Изобретение относится к пчеловодству и может быть использовано при изготовлении ульевых рамок [A01K47/06, B27D1/08].
Из уровня техники известны технические решения [UA70399 (U), ОПУБЛ. 2012-06-11, UA62664 (U), ОПУБЛ. 2011-09-12], раскрывающие способы изготовления ульевых рамок для использования специальных устройств для их сборки.
Недостатками таких решений является продолжительное время изготовления ульевой рамки, при этом для изготовления одной рамки вручную суммарно требуется около 0,5 часа, некоторые пчеловоды способны довести это время до 20–23 минут.
Также известно УСТРОЙСТВО ДЛЯ СКОЛАЧИВАНИЯ УЛЬЕВЫХ РАМОК [RU2053661C1, ОПУБЛ. 1996.02.10], содержащее основание, вертикальную опору с упорами и корпус с боковыми и торцевыми ограничителями, установленный на ней с возможностью поворота вокруг его горизонтальной оси, также оно снабжено установленными в корпусе с возможностью перемещения вдоль его боковых сторон и параллельно боковым ограничителям зажимом-кондуктором с П-образными нажимными вкладышами с отверстиями, при этом опора выполнена в виде соединенных между собой перекладиной стоек с прорезями в их верхней части, в корпусе выполнены продольные пазы, в которых размещены боковые ограничители, а упоры расположены на перекладине, причем один из них выполнен подвижным.
Недостатком такого устройства является отсутствие автоматизированной работы по сборке рамы, натягиванию проволоки, что приводит к увеличению сроков подготовки ульевой рамки.
Наиболее близким по технической сущности является УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ УЛЬЕВЫХ РАМОК [SU1248577A1, ОПУБЛ. 1986.08.07], содержащее станину, механизм подачи материала, приемньй стол, узел изготовления рамок и привод, при этомузел изготовления рамок выполнен в виде ножевых валов, установленных сверху и снизу приемного стола, и разъемных оправок в виде верхних и нижних секций, расположенных с зазором для входа материала, также внутри оправок размещены гидроцилиндры регулирования зазора, а над каждой из оправок смонтированы скобозабивные и отсекающие механизмы.
Основной технической проблемой прототипа, содержащего только блок для соединения планок и формирования деревянной рамы, является полуавтоматизированный процесс изготовления ульевой рамкичто значительно снижает скорость изготовления ульевой рамки и не обеспечивает высокую производительность.
Задачей заявленного изобретения является устранение недостатков прототипа.
Технический результат изобретения заключается в увеличении производительности и скорости изготовления ульевой рамки.
Указанный технический результат достигается за счет того, что устройство для изготовления ульевой рамки содержит блок сшивания и натягивания проволоки, блок фрезерования, блок наващивания и хранения готовой ульевой рамки, при этом блок сшивания и натягивания проволоки выполнен с возможностью поступательного перемещения планок ульевой рамки, соединения планок, а также направленного натягивания проволоки, подачи проволоки в паз и фиксации проволоки на боковых планках, в то же время блок фрезерования выполнен с возможность фрезерования пазов на боковых планках для закрепления и изменения направления сшивания проволоки, блок сшивания и натягивания проволоки с боковых сторон имеет накопитель для верхних планок, накопитель для боковых планок и накопитель для нижних планок, обойму для планок и упор, при этом обойма для планок и упор образуют столик для сборки ульевой рамки с возможностью вращения на 180о и бокового смещения, в то же время обойма для планок со стороны нижней планки крепиться на полуоси, а со стороны верхней планки обойма для планок крепиться по углам при помощи роликов на обруче, при этом блок сшивания и натягивания проволоки соединен с блоком наващивания и хранения готовой ульевой рамки со стороны верхней обоймы для планок, а блок сшивания и натягивания проволоки соединен с блоком фрезерования по наружным углам обоймы для планок штифтами.
В частности, блок сшивания и натягивания проволоки имеет электровтягивающие катушки для верхней, нижней и боковой планок, степлер с шаговым электродвигателем.
В частности, блок сшивания и натяжения имеет головку для подачи проволоки в паз, ролик натяжения проволоки с электродвигателем, головку для сшивания из двух роликов, а также нейлер с шаговым электродвигателем.
