поверхностного слоя электровзрывного композиционного покрытия системы TiC-Ni после воздействия ЭПО.
Исследования методом сканирующей электронной микроскопии показали, что при ЭВН на стальных поверхностях, работающих в условиях штамповки, путем электрического взрыва композиционного электрически взрываемого проводника при поглощаемой плотности мощности 4,6-4,8 ГВт/м2 происходит формирование покрытия с композиционной наполненной структурой, когда в никелевой матрице располагаются включения карбида титана с размерами от 1,0 до 5,0 мкм (фиг. 2). Если же использовать режим напыления, указанный в прототипе 3,5-4,5 ГВт/м2, то на границе покрытия со штамповой сталью образуется дефекты в виде пор. В покрытии наблюдаются дефекты в виде микропор и микротрещин. Указанный режим, при котором поглощаемая плотность мощности составляет 4,6-4,8 ГВт/м2, установлен эмпирически и является оптимальным, поскольку при интенсивности воздействия ниже 4,6 ГВт/м2 не происходит образование рельефа между покрытием и подложкой из штамповой стали, вследствие чего возможно отслаивание покрытия, а выше 4,8 ГВт/м2 происходит формирование развитого рельефа поверхности напыляемого покрытия. При значении массы никелевой фольги менее 60 мг становится невозможным изготовление из нее композиционного электрически взрываемого проводника. При значении массы никелевой фольги более 530 мг покрытие с композиционной наполненной структурой на поверхностях из штамповых сталей, работающих в условиях холодной штамповки, обладает большим количеством дефектов. При значении массы сердечника композиционного электрически взрываемого материала менее 0,5 или более 2,0 массы фольги покрытие с композиционной наполненной структурой на поверхностях штамповых сталей, работающих в условиях холодной штамповки, также обладает дефектной структурой. Граница электровзрывного покрытия с подложкой не является ровной что позволяет увеличить адгезию покрытия с подложкой.
Импульсно-периодическая ЭПО поверхности электровзрывного покрытия с поверхностной плотностью поглощаемой энергии 40-60 Дж/см2, длительностью импульсов 150-200 мкс, количеством импульсов 10-30 приводит к выглаживанию рельефа поверхности до образования зеркального блеска. Толщина модифицированных слоев после ЭПО изменяется в пределах от 20 до 40 мкм и незначительно увеличивается с ростом плотности энергии пучка электронов. Электронно-пучковая обработка, сопровождающаяся переплавлением слоя покрытия и приводит к формированию композиционной наполненной [5] структуры (фиг. 2). Дефекты в виде микропор и микротрещин в нем не наблюдаются. Размеры включений карбида титана в никелевой матрице изменяются в пределах от 0,5 до 1,0 мкм. Импульсно-периодическая ЭПО поверхностного слоя приводит к формированию в нем более дисперсной и однородной структуры. Указанный режим является оптимальным, поскольку при поверхностной плотности энергии меньше 40 Дж/см2, длительности импульсов короче 150 мкс, количестве импульсов менее 10 имп. не происходит образования однородной структуры на основе карбида титана и никеля и диспергирования никеля и карбида титана в покрытии. При поверхностной плотности энергии больше 60 Дж/см2, длительности импульсов длиннее 200 мкс, количестве импульсов более 30 имп. происходит формирование рельефа поверхности.
Трибологические свойства (износостойкость и коэффициент трения) покрытий изучали в геометрии диск-штифт с помощью трибометра (CSEM) при комнатной температуре и влажности. В качестве контртела использовали алмазную пирамидку, диаметр трека 3,9 мм, скорость вращения - 1,5 см/с, нагрузка - 8 Н, дистанция до остановки - 123 м. Критерием износостойкости являлся удельный объем трека износа материала, который определялся с помощью лазерного оптического профилометра MicroMeasure 3D Station и рассчитывался по формуле
где R - радиус трека, A - площадь поперечного сечения канавки износа, F - величина приложенной нагрузки, L - пройденная шариком дистанция.