В частности, блок сшивания и натягивания проволоки имеет направляющую для перемещения блока сшивания.
В частности, направляющая для перемещения блока сшивания выполнена с двумя, тремя или четырьмя гребнями в зависимости от количества проволок в ульевой рамке.
В частности, блок фрезерования имеет фрезерную головку с четырехшаговым электродвигателем.
В частности, обойма для планок имеет высоту 230 мм, 300 мм, 145 мм, 150 мм или 155 мм.
В частности, накопитель для нижних планок выполнен с возможностью перемещения по оси У вверх и вниз в зависимости от высоты обоймы.
В частности, столик для сборки ульевой рамки имеет катушку с рычагом поворота на 180о, а также катушку для бокового смещения.
Краткое описание чертежей.
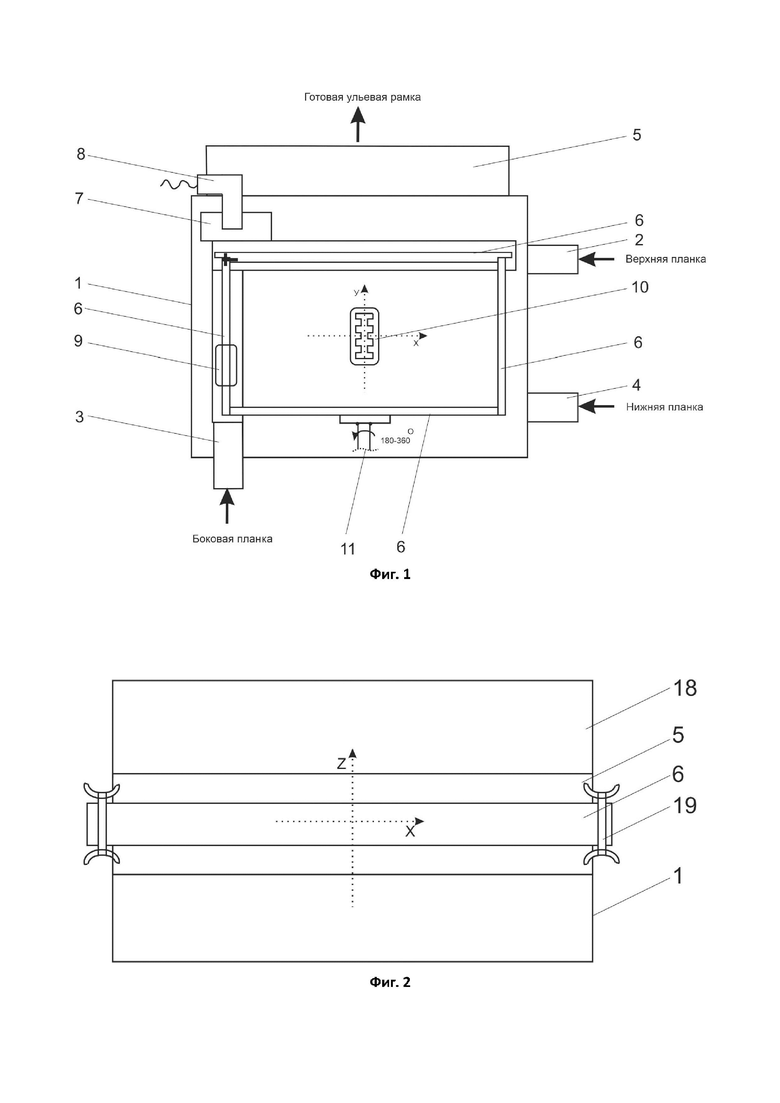
На фиг.1 представлен вид устройства со стороны блока сшивания и натягивания проволоки.
На фиг. 2 представлен вид устройства сверху.
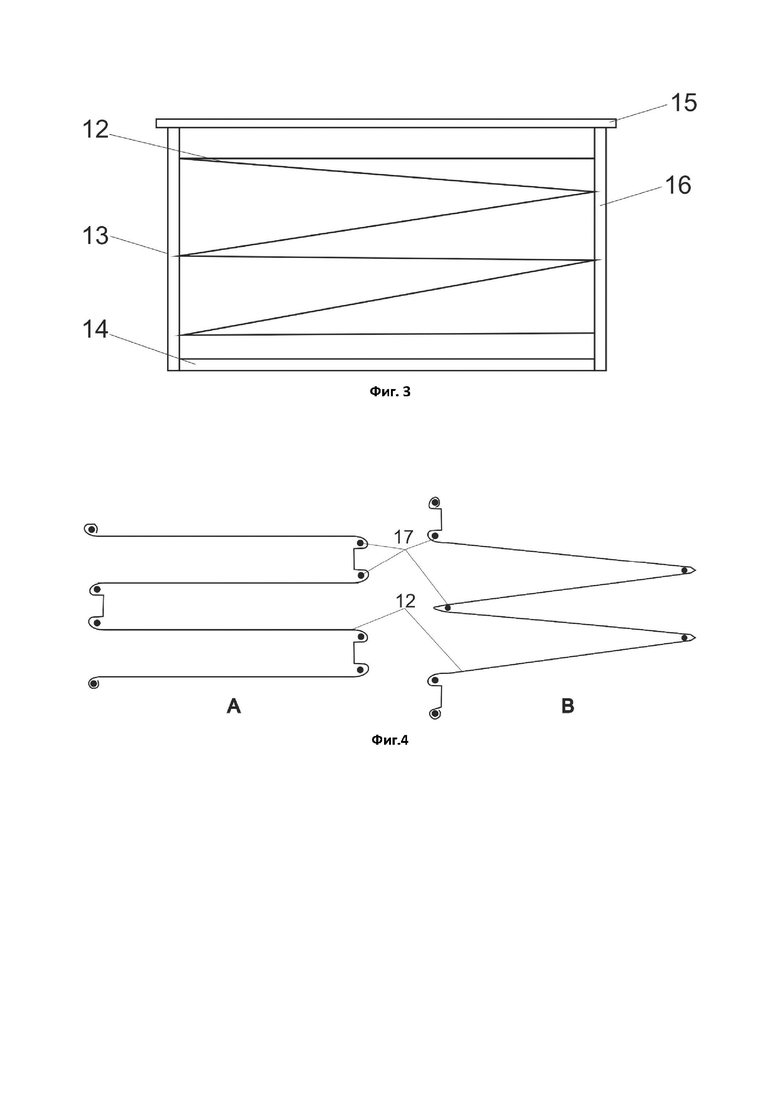
На фиг. 3 представлен общий вид ульевой рамки.
На фиг. 4 представлены варианты натягивания проволоки в ульевой рамке: А – традиционное направленное натягивание, В – натягивание под углом.
На фигурах обозначены: 1 – блок сшивания и натягивания проволоки, 2 – накопитель для верхних планок, 3 – накопитель для боковых планок, 4 – накопитель для нижних планок, 5 – блок наващивания и хранения готовой ульевой рамки, 6 – обойма, 7 – упор, 8 – степлер, 9 – нейлер, 10 – направляющая, 11 – рычаг поворота, 12 – проволока, 13 и 16 – боковая планка, 14 – нижняя планка, 15 – верхняя планка, 17 – гвоздь, 18 – блок фрезерования, 19 – штифт.
Осуществление изобретения.
Устройство для изготовления ульевой рамки состоит из блока сшивания и натягивания проволоки (1), блока фрезерования (18), блока наващивания и хранения готовой ульевой рамки (5). Блок сшивания и натягивания проволокой в своем составе имеет обойму (6) для временной фиксации и закрепления верхней (15), нижней (14) и боковых планок (13, 16) ульевой рамки. С боковых сторон блока сшивания и натягивания проволоки (1) расположены накопители для верхних планок (2), для боковых планок (3) и для нижних планок (4).
Между собой блок сшивания и натягивания проволоки (1) соединен с блоком наващивания и хранения готовой ульевой рамки (5) со стороны верхней обоймы (6), а с блоком фрезерования (18) блок сшивания и натягивания проволоки (1) соединен по наружным углам обоймы (6) штифтами (19), чтобы не препятствовать выталкиванию готовой ульевой рамки.