В результате проведенных испытаний установлено, что износостойкость покрытий на основе карбида титана и никеля повышается в 2 раза по сравнению с штамповыми сталями 5ХНМ и Х12МФ после изотермического отжига по режиму: нагрев 850-870°C, охлаждение со скоростью 40 град/ч до 700-720°C, выдержка 3-4 ч, охлаждение со скоростью 50 град/ч до 550°C, воздух. Значения коэффициента трения для покрытий на основе карбида титана и никеля составляют 0,5…0,6.
Микротвердость измеряли на микротвердомере HVS-1000A. Значения микротвердости сформированных покрытий находятся в интервале 24000-25000 МПа. Нанотвердость измеряли с использованием системы Agilent U9820A Nano Indenter G200. Значения нанотвердости сформированных покрытий составляет 24500 МПа.
Примеры конкретного осуществления способа
Пример 1
Обработке подвергали лист из штамповой стали 5ХНМ толщиной 25 мм площадью 4 см2. Использовали композиционный электрически взрываемый проводник, состоящий из оболочки и сердечника в виде порошка карбида титана, при этом оболочка состояла из двух слоев электрически взрываемой плоской никелевой фольги массой 60 мг, а масса сердечника составляла 30 мг. Сформированной плазменной струей оплавляли поверхность листа штамповой стали 5ХНМ при поглощаемой плотности мощности 4,6 ГВт/м2 и формировали на ней композиционное электровзрывное покрытие системы TiC-Ni. После самозакалки покрытия при теплоотводе в объем стального листа осуществляли импульсно-периодическую ЭПО поверхности электровзрывного покрытия при поверхностной плотности энергии 40 Дж/см2, длительности импульсов - 150 мкс, количестве импульсов - 10 имп.
Получили износостойкое покрытие на основе карбида титана и никеля с высокой адгезией покрытия с подложкой на уровне когезии. На ОАО «Вест-2002» штампы из стали 5ХНМ, упрочненные заявляемым способом, показали увеличенный ресурс работы в 1,2 раза по сравнению со штампами без покрытия на основе карбида титана и никеля.
Пример 2
Обработке подвергали лист из штамповой стали Х12МФ толщиной 25 мм площадью 15 см2. Использовали композиционный электрически взрываемый проводник, состоящий из оболочки и сердечника в виде порошка карбида титана, при этом оболочка состояла из двух слоев электрически взрываемой плоской никелевой фольги массой 530 мг, а масса сердечника составляла 1060 мг. Сформированной плазменной струей оплавляли поверхность листа из штамповой стали Х12МФ при поглощаемой плотности мощности 4,8 ГВт/м2 и формировали на ней композиционное электровзрывное покрытие системы TiC-Ni. После самозакалки покрытия при теплоотводе в объем основы стального листа осуществляли импульсно-периодическую ЭПО поверхности электровзрывного покрытия при поверхностной плотности энергии 60 Дж/см2, длительности импульсов - 200 мкс, количестве импульсов - 30 имп.
Получили износостойкое покрытие на основе карбида титана и никеля с высокой адгезией покрытия с подложкой на уровне когезии. На ОАО «Вест-2002» штампы из стали Х12МФ, упрочненные заявляемым способом, показали увеличенный ресурс работы в 1,2 раза по сравнению со штампами без покрытия на основе карбида титана и никеля.
Источники информации
1. Патент РФ №2518037 на изобретение «Способ электровзрывного напыления композиционных износостойких покрытий системы TiC-Mo на поверхности трения». / Романов Д.А., Олесюк О.В., Будовских Е.А., Громов В.Е.; заявл. 25.03.2013; опубл. 10.06.2014, Бюл. №16. 8 с.