Боковая обойма (6) с накопителем для боковых планок (3) образуют линию обработки, на конце которой располагается упор (7), являющийся базой для установления электро или пневмоинструментов. В то же время обойма для планок (6) с упором (7) образуют столик для сборки ульевой рамки с возможностью вращения на 180° и бокового смещения. Столик для сбора ульевой рамки имеет катушку с рычагом поворота (11) на 180°, а также катушку для бокового смещения. При этом обойма для планок (6) со стороны нижней планки (14) крепиться на полуоси, а со стороны верхней планки (15) обойма для планок (6)крепиться по углам при помощи роликов на обруче для беспрепятственного выведения готовой ульевой рамки из обоймы (6) в блок наващивания и хранения готовой ульевой рамки (5), который предназначен для наващивания готовых рамок электрическим током и их хранения.
Блок сшивания и натягивания проволоки (1) выполнен с возможностью поступательного перемещения планок ульевой рамки, соединения планок, а также направленного натягивания проволоки, подачи проволоки в паз и фиксации проволоки на боковых планках. При этом блок сшивания и натягивания проволоки (1) имеет электровтягивающие катушки для подачи верхней (15), нижней (14) и боковой планок (13, 16), расположенные около соответствующих накопителей (12, 13, 14), степлер (8) с шаговым электродвигателем для соединения планок в углах скобами (например, скобами длиной 22 мм), головку для подачи проволоки в паз,ролик натягивания проволоки с электродвигателем, головку для сшивания проволоки из двух роликов,а также нейлер (9) с шаговым электродвигателем для забивания гвоздей (17) (размером 25Х1,4 мм), фиксирующих проволоку на боковых планка (13, 16). Для изменения направления сшивания проволоки блок сшивания и натягивания проволоки (1) имеет направляющую (10) для перемещения блока сшивания с количеством гребней в зависимости от необходимого количества проволок в ульевой рамке, к примеру, с двумя гребнями для натягивания в ульевой рамке двух проволок.
В иных вариантах исполнения заявленного изобретения направляющая блока сшивания и натягивания проволоки имеет три, четыре или любое количество гребней в зависимости от количества натягиваемых проволок в ульевой рамке.
Представленные варианты заявленного технического решения с разным количеством гребней в направляющей для изменения направления сшивания проволоки позволяет достичь заявленный технический вариант, так как обеспечивается увеличение производительности и скорости изготовления ульевой рамки.
Заявленное устройство позволяет изготавливать ульевую рамку разной высоты. Для каждого размера рамки в целях увеличения надежности конструкции предусмотрена своя обойма для планок (6), например обойма для планок (6)имеет высоту 230 мм. В результате этого накопитель для нижних планок (4) выполнен с возможностью перемещения по оси У вверх и вниз в зависимости от высоты обоймы.
В альтернативных вариантах исполнения заявленного изобретения обойма для планок имеет высоту 300, 145, 150 или 155 мм.
Представленные варианты заявленного технического решения с разным размером обоймы для фиксации и закрепления планок позволяет достичь заявленный технический вариант, так как обеспечивается увеличение производительности и скорости изготовления ульевой рамки.
Блок фрезерования (18) имеет фрезерную головку по дереву с четырехшаговым электрическим двигателем. Также в устройстве для изготовления ульевой рамки предусмотрен контроллер с программой для управления устройством.
Указанное изобретение используется следующим образом.
Предварительно подготавливаются боковые планки (13, 16) необходимого размера, верхние (15) и нижние (14) планки и загружаются в соответствующие накопители (2, 3, 4). Так же согласно размеру боковой планки (13, 16) перемещается накопитель для нижней планки (14) в необходимое место для точного выталкивания нижней планки (14) при сборе ульевой рамки. Изготовление ульевой рамки начинается с размещения планок в соответствующие обоймы (6). Поступательным движением за счет электровталкивающей катушки последовательно вставляется сначала верхняя планка (15), затем боковая планка (13) и нижняя планка (14). Затем производят поворотрабочего столика на 180° ипоступательным перемещением вставляется вторая боковая планка (16) из накопителя боковых планок (3). Поворот производится после поступательного сдвига обоймы (6) по оси У рычагом поворота (11) до упора (7). При этом при повороте обоймы относительно оси У блок сшивания и натягивания проволоки (1) отводится из зоны поворота, перемещение обоймы для планок (6) происходит поступательно вправо для выведения из зацепления с упором (7).
Затем степлером (8) производится соединение планок скобами по четырем углам ульевой рамки. При это стол воспринимает ударную нагрузку от забивания скоб по оси Х и У.При забивании скоб для скрепления планок в углах проводится смещение степлера (8) по оси X, по оси У и его поворот на 90° по оси Z. Следующим этапом производится образование пазов при помощи дисковой фрезы для дальнейшего забивания гроздей (17), фиксирующих проволоку на боковых планках (13, 16). В данном случает при фрезеровании пазов на боковых планках (13, 16) нагрузка направлена по оси Х.
Затем в блоке сшивания и натягивания (1) проволоки происходит подача и натягивание проволоки (12) с предварительным прогибом боковых планок (13, 16) для натягивания. Прогиб боковых планок в обойме обеспечивается зазорами с обеих сторон планок, который может составлять 7-10 мм. За счет головки для сшивания, которая состоит из двух роликов с протянутой проволокой между ними, при движении от одной боковой планки (13) до другой боковой планки (16) ролики головки перекидываются автоматически штифтами, установленными рядом с направляющей (10). В процессе натягивания проволоки (12)меняется направление ее сшивания за счет направляющей (10), а в местах поворота фиксируется гвоздями (17) в предварительно подготовленных пазах. В крайнем положении проволока (12) располагается параллельно верхней (15) и нижней планкам (14), а далее возможен вариант натягивания традиционного параллельного направления проволоки (12) или натягивание проволоки (12) под углом (Фиг. 4). Натягивание проволоки (12) происходит после запуска электродвигателя роликом. По окончанию сшивания проволоки (12) рычаги, установленные на блоке сшивания и натягивания проволоки и (1) и блоке фрезерования (18), сдавливает боковые планки (13, 16). Концы проволоки (12) накручиваются тремя витками на гвоздь (17), при этом при его забивании нейлером (9) проволока (12) закрывается под шляпкой и надежно фиксируется. Стол воспринимает нагрузки ударного действия от забивания гвоздей (17) по оси Z. При забивании гвоздей (17)на боковых планках (13, 16) для фиксации поволоки (12) проводится смещение нейлера (9) по оси У и по оси Z.
Финальным этапом производят процесс наващивания, который производят за счет электрического нагрева натянутых проволок (12) и присоединения соответствующего размера листа вощины. Готовая ульевая рамка выталкивается из обоймы в блок для хранения. Также возможен вариант выталкивания ульевой рамки из обоймы в блок хранения по окончанию сшивания и натягивания проволоки для заготовления ульевых планок в прок. Наващивание в таком случае проводя незадолго до установки ульевых рамок в улей.
Пример использования устройства для изготовления ульевой рамки.
Заявленное устройство используется для изготовления ульевой рамки Дадан. Для этого перед изготовлением ульевой рамки подготавливают боковые планки длиной 300 мм и шириной 10 мм, верхнюю планку с учетом боковых выступов длиной 470 мм и шириной 22 мм и нижнюю планку длиной 415 мм и шириной 10 мм. Натягивание проволоки осуществляют традиционным параллельным способом, при этом длина одной проволоки составляет 415 мм. В данном случае получают ульевую рамку с 25 проволоками при использовании направляющей с 25 гребнями. Время изготовления такой ульевой рамки составляет 15 секунд.
Технический результат изобретения заключается в увеличении производительности и скорости изготовления ульевой рамки.