2. Романов Д.А., Будовских Е.А., Громов В.Е. Электровзрывное напыление электроэрозионностойких покрытий: формирование структуры, фазового состава и свойств электроэрозионностойких покрытий методом электровзрывного напыления. - Saarbrucken: LAP LAMBERT Academic Publishing GmbH & Co. KG, 2012. - 170 c.
3. Электровзрывное напыление износо- и электроэрозионностойких покрытий. / Д.А. Романов, Е.А. Будовских, В.Е. Громов, Ю.Ф. Иванов. - Новокузнецк: Изд-во ООО «Полиграфист», 2014. - 203 с.
4. Патент РФ №2583227 изобретение «Способ нанесения износостойких покрытий на основе диборида титана и молибдена на стальные поверхности». / Романов Д.А., Будовских Е.А., Гончарова Е.Н., Громов В.Е.; заявл. 15.12.2014; опубл. 10.05.2016, Бюл. №13. 7 с.
5. Мэттьюз М., Ролингс Р. Композиционные материалы. Механика и технология. - М.: Техносфера, 2004. - 408 с.
Изобретение относится к формированию на стальных поверхностях покрытий на основе карбида титана и никеля, которые могут быть использованы в штамповочном производстве и других отраслях промышленности. Способ включает электрический взрыв композиционного электрически взрываемого проводника, состоящего из двухслойной плоской никелевой оболочки массой 60-530 мг и сердечника в виде порошка карбида титана массой, равной 0,5-2,0 массы оболочки, формирование из продуктов взрыва импульсной многофазной плазменной струи, оплавление ею поверхности штамповой стали при поглощаемой плотности мощности 4,6-4,8 ГВт/м2, осаждение на поверхность продуктов взрыва с формированием на ней композиционного покрытия системы TiC-Ni и последующую импульсно-периодическую электронно-пучковую обработку поверхности покрытия при поглощаемой плотности энергии 40-60 Дж/см2, длительности импульсов 150-200 мкс и количестве импульсов 10-30. Изобретение направлено на создание на поверхности штамповой стали износостойкого покрытия с высокой адгезией с подложкой на уровне когезии. 2 пр., 2 ил.
Способ нанесения износостойких покрытий на основе карбида титана и никеля на штамповые стали, включающий электрический взрыв композиционного электрически взрываемого проводника, состоящего из двухслойной плоской никелевой оболочки массой 60-530 мг и сердечника в виде порошка карбида титана массой, равной 0,5-2,0 массы оболочки, формирование из продуктов взрыва импульсной многофазной плазменной струи, оплавление ею поверхности штамповой стали при поглощаемой плотности мощности 4,6-4,8 ГВт/м2, осаждение на поверхность продуктов взрыва c формированиеv на ней композиционного покрытия системы TiC-Ni и последующую импульсно-периодическую электронно-пучковую обработку поверхности покрытия при поглощаемой плотности энергии 40-60 Дж/см2, длительности импульсов 150-200 мкс и количестве импульсов 10-30.
| СПОСОБ ЭЛЕКТРОВЗРЫВНОГО НАПЫЛЕНИЯ КОМПОЗИЦИОННЫХ ИЗНОСОСТОЙКИХ ПОКРЫТИЙ СИСТЕМЫ TiC-Mo НА ПОВЕРХНОСТИ ТРЕНИЯ | 2013 |
|
RU2518037C1 |
| СПОСОБ ЛЕЧЕНИЯ СИНДРОМА ЗАПОРА У ДЕТЕЙ | 2015 |
|
RU2582227C1 |
| US 20170030204 A1, 02.02.2017 | |||
| СПОСОБ НАНЕСЕНИЯ АНТИФРИКЦИОННОГО ИЗНОСОСТОЙКОГО ПОКРЫТИЯ НА ИЗДЕЛИЕ ИЗ МЕТАЛЛА ИЛИ СПЛАВА | 2008 |
|
RU2392351C2 |
| Способ нанесения покрытий на стальные изделия | 1982 |
|
SU1063859A1 |