Указанный технический результат достигается за счет того, что устройство для изготовления ульевой рамки содержит блок сшивания и натягивания проволоки, блока фрезерования, блока наващивания и хранения готовой ульевой рамки, при этом блок сшивания и натягивания проволоки выполнен с возможностью поступательного перемещения планок ульевой рамки, соединения планок, а также направленного натягивания проволоки, подачи проволоки в паз и фиксации проволоки на боковых планках, в то же время блок фрезерования выполнен с возможность фрезерования пазов на боковых планках для закрепления и изменения направления сшивания проволоки, блок сшивания и натягивания проволоки с боковых сторон имеет накопитель для верхних планок, накопитель для боковых планок и накопитель для нижних планок, обойму для планок и упор, при этом обойма для планок и упор образуют столик для сборки ульевой рамки с возможностью вращения на 180° и бокового смещения, в то же время обойма для планок со стороны нижней планки крепиться на полуоси, а со стороны верхней планки обойма для планок крепиться по углам при помощи роликов на обруче, при этом блок сшивания и натягивания проволоки соединен с блоком наващивания и хранения готовой ульевой рамки со стороны верхней обоймы для планок, а блок сшивания и натягивания проволоки соединен с блоком фрезерования по наружным углам обоймы для планок штифтами.
Провели ряд испытаний для сравнения скорости изготовления десяти ульевых рамок по отдельности заявленным устройством, а также аналогами и прототипом. Для этого измерили общее время, затраченное на изготовление одной ульевой рамки, начиная с установки деревянных планок и отправлением готовой ульевой рамки на хранение. Результаты испытаний представлены в Таблице 1.
Таблица 1.
Сравнительный анализ времени (сек) изготовления ульевой рамки
По полученным данным видно, что на изготовление одной ульевой рамки заявленным способом тратиться намного меньше времени (14,7 сек) по сравнению с аналогами и прототипом, при использовании которых пользователь затратил от 10 до 30 минут времени.
Таким образом, заявленное изобретение увеличивает производительность в 60 раз, так как в среднем за 15 минут с помощью данного устройства возможно произвести около 60 ульевых рамок, тогда как аналогичные технические решения позволяю изготовить только 1 ульевую рамку, а также увеличивает скорость изготовления ульевой рамки за счет полного автоматизированного процесса в 80 раз.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КРЕПЛЕНИЯ ВОЩИНЫ НА УЛЬЕВОЙ РАМКЕ СКОБКАМИ И ПРИМЕНЕНИЕ СТЕПЛЕРА ДЛЯ ОСУЩЕСТВЛЕНИЯ ЭТОГО СПОСОБА | 2008 |
|
RU2383132C1 |
| СПОСОБ НАВАЩИВАНИЯ СОТОРАМКИ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2018 |
|
RU2696188C1 |
| Станок для армирования проволокой ульевых рамок с отверстиями на боковых планках | 1983 |
|
SU1090306A1 |
| СПОСОБ КРЕПЛЕНИЯ ВОЩИНЫ НА УЛЬЕВОЙ РАМКЕ К ПАРНОЙ АРМАТУРЕ | 2008 |
|
RU2361395C1 |
| СЕКЦИОННЫЙ УЛЕЙ ПЧЕЛОВОДА-ЛЮБИТЕЛЯ | 1998 |
|
RU2156570C2 |
| МНОГОКОРПУСНЫЙ УЛЕЙ | 2016 |
|
RU2640283C2 |
| УЛЬЕВАЯ РАМКА | 1991 |
|
RU2065266C1 |
| Станок н.а.пасечниченко для натя-гиВАНия пРОВОлОКи HA РАМКи C OTBEP-СТияМи | 1979 |
|
SU795663A2 |
| Станок для натягивания проволоки | 1978 |
|
SU701621A1 |
| Ульевая рамка Петухова | 1982 |
|
SU1126261A1 |
Изобретение относится к пчеловодству и может быть использовано при изготовлении ульевых рамок. Устройство для изготовления ульевой рамки содержит блок сшивания и натягивания проволоки, блок фрезерования, блок наващивания и хранения готовой ульевой рамки. При этом блок сшивания и натягивания проволоки выполнен с возможностью поступательного перемещения планок ульевой рамки, соединения планок, а также направленного натягивания проволоки, подачи проволоки в паз и фиксации проволоки на боковых планках. Блок фрезерования выполнен с возможность фрезерования пазов на боковых планках для закрепления и изменения направления сшивания проволоки. Блок сшивания и натягивания проволоки с боковых сторон имеет накопитель для верхних планок, накопитель для боковых планок и накопитель для нижних планок, обойму для планок и упор. При этом обойма для планок и упор образуют столик для сборки ульевой рамки с возможностью вращения на 180° и бокового смещения. Обойма для планок со стороны нижней планки крепится на полуоси, а со стороны верхней планки обойма для планок крепится по углам при помощи роликов на обруче. Блок сшивания и натягивания проволоки соединен с блоком наващивания и хранения готовой ульевой рамки со стороны верхней обоймы для планок, а блок сшивания и натягивания проволоки соединен с блоком фрезерования по наружным углам обоймы для планок штифтами. Технический результат изобретения заключается в увеличении производительности и скорости изготовления ульевой рамки. 8 з.п. ф-лы., 4 ил., 1 табл.
1. Устройство для изготовления ульевой рамки, содержащее блок сшивания и натягивания проволоки, блок фрезерования, блок наващивания и хранения готовой ульевой рамки, при этом блок сшивания и натягивания проволоки выполнен с возможностью поступательного перемещения планок ульевой рамки, соединения планок, а также направленного натягивания проволоки, подачи проволоки в паз и фиксации проволоки на боковых планках, в то же время блок фрезерования выполнен с возможность фрезерования пазов на боковых планках для закрепления и изменения направления сшивания проволоки, блок сшивания и натягивания проволоки с боковых сторон имеет накопитель для верхних планок, накопитель для боковых планок и накопитель для нижних планок, обойму для планок и упор, при этом обойма для планок и упор образуют столик для сборки ульевой рамки с возможностью вращения на 180° и бокового смещения, в то же время обойма для планок со стороны нижней планки крепится на полуоси, а со стороны верхней планки обойма для планок крепится по углам при помощи роликов на обруче, при этом блок сшивания и натягивания проволоки соединен с блоком наващивания и хранения готовой ульевой рамки со стороны верхней обоймы для планок, а блок сшивания и натягивания проволоки соединен с блоком фрезерования по наружным углам обоймы для планок штифтами.
2. Устройство по п. 1, отличающееся тем, что блок сшивания и натяжения проволоки имеет электровтягивающие катушки для верхней, нижней и боковой планок, степлер с шаговым электродвигателем.
3. Устройство по п. 1, отличающееся тем, что блок сшивания и натяжения имеет головку для подачи проволоки в паз, ролик натяжения проволоки с электродвигателем, головку для сшивания из двух роликов, а также нейлер с шаговым электродвигателем.
4. Устройство по п. 1, отличающееся тем, что блок сшивания и натягивания проволоки имеет направляющую для перемещения блока сшивания.
5. Устройство по п. 3, отличающееся тем, что направляющая для перемещения блока сшивания выполнена с двумя, тремя или четырьмя гребнями в зависимости от количества проволок в ульевой рамке.
6. Устройство по п. 1, отличающееся тем, что блок фрезерования имеет фрезерную головку с четырехшаговым электродвигателем.
7. Устройство по п. 1, отличающееся тем, что обойма для планок имеет высоту 230 мм, 300 мм, 145 мм, 150 мм или 155 мм.
8. Устройство по п. 1, отличающееся тем, что накопитель для нижних планок выполнен с возможностью перемещения по оси Y вверх и вниз в зависимости от высоты обоймы.
9. Устройство по п. 1, отличающееся тем, что столик для сборки ульевой рамки имеет катушку с рычагом поворота на 180°, а также катушку для бокового смещения.
| Устройство для изготовления ульевых рамок | 1985 |
|
SU1248577A1 |
| RU 2053661 C1, 10.02.1996 | |||
| Станок для армирования проволокой ульевых рамок с отверстиями на боковых планках | 1983 |
|
SU1090307A1 |
| Приспособление для сколачивания, затягивания проволокой и наращивания углевых рамок | 1932 |
|
SU33276A1 |
| Устройство для сколачивания ульевых рамок | 1985 |
|
SU1314987A1 |
| FR 3009672 B1, 11.03.2016 | |||
| KR 101446055 B1, 06.10.2014 | |||
| УСТРОЙСТВО ДЛЯ МОНТАЖА КОНСТРУКЦИЙ ТЕХНОЛОГИЧЕСКОГО ОБОРУДОВАНИЯ | 1967 |
|
SU222625A1 |
| US 1849331 A1, 15.03.1932. | |||

